Листогиб ручной своими руками чертежи: Самодельный ручной листогиб своими руками чертежи
Содержание
Листогибочный станок своими руками – metmaStanki.ru
Вполне работоспособный листогиб своими руками для листа толщиной до 1,2 мм можно сделать в условиях домашней мастерской или цеха.
Разнообразные изделия из жести и металлического листа, полученные способом гибки, популярны и востребованы как в профессиональном строительстве и машиностроении, так и для мелкого бытового ремонта и хозяйственных нужд. Вполне работоспособный листогиб своими руками для листа толщиной до 1,2 мм из черного, оцинкованного или цветного металла можно сделать в условиях домашней мастерской или небольшого металлообрабатывающего цеха.
Зачем нужен самодельный листогиб
Станок для гибки металлического листового проката отличается простотой конструкции и при этом обладает высокой производительностью. Промышленные установки с ручным приводом стоят довольно дорого. Не будем останавливаться на промышленных гидравлических или пневматических прессах, а также станках с поворотной балкой — для мелкосерийного производства они не нужны. А вот ручной аналог любой промышленной модели сделать совершенно несложно.
А вот ручной аналог любой промышленной модели сделать совершенно несложно.
Постройка гибочного станка для листового металла своими руками займет от одного до двух дней рабочего времени, и еще один день на подбор и поиск материала. Чертежи самодельных станков можно найти в интернете, но, что еще удобнее и практичнее, лучше воспользоваться как образцом для постройки одной из промышленных моделей. Разобравшись, как они работают, можно сделать свои рабочие чертежи и разработать технологическую схему, как сделать листогиб своими руками, исходя из собственных возможностей.
Чтобы сделать простой листогиб своими руками не понадобиться особых инженерных или конструкторских знаний и умений — достаточно средних слесарных навыков и опыта работы с электросваркой. При постройке роликового листогиба еще нужно будет выполнить несколько операций на токарном станке, но этот вопрос можно решить в любом цехе или мастерской по металлообработке.
Листогибы промышленного изготовления:
Поворотный
Роликовый
Валковый
Виды листогибов
Для различных работ с металлическим листом используются листогибы разного вида:
- с поворотной балкой;
- роликовые;
- валковые;
- механические и гидравлические прессы.
Они отличаются своими техническими возможностями и сферой применения. Все разновидности можно сделать как в мобильном или ручном, так и в стационарном вариантах.
- Трубогибы с поворотной балкой — наиболее распространенные и удобные для самостоятельного изготовления. Они могут работать с листами большого размера, изгибая как кромки высотой в несколько сантиметров, так и стенку в 30–70 см под углом до 1200. Несложно и выполнить догибку для создания фальцевого соединения.
- Ручной роликовый листогиб используется для гибки кромок и невысоких стенок при кузовном ремонте, кровельных работах, установке подоконников и соединении крупных листов жести. Подобрав профиль ролика, можно выполнить довольно сложный профилированный изгиб, формируя, например, крыло или фрагмент бампера машины или декоративный элемент отделки забора или ограждения балкона.
- Валковый трубогиб применяется для гибки полукруглых желобов или труб полного сечения. Он может регулироваться по радиусу передвижением валков: опорных — по горизонтали, а прижимного — по вертикали.
 Такой самодельный валковый листогиб легко оснастить электроприводом с цепной или шестеренчатой передачей.
Такой самодельный валковый листогиб легко оснастить электроприводом с цепной или шестеренчатой передачей. - Прессы понадобятся для гибки как тонкого, до 1 мм, так и толстого, до 2–3 мм металла. Они способны не только гнуть металл под углом до 900, но и перфорировать его или склеивать под давлением. Для смены вида операций понадобиться только сменить пуансон и матрицу.
Как они работают, показано на рисунке:
Все разновидности станков не отличаются сложностью, важно только определиться с предстоящими задачами и выбрать модель установки, которая поможет решить максимум задач по металлообработке. Например, при изготовлении коробов или кровельных работах валковый станок мало чем поможет, а при установке водосточных систем он станет незаменимым, в то время, как поворотный сможет помочь только частично.
Самодельный станок с поворотной рамой
Такой станок для гибки листового металла отличается большой универсальностью и применяется чаще всего. Конструкция его хорошо видна на схеме:
Конструкция его хорошо видна на схеме:
Базовый рабочий стол выполнен из дерева или металла. Его размеры должны составлять не менее 2х1 м. При необходимости работы с большими листами металла, можно с задней стороны предусмотреть откидную раму или плоскость, которая устанавливается на одном уровне со столом. Это необходимо для фиксации листа и предотвращения его выскальзывания из-под прижима в момент изменения положения.
К передней части стола привинчивается основание — швеллер с шириной верхней грани до 7 см. По его обоим концам проделаны отверстия для установки направляющих шпилек с пружинами. На шпильках крепится прижим 5 со скошенной под углом в 45 – 50о передней гранью. Можно использовать уголок 5х5 см или большего размера, установленный ребром вверх.
Поворотная часть — уголок 7 (5Х5) см с приваренной рукояткой устанавливается на петлях 6 таким образом, чтобы в откинутом состоянии верхняя грань уголка находилась на одной плоскости с основанием. Как сделать листогибочный станок усовершенствованного типа, который отличается повышенной производительностью и универсальностью конструкции, показано в ролике.
Его простота конструкции и доступность материалов для изготовления позволяет минимизировать затраты на постройку. В большинстве случаев металл для каркаса и рабочей части даже не придется покупать — в каждой мастерской найдется достаточно обрезков швеллера, уголка и трубы, чтобы из них можно было сделать самодельный станок для гибки металла.
Роликовые листогибы
Ручной вариант роликового листогиба применяется для выполнения работ по формированию кромок или профилированию деталей, стационарный — для гибки крупного листа под углом до 90 0. Как сделать ручной роликовый листогиб, который станет полезным для работы в гараже, в мастерской или на строительном объекте, подробно расскажет видеоролик.
Подробно устройство ручного роликового листогиба видно на фото:
В качестве роликов можно использовать любые подшипники качения с ровным внешним срезом обоймы, например, 203 или 205. Валы потребуется выточить из стального кругляка, а прижимной механизм винтового типа сделать из обычного болта диаметром 10 – 12 мм. При протягивании плотно сжатых роликов по листу, с одновременным вертикальным усилием, бортик нужной высоты отгибается в нужную сторону под заданным углом. Регулировать высоту бортика можно с помощью перемещения роликов с осями по отношению к упору.
При протягивании плотно сжатых роликов по листу, с одновременным вертикальным усилием, бортик нужной высоты отгибается в нужную сторону под заданным углом. Регулировать высоту бортика можно с помощью перемещения роликов с осями по отношению к упору.
Самодельный листогиб на основе образца можно сделать при определенных навыках в токарном деле, или заказать валы и механизмы фиксации у профессиональных токарей. В любом случае такой инструмент обойдется дешевле, чем купленный в магазине. В этом достаточно легко убедиться, посмотрев цена на роликовые гибочные устройства на любом сайте.
Валковые листогибы
Изготовление и монтаж вентиляционных каналов, дымоходов, водосточных систем невозможен без криволинейной гибки стального листа. С этой задачей отлично справляются валковые листогибы. Самодельный листогибочный станок с тремя вальцами построить достаточно просто. Как работает такая система показано на примере промышленного станка с электроприводом.
