Листогиб прижимное устройство: Листогиб: устройство, виды, принцип работы
Содержание
Листогиб: устройство, виды, принцип работы
- Главная
- Статьи
- Листогибы и листогибочные прессы
- Листогибы — виды, получаемые изделия, брак и неисправности
18 февраля 2021 г.
Листогиб — это станок, как следует из названия, предназначенный для гибки листового металла. Обычно имеются в виду листогибы с поворотной балкой, которые изгибают лист на заданный угол путем поднятия гибочной балки. Поэтому к листогибам нельзя отнести листогибочные прессы — выполняя ту же работу, что и листогибы, они производят гибку путем вдавливания листа в матрицу, что кардинально меняет схему работы и технологические возможности.
Строго говоря, к листогибам относятся вальцы, которые осуществляют радиусную гибку листа, однако они отличаются как конструкцией, так и производимыми изделиями, поэтому мы их рассмотрим в отдельной статье.
Важнейшей конструктивной особенностью листогибочных станков является точки крепления прижимной балки. В зависимости от этого, они делятся на два вида:
- Проходные — имеют узлы крепления прижимной балки по краям станка, что позволяет обрабатывать лист неограниченную глубину, однако ограничивает ширину обрабатываемого листа расстоянием между этими креплениями. Поскольку прижимная балка ничем не поддерживается посередине, такие листогибы выполняются из стали, обладающей достаточной прочностью, чтобы избежать быстрой деформации балок под рабочей нагрузкой. При этом, стальные проходные станки с небольшой массой (наиболее популярные модели — ЛБМы) оснащаются тягами, позволяющими регулировать одну или несколько балок, компенсируя изгиб и продлевая жизнь станка. Это немаловажная опция, поскольку замена балок на новые по цене вполне сравнима с покупкой нового станка.

К машинам этого типа относятся большинство российских, европейских, китайских и турецких станков, таких как ЛГС-26, Schechtl, Sorex, Ilmaksan, Stalex и Jouanel.
| Главное преимущество проходного листогиба — неограниченная глубина подачи листа |
- Непроходные — узлы крепления («прижимные станции») равномерно расположены по всей длине прижимной балки, что обеспечивает равномерный прижим, а также возможность работы с листом, превышающим габариты станка. Существенным минусом является то, что размеры листа ограничены глубиной подачи — продвинуть заготовку на любую глубину не получится. Этот параметр колеблется от скромных 380 мм у довольно старой модели Tapco Pro 14, до 585 мм. у «Алюбендера». Правда, надо помнить, что увеличение глубины подачи увеличивает и плечо, на которое приходится усилие при гибке, а значит, более «вместительные» листогибы, при прочих равных, окажутся менее долговечными.
К станкам проходной группы, помимо Tapco, относятся еще одни мобильные листогибы из США — VanMark, а также их китайские клоны.
| Хорошо видны прижимные станции непроходного листогиба Тапко — они обеспечивают хороший прижим по всей длине, но не ограничивают глубину подачи листа. |
Из конструктивных особенностей следуют особенности применения:
- Мобильные листогибы удобно использовать при перемещении с объекта на объект, в виду относительно небольшого веса. Если алюминиевые листогибы Tapco можно переносить прямо на руках, то мобильные листогибы LBM передвигаются за счет небольших колесиков, а для погрузки на «Газель» требуются усилия не менее 4х человек.
| Даже трехметровый стальной мобильный листогиб весит около 300 кг и может перемещаться усилиями 4 работников |
- Цеховые листогибы отличаются массивностью конструкции. Выполненные с большим запасом прочности, они обладают солидным ресурсом, но и перемещаются с места на место только в исключительных случаях.
 Из механических к такому типу относятся, к примеру, листогибы Mazanek и Ilmaksan, а также все электромеханические и гидравлические листогибы.
Из механических к такому типу относятся, к примеру, листогибы Mazanek и Ilmaksan, а также все электромеханические и гидравлические листогибы.
| Цеховой листогиб отличается массивной конструкцией и не предназначен для перемещений |
По типу привода и устройству балок выделяют такие виды листогибов:
- Механические — работают благодаря мускульной силе оператора. Их преимуществом является, во-первых, цена, а во вторую — неприхотливость и простота эксплуатации. Они единственные, кто может работать и на объекте, и в неотапливаемом цеху, и требовать при этом минимум обслуживания. По тому, как приводится в действие прижимная балка, механические листогибы разделяют на два типа:
- Ручной привод — большинство моделей. Удобен в случаях, когда лист обладает значительными габаритами, особенно, если он требует работы двух операторов;
- Ножной привод — используется как основной в некоторых сегментных моделях (например, Stalex PBB), а также может быть заказан как опция (например, в Sorex ZRS/LBM).
| Простота и надежность ручного листогиба делают его самым популярным типом листогибочных машин |
- Электромагнитные — довольно редкие листогибы, позволяющие гнуть изделия практически любой формы. Роль прижимной балки в них выполняют массивные стальные планки, прижимаемые мощным электромагнитом расположенным в основной балке. Отсутствие прижимных станций, а также полная свобода в размещении сегментов прижимной балки позволяет выполнять очень сложные гибы, включая, к примеру, замкнутые контуры. Сам гиб выполняется за счет мускульной силы оператора, что полностью оправдано для такого типа станков, предназначенных для сложной и небыстрой работы в условиях цеха.
| Хорошо видна свободно лежащая прижимная сегментная балка — главная особенность электромагнитного листогиба |
- Электромеханические — как следует из названия, отличаются наличием электропривода прижимной и гибочной балок.
