Легирующие добавки это: легирующие добавки | это… Что такое легирующие добавки?
Содержание
ЛЕГИРОВАНИЕ • Большая российская энциклопедия
ЛЕГИ́РОВАНИЕ (нем. legieren – сплавлять, от лат. ligo – связывать, соединять), введение добавок (легирующих элементов) в металлы и сплавы для придания им определённых физич., химич. или механич. свойств. Подвергнутые Л. материалы называются легированными (напр., легированная сталь). Для Л. используют металлы, неметаллы ($\ce{С, S, P, Si, В}$ и др.) и вспомогат. сплавы, содержащие легирующий элемент, – ферросплавы и лигатуры. Осн. легирующие элементы в сталях и чугунах – $\ce{Сr, Ni, Mn, Si, Mo, W, V, Ti}$; в алюминиевых сплавах – $\ce{Si, Mn, Mg, Cu, Zn, Li}$; в магниевых сплавах – $\ce{Al, Mn, Zn, Zr, Cd}$; в медных сплавах – $\ce{Al, Mn, Fe, Ni, Zn, Pb, Be, Si, P}$; в никелевых сплавах – $\ce{Cr, Co, Ti, Al, W, Mo, V}$; в титановых сплавах – $\ce{Al, Zr, Mo, V, Сr}$. Легирующие элементы целенаправленно вводятся в металл (сплав) в определённом количестве, в отличие от примесей, которые попадают из исходного сырья или из-за особенностей производств. процесса и не могут быть удалены процессами рафинирования.
процесса и не могут быть удалены процессами рафинирования.
При Л. металлов и сплавов могут образовываться твёрдые растворы, разл. фазы, интерметаллиды, карбиды, нитриды, оксиды, сульфиды, бориды и др. соединения легирующих элементов с основой сплава или между собой. В результате Л. существенно меняются как физико-химич. характеристики исходного металла или сплава, так и электронная структура. Легирующие элементы влияют на темп-ру плавления, область существования полиморфных модификаций и кинетику фазовых превращений, характер дефектов кристаллич. решётки, дислокац. структуру (затрудняется движение дислокаций), а также на формирование зёрен и тонкой кристаллич. структуры, жаростойкость и коррозионную стойкость, технологические (напр., свариваемость, шлифуемость, обрабатываемость резанием) и др. свойства сплавов. Л. несколькими элементами, определённое содержание и соотношение которых позволяет получить требуемый комплекс свойств, называется комплексным Л., а сплавы – соответственно комплексно-легированными. Напр., в результате Л. аустенитной хромоникелевой стали вольфрамом её жаропрочность возрастает в 2–3 раза, а при совместном использовании $\ce{W, Ti}$ и др. элементов – в 10 раз.
несколькими элементами, определённое содержание и соотношение которых позволяет получить требуемый комплекс свойств, называется комплексным Л., а сплавы – соответственно комплексно-легированными. Напр., в результате Л. аустенитной хромоникелевой стали вольфрамом её жаропрочность возрастает в 2–3 раза, а при совместном использовании $\ce{W, Ti}$ и др. элементов – в 10 раз.
Различают (условно) собственно Л., микролегирование и модифицирование. При собственно Л. в сплав вводят от 0,2% и более (по массе) легирующего элемента, при микролегировании – обычно до 0,1%, при модифицировании – меньше (или столько же), чем при микролегировании. Однако микролегирование и модифицирование оказывают разл. воздействие на структуру и свойства сплавов. Микролегирование эффективно влияет на строение и энергетич. состояние границ зёрен, при этом предполагается, что в сплаве будут реализованы два механизма упрочнения – благодаря Л. твёрдого раствора и в результате дисперсионного твердения. Модифицирование способствует в процессе кристаллизации измельчению структуры, изменению геометрич. формы, размеров и распределения неметаллич. включений, изменению формы эвтектич. выделений, в целом улучшая механич. свойства. Для микролегирования используют элементы, обладающие заметной растворимостью в твёрдом состоянии (более 0,1 атомного %), для модифицирования обычно служат элементы с меньшей растворимостью.
твёрдого раствора и в результате дисперсионного твердения. Модифицирование способствует в процессе кристаллизации измельчению структуры, изменению геометрич. формы, размеров и распределения неметаллич. включений, изменению формы эвтектич. выделений, в целом улучшая механич. свойства. Для микролегирования используют элементы, обладающие заметной растворимостью в твёрдом состоянии (более 0,1 атомного %), для модифицирования обычно служат элементы с меньшей растворимостью.
