Линейка конусная для токарного станка: Конусная линейка 1К62Д
Содержание
Конусная линейка для токарного станка для чего нужна —
Содержание
- Конусная линейка для 250 СТВМ 69.000
- Схема обработки конуса с применением конусной линейки для Иж250 ИТВМ
- MACHINE-TOOLS
- Главное меню
- Обработка конических поверхностей с применением конусной линейки
- копировальной (конусной) линейки
Конусная линейка для 250 СТВМ 69.000
Для обработки конических поверхностей с углом уклона α не более 10-12° современные токарные станки обычно имеют особое приспособление, называемое конусной линейкой.
Схема обработки конуса с применением конусной линейки для Иж250 ИТВМ
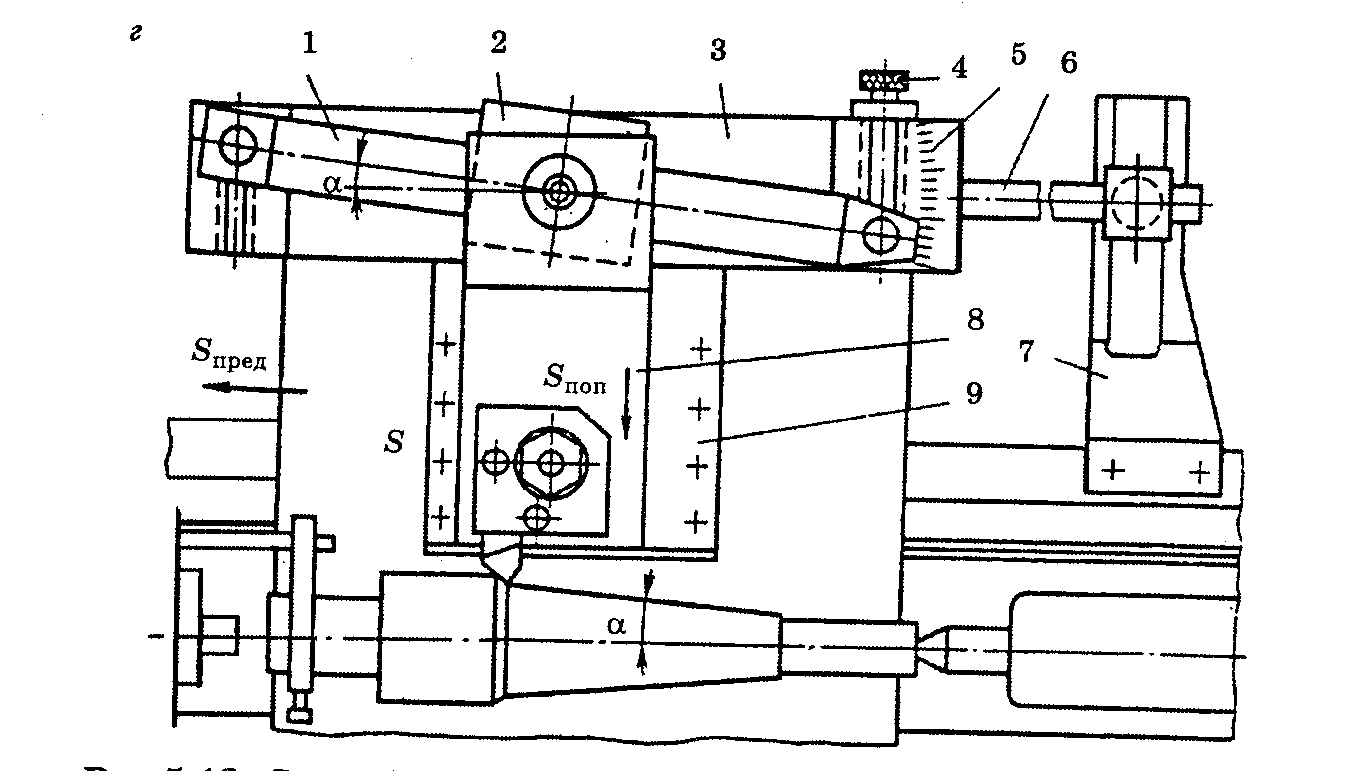
К станине станка прикреплена плита 1, на которой установлена линейка 2. Линейку можно поворачивать вокруг пальца 3 под требуемым углом α к оси обрабатываемой детали. Для закрепления линейки в требуемом положении служат два болта 4.
В пазах линейки может скользить ползун 5, соединяющийся с нижней поперечной частью 6 суппорта при помощи тяги 7 и зажима 8. Чтобы эта часть суппорта могла свободно скользить по направляющим, ее отсоединяют от каретки 9, вывинчивая поперечный винт или отсоединяя от суппорта его гайку.