 Это позволяет кардинально снизить утомляемость оператора, что благоприятно сказывается на производительности при серийном производстве. По максимальной толщине металла электромеханические листогибы не имеют выигрыша перед тяжелыми механическими моделями.
Это позволяет кардинально снизить утомляемость оператора, что благоприятно сказывается на производительности при серийном производстве. По максимальной толщине металла электромеханические листогибы не имеют выигрыша перед тяжелыми механическими моделями.
| Электропривод позволяет значительно расширить возможности электромеханических станков, в основном, в части производительности при работе с толщинами от 0,7 мм |
- Гидравлические — наиболее сложные, дорогие и производительные листогибы. Способны гнуть металл толщиной 4-5 мм, при этом последовательность и число гибов могут быть занесены в память устройства ЧПУ. Это делает их незаменимыми станками при крупносерийном производстве. За счет более удобного и быстрого позиционирования листа, они превосходят листогибочные прессы в производительности, уступая им в разнообразии форм гиба. Достаточно редкий вид станков, имеющих, однако, свою нишу. Как и прессы, требуют квалифицированного обслуживания, качественных расходников (масло, фильтры) и не могут работать в неотапливаемых помещениях.
| Гидравлический листогиб — редкая, но производительная машина. |
- Сегментные — отличаются наличием одной, двух или всех трех балок, собранных из небольших отрезков-сегментов. Устанавливая зазоры между ними, можно делать гибы в непараллельных плоскостях, изготавливая кассеты, поддоны или корпуса для техники. По типу привода могут быть любыми.
| Сегментная балка позволяет гнуть деталь без смятия перпендикулярной плоскости, которая проходит в промежуток между настраиваемыми сегментами |
- Пневматические листогибы — на данный момент, представлены липецкой продукцией ЛГСП. В отличие от сверхпопулярной модели ЛГС-26, встречается гораздо реже, по причине как более высокой цены, так и довольно ограниченного ассортимента изготавливаемых изделий, а также капризности пневматического привода.
| Пневматический листогиб ЛГСП липецкого производства |
Для облегчения работы и расширения возможностей ручного листогиба, он может, в зависимости от конструкции, комплектоваться аксессуарами и дополнительными устройствами:
- Отрезной нож для листогиба позволяет заменить гильотину по металлу, выполняя раскрой листа до 0.
 55 мм непосредственно на станке. Часто производители заявляют толщину металла до 0.8 мм, но при такой толщине нож идет тяжело, на металле образуются волны, даже после регулировки. Зато при оптимальной длине хороший нож обеспечивает такое же качество реза, как и механические ножницы, и имеет сравнимый ресурс 90, после исчерпания которого можно заменить режущие ролики или заново отшлифовать штатные (это приведет к снятию закаленного слоя и снижению ресурса, но как временная мера активно применяется).
55 мм непосредственно на станке. Часто производители заявляют толщину металла до 0.8 мм, но при такой толщине нож идет тяжело, на металле образуются волны, даже после регулировки. Зато при оптимальной длине хороший нож обеспечивает такое же качество реза, как и механические ножницы, и имеет сравнимый ресурс 90, после исчерпания которого можно заменить режущие ролики или заново отшлифовать штатные (это приведет к снятию закаленного слоя и снижению ресурса, но как временная мера активно применяется).
| Отрезной роликовый нож для листогиба LBM |
- Фальцедогибающая машинка — позволяет догибать лист до 180 градусов, прокатывая его между сходящимися парами роликов, например, для создания капельника на отливе. Часто этой машинкой пренебрегают при работе, особенно это касается наемных рабочих на строительных объектах, предпочитающих, для скорости, догибать лист с помощью прижимной балки. Разумеется, такая техника работы приводит к преждевременному износу станка.
 Фальцедогибающая машинка не нужна для алюминиевых листогибов Tapco и Van Mark, позволяющих догибать штатным способом с помощью гибочной балки (требуется только вынуть согнутый за первый проход лист и вставить его в специальные пазы), а для всех остальных листогибов — очень ценное дополнение.
Фальцедогибающая машинка не нужна для алюминиевых листогибов Tapco и Van Mark, позволяющих догибать штатным способом с помощью гибочной балки (требуется только вынуть согнутый за первый проход лист и вставить его в специальные пазы), а для всех остальных листогибов — очень ценное дополнение.
| Фальцедогибающая машинка производства фирмы Sorex (Польша) |
- Угломер — обычный угломер в виде шкалы с нанесенными градусами, как правило, идет в штатной комплектации. За доплату польские станки можно оснастить диском с жидкостью внутри («гидравлический угломер»), которые находятся прямо перед глазами оператора и тем самым ускоряют работу на станке.