Но сделать такой же с ручным приводом, или оборудованный электромотором, не составит особого труда.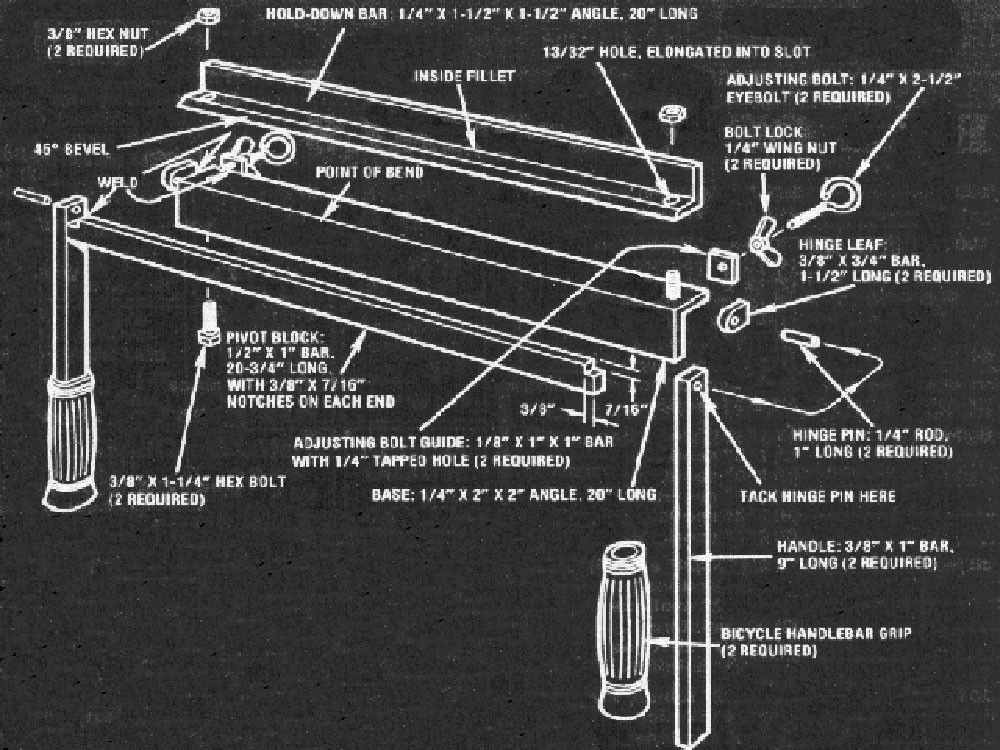
Основные составные части:
- Рама
- Вертикальные стойки из швеллера с отверстиями под оси на подшипниках;
- Три продольных вала. Можно использовать трубы различного диаметра с заваренными торцами. Трубы желательно брать толстостенные, во избежание деформации;
- Зубчатый или цепной привод. Он должен обеспечивать вращение валков в одну сторону с одинаковой скоростью;
- Прижимной узел управления верхним валком;
- Струбцины перемещения опорных валков по горизонтали.
Одна из вертикальных стоек должна поворачиваться на 90 – 1200 вокруг вертикальной оси. Это делается для того, чтобы можно было заменить вальцы на цилиндры другого диаметра.
Принципиальная схема вальцового листогиба приведена ниже:
В сборе станок выглядит примерно так:
Существуют и другие варианты конструкции, например, как листогибочный станок на этих фото:
При постройке самодельного листогиба вальцового типа следует учесть, что максимальные его возможности ограничены мускульной силой человека. В среднем станок может гнуть железный лист толщиной до 1,5 мм при ширине до 600 мм. Если лист имеет толщину до 0,8 мм, то при правильно подобранной механической передаче усилия, ширину заготовки можно увеличить до 800 мм. Диаметр трубы (желоба) регулируется перемещением валков и их диаметром.
В среднем станок может гнуть железный лист толщиной до 1,5 мм при ширине до 600 мм. Если лист имеет толщину до 0,8 мм, то при правильно подобранной механической передаче усилия, ширину заготовки можно увеличить до 800 мм. Диаметр трубы (желоба) регулируется перемещением валков и их диаметром.
Прессы для гибки листового металла
Листогиб для толстого листа своими руками можно сделать, использовав автомобильный домкрат или винт большого диаметра. Для основания (матрицы) и пуансона (прижимной балки) понадобятся два отрезка уголка 5х5 или 7х7 см длиной до 1 м, швеллер для основания и боковых вертикальных направляющих, несколько регулировочных винтов и возвратные пружины.
Как работает гидравлический листогиб можно увидеть во всех подробностях в небольшом ролике и убедиться, что самодеятельному техническому творчеству нет предела.
Все описанные конструкции листогибов приведены не в качестве образца, а как стимул для самостоятельной разработки собственных вариантов листогибочного оборудования.
Возможно, Вам удастся создать свою оригинальную конструкцию или усовершенствовать уже существующие. Пишите нам на сайт — мы всегда рады популяризировать достижения наших читателей.
Как сделать листогиб своими руками: чертежи, видео, фото
Поэтапное описание работ
Пошаговая инструкция по созданию ручного профилегибочного станка включает несколько этапов:
- подготовка площадки для установки;
- сборка станка;
- установка станка;
- проверка работы.
Для создания самодельного профилегиба можно использовать домкрат, рельсу, швеллер или просто уголок. Посредством подробного чертежа сделать самому такой агрегат довольно просто.
После того как пользователь решит, что именно будет использоваться в качестве площадки для установки оборудования, стоит приступать к сборке изделия. Для небольших профилегибов можно использовать в качестве площади для установки обычный верстак. Те станки, что создаются из рельсов, обладают большой массой, поэтому под ними должна быть только бетонированная плоскость.
Станину сваривают посредством специального аппарата и электродов. В используемом отрезке швеллера потребуется сделать небольшое отверстие по размеру ввариваемой гайки. В нее вкручивают заранее подготовленный винт. Только после выполнения этой работы приваривают ролики, вал, подложки.
Следующий этап работы – установка звездочек. Сначала делают отметки на концах валиков. Пазы и канавки можно нарезать дрелью. Звездочки можно взять с велосипеда. Для прочной фиксации их стоит приварить. Действия повторяют на второй стороне. Следующий этап работ – монтаж цепи. Она и звезды необходимы для установки рукоятки, посредством вращения которой профиль будет двигаться. В качестве ручки можно использовать педаль от того же велосипеда. Как и в любом другом случае, после сборки станка потребуется провести пробную гибку металлической заготовки.
Используемая труба может достигать толщины не более 2.2 мм. Если у пользователя есть токарный станок, и он умеет работать на нем, стоит сделать валы точного размера под используемые заготовки. Если для создания станка используются старые запчасти, то внешний вид несложно облагородить. Необходимо очистить металл от ржавчины, если необходимо, снять краску. После поверхность обрабатывается антикоррозийным составом. Так станок дольше проработает. В конце желательно покрыть металл краской.
Если для создания станка используются старые запчасти, то внешний вид несложно облагородить. Необходимо очистить металл от ржавчины, если необходимо, снять краску. После поверхность обрабатывается антикоррозийным составом. Так станок дольше проработает. В конце желательно покрыть металл краской.
Если профилегиб изготавливается электрическим, то технология не сильно отличается. Единственным нюансом является подключение электрического привода в сеть. Обязательно под электропривод подготавливается дополнительная металлическая площадка. К ней его потребуется надежно прикрепить. Чтобы станок заработал, цепь привода требуется пропустить через звезду установленного электромотора.
