Л63 расшифровка: Латунь Л63 — расшифровка, характеристики, применение
Содержание
Расшифровка ДПРНП, ДПРНТ, ДПРНМ от Галактика
Расшифровка ДПРНП, ДПРНТ, ДПРНМ от Галактика
- Главная
- Обзоры
- Расшифровка
- Расшифровка ДПРНП, ДПРНТ, ДПРНМ
Мы ответим на вопрос «Как расшифровывается аббревиатура ДПРНП, ДПРНТ, ДПРНМ»
Такими буквами обозначается номенклатура плоского проката на медной основе: листы, плиты, лента, фольга.
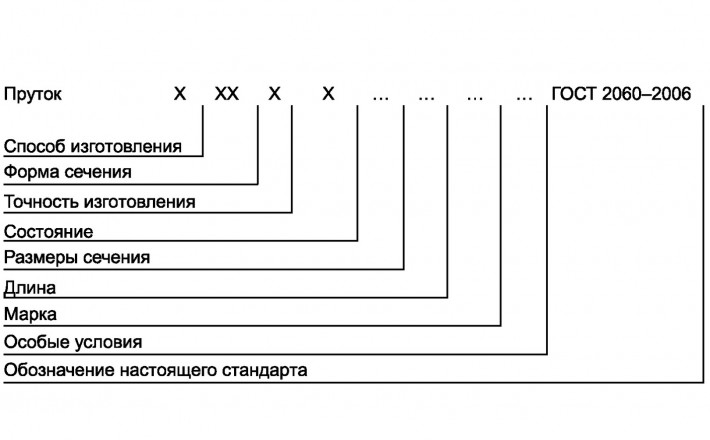
Все дело в условном обозначении, которое указывается в ГОСТах на плоский прокат, который имеет прямоугольное сечение (ПР). Расшифровка идет по схеме (Х — незаполненное значение):
Расшифровка идет по схеме (Х — незаполненное значение):
Лист, плита, лента, фольга Х ПР Х Х … ХХ … … ГОСТ
(1) (2) (3) (4) (5) (6) (7) (8) (9)
1 — Способ изготовления
2 — Форма сечения
3 — Точность изготовления
4 — Состояние
5 — Размеры
6 — Длина
7 — Марка
8 — Особые условия
9 — Обозначение стандарта
Лист ДПРНП расшифровка
Д- холоднокатаный.
ПР — прямоугольного сечения.
Н — нормальной точности по толщине и ширине.
П — полутвердый.
Латунный лист и медный лист из наличия
Лента ДПРНП расшифровка
Д — холоднокатаная.
ПР — прямоугольного сечения.
Н — нормальной точности по толщине и ширине.
П — полутвердая
Лента латунная и лента медная из наличия
Лист ДПРНТ расшифровка
Д — холоднокатаный.
ПР — прямоугольного сечения.
Н — нормальной точности по толщине и ширине.
Т — твердый.
Латунный лист и медный лист из наличия
Лента ДПРНТ расшифровка
Д — холоднокатаная.
ПР — прямоугольного сечения.
Н — нормальной точности по толщине и ширине.
Т — твердая
Лента латунная и лента медная из наличия
Лист ДПРНМ М1 расшифровка
Д — холоднокатаный.
ПР — прямоугольного сечения.
Н — нормальной точности по толщине и ширине.
М — мягкий.
Медный лист из наличия
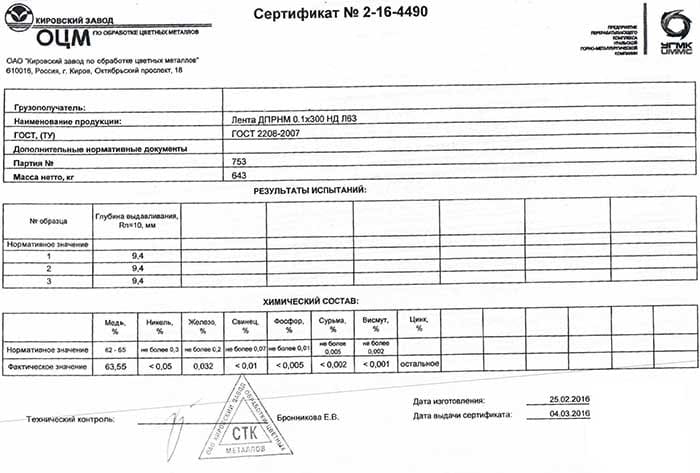
Лента ДПРНМ Л63 расшифровка
Д — холоднокатаная.
ПР — прямоугольного сечения.
Н — нормальной точности по толщине и ширине.
М — мягкая.
Лента латунная из наличия
Наши специалисты ответят на любой интересующий вопрос по услуге
Задать вопрос
Похожие темы
Расшифровка ДКРНП, ДКРНТ, ДКРНМ
Сколько стоит алюминиевый лист?
Где купить алюминиевый лист?
У нас вы можете купить весь ассортимент плоского проката на медной основе
По наименованию (А-Я)По наименованию (Я-А)По популярности (возрастание)По популярности (убывание)
Медная плита 80х600х1500 мм М1г/к
Уточните у менеджера
0 кг
По запросу
Медная плита 70х600х1500 мм М1г/к
Уточните у менеджера
0 кг
По запросу
Медная плита 60х600х1500 мм М1г/к
Уточните у менеджера
0 кг
По запросу
Медная плита 50х600х1500 мм М1г/к
Уточните у менеджера
0 кг
По запросу
Медная плита 40х600х1500 мм М1г/к
Уточните у менеджера
0 кг
По запросу
Медная плита 35х600х1500 мм М1г/к
Уточните у менеджера
0 кг
По запросу
Медная плита 30х600х1500 мм М1г/к
Уточните у менеджера
0 кг
По запросу
Медный лист 25х600х1500 мм М1г/к
Уточните у менеджера
0 кг
По запросу
Медный лист 20х600х1500 мм М1г/к
Уточните у менеджера
0 кг
По запросу
Медный лист 16х600х1500 мм М1г/к
Уточните у менеджера
0 кг
По запросу
Медный лист 15х600х1500 мм М1г/к
Уточните у менеджера
0 кг
По запросу
Медный лист 14х600х1500 мм М1г/к
Уточните у менеджера
0 кг
По запросу
Медный лист 12х600х1500 мм М1т
Уточните у менеджера
0 кг
По запросу
Медный лист 12х600х1500 мм М1м
Уточните у менеджера
0 кг
По запросу
Медный лист 12х600х1500 мм М1г/к
Уточните у менеджера
0 кг
По запросу
Медный лист 10х600х1500 мм М1т
Уточните у менеджера
0 кг
По запросу
Медный лист 10х600х1500 мм М1м
Уточните у менеджера
0 кг
По запросу
Медный лист 10х600х1500 мм М1г/к
Уточните у менеджера
0 кг
По запросу
Медный лист 8х600х1500 мм М1т
Уточните у менеджера
0 кг
По запросу
Медный лист 8х600х1500 мм М1м
Уточните у менеджера
0 кг
По запросу
Назад к списку
0
Корзина
Ваша корзина пуста
Исправить это просто: выберите в каталоге интересующий товар и нажмите кнопку «В корзину»
В каталог
Сталь 18Г2С: Расшифровка марки | ООО «Сталь-Максимум»
Сталь 18Г2С: Расшифровка марки | ООО «Сталь-Максимум»
-
Главная -
Справочник -
Марки сталей -
18Г2С
 org/BreadcrumbList»>
org/BreadcrumbList»>
|
Марка стали |
Вид поставки
Сортовой прокат – ГОСТ 5781–82. | ||||||||||||||||||||||||||||||||||||||||||||
|
18Г2С | |||||||||||||||||||||||||||||||||||||||||||||
|
Массовая доля элементов, %, по ГОСТ 5781–82
|
Температура критических точек, ºС | ||||||||||||||||||||||||||||||||||||||||||||
|
С |
Si |
Mn |
S |
P |
Cr |
Ni |
Mo |
As |
Cu |
Ас1 |
Ас3 |
Аr1 |
Аr3 |
Мн1 | |||||||||||||||||||||||||||||||
|
0,14–
0,23
|
0,60–
0,90 |
1,20–
1,60 |
≤
0,045 |
≤
0,040 |
≤
0,30 |
≤
0,30 |
– |
– |
≤
0,30 |
730
|
830 |
– |
– |
400 | |||||||||||||||||||||||||||||||
|
1 Температура нагрева 900 ºС. | |||||||||||||||||||||||||||||||||||||||||||||
|
Механические свойства при комнатной температуре
| |||||||||||||||||||||||||||||||||||||||||||||
|
НД |
Режим термообработки |
Сечение,
мм |
σ0,2,
Н/мм2 |
σВ,
Н/мм2 |
δ,
% |
Ψ,
% |
KCU,
Дж/см2 |
Изгиб
|
НВ
| ||||||||||||||||||||||||||||||||||||
|
Операция |
t, ºС |
Охлаждающая
среда |
не менее | ||||||||||||||||||||||||||||||||||||||||||
|
ГОСТ
5781–82 |
В состоянии поставки |
40–80
|
295 |
490 |
19 |
– |
– |
с=3d | |||||||||||||||||||||||||||||||||||||
|
Свыше 20
|
с=4d | ||||||||||||||||||||||||||||||||||||||||||||
|
Назначение.