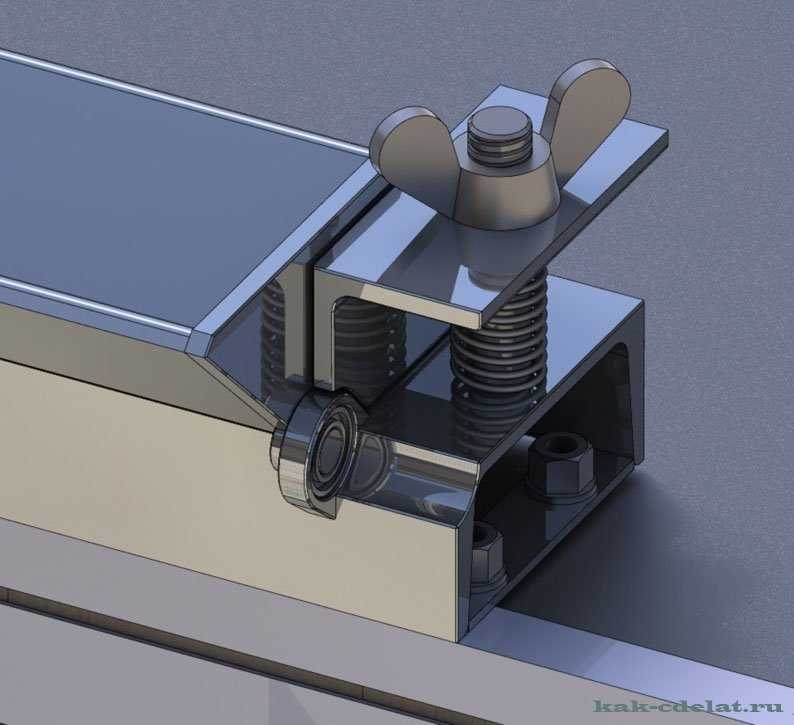
- Компенсаторы усилия — вне зависимости от конструкции (пружинные штанги или противовесы), компенсаторы усилия гиба позволяют снизить нагрузку на руки и спину оператора, снижая усилия при работе с механическим листогибом. Являются штатным аксессуаром для цеховых станков из Китая и Турции, на «поляков» ставятся, как правило, за доплату.

- Ограничитель угла гиба — полезная опция, позволяющая даже начинающему оператору выдавать именно такой угол, какой нужно. На листогибах Sorex имеется четырехпозиционный ограничитель, позволяющих выбирать до 4 различных углов.
- Стол задней поддержки — поддерживает лист при работе с большими длинами на проходных листогибах. Часто имеет ограничители глубины подачи, упрощающие позиционирование листа.
Отрасли
Листогибы используются в областях, где требуется штучное либо мелкосерийное производство изделий из листового металла. По отзывам людей, работающих на листогибах, вот наиболее популярные отрасли и получаемые изделия:
- Кровельные работы
- Конек большой
- Конек малый
- Конек прямоугольный
- Ендова малая нижняя
- Ендова большая нижняя
- Планка торцевая
- Фальш-ендова
- Планка карнизная
- Конек большой с зигом
- Планка завершающая
- Наличник
- Угол наружный большой
- Угол внутренний
- Угол внутренний
- Производство вентиляции
- Вентиляционные короба
- Крестовины
- Отводы прямоугольных воздуховодов
- Адаптеры на кондиционеры и камеры статического давления
- Производство доборных элементов
- Откосы из листового металла
- Отливы для окон
- Ветровые планки
- Мелкосерийное производство металлических изделий
- Металлические корпуса для электрики, щиты и ящики
- Кабельные лотки
- Металлические поддоны
- Стеновые панели и элементы для них.

Страны-производители
На российском рынке встречаются станки всех основных стран-производителей, имеющих свою специфику:
- Россия — отечественные производители выпускают дешевые листогибы (такие как ЛГС-26), выгодно отличающиеся по цене от конкурентов, что и является их главным преимуществом. По отзывам клиентов, это относительно надежные, но простые и не самые комфортные станки.
- Польша — известна своими аналогами знаменитого листогиба Schehtl LBX, что позволило предложить относительно недорогие и качественные мобильные листогибы типа Sorex ZRS, MetalMaster LBM или Bertech ZRD. Еще одним известным польским брендом является Mazanek, сделавший себе имя на тяжелых ручных станках, позволяющих работать с металлом большой толщины. К сожаление, из-за роста цены в последнее время, эти станки доступны в России под заказ.
- США — американские листогибы отличаются собственной уникальной конструкцией. Алюминиевые непроходные листогибы Tapco и Van Mark сложно перепутать с европейскими моделями.
 Их достоинствами является высокая мобильность, деликатное отношение к листу и высокое качество сборки, а к недостаткам — относительно небольшой ресурс и высокая цена.
Их достоинствами является высокая мобильность, деликатное отношение к листу и высокое качество сборки, а к недостаткам — относительно небольшой ресурс и высокая цена. - Китай — как и положено «мировой кузнице», выпускает все возможные варианты листогибочного оборудования. Алюминиевый Alubender, имеющий поразительное сходство со станками Tapco, большой выбор механических, электромеханических и электромагнитных листогибов TTMC, большая часть сегментных листогибов — все это китайская продукция, выпускаемая под контролем таких известных марок, как Stalex, MetalMaster или Proma.
- Турция занимает видное место в производстве оборудования для вентиляции, соответственно, турецкие листогибы предлагаются как составная часть цеха по производству вентиляции. Тяжелые и надежные цеховые листогибы, типа Ilmaksan CM, могут заменить собой электромеханических собратьев или аналогичные машины марки Mazanek.
Брак и некондиция
Хотя станки поставляются с завода уже настроенными, мало купить листогиб, чтобы просто начать работу. Основные поломки листогибов связаны с неправильной работой, игнорированием инструкций по эксплуатации, а часто — с неправильной настройкой и перенастройкой станка. Если новый станок позволяет какой-то время беспроблемно работать на нем, то покупка листогиба б/у требует хорошего понимания самых распространенных видов поломок и брака и способов их устранения:
Основные поломки листогибов связаны с неправильной работой, игнорированием инструкций по эксплуатации, а часто — с неправильной настройкой и перенастройкой станка. Если новый станок позволяет какой-то время беспроблемно работать на нем, то покупка листогиба б/у требует хорошего понимания самых распространенных видов поломок и брака и способов их устранения:
- Изогнутая линия гиба («сабля») — получается при деформированных балках либо при гибе слишком толстого металла. На станках, имеющих регулировку тягами, надо выгнуть прижимную балку в обратную от «сабли» сторону, в остальных поможет только замена деформированных балок.