Л. подразделяют на объёмное и поверхностное. При объёмном Л. легирующий элемент распределён во всём объёме металла, при поверхностном – сосредоточен на поверхности металла. Осн. способ объёмного Л. – сплавление осн. металла сплава с легирующими элементами в печах (конвертеры, дуговые, индукционные, плазменные, электронно-лучевые и др. печи). При этом возможны большие потери активных элементов ($\ce{Mg, Cr, Mo, Ti}$ и др.), взаимодействующих с $\ce{O2}$ или $\ce{N2}$. С целью уменьшения потерь при выплавке и обеспечения более равномерного распределения легирующего элемента в расплаве (в объёме жидкой ванны) используют лигатуры и ферросплавы. Среди др. способов объёмного Л. широко применяют механич. Л., совместное восстановление, электролиз, плазмохимические реакции. Поверхностное Л. осуществляют в слое до 1–2 мм и используют для создания особых свойств на поверхности изделия. В основе большинства процессов (в сочетании с термич. обработкой) лежит диффузионное насыщение из газовой или жидкой (напр., цементация) фазы, химическое осаждение из газовой фазы. К таким процессам относят алитирование (насыщающий элемент $\ce{Al}$), азотирование ($\ce{N}$, борирование ($\ce{B}$) и др.
При этом возможны большие потери активных элементов ($\ce{Mg, Cr, Mo, Ti}$ и др.), взаимодействующих с $\ce{O2}$ или $\ce{N2}$. С целью уменьшения потерь при выплавке и обеспечения более равномерного распределения легирующего элемента в расплаве (в объёме жидкой ванны) используют лигатуры и ферросплавы. Среди др. способов объёмного Л. широко применяют механич. Л., совместное восстановление, электролиз, плазмохимические реакции. Поверхностное Л. осуществляют в слое до 1–2 мм и используют для создания особых свойств на поверхности изделия. В основе большинства процессов (в сочетании с термич. обработкой) лежит диффузионное насыщение из газовой или жидкой (напр., цементация) фазы, химическое осаждение из газовой фазы. К таким процессам относят алитирование (насыщающий элемент $\ce{Al}$), азотирование ($\ce{N}$, борирование ($\ce{B}$) и др. По твердофазному методу на поверхность металла наносят легирующий элемент или сплав в виде слоя нужной толщины, далее к.-л. источником энергии (лазерное облучение, плазменная горелка и др.) поверхность оплавляется и на ней образуется новый сплав.
По твердофазному методу на поверхность металла наносят легирующий элемент или сплав в виде слоя нужной толщины, далее к.-л. источником энергии (лазерное облучение, плазменная горелка и др.) поверхность оплавляется и на ней образуется новый сплав.
Особое место среди методов Л. занимает ионная имплантация, основанная на бомбардировке поверхности металла (или полупроводника) в вакууме потоком ионов к.-л. элемента. С помощью ионной имплантации производят материалы с равномерным распределением не растворяющихся друг в друге элементов и т. о. получают структуры, которые нельзя получить никакими др. способами; наиболее широко используется для легирования полупроводников.
Л. применялось уже в глубокой древности (о чём свидетельствуют исследования образцов холодного оружия, найденного при археологич. раскопках), в России – с 1830-х гг. Широкое пром. значение Л. получило в годы 1-й мировой войны, когда для воен. целей (изготовления арт. орудий, корабельной брони) потребовалось большое количество хромоникелевой, молибденовой и др. сталей.
Широкое пром. значение Л. получило в годы 1-й мировой войны, когда для воен. целей (изготовления арт. орудий, корабельной брони) потребовалось большое количество хромоникелевой, молибденовой и др. сталей.
Легирующие элементы. Легирующие элементы стали. Влияние легирующих элементов. Назначение легирующих элементов. Хромансиль.
Легирующие элементы – химические элементы, специально вводимые в сталь для получения заданных свойств. Улучшают механические, физические и химические свойства основного материала.
Маркировка сталей. Маркировка углеродистых сталей. Маркировка легированных сталей. Маркировка инструментальных сталей.
Легированные стали. Классификация легированных сталей. Классификация легированных сталей по микроструктуре. Маркировка легированных сталей.
Основным легирующим элементом является хром (0,8…1,2)%. Он повышает прокаливаемость, способствует получению высокой и равномерной твердости стали. Порог хладоломкости хромистых сталей — (0…-100)oС.
Порог хладоломкости хромистых сталей — (0…-100)oС.
Влияние углерода на сталь. Влияние углерода на свойства стали.
Влияние примесей на свойства. Влияние примесей на свойства сталей. Красноломкость. Флокены.
Дополнительные легирующие элементы:
- Бор — 0.003%. Увеличивает прокаливаемость, а такхе повышает порог хладоломкости (+20…-60 oС.
- Марганец – увеличивает прокаливаемость, однако содействует росту зерна, и повышает порог хладоломкости до (+40…-60)oС.
- Титан (см. Титан и его сплавы) (~0,1%) вводят для измельчения зерна в хромомарганцевой стали.
- Введение молибдена (0,15…0,46%) в хромистые стали увеличивает прокаливаемость, снижает порог хладоломкости до –20…-120oС. Молибден увеличивает статическую, динамическую и усталостную прочность стали, устраняет склонность к внутреннему окислению.
 Кроме того, молибден снижает склонность к отпускной хрупкости сталей, содержащих никель.
Кроме того, молибден снижает склонность к отпускной хрупкости сталей, содержащих никель. - Ванадий в количестве (0.1…0.3) % в хромистых сталях измельчает зерно и повышает прочность и вязкость.
