Листогиб своими руками чертежи и описание как сделать: чертежи и описание, как сделать
Содержание
AutoSpeed — складной металлический
Покупки: Недвижимость | Костюмы | Гитары
Эта проблема
Архивные статьи
Блог
О нас
Связаться с нами
ПОИСК
Выпуск: 561
Раздел: Особенности DIY Tech
15 декабря 2009 г.
Джулиана Эдгара
Нажмите на картинку для увеличения
Краткий обзор…
Металлические конструкции папок
Тормоза и дисковые тормоза
Простая папка «сделай сам»
Недорогие коммерческие папки
Написать другу Распечатать статью
Эта статья была впервые опубликована в 2005 году.
Требование состояло в том, чтобы соответствовать два электронных модуля под приборной панелью. Достаточно легко сказать, но они также должны были быть надежно закреплены — и единственные болты, которые можно было использовать, располагались в один конец, где коробки должны были сидеть. Никакие готовые кронштейны не помогут, поэтому нужно было что-то нестандартное. Очередная работа для моей самодельной металлической папки… возможно, один из сотни, которые я использовал за последние 10 лет. Час или чуть позже две алюминиевые полки были установлены под приборной панелью аккуратно и аккуратно. надежно удерживая модули на месте.
Пока у вас есть маленький папка из листового металла доступна, вы действительно не понимаете, насколько она полезна в машине модификация. (И, если подумать, это хорошо не только для металла. Папка также можно использовать для изгиба пластика, например, изгибы с обеих сторон Здесь показан поддон из АБС-пластика толщиной 3 мм.) Но обратно к металлу, папка может быть использована для изготовления лотков для аккумуляторов, кронштейнов, приборной панели панели и ящики. Его можно использовать для придания жесткости новым панелям, которые в противном случае лопнули бы. вокруг, и надеть выступы на куски листа, которые обычно нуждаются в винтах прошел через лицевую сторону.
Но это также может быть очень запутанный инструмент для выбора. Во-первых, большинство ссылок на папки называют их листовой металл «тормозит», а не папки. А еще есть «тормоза кастрюли», как хорошо! Не говоря уже о том, что небольшая папка из листового металла может стоить тысячи долларов. долларов – или, как вариант, менее 80 долларов…