| |||||||||||||||||||||||||||||||||||||||||||||
|
Предел
выносливости,
Н/мм2 |
Сечение,
мм |
Термообработка |
Ударная вязкость, KCU, Дж/см2,
при t, ºС |
Термообработка | |||||||||||||||||||||||||||||||||||||||||
|
σ-1 |
τ-1 |
+ 20 |
0 |
– 20 |
– 30 |
– 40 |
–50 | ||||||||||||||||||||||||||||||||||||||
|
300 |
180 |
6–9 |
В горячекатаном состоянии |
| |||||||||||||||||||||||||||||||||||||||||
|
250 |
150 |
40–90 | |||||||||||||||||||||||||||||||||||||||||||
|
Технологические характеристики
| |||||||||||||||||||||||||||||||||||||||||||||
|
Ковка
|
Охлаждение поковок, изготовленных | ||||||||||||||||||||||||||||||||||||||||||||
|
Вид полуфабриката |
Температурный
интервал ковки, ºС |
из слитков |
из заготовок | ||||||||||||||||||||||||||||||||||||||||||
|
Размер сечения, мм |
Условия охлаждения |
Размер сечения, мм |
Условия охлаждения | ||||||||||||||||||||||||||||||||||||||||||
|
Слиток |
1200–850 |
На воздухе
| |||||||||||||||||||||||||||||||||||||||||||
|
Заготовка | |||||||||||||||||||||||||||||||||||||||||||||
|
Свариваемость |
Обрабатываемость резанием |
Флокеночувствительность | |||||||||||||||||||||||||||||||||||||||||||
|
Сваривается без ограничений.
Способы сварки: РД, РАД, АФ, МП, ЭШ и КТ.
|
В состоянии поставки при σВ = 490 Н/мм2
К√ = 1,55 (твердый сплав),
К√ = 1,2 (быстрорежущая сталь)
|
Не чувствительна | |||||||||||||||||||||||||||||||||||||||||||
|
Склонность к отпускной хрупкости | |||||||||||||||||||||||||||||||||||||||||||||
|
Не склонна | |||||||||||||||||||||||||||||||||||||||||||||

 Арматурная сталь класса A-II (A300) предназначена для армирования обычных и предварительно напряженных железобетонных конструкций. Серьги, звенья, пальцы, траверсы, детали сцепок вагонеток и другие детали, работающие от – 40 до + 450 ºС.
Арматурная сталь класса A-II (A300) предназначена для армирования обычных и предварительно напряженных железобетонных конструкций. Серьги, звенья, пальцы, траверсы, детали сцепок вагонеток и другие детали, работающие от – 40 до + 450 ºС.
Другие стали низколегированные
Оставьте заявку и получите
актуальные цены и сроки поставки
Ответим в течение 15 минут. Предложение будет у вас в течение 24 часов
Отправляя форму, я соглашаюсь с политикой о персональных данных
Оставьте заявку и получите
актуальные цены и сроки поставки
Ответим в течение 15 минут. Предложение будет у вас в течение 24 часов
Предложение будет у вас в течение 24 часов
Отправляя форму, я соглашаюсь с политикой о персональных данных
Рассчитать стоимость резки металла
Ответим в течение 15 минут. Предложение будет у вас в течение 24 часов
Отправляя форму, я соглашаюсь с политикой о персональных данных
Отжиг стали — температура нагрева, свойства стали после термической обработки
Отжиг – одна из основных операций термообработки, предназначенная для получения определенных свойств стали. Она может служить промежуточным этапом или выполнять функции окончательного технологического процесса. Цели, достигаемые с помощью различных видов отжига: снизить твердость, получить однородную структуру, удобную для последующих операций мехобработки, снять внутренние напряжения. В зависимости от температуры нагрева, времени и условий выдержки различают два основных типа отжига –I иII рода, которые, в свою очередь, подразделяются на подвиды.
В зависимости от температуры нагрева, времени и условий выдержки различают два основных типа отжига –I иII рода, которые, в свою очередь, подразделяются на подвиды.
Отжиг сталей первого рода – назначение, виды, температуры нагрева
В зависимости от температур нагрева и начального состояния сплава при различных видах отжига I рода протекают процессы гомогенизации, рекристаллизации, устранения остаточных напряжений, уменьшения твердости. Все эти процессы проходят в случаях нагрева сплавов и выше, и ниже температур, при которых осуществляются фазовые трансформации. Основные цели, достигаемые с помощью этого вида термической обработки, – ликвидация химической и физической неоднородности, возникающей после сварки, резки, обработки давлением, закалки.
Гомогенизационный (диффузионный) отжиг
Этот вид термообработки применяется для слитков из легированных марок. Он позволяет снизить дендритную или внутрикристаллитную неоднородность, повышающую склонность металла при обработке давлением к негативным явлениям, среди которых:
- хрупкий излом;
- неравномерность свойств в различных направлениях;
- слоистый излом;
- трещинообразование;
- снижение пластичности и вязкости.

Режим диффузионного процесса:
- нагрев до высоких температур (до +1200°C), при которых характеристики структуры сплава выравниваются по всем направлениям;
- выдержка – 15-20 часов;
- быстрое охлаждение заготовки до 800-820°C, а затем более медленное на воздухе.
В результате гомогенизационного термического процесса получают крупное зерно, которое измельчают дальнейшей обработкой давлением или термической обработкой.