Ручной листогиб для толстых листов своими руками
Для изготовления деталей из тонколистового металла сгодиться и самый простой вариант из дерева и минимума металлических элементов. Тогда как для обработки толстых листов нужны будут мощные швеллеры и уголки. Элементы конструкции те же что и в предыдущем листогибе: основание, прижим, рычаг и обжимной паунсон.
Материалы
Материал для ручного листогиба:
- Для основания подойдет швеллер №6,5 или №8;
- Для прижима берем швеллер №5;
- Для пуансона нужен уголок №5 с максимально толстыми стенками;
- Для ручки-рычага подойдет арматура диаметром в 15 мм;
- Прут в 10 мм, листовой металл для «щечек».
Хотя конструкция по своему принципу не отличается от первого варианта, тут не обойтись без сварочного аппарата.
Последовательность работ
Приступаем к выполнению работ:
- Пуансон нужно сделать примерно на 5 мм короче, нежели основа;
- Отверстия для болтов в прижиме высверливаются четко по оси, на расстоянии 30 см от краев;
- Из арматуры выгибается ручка-рычаг в виде скобы. Ручку нужно приварить к уголкам с двух концов;
- На концах заготовок для пуансона и основания нужно выполнить фаску параметрами 7*45° . Фаску делается по ребру для того, чтобы можно было приварить оси из прута в 10 мм к пуансону;
- Привариваем прут к пуансону таким образом, чтобы его ось совпала с ребром уголка;
- Завершительный этап – это приваривание «щечек» из листовой стали.
 Но для начала нужно вычислить их точное расположение. Для этого производиться проверочная сборка – пуансон и основание зажимают в тиски так, чтобы рабочая часть пуансона (из уголка) и стенка основания (из швеллера) находились в одной плоскости, но с зазором в 1 мм при помощи, например, картонного листа;
Но для начала нужно вычислить их точное расположение. Для этого производиться проверочная сборка – пуансон и основание зажимают в тиски так, чтобы рабочая часть пуансона (из уголка) и стенка основания (из швеллера) находились в одной плоскости, но с зазором в 1 мм при помощи, например, картонного листа; - Щечки накидываются на оси пуансона и точечно прихватываются сварочным аппаратом. Теперь проводим тестовую гибку какого-нибудь тонкого листа металла. В это время производится регулировка положения щечек относительно основания – теперь их можно приварить капитально;
- В основании просверлите отверстия около 8,5 мм при помощи заготовки с отверстиями как направляющей и нанесите резьбу М10. В эти отверстия будут завинчены зажимные болты, на которые надеваются гайки и сразу же привариваются к основанию;
- Теперь болты вывинчиваются и вставляются в более широкие (10,5мм) отверстия прижима. На них снизу надеваются и привариваются гайки-ограничители. Чтобы их было удобнее использовать, выполните на головках болтов «барашки» или воротки.

Окончательная обработка деталей
неровность этого элемента всего 0,2 мм
Для домашнего пользования это еще сгодится, но если вы решили профессионально выполнять какие-либо работы, то это недопустимо. Выход один – отдать прижим на фрезеровку, но делать это нужно после окончательной сборки. Когда все нюансы, которые могли проявиться, уже проявились, тогда фрезеровка действительно поможет все выровнять все до приличного результата.
Как видите, в условиях гаража можно выполнить замечательные ручные листогибочные станки. Выбирайте вариант, который вам нужен, и сделайте своими руками простой станок для тонкого металла либо более серьезный станок из швеллеров и уголков для работы с толстыми листами. Чертежи с пошаговым описанием и мастер-класс на видео вам помогут. Советуем вам нагревать листы в местах изгиба, чтобы работы происходила еще более быстро и легко.
2 Станок-листогиб за полчаса (для мелких работ)
В интернете можно найти самодельные ручные листогибы в самых разных вариантах, к ним прилагаются подробные чертежи и пояснения, так что вопрос, как сделать листогиб своими руками, решается очень быстро. Если разобраться и обобщить все чертежи, самодельный листогибочный пресс состоит из трех главных деталей: прижима, обжимного пуансона с ручкой-рычагом и основания. Кто сказал, что они должны быть строго из металла? Простейший компактный листогиб можно сделать из дерева – идеальный вариант для гаражных работ, когда нужно согнуть небольшой кусок алюминиевого или железного листа небольшой толщины.
Если разобраться и обобщить все чертежи, самодельный листогибочный пресс состоит из трех главных деталей: прижима, обжимного пуансона с ручкой-рычагом и основания. Кто сказал, что они должны быть строго из металла? Простейший компактный листогиб можно сделать из дерева – идеальный вариант для гаражных работ, когда нужно согнуть небольшой кусок алюминиевого или железного листа небольшой толщины.
Укрепить его можно теми же листами металла или уголками. Вам понадобятся несколько прочных петель – с их помощью и будет двигаться сгибающее звено инструмента. Если вы решили сделать сгибающее звено достаточно большим, то вам вряд ли понадобится крепить дополнительную раму для создания нужного давления на лист металла.
Обжимной пуансон рекомендуется крепить к основе барашковыми гайками, и не забудьте подставить под них шайбы. Если приходится работать с листами металла разной толщины, можно изготовить несколько пуансонов с пазами разной толщины. Чтобы получился изгиб на 90°, поверхность, которая ограничивает размах сгибающего элемента, лучше сделать с небольшим наклоном (хотя бы на 5°), иначе получить прямой угол не удастся. Если изгиб получается неточным, в месте изгиба рекомендуется проделать направляющий надпил.
Если изгиб получается неточным, в месте изгиба рекомендуется проделать направляющий надпил.
Подготовка к работе
Простой в изготовлении ручной листогиб может быть довольно мощным, предназначенным для работы с разными по толщине металлическими листами. Прежде чем приступить к изготовлению такой модели, нужно подготовить все необходимые материалы, а также сварочный аппарат, дрель с набором свёрл по металлу и болгарку.
Основные материалы для изготовления:
- три стандартных уголка, имеющих ширину полки 45 мм или более при толщине металла в 3 мм и выше;
- тавры на 70 мм — для сгибания максимально толстого и длинного листового металла;
- две стандартные дверные металлические петли;
- пара винтов диаметром 10–20 мм;
- «барашки» для винтов;
- пружина;
- металл толщиной 0,5 см для выполнения укосин.
Рабочее место должно быть максимально ровным, прочным и надёжным, очищенным от пыли и любых загрязнений. В крайнем случае допускается изготовление конструкции на поверхности земли.
Пошаговый процесс изготовления
Принципиальных схем и чертежей самодельного листогиба несколько, но наиболее удобным в исполнении и практичным в использовании является листогиб на основе тавров.
Два тавра аккуратно и ровно складываются, после чего на двух концах вырезаются выемки под скошенным углом 45° для петель. Третий тавр необходимо обрезать аналогичным способом.
Металлические дверные петли надёжно привариваются в обязательном порядке не только с лицевой, но и с изнаночной стороны.
На каждый из тавров приваривается по паре укосин с двух сторон.
К укосинам приваривается гайка болта.
Устанавливается прижимная планка в виде третьего обрезанного тавра, после чего на верхней части аккуратно привариваются металлические пластины, имеющие отверстие в центральной части. Диаметр такого отверстия должен немного превышать размеры болта.
Пружина устанавливается таким образом, чтобы она могла поднимать прижимную планку примерно на 0,5–0,7 см.
 Болт пропускается в «ухо» на прижимной планке, после чего надевается пружина и закручивается гайка.