Чтобы эта часть суппорта могла свободно скользить по направляющим, ее отсоединяют от каретки 9, вывинчивая поперечный винт или отсоединяя от суппорта его гайку.
Если установить линейку на соответствующий угол уклона конуса и закрепить на станке деталь, то, сообщив суппорту продольную подачу, ползун 5, захватываемый тягой 7, начнет перемещаться вдоль линейки 2. Так как ползун скреплен с поперечными салазками суппорта, то они вместе с резцом будут перемещаться параллельно линейке 2. Благодаря этому резец начнет обрабатывать коническую поверхность с углом уклона, равным углу α поворота конусной линейки.
После каждого прохода резец устанавливают на глубину резания при помощи рукоятки 11 верхней части 10 суппорта. Эта часть суппорта должна быть повернута на 90° относительно ее нормального положения.
Линейка должна быть установлена параллельно образующей конуса, расположенной ближе к токарю. Отсчет угла α поворота линейки производится по делениям, нанесенным на плиту, при помощи риски на торце линейки. Деления на плите могут обозначать градусы или миллиметра. Количество делений, на которое нужно повернуть линейки, определяется из ого условия, что угол α поворота линейки должен быть равен углу уклона конуса.
Деления на плите могут обозначать градусы или миллиметра. Количество делений, на которое нужно повернуть линейки, определяется из ого условия, что угол α поворота линейки должен быть равен углу уклона конуса.
Если даны диаметры основания конуса D и d и его высота l, то угол поворота линейки можно найти по формуле: tg α=(D-d)/2*l.
Подсчитав величину tg α, легко определить значение угла α по таблице тригонометрических величин.
Если деления на плите обозначают не градусы, а миллиметры, то число делений C, на которое нужно повернуть линейку определяют по формуле C=(D-d)/2 * H/l,
где H — расстояние от оси вращения линейки до ее конца, мм;
l — высота конуса, мм.
Источник
MACHINE-TOOLS
Главное меню
| Обработка конических поверхностей с применением конусной линейки |
| Добавил(а) Administrator |
04. 07.10 09:11 07.10 09:11 |
Для обработки конических поверхностей с углом уклона α не более 10-12° современные токарные станки обычно имеют особое приспособление, называемое конусной линейкой . Схема обработки конуса с применением конусной линейки показана на рис. 156. К станине станка прикреплена плита 1, на которой установлена линейка 2. Линейку можно поворачивать вокруг пальца 3 под требуемым углом α к оси обрабатываемой детали. Для закрепления линейки в требуемом положении служат два болта 4. В пазах линейки может скользить ползун 5, соединяющийся с нижней поперечной частью 6 суппорта при помощи тяги 7 и зажима 8. Чтобы эта часть суппорта могла свободно скользить по направляющим, ее отсоединяют от каретки 9, вывинчивая поперечный винт или отсоединяя от суппорта его гайку. Если установить линейку на соответствующий угол уклона конуса и закрепить на станке деталь, то, сообщив суппорту продольную подачу, ползун 5, захватываемый тягой 7, начнет перемещаться вдоль линейки 2. После каждого прохода резец устанавливают на глубину резания при помощи рукоятки 11 верхней части 10 суппорта. Эта часть суппорта должна быть повернута на 90° относительно ее нормального положения, т.