Листогиб сделать своими руками: Самодельный ручной листогиб – делаем инструмент своими руками +видео
Содержание
Как согнуть листовой металл без тормоза?
Гибка листового металла требует творческого подхода и определенного уровня точности, чтобы получить правильную форму, подходящую для использования. Листовой металл используется для различных целей, таких как автомобильные антитела, строительные кузова грузовиков и т. Д. Некоторые домовладельцы используют стальной металл для ограждения по периметру своего дома или двора. Какой бы полезной ни была гибка листового металла, она также может разочаровать вас, если вы не получите необходимую форму.
Являетесь ли вы резчиком по металлу на отдыхе или хотите изготовить своими руками форму из листового металла, машина для гибки листового металла может быть вам недоступна. И одним из самых полезных инструментов для сгибания листа является тормоз. Без тормоза или другого гибочного станка сгибание листового металла может вызывать беспокойство.
Однако, ручной гибочный станок по металлу может завершить работу, если вы хотите согнуть листовой металл в домашних условиях в рамках проекта «Сделай сам». Эта статья поможет вам согнуть листовой металл без тормоза.
Эта статья поможет вам согнуть листовой металл без тормоза.
Содержание
Что такое листогибочный пресс?
Тормоз для гибки листового металла представляет собой машину, используемую для металлообработки. С помощью этого инструмента вы можете согнуть любой металлический лист под любым углом. В слесарном цехе тормоза устанавливаются под разными углами, чтобы было легко гнуть металлы. У большинства тормозов есть автоматические рычаги, которые помогают выполнять сгибание.
Тормоз, используемый для гибки листового металла, поставляется в различных вариантах: карнизный тормоз и коробчатый тормоз. Карнизный тормоз предназначен для простой гибки и сгибания листового металла. С помощью тормоза коробки и поддона можно формировать формы коробки и поддона. Коробчатый тормоз представляет собой гибочную машину, гибочный пресс или листогибочный станок.
Наконечники для гибки листового металла без тормоза
Листовой металл легко использовать при работе с металлом. С инструментом для гибки листового металла или без него вы можете добиться многого с листовым металлом. Однако, чтобы иметь чистые, точные и профессиональные изгибы листового металла, есть несколько советов, которые вам необходимо знать и с которыми нужно работать.
С инструментом для гибки листового металла или без него вы можете добиться многого с листовым металлом. Однако, чтобы иметь чистые, точные и профессиональные изгибы листового металла, есть несколько советов, которые вам необходимо знать и с которыми нужно работать.
- Знайте материал, пригодный для гибки : некоторые материалы из листового металла более пластичны, чем другие. При этом некоторые листы металла будут легко изгибаться и давать нужный угол изгиба. В то время как непластичные металлы могут ослабевать и трескаться при изгибе. При работе с менее растяжимыми материалами рекомендуется нагреть заготовку. Это поможет снизить риск растрескивания листового металла при изгибе.