Болт пропускается в «ухо» на прижимной планке, после чего надевается пружина и закручивается гайка.К винтовой шляпке приваривается по паре арматурных отрезков, используемых как удобные и надёжные ручки для закручивания. Вполне можно выполнить установку пружины на винт, что значительно облегчит процесс подъёма планки.
Уголки располагаются не полочками по отношению друг к другу, а имеют одностороннее направление, что делает фиксацию петли не слишком удобной, но вполне осуществимой.
Прижимная планка из уголка укладывается изгибом вверх на станок, а наваренное из обычных металлических перемычек усиление предотвращает изгиб элемента. На двух концах планки привариваются не слишком маленькие металлические площадки с просверлёнными для болтов отверстиями.
- Планка прижимная устанавливается на станок, после чего подкладывается пружина и устанавливаются ручки.
На завершающем этапе монтируются ручки для удобства пользования
Готовый листогиб — неплохой самодельный вариант для бытового использования, который без труда согнёт оцинковку и жесть.
Виды листогибочных станков и особенности их конструкции
Перед тем, как начать своими руками собирать ручной агрегат, стоит точно определиться с объемами и перечнем работ, которые в дальнейшем будет исполнять новое устройство. Ведь в зависимости от назначения данного агрегата может меняться и конструктивная схема приспособления.
Из всех имеющихся на сегодняшний день решений наиболее простым листогибом в конструктивном плане является изделие, которое гнет листовой металл за счет специального траверса. Подобное приспособление пригодится, если вы работаете с материалом шириной не больше полуметра, позволяя без дополнительных устройств согнуть металл под углом 90 градусов только при помощи сил собственных рук.
Иногда из-за большой упругости материала довольно сложно добиться угла в точные 90 градусов. Исправить ситуацию помогает специальная проставка (на рис. справа), имеющая вид обычной полосы металла.
Куда сложнее в изготовлении оказывается листогибочный пресс, состоящий из пуансона и матрицы. В этом случае листовой металл размещается прямо на матрице, где нужный профиль заготовке придается благодаря опускающемуся сверху пуансону.
В этом случае листовой металл размещается прямо на матрице, где нужный профиль заготовке придается благодаря опускающемуся сверху пуансону.
Рассмотрим вариант сборки листогиба своими руками, который будет функционировать в паре с гидропрессом. Если дома вы уже имеете пресс, то дополнить его устройством для сгибания металла будет несложно.
Практика показывает, что более совершенным в работе был и остается листогибочный станок, работа которого осуществляется за счет 3 валов. Такой агрегат еще иногда называется проходным. Главным достоинством его выступает то, что приспособление дает возможность реализовать металлические заготовки с разным углом изгиба. Станок для гибки металла может комплектоваться как электрическим, так и ручным приводом, позволяя мастерам реализовать самую разную конструкцию.
Протяжной листогиб может дополнительно оснащаться траверсой, прижимом и опорой, позволяя использовать его для ручной гибки материала. Подобного рода станки оснащаются различными валами, которые всегда можно приобрести отдельно, сделав устройство более универсальным.
Профилированные вальцы применяются, как правило, с целью придать нужный угол элементам кровельных конструкций, будь то отбортовки, коньки, водостоки, ендовы и т.п.
Вальцы, имеющие гладкую рабочую поверхность, применяются в большинстве случаев, когда необходимо провести жестяные работы, например, сделать секции труб большего диаметра или выгнуть заготовки.
Чертежи создания листогибочных станков
Инструмент с поворотной рамой для гибки заготовок
Подобное устройство, сделанное своими руками, домашние мастера используют чаще всего для загиба листовых изделий. Тем более что оно отличается от остальных листогибов большой универсальностью. Рабочий стол в нём создают из металла либо дерева. Размеры такого листогибочного станка — не меньше 2х1 м. Если понадобится согнуть большие заготовки, то можно с задней стороны устройства установить плоскость, размещённую на уровне со столом, или откидную раму. Делается это для крепления металла, чтобы он не выскальзывал при изменении положения.
Размеры такого листогибочного станка — не меньше 2х1 м. Если понадобится согнуть большие заготовки, то можно с задней стороны устройства установить плоскость, размещённую на уровне со столом, или откидную раму. Делается это для крепления металла, чтобы он не выскальзывал при изменении положения.
Спереди рабочего стола следует прикрутить основание. Для этого понадобится швеллер с шириной верхней грани не больше 7 см. К его концам монтируют направляющие шпильки с пружинами. На них потом фиксируется прижим, передняя грань у которого должна быть скошена под углом в 45 градусов.
Для создания поворотной части используется уголок, размером 5х5 см, с установленной рукояткой. Монтируют его на петлях таким способом, чтобы верхняя грань материала в откинутом состоянии располагалась на одном уровне с основанием.
Простота конструкции такого листогиба и доступность материалов для его сборки позволяет хорошо сэкономить. Во многих случаях металл для рабочего стола и каркаса даже не нужно приобретать, ведь в каждой мастерской есть обрезки труб, уголков и швеллера. Из этих остатков получится отличный самодельный станок для гибки металлических листов.
Чертёж устройства из тавров
Чтобы сделать такой листогиб, понадобятся следующие материалы:
Ровная поверхность, лучше металлическая; Уголки не менее 3 штук с шириной полки около 45 мм и толщиной примерно 3 мм.
Самодельный листогибочный станок делается из тавра. Понадобится три куска такого изделия по 2,5 метра, небольшая металлическая пластина толщиной в 5 мм для укосин, два болта размером 20 мм, а ещё пружина. Сначала нужно сложить два тавра, а потом с двух концов у них сделать отверстия под петли. При этом края ямок скашивают под углом 45 градусов. Оставшееся изделие обрезают аналогичным способом, только выемку делают глубже, чтобы использовать в качестве прижимной планки.
Затем можно переходить к привариванию петель. Делать это надо обязательно с внешней и внутренней стороны. Потом к одному тавру фиксируют укосины. После этого монтируется прижимная планка, а сверху к ней приваривают пластины из металла с выемкой по центру. Диаметр такой ямки должен быть немного шире, нежели болта. Отверстие следует выровнять так, чтобы оно располагалось с установленной гайкой на одной плоскости, и приварить.
Следующий шаг — отрезание пружины, она должна поднимать прижимную планку на целых 7 мм. Болт необходимо пропустить в отверстие этого изделия, установить пружину и завинтить гайку. Когда будет вмонтирована такая же упругая деталь с другой стороны при откручивании планка будет сама подыматься.
Чтобы сделать приспособление для закручивания, необходимо к шляпке винта прикрепить отрезки арматуры. После этого останется только приварить ручку к подвижному тавру и можно приступать к работе. Такой станок будет довольно мощным, на нём получится гнуть даже толстые и длинные листы.
Валковый листогибочный станок своими руками
При создании и установке дымоходов, вентиляционных каналов и водосточных систем не обойтись без криволинейной гибки металлического листа. Прекрасно справляются с подобной задачей валковые листогибы.
Соорудить оборудование своими руками с тремя вальцами довольно легко. Ко всему прочему, его можно оснастить электромотором или ручным приводом. Основные детали валкового листогибочного станка следующие:
Опоры вертикальные из швеллера на подшипниках и с выемками под оси. Продольные валы. Их необходимо 3 штуки, подойдут трубы разного диаметра, имеющие заваренные торцы. Подобные изделия лучше использовать толстые, чтобы не допустить деформации. Рама. Узел прижима верхнего валка. Цепной либо зубчатый привод. Он необходим для обеспечения вращения валков с одинаковой скоростью и в одном направлении. Струбцины. Они перемещают опорные валки по горизонтали.