- Введение в хромистые стали никеля, значительно повышает прочность и прокаливаемость, понижает порог хладоломкости, но при этом повышает склонность к отпускной хрупкости (этот недостаток компенсируется введением в сталь молибдена). Хромоникелевые стали, обладают наилучшим комплексом свойств. Однако никель является дефицитным, и применение таких сталей ограничено.Значительное количество никеля можно заменить медью, это не приводит к снижению вязкости.
При легировании хромомарганцевых сталей кремнием получают, стали – хромансиль (20ХГС, 30ХГСА). Стали обладают хорошим сочетанием прочности и вязкости, хорошо свариваются, штампуются и обрабатываются резанием.Кремний повышает ударную вязкость и температурный запас вязкости.
Добавка свинца, кальция – улучшает обрабатываемость резанием. Применение упрочнения термической обработки улучшает комплекс механических свойств.
Усталостная прочность. Предел выносливости. Живучесть материалов.
Ударная вязкость. Определение ударной вязкости. Испытания на ударную вязкость.
Распределение легирующих элементов в стали.
Легирующие элементы растворяются в основных фазах железоуглеродистых сплавов ( феррит, аустенит, цементит), или образуют специальные карбиды. Растворение легирующих элементов в Feα происходит в результате замещения атомов железа атомами этих элементов. Эти атомы создают в решетке напряжения, которые вызывают изменение ее периода. Изменение размеров решетки вызывает изменение свойств феррита – прочность повышается, пластичность уменьшается. Хром, молибден и вольфрам упрочняют меньше, чем никель, кремний и марганец. Молибден и вольфрам, а также кремний и марганец в определенных количествах, снижают вязкость.
Компоненты железоуглеродистых сплавов. Фазы железоуглеродистых сплавов.
Фазы железоуглеродистых сплавов.
В сталях карбиды образуются металлами, расположенными в таблице Менделеева левее железа (хром, ванадий, титан), которые имеют менее достроенную d – электронную полосу.
В процессе карбидообразования углерод отдает свои валентные электроны на заполнение d – электронной полосы атома металла, тогда как у металла валентные электроны образуют металлическую связь, обуславливающую металлические свойства карбидов.
При соотношении атомных радиусов углерода и металла более 0,59 образуются типичные химические соединения: Fe3C, Mn3C, Cr23C6, Cr7C3, Fe3W3C – которые имеют сложную кристаллическую решетку и при нагреве растворяются в аустените.
При соотношении атомных радиусов углерода и металла менее 0,59 образуются фазы внедрения: Mo2C, WC, VC, TiC, TaC, W2C – которые имеют простую кристаллическую решетку и трудно растворяются в аустените.
Все карбиды обладают высокой твердостью и температурой плавления.
Добавки алюминиевого сплава
, добавка металлического титана, модификатор стронция
Добавки алюминиевого сплава являются важными материалами для плавки алюминиевого сплава. В процессе плавки алюминия и алюминиевых сплавов необходимо добавлять металлы. Такие как титан, медь, марганец, железо, они могут регулировать состав алюминиевого сплава. Металлические добавки – это новый продукт, который заменяет алюминиевые лигатуры. Это блочное изделие, образованное путем прессования чистого металлического порошка и флюса с определенными характеристиками в определенной пропорции и однородно перемешанных.
Замена лигатур металлическими добавками может упростить процесс плавки алюминиевого сплава, сэкономить энергию и сырье, снизить производственные затраты, а также помочь точно контролировать состав сплава и улучшить качество продукции. Металлические добавки также обладают характеристиками высокого содержания металла, небольшого размера, простоты хранения, транспортировки и использования.
Ti Добавка
Ti Добавка имеет цилиндрическую форму и используется для измельчения алюминиевого сплава, регулировки чистоты Ti в алюминиевом сплаве и повышения прочности.
Запросить предложение
Добавка Mn
Добавка Mn имеет цилиндрическую форму, подходит для регулирования содержания Mn в алюминиевом сплаве и повышения прочности сплава.
Добавка Fe
Добавка Fe имеет цилиндрическую форму, используется для регулирования содержания Fe в алюминиевом сплаве.
Запросить предложение
Добавка Cu
Cu Добавка имеет цилиндрическую форму, используется для регулирования содержания меди в алюминиевом сплаве.
Cr Добавка
Cr Добавка имеет цилиндрическую форму, подходит для регулирования содержания Cr в алюминиевом сплаве.
Запросить предложение
Модификатор стронция
Модификатор стронция имеет форму таблетки, он используется для изменения решетки алюминиевого сплава в точном литье.
Узнать больше
Как использовать добавки к алюминиевому сплаву
В зависимости от количества алюминия в сплаве и фактического выхода добавки рассчитайте количество вводимой металлической добавки. Контролируйте температуру расплавленного алюминия на уровне 730-750 ℃. Удалите упаковку металлических добавок Ti, Mn, Fe, Cu, Cr и поместите металлическую добавку в расплавленный алюминий. Закройте дверцу топки и тушите 20-30 минут. Затем перемешивают их ручным или электромагнитным способом в течение 10 минут и удаляют шлак. Далее регулируем температуру, тушим 10 минут. После повторного полного перемешивания рафинируют рафинирующим агентом в течение 15 минут, а затем удаляют шлак для достижения полного легирования.