Рекристаллизационный отжиг стали
Этот вид термообработки используется для стальных заготовок или полуфабрикатов после холодного деформирования или между такими операциями. Он заключается в нагреве до температур, превышающих температуры рекристаллизационных процессов, выдержке и охлаждении. Температура операции определяется содержанием углерода в сплаве:
- 0,08-0,2% C–+680…700°C. Такие стали подвергают штамповке, прокатке, волочению.
- Высокоуглеродистая легированная сталь – +680…740°C. Обычно это калиброванные прутки из хромсодержащих безникелевых и хромоникелевых марок.
 Выдержка – 0,5-1,5 ч.
Выдержка – 0,5-1,5 ч.
Для снятия напряжений
Этот вид термообработки применяют для отливок, сварных изделий, заготовок после резки, в которых появляются остаточные напряжения в результате неоднородного охлаждения и пластических деформаций. Остаточные напряжения провоцируют целый ряд негативных последствий, среди которых – изменение размерных параметров и деформационные процессы во время хранения, транспортировки и эксплуатации изделий.
Операция для снятия напряжений осуществляется в следующих температурных интервалах:
- Ходовые винты, зубчатые колеса, червяки: +570-600°C, выдержка 2-3 часа после основной механообработки, +160…+180°C, выдержка 2-2,5 часа после финишных мероприятий, проводимых для снятия напряжений после шлифовки.
- Обработка для снятия сварных напряжений: +650-700°C.
Остаточные напряжения снижаются и при рекристаллизационном отжиге, при котором осуществляются фазовые трансформации.
Свойства стали 12Х18Н10Т
Главные достоинства 12Х18Н10Т – это устойчивость к самопроизвольному разрушению при контакте с окружающей средой, в том числе агрессивной, криогенность, высокая пластичность и сопротивляемость ударному воздействию. Она также является жаростойкой и жаропрочной.
Она также является жаростойкой и жаропрочной.
Нержавеющие свойства стали придает высокое содержание хрома. Никель добавляет сплаву устойчивость к разрушению также и в агрессивных средах (кислотах, щелочах, соляных растворах).
Сочетание концентраций никеля, углерода и хрома придает стали аустенитную структуру, благодаря которой она хорошо поддается и горячей, и холодной прокатке. Однако в ней присутствуют и ферриты, что обеспечивается содержанием кремния и титана.
Титан играет также важную роль в повышении сопротивления стали разрушению структуры на уровне зерна, образуя в соединении с углеродом защищающие от коррозии карбиды.
Добавление марганца уменьшает зернистость сплава, что придает ему большую прочность, твердость и податливость к обработке.
Сталь данной марки отличается также отсутствием флокеночувствительности и долгим сроком службы. Прочность ее сравнительно невелика (700-850МПа). Хорошо сваривается любыми ручными и автоматическими способами.
Влияние химсостава на свойства стали 12Х18Н10Т
Основные добавки сложнолегированной стали значительно влияют на ее свойства:
- Хром повышает антикоррозийные качества.

- Благодаря введению никеля, сталь входит в разряд аустенитов, и сочетает все технологические и эксплуатационные свойства нержавеющих сталей.
- Введение в сплав алюминия, титана и кремния придает 12Х18Н10Т качества ферритной стали.
- Титан создает карбидообразующий эффект, и предотвращает риск межкристаллитной коррозии.
- Марганец позволяет изготавливать сталь с мелкозернистой структурой.
- Кремний увеличивает плотность и улучшает степень текучести. В то же время он снижает уровень пластичности, что усложняет прокатку холодным способом.
- Содержание фосфора не должно превышать 0,035 %, так как он провоцирует снижение механических свойств, что осложняет использование стали в криогенной области.
Отжиг II рода – процессы с фазовой перекристаллизацией
Отжиг II рода осуществляется только при температурах, лежащих выше порога начала фазовых трансформаций. Разновидности – полный, изотермический, неполный.
Полный
Полный отжиг заключается в нагреве выше критической температуры А3 (окончания перекристаллизации), выдержке до полного завершения фазовых трансформаций и медленном охлаждении. При нагреве до температур, превышающих на 30-50°Cточку А3, сталь после полного отжига приобретает однофазную аустенитную структуру с измельченным зерном, обеспечивающую повышенную вязкость и пластичность. При более высоких температурах аустенитное зерно увеличивается в размере, что снижает характеристики полуфабриката.
При нагреве до температур, превышающих на 30-50°Cточку А3, сталь после полного отжига приобретает однофазную аустенитную структуру с измельченным зерном, обеспечивающую повышенную вязкость и пластичность. При более высоких температурах аустенитное зерно увеличивается в размере, что снижает характеристики полуфабриката.
Температура нагрева и время выдержки в высокотемпературных условиях определяются типом заготовок, способом их укладки в печь, высотой садки. Для защиты стали от окисления и обезуглероживания отжиг проводится в защитных атмосферах.
Скорость охлаждения определяется химсоставом стали. Чем большую устойчивость переохлажденного перлита проявляет металл, тем медленнее его необходимо охлаждать. Поэтому углеродистые стали охлаждают со скоростью 100-150 градусов в час, а легированные стали значительно медленнее – со скоростью 40-60 градусов в час. После распада аустенита в ферритной области охлаждение может быть более интенсивным. Его можно реализовать даже на воздухе. Если цель этого вида т/о – снятие напряжений в деталях сложной конфигурации, то медленное охлаждение в печи осуществляют до достижения нормальных температур.
Если цель этого вида т/о – снятие напряжений в деталях сложной конфигурации, то медленное охлаждение в печи осуществляют до достижения нормальных температур.
Полный отжиг обычно применяется для сортового проката, фасонных отливок, поковок из среднеуглеродистых сталей.
Изотермический отжиг
При этом виде термообработки нагрев осуществляется, как и для полного отжига. Отличие процесса – быстрое охлаждение до температур, расположенных ниже критической точки А1, обычно – это +660…680°C. При температуре, до которой сталь была быстро охлаждена, осуществляется изотермическая выдержка – до 6 часов, во время которой происходит полный распад аустенитной структуры. На следующем этапе полуфабрикаты охлаждаются на воздухе.
Плюс изотермического процесса по сравнению с полным – сокращение периода операции. Особенно это актуально для легированных марок. Еще одно преимущество – получение максимально однородной структуры по всему сечению заготовки. Заготовки, которые планируется обрабатывать резанием, отжигают при температурах 930-950°C, обеспечивающих небольшое укрупнение зерна и улучшение обработки режущим инструментом.
Чаще всего изотермическому отжигу подвергают: поковки и сортовой прокат небольших размеров, изготовленный из легированных марок. Для больших садок (от 20 т) изотермический отжиг не применяют, поскольку на отдельных участках садки превращения осуществляются при разных температурных условиях.
Для пружинной среднеуглеродистой стали с содержанием углерода 0,6-0,9% C применяют специализированную изотермическую обработку, называемую патентированием. Этот процесс служит для подготовки проволоки к многостадийному обжатию во время холодного волочения.
Первый этап – нагрев заготовок до температур, при которых осуществляется полная аустенизация структуры (примерно +900°C),второй – погружение в соли с температурами в интервале+450…+600°C.
Образовавшиеся после такой обработки структуры сорбита или тонкопластинчатого троостита обеспечивает:
- возможность значительных обжатий при протяжке;
- отсутствие обрывов при холодных деформациях;
- высокую прочность после финишного волочения.