Одна вертикальная стойка в станке должна вращаться вокруг оси на 90–120 градусов. Так необходимо делать, чтобы заменить в последующем вальцы на цилиндры другой величины. Во время изготовления устройства вальцового типа стоит понимать, что его возможности будут ограничены силой человека. На таком самодельном оборудовании гнуть разрешается листовой металл шириной до 60 см и толщиной не больше 1,5 мм. Диаметр жёлоба можно регулировать путём перемещения валков.
Диаметр жёлоба можно регулировать путём перемещения валков.
Чертежи создания листогибочных станков
Инструмент с поворотной рамой для гибки заготовок
Подобное устройство, сделанное своими руками, домашние мастера используют чаще всего для загиба листовых изделий. Тем более что оно отличается от остальных листогибов большой универсальностью. Рабочий стол в нём создают из металла либо дерева. Размеры такого листогибочного станка — не меньше 2х1 м. Если понадобится согнуть большие заготовки, то можно с задней стороны устройства установить плоскость, размещённую на уровне со столом, или откидную раму. Делается это для крепления металла, чтобы он не выскальзывал при изменении положения.
Спереди рабочего стола следует прикрутить основание. Для этого понадобится швеллер с шириной верхней грани не больше 7 см. К его концам монтируют направляющие шпильки с пружинами. На них потом фиксируется прижим, передняя грань у которого должна быть скошена под углом в 45 градусов.
Для создания поворотной части используется уголок, размером 5х5 см, с установленной рукояткой. Монтируют его на петлях таким способом, чтобы верхняя грань материала в откинутом состоянии располагалась на одном уровне с основанием.
Простота конструкции такого листогиба и доступность материалов для его сборки позволяет хорошо сэкономить. Во многих случаях металл для рабочего стола и каркаса даже не нужно приобретать, ведь в каждой мастерской есть обрезки труб, уголков и швеллера. Из этих остатков получится отличный самодельный станок для гибки металлических листов.
Чертёж устройства из тавров
Чтобы сделать такой листогиб, понадобятся следующие материалы:
Ровная поверхность, лучше металлическая; Уголки не менее 3 штук с шириной полки около 45 мм и толщиной примерно 3 мм.
Самодельный листогибочный станок делается из тавра. Понадобится три куска такого изделия по 2,5 метра, небольшая металлическая пластина толщиной в 5 мм для укосин, два болта размером 20 мм, а ещё пружина.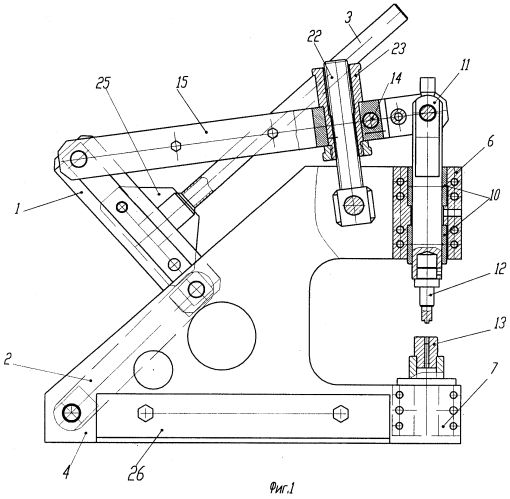 Сначала нужно сложить два тавра, а потом с двух концов у них сделать отверстия под петли. При этом края ямок скашивают под углом 45 градусов. Оставшееся изделие обрезают аналогичным способом, только выемку делают глубже, чтобы использовать в качестве прижимной планки.
Сначала нужно сложить два тавра, а потом с двух концов у них сделать отверстия под петли. При этом края ямок скашивают под углом 45 градусов. Оставшееся изделие обрезают аналогичным способом, только выемку делают глубже, чтобы использовать в качестве прижимной планки.
Затем можно переходить к привариванию петель. Делать это надо обязательно с внешней и внутренней стороны. Потом к одному тавру фиксируют укосины. После этого монтируется прижимная планка, а сверху к ней приваривают пластины из металла с выемкой по центру. Диаметр такой ямки должен быть немного шире, нежели болта. Отверстие следует выровнять так, чтобы оно располагалось с установленной гайкой на одной плоскости, и приварить.
Следующий шаг — отрезание пружины, она должна поднимать прижимную планку на целых 7 мм. Болт необходимо пропустить в отверстие этого изделия, установить пружину и завинтить гайку. Когда будет вмонтирована такая же упругая деталь с другой стороны при откручивании планка будет сама подыматься.
Чтобы сделать приспособление для закручивания, необходимо к шляпке винта прикрепить отрезки арматуры. После этого останется только приварить ручку к подвижному тавру и можно приступать к работе. Такой станок будет довольно мощным, на нём получится гнуть даже толстые и длинные листы.
Валковый листогибочный станок своими руками
При создании и установке дымоходов, вентиляционных каналов и водосточных систем не обойтись без криволинейной гибки металлического листа. Прекрасно справляются с подобной задачей валковые листогибы.
Соорудить оборудование своими руками с тремя вальцами довольно легко. Ко всему прочему, его можно оснастить электромотором или ручным приводом. Основные детали валкового листогибочного станка следующие:
Опоры вертикальные из швеллера на подшипниках и с выемками под оси. Продольные валы. Их необходимо 3 штуки, подойдут трубы разного диаметра, имеющие заваренные торцы. Подобные изделия лучше использовать толстые, чтобы не допустить деформации. Рама. Узел прижима верхнего валка. Цепной либо зубчатый привод. Он необходим для обеспечения вращения валков с одинаковой скоростью и в одном направлении. Струбцины. Они перемещают опорные валки по горизонтали.
Одна вертикальная стойка в станке должна вращаться вокруг оси на 90–120 градусов. Так необходимо делать, чтобы заменить в последующем вальцы на цилиндры другой величины. Во время изготовления устройства вальцового типа стоит понимать, что его возможности будут ограничены силой человека. На таком самодельном оборудовании гнуть разрешается листовой металл шириной до 60 см и толщиной не больше 1,5 мм. Диаметр жёлоба можно регулировать путём перемещения валков.
Изготовление листогибочно пресса
Можно сказать, что ручной листогибочный станок, приводимый в движение при использовании мускульной силы рабочего, это наиболее удобный агрегат для ремонта и строительства объектов. Его можно применять непосредственно на том месте, где он нужен в данное время, а потом быстро перенести в другую точку.
Как составить план технического задания
Прежде всего, не разбрасывайтесь. А это означает, что в Сети Интернет есть много статей, фото и видео по этому поводу, но в каждом отдельном случае нужны индивидуальные детали. Следовательно, перед тем как вы решитесь составить план работ, определитесь с техническими характеристиками, а это:
- максимально допустимая ширина листа в мм;
- максимальная толщина листа в мм;
- нужный вам диапазон углов изгибания;
- точность изгибания;
- габариты станка (длина, ширина, высота).
Видео: самодельный листогиб
Если с шириной всё понятно (лист редко бывает шире 1000 мм), то вот с толщиной не совсем, например, для фальцевой кровли используются листы толщиной не более миллиметра. Такая же толщина у водостоков, но если дело касается перил для лестницы или другого ограждения, то здесь толщина может достигать 3 мм.
Такая же толщина у водостоков, но если дело касается перил для лестницы или другого ограждения, то здесь толщина может достигать 3 мм.