е. так, как это показано на рис. 156. Линейка должна быть установлена параллельно образующей конуса, расположенной ближе к токарю. Отсчет угла α поворота линейки производится по делениям, нанесенным на плиту, при помощи риски на торце линейки. Деления на плите могут обозначать градусы или миллиметра. Количество делений, на которое нужно повернуть линейки, определяется из ого условия, что угол α поворота линейки должен быть равен углу уклона конуса. Если даны диаметры основания конуса D и d и его высота l, то угол поворота линейки можно найти по формуле: tg α=(D-d)/2*l. Подсчитав величину tg α, легко определить значение угла α по таблице тригонометрических величин. Если деления на плите обозначают не градусы, а миллиметры, то число делений C, на которое нужно повернуть линейку определяют по формуле C=(D-d)/2 * H/l, где H — расстояние от оси вращения линейки до ее конца, мм; Применение конусной линейки имеет ряд преимуществ:
Недостатком применения конусной линейки является необходимость отсоединять поперечные салазки суппорта от связанного с ними винта перед началом работы и снова соединять салазки с винтом по окончании работы. Этот недостаток устранен в конструкции некоторых токарных станков, у которых винт не связан жестко со своим маховичком и зубчатыми колесами поперечного самохода. Источник Обработка конических поверхностей с применением конусной линейкиДля обработки конических поверхностей с углом уклона а до 10—12° современные токарные станки обычно имеют особое приспособление, называемое конусной линейкой. Схема обработки конуса с применением конусной линейки приводится на рис. 209. К станине станка прикреплена плита 11, на которой установлена конусная линейка 9. Линейку можно поворачивать вокруг пальца 8 под требуемым углом а к оси обрабатываемой детали. Для закрепления линейки в требуемом положении служат два болта 4 и 10. Если сообщить каретке продольную подачу, то ползун 7, захватываемый тягой 5, начнет перемещаться вдоль линейки 9. Так как ползун скреплен с поперечными салазками суппорта, то они вместе с резцом будут перемещаться параллельно линейке 9. Благодаря этому резец будет обрабатывать коническую поверхность с углом уклона, равным углу α поворота конусной линейки. После каждого прохода резец устанавливают на глубину резания с помощью рукоятки 1 верхней части 2 суппорта. Эта часть суппорта должна быть повернута на 90° относительно нормального положения, т. е. так, как это показано на рис. 209. Если даны диаметры оснований конуса D и d и его длина l, то угол поворота линейки можно найти по формуле (11). Подсчитав величину tg α, легко определить значение угла α по таблице тангенсов. Недостатком конусной линейки является необходимость отсоединять салазки суппорта от винта поперечной подачи. Этот недостаток устранен в конструкции некоторых токарных станков, у которых винт не связан жестко со своим маховичком и зубчатыми колесами поперечного самохода Тема 1. 1. Обработка фасонных поверхностей фасонными резцами. 2. Обработка фасонных поверхностей по копиру. Источник копировальной (конусной) линейкиОбработка конических поверхностей путем смещения задней бабки. См. видео https://youtu.be/zsh9xJKH_uo Данный способ используется при обработке длинных конических поверхностей с углом уклона а не более 10°. Заготовку устанавливают в центры. Корпус задней бабки при помощи винта смещают в поперечном направлении так, чтобы ось заготовки располагалась под утлом к оси центров, а образующая конуса — параллельно этой оси. При включении подачи каретки суппорта резец, перемещаясь параллельно оси шпинделя, будет обтачивать коническую поверхность. Если смещение корпуса производится на токаря, то меньший диаметр конуса получится на заготовке со стороны задней бабки, а если от токаря, то со стороны передней бабки. Допускается смещение корпуса задней бабки в поперечном направлении ±15 мм. Расчет величины