Листогиб своими: Как сделать листогиб своими руками, самодельный листогибочный станок для листового металла
Содержание
Листогиб своими руками
Главная » Новости » Самоделки
Самоделки
Автор dn11295 На чтение 1 мин Просмотров 29
Самодельный ручной листогиб: фото и описание изготовления самоделки.
Всем привет! Хочу показать свой станок для гибки листового металла, сделанный практически «на коленке», без использования каких либо сложных станков.
Захотел сделать себе полноценную мастерскую, без покупки различных станков и прочего, соответственно и листогиб сделал своими руками.
Итак для создания листогиба, использовал инструмент: болгарка 125 мм, дрель и 200 А сварочный тиг аппарат.
У знакомого на станке, сделал вот такие петли, размеры — 20 x 40 x 25 мм, пальцы 20 х 105 мм.
Затем из 160-ого уголка, болгаркой вырезал заготовки. После этап сборки.
Самодельный листогиб, испытал листом 1,5 мм.
В результате угол гнётся довольно легко, без пуза.
А вот тут уже лист 1 мм, но уже во всю длину (1800 мм) и уже в этом случае угол более острый.
Вообще при уменьшении толщины или длинны детали, угол получается вообще без круглого края, так же неплохо гнутся листы 2 и 3 мм, но пока что пробовал только сантиметров сорок, не больше.
Изначально листогиб предназначался гнуть пороги, но карнизы на окна или какие либо короба тоже вполне реально.
Результатом своей работы полностью доволен, получился отличный самодельный листогиб.
Автор самоделки: Юрий Шонец.
Источник: sam-stroitel.com
window.yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-2162318-10’, blockId: ‘R-A-2162318-10’ })})»+»ipt>»;
cachedBlocksArray[316911] = «window. yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-2162318-9’, blockId: ‘R-A-2162318-9’ })})»+»ipt>»;
yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-2162318-9’, blockId: ‘R-A-2162318-9’ })})»+»ipt>»;
cachedBlocksArray[316910] = «window.yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-2162318-8’, blockId: ‘R-A-2162318-8’ })})»+»ipt>»;
cachedBlocksArray[285855] = «window.yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-2162318-7’, blockId: ‘R-A-2162318-7’ })})»+»ipt>»;
cachedBlocksArray[285853] = «window.yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-2162318-1’, blockId: ‘R-A-2162318-1’ })})»+»ipt>»;
cachedBlocksArray[284782] = «window.yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-2162318-6’, blockId: ‘R-A-2162318-6’ })})»+»ipt>»;
cachedBlocksArray[284779] = «window.yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-2162318-4’, blockId: ‘R-A-2162318-4’ })})»+»ipt>»;
cachedBlocksArray[284778] = «window. yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-2162318-3’, blockId: ‘R-A-2162318-3’ })})»+»ipt>»;
yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-2162318-3’, blockId: ‘R-A-2162318-3’ })})»+»ipt>»;
cachedBlocksArray[284777] = «window.yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-2162318-2’, blockId: ‘R-A-2162318-2’ })})»+»ipt>»;
cachedBlocksArray[283854] = «window.yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-2162318-23’, blockId: ‘R-A-2162318-23’ })})»+»ipt>»;
Делаем листогиб своими руками | Главный механик
Для того чтобы без особых усилий изгибать листовое железо, можно смастерить станок – листогиб. Его можно будет настраивать на толщину изгибаемого металла.
1 of 6
Описание
Брус 4 см на 8 см служит основой. Основа крепится к верстаку, когда станок используется. К бруску прикреплен уголок, к этому углу болтами крепится второй угол. Они держат металл, который гнут на станке. Третий угол имеет ручки. Он присоединен к брусу петлей. Он может поворачиваться на 90 градусов. Этот угол на петлях – собственно то, что и гнет металл на станке. Два других угла только держат металл, причем их можно двигать, чтобы держать металл разной толщины.
Он может поворачиваться на 90 градусов. Этот угол на петлях – собственно то, что и гнет металл на станке. Два других угла только держат металл, причем их можно двигать, чтобы держать металл разной толщины.