- Смещение заготовки при гибе — этот эффект вызван слабым прижимом металла. Требуется отрегулировать эксцентрики прижима или прижимные кулачки согласно инструкции.
- Угол загиба меньше, чем показывает угломер — это обычная ситуация, поскольку металл отыгрывает несколько градусов после гиба. Опытным путем установите, сколько именно градусов не хватает до нужного значения после гиба, и внесите поправку при следующих операциях.
- Царапины и вмятины — эти повреждения не могут быть приемлемы на оцинковке или кровельном железе, особенно в заметных местах (отливы, откосы). Рекомендуется или использовать станки с алюминиевыми балками (такими как Tapco), либо тщательно следить за прижимными поверхностями, при необходимости шлифуя их. Также встречается «ноу-хау» в виде отклейки прижимных поверхностей пластырем, для деликатной работы с легкоповреждаемыми материалами.
Ваше имя*
Ваш телефон
Возраст
Ручной листогиб BM со сплошной прижимной балкой
Форма обратной связи
Тема сообщения
Вы можете прикрепить несколько файлов общим объемом до 25 Мб
Промышленное оборудование Промышленное оборудование
Листогибочные станки — листогибы / Листогибочные станки — листогибы
/ Листогибочный станок BM 2050/2
| Рабочая ширина, мм | 2050 |
| Металл, мм | 2 |
| Ход балки, мм | 210 |
| Угол гибки, град | 135 |
| Длина, мм | 3300 |
| Ширина, мм | 750 |
| Высота, мм | 1350 |
| Вес, кг | 1700 |
| Наличие | На складе |
Или заказать по телефону:
+7 (800) 770-0-370
ЛИСТОГИБ РУЧНОЙ СО СПЛОШНОЙ ПРИЖИМНОЙ БАЛКОЙ, AYSANMAK (Турция)
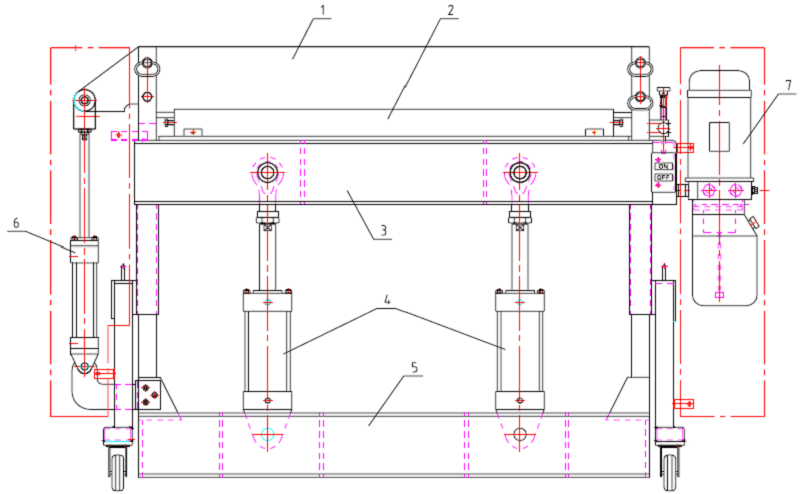
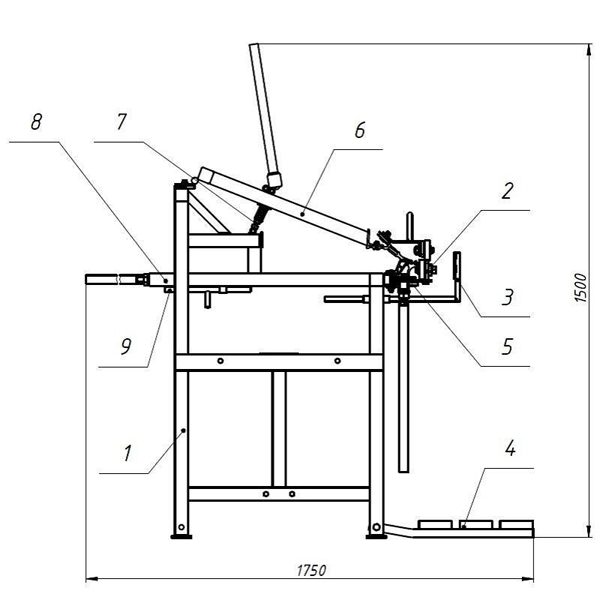
Механизм станка включает:
- Наклонную прижимную балку (45 град), опускаемую с помощью рычага;
- Гибочную балку с рельсой 20 мм;
- Компенсатор веса гибочной балки оборудованный газовой пружиной;
- Фиксатор угла гиба.

Конструкция позволяет осуществлять градуировку угла.
Ход прижимной балки — 210 мм, ход гибочной балки — 100 мм.
Ручные листогибы серии ВМ со сплошной (несегментной) прижимной балкой предназначены для интенсивной работы в условиях серийного производства. Высокие функциональные возможности: cпециальная конструкция обеспечивает легкость работы за счет применения системы противовесо, механизм перемещения передней балки обеспечивает возможность осевой регулировки, простота установки угла гиба.