После добавления металлических добавок в расплав, поскольку плотность металлических добавок выше, чем у расплавленного алюминия, они постепенно перемещаются на дно печи. Флюс в металлической добавке реагирует с оксидом в расплаве алюминия, при этом происходит экзотермическое и слабовзрывное разложение. Эта реакция вызывает постепенную диффузию комков добавки в расплав алюминия. В это время после активационной обработки порошок чистого металла с очень большой удельной поверхностью растворяется и быстро диффундирует в расплаве алюминия. Когда поверхность мелкодисперсного металлического порошка вступает в контакт с расплавом алюминия, концентрация элемента везде в расплаве алюминия имеет разную концентрацию, что способствует тому, что его концентрация в расплаве алюминия стремится к равновесию. Это принцип, согласно которому очень мелкий металлический порошок может быстро растворяться для достижения легирования.
Эта реакция вызывает постепенную диффузию комков добавки в расплав алюминия. В это время после активационной обработки порошок чистого металла с очень большой удельной поверхностью растворяется и быстро диффундирует в расплаве алюминия. Когда поверхность мелкодисперсного металлического порошка вступает в контакт с расплавом алюминия, концентрация элемента везде в расплаве алюминия имеет разную концентрацию, что способствует тому, что его концентрация в расплаве алюминия стремится к равновесию. Это принцип, согласно которому очень мелкий металлический порошок может быстро растворяться для достижения легирования.
Выбор металлических добавок
При приготовлении алюминиевого расплава в расплав алюминия обычно добавляют элементы сплава в виде металлических добавок. Согласно соответствующей информации, присадки железа, марганца и меди могут безопасно заменить алюминиево-железную лигатуру, алюминиево-марганцевую лигатуру и металлическую медь. Металлические добавки обладают такими преимуществами, как высокое содержание легирующих элементов, высокий фактический выход, отсутствие натрия, хлора и т.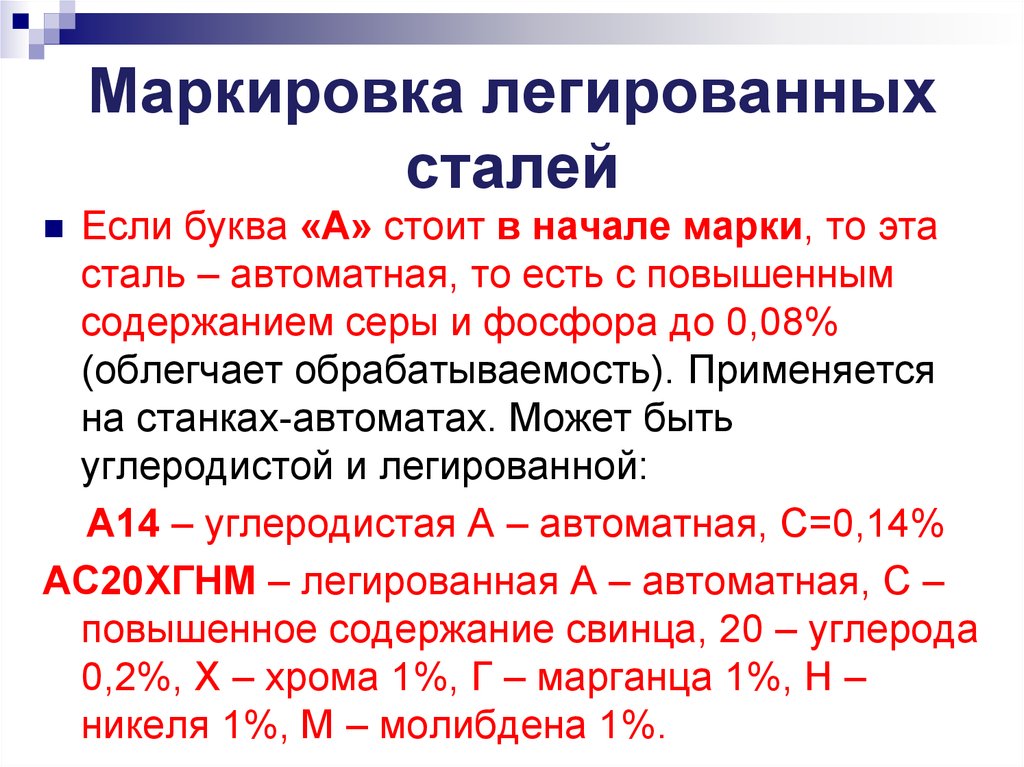 д., а также эффект дегазации и удаления шлака.
д., а также эффект дегазации и удаления шлака.
При выборе металлических добавок следует учитывать следующие моменты.
- Соответствует ли фактический выход легирующих элементов требованиям.
- Находится ли температура добавления в диапазоне температур плавления.
- Влияет ли состав растворителя на качество конечного продукта.
- Воздействие на окружающую среду.
Пожалуйста, не стесняйтесь дать свой запрос в форме ниже. Мы ответим в течение 24 часов.