Примечание. Если металл оказался уже, чем это требуется для изготовления чего-либо, то его всегда можно зафальцевать на этом же станке. Не следует путать фальцовку с вальцовкой, так как для второго варианта необходимы специальные прокатные валики, которых нет у листогибов.
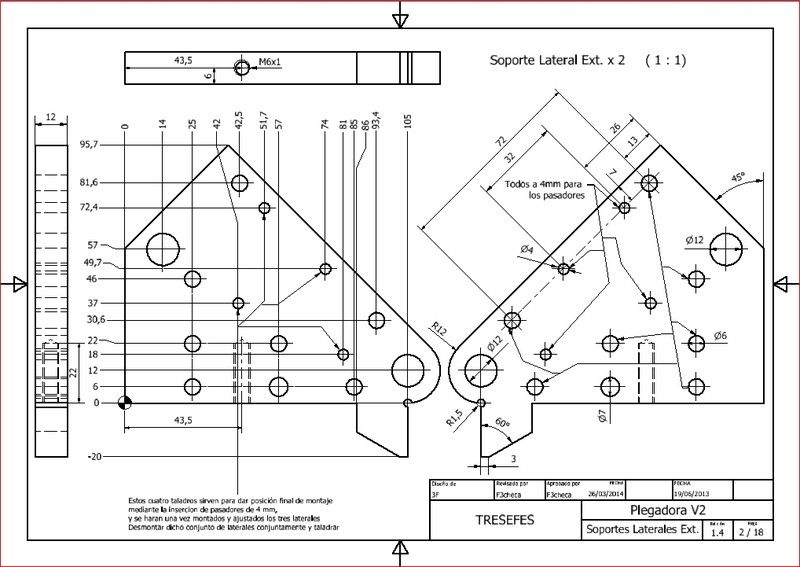
Листогибочный станок, чертёж
Листогиб своими руками — чертежи и описание как сделать:
- Роликовый нож. Его лучше всего делать из легированной стали, а при необходимости заменять новым.
- Задний стол. Служит для размещения заготовки. На его опорах держится резак и сгибатель.
- Деревянная подставка. Служит для предотвращения скольжения заготовки. Высота подставки регулируется.
- Передние упоры. Позволяют устанавливать ширину разреза.
- Упор углового сгиба и измерительная пластина. Позволяет варьировать угол и изгиб получится произвольным, то есть таким, какой потребуется в конкретном случае.

Пожалуй, самым сложным моментом при составлении плана можно назвать выбор требуемого диапазона углов при изгибании металлов. Но, как бы там мни было, при подобных конструкциях максимальный изгиб (зависит от поворотной балки) может достигать только 135⁰, но при необходимости можно произвести догибание до 180⁰. Та или иная толщина листа определяется мощностью прижимной рамы – чем мощнее рама, тем толще металл можно гнуть.
Как собрать тормоз для листового металла
Как сделать тормоз для листового металла
получить планы
Этот листогибочный станок можно легко собрать в домашней мастерской практически бесплатно, он сгибает алюминиевые листы толщиной 1/8 дюйма и шириной 24 дюйма и под углом до 135°, хотя он может сгибать более тонкие алюминиевые и стальные листы. до 36 дюймов в ширину. В приведенной ниже статье о сборке объясняется, как это сделать, с подробными пошаговыми инструкциями.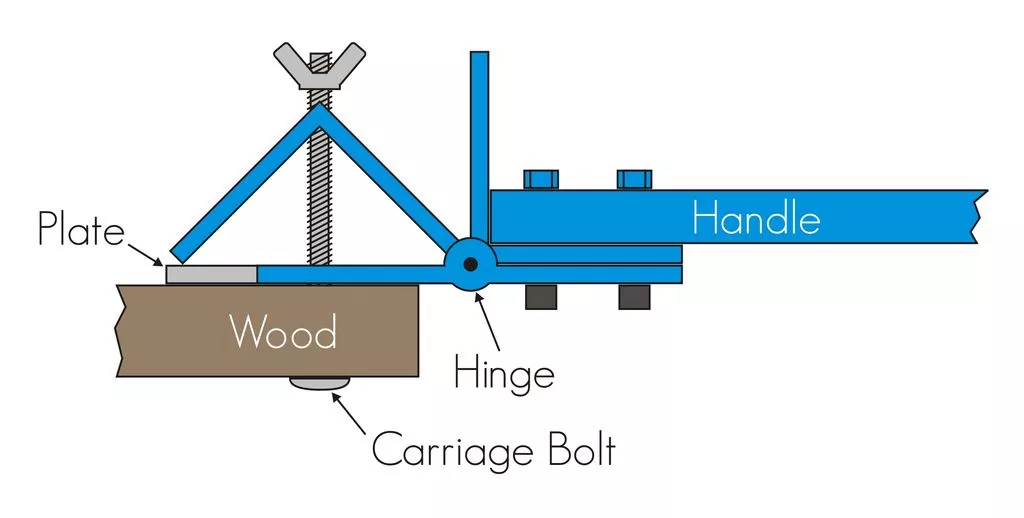 Габаритные чертежи и 3D-модель для этого проекта доступны для загрузки здесь.
Габаритные чертежи и 3D-модель для этого проекта доступны для загрузки здесь.
СПЕЦИАЛЬНЫЕ ХАРАКТЕРИСТИКИ тормоза
Размеры: 41 x 6 x 8 дюймов (Д x Ш x В)
Вместимость: ширина <36 дюймов, листовой металл толщиной 1/8 дюйма
Инструменты, необходимые
Карандаш/Мел/Маркер
РАРКОВАЯ ПРИМЕР
Квадрат Builder
HACKSAW
ФАЙЛА
HAMMER
CLAMPS
PLIERS
Allen Key Set Set
Комбинация комбинация
Ключ -сет
Комбинация
.0015 Угловая шлифовальная машина с отрезным, шлифовальным и проволочным щеточными кругами
Ступенчатое сверло (до ⅞”)
Сварочный аппарат MIG
Набор метчиков и штампов
” Стальная труба HREW
6” из ½” трубы сортамента 80
60” из ½” стального круглого стержня
72” из стального уголка 3”x3”x1/4”
12” из ⅞” резьбового стержня с 4 соответствующими шестигранными гайками и шайбы
36” прямоугольной стальной трубы 1”x3”x0,12”
78” квадратной стальной трубы 1”x1”x0,12”
6”x6”x3/8” стальной лист
Стальная пластина 6”x6”x1/4”
Две пружины сжатия сиденья газонокосилки
Четыре винта с головкой под торцевой ключ ½”x3/4”
поставщики
Стальной уголок, трубка и т. д.: https://www. metalsdepot.com/category/steel-products
д.: https://www. metalsdepot.com/category/steel-products
Пружины сжатия: https://www.ebay.ca/itm/224263132064
Винты с головкой под торцевой ключ: https://www.ebay.ca/itm/161898212485
изготовление Кровать
ЭТАП 1
Из стального уголка 3″x3″ вырежьте два куска в соответствии с размерами, указанными на чертежах, затем приварите их прихваточным швом к куску прямоугольной трубы 1″x3″. Углы будут монтажными фланцами, а трубка 1×3 дюйма будет станиной, к которой будут крепиться будущие заготовки из листового металла. Фланцы примерно на 1/4 дюйма шире, чем трубка 1×3 дюйма, чтобы станина не касалась края стола. расстояние между ними позволит вам сформировать несколько чередующихся изгибов в одной заготовке (см. элементы, которые будут добавлены на следующем этапе, необходимо будет соответствующим образом скорректировать.0007
ШАГ 2
Вырежьте еще два монтажных фланца из стальной пластины 3/8 дюйма и сделайте на них надрезы до размеров, указанных на чертежах. Затем просверлите их, чтобы получить резьбовой стержень 7/8 дюйма. Приварите их прихватками к станине, как показано, и снимите фаску с передней нижней кромки верхнего фланца, чтобы получить круглый стержень 1/2 дюйма. Резьбовой стержень будет направлять прижимной стержень и позволит вам затянуть его на станине. Круглый стержень будет служить штифтом для петли створки
Затем просверлите их, чтобы получить резьбовой стержень 7/8 дюйма. Приварите их прихватками к станине, как показано, и снимите фаску с передней нижней кромки верхнего фланца, чтобы получить круглый стержень 1/2 дюйма. Резьбовой стержень будет направлять прижимной стержень и позволит вам затянуть его на станине. Круглый стержень будет служить штифтом для петли створки
ИЗГОТОВЛЕНИЕ Створки
ЭТАП 3
Отрежьте створку из стального уголка 3″x3″x1/4″ в соответствии с размерами, указанными на чертежах, затем просверлите концы, чтобы позже установить винты с головкой под торцевой ключ 1/2″-13×3/4″. , Прикрепите кровать к столу, на который вы собираетесь ее установить, затем прижмите полотно к основе и проверьте, чтобы все было по центру и заподлицо с прямым краем.Не мешало бы поместить очень тонкий кусок оклада между кровать и лист, прежде чем соединить их вместе, чтобы оставить место для маневра для листа, когда он используется.