смещения задней бабки в поперечном направлении осуществляется следующим образом: где L— длина детали; 1 — длина конической поверхности; D— диаметр большего основания; d— диаметр меньшего основания/ Величину смещения корпуса задней бабки относительно плиты контролируют по делениям на торце. Наладку станка можно выполнять также и по эталонной детали, которую закрепляют в центрах. Корпус задней бабки смещают, контролируя индикатором параллельность образующей поверхности эталонной детали направлению подачи. Достоинстваспособа: возможность обработки длинных заготовок и возможность автоматической подачи суппорта. Недостатки:невозможность обработки внутренних конусов и конусов с большим углом уклона. Рис. Обтачивание конической поверхности при поперечном смещении корпуса задней бабки: L – длина детали, l – длина конической поверхности, h – величина смещения корпуса задней бабки, a – угол наклона конуса, АВ –ось детали, ВС – перпендикуляр, проведенный к прямой, совпадающей с продольным перемещением инструмента, D – большой диаметр конуса, d – меньший диаметр конуса, стрелкой показано направление движения резца В процессе обработки этим способом сильно изнашиваются центровые отверстия и рабочая поверхность центра, поэтому для уменьшения износа рекомендуется использовать центр с шариком на конце. Рис. Сопряжение центровочного отверстия и центра: а – при использовании жесткого центра, б – при использовании центра с широким шариком на конце Обработка конических поверхностей при помощи копировальной (конусной) линейки См. видео https://youtu.be/HysW_hx6pZ0 Этот способ используется для обработки конических поверхностей различных длин с углом уклона до 12 0 при условии изготовлении больших партий деталей. Конусная линейка устанавливается на плите, которая крепится к задней станине (см.рис.). Рис. 6.5. Обработка конической поверхности с помощью копировальной (конусной) линейки: 1 — кронштейн;2 — плита; 3 — конусная линейка; 4 — сухарь; 5 — тяга; 6 — палец; Dr— главное движение; а — угол уклона конуса; стрелкой показано направление перемещения резца; Н — расстояние от оси вращения линейки до ее конца Эту линейку можно поворачивать вокруг пальца 6 под требуемым углом а к оси обрабатываемой детали В пазе линейки скользит сухарь4. Поперечные салазки суппорта отсоединяются от винта поперечной подачи и присоединяются тягой 5 с сухарем 4 к конусной линейке 3. При осуществлении продольной подачи каретки поперечные салазки суппорта под действием линейки смещаются в поперечном направлении, в результате чего резец движется под утлом к оси заготовки и обрабатывает коническую поверхность. Копировальные линейки имеют шкалы для отсчета угла поворота с делениями в градусах или для отсчета конусности с делениями в миллиметрах. Если даны диаметры оснований конуса Dи dи его высота 1, то угол поворота линейки можно найти по формуле Если шкала для отсчета выполнена в миллиметрах, то число делений С определяют по формуле: Где Н — расстояние от оси вращения линейки до ее конца (см.рис). наладка линейки удобна и производится быстро; размеры конуса получаются точными без повторной обработки; возможна работа с автоматической продольной подачей, что увеличивает производительность труда и улучшает качество обработки; при переходе к обработке конусов не требуется нарушать нормальную наладку станка. Недостатки: необходимость отсоединить поперечные салазки суппорта от связанного с ними винта перед началом работы и снова соединить салазки с винтом по окончании работы. Источник |