Неполный отжиг
При неполном отжиге металлоизделия нагревают немного выше критической температуры А1.Этот вид термообработки улучшает обработку резанием полуфабрикатов из заэвтектоидных (с содержанием углерода более 0,8%)легированных и углеродистых сталей.
Этапы неполного отжига в заэвтектоидных сталях:
- Нагрев до температур выше точки А1на 10-30°C (обычно +750…770°C). Обеспечивает практически полную рекристаллизацию структуры. Во время этого процесса пластинчатый феррит приобретает сфероидальную форму. Поэтому такую операцию часто называют сфероидизацией.
- Охлаждение до 600°C со скоростью до 60°C/час. Чем больше легирующих добавок в стали, тем медленнее должно быть охлаждение.
- Остывание на воздухе от +600°C до нормальной температуры.
Нормализационный отжиг
Нормализация (нормализационный отжиг) считается промежуточным процессом между закалкой и отжигом, поскольку позволяет получать меньшую хрупкость металла, чем при закалке, и большую твердость, чем при других разновидностях отжига. Поэтому нормализация – процесс, широко распространенный для изготовления деталей машиностроения.
Поэтому нормализация – процесс, широко распространенный для изготовления деталей машиностроения.
Нормализацию часто выполняют с прокатного нагрева. Температуры нагрева:
- доэвтектоидные стали – до температур, превышающих А3 на 40-50°C;
- заэвтектоидные стали – на 40-50°C выше точки Аm.
Далее осуществляют непродолжительную выдержку, во время которой завершаются фазовые превращения, охлаждение – на воздухе.
Нормализация сопровождается полной перекристаллизацией, измельчением структуры, образовавшейся после литья, ковки, прокатки, штамповки. Для низкоуглеродистых сталей нормализация востребована вместо отжига с целью получения повышенной твердости, улучшения производительности при обработке резанием, качества поверхности. Для некоторых легированных марок нормализация с охлаждением на воздухе заменяет процесс закалки. Нагрев для нормализации сортового горячекатаного проката часто осуществляется токами высокой частоты.
Особенности и преимущества металла
В качестве составляющих используется большое число легирующих веществ, которые обуславливают ее свойства. Главными компонентами выступают хром и никель.
Главными компонентами выступают хром и никель.
Хром дает возможность к пассивации и исключает корродирование на поверхности материала. Его процентное содержание – 17-19%.
Проволока
Благодаря никелю нержавеющая сталь 12Х18Н10Т относится к аустенитам, она приобретает такие особенности, как технологичность и высокие эксплуатационные характеристики. Прокат ее осуществляется без нагрева или с повышением температуры, при этом конструкция будет характеризоваться коррозионной стойкостью в агрессивной среде, чего нельзя сказать о ферритных материалах. Концентрация компонента составляет 9-11%.
За счет использования Ni и Cr обеспечивается стабильность материала при охлаждении. Для получения аустенита при t=900 С требуется всего 0,1% углерода, что обусловлено его воздействием на металл. Также в состав изделия входят Ti, Al и Si, которые обеспечивают ферритные качества.
Титан используется в качестве сильного карбидообразующего компонента, что исключает образование коррозии в кристаллической решетке. При реакции с углеродом образуется тугоплавкий карбид, что приводит к снижению в составе свободного хрома за счет взаимодействия его с углеродом.
При реакции с углеродом образуется тугоплавкий карбид, что приводит к снижению в составе свободного хрома за счет взаимодействия его с углеродом.
Кремний предназначен для увеличения поровой плотности материала путем выведения газа из структуры. Это положительно сказывается на повышении прочностных характеристик, предела текучести, но снижает пластичность, что негативно сказывается на качестве холодной прокатки. Содержание – 0,8%.
Входящий в состав стали 12Х18Н10Т марганец снижает скорость образования зерна, что улучшает структуру.
Жаростойкость
| Среда | Воздух | Воздух |
| Температура, °С | 750 | 650 |
| Группа стойкости или балл | 4-5 | 2-3 |
Небольшое количество фосфора в составе (0,035%) обусловлено его свойствами. Он негативно сказывается на механических качествах состава, что нежелательно для металла, используемого в криогенной технике. При понижении температуры он способен снизить пластичность материала.
Металл является пластичным и вязким при ударах, что является преимуществом. Недостатками считаются малая коррозионная стойкость к хлорсодержащим веществам, серной и соляной кислоте.
Отжиг на зернистый перлит
Для получения структуры зернистого перлита осуществляется маятниковый отжиг, после которого эвтектоидные и заэвтектоидные стали обеспечивают хорошую обрабатываемость резанием, повышается cкорость процесса резания и улучшается качество поверхности. Этот вид т/о подходит для тонких листов перед холодной штамповкой и прутков перед холодным волочением. Результат – улучшение пластических свойств.
Режим маятникового отжига состоит из нескольких циклов нагрева выше критической точки А3 с медленным охлаждением до +670…+700°C. Три таких цикла позволяют получить структуру со 100% зернистого перлита. Финальное охлаждение – на воздухе.
Физические свойства
При выборе металла следует уделить внимание его физическим свойствам. Они во многом определяют область применения и его основные эксплуатационные качества. В рассматриваемом случае плотность нержавеющей стали составляет 7920 кг/м3. Довольно высокая плотность 12х18н10т определяет то, что изготавливаемые детали обладают прочностью.
В рассматриваемом случае плотность нержавеющей стали составляет 7920 кг/м3. Довольно высокая плотность 12х18н10т определяет то, что изготавливаемые детали обладают прочностью.
К другим физическим свойствам отнесем следующие моменты:
- Температура плавления нержавеющей стали более 1000 градусов Цельсия. Провести подобную обработку в домашней мастерской практически невозможно.
- Коррозионная стойкость – основная причина востребованности распространенных нержавеек. Он может применяться в случае, если условия эксплуатации предусматривают воздействие повышенной влажности и химической среды.
- Низкие магнитные свойства позволяют применять ее при изготовлении различных изделий. Они достигаются за счет добавления титана.
Коэффициент линейного расширения и коэффициент теплопроводности определяют возможность применения материала при изготовлении изделий, которые могут эксплуатироваться при воздействии высокой температуры.
Удельный вес нержавеющей стали во многом зависит от химического состава и применяемого метода обработки.
Класс 1: Модуль 3: Цикл 12
ЭЛА G1:S3:C12
Блок навыков ELA G1:S3: модуль 3 (циклы 12–18)
Расшифровка: Слоги ELA G1:S3:C12:L61
В этом цикле
- Уроки
Вы здесь:
- ELA Grade 1
- ЭЛА G1:S3
- ЭЛА G1:S3:C12
Нравится то, что вы видите?
Закажите печатные материалы, руководства для учителей и многое другое.
Как заказать
Помогите нам стать лучше!
Расскажите нам, как учебная программа работает в вашем классе, и пришлите нам исправления или предложения по ее улучшению.