Список материалов
- Стальные уголки толщиной 0.3 см, шириной 4 см и длиной 1.2 м – 3 штуки.
- Квадратная труба для ручек
- Брус 4 см на 8 см. Его мы отпилим по длине 1 м 20 см. Пытайтесь достать качественный брус.
- Дверные петли
- 6 шурупов длиной 2.5 см со шлицевыми головками. Можно взять и меньшего размера.
- 4 шурупа длиной в 1.25 см для ручек станка. Планировалось использовать трубу толщиной 2 см, но можно вполне использовать и толщиной 2.5 см. Но рекомендуется взять трубу еще толще.
- Гайки для петель и для ручек станка.
- 16 шурупов по гипсокартону. По четыре в каждую петлю, 4 в центре и две в настраиваемых уголках. Все они входят в брус.
- 32 шайбы. Они понадобятся вам, чтобы установить правильное расстояние между брусом и петлями.

- Два длинных болта диаметром 0.8 см и длиной 6.5 см. Они проходят сквозь брус и петли.
- Две гайки к длинным болтам.
- Два барашка шириной 0.75 см.
- 6 шайб для гаек на основе, для верха пружины и для барашков.
- 2 болта длиной 2.5 см и диаметром 1 см – для настраиваемых углов.
- Толстая проволока. Много ее не надо.
- Краска в распылителе. Достаточно одного заряда.
Список инструментов
- Пила по металлу
- Пила по дереву (распиливать брус)
- Лучковая пила по железу
- Лобзик по дереву
- Дрель или сверлильный станок, в комплекте с битами, описанными ниже
- Пробойник по железу и молоток
- Карандаш и линейка
- Плоский и круглый напильник
- Фрезерный станок с круглой битой диаметром 0.5 см
- Болгарка. Она пригодится, если вы используете ломаный металл
- Метчик диаметром 0.9 см
- По желанию – стальной стержень диаметром 0. 75 см и пружины.
- Биты для дрели, которые вам потребуются:
- 0.
 6 см для десяти болтов,
6 см для десяти болтов, - 1.25 см для заглубления головок болтов,
- 0.25 см для шурупов по гипсокартону,
- 0.35 см для шурупов по гипсокартону, которые проходят сквозь металл
- 0.9 см для заглубления шурупов в гипсокартон
- 0.3 см для просверливания отверстий в уголках
- 1 см для длинных болтов
- 2 см для заглубления длинных болтов
- 0.75 для уголков. Это отверстия потом расширяются метчиком.
[content-egg module=GdeSlon template=list]
Безопасность
Пила может сильно порезать вас. Следите, где находятся ваши руки, когда вы с ней работаете. Также следите, чтобы не распилить что-нибудь лишнее.
Когда сверлите, тоже проявляйте осторожность: не просверлите, что-нибудь лишнее.
При работе с болгаркой или напильником следует носить респиратор. Эти инструменты создают мелкие осколки железа, которые могут попасть в глаза или легкие. Также защищайте уши.
Распылять краску можно только на улице или в проветриваемом помещении. Также следует носить маску или респиратор. Позвольте краске полностью высохнуть.
Также следует носить маску или респиратор. Позвольте краске полностью высохнуть.
При покраске носите старую одежду. Скорее всего, краска попадет на нее.
Шаг 1: создаем основу
1 of 10
Первый шаг – выпиливание заготовок. Брус отрезаем до длины 120 см. Стальной уголок, который будет в центре, отрезаем до длины 90 см. По обе его стороны прикручиваются петли. Это оставляет 5 см с каждой стороны уголка. Зажимы крепятся на свободное место, что позволит надежно прикрепить брусок к верстаку. Два других угла отрезаем по длине 110 см, чтобы доставать до краев обеих петель. Центр петли должен совпадать с местом, где соединяются подвижный и неподвижный уголки. Резать железо можно лучковой или станковой пилой по железу.
Можно и не покупать уголок, а поискать старый, но тогда рекомендуется предварительно его очистить от ржавчины и отшлифовать.