Каталог промышленного оборудования «Кронштадт»
Листовка «Листогибочный станок серии AFS 2050»
Листовка «Листогибочный станок серии BM 2050»
Новости:
Инжиниринговое решение для линии розлива меди
Техническое перевооружение линии розлива меди на предприятии АО «КАРАБАШМЕДЬ»
Расширен проект оснащения системами контроля выбросов в атмосферу объектов ПАО «ММК»
Все новости
Судовое оборудование
Гидротехнические сооружения
Экологическое оборудование
Собственное производство
Нефтегазовый комплекс
Энергетика, ТЭК, водоканал
Металлургия и горное дело
Фотографии, чертежи, технические визуализации и схемы оборудования, представленные на сайте https://www. kron.spb.ru/ приведены в качестве примера и могут отличаться от поставляемого оборудования по цвету, элементам дизайна, техническому устройству и комплектации. Некоторые изображения могут содержать дополнительные элементы, не поставляющиеся в базовой комплектации. Технические характеристики представленного на данном сайте оборудования могут отличаться от характеристик поставляемого оборудования и подлежат уточнению в ходе формирования технического задания или коммерческого предложения.
kron.spb.ru/ приведены в качестве примера и могут отличаться от поставляемого оборудования по цвету, элементам дизайна, техническому устройству и комплектации. Некоторые изображения могут содержать дополнительные элементы, не поставляющиеся в базовой комплектации. Технические характеристики представленного на данном сайте оборудования могут отличаться от характеристик поставляемого оборудования и подлежат уточнению в ходе формирования технического задания или коммерческого предложения.
Зажимные устройства: правила и типы | Светильники | Станки
РЕКЛАМА:
В этой статье мы обсудим:- 1. Значение зажимного устройства 2. Основные правила зажимного устройства 3. Типы.
Значение зажимного устройства:
Зажимное устройство предназначено для удержания заготовки в правильном относительном положении в приспособлении и для обеспечения того, чтобы заготовка не смещалась под действием сил резания. Он также необходим для прижима кондуктора к работе.
Наиболее эффективная схема зажима означает, что зажим должен быть адекватным, и в то же время конструкция зажимного устройства должна быть такой, чтобы время работы шаблона или приспособления было минимально возможным. Таким образом, для высоких темпов производства необходимы быстродействующие зажимы, тогда как простые зажимы могут подойти для небольших партий работ.
РЕКЛАМА:
При разработке эффективных зажимных устройств необходимо учитывать следующие моменты:
(i) По возможности следует избегать вращательного или возвратно-поступательного движения зажима. Однако если движение зажима необходимо, то следует использовать только движение с прямым направлением.
(ii) Должны быть приняты меры для подъема зажима от изделия или иного освобождения его при снятии зажимной нагрузки. Этого можно добиться, используя пружины сжатия.
Основные правила зажимного устройства:
Зажим предотвращает смещение или вытягивание детали из шаблона/ приспособления во время обработки:
РЕКЛАМА:
(i) Зажимы всегда должны соприкасаться с заготовкой в ее наиболее жесткой точке, чтобы избежать изгиба или повреждения детали силой зажима. Если усилие зажима в любой точке может согнуть деталь, она должна быть соответствующим образом закреплена в этой точке (см. рис. 28.33).
Если усилие зажима в любой точке может согнуть деталь, она должна быть соответствующим образом закреплена в этой точке (см. рис. 28.33).
(ii) Зажимы должны быть расположены таким образом, чтобы они не мешали работе станка/инструмента и позволяли оператору работать легко и безопасно.
(iii) Силы инструмента, возникающие при резании, должны помогать удерживать заготовку, а не поднимать или наклонять ее. Силы инструмента должны быть направлены на твердую часть корпуса инструмента.
РЕКЛАМА:
(iv) Тип и величина зажимного усилия (сила, необходимая для удержания детали на локаторах), необходимая для удержания детали, обычно определяется силой инструмента, воздействующей на деталь, и способом расположения детали и детали в инструменте. Давление зажима должно быть достаточным только для удержания детали на локаторах. Локаторы должны выдерживать большую часть тяги. Ни в коем случае нельзя ожидать, что зажимы будут удерживать всю тягу.
Типы зажимных устройств:
Теперь мы изучим различные типы зажимов и методы зажима. Разработчик инструмента должен выбрать зажим, который проще и удобнее в использовании, а также наиболее эффективен.
1. Рычаг ременных зажимов:
Это самое популярное зажимное устройство, используемое в мастерских и инструментальных цехах приспособлений и приспособлений.
Рис. 28.34 (б), (в) и (г) показаны зажимы рычажного типа, в которых компоновка основана на рис. 28.34 (а). В них при откручивании гайки пружина толкает хомут вверх. Зажим имеет продольный паз, чтобы его можно было отодвинуть от изделия. Операцию зажима можно ускорить, если вместо шестигранной гайки использовать резьбовую рукоятку или быстродействующий стопорный кулачок. Механическое преимущество,
РЕКЛАМА:
Расстояние между реакцией зажима и усилием зажима (a):
Это расстояние «а» никогда не должно превышать расстояние «b». Разница между этими тремя вариантами обусловлена различными способами формирования пятки. На рис. 28.34 (б) хомут выкован, неся собственную пяту.
Разница между этими тремя вариантами обусловлена различными способами формирования пятки. На рис. 28.34 (б) хомут выкован, неся собственную пяту.
РЕКЛАМА:
Зажимы этого типа поворачиваются, чтобы очистить работу, когда последний снимается с приспособления. На рис. 28.34 (в) показан рычажный зажим, направляемый свободной пяткой, вбитой в приспособление. Шпилька, повернутая на конце пятки, проходит через продолговатый паз и свободно входит в шпоночный паз в прижимной планке.