Оставить отзыв
Скачать материалы
Фонемы, введенные в этом цикле
Закрытые слоги в двусложных словах
Высокочастотные слова
«был», «вы», «они»
Высокочастотные слова — это слова, которые чаще всего встречаются в письменных материалах и не следуют правилам фонетики или, как мы говорим в EL Education учебный план, «не играй честно».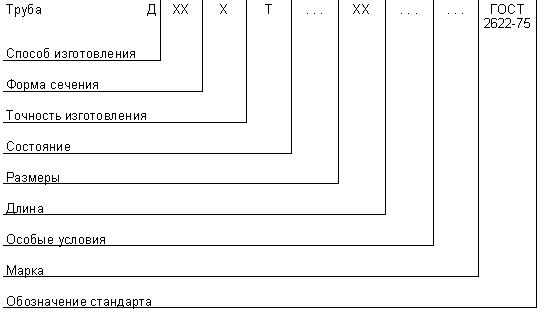 В связи с этим важно, чтобы учащиеся могли легко ориентироваться в этих словах, чтобы улучшить беглость чтения и понимание. Хотя высокочастотные слова сами по себе не несут большого значения, они необходимы для предложений и помогают учащимся понять смысл. Ниже вы найдете пять видов деятельности на каждый день недели, которые учителя могут выполнять с учениками или родители могут выполнять со своими детьми дома, поскольку часто встречающиеся слова вводятся цикл за циклом.
В связи с этим важно, чтобы учащиеся могли легко ориентироваться в этих словах, чтобы улучшить беглость чтения и понимание. Хотя высокочастотные слова сами по себе не несут большого значения, они необходимы для предложений и помогают учащимся понять смысл. Ниже вы найдете пять видов деятельности на каждый день недели, которые учителя могут выполнять с учениками или родители могут выполнять со своими детьми дома, поскольку часто встречающиеся слова вводятся цикл за циклом.
- Прочтите, произнесите, напишите, прочитайте снова
- Используйте часто употребляемые слова в предложениях (устно и письменно)
- Прочтите список часто встречающихся слов и определите время для беглости речи (продолжайте список)
- Поиск часто встречающихся слов в предложениях/стихах и подчеркивание их
- Вылов часто встречающихся слов (один человек читает слово вслух, другие учащиеся находят слово в стопке других часто встречающихся слов)
Учебные практики
Перечисленные ниже методы обучения обобщают инструкции, которые сопровождают навыки, которые преподаются в этом цикле для соответствующего уровня обучения. Учителя должны просмотреть эти процедуры для получения рекомендаций о том, как обучать навыкам и шаблонам, отраженным в микрофазе.
Учителя должны просмотреть эти процедуры для получения рекомендаций о том, как обучать навыкам и шаблонам, отраженным в микрофазе.
Урок 61
- Фонематическое смешение и сегментация: Учащиеся сосредотачивают свое внимание на выделении и манипулировании звуками в конкретных словах. Это постоянная процедура, которая поддерживает способность учащихся сопоставлять графему (букву) с фонемой (звуком). Учащиеся используют технику постукивания большим пальцем, чтобы сегментировать и смешивать звуки, чтобы составить слова.
- Написание шаблона для соответствия гласному звуку: Учащиеся записывают слова CVC (согласная, гласная, согласная), написав букву, соответствующую звуку, который они слышат. Учащиеся анализируют расположение гласных и согласных в словах и начинают определять типы гласных звуков, которые они слышат, и почему.
- Syllable Sleuth: Учащиеся расшифровывают (читают) слова с разными гласными звуками (короткие, долгие, r-контролируемые).
 Они определяют количество слогов в словах и разбивают слова по слогам. Учащиеся используют свои знания о гласных звуках, чтобы определить, где разбить слово на слоги.
Они определяют количество слогов в словах и разбивают слова по слогам. Учащиеся используют свои знания о гласных звуках, чтобы определить, где разбить слово на слоги.
Урок 62
- Текст задания: Учащиеся используют знания о сегментации фонем, чтобы выделить и определить начальный, средний и конечный звук в слове. Когда они идентифицируют каждый звук, они должны связать его с его письменным представлением (графемой) и попрактиковаться в правильном построении букв, используя технику письма.
- Беседа на понимание (необязательно): Учащиеся отвечают на предложенные (или похожие) вопросы на понимание текста задания.
Высокочастотные слова: Учащиеся знакомятся с высокочастотными словами цикла. Учитель в явном виде обучает всем часто встречающимся словам, которые учащиеся увидят в декодируемом читателе для учащихся. Учащиеся расшифровывают и анализируют каждое слово, чтобы определить, является ли слово «декодируемым», потому что оно правильно пишется, «не играет честно», потому что его еще не учили явно, или «неправильным», потому что оно написано неправильно.

- Декодируемый считыватель Partner Search and Read: Учащиеся читают короткий текст, в который входят слова с использованием знакомых фонем (звуков) и высокочастотных слов из цикла, которые учащиеся ищут в тексте с партнером перед чтением текста. Студенты получают практику с концепциями печати (например, совпадение один к одному и обратный размах) и применяют знания изученных графем и фонем при декодировании слов.
Урок 63
- Поиск высокочастотных слов: Учащиеся применяют навыки декодирования (чтения) и расширяют знания о словах с неправильным написанием для повторения часто встречающихся слов. Учащиеся начинают процесс запоминания таких слов, используя известные связи между буквами и звуками и контекст.
- Орфография в дополнение к чтению: Учащиеся выполняют ряд последовательных шагов, чтобы правильно произносить слова из текущего или прошлых циклов. Сначала они выделяют и идентифицируют отдельные фонемы (звуки) в произнесенном слове, а затем применяют свои растущие знания о связях между буквами и звуками, чтобы идентифицировать графему (букву), которая соответствует каждой отдельной фонеме (звуку).
 Наконец, они используют эту информацию для кодирования (произнесения) слова.
Наконец, они используют эту информацию для кодирования (произнесения) слова.
Урок 64
- Упорядочить: Учащиеся распределяют слова по группам с одинаковыми звуками и соединяют их с буквами, обозначающими эти звуки. Студенты анализируют слова, сравнивая и сопоставляя части слов и сортируя их в правильную категорию.
- Интерактивное письмо: Учащиеся работают вместе, чтобы построить предложение, создавая общее предложение из декодируемого текста или контента из блока «Интегрированная грамотность». Учащиеся пишут слова, сегментируя звуки (по порядку) произносимых слов и сопоставляя их с буквами. Они также используют правила использования заглавных букв, пробелов и пунктуации при построении предложения, а также практикуют использование высокочастотных слов.
Урок 65
- Чтение глупых слов: Учащиеся декодируют (читают) бессмысленные слова по отдельности и формулируют стратегию декодирования, которую они использовали.

- Правописание со стилем: Учащиеся пишут слова, используя шаблоны, которые они изучили. Они тренируются в написании слов уникальным образом, «стильно» (например, как оперный певец или курица), а затем пишут их на своей доске.
- Оценка и постановка целей (во время оценки цикла): Учащиеся сдают тесты по требованию в конце каждого цикла. Учителя сразу же выставляют оценки, чтобы отслеживать прогресс учащихся и, возможно, соответствующим образом пересматривать свои личные цели для модуля.
Циклический список слов
В этом цикле учащиеся знакомятся с идеей о том, что в каждом слоге есть гласная, и определяют двух-, трех- и четырехфонемные слова, над которыми они работали, как закрытые слоги. Они учатся разбивать слово на два слога (CV/VC) для эффективного декодирования (примеры: «магнит», «пикник»). Чтобы получить полный обзор цикла со списком слов, кратким описанием цикла и учебными заметками, загрузите обзор цикла.
basket
blanket
cactus
catnip
contest
dentist
discuss
insect
magnet
napkin
picnic
sandwich
sunset
Engagement Text and Decodable Readers
Приведенный ниже текст можно использовать для закрепления навыков, которым обучают в цикле. Учителя могут использовать текст, чтобы учащиеся применяли свои знания во время работы в небольших группах или группах под руководством учителя. Сосредоточив внимание на обучаемых навыках/шаблонах, учащиеся могут применить свои знания к тексту. Список действий, которые следует учитывать вместе с текстом, указан в разделе действий.