Хотя это не было обязательно делать, в бруске выпилили место под уголок, чтобы он сидел вровень с поверхностью бруска. Сначала на брус положили уголок, потом использовали карандаш, чтобы отчертить его на поверхности бруса, а после этого вырезали в дереве паз лобзиком. Часть этого процесса выполнили фрезой с битой 0.5 см диаметром. То же самое можно выполнить и для петель.
Часть этого процесса выполнили фрезой с битой 0.5 см диаметром. То же самое можно выполнить и для петель.
При помощи лобзика вырезаем места под петли. Основной, неподвижный уголок прикручиваем к бруску четырьмя равномерно расставленными шурупами по гипсокартону с заглубленными головками. Отверстие под эти шурупы делаем диаметром 0.4 см (в уголке) и диаметром 0.25 (в бруске). Головке заглубляем битой диаметром 0.9 см.
Шаг 2: сгибающий уголок
1 of 10
Эта часть, собственно, сгибает листовой металл. Отрезаем с каждого конца по сантиметру при помощи лучковой пилы и шлифуем срезы болгаркой или напильником.
Используйте зажимы, чтобы временно удержать ручку, сделанную из обрезка трубы на своем месте. Чтобы петли правильно двигались, нужно поставить между петлей и брусом две шайбы. Также придется перевернуть петлю и просверлить еще одно отверстие. Теперь можно делать отверстие в уголке, который до сих пор придерживается зажимами. Пробойником и молотком делаем отверстие, которое расширяется сантиметровой битой.
После того, как к основному уголку прикреплены петли и подвижный уголок, прикрепляем трубы, которые будут служить ручками. Между ручками должно быть около 60 см. Придерживается каждая ручка двумя болтами. Отверстия под болты имеют диаметр 0.5 см.
Шаг 3: держащий уголок
1 of 9
Эта деталь удерживает металл, который нужно согнуть. В уголке делаем плоское место при помощи напильника, после чего пробиваем там отверстие пробойником. Отверстие расширяем дрелью. Сначала отверстие имело диаметр 0.3 см, а дрель увеличила его до 0.75 см. Теперь отмечаем на петле место, где было отверстие в уголке. Сверлим сквозь петлю и сквозь брусок отверстие для длинного болта. Если отверстия не совпали с первого раза, придется расширить их круглым напильником. После этого болт войдет нормально.
Прорезь в держащем уголке должна позволять петле поворачиваться. Поэтому отверстие в уголке расширяем еще больше, сделав его равным по длине половине длины петли.
Также в процессе проекта было обнаружено, что намного легче работать, если уголок поднимается вверх, когда устройство не используется.
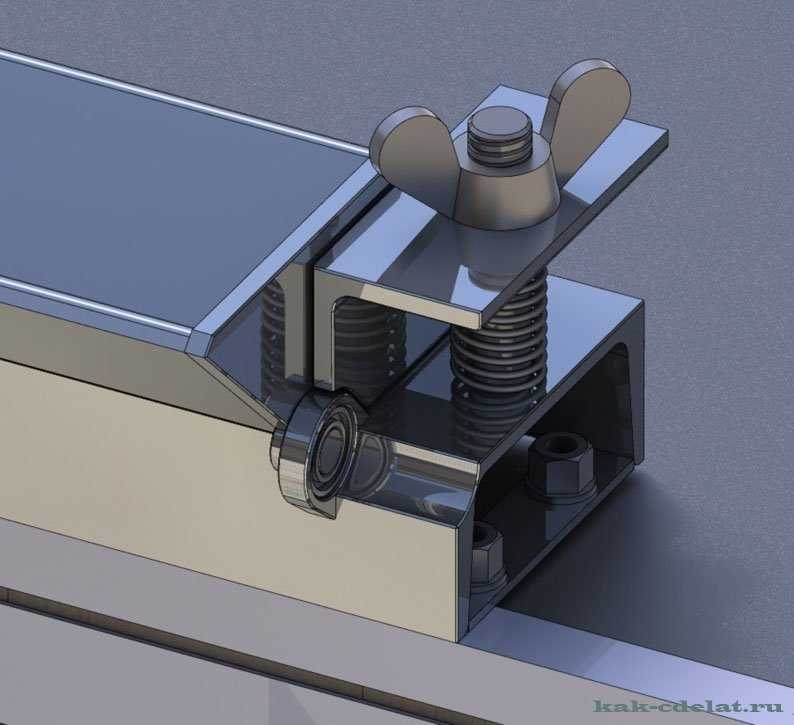
Ведь поднимать его самому, пытаясь задвинуть под него лист металла довольно трудно. Здесь очень поможет пружина – она сильно облегчит процесс сгибания. Тут вам понадобится толстая проволока. Обматывайте ее вокруг стержня, который имеет такую же толщину, как и длинный болт, закрученный в брусок. Работайте медленно и сделайте больше пружины, чем вам кажется нужным. Ее все равно можно отрезать.