- Имя *
- Электронная почта *
- Телефон *
- Страна
- Сообщение *
* Требуется
Печатаемость сплавов для аддитивного производства
Неточность размеров, потери легирующих элементов из-за испарения и дефекты несплавления, возникающие при аддитивном производстве металлических деталей, зависят от геометрии ванны расплава и распределения температуры. Однако измерение этих величин в режиме реального времени во время AM затруднено. Поэтому для расчета этих величин используется хорошо проверенная трехмерная модель нестационарного теплообмена и потока жидкости. Модель решает уравнения сохранения массы, импульса и энергии для получения трехмерных переходных полей температуры и скорости, а также формы и размера расплавленной ванны. Методология хорошо описана в литературе 10 и его реализация для процесса AM описаны в дополнительной информации.
Поэтому для расчета этих величин используется хорошо проверенная трехмерная модель нестационарного теплообмена и потока жидкости. Модель решает уравнения сохранения массы, импульса и энергии для получения трехмерных переходных полей температуры и скорости, а также формы и размера расплавленной ванны. Методология хорошо описана в литературе 10 и его реализация для процесса AM описаны в дополнительной информации.
Для простоты в расчетах предполагается плоская поверхность ванны расплава. Допущение о плоской поверхности дает сопоставимые значения размеров бассейна по сравнению с моделью со свободной поверхностью. Например, Ha и др. 11 показали, что предположение о плоской поверхности приводит к разнице в ширине и глубине ванны расплава примерно на 3% по сравнению с моделью со свободной поверхностью. Подсчитано, что ошибки в деформации из-за предположения о плоской поверхности составляют около 3%. Анализ ошибки в оценке термической деформации из-за предположения о плоской поверхности включен в дополнительный документ.
На рис. 1(a–d) показано трехмерное поле температуры и скорости в лазерном аддитивном процессе для Ti-6Al-4V во время осаждения. Рисунок 1(e) показывает, что расчетная форма и размер сборки хорошо согласуются с экспериментальными результатами 12 . Согласие между расчетными и экспериментальными результатами указывает на то, что модель можно с уверенностью использовать для оценки термических деформаций, изменений состава и отсутствия дефектов плавления.
Рис. 1
Расчетное трехмерное поле переходной температуры и скорости в лазерном аддитивном процессе с использованием набора параметров 1 в таблице 1 для осаждения второго слоя Ti-6Al-4V
( a ) Изометрический вид, где 1933 K и 1878 K представляют температуры ликвидуса и солидуса соответственно. Изотерма 1878 K представляет собой границу расплавленной ванны. Половина бассейна показана из-за симметричного характера бассейна относительно плоскости x – z. Было показано, что опорный вектор скорости 50 см/с охватывает скорость потока жидкого металла в расплавленной ванне.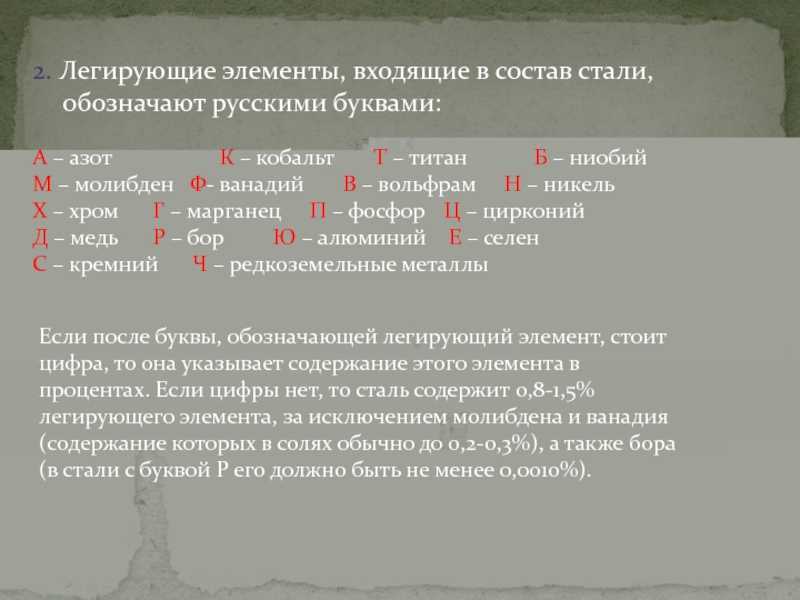 ( b ) Измерение длины бассейна на виде сверху. ( c ) Измерение глубины проникновения лужи в продольном разрезе. ( d ) Вид поперечного сечения для измерения площади ванны, перпендикулярной направлению сканирования, с использованием набора параметров 2 в таблице 1 для IN625 ( e ) Сравнение формы и размера ванны для однодорожечного 8-слойного осаждения между численным расчетом ванны и экспериментально полученный пул, взятый из литературы 12 .
( b ) Измерение длины бассейна на виде сверху. ( c ) Измерение глубины проникновения лужи в продольном разрезе. ( d ) Вид поперечного сечения для измерения площади ванны, перпендикулярной направлению сканирования, с использованием набора параметров 2 в таблице 1 для IN625 ( e ) Сравнение формы и размера ванны для однодорожечного 8-слойного осаждения между численным расчетом ванны и экспериментально полученный пул, взятый из литературы 12 .