 Так как ползун скреплен с поперечными салазками суппорта, то они вместе с резцом будут перемещаться параллельно линейке 2. Благодаря этому резец начнет обрабатывать коническую поверхность с углом уклона, равным углу α поворота конусной линейки.
Так как ползун скреплен с поперечными салазками суппорта, то они вместе с резцом будут перемещаться параллельно линейке 2. Благодаря этому резец начнет обрабатывать коническую поверхность с углом уклона, равным углу α поворота конусной линейки.
 По линейке свободно скользит ползун 7, соединяющийся с нижней поперечной частью 12 суппорта при помощи тяги 5 и зажима 6. Чтобы эта часть суппорта могла свободно скользить по направляющим, ее отсоединяют от каретки 3, вывинчивая поперечный винт или отсоединяя от суппорта его гайку.
По линейке свободно скользит ползун 7, соединяющийся с нижней поперечной частью 12 суппорта при помощи тяги 5 и зажима 6. Чтобы эта часть суппорта могла свободно скользить по направляющим, ее отсоединяют от каретки 3, вывинчивая поперечный винт или отсоединяя от суппорта его гайку.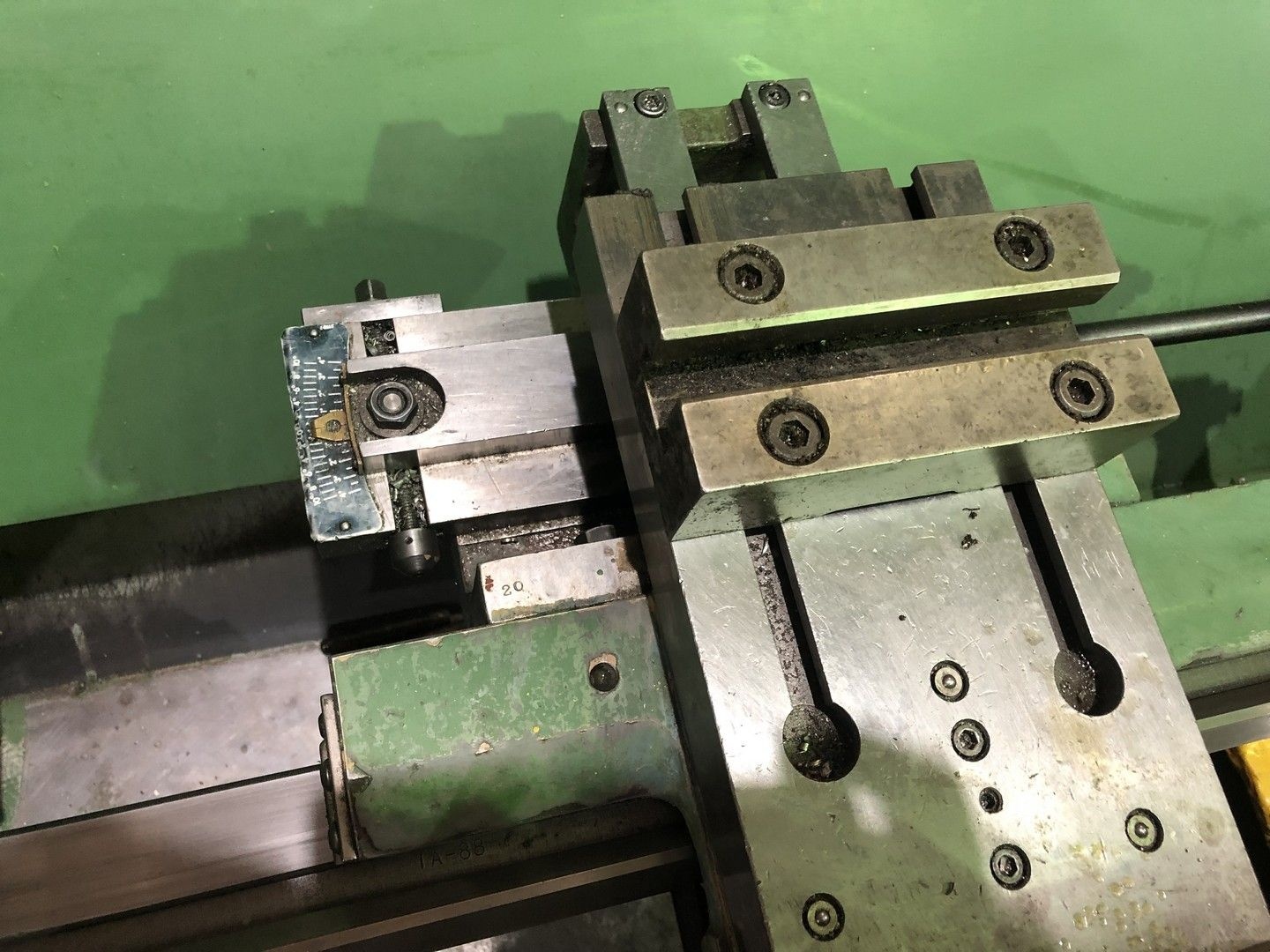
 5: Технология обработки фасонных поверхностей и отделочных работ на токарных станках
5: Технология обработки фасонных поверхностей и отделочных работ на токарных станках


Линейка конусная к станку 1Н983
Линейка конусная к станку 1Н983 | СаратовСтанкоСервис
8-906-310-03-79, 8-927-226-60-40
8 (845-3) 74-30-34; 74-30-35
Цена
Ремонт
станков
Станки
на продажу
Техническая
документация
Шлифовка
Запасные части
- О заводе
- Ремонт станков
- Модернизация станков
- Продажа станков
- Покупка станков
- Продажа запасных частей и узлов
- Контактная информация
Фото и видео
Вопрос-ответ
Отзывы
01 февраля 2023
Продолжается набор заказов на капитальный ремонт станков на второе полугодие 2023 года!
10 июня 2022
Отремонтируем станки качественно и в срок!
02 марта 2021
В феврале 2021 г. на заводе внедрена СИСТЕМА МЕНЕДЖМЕНТА КАЧЕСТВА ТРЕБОВАНИЙ ГОСТ Р ИСО 9001-2015
на заводе внедрена СИСТЕМА МЕНЕДЖМЕНТА КАЧЕСТВА ТРЕБОВАНИЙ ГОСТ Р ИСО 9001-2015
Архив новостей
- О заводе
- Продажа станков
- Прайс-лист
- Станочные приспособления к трубонарезным и токарным станкам
- Линейка конусная к станку 1Н983
Линейка конусная к станку 1Н983
Заказать
| Модель станка | Линейка конусная к станку 1Н983 |
| Характеристика | L — 420 мм, угол(+-) 10 град |
| Год выпуска | 2018 |
| Состояние | Новая |
| Цена без ремонта | Не указана |
| Цена с ремонтом | 430000 |
| Наибольший диаметр обрабатываемого изделия над станиной, мм | не указан |
| Наибольший диаметр обрабатываемого изделия над суппортом, мм | не указан |
| Наибольшая длина обрабатываемого изделия, мм | не указана |
| Диаметр отверстия в шпинделе, мм | не указан |
| Высота устанавливаемого резца, мм | не указано |
| Диапазон диаметров обрабатываемых труб, мм | не указано |
| Высота оси центров над станиной, мм | не указано |
| Длина станка, мм | не указана |
| Ширина станка, мм | не указана |
| Высота станка, мм | не указана |
| Масса станка без электрооборудования, кг | не указана |
| Масса станка с электрооборудованием, кг | не указана |
© SmartLine — Создание и продвижение сайтов
Приспособление для токарной обработки конусности
для токарного станка
Функции
Спецификация
Описание
Видео
Часто задаваемые вопросы
Конусное токарное приспособление
- Коническое токарное приспособление очень популярно и подходит ко всем токарным станкам.

- При обычном прямолинейном точении режущий инструмент перемещается по линии, параллельной оси заготовки, в результате чего готовая заготовка имеет одинаковый диаметр по всему периметру.