ШАГ 4
Отрежьте несколько квадратных трубок 1×1″ по длине и прикрепите их к листу, чтобы получились ручки. Используйте третью часть посередине для усиления. Это поможет предотвратить скручивание листа при сгибании толстого листа. металл.
ЭТАП 5
Отрежьте кусок пластины 3/8″ и трубы сортамента 80 1/2″ по размеру и скрепите их вместе, как показано на рисунке. чтобы выровняться с одной стороной пластины — это очень важно для правильной работы тормоза, поэтому не торопитесь, чтобы быть максимально точным. смещенная часть трубы обращена вперед. С помощью дрели отметьте отверстия для винтов с головкой под торцевой ключ на шарнирных пластинах, затем просверлите их и нарежьте резьбу.
ЭТАП 6
Присоедините шарнирные пластины к створке с помощью винтов с внутренним шестигранником и проверьте правильность их работы.
ИЗГОТОВЛЕНИЕ ЗАЖИМА
ШАГ 7
С помощью биметаллической кольцевой пилы диаметром 1,25 дюйма вырежьте два круга из стальной пластины толщиной 1/4 дюйма.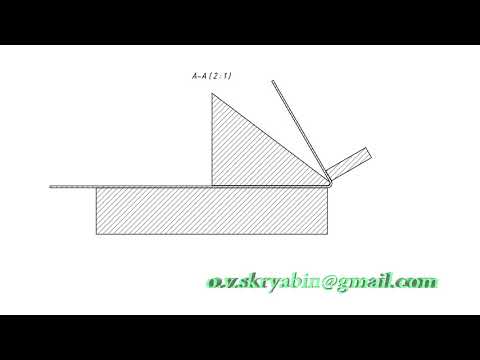 Отрежьте два куска трубки 1,25 x 0,12 дюйма по длине и прикрепите круглые пластины к одному концу каждой трубки. Они будут частью направляющей зажима, которая надевается на резьбовой стержень.
Отрежьте два куска трубки 1,25 x 0,12 дюйма по длине и прикрепите круглые пластины к одному концу каждой трубки. Они будут частью направляющей зажима, которая надевается на резьбовой стержень.
ЭТАП 8
Отрежьте кусок стального уголка 3x3x1/4″ для прижимной планки, затем отцентрируйте его по направляющим стержням с резьбой, как показано на рисунке. Поместите трубки из предыдущего шага на стержни с резьбой и отметьте их положение. на стальной уголок.Затем удалите эти части стального уголка с помощью угловой шлифовальной машины, чтобы вставить трубы в каждый конец. на том же расстоянии, что и толщина металла, который вы собираетесь сгибать.Разные толщины металла потребуют разных отступов, а также разного радиуса на передней кромке зажимной планки — если радиус слишком мал для определенной толщины, он Это может привести к поломке металла.Таким образом, листы разной толщины потребуют изготовления различных прижимных планок, подходящих для них, или съемных «пальцев» разной толщины и радиуса, которые при необходимости можно привинтить к прижимной планке.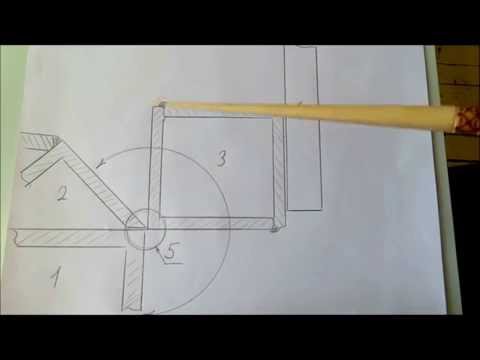 Показанный здесь тормоз настроен на листовой металл толщиной 1/8 дюйма. То, что вы настроите на этом этапе, полностью зависит от вас. Как только зажим установлен, прихватите трубы к концам.
Показанный здесь тормоз настроен на листовой металл толщиной 1/8 дюйма. То, что вы настроите на этом этапе, полностью зависит от вас. Как только зажим установлен, прихватите трубы к концам.
ЭТАП 9
Отрежьте кусок резьбового стержня с V-образным вырезом внизу и прикрепите его к верху, к центру зажимной планки. Наверните шестигранную гайку на прибл. наполовину, затем отрежьте и просверлите кусок 1/4-дюймовой пластины до размеров, указанных на чертежах, и установите его на шестигранную гайку. Отрежьте две части 1/2-дюймового круглого стержня и прикрепите один конец каждого к пластине на шестигранную гайку (не приваривайте шестигранную гайку к чему-либо) и прикрепите другие концы к углам на верхних концах зажима. Они сформируют регулируемую ферму, чтобы добавить прочности задней части зажима и позволят вам регулировать силу давления на центр вашей заготовки.
ШАГ 10
Отрежьте четыре куска круглого стержня 1/2 дюйма и приварите по два к каждой из шестигранных гаек 7/8 дюйма для резьбовых направляющих стержней. Это будут Т-образные ручки для затягивания концов зажима на заготовке. Снимите хомут со станины и поместите пружину сжатия на каждый направляющий стержень, затем верните хомут на место и затяните его до куска листового металла, чтобы проверить, правильно ли работает хомут. Если вы обнаружите, что между зажимом и заготовкой в центре или на концах есть зазор, отрегулируйте шестигранную гайку на ферме, чтобы толкать или тянуть центр зажима в нужном вам месте.
Это будут Т-образные ручки для затягивания концов зажима на заготовке. Снимите хомут со станины и поместите пружину сжатия на каждый направляющий стержень, затем верните хомут на место и затяните его до куска листового металла, чтобы проверить, правильно ли работает хомут. Если вы обнаружите, что между зажимом и заготовкой в центре или на концах есть зазор, отрегулируйте шестигранную гайку на ферме, чтобы толкать или тянуть центр зажима в нужном вам месте.