Итак, давайте взглянем на из чего состоят металлические папки, то начните с очень простой, которую вы сможете построй себя.
The Designs
Металлические папки делятся на две части. базовые конструкции.
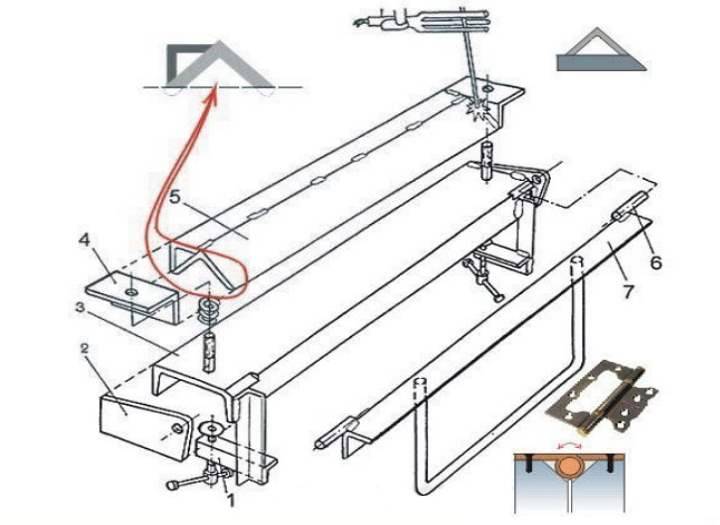
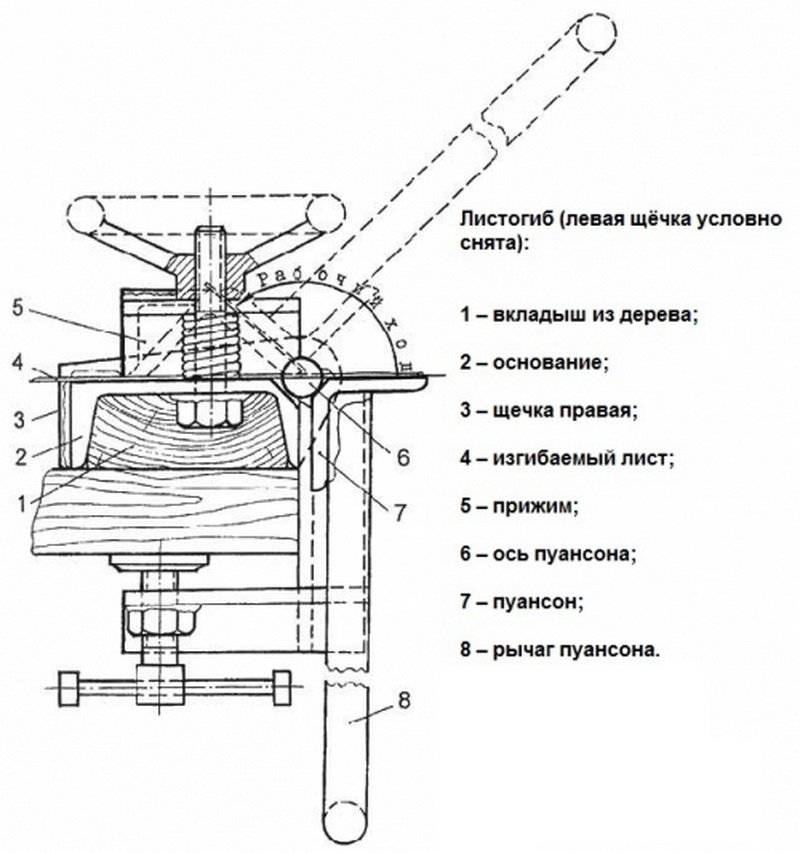
Складной тормоз зажимает лист между двумя прочными плоскими стальными стержнями, а третий кусок стали, поворачивается на каждом конце, давит на лист и складывает его вокруг верхней стержень, удерживающий материал на месте. Эта верхняя планка обычно сильно скошенной на передней поверхности, так что угол более 90 градусов может быть достигается в сгибе.
Другое исполнение — пресс тормоз — проталкивает лист в матрицу. Если кубик имеет форму буквы V, чем дальше лист вдавливается в него, тем круче будет изгиб, до максимума, определяемого внутренним углом V.
Первый вариант наиболее часто используется в небольших ручных папках и самодельных папках. Последний подход обычно в больших машинах, хотя он также присутствует в некоторых небольших многоцелевые машины, такие как та, что показана слева, которая также может прокатывать и резать лист.
«Тормоз» — это папка, может делать только параллельные сгибы в листе. Так, например, тормоз может сложить два противоположных края листа, образуя П-образный лоток с плоским дном. Однако не может сложить два другие концы лотка, чтобы сделать открытую коробку или кастрюлю . Это невозможно, потому что уже сделанные складки попадут в машину.
«Пан-тормоз» позволяет складывание ящиков или кастрюль. Это достигается благодаря съемным пальцам разной ширины в верхней панели папки. Когда оставшиеся концы коробку нужно сложить, пальцы подбираются как раз по внутренней ширине коробки. Другие пальцы удаляются, чтобы обеспечить зазор, поэтому, когда последние два сгибы сделаны, ранее загнутые края не пачкают машину.
Поддонные тормоза обычно намного дороже, чем тормоза, но возможность загнуть все края листа — это очень полезная возможность.