Текст помолвки: «Пикник на закате»
Сэм пришел домой из школы и повесил куртку на крючок. Он посмотрел на часы на кухонной стене. Было только четыре часа — два часа до обеда! Сэм должен был признать, что уже проголодался. В этот момент в заднюю дверь вошел папа. Он улыбался и нес пластиковый пакет с продуктами.
Он улыбался и нес пластиковый пакет с продуктами.
«Возьми корзину для пикника!» — сказал папа.
«Почему?» — спросил Сэм. — Вот увидишь, — сказал папа.
— Возьми две салфетки, — сказал папа.
«Почему?» — спросил Сэм. — Вот увидишь, — сказал папа.
«Возьми одеяло», сказал папа.
«Почему?» — спросил Сэм. — Вот увидишь, — сказал папа.
«Я купил большой бутерброд на рынке», сказал папа. «Мы разделим его». О, хорошо, подумал Сэм. Папа тоже был голоден!
Они собрали свой пикник и направились к двери. Сэм и папа пошли к своему любимому холму в парке. По пути Сэм мог видеть их тени впереди себя на тротуаре. Скоро стемнеет. Он надеялся, что у них еще останется время для пикника.
Сэм и папа достигли вершины холма как раз вовремя, чтобы увидеть красивый красный закат. Папа называл его «малиновым». Сэм никогда раньше не слышал этого слова. «Это другое слово для красного», — сказал папа.
«Понятно», сказал Сэм. «Это идеальное время, чтобы съесть наш бутерброд!»
Папа расстелил одеяло. Потом Сэм и папа поделились бутербродом. Они смотрели, как солнце садится и садится в розово-фиолетовом небе. Покончив с едой, они сложили одеяло. Они собрали свои вещи, чтобы пойти домой. Сэм и папа спустились с холма к дому. Сэм посмотрел на папу и сказал: «Это был лучший бутерброд, который я когда-либо ел!» Папа рассмеялся и сказал: «Я тоже, Сэм. Скоро мы снова поедим сэндвич на закате!»
Потом Сэм и папа поделились бутербродом. Они смотрели, как солнце садится и садится в розово-фиолетовом небе. Покончив с едой, они сложили одеяло. Они собрали свои вещи, чтобы пойти домой. Сэм и папа спустились с холма к дому. Сэм посмотрел на папу и сказал: «Это был лучший бутерброд, который я когда-либо ел!» Папа рассмеялся и сказал: «Я тоже, Сэм. Скоро мы снова поедим сэндвич на закате!»
Расшифровка растущего рынка консистентных смазок
Консистентные смазки составляют лишь от 3 до 3,5 процентов от общего спроса на смазочные материалы по объему, но они занимают уникальное положение среди автомобильных и промышленных смазочных материалов благодаря своим эксплуатационным характеристикам.
В своем выступлении на Третьей конференции Base Oils and Lubes Middle East 2014 в Дубае в апреле Судип Шьям, глобальный руководитель отдела базовых масел в Gulf Petrochem, сказал, что производство смазок традиционно считалось искусством, но все более современные технологии превратили это скорее наука.
Смазки могут выполнять все функции, ожидаемые от любой смазки, за исключением охлаждения или очистки. Они очень полезны в приложениях, где важна способность оставаться в механизме. В некоторых случаях они обеспечивают более низкие фрикционные характеристики, чем их масляные аналоги.
Рынок смазочных материалов
По словам Шьяма, рынок смазочных материалов сталкивается с двумя противоположными тенденциями, влияющими на спрос. Во-первых, рынок растет из-за роста промышленности и транспортных средств в развивающихся частях мира. Во-вторых, рынок сокращается из-за перехода на более качественные сорта, обеспечивающие более длительный срок службы.
В Азии и Африке преобладает первый сценарий. По словам Шьяма, на каждом рынке соотношение автомобильных и промышленных смазок варьируется от страны к стране. Это зависит от нескольких факторов, в том числе от характера автомобильного сектора, географического размера, экономики, общего потребления смазочных материалов на душу населения и степени сложности продукта.
Потребление можно классифицировать по сегментам, при этом основная часть потребления приходится на дорожные транспортные средства и сельскохозяйственное оборудование.
Национальный институт консистентных смазок в США рассчитал модели использования на основе типа загустителя, при этом на обычные литиевые смазки приходится примерно 60% рынка, сказал Шьям. За ним следуют литиевые комплексы (15 процентов), полностью кальциевые (11 процентов), немыльные (9 процентов), алюминиевые (4 процента) и натриевые (1 процент).
В автомобильной промышленности смазка в основном применяется для колесных подшипников, шасси, выключения сцепления и шарниров равных угловых скоростей. Шьям объяснил: «Существует значительный сдвиг в сторону использования литиевых смазок для колесных подшипников, особенно в Индии, Китае и Африке. Смазки на основе литиевого комплекса и полимочевины используются в высокотемпературных автомобильных устройствах, подобных тем, которые используются на Ближнем Востоке.
На сельскохозяйственном и строительном рынках Азии и Африки традиционно используются низкоэффективные смазки и универсальные литиевые смазки. По словам Шьяма, подобно европейской тенденции, использование биоразлагаемых смазок становится все более популярным в системах с полными потерями.
Другим важным сегментом является сталелитейная промышленность, которая является основным потребителем высокотемпературных и высокоэффективных смазок, в том числе комплексных мыльных и полимочевинных смазок. Шьям добавил, что смазка на основе сульфоната кальция также набирает обороты. «Я видел, как эти смазки набирают популярность для использования в производстве стальных труб в Индии», — сказал он.
Цементные и горнодобывающие предприятия являются основными пользователями распыляемых смазок на основе алюминиевых комплексов для зубчатых передач с открытыми зубьями, особенно там, где важна адгезионная прочность. По словам Шьяма, в некоторых случаях предпочтительнее использовать консистентные смазки на основе тяжелых базовых масел.
Другим основным применением смазок являются железные дороги, особенно там, где важен длительный срок службы. Примером могут служить железнодорожные оси, в которых часто используются литиевые смазки с длительным сроком службы. Шьям сказал: «Комплексные мыльные смазки также используются для герметичных подшипников тяговых двигателей. В недавних новостях были проведены успешные испытания сверхскоростных поездов в Японии с использованием марок полимочевины.
Прогноз для Азии и Африки
Шьям сказал, что ряд факторов будет характеризовать рынок в будущем. Объем производства в настоящее время достаточен, но, возможно, потребуется увеличить его, чтобы компенсировать региональные диспропорции или производить специальные продукты. Плата за проезд будет преобладать, а в некоторых странах, возможно, даже увеличится. В целом, рынок заменит низкоэффективные смазки литиевыми и другими сортами, набирающими обороты.
Для международных производителей большинство рынков в Африке по-прежнему будут импортировать смазки. Шьям добавил: «Континент не застрахован от давления окружающей среды, и мы ожидаем, что экологически чистые смазки будут набирать силу, хотя сначала на зрелых рынках.
Шьям добавил: «Континент не застрахован от давления окружающей среды, и мы ожидаем, что экологически чистые смазки будут набирать силу, хотя сначала на зрелых рынках.