Когда вы будете удовлетворены результатом, попробуйте согнуть короткий кусок листового металла. Если он хорошо гнется, попробуйте более широкий кусок. Чем шире заготовка, тем большее усилие потребуется для изгиба. Вы можете обнаружить, что куски, приближающиеся к мощности тормоза, могут иметь небольшую вогнутость посередине на стороне листа после изгиба. Лучше всего протестировать сгибание до предела с помощью кусков металлолома, чтобы точно оценить, на что способен ваш тормоз, и что выходит за пределы ваших сварных швов.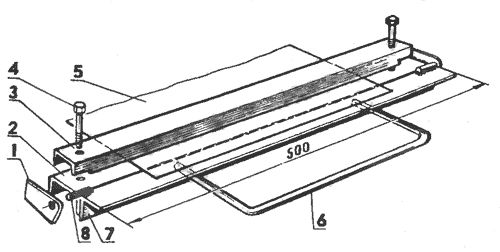 Прочность тормоза зависит не только от шарнирного пальца, но и от стального хомута и листа, и она будет такой же прочной, как сварные швы, которые вы производите. Если вы новичок в сварке, вы можете несколько раз сломать его, прежде чем научитесь правильно. Если вы опытны, то я просто трачу ваше время. Наслаждайтесь своим новым тормозом!
Прочность тормоза зависит не только от шарнирного пальца, но и от стального хомута и листа, и она будет такой же прочной, как сварные швы, которые вы производите. Если вы новичок в сварке, вы можете несколько раз сломать его, прежде чем научитесь правильно. Если вы опытны, то я просто трачу ваше время. Наслаждайтесь своим новым тормозом!
Тормоз для листового металла – техническое обсуждение
baronep
#1
Наша команда хочет купить тормоз для листового металла, и у нас есть бюджет около 500 долларов. Мы хотели бы согнуть материал размером 0,125 дюйма и меньше. У кого-нибудь есть предложения? Разрыв коробки был бы удобен, но не критичен.
Akash_Rastogi
#2
Детали какого размера вы хотите согнуть?
Ширина 24 дюйма довольно распространена.
sgreco
#3
Это то, что вы ищете? http://www.amazon.com/SHOP-FOX-M1011-24-Inch-Brake/dp/B001R23S7W
(этот маленький, но он вписывается в ваш бюджет, и я не уверен, какой именно размер ты ищешь). Менее чем за 500 долларов вы, вероятно, не сможете получить приличную ширину (24 дюйма) и, вероятно, не сможете согнуть до 0,125 дюйма (я предполагаю, что вы хотите согнуть алюминий, но я не уверен).
Моя старая команда купила этот (http://www.amazon.com/M1042-24-Inch-Sheet-Metal-Machine/dp/B001R23SD6/ref=pd_sim_sbs_hi_1) в прошлом году, но он немного не в вашем вкусе. бюджет (хотя определенно стоит дополнительных денег), до сих пор он работал очень хорошо.
autox_vette
#4
Поскольку большинство этих тормозов рассчитаны на то, какой толщины мягкую сталь они могут сгибать, существует ли какое-либо эмпирическое правило, как сравнить мощность мягкой стали и мощность алюминия?
Папа1279
#5
У меня есть один из них: http://www.harborfreight.com/garage-shop/metal-shaping-equipment/30-inch-shear-press-brake-and-slip-roll-5907.html
Nice потому что он также может резать / резать тонкий материал. Использовали его в прошлом году, чтобы построить нашего минибота.
Только что попробовал обрезки 1/8 дюйма. Он легко сгибает полосы шириной до 2 дюймов, после чего становится твердым и не будет резать алюминий 1/8 дюйма.
Он легко сгибает полосы шириной до 2 дюймов, после чего становится твердым и не будет резать алюминий 1/8 дюйма.
Дик_Линн
#6
Обратите особое внимание на номинальную мощность гибочного тормоза. Слишком легко преобразовать один в «перерыв». 😡
Многие люди делают свои собственные, особенно для меньшей ширины, но более тяжелой стали или алюминия. Если вы зайдете на сайт www.hobartwelders.com и в расширенном поиске по форуму наберете METAL BRAKE и имя пользователя DAN. Это должно дать вам ссылки на 14 различных сообщений, которые Дэн сделал для Бендера.
Если вы выполните поиск в Google по запросу «сайт Дэна Бендера: hobartwelders.com», вы найдете больше обсуждений и некоторые другие версии от разных людей. Я думаю, это тот же бендер, с планами в посте №29.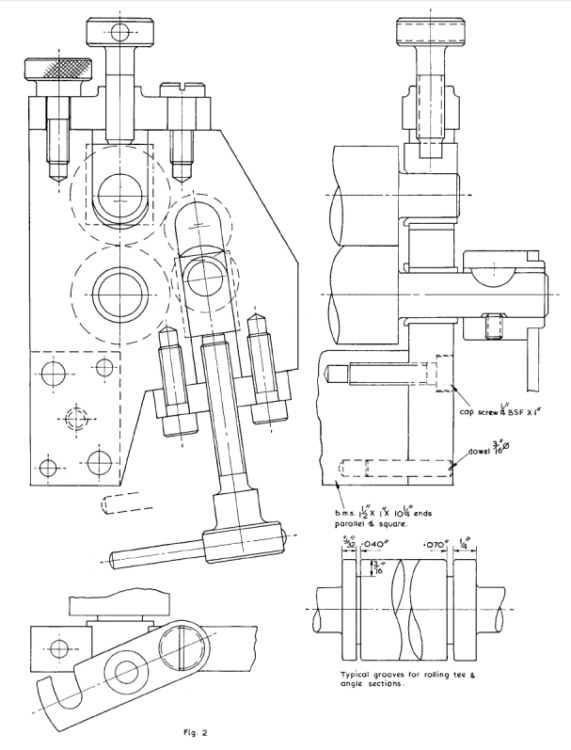 (Rocky D все еще рядом, если вам нужны чертежи Autocad.)
(Rocky D все еще рядом, если вам нужны чертежи Autocad.)
Miller Welding Discussion Forums
Ищем новые проекты —
Дискуссионные форумы Miller Welding
Хотите построить или отремонтировать — делитесь советами, идеями, планами и фотографиями.
Есть планы на один тип по ссылке здесь, хотя у меня нет опыта работы с этим конкретным:
http://www.homemetalshopclub.org/projects/project.html
http://www.homemetalshopclub.org/projects/jrw_sheet_metal_brake.zip
DonRotolo
#7
Также проверьте рынок подержанных автомобилей. Большой тормоз (который удобно сгибает 1/8 алюминия) будет дорогим новым. В противном случае вы возьмете меньший тормоз и вытолкнете его за пределы его возможностей, что никогда не бывает хорошо.
Поищите гидравлический пресс и гибочную матрицу для изготовления листогибочного пресса (принцип см. на этой иллюстрации). Матрица может быть изготовлена в домашних условиях из большого стального уголка, обработанного на станке.
Подумайте о том, как делается тормоз, а затем подумайте о том, чтобы сделать его самостоятельно (например, побольше). Я имею в виду, если вы можете построить робота, вы можете построить тормоз. Материалы обойдутся в $2-300.
цвет
#8
Греко:
Это то, что вы ищете? http://www.amazon.com/SHOP-FOX-M1011-24-Inch-Brake/dp/B001R23S7W
(он немного мал, но вписывается в ваш бюджет, и я не уверен, какой именно размер вы ищете). Менее чем за 500 долларов вы, вероятно, не сможете получить приличную ширину (24 дюйма) и, вероятно, не сможете согнуть до 0,125 дюйма (я предполагаю, что вы хотите согнуть алюминий, но я не уверен).