Еще одно серьезное влияние на стоимость — это максимальная ширина материала, которую машина может сложить. Стоимость быстро растет по мере того, как вы идете шире — и поднимаетесь еще быстрее, если вы также хотите иметь возможность сложите толстый лист калибра. На самом деле, удивительно, как быстро вы можете попасть в Территория от 3 до 5000 австралийских долларов… пока вы смотрите только на маленькую кастрюлю с ручным управлением тормоза!
Однако в самом основном конец спектра фолдов, немного работы и около 50 австралийских долларов могут дать вам простой гибочный тормоз металла.
Сил
Силы, участвующие в изгиб листового металла может быть очень большим. В обычном гибочном тормозе подвижный Нижний стержень хочет выгибаться наружу при выполнении изгиба, в то время как верхний прижимная планка также подвергается большим нагрузкам. Поэтому хорошие тормоза из очень толстых материалов, часто с натяжными стержнями, используемыми в конструкции для придают еще большую жесткость. Следствием этого является то, что гибка листового металла тормоза очень тяжелые — об этом нужно помнить при покупке. Другой важно никогда не заставлять гибщика выполнять свою работу — он всегда должен работать без большого давления.
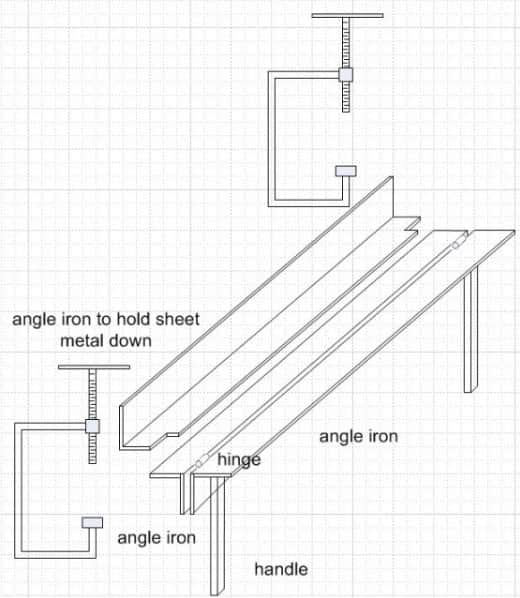
Тормозная лампа «Сделай сам»
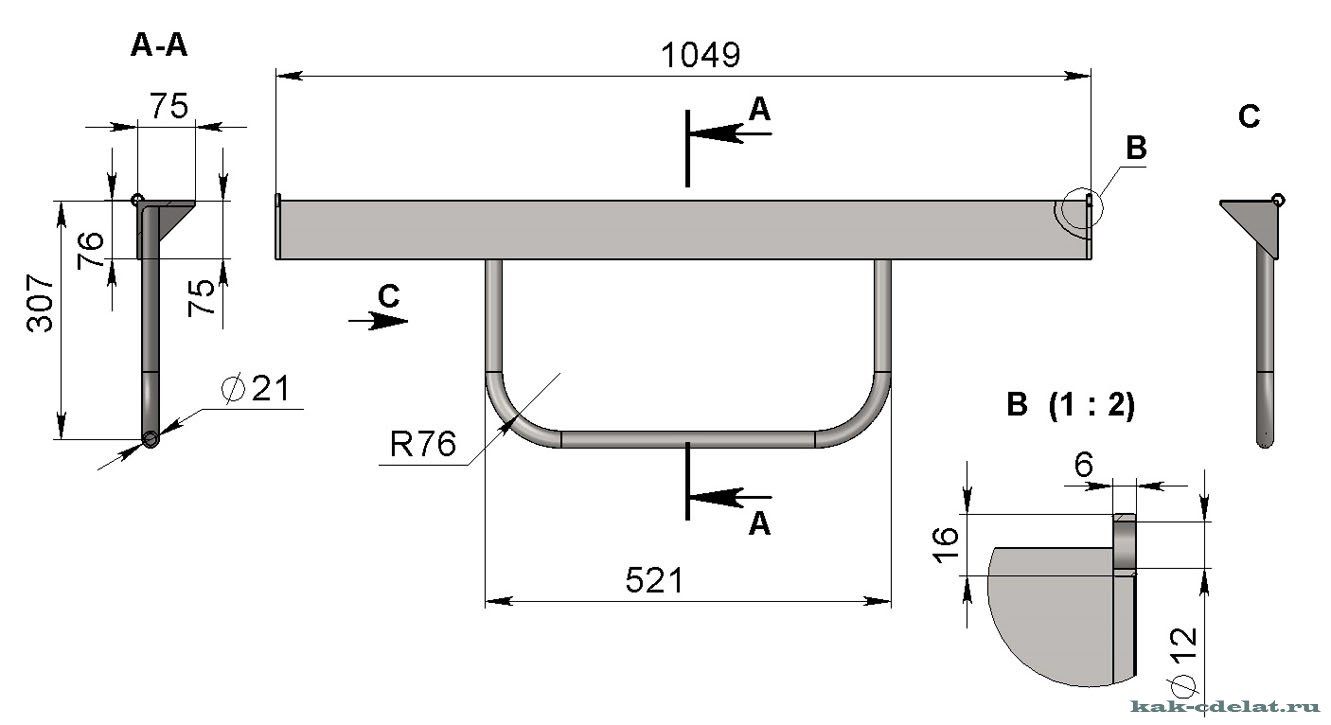