Это предусмотрено для того, чтобы при ослаблении гайки зажим можно было отвести назад, чтобы облегчить установку компонента в приспособление. Пружины сжатия под зажимами предназначены для зажима гайки, чтобы освободить оператора от необходимости поднимать зажим и маневрировать им во время работы. На рис. 28.34 (d) корпус приспособления отлит, образуя цельную пятку.
На рис. 28.35 показаны шарнирный зажим, скользящий зажим и зажим с защелкой.
Точка опоры расположена так, что прижимная планка всегда параллельна основанию инструмента.
Зажим для ремня может приводиться в действие вручную или с механическим приводом. К ручным устройствам относятся шестигранные гайки, ручные ручки и кулачки (см. рис. 28.36).
Удерживающая способность хомута для ремня определяется размером резьбового элемента, скрепляющего хомут.
2. Винтовые зажимы:
Они широко используются для приспособлений и приспособлений. Они имеют более низкие затраты. Однако скорость их работы довольно низкая. Базовый винтовой зажим использует крутящий момент, развиваемый винтовой резьбой, для удержания детали на месте. Это делается прямым давлением или воздействием на другой зажим. (См. рис. 28.37).
Имеются варианты зажима винтового типа. Было разработано множество типов коммерческих зажимов, которые включают в себя преимущества винтового зажима и уменьшают его недостатки. Эффективность винтового зажима можно повысить, используя поворотные зажимы, крючковые зажимы и быстродействующие ручки. Поворотные зажимы сочетают в себе винтовой зажим с поворотным рычагом, который поворачивается на монтажной шпильке.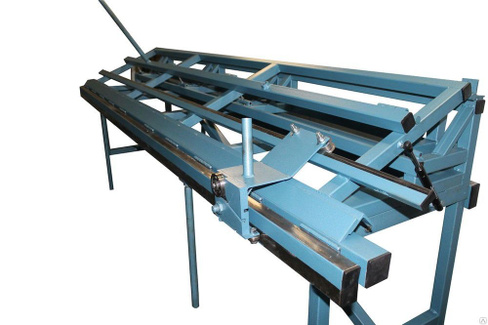
Быстродействующие ручки сделаны так, что при сбросе давления их можно наклонить и соскользнуть со шпильки (см. рис. 28.38). Ручка надвигается на шпильку до тех пор, пока она не коснется детали. Затем его наклоняют, чтобы зацепить резьбу, и поворачивают до упора.
3. Кулачковые зажимы:
Кулачковые зажимы
при правильном выборе и использовании обеспечивают быстрый, эффективный и простой способ удержания работы (см. рис. 28.39). Из-за их конструкции и основных принципов работы использование кулачковых зажимов в некоторых типах инструментов ограничено.
4. Шарнирные зажимы:
В них используются откидные крышки для загрузки и выгрузки компонентов. Как правило, зажим выполнен за одно целое с откидной крышкой. На рис. 28.40 показано устройство с использованием комбинации шарнирного хомута и шарнирного болта.
Этот тип зажима часто требуется, когда необходимо полностью убрать зажим и болт для загрузки компонента. Кожух кондуктора сконструирован таким образом, что предусмотрены выступы для размещения шарнирных штифтов. В целях экономии времени оператора для удержания шайбы под гайкой используется спиральная пружина.
Кожух кондуктора сконструирован таким образом, что предусмотрены выступы для размещения шарнирных штифтов. В целях экономии времени оператора для удержания шайбы под гайкой используется спиральная пружина.
На рис. 28.41 показано устройство, в котором установлен кулачок крюка, который позволяет выполнять работу быстрее. Он подходит только для легкого зажима. Зажимной рычаг шарнирно закреплен на прижимной планке, которая, в свою очередь, шарнирно закреплена на приспособлении. Вдоль зажимной планки устанавливается плавающая подушка, которая удерживает заготовку, а затем зажимной рычаг прижимается к штифту или другому упору, прикрепленному к приспособлению.
На рис. 28.42 показан широко используемый тип зажима, особенно на сверлильных станках, где сверление должно производиться из предварительно просверленного отверстия. Компонент надевается на установочный штифт, а зажимная пластина поворачивается в положение под гайкой.
Важной особенностью является то, что после того, как зажим снят или откинут, компонент может свободно проходить над гайкой, что означает, что стопорной гайке требуется около одного оборота, чтобы освободить или зафиксировать зажим, и, следовательно, он быстро действует. В невыпадающем С-образном зажиме он остается прикрепленным к приспособлению и, следовательно, не может быть потерян, тогда как С-образная шайба может быть прикреплена к приспособлению с помощью цепи.
В невыпадающем С-образном зажиме он остается прикрепленным к приспособлению и, следовательно, не может быть потерян, тогда как С-образная шайба может быть прикреплена к приспособлению с помощью цепи.
5. Двухсторонние зажимы:
На рис. 28.43 показан пример быстрого зажима в двух направлениях одним винтом. Зажимное усилие прикладывается к верхней и одной стороне заготовки. Зажим имеет быстродействующее действие.
При таком расположении длина рычагов должна быть примерно такой, чтобы каждый зажим прикладывал одинаковое усилие в его зажимном положении. Верхний зажим имеет прорезь на конце, так что весь его зажимной механизм можно было высвободить из работы.
На рис. 28.44 показан другой способ зажима в двух направлениях.
6. Клиновые зажимы:
На рис. 28.45 показана работа зажимов с клиновым приводом, в которых горизонтальное перемещение клина вызывает восходящее вертикальное зажимное усилие на заготовку. Клин может приводиться в действие либо вручную с помощью винта или кулачка, либо с помощью пневматического или гидравлического цилиндра, и в этом случае возможен автоматический зажим заготовки как часть полностью автоматического машинного цикла.