Изменения на автомобильном рынке будут стимулировать спрос на превосходные сорта, но, по словам Шьям, мы предвидим более широкое использование специализированных сортов смазки для нишевых применений, таких как пищевая промышленность, а также для большего количества применений с пожизненной заправкой. По данным Gulf Petrochem, литиевые и прозрачные смазки экспортируются наиболее широко, и развивающиеся регионы останутся доминирующими игроками на международной арене.
В Персидском заливе находится несколько пунктов взимания платы за проезд. Поскольку Иран потенциально может вернуться в мировую экономику, регион, похоже, станет центром поставок и реэкспорта смазочных материалов. Его близость к основным рынкам в Африке дает ему уникальное преимущество в снабжении быстрорастущих экономик, таких как Нигерия Шьям. Тем не менее, потенциальное повторное появление Ирана в качестве крупного производителя и поставщика смазочных материалов представляет собой конкурентную угрозу для зарождающихся базирующихся в Персидском заливе перерабатывающих предприятий, которые неуклонно наращивали мощности.
Тем не менее, потенциальное повторное появление Ирана в качестве крупного производителя и поставщика смазочных материалов представляет собой конкурентную угрозу для зарождающихся базирующихся в Персидском заливе перерабатывающих предприятий, которые неуклонно наращивали мощности.
Из чего делают смазку?
NLGI определяет смазку как твердый или полутвердый продукт, изготовленный из дисперсии загустителя в жидкой смазочной основе. Кроме того, смазки могут содержать специальные добавки для улучшения определенных свойств, а также могут содержать твердые смазочные вещества.
Шьям отметил, что из-за своей структуры смазки требуют специальных производственных помещений. В результате большинство маркетинговых компаний продают смазку, произведенную сторонними переработчиками дорожных сборов.
По словам Шьяма, типичная смазка содержит от 70 до 95 процентов базового масла, от 6 до 25 процентов загустителя и от 0,5 до 10 процентов присадок. По его словам, присадки очень похожи на те, которые используются в готовых смазочных материалах. Присадки придают специальные свойства и включают ингибиторы окисления, ингибиторы коррозии, противоизносные присадки, твердые смазочные материалы и адгезивные присадки. Тем не менее, большинство литиевых смазок содержат около 90 процентов базового масла, добавил Шьям.
Присадки придают специальные свойства и включают ингибиторы окисления, ингибиторы коррозии, противоизносные присадки, твердые смазочные материалы и адгезивные присадки. Тем не менее, большинство литиевых смазок содержат около 90 процентов базового масла, добавил Шьям.
Процесс производства смазки состоит из нескольких этапов. Первый требует варки мыла в открытом котле, сосуде высокого давления или подрядчике. После этого смазка охлаждается в резервуаре для финишной обработки и вводятся присадки. Измельчение и деаэрация происходят перед упаковкой готового продукта.
Базовые масла, используемые в консистентной смазке, обеспечивают гидродинамическую смазку в контакте, и тип базового масла зависит от области применения. Минеральные базовые масла составляют около 90% рынка и хорошо работают в диапазоне температур от минус 30 до +150°С. Синтетические масла с температурным диапазоном от минус 70 до +300°С могут быть основаны на полиальфаолефинах, сложных эфирах, силиконах. или перфторполиэфир (PFPE).
С точки зрения стоимости минеральные базовые масла являются наименее дорогими. Напротив, синтетический углеводород примерно в четыре-пять раз дороже, сказал Шьям. Сложные эфиры дороже в 7,5 раз, силиконы — в 13 раз, а ПФФЭ — в ошеломляющие 380 раз.
Роль загустителей аналогична роли губки, сказал Шьям. Его функция состоит в том, чтобы удерживать смазочное масло и постепенно высвобождать его в соответствии с требованиями применения. Например, низкое давление выдавливает небольшое количество масла, а более высокое давление приводит к более сильному оттоку.
Используется несколько типов загустителей, включая литий, кальций, алюминий и натрий. Немыльными загустителями являются кремнезем, глина и политетрафторэтилен. Литий составляет большую часть рынка смазок. Шьям пояснил, что на рынке преобладают смазки на основе литиевого мыла, которые обычно имеют температуру каплепадения от 180 до 185 градусов по Цельсию и эффективно работают при температурах около 145 градусов по Цельсию.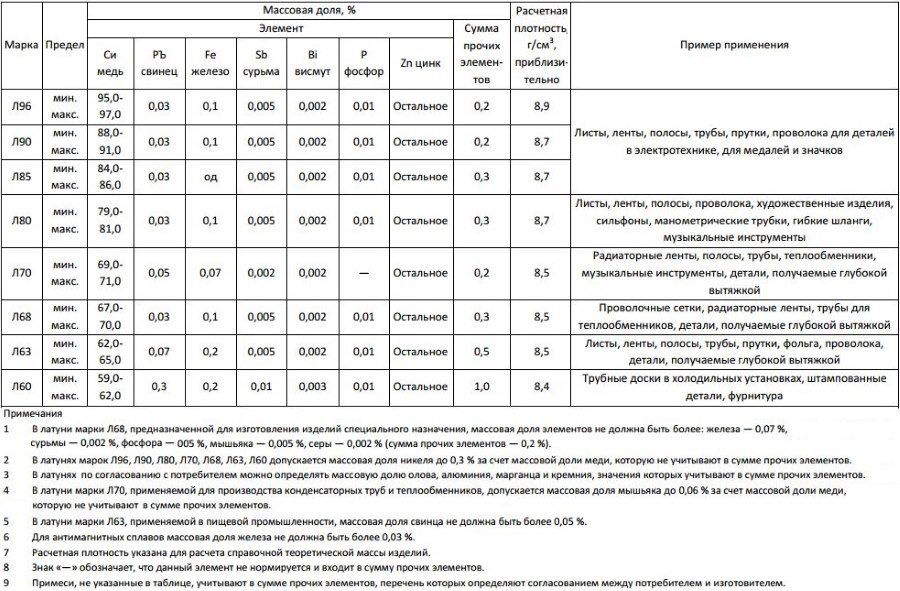
Шьям отметил, что вязкость является важной характеристикой смазки. Обычно для легких нагрузок требуются базовые масла с более низкой вязкостью, а для более высоких нагрузок требуются более густые базовые масла. Для высокоскоростных применений требуются базовые масла с более низкой вязкостью, а для низкоскоростных применений требуются более вязкие масла. Точно так же для применения при более низких температурах требуются базовые масла с более низкой вязкостью.
Более широкое использование лития по сравнению с другими загустителями обусловлено свойствами, которые он придает смазке, особенно гладкой маслянистой консистенцией и высокой температурой каплепадения. Он используется в автомобильных шасси, ступичных подшипниках и общепромышленных применениях.
Кальциевые загустители обеспечивают гладкую маслянистую смазку и хорошую водостойкость, сказал Шьям, но с более низкой температурой каплепадения по сравнению с литиевыми загустителями. Кальций широко используется в подшипниках, работающих во влажных условиях, на железных дорогах и в автомобильных шасси.
Натрий образует грубую волокнистую смазку с температурой каплепадения от умеренной до высокой и плохой водостойкостью. Шьям отметил, что его использование ограничено старым промышленным оборудованием, где требуется частая смазка.
Алюминиевые загустители позволяют получить гладкие гелеобразные смазки с низкой температурой каплепадения и отличной водостойкостью. Они используются во влажных условиях или в подшипниках, работающих на малых скоростях.