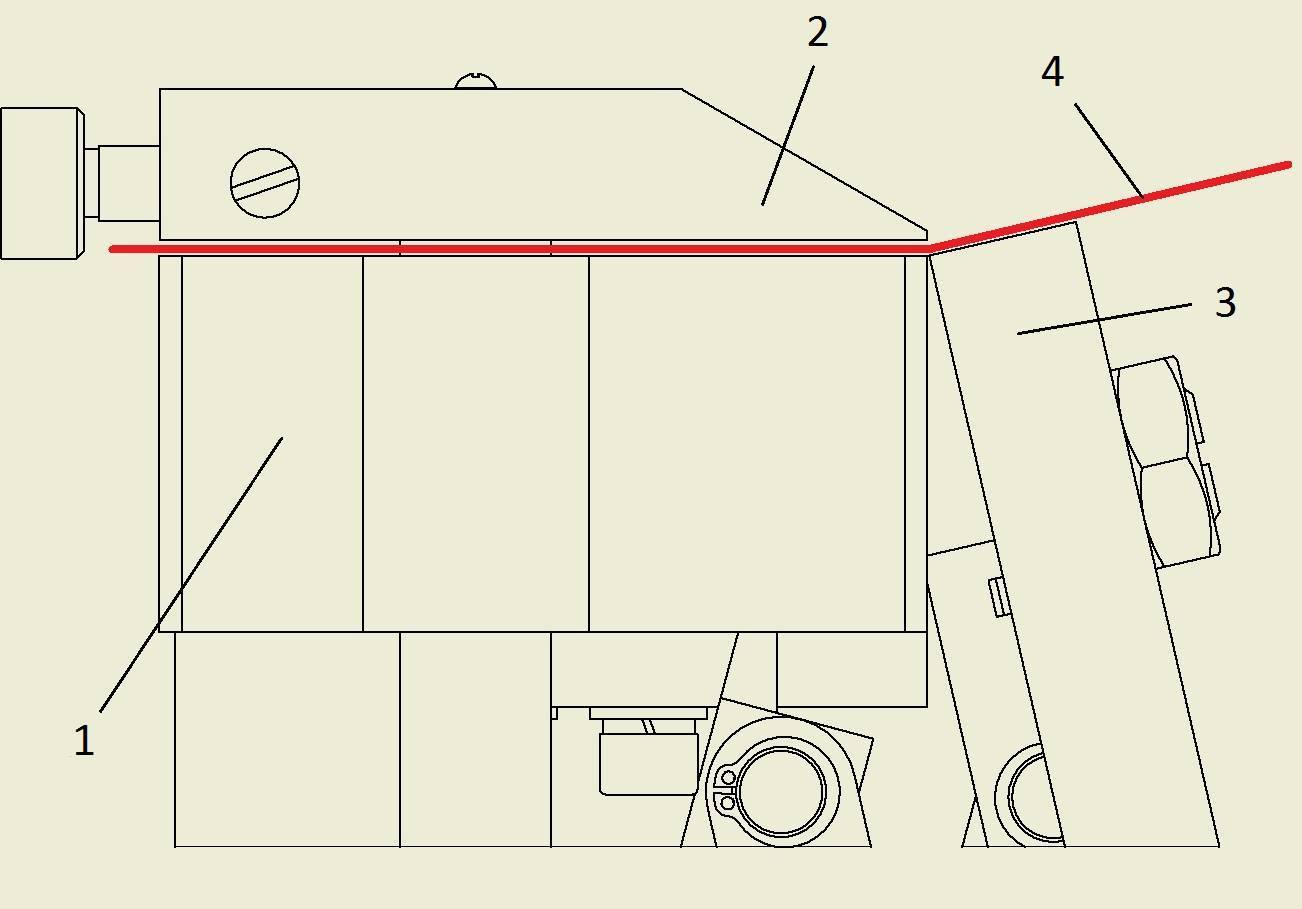
Это металлическая папка что я сделал сам. Прошло около десяти лет любительской работы, в основном на свету. калибр алюминий. Со временем петли растягивались и деформировались, поэтому папка теперь не может делать действительно крутые изгибы с коротким радиусом. (Однако в алюминия это преимущество, так как алюминий может треснуть на острых изгибах.) подходит для изгибов алюминиевого листа толщиной до нескольких миллиметров и выше до 1 мм в листовой стали.
Короче говоря, это неточная конструкция, дающая хорошие результаты при работе с тонкими материалами. И это можно построить дома, используя только электрическую дрель и ножовку. В зависимости от как вы получаете стальной угол и болты, это может стоить вам чего угодно от 30-50 австралийских долларов.
Коммерческий тормоз с малым калибром
Если вы не хотите строить модели DIY, описанной выше, аналогичные конструкции доступны в продаже. Обычно они используют пару G-образных зажимов, чтобы удерживать материал на месте. материал шириной до 18 дюймов (иногда 30 дюймов) и может иметь винт регулировка радиуса изгиба. Обратите внимание, что опять же, они не являются панорамными тормозами. (они не могут завернуть концы коробки или кастрюли), а некоторые из них очень легкие. (т.е. нежесткая!) конструкция.
Эти папки доступны примерно от 100 австралийских долларов — проверьте eBay.