Если вы хотите согнуть листовой металл, вы столкнетесь с различными материалами из листового металла. Некоторыми легко управлять, не трескаясь и не ослабляя их, а некоторые нет. Мягкая сталь легко гнется без каких-либо затруднений или нагрева перед гибкой.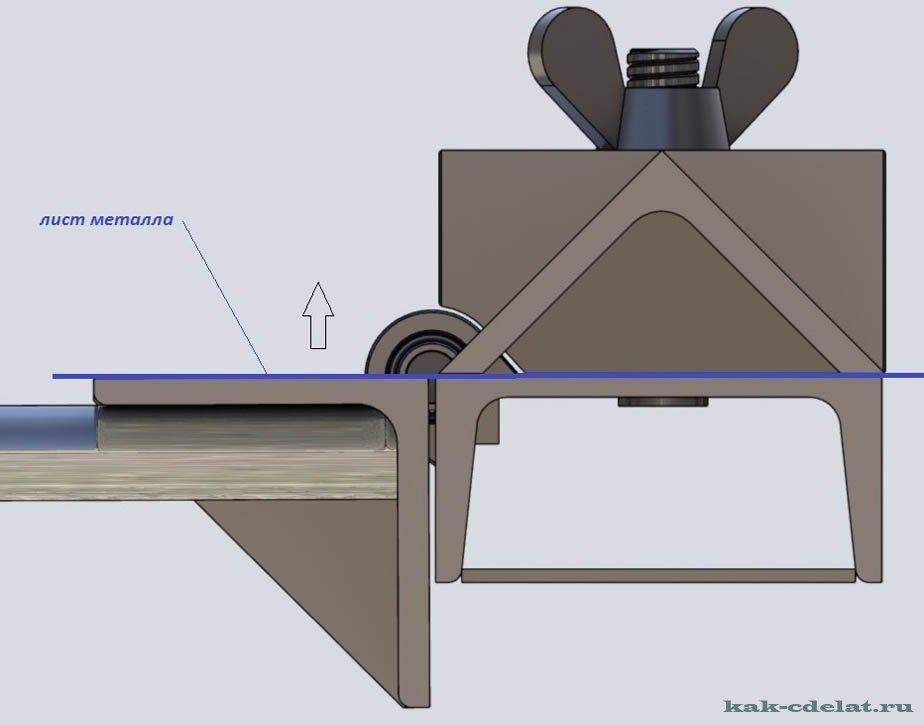 Пружинная сталь — это еще один листовой металл, который можно сгибать в любую форму. Однако вам нужно будет отжечь его, прежде чем вы сможете получить угловой изгиб. Чтобы согнуть такие материалы, как отожженная легированная сталь, алюминий 6061, бронза и титан, их необходимо нагреть, поскольку они не поддаются ковке. Однако медь, алюминий 5052 и латунь легко гнутся, чтобы получить нужную форму.
Пружинная сталь — это еще один листовой металл, который можно сгибать в любую форму. Однако вам нужно будет отжечь его, прежде чем вы сможете получить угловой изгиб. Чтобы согнуть такие материалы, как отожженная легированная сталь, алюминий 6061, бронза и титан, их необходимо нагреть, поскольку они не поддаются ковке. Однако медь, алюминий 5052 и латунь легко гнутся, чтобы получить нужную форму.
- Избегайте сгибания до острого внутреннего угла : при сгибании листового металла не сгибайте до острого внутреннего угла, чтобы избежать внутренних напряжений в материале. Независимо от того, работаете ли вы с податливым материалом или нет, вам нужно избегать острых внутренних углов, чтобы не расколоть металл на изгибе или не ослабить его до предела.
Лучше всего использовать радиус на инструменте для гибки листового металла, чтобы предотвратить растрескивание или ослабление точек. Для этого сделайте внутренний радиус изгиба равным толщине материала, который вы хотите сформировать.
- Использование припуска на изгиб : Чтобы получить форму, сгибание листового металла требует толкания, вытягивания и растяжения. В результате расчет допусков на изгиб поможет получить более надежные данные для работы при раскладке плоского листового металла. При расчете допуска на изгиб необходимо учитывать некоторые факторы, такие как толщина материала, размер внутреннего радиуса и многие другие.
- Применение нагрева для толстых или тяжелых изгибов : чтобы согнуть листовой металл, вы не можете легко согнуть некоторые материалы, не треснув или не ослабев. Для такого материала потребуется нагрев посредством отжига или горячего формования. Когда вы используете отжиг для материалов, которые не являются ковкими, они становятся мягкими и ковкими. Вы можете использовать этот метод для таких материалов, как углеродистая сталь или алюминий. Используя горячую гибку, вы должны нагревать материал до тех пор, пока он не станет красным и не станет гибким.
 Горячая гибка поможет снизить риск растрескивания большинства листовых металлов.