Пружины имеют высоту в 2 см, если они не сжаты. Раньше они были намного выше, но их срезали, чтобы они подходили по высоте. Желательно прорезать как можно меньше компонентов. Вместо этого прорезь сделаем в уголке. Используйте круглый напильник.
Затягивание барашков закрепляет конструкцию. В теории это было правильно, но оказалось, что шайбы отказываются скользить под углом. Они прекрасно работают, когда расположены по центру уголка, но застревают, когда уголок сдвигается. Нужна треугольная форма, по которой уголок мог бы скользить беспрепятственно. Треугольник из металла сделать затруднительно, поэтому его легко можно сделать из дерева толщиной в 1 см. Треугольник имеет углы в 45 градусов.
Треугольник имеет углы в 45 градусов.
Шаг 4: настраиваемость станка
1 of 4
После того, как сделаны болты для настройки, нужно найти способ закрепить уголки относительно бруска. Хотя барашков достаточно, лучше перестраховаться, ведь ошибка может привести к неприятностям.
Обрезки, оставшиеся после отпиливания уголков, можно использовать как держатели для уголков. Их придется обрезать по ширине, чтобы они не торчали ни вверх, ни горизонтально. В каждом просверлите по одному отверстию диаметром 0.75 см. В отверстии сделайте резьбу под болт диаметром 0.9 см. Болт можно выкручивать и закручивать, чтобы уголки удерживали металл различной толщины.
Когда вы делаете резьбу метчиком, обязательно используйте масло. Моторное масло использовать нельзя – оно рассчитано на снижение контакта между двумя металлическими деталями. В этом случае, за невозможностью найти масло для резки, использовалось растительное масло – один из главных компонентов режущего масла. Работайте медленно и следите, чтобы метчик оставался перпендикулярным отверстию. После каждой четверти оборота выкручивайте метчик и удаляйте частицы металла.
После каждой четверти оборота выкручивайте метчик и удаляйте частицы металла.
Шаг 5 : финишируем
1 of 5
Покрасить устройство можно любым цветом. В нашем случае – оранжевым и черным. Поверхности, которые имеют контакт с обрабатываемым металлом лучше не красить, потому что краска все равно слезет.
Кажется, что максимальная толщина металла, которую способен согнуть этот станок – прут диаметром 0.3 см для алюминия и 0.15 для железа. Испытания с алюминием это подтверждают.
Пружины позволяют легко захватывать и удерживать металл. Болты для настройки тоже ведут себя правильно. Их просто можно подвинуть и затянуть барашки.
Единственное изменение, которое можно здесь сделать – обрезать края у неподвижного уголка, чтобы он плотнее прилегал к бруску. Но для этого вам придется смастерить устройство, которое будет держать болгарку прямо параллельно уголку.
У промышленных станков имеется труба, прикрепленная к неподвижному уголку. Но в этом случае появление изгиба не очень вероятно. Пока такого не происходило, поэтому трубу приделывать не обязательно.
Пока такого не происходило, поэтому трубу приделывать не обязательно.
Хотя такой станок не часто требуется, он очень полезен, когда наступит тот самый момент. Особенно, если ваши проекты требуют работы с металлом.