Смазки на основе литиевых, алюминиевых и кальциевых комплексов имеют более высокую температуру каплепадения, превышающую 260°C. За исключением литиевого комплекса, эти загустители обеспечивают хорошую водостойкость, сказал Шьям. Они используются в высокотемпературных промышленных и автомобильных подшипниках. Как правило, они выглядят гладкими и маслянистыми или желеобразными.
Загустители ПТФЭ производят гладкую, белую неплавящуюся смазку с хорошей водостойкостью, низким коэффициентом трения и хорошими свойствами нагрузки/износа. По словам Шьяма, они используются в самолетах, вакуумных кислородных системах, высокотемпературной промышленности, химических заводах и пищевой промышленности.
По словам Шьяма, они используются в самолетах, вакуумных кислородных системах, высокотемпературной промышленности, химических заводах и пищевой промышленности.
Загустители сажи производят смазку, пригодную для подшипников, работающих в условиях высоких температур, таких как открытые зубчатые передачи. Другие загустители включают полимочевину, органические глины и диоксид кремния.
Испытания и классификация
Поскольку смазки являются полутвердыми, большинство тестов, используемых для смазочных масел, не подходят для смазок, объяснил Шьям. Вместо этого для смазок используются три теста. Первая измеряет точку каплепадения. Второй оценивает проникновение и согласованность. Третий измеряет проникновение после обработки смазки в масленке.
NLGI стандартизировала метод классификации смазок по девяти категориям на основе пенетрации. По словам Шьяма, наиболее часто используемыми категориями являются NLGI 2 и 3, при этом на долю NLGI 2 приходится 85 процентов рынка смазок. Как правило, чем ниже пенетрация (измеряемая в десятых долях миллиметра), тем толще смазка.
Как правило, чем ниже пенетрация (измеряемая в десятых долях миллиметра), тем толще смазка.
Лабораторная оценка консистентных смазок включает моделирование реальных условий работы на стандартизированном испытательном оборудовании. Испытания включают устойчивость к окислению, коррозионную стойкость, устойчивость к сдвигу, водостойкость и противозадирные свойства для оценки несущей способности смазок. По словам Шьяма, испытания также оценивают склонность к отделению масла, что является ключевым свойством. Стандарты испытаний были установлены тремя международными организациями: ASTM, ISO и International Petroleum.
Декодирование и кодирование Base64 — онлайн
Встречайте Base64 Decode and Encode, простой онлайн-инструмент, который делает именно то, что говорит: декодирует из кодировки Base64, а также быстро и легко кодирует в нее. Base64 кодирует ваши данные без проблем или декодирует их в удобочитаемый формат.
Схемы кодирования Base64 обычно используются, когда необходимо кодировать двоичные данные, особенно когда эти данные необходимо хранить и передавать через носители, предназначенные для работы с текстом. Это кодирование помогает гарантировать, что данные останутся нетронутыми без изменений во время транспортировки. Base64 обычно используется в ряде приложений, включая электронную почту через MIME, а также для хранения сложных данных в XML или JSON.
Это кодирование помогает гарантировать, что данные останутся нетронутыми без изменений во время транспортировки. Base64 обычно используется в ряде приложений, включая электронную почту через MIME, а также для хранения сложных данных в XML или JSON.
Дополнительные параметры
- Набор символов: В случае текстовых данных схема кодирования не содержит набор символов, поэтому необходимо указать, какой набор символов использовался в процессе кодирования. Обычно это UTF-8, но могут быть и многие другие; если вы не уверены, поэкспериментируйте с доступными вариантами или попробуйте вариант автоматического обнаружения. Эта информация используется для преобразования декодированных данных в набор символов нашего веб-сайта, чтобы все буквы и символы отображались правильно. Обратите внимание, что это не относится к файлам, поскольку к ним не нужно применять веб-безопасные преобразования.
- Декодируйте каждую строку отдельно: Закодированные данные обычно состоят из непрерывного текста, поэтому даже символы новой строки преобразуются в их формы, закодированные в Base64.
 Перед декодированием из входных данных удаляются все незакодированные пробелы, чтобы защитить целостность входных данных. Эта опция полезна, если вы собираетесь декодировать несколько независимых записей данных, разделенных разрывами строк.
Перед декодированием из входных данных удаляются все незакодированные пробелы, чтобы защитить целостность входных данных. Эта опция полезна, если вы собираетесь декодировать несколько независимых записей данных, разделенных разрывами строк. - Режим реального времени: Когда вы включаете эту опцию, введенные данные немедленно декодируются с помощью встроенных функций JavaScript вашего браузера, без отправки какой-либо информации на наши серверы. В настоящее время этот режим поддерживает только набор символов UTF-8.
Безопасно и надежно
Все коммуникации с нашими серверами осуществляются через безопасные зашифрованные соединения SSL (https). Мы удаляем загруженные файлы с наших серверов сразу после обработки, а полученный загружаемый файл удаляется сразу после первой попытки загрузки или 15 минут бездействия (в зависимости от того, что короче). Мы никоим образом не храним и не проверяем содержимое отправленных данных или загруженных файлов. Ознакомьтесь с нашей политикой конфиденциальности ниже для получения более подробной информации.
Совершенно бесплатно
Наш инструмент можно использовать бесплатно. Отныне вам не нужно скачивать какое-либо программное обеспечение для таких простых задач.
Подробная информация о кодировании Base64
Base64 — это общий термин для ряда подобных схем кодирования, которые кодируют двоичные данные, обрабатывая их в числовом виде и переводя в представление base-64. Термин Base64 происходит от конкретной кодировки передачи контента MIME.
Дизайн
Конкретный выбор символов, составляющих 64 символа, необходимых для Base64, зависит от реализации. Общее правило состоит в том, чтобы выбрать набор из 64 символов, который является одновременно 1) частью подмножества, общего для большинства кодировок, и 2) также пригодным для печати. Эта комбинация оставляет маловероятной возможность изменения данных при передаче через такие системы, как электронная почта, которые традиционно не были 8-битными. Например, реализация MIME Base64 использует A-Z, a-z и 0-9 для первых 62 значений, а также «+» и «/» для последних двух. Другие варианты, обычно производные от Base64, разделяют это свойство, но отличаются символами, выбранными для последних двух значений; примером является безопасный вариант URL и имени файла «RFC 4648 / Base64URL», в котором используются «-» и «_».
Другие варианты, обычно производные от Base64, разделяют это свойство, но отличаются символами, выбранными для последних двух значений; примером является безопасный вариант URL и имени файла «RFC 4648 / Base64URL», в котором используются «-» и «_».
Пример
Вот фрагмент цитаты из «Левиафана» Томаса Гоббса:
» Человек отличается не только своим разумом, но… Схема Base64 выглядит следующим образом:
TWFuIGlzIGRpc3Rpbmd1aXNoZWQsIG5vdCBvbmx5IGJ5IGhpcyByZWFzb24sIGJ1dCAuLi4=
В приведенной выше цитате закодированное значение Man равно TW0Fu 900. В кодировке ASCII буквы «M», «a» и «n» хранятся как байты 77, 9.7, 110, которые эквивалентны «01001101», «01100001» и «01101110» в базе 2. Эти три байта объединяются в 24-битном буфере, образуя двоичную последовательность «010011010110000101101110». Пакеты из 6 бит (6 бит имеют максимум 64 различных двоичных значения) преобразуются в 4 числа (24 = 4 * 6 бит), которые затем преобразуются в соответствующие значения в Base64.