- Когда диаметр детали токарного станка изменяется равномерно от одного конца к другому, говорят, что деталь имеет конусность.
- Токарная обработка конуса как операция механической обработки представляет собой постепенное уменьшение диаметра от одной части цилиндрической заготовки к другой части.
- Конусы могут быть как внешними, так и внутренними. Если заготовка сужается снаружи, она имеет внешний конус; если он сужается внутри, он имеет внутреннюю конусность.
Коническое токарное приспособление Преимущества:
- Быстрая и стабильная точность до Конус 300 мм Токарная обработка на токарном станке.
- Полезен при нарезании резьбы на заготовке токарного станка как внутри, так и снаружи.

- Любая длина заготовки токарного станка может быть настроена.
- В комплекте можно оставить позиционный аксессуар .
- С конусным точением мы можем легко сделать узкую расточку на токарном станке
Цена:
| Аксессуар | Подходящая модель | Цена (руб.) |
| Конусное токарное приспособление [18 кг] для среднего токарного станка | 34, 35, 40, 43 | 6500 |
| Конусное токарное приспособление [30 кг] для тяжелого токарного станка | 50, 60 | 7500 |
Они классифицируются следующим образом:
- Конус Морзе
- Используется для сверл, разверток и токарных центров
- Конус Брауна и Шарпа
- Используется для конических хвостовиков инструментов (концевых фрез, оправок, разверток, цанг и т.
 д.), обычно используемых на станках Брауна и Шарпа
д.), обычно используемых на станках Брауна и Шарпа
- Конус Ярно
- Используется в токарных и сверлильных шпинделях
- Стандартные конические штифты (1/4 дюйма на фут)
- Используется для позиционирования и фиксации деталей
Больше Производство резьбонарезания:
- Стабильная точность до 300 мм
- Вес – 18 кг
- Стойкость к коррозии
- Прочность
- Точные размеры
Коническое токарное приспособление :
Коническое токарное приспособление очень популярно и подходит для всех токарных станков. При обычном прямолинейном точении режущий инструмент перемещается по линии, параллельной оси заготовки, в результате чего готовая заготовка имеет одинаковый диаметр на всем протяжении.
Когда диаметр детали изменяется равномерно от одного конца к другому, говорят, что деталь сплющена. Токарная обработка конуса как операция механической обработки представляет собой постепенное уменьшение диаметра от одной части цилиндрической заготовки к другой части. Конусы могут быть как внешними, так и внутренними. Если заготовка сужается снаружи, она имеет внешний конус; если он сужается внутри, он имеет внутреннюю конусность.
Токарная обработка конуса как операция механической обработки представляет собой постепенное уменьшение диаметра от одной части цилиндрической заготовки к другой части. Конусы могут быть как внешними, так и внутренними. Если заготовка сужается снаружи, она имеет внешний конус; если он сужается внутри, он имеет внутреннюю конусность.
В дюймах системные конусности выражаются в конусности на фут, конусности на дюйм или градусах. В то время как в метрической системе выражается как отношение 1 мм к единице длины.
Некоторые типы мелких инструментов и деталей машин, такие как спиральные сверла, концевые фрезы, оправки, токарные центры и т. д., снабжены коническими хвостовиками, которые входят в шпиндели или гнезда соответствующих конусов, что обеспечивает не только точное выравнивание между инструмент или другая часть и его опорный элемент, а также большее или меньшее сопротивление трению для привода инструмента.
Конусы классифицируются Американской ассоциацией стандартов как самоудерживающиеся конусы и крутые или самоосвобождающиеся конусы
Самофиксация была применена к меньшим конусам, таким как Morse и Brown & Sharpe, потому что там, где угол конуса составляет всего 2 или 3 градуса, хвостовик инструмента настолько прочно сидит в гнезде, что является значительным сопротивлением трению любой силе, стремящейся повернуть или повернуть инструмент относительно гнезда. Термин «самоудерживающийся» используется для того, чтобы отличить относительно небольшие конусы от более крупных или самоосвобождающихся конусов.
Термин «самоудерживающийся» используется для того, чтобы отличить относительно небольшие конусы от более крупных или самоосвобождающихся конусов.
Мы здесь, чтобы помочь вам
Q1:Что такое приспособление для точения конуса?
A: Конусное токарное приспособление используется для выполнения конусных работ на валу.
Q2: К какому станку подходит приспособление для обточки конуса?
A: Приспособление для точения конуса подходит к токарному станку.
Q3: Какой длины может быть рабочий конус в этом приспособлении для точения конуса?