Пластинчатый тормоз малого калибра
Как мы уже говорили выше, коммерческие панорамные тормоза, как правило, дороги, однако есть хитрый способ достижение возможности складывания ящиков.
Если верхняя перекладина, удерживающая материал на месте имеет глубокие прорези, можно сложить все четыре края листа – при условии, что эти складки достаточно неглубокие. Таким образом, для Например, в показанной здесь папке прорези имеют длину 25 мм, что означает два Концы коробки, которые складываются последними, не могут быть выше 25 мм. Также, в отличие от надлежащего тормоза панорамирования, вы не можете смешивать и подбирать пальцы, чтобы добиться очень большое разнообразие внутренних размеров ящиков – здесь вы ограничены расстоянием между прорезями. (На начальном изображении крупным планом показана эта папка в действии.)
Этот аппарат был куплен eBay и стоит 75 австралийских долларов.
Тарельчатый тормоз среднего калибра
Ручной дисковый тормоз A способный принимать лист шириной до 4 футов, а листовая сталь толщиной 2 мм стоит около 3000 австралийских долларов. Это идеальная папка для работы общего назначения, ширина и возможности кастрюли, позволяющие вам также делать полки и лотки, а также все другие формы, упомянутые ранее. Но его стоимость означает, что это, вероятно, не будет куплен самодельщиком!