Изображение в полный размер
Неточность размеров
Неточность размеров в аддитивных деталях из-за термической деформации вызвана неравномерным расширением и сжатием различных областей детали, которые испытывают изменения температуры. Термическая деформация в процессе осаждения зависит от свойств сплава, подводимого тепла, времени осаждения, размеров подложки, геометрии детали, временной задержки между осаждением последовательных слоев и других переменных. Склонность к термической деформации рассчитывается по максимальной тепловой деформации. Используя экспериментальные данные и анализ размеров, максимальная тепловая деформация оценивается как функция этих важных переменных.1
Используя экспериментальные данные и анализ размеров, максимальная тепловая деформация оценивается как функция этих важных переменных.1
Таблица 1 Условия процесса, используемые в численных расчетах.
Полноразмерная таблица
Безразмерный параметр термической деформации (*) используется для представления максимальной термической деформации. Связь между этим параметром (*) и переменными АМ построена на основе π-теоремы Букингема 13 . В таблице 2 представлен список этих переменных вместе с их размерностями в системе MLTθ. Поскольку существует 4 фундаментальных измерения и 8 переменных, имеется четыре (8 – 4 = 4) π-члена. Неповторяющиеся переменные выбраны равными ρV , h , Δ T и k/C P . Применяя π-теорему Бэкингема, последние четыре члена π можно записать как
Таблица 2 Переменные, используемые в анализе размерностей в системе MLTθ.
Полная таблица
Из вышеприведенных соотношений параметр термической деформации может быть выражен как функция переменных АД следующим образом:0117 F ) определяется как где α, τ и w относятся к температуропроводности, характерному масштабу времени и длине, через которую происходит теплопроводность, соответственно. Число Фурье ( F ) можно переписать, рассматривая v как скорость сканирования луча и w как длину ванны расплава. Член в уравнении (5) размерно эквивалентен w 2 . Следовательно, параметр термической деформации можно выразить через число Фурье ( F ) как
Число Фурье ( F ) можно переписать, рассматривая v как скорость сканирования луча и w как длину ванны расплава. Член в уравнении (5) размерно эквивалентен w 2 . Следовательно, параметр термической деформации можно выразить через число Фурье ( F ) как
Уравнение (6) показывает, что высокие деформации являются результатом большого изменения объема ( βΔT ), длительного времени осаждения ( t ) и высоких скоростей подводимого тепла на единицу длины ( H ). Напротив, члены в знаменателе уравнения (6) указывают на факторы, способствующие уменьшению термической деформации. Например, высокая жесткость на изгиб ( EI ) конструкции сопротивляется деформации. Точно так же высокое число Фурье ( F ) указывает на более быструю диффузионную теплопередачу по сравнению с накоплением тепла, а высокая скорость теплопередачи снижает пиковую температуру и, следовательно, тепловую деформацию.
На рис. 2(а) показаны максимальные термические деформации, полученные из экспериментально измеренных тепловых деформаций 14,15,16,17,18 , в зависимости от параметра термической деформации (), который оценивается с помощью уравнения (6). Пример расчета для оценки параметра термической деформации () для Ti-6Al-4V показан в дополнительном документе. Рисунок 2 (а) показывает, что максимальная термическая деформация (ε) для части AM может быть выражена как линейная функция параметра термической деформации (ε *). Основываясь на тренде точек данных, представленных на рис. 2 (а), максимальная термическая деформация (ε) может быть выражена как
2(а) показаны максимальные термические деформации, полученные из экспериментально измеренных тепловых деформаций 14,15,16,17,18 , в зависимости от параметра термической деформации (), который оценивается с помощью уравнения (6). Пример расчета для оценки параметра термической деформации () для Ti-6Al-4V показан в дополнительном документе. Рисунок 2 (а) показывает, что максимальная термическая деформация (ε) для части AM может быть выражена как линейная функция параметра термической деформации (ε *). Основываясь на тренде точек данных, представленных на рис. 2 (а), максимальная термическая деформация (ε) может быть выражена как
Рисунок 2
Значения максимальной термической деформации ε
( a ) в зависимости от параметра термической деформации для пяти сплавов 14,15,16,17,18 , демонстрирующие линейную зависимость ( b ) в зависимости от H 3/2 для конструкционной стали 19 , инструментальной стали 20 и высокопрочной низколегированной стали 20 при сварке ( c ) в зависимости от βΔT для низкоуглеродистой стали 15 , В 625 14 и Ти-6Ал-4В 14 по утрам.