A: С помощью этого приспособления для токарной обработки конусов вы можете обрабатывать детали длиной до 300 мм..jpg)
Q4: Из какого материала изготовлено это конусное токарное приспособление?
A: Эта коническая токарная насадка изготовлена из чугуна.
Q5: Как заказать эту конусную токарную обработку?
О: Вы можете заказать точение этого конуса по телефону или WhatsApp.
Q6: Через сколько дней осуществляется отправка после размещения заказа на точение конуса?
A: После размещения заказа на точение конуса он отправляется через день или два.
Q7: Взимается ли дополнительная плата за доставку этого конусного точения?
A: За эту токарную обработку не нужно платить отдельную плату за доставку, вы получаете бесплатную доставку по вашему адресу.
Q8: Через сколько дней мы получаем конусную токарную обработку?
О: Вы получите токарную обработку конуса через 5-7 дней.
Q9: Как упаковать конусную токарную обработку?
A: В картонной коробке есть упаковка конуса, некоторые детали не сломаны таким образом.
Вам также может понравиться…
КОНУСНЫЙ ТОКАРНЫЙ СТАНОК
Share This
Токарные станки ABL являются одними из самых надежных токарных станков, обеспечивающих тяжелую и точную резку. Станки хорошо известны благодаря прецизионному точению конусов. Коническое точение — это процесс токарной обработки, при котором режущий инструмент перемещается под углом к оси заготовки, так что в заготовке получается коническая форма. В конической детали диаметр заготовки изменяется равномерно от одного конца к другому. Заготовка может быть скошена изнутри или снаружи. На токарных станках ABL усиленное приспособление для токарной обработки конусов поставляется вместе с токарным станком для простоты эксплуатации и обращения
ЧТО ТАКОЕ ТОЧКА НА СТАНОКЕ?
Токарная обработка — это процесс механической обработки, при котором режущий инструмент, обычно невращающийся резец, описывает спиральную траекторию движения инструмента, перемещаясь более или менее линейно, в то время как заготовка вращается. Токарные станки ABL спроектированы и изготовлены для тяжелых и точных токарных операций на станках.
Токарные станки ABL спроектированы и изготовлены для тяжелых и точных токарных операций на станках.
Обычно термин «токарная обработка» зарезервирован для создания внешних поверхностей посредством этого действия резания, тогда как такое же существенное действие резания применительно к внутренним поверхностям (отверстиям того или иного типа) называется «растачиванием». Таким образом, фраза «точение и растачивание» относится к более широкому семейству процессов, известных как токарная обработка. Нарезание граней на заготовке токарным или сверлильным инструментом называется «облицовкой» и может быть отнесено к любой категории в качестве подмножества.
Длина и диаметр поворота могут различаться для разных пользователей. ABL может предложить широкий ассортимент тяжелых токарных станков для точной и массовой токарной обработки.
МЕТОДЫ ОБТОЧКИ КОНУСА НА ТОКАРНОМ СТАНКЕ
Как и любой известный токарный станок, токарные станки ABL хорошо подходят для токарной обработки конуса на токарном станке с использованием различных методов. Некоторые из методов –
Некоторые из методов –
- Метод инструмента формы.
- Метод установки задней бабки.
- Составной метод отдыха.
- Способ крепления с конусным точением.
- Метод комбинированного кормления.
МЕТОД ФОРМОВОЧНОГО ИНСТРУМЕНТА
Метод формирующего инструмента является одним из самых простых методов создания короткого конуса. В этом методе инструмент широкой формы с прямой режущей кромкой устанавливается на работу под углом половины конуса и подается непосредственно в заготовку. Инструмент, используемый в этом методе, называется конусным токарным инструментом. Сам инструмент используется в конической форме, создавая коническую заготовку.
В этом методе длина конуса должна быть меньше длины режущей кромки инструмента. Поскольку вся кромка удаляет металл, это будет создавать огромные вибрации и, следовательно, требует большой силы. Этот метод выполняется для снижения необходимой вибрации и силы с небольшой скоростью.
МЕТОД УСТАНОВКИ ЗАДНЕЙ БАБКИ
Этот метод обычно используется, когда угол конусности очень мал. При этом способе ось вращения заготовок смещена к оси токарного станка на половину угла к конусу.
При этом способе ось вращения заготовок смещена к оси токарного станка на половину угла к конусу.
Заготовка помещается между подвижной и мертвой точками. Задняя бабка перемещается вертикально в поперечном направлении, т.е. в направлении оси токарного станка, методом токарной перестановки. Задняя бабка фиксируется в направлении вверх или вниз, чтобы позволить заготовке наклоняться, и, следовательно, конусный изгиб может быть извлечен.
МЕТОД КОМПАКТНОЙ ОСТАТКИ
Этот метод обычно используется для изготовления коротких и крутых конусов. В этом методе составной упор поворачивается на необходимый угол и удерживается в этом положении. Составной упор можно поворачивать на угол до 45 градусов. Заготовка удерживается в патроне и будет вращаться вокруг оси станка.
ПРИСПОСОБЛЕНИЕ ДЛЯ ТОЧЕНИЯ КОНУСА
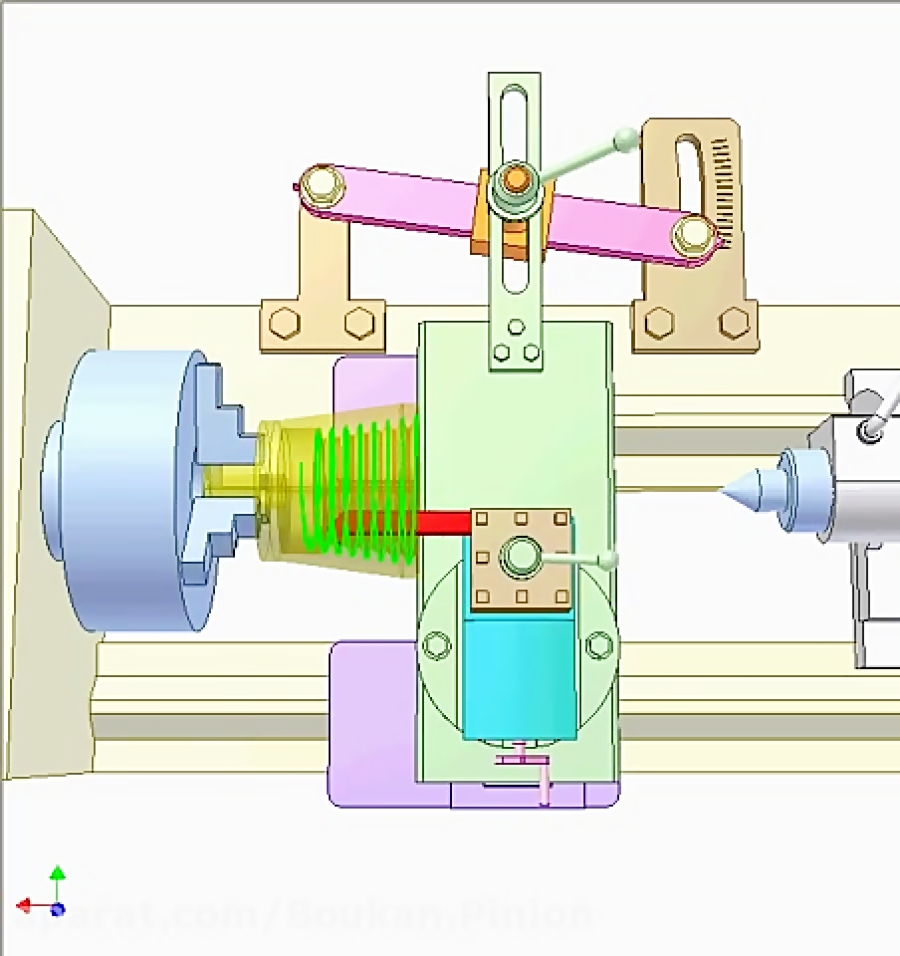
Приспособление для точения конуса поставляется в качестве дополнительного приспособления с токарным станком ABL. В этом методе изгиб конуса выполняется с помощью приспособления. Это приспособление имеет направляющую планку, и эта направляющая планка обычно располагается в центре. Направляющая штанга может качаться на любые требуемые углы конусности. Инструмент движется параллельно направляющей.
Это приспособление имеет направляющую планку, и эта направляющая планка обычно располагается в центре. Направляющая штанга может качаться на любые требуемые углы конусности. Инструмент движется параллельно направляющей.
Направляющая шина используется для направления инструмента под требуемыми углами. Направляющая планка имеет шкалу градусов. Направляющая шина может поворачиваться в обе стороны на максимальный угол 10°. Угол, необходимый для обработки конуса, достигается вращением направляющей шины.
В этом методе заготовки удерживаются в патроне. Он имеет направляющий блок, который крепится к заднему концу поперечного суппорта и движется по направляющей планке.
В этом методе направляющая планка устанавливается под углом, под которым заготовка должна быть склеена лентой. Используя метод крепления конусной токарной обработки, можно легко выполнить конусную токарную обработку любого размера. Работа выполняется либо в 3-х кулачковом, либо в 4-х кулачковом патроне, либо в центрах, т.