Когда вы достигнете этого размера дискового тормоза, прижимная планка должна быть зафиксирована на листе с помощью рычаг, работающий с эксцентриковым кулачком, складывающаяся створка должна быть сильно с противовесом (что значительно облегчает выполнение изгиба), а балки должны быть из толстой усиленной стали.
Новый против подержанного
Тормоз или поддон хорошего качества Тормоз прослужит не менее 100 лет. Если за ним ухаживать, возможно, даже дольше, чем это. Так что неудивительно, что цена подержанного листа металлические папки очень близки к новым ценам. Если старый, сильно построенной единицы, цена подержанной машины может быть даже выше, чем Цена нового, но не очень хорошо сконструированного Бендера. Итак, цены указаны в этой статье относятся как к новым, так и к подержанным машинам.
Вывод
Даже простой гибочный станок из уголка и болтов даст гораздо лучший результат, чем попытки согнуть материал в тисках или с помощью зажатых деревянных брусков.
Самодельный детский самокат с реактивным двигателем…
Featured Cars — 23 января 2007 г.
Реактивное безумие Джона!
Как работают системы рулевого управления с электроусилителем
Технические характеристики — 23 июля 2008 г.
Электроусилитель руля
Реле часто недооценивают при модификации автомобилей, но они дешевы и эффективны
DIY Tech Features — 27 января 2009 г.
Как электронно модифицировать свой автомобиль, часть 7
Основные преимущества по сравнению с промежуточным охлаждением воздух/воздух
DIY Tech Features — 22 апреля 2014 г.
Сборка промежуточного охладителя вода/воздух
Самый важный самолет?
Особые возможности — 15 декабря 2009 г.
Райт Флаер III
Менее 5 долларов, но при этом может реально улучшить качество вождения
DIY Tech Features — 13 января 2009 г.
Как электронно модифицировать свой автомобиль, часть 5
Невероятная конструкция
Особые характеристики — 1 октября 2013 г.
Фолкеркское колесо
Подключение нового интеркулера
DIY Tech Features — 26 июля 2011 г.
Монтаж интеркулера своими руками
Невероятный рекорд наземной скорости Bluebird
Особые возможности — 3 апреля 2006 г.
Величайшие автомобили мира, часть 1
Проектирование конструкций, чтобы они не подвели
DIY Tech Features — 21 февраля 2006 г.
Создание вещей, часть 1
StringBender: Инструкции по установке комплектов B-Bender
Fender (Parsons/Green) B-Bender спроектирован и изготовлен так, чтобы обеспечить десятилетия бесперебойной работы при правильной настройке и установке. В данных инструкциях по установке предполагается, что у вас есть соответствующее оборудование, навыки и профессиональный опыт, необходимые для установки B-Bender.
Пожалуйста, внимательно прочитайте инструкции. Если вы решите, что предпочитаете, чтобы Джин Парсонс из StringBender Custom Shop выполнил установку, с ним можно связаться следующим образом:
Отказ от ответственности: StringBender, Incorporated, Fender Musical Instrument Corporation и StringBender Custom Shop не несут никакой ответственности за повреждение гитары в результате неправильной установки Fender (Parsons/Green) B-Bender.
ИНСТРУМЕНТЫ:
Измерительная шкала или линейка
Мягкий молоток
Писец
Жирный карандаш
Сверлильный станок
Сверло Форстнера диаметром 15/16 дюйма (или другое подходящее)
Фреза с прямой фрезой от 3/8″ до 1/2″ и шаблоном, следуя инструкциям. (Диаметр направляющей фрезера должен быть не более чем на 1/8 дюйма больше диаметра фрезы.)
Маршрутизатор. (Это необязательное