Клин может приводиться в действие либо вручную с помощью винта или кулачка, либо с помощью пневматического или гидравлического цилиндра, и в этом случае возможен автоматический зажим заготовки как часть полностью автоматического машинного цикла.
Клинья с углом 1 – 4° являются самоудерживающимися и нормально удерживают работу без дополнительных приспособлений. Большие угловые (саморасцепляющиеся) клинья используются там, где требуется большое перемещение. В этих клиновых зажимах требуется другое удерживающее устройство (привод или винт), чтобы удерживать и заклинивать заготовку на месте.
7. Кулачковые зажимы:
Они обеспечивают быстрый, эффективный и простой способ приостановки работы. Если кулачковые зажимы оказывают давление непосредственно на изделие и изделие подвергается вибрации, зажим может ослабнуть, и такой зажим не следует использовать.
Кулачковые зажимы прямого давления должны быть расположены таким образом, чтобы противостоять естественным тенденциям зажима смещать или перемещать заготовку, когда зажим задействован. Чтобы предотвратить это движение, зажим всегда располагается таким образом, чтобы при приложении давления заготовка вдавливалась в локаторы.
Чтобы предотвратить это движение, зажим всегда располагается таким образом, чтобы при приложении давления заготовка вдавливалась в локаторы.
Преимущества кулачкового действия можно получить при непрямом методе зажима, используя кулачковое действие, а не винтовую резьбу для связывания ленточных зажимов. (См. рис. 28.46). В этом методе снижается возможность ослабления или смещения изделия во время зажима.
Существует три основных типа кулачков, используемых в зажимных механизмах: плоские эксцентриковые, плоские спиральные и цилиндрические.
Плоские эксцентриковые кулачки проще всего изготовить, и они могут работать в любом направлении от их центрального положения. Основной эксцентриковый кулачок блокируется, когда кулачок достигает своего высокого центрального положения. Это ограничивает полный диапазон захвата довольно небольшой областью. Движение за пределы этого высокого центрального положения автоматически ослабляет зажим. По этой причине эксцентриковые кулачки и кулачки спирального типа не держат.
Плоские спиральные кулачки являются наиболее распространенным типом кулачковых зажимов, используемых для приспособлений и приспособлений. Коммерческие кулачковые зажимы используют спиральную конструкцию, а не эксцентриковую, из-за ее превосходных удерживающих свойств и более широкого диапазона фиксации (см. рис. 28.47).
Цилиндрические кулачки также используются во многих зажимных приспособлениях и приспособлениях. Цилиндрические кулачки приводят в действие зажим за выступ или через канавку, прорезанную на поверхности цилиндра.
Как правило, для зажима используется эксцентрик, но там, где диапазон блокировки поверхности ограничен, это может быть опасно, и в этом случае следует избегать несчастных случаев, так как профиль кулачка, имеющий достаточную длину поверхности блокировки и положительный угол блокировки, должен быть трудоустроенным. Рис. 28.48, 28.49, 28.50, ниже показаны различные устройства, использующие кулачковые зажимы.
Устройство, показанное на рис. 28.48, используется для крепления компонентов, положение зажимаемой поверхности которых не сильно различается. Зажатие происходит быстро, а затяжка и разблокировка выполняются движением зажимного рычага вниз и вверх.
28.48, используется для крепления компонентов, положение зажимаемой поверхности которых не сильно различается. Зажатие происходит быстро, а затяжка и разблокировка выполняются движением зажимного рычага вниз и вверх.
Контур кулачка может быть как эксцентричным, так и спиральным. Обнаружено, что эксцентриковые кулачки расшатываются от вибрации и не фиксируются должным образом; хотя у них есть преимущество в простоте изготовления.
Величина эксцентриситета должна быть такой, чтобы подъем кулачка был не слишком быстрым, и за счет постепенного увеличения кулачка должно быть получено достаточное механическое преимущество. Чтобы эксцентриковый кулачок оставался заблокированным после зажима заготовки, отношение его диаметра к эксцентриситету должно поддерживаться в пределах от 14 до 16.
В случае со спиральным кулачком нормальная реакция проходит через точку поворота и, таким образом, обеспечивает определенное блокирующее действие, которое невозможно с эксцентриковым кулачком. В конструкции спирального кулачка важны две вещи: ход и подъем кулачка.
В конструкции спирального кулачка важны две вещи: ход и подъем кулачка.
Ход кулачка указывает на градусы, на которые следует повернуть рукоятку, чтобы получить желаемый подъем: подъем — это расстояние, необходимое для блокировки. Обычно угол наклона составляет 90° и 10° в обе стороны, поскольку предусмотрена возможность неточной сборки.
Подъем не должен быть слишком быстрым, иначе блокировка будет неудобна для оператора, а кулачковая конструкция также станет больше. Слишком маленький подъем также нежелателен, что создает проблемы, когда заготовка различается по размеру.
На рис. 28.49 торец бобышки на зажиме расположен под углом для удерживания заготовки, кулачок и поверхность зажима прижимают заготовку сбоку к ее местоположению.
На рис. 28.50 показан кулачковый хомут, рекомендованный для легких применений, при котором сохраняется точность размеров.
8. Перекидные зажимы:
Это быстродействующие зажимы. Они имеют естественную способность двигаться совершенно свободно от работы, что позволяет быстрее вставлять / вынимать детали. Удерживающая сила для переключения зажимов по сравнению с усилием приложения очень высока. На рис. 28.51 показаны четыре основных действия зажима, а именно. удерживайте, тяните, сжимайте и действуйте по прямой линии.
Удерживающая сила для переключения зажимов по сравнению с усилием приложения очень высока. На рис. 28.51 показаны четыре основных действия зажима, а именно. удерживайте, тяните, сжимайте и действуйте по прямой линии.
Шарнирно-рычажные зажимы работают на системе рычагов и трех точек поворота. Когда зажим заблокирован, шарниры находятся почти на одной линии, центральный шарнир находится немного ниже центра, чтобы обеспечить надежное запирание. (См. рис. 28.52). В убранном состоянии шкворни и рычаги располагаются, как показано на рис. (28.52) (б).
Эти зажимы можно использовать по-разному со специальными креплениями, шпинделями, ручками и т. д.
9. Силовой зажим:
Зажимы с силовым приводом могут работать с гидравлическим, пневматическим или воздушно-гидравлическим усилителем.
Силовые зажимы лучше контролируют давление зажима. Износ подвижных частей зажима меньше, рабочие циклы становятся быстрее. Скорость производства и эффективность выше, но первоначальная стоимость высока. На рис. 28.53 показано типичное применение силовых клещей.
На рис. 28.53 показано типичное применение силовых клещей.
10. Патроны и тиски:
Имеющиеся в продаже патроны и тиски с небольшими модификациями кулачков в соответствии с работой могут использоваться для различных целей. Пустые губки тисков и пустые зажимные губки можно легко модифицировать, чтобы они соответствовали практически любым требованиям по зажиму.
Можно сэкономить много времени и денег и повысить эффективность работы, используя стандартные патроны и тиски для специальных инструментов.
11. Немеханический зажим:
Немеханические зажимы, такие как магнитные и вакуумные зажимы, используются для удержания деталей, которые трудно удерживать другими устройствами из-за их размера, формы или хрупкости. Магнитные патроны могут использовать либо постоянные магниты, либо электромагниты.
Магнитные патроны, очевидно, подходят для деталей из черных металлов. Для других материалов необходимо использовать механические устройства вместе с магнитными зажимными патронами. Магнитные патроны и аксессуары доступны в различных стилях и формах.
Магнитные патроны и аксессуары доступны в различных стилях и формах.
Для немагнитных деталей подходят вакуумные зажимные приспособления. Вакуумные патроны выравнивают зажимное усилие по всей зажимной поверхности. Вакуумные патроны подходят практически для любой операции обработки, особенно там, где требуется равномерный зажим. Для зажима мелких деталей открытые порты патрона можно закрыть маской или закрыть, затянув специальные винты для деталей.
Главная ›› Промышленное проектирование ›› Станки ›› Приспособления ›› Зажимные устройства
Зажимное устройство — Demmeler Maschinenbau 9№ 0001
Быстросъемные шампуры Demmeler обладают важными преимуществами. Несмотря на использование принципа коленного рычага, зажимной рычаг открывается достаточно далеко, чтобы полностью обнажить заготовку, чтобы ее можно было легко снять с приспособления или вставить в него. Зажимной рычаг с зажимным винтом перемещается к заготовке лишь небольшим поворотом зажимного рычага. Затраты энергии на рычаг многократно увеличиваются на прижимном рычаге. Это делает быстросъемные шампуры эргономичными и безопасными в обращении. В повторяющихся процессах пневматические зажимы идеально подходят для быстрого зажима. Их легко транспортировать, и поэтому их можно быстро адаптировать к меняющимся задачам.
Это делает быстросъемные шампуры эргономичными и безопасными в обращении. В повторяющихся процессах пневматические зажимы идеально подходят для быстрого зажима. Их легко транспортировать, и поэтому их можно быстро адаптировать к меняющимся задачам.
Система:
Зажим с резьбовой втулкой
Длинная направляющая зажима с монтажной резьбой и гайкой
Цена по запросу
плюс НДС
Зажим с адаптером и винтом с потайной головкой
С адаптером и винтом с потайной головкой для системного отверстия D28
Цена по запросу
плюс НДС
Универсальный зажим
Включает универсальный упор с резьбой для смещения шарнирно-рычажного зажима
Цена по запросу
плюс НДС
2-точечный зажим с адаптером
Позиционирование и фиксация за один шаг, прочная и стабильная конструкция
Цена по запросу
плюс НДС
Вертикальный зажим с адаптером и винтом с потайной головкой
С открытым опорным рычагом и горизонтальной ножкой
Цена по запросу
плюс НДС
Зажим вертикальный с универсальным упором
Включает универсальный упор с резьбой для смещения вертикального шарнирного зажима
Цена по запросу
плюс НДС
Зажим горизонтальный с универсальным упором
Цена по запросу
плюс НДС
Адаптер для шарнирно-рычажных зажимов с винтом с потайной головкой
Адаптер для обычных быстросъемных шампуров
Цена по запросу
плюс НДС
Пневматический зажим S
Пневматический цилиндр простого действия, с возвратной пружиной сжатия и 3/2-ходовым клапаном
Цена по запросу
плюс НДС
Пневматический зажим XL
С втягиванием пружины сжатия
Цена по запросу
плюс НДС
Коллектор с ручным клапаном
10-контактный клапанный блок с обратным клапаном 1/8”, ручной клапан: 3/2-ходовой клапан 1/8”
Цена по запросу
плюс НДС
Усилитель давления
Для удвоения или учетверения усилия пневматического зажима, включая муфты и шланги
Цена по запросу
плюс НДС
Магнитный зажим D28
Прямое использование во всех системных отверстиях, удерживающая сила ~ 70 Н
Цена по запросу
плюс НДС
Demmeler Maschinenbau GmbH & Co.