Изображение в натуральную величину
Подводимая теплота на единицу длины ( H ) и объемное изменение () являются двумя важными переменными в AM, и уравнение (7) показывает, что они влияют на максимальную тепловую деформацию (ε) прямо пропорционально. Уравнение (7) проверяется путем изучения влияния подводимого тепла и изменения объема на максимальную тепловую деформацию с использованием независимых экспериментальных данных 14,15,19,20 . Рисунок 2(b,c) показывает, что оба H 3/2 и βΔT влияют на термическую деформацию линейно, независимо от сплава. На линейность графиков указывают коэффициенты корреляции 0,92 и 0,98 для рис. 2(б,в) соответственно. На рис. 2(a)–2(c) показано, что уравнение (7) может оценить максимальную тепловую деформацию (ε), чтобы обеспечить прямую меру ожидаемой тепловой деформации. Уравнение (7) справедливо для диапазона подводимой теплоты 150–2800 Дж/мм, который широко используется для основных применений АД 7,21 . На рис. 2(а) представлены независимые экспериментальные данные, включающие деформации вследствие фазовых превращений. Траектории движения инструмента во время аддитивной обработки могут оказывать существенное влияние на тепловую деформацию. Вэй и др. 22 показали, что характер теплопередачи и размеры ванны изменяются в зависимости от траектории движения инструмента. Следовательно, число Фурье также зависит от траектории движения инструмента, что учитывается в уравнении (7).
На рис. 2(а) представлены независимые экспериментальные данные, включающие деформации вследствие фазовых превращений. Траектории движения инструмента во время аддитивной обработки могут оказывать существенное влияние на тепловую деформацию. Вэй и др. 22 показали, что характер теплопередачи и размеры ванны изменяются в зависимости от траектории движения инструмента. Следовательно, число Фурье также зависит от траектории движения инструмента, что учитывается в уравнении (7).
Уравнение (7) обеспечивает удобную шкалу для оценки и сравнения максимальной термической деформации в лазерном аддитивном производстве для различных сплавов. Относительно высокое значение термической деформации, рассчитанное по уравнению (7), означает большую термическую деформацию и более низкую пригодность для печати соответствующего сплава. На рис. 3 показано, что увеличение количества слоев увеличивает термическую деформацию. Это вызвано более низкой теплопроводностью из расплавленной ванны в подложку, что приводит к более высокой разнице температур ( ∆T ). Термическая деформация является самой высокой для Ti-6Al-4V, что можно объяснить его относительно низкой плотностью и температуропроводностью. Ранжирование сплавов на рис. 3 обеспечивает относительную шкалу их пригодности для печати с учетом их восприимчивости к термической деформации. Для сплавов, которые очень восприимчивы, соответствующие переменные AM, такие как мощность лазера, толщина слоя и скорость сканирования, должны быть скорректированы на основе уравнения (7), чтобы уменьшить термическую деформацию и искажение.
Термическая деформация является самой высокой для Ti-6Al-4V, что можно объяснить его относительно низкой плотностью и температуропроводностью. Ранжирование сплавов на рис. 3 обеспечивает относительную шкалу их пригодности для печати с учетом их восприимчивости к термической деформации. Для сплавов, которые очень восприимчивы, соответствующие переменные AM, такие как мощность лазера, толщина слоя и скорость сканирования, должны быть скорректированы на основе уравнения (7), чтобы уменьшить термическую деформацию и искажение.
Рисунок 3
Значения максимальной термической деформации ε при лазерно-аддитивном производстве (ЛАМ) однотрекового трехслойного напыления порошковых материалов SS 316, Ti6Al4V и IN 625 с использованием набора параметров 1 в табл. 1.
Полноразмерное изображение
Состав изменить
При высоких температурах, возникающих во время АД, происходит значительное испарение легирующих элементов из ванны расплава. Поскольку некоторые легирующие элементы более летучи, чем другие, селективное испарение легирующих элементов часто приводит к значительному изменению состава сплава. Например, при лазерной сварке алюминиевых сплавов потери магния и цинка приводят к резкому изменению их концентрации. Изменение состава, в свою очередь, вызывает ухудшение твердости, коррозионной стойкости и свойств при растяжении.
Поскольку некоторые легирующие элементы более летучи, чем другие, селективное испарение легирующих элементов часто приводит к значительному изменению состава сплава. Например, при лазерной сварке алюминиевых сплавов потери магния и цинка приводят к резкому изменению их концентрации. Изменение состава, в свою очередь, вызывает ухудшение твердости, коррозионной стойкости и свойств при растяжении.
The vaporization fluxes of alloying elements, J i, can be estimated from the Langmuir equation 8 :
where P i is vapor pressure over the alloy, M i — молекулярная масса элемента i , T — температура, а λ — положительная дробь, учитывающая конденсацию некоторых испарившихся атомов. Температуры расплавленной ванны рассчитываются с использованием трехмерной модели теплообмена и течения жидкости, а равновесные давления паров всех легирующих элементов оцениваются на основе имеющихся термодинамических данных. Количество испарившегося материала можно оценить как
Количество испарившегося материала можно оценить как
, где v — скорость сканирования, L — длина дорожки, а A с — площадь поверхности ванны расплава. Объем осажденного материала V может быть приблизительно равен
, где A t — площадь поперечного сечения ванны расплава, перпендикулярная направлению сканирования в точке наибольшей глубины. Весовой процент элемента и после испарения, W f , можно рассчитать, используя
, где W i — начальный весовой процент элемента i в порошке. Изменение состава представляет собой разницу массовых процентов элемента и в порошке и напыленном материале.