Внимание Уважаемые
|
 ru
ruВнимание покупателей подшипников
Уважаемые покупатели, отправляйте ваши вопросы и заявки по приобретению подшипников и комплектующих на почту или звоните сейчас:
+7 (495) 128 22 34
[email protected]
Доставка подшипников по РФ и зарубежью.
Каталог подшипников на сайте
themechanic.ru
Внимание покупателей подшипников
Уважаемые покупатели, отправляйте ваши вопросы и заявки по приобретению подшипников и комплектующих на почту или звоните сейчас:
+7 (495) 128 22 34
[email protected]
Доставка подшипников по РФ и зарубежью.
Каталог подшипников на сайте
themechanic.ru
Почему производитель металла взялся за гибку панелей
Взять и начать заново касается не только отдельных лиц. Иногда компании тоже нуждаются в перезагрузке.
Иногда компании тоже нуждаются в перезагрузке.
Джо Бин купил участок площадью 65 000 кв. футов. здание во Франклине, штат Теннесси, в начале 2021 года. Это должно было стать новым домом для FlexMet Inc., его компании по производству прецизионного листового металла.
Он управлял компанией California Precision Products в Сан-Диего с 1984 года, в основном обслуживая местные аэрокосмические компании. Цех имел возможности лазерной резки с ЧПУ, механической обработки, штамповки, гибки листогибочным прессом и гибки труб в дополнение к порошковому покрытию. Ежемесячно она выпускала от 600 до 700 различных артикулов для различных клиентов, что делало сложный мир ремонтной мастерской еще более сложным.
Кроме того, расположение магазина нисколько не облегчало задачу. Калифорния печально известна своими высокими налогами и чрезмерным государственным регулированием, добавляющим накладные расходы, которые ставят под угрозу прибыльность компании. Это также не было идеальным местом для обслуживания потенциальных клиентов на Среднем Западе, Юго-Востоке и Восточном побережье из-за логистических затрат и препятствий.
Перед переездом Бин разработал собственную продуктовую линейку — шкафы, предназначенные для обеспечения сохранности помещенных в них бюллетеней. (Один из продуктов, находящихся в настоящее время в разработке, — это интеллектуальный почтовый ящик, который может проверять идентификацию избирателя, чтобы сопоставить ее с бюллетенем.)
«Меня это очень интересует, и мы видим успех продукта. Мы продаем их по всей стране, — сказал Бин.
Ключевым элементом способности компании производить шкафы является гибочный станок BCe Smart от Prima Power. Это была одна из первых машин, которую Бин запустил, когда открыл двери своего нового предприятия FlexMet во Франклине.
Что касается FlexMet, Бин сказал, что он надеется больше сосредоточиться на своих собственных продуктах, даже несмотря на то, что он продолжает подрабатывать в мастерской с давними клиентами. Следующий запуск продукта будет сосредоточен на кухонных шкафах и компонентах для улицы. Панелегиб также будет играть большую роль в производстве этих деталей.
Панелегиб также будет играть большую роль в производстве этих деталей.
Вернувшись в Калифорнию, Бин сказал, что его компания имеет восемь листогибочных прессов и панельный станок. Во Франклине у FlexMet всего четыре тормоза и панельогиб.
«Мы узнали о панелегибе, когда хотели автоматизировать цикл формовки в нашем бизнесе. Это было действительно так просто, — сказал Бин. «Это действительно хорошо сработало».
Вот причины, по которым компания FlexMet приобрела станок для гибки панелей, и почему это имеет смысл для компании.
ПРАВИЛЬНЫЙ ИНСТРУМЕНТ ДЛЯ НУЖНЫХ ДЕТАЛЕЙ
В панелегибочном станке манипулятор удерживает заготовку на месте, пока пара гибочных лезвий контактирует с материалом, изгибая его вверх и вниз. Лезвия колеблются вокруг одной точки изгиба до тех пор, пока в заготовке не будет достигнут желаемый угол. Поскольку заготовка сгибается таким образом, для такого станка подходят только определенные типы деталей. Вот почему панели, например те, которые являются частью конструкции шкафа, хорошо подходят для этих устройств.
Вот почему панели, например те, которые являются частью конструкции шкафа, хорошо подходят для этих устройств.
Панелегиб не может делать все сразу, поэтому FlexMet до сих пор использует листогибочные прессы. (На самом деле Бин сказал, что собирается добавить новый листогибочный пресс в ближайшие месяцы.)
«Прежде всего, все фланцы должны быть обработаны, чтобы деталь можно было снять манипулятором. Он будет изгибаться в обоих направлениях, но последний изгиб должен быть направлен вверх, — сказал он . «Кроме того, если у вас есть деталь менее 25 дюймов или около того, просто не имеет смысла ставить ее на этот станок».
НЕ ТРЕБУЕТСЯ КВАЛИФИЦИРОВАННЫХ ОПЕРАТОРОВ
Бин сказал, что он может найти оператора, готового управлять станком для гибки панелей, всего после недели обучения. Это позволяет за короткое время стать ценным сотрудником в цехе и высвобождает более опытный персонал для задач, которые повышают ценность обрабатываемых металлических деталей, чего не происходит, когда они наставляют своих менее опытных коллег.
Бин сказал, что почти все задания для станка для гибки панелей программируются в автономном режиме с помощью Master BendCam. Программное обеспечение имеет возможности 3D-моделирования, помогающие исключить ошибки при последовательностях гибки. Из-за этого оператору нужно только взять задание, загрузить деталь и выгрузить деталь, когда она будет выполнена.
Чтобы запустить станок, оператор кладет лист на щеточный стол, а затем запускает работу, что является сигналом для манипулятора задействовать лист и автоматически отцентрировать его для начала цикла гибки. В отличие от оператора листогибочного пресса, который должен точно центрировать деталь относительно заднего упора, манипулятор панельогиба делает это за оператора.
Манипулятор подает лист постепенно по мере выполнения изгибов с одной стороны, а затем вращает лист и аналогичным образом подает его для дальнейшего изгиба. Для асимметричных краев листа или частичных фланцев на одной стороне листа панельогиб имеет вспомогательные лезвия, которые могут перемещаться на место, чтобы приспособиться к нерегулярной работе.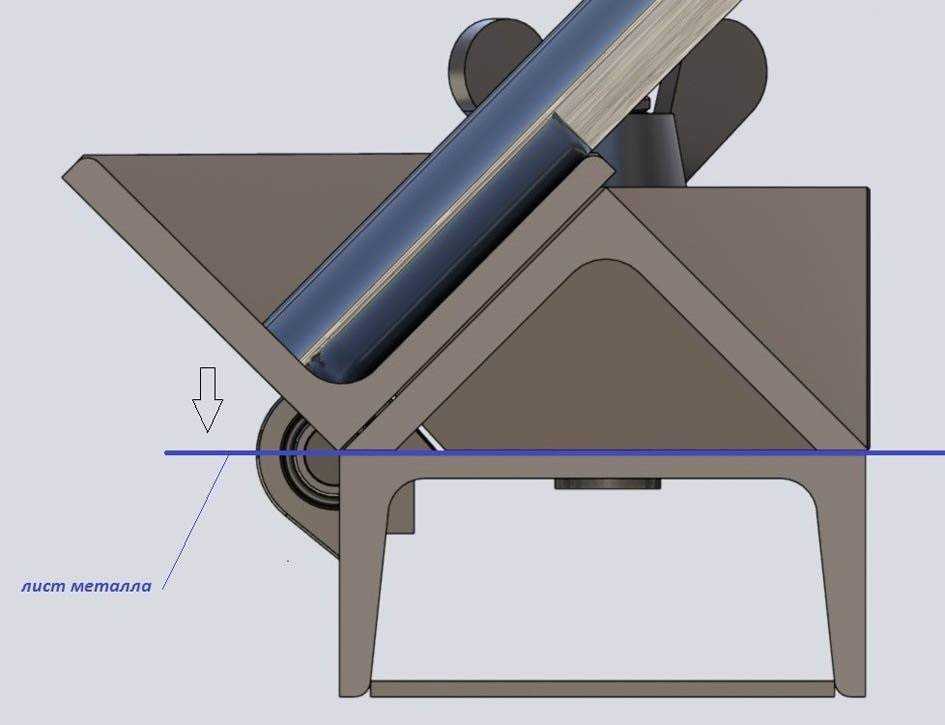 Называемый опцией ASP, лезвия возвращаются в исходное положение за пределами области изгиба, когда эти нетипичные формы завершены.
Называемый опцией ASP, лезвия возвращаются в исходное положение за пределами области изгиба, когда эти нетипичные формы завершены.
Операторам станков для гибки панелей не нужно ничего знать о настройке инструментов. Это делается автоматически.
Устройство автоматической смены инструмента сокращает время между работами. Всего за несколько секунд инструменты, которые удерживают лист на месте, можно быстро удалить или добавить, чтобы создать набор инструментов, соответствующий заготовке, которую планируется разместить на щеточном столе. Бин подсчитал, что для смены инструмента требуется всего 15–20 секунд, что быстрее, чем смена инструмента на полностью автоматизированных листогибочных станках.
«В этом производственном процессе мы можем запускать 10 различных номеров деталей в очень небольшом объеме в течение одного дня, не страдая от длительного времени настройки», — сказал Бин.
ПРОСТОТА ДЛЯ ОПЕРАТОРОВ
Панелегиб выполняет все манипуляции с деталями во время цикла формовки.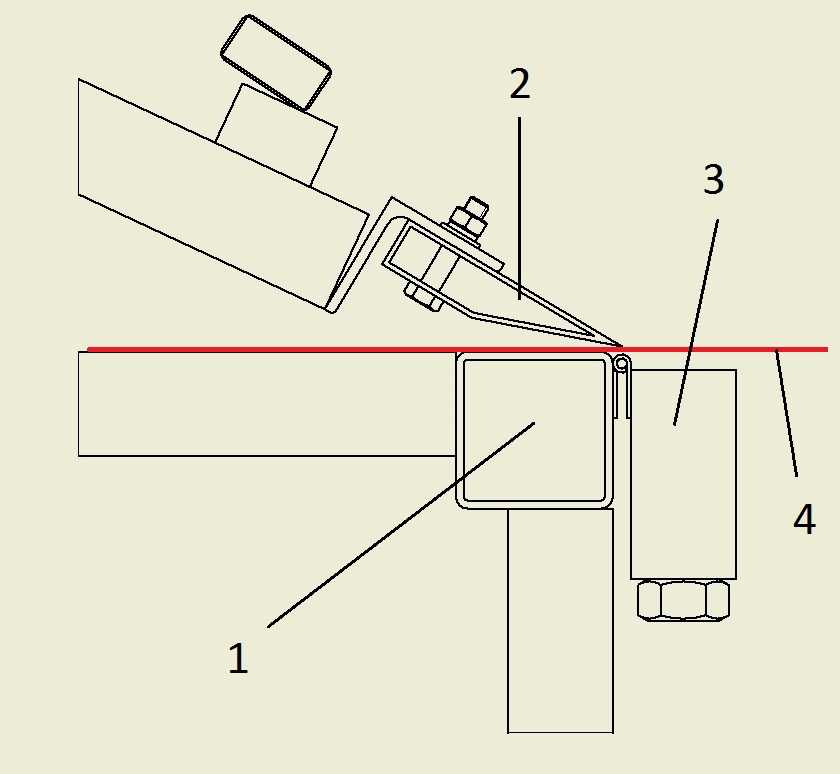 Оператору нужно только загрузить деталь на щеточный стол и расположить ее там, где ее сможет захватить манипулятор станка. Боковые секции рабочего стола BCe Smart можно опустить, чтобы оператор мог легче получить доступ к листам во время загрузки или разгрузки.
Оператору нужно только загрузить деталь на щеточный стол и расположить ее там, где ее сможет захватить манипулятор станка. Боковые секции рабочего стола BCe Smart можно опустить, чтобы оператор мог легче получить доступ к листам во время загрузки или разгрузки.
ПРИВЕТСТВИЕ НОВОМУ БИЗНЕСУ
Бин сказал, что ему не терпится увидеть, как FlexMet расширяется, создавая собственную продукцию и даже беря на себя заказы по контрактному производству от других крупных производственных компаний на юго-востоке. Такие инструменты, как станок для гибки панелей, позволят участвовать в торгах на эту работу, даже если компания надеется нарастить штат сотрудников.
«Панелегиб очень специфичен в том, что он делает, но он действительно хорош в том, что он делает. Это действительно главное» сказал он.
FlexMet формирует для себя новое будущее по одной панели за раз.
Эту и другие новости от наших клиентов вы найдете в новом номере журнала Power Line.
Полная версия этой статьи появилась в апрельском номере журнала THE FABICATOR за 2022 год.
Erie Tools 72-дюймовый ручной тормозной станок для листового металла с изгибами 0-120° калибра 22
MSRP:
2 833,00 долл. США
Сейчас:
2099,99 долларов США
(Вы экономите
$733,01
)
Бесплатная доставка
(пока отзывов нет)
Написать обзор
Erie Tools
Erie Tools 72-дюймовый промышленный листогиб с ручным тормозом и подставкой для листового металла
Рейтинг
Требуется
Выберите рейтинг1 звезда (худший)2 звезды3 звезды (средний)4 звезды5 звезд (лучший)
Имя
Электронная почта
Требуется
Тема отзыва
Требуется
Комментарии
Требуется
- Артикул:
- ТТ-HB72
- СКП:
- 817482029838
- Состояние:
- Новый
- Вес:
- 410,00 фунтов
- Описание
- Технические характеристики
Erie Tools 72-дюймовый дисковый тормоз для листового металла. Этот тормоз сгибает листовой металл шириной до 72 дюймов. Максимальная толщина – мягкая сталь 22-го калибра или алюминий 20-го калибра. Угол изгиба от 0 до 120 градусов. Тормоз поставляется со съемной подставкой с широким основанием для использования в качестве напольного или настольного устройства.
Этот тормоз сгибает листовой металл шириной до 72 дюймов. Максимальная толщина – мягкая сталь 22-го калибра или алюминий 20-го калибра. Угол изгиба от 0 до 120 градусов. Тормоз поставляется со съемной подставкой с широким основанием для использования в качестве напольного или настольного устройства.
- Ширина: 72 дюйма
- Угол изгиба: от 0° до 120°
- Емкость: мягкая сталь 22 калибра (алюминий 20 калибра)
- Оснащен верхней и нижней ручками
- Монтажные ножки с отверстиями.
- Регулируемое усилие зажима для точной работы.
- Стальная конструкция
материал
Общая глубина:
Общая высота:
Общая ширина:
- сопутствующие товары
- Клиенты также просмотрели
Быстрый просмотр
В корзинуИнструменты Эри
Erie Tools 5-дюймовые настольные ручные ножницы для резки листового металла, листов и арматуры
Рекомендуемая производителем розничная цена:
$250.
 00
00Сейчас:
$152,99
Бесплатная доставка
Быстрый просмотр
В корзинуИнструменты Эри
Настольные 8-дюймовые настольные ножницы Erie Tools для резки листового металла, пластин и арматуры
Рекомендуемая производителем розничная цена:
$305.00
Сейчас:
226,99 долларов США
Бесплатная доставка
Быстрый просмотр
В корзинуЭри Инструменты
Erie Tools 36-дюймовая промышленная пластина для гибки листового металла с подставкой
Рекомендуемая производителем розничная цена:
$1250,00
Сейчас:
$999,99
Бесплатная доставка
Быстрый просмотр
В корзинуИнструменты Эри
Erie Tools 4-дюймовый ручной гибочный пресс и листогибочный станок для листового металла
Рекомендуемая производителем розничная цена:
$217.