Горячая гибка поможет снизить риск растрескивания большинства листовых металлов. - Защита поверхностей листового металла : Если не соблюдать осторожность, поверхность материала можно легко поцарапать во время гибки листового металла. Чтобы избежать царапин, вы должны защитить поверхность перед тем, как начнете сгибать. Один из способов сделать это — наклеить малярную ленту на поверхность, которая может соприкасаться с ручным инструментом для гибки листового металла.
Если вы чувствуете, что металл царапается, вам следует наклеить на поверхность больше слоев малярной ленты или решить использовать деревянные бруски. С деревянными блоками вы зафиксируете сгибаемую часть молотком, и поверхность металла не будет повреждена, так как дерево будет мягким на металле.
Вещи, необходимые для гибки листового металла без тормоза
Перед тем, как приступить к гибке листового металла без тормоза, необходимо кое-что сделать.
- Угол изгиба металла должен быть определен и отмечен на транспортире.
 С помощью транспортира вы можете измерить уровень, на котором вы хотите согнуть листовой металл. Вы также должны вырезать часть металла или подготовить металл, избавившись от заусенцев или острых краев, которые могут повлиять на изгиб.
С помощью транспортира вы можете измерить уровень, на котором вы хотите согнуть листовой металл. Вы также должны вырезать часть металла или подготовить металл, избавившись от заусенцев или острых краев, которые могут повлиять на изгиб. - Убедитесь, что уголок вставлен в губки тисков, чтобы металл, подлежащий гибке, лежал ровно.
- Листовой металл следует вставить в губки тисков, чтобы во время сгибания металл направлялся к вам.
- В этот момент вам понадобится гибкая, легкая бутановая горелка, чтобы нагреть металл. Пусть металл светится от красного до оранжевого, чтобы согнуться. Избегайте побеления.
- После нагревания металла придерживайте металл плоскогубцами, так как нагретая деталь остывает. Аккуратно потяните его к себе, что приведет к изгибу металла. Не форсируйте изгиб, если он не может продолжаться дальше, снова нагрейте металл и продолжайте изгиб, чтобы получить желаемую форму.
Как сгибать листовой металл без тормоза
Гибочные прессы для листового металла — это машины, которые лишь иногда бывают переносными или доступными для портовых грузогибочных станков.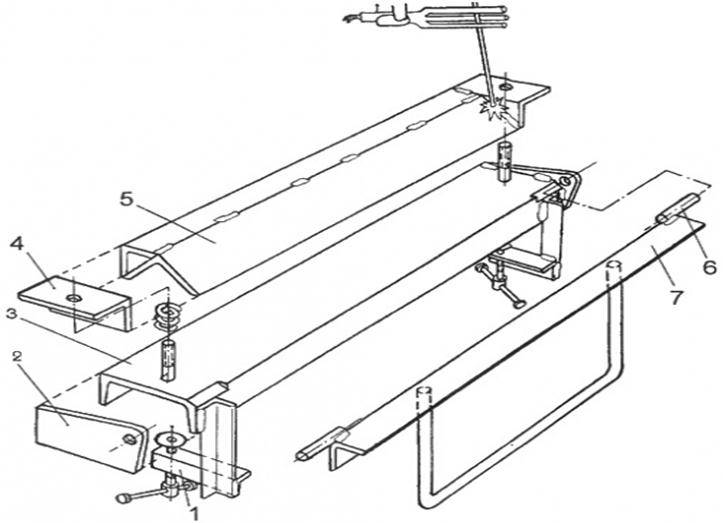 Чтобы согнуть листовой металл, вместо тормоза можно использовать другие ручные гибочные станки или минимум инструментов. Однако, прежде чем сгибать листовой металл, следует учесть некоторые моменты.
Чтобы согнуть листовой металл, вместо тормоза можно использовать другие ручные гибочные станки или минимум инструментов. Однако, прежде чем сгибать листовой металл, следует учесть некоторые моменты.
Что такое хороший изгиб?
Хороший изгиб достигается с помощью тормоза или ручного листогибочного станка. Следовательно, хороший изгиб определяется радиусом изгиба листового металла, т. Е. Насколько прямым является угол радиуса. Радиус должен быть как можно меньше и острее, поскольку он является определяющим фактором изгиба. Радиус изгиба листового металла также зависит от зажимного материала, используемого для изгиба.
Для плотного изгиба потребуется более твердый предмет, например сталь, поскольку внутренний радиус изгиба эквивалентен радиусу зажимного материала. Кроме того, внешний радиус эквивалентен радиусу зажимного материала и толщине гнутого листового металла. Для изгиба 90 0 идеально подойдет кусок уголка с острой кромкой.
Чтобы согнуть листовой металл без тормоза, отметьте место сгиба.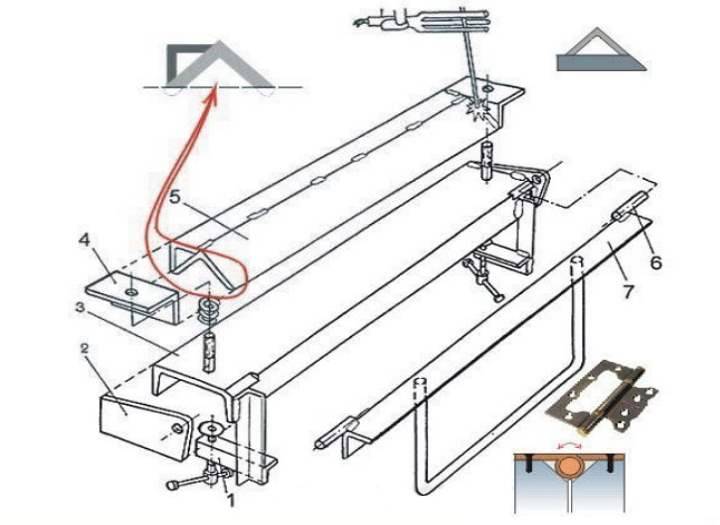 А для этого на листе нарисуйте маркером участок, который хотите согнуть. После этого зажмите листовой металл с помощью стального профиля с прямоугольной трубой и жестким уголком. Эта стальная форма должна быть длиннее, чем листовой металл, который вы хотите согнуть с обеих сторон материала. И он должен совпадать с краем маркировки. Вы используете зажимной инструмент, чтобы удерживать металл с двух сторон, не мешая направлению изгиба.
А для этого на листе нарисуйте маркером участок, который хотите согнуть. После этого зажмите листовой металл с помощью стального профиля с прямоугольной трубой и жестким уголком. Эта стальная форма должна быть длиннее, чем листовой металл, который вы хотите согнуть с обеих сторон материала. И он должен совпадать с краем маркировки. Вы используете зажимной инструмент, чтобы удерживать металл с двух сторон, не мешая направлению изгиба.
Методы гибки листового металла без тормоза
- Ручной сгибатель листового металла : для гибки листового металла рукой убедитесь, что лист плотно зажат. Затем хорошо ухватитесь за металлический материал снизу и толкните листовой металл вверх, чтобы уточнить и опустить положение толчка до точки, в которой вы больше не можете толкать. Разожмите листовой металл и откорректируйте изгиб рукой, чтобы работа была выполнена хорошо.
- Гибка молотком : гибка листового металла молотком также предполагает использование ручного метода.
 После того, как вы подтолкнули металл вверх рукой, вы мягко постукиваете по изгибу. Это поможет в уточнении края для плотного края.
После того, как вы подтолкнули металл вверх рукой, вы мягко постукиваете по изгибу. Это поможет в уточнении края для плотного края. - Разметка и сгибание : при использовании этого метода гибки листового металла вам понадобится гибкий материал, который обеспечит выполнение надрезов на стыках. Положите листовой металл на гибкий материал, положите на него линейку и плотно зажмите. При этом оставьте достаточно рамки между линией и прямой кромкой, чтобы вместить инструмент для подрезки. Вы можете использовать отвертку в качестве инструмента для надрезов, потому что она тяжела для стального металла. С помощью отвертки вы несколько раз надрежьте стальной металл, чтобы получить ослабленную линию в том месте, где вы хотите согнуть сталь. Пожалуйста, поверните на другую сторону стального металла и плотно зажмите его. Сдвиньте изгиб вперед как можно ближе, чтобы получить угол изгиба, и уточните его, чтобы получить точный изгиб.
- Гибка роликом : гибка листового металла роликом требует изготовления инструмента с колесами тележки и бруса.
 Для этого подходят колеса тележки: пластиковые или твердые резиновые. Они должны быть квадратными по краю и круглыми посередине, чтобы работать лучше. Два колеса тележки должны быть привинчены к дереву.
Для этого подходят колеса тележки: пластиковые или твердые резиновые. Они должны быть квадратными по краю и круглыми посередине, чтобы работать лучше. Два колеса тележки должны быть привинчены к дереву.
Зажмите листовой металл и протолкните его до упора, в зависимости от его толщины. Затем прокатайте ролик по изгибу до тех пор, пока не получите точный изгиб с подходящим радиусом.
Заключение
Если у вас нет тормоза для гибки листового металла, другие методы также могут хорошо работать по назначению. Однако выбор метода зависит от результатов, к которым вы стремитесь. Например, вы можете согнуть вручную, если вам не нужен острый радиус. Вы можете использовать молоток, если хотите, чтобы он был затянут и у вас было время после этого обработать поверхность. Вы можете использовать метод надрезов и изгибов для управления изгибом длинного конца. Валковый способ можно использовать, если вы работаете с готовой формой, которая будет использоваться снаружи.
Есть лучшие методы для гибки листов. Ситуация и назначение металла будут диктовать, что использовать. Любой из методов гибки листового металла не требует тормоза.
Ситуация и назначение металла будут диктовать, что использовать. Любой из методов гибки листового металла не требует тормоза.
6 способов упростить гибку больших листов
Рис. 1: Гибка больших панелей на листогибочном прессе не выполняется одним человеком. Тем не менее, инструменты для обработки материалов и передовые технологии управления могут помочь сделать этот процесс более эффективным. Фото предоставлено LVD Strippit.
Изгиб большого листа на листогибочном прессе никогда не выполняется одним человеком (см. Рисунок 1 ). В некоторых случаях это может быть работа втроем или вчетвером. Для некоторых отделов гибкости это может означать «все руки на палубе».
Конечно, такой сценарий производства противоречит сегодняшним производственным реалиям. Рабочие силы в производственных цехах были сокращены до необходимого персонала. Не так уж много лишних людей слоняются вокруг с единственной целью помочь с неудобными работами по сгибанию.
Вот почему немногие мастерские могут выполнять гибку больших панелей. Объем работ невелик, и для правильного выполнения работы требуется правильный листогибочный пресс — с соответствующим тоннажем, высотой открытия и шириной окна. Магазины стали специалистами в этой области.
При этом все больше производителей проявляют интерес к гибке больших листов. Некоторые видят потенциал для диверсификации своей клиентской базы. Другие просто хотят уйти от сварки, необходимой для соединения нескольких мелких деталей вместе для создания больших форм.
Изготовители металлических изделий, занимающиеся гибкой панелей на листогибочном прессе или думающие о добавлении этой возможности, должны понимать, что с годами появились инструменты для обработки материалов и передовые технологии управления, помогающие в выполнении этой большой работы. Этот тип операции изготовления не должен перегружать отдел гибки.
№ 1: выйти вперед
Звучит как пустяк, но вы не видите опоры переднего листа на всех листогибочных прессах в США
«Как минимум, опоры переднего листа позволяют вам отдохнуть часть, поворачивайте ее или манипулируйте ею более легко», — сказал Джон Кемп, менеджер по приложениям и обучению, Bystronic Inc.
Многие изготовители, работающие с большими панелями, могут подумать, что они могут обойтись без такого постоянного крепления к листогибочному прессу, потому что объемы не оправдывают вложений. Вместо этого они могут полагаться на ближайший стол или на какую-либо другую специальную помощь при обработке материалов.
Кемп добавил, что опоры для передних листов, несомненно, могут облегчить работу оператора листогибочного пресса. В некоторых случаях это также может означать, что оператор может выполнять работу без посторонней помощи.
Эти опоры могут иметь разные поверхности для выполнения определенных работ. Например, нейлоновые вставки можно использовать для гибки общего назначения, а щеточные вставки — для обработки нержавеющей стали.
Рис. 2: Толкатели листов могут использоваться для предотвращения обратного изгиба тонколистового металла в процессе гибки и помогают высвободить труд при работе с большими панелями. Фото любезно предоставлено Bystronic Inc.
Фото любезно предоставлено Bystronic Inc.
№ 2: Follow the Sheet
На тонколистовых панелях большой участок материала, выступающий из окна листогибочного пресса при небольшом изгибе фланца, может представлять проблему. Если его не поддерживать, материал изгибается назад, то есть материал изгибается в направлении, противоположном изгибу, который выполняет листогибочный пресс.
Большинство изготовителей полагаются на несколько групп рук для поддержки этих работ, но листопрокатчики могут высвободить этот труд (см. Рисунок 2 ).
«Подъемники листов хорошо справляются с тонким материалом. Они поддерживают его во время изгиба и возвращают обратно», — сказал Пол ЛеТанг, менеджер по продажам продукции для гибки, LVD Strippit.
Если изготовитель работает с материалом толщиной около 0,1875 дюйма, оператор листогибочного пресса, вероятно, не должен беспокоиться об использовании толкателя листа. При такой толщине материал достаточно прочен, чтобы поддерживать себя.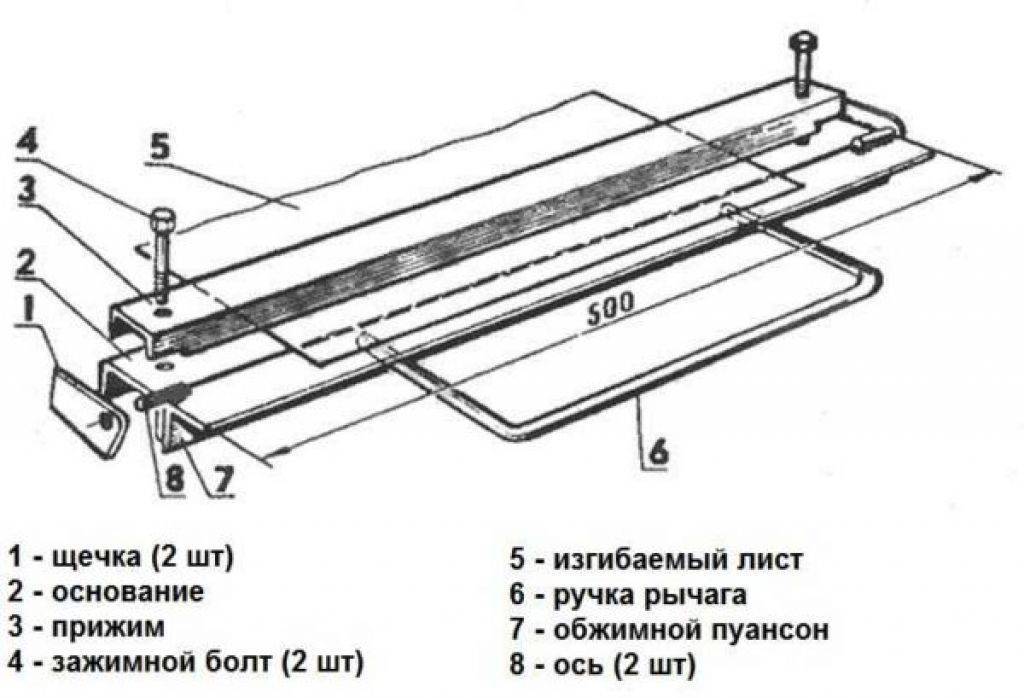
№ 3: Привлеките кран
Более привычным зрелищем в металлообработке является использование крана (см. рис. 3 ) для этих неудобных операций гибки на листогибочном прессе. Часто краны являются очень экономичным средством перемещения материала к окну листогибочного пресса для гибки.
«Одна из вещей, которые я бы порекомендовал, — это краны возле машины или на ней, как спереди, так и сзади. Детали большие и неудобные, а наличие небольшого переносного крана значительно облегчает работу с ними», — сказал ЛеТанг.
Следует отметить, что обычно краны не интегрируются в управляющее ПО. Оператор листогибочного пресса и, возможно, кто-то еще, помогающий с перемещением материала, должны разместить заготовку в правильном положении относительно заднего упора, чтобы произошел правильный изгиб.
№ 4: Push It
В мире производства опор для линий электропередач не используется легкая сталь, но используется заслуживающий внимания вариант обработки материалов: автоматические позиционеры.
Эти позиционеры, также называемые толкателями, перемещают заготовку в соответствии с указаниями оператора листогибочного пресса. Это вспомогательное средство для позиционирования вводит элемент точного движения в станину листогибочного пресса, так что можно выполнять точные изгибы неровностей для создания столбов из листов длиной 60 футов и шириной 10 футов.
Толкатели «вводят пластину спереди, и оператор перемещает ее вперед с помощью джойстика пошагово. Они сгибают пластину, а когда все готово, вынимают ее с помощью крана и приносят следующую», — сказал Гордан Бейкер, вице-президент и директор по технологиям Pacific Press Technologies.
Рис. 3: Краны практически необходимы при выполнении некоторых крупных работ по гибке. В результате операторы машин должны сохранять повышенную осведомленность при их использовании, чтобы обеспечить безопасность рабочих и защитить материал и машину от повреждений. Фото предоставлено LVD Strippit.
Даже при автоматизированном перемещении крупной заготовки через матрицу в этом типе работы обычно участвуют два человека, сказал Бейкер. Поскольку лист очень широкий, оператор листогибочного пресса захочет, чтобы кто-то находился в конце, противоположном панели управления, чтобы гарантировать, что лист будет отцентрирован до того, как ползун опустится.
«Это всего лишь снижение риска. Вот для чего нужен человек», — сказал он.
Технология камеры может использоваться для проверки правильного положения большой заготовки перед началом гибки, что позволяет выполнять работу одному человеку. Однако, по словам Бейкера, это увеличивает большие капитальные затраты, что не позволяет производителям проводить такую проверку качества.
№ 5: Контроль скорости гибки
По мере того, как детали становятся длиннее, оператор листогибочного пресса и все, кто ему помогает, должны беспокоиться о возможном взбивании, при котором материал за пределами окна листогибочного пресса быстро взбивается по мере того, как материал внутри листогибочного пресса согнут в штампе. Такое быстрое хлесткое действие может напугать и, возможно, ранить кого-то, ответственного за работу с материалом, но не полностью вовлеченного в процесс.
Такое быстрое хлесткое действие может напугать и, возможно, ранить кого-то, ответственного за работу с материалом, но не полностью вовлеченного в процесс.
активность.
К счастью, большинство современных листогибочных прессов имеют программируемую скорость поршня, что означает, что большие листы можно сгибать гораздо медленнее, чем мелкие детали. Более медленный темп означает, что более длинная часть будет не столько взбиваться, сколько медленно подниматься вверх.
То же самое относится и к программированию скорости ползуна в направлении вверх.
«Таким образом, вместо того, чтобы полностью отпускать деталь и заставлять ее падать, вы можете запрограммировать ее на подъем с любой желаемой скоростью. Он может либо медленно опустить тяжелую деталь, либо вы можете расположить себя или манипулятор детали, чтобы помочь с большими и тонкими листами, чтобы они не прогибались назад, когда вы отпускаете тормоз», — сказал Кемп.
Более новые листогибочные прессы также имеют коррекцию угла, чтобы гарантировать, что первый изгиб соответствует первоначальным спецификациям для работы. Эта функция основана на использовании лазеров, датчиков или механических датчиков для проверки того, был ли установлен соответствующий угол до того, как ползун полностью вернется в исходное положение, а материал выйдет из листогибочного пресса.
Эта функция основана на использовании лазеров, датчиков или механических датчиков для проверки того, был ли установлен соответствующий угол до того, как ползун полностью вернется в исходное положение, а материал выйдет из листогибочного пресса.
«Самое большое преимущество этой адаптивной системы заключается в том, что вам не нужно повторно нажимать на деталь», — сказал ЛеТанг. «Часто на листогибочном прессе вы делаете пробный удар, вынимаете его из станка, измеряете угол, снова вставляете, делаете еще один удар, вынимаете, измеряете и снова вставляете. Каждый раз, когда вы берете деталь внутри и вне машины, у вас есть проблемы с обработкой материала. Каждый раз, когда вы сбиваете
ram, вы также рискуете ошибиться, перегнув деталь или повредив ее».
№ 6: Управление выпуклостью
Каждый раз, когда деталь изгибается на листогибочном прессе, машина подвергается деформации. Так как ползун листогибочного пресса движется вниз с обеих сторон, материал заготовки действует как препятствие для ползуна, выполняющего свой полный цикл опускания, по сравнению с участками ползуна, не обремененными помехами материала. Это заставляет плунжер отклоняться в вертикальной плоскости. Когда это происходит и пресса
Это заставляет плунжер отклоняться в вертикальной плоскости. Когда это происходит и пресса
оператор тормоза не обращает на это внимания, большие детали рискуют стать в центре каноэобразными.
Теперь производители листогибочных прессов могут построить машину, которая вообще не изгибается, но для этого потребуется верхняя балка толщиной около 2 футов. Это не та машина, которая заинтересует производителя.
Итак, многие производители сделали упор на автоматическую коронку. С 1990-х годов эти листогибочные прессы, которые используют гидравлическую систему в станине и точное управление ходом ползуна для противодействия отклонению, возникающему в результате любого изгиба, стали логичным выбором для производителей, которые должны были поставлять детали с высокими допусками. но не имел высококвалифицированных операторов, чтобы гарантировать хорошее
результаты на постоянной основе.
Автоматическая регулировка выпуклости выполняется «на лету» во время гибки. Эта расширенная функция помогает неопытным операторам работать с такими факторами материала, как прочность на растяжение, направление волокон и твердость. Эти современные листогибочные прессы упрощают даже гибку со смещением от центра; листогибочный пресс определяет, где находится место изгиба, путем измерения давления на каждой стороне станины, и
Эти современные листогибочные прессы упрощают даже гибку со смещением от центра; листогибочный пресс определяет, где находится место изгиба, путем измерения давления на каждой стороне станины, и
несколько цилиндров выпуклости регулируются соответствующим образом, чтобы обеспечить постоянный угол изгиба.
«Когда эти переменные изменяются, машина должна адаптироваться к ним, иначе оператору придется адаптироваться, внося исправления», — сказал Кемп.
Те операторы, на которых можно положиться и которые достаточно опытны в регулировке выпуклости на старых листогибочных прессах с использованием прокладок и знаний, найденных в маленькой черной книжке, представляют собой чрезвычайно редкую породу. Однако мастерские, обладающие таким опытом, по-прежнему не могут сравниться по производительности с машинами, которые могут корректировать выпуклость «на лету».
В конце концов, ни один производитель не заинтересован в утилизации большой панели из листового металла, которая была неправильно согнута на листогибочном прессе.