На рис. 4 показаны наиболее летучие легирующие элементы: марганец в стали 2.25Cr-1Mo, Alloy 800H и SS 316, хром в IN 625 и алюминий в Ti-6Al-4V. Рисунок 4 показывает, что Ti-6Al-4V является наиболее восприимчивым, а IN 625 наименее восприимчивым к изменению состава соответственно.
Рисунок 4
Изменение состава в процентах по массе наиболее летучих элементов вследствие испарения для пяти сплавов с использованием набора параметров 3 в таблице 1.
Изображение в натуральную величину 23 показывают среднее изменение состава примерно на 0,9 вес. % Al при электронно-лучевом осаждении Ti-6Al-4V. Температуры расплавленной ванны для Ti-6Al-4V выше, чем для других сплавов при той же погонной энергии на единицу длины из-за его относительно низкой теплопроводности и плотности. Высокие температуры и высокое равновесное давление паров алюминия приводят к большему изменению состава Ti-6Al-4V по сравнению с другими сплавами при идентичных параметрах процесса.
Была разработана шкала для ранжирования пригодности для печати обычных сплавов с учетом изменения состава. На рис. 4 показано, что IN 625 испытает наименьшее изменение состава, а Ti-6Al-4V испытает наибольшее изменение. Поэтому IN 625 и Ti-6Al-4V будут наименее и наиболее подвержены изменению состава среди рассматриваемых сплавов. Для сплавов, очень восприимчивых к изменению состава, следует позаботиться о настройке соответствующих переменных АП, таких как плотность мощности лазера и скорость сканирования, чтобы уменьшить потери летучих легирующих элементов.
Для сплавов, очень восприимчивых к изменению состава, следует позаботиться о настройке соответствующих переменных АП, таких как плотность мощности лазера и скорость сканирования, чтобы уменьшить потери летучих легирующих элементов.
Дефекты непровара
Непровар вызван недостаточным проникновением расплавленной ванны верхнего слоя либо в подложку, либо в ранее нанесенный слой. Недостаточное проникновение может привести к образованию пустот в конечном продукте, эквивалентный диаметр которых обычно превышает 10 микрометров. Эти пустоты также могут образовываться из-за захвата газа во время распыления частиц порошка и из-за формы осадка. Например, отложения в форме омега создают гораздо большую межслоевую пористость по сравнению с отложениями в форме линзы 24 . Эти макропоры намного больше, чем микропоры, вызванные поглощением поверхностной влаги, окислением и растворенными газами. Глубина проникновения зависит от физических свойств порошка сплава и условий обработки, таких как мощность лазера, скорость сканирования и стратегия осаждения. Однако разные сплавы имеют разную глубину проплавления при одинаковых условиях обработки АС в зависимости от их теплофизических свойств. Поэтому сплавы различаются по своей восприимчивости к дефектам непровара.
Однако разные сплавы имеют разную глубину проплавления при одинаковых условиях обработки АС в зависимости от их теплофизических свойств. Поэтому сплавы различаются по своей восприимчивости к дефектам непровара.
Адекватное плавление и межслойное сцепление для различных сплавов можно проверить, рассмотрев безразмерный индекс непровара, LF , определяемый по
, где d — глубина проникновения расплавленной ванны, а h — толщина слоя материала, нанесенного на подложку или ранее нанесенного слоя. Для того чтобы наплавленный слой правильно сцеплялся с предыдущим слоем, глубина проникновения расплавленной ванны d должна превышать толщину слоя h и соответствующим образом переплавить ранее нанесенный слой. Минимально возможное значение LF для установления контакта между двумя последовательными слоями равно 1, что указывает на глубину проникновения ( d ), равную толщине слоя ( h ). Однако этого контакта недостаточно для хорошего сцепления. Кэрролл и др. 25 сообщил о 99,999% плотности части для прямого энергетического осаждения AM из Ti-6Al-4V, что указывает на надлежащее межслойное соединение. Соответствующий индекс LF был оценен в 1,15. Так, проникновение 15% толщины слоя в предыдущий слой свидетельствует о хорошем межслоевом сцеплении.
Кэрролл и др. 25 сообщил о 99,999% плотности части для прямого энергетического осаждения AM из Ti-6Al-4V, что указывает на надлежащее межслойное соединение. Соответствующий индекс LF был оценен в 1,15. Так, проникновение 15% толщины слоя в предыдущий слой свидетельствует о хорошем межслоевом сцеплении.
Трехмерная модель теплопередачи и потока жидкости используется для оценки глубины проплавления шести сплавов в диапазоне линейных тепловложений. На рисунке 1(c) в качестве примера показана рассчитанная ванна расплава для Ti-6Al-4V, а аналогичные результаты для других пяти сплавов показаны в дополнительном документе. На рис. 5(а) показана обратная зависимость между макропористостью в результате отсутствия дефектов плавления 26,27,28,29,30 и соответствующими расчетными значениями LF. При больших значениях LF ванна расплава глубже проникает в ранее осажденный слой, обеспечивая адекватное межслойное сцепление. На рис. 5(b) показана восприимчивость различных сплавов к дефектам непровара, на которые не влияет подвод тепла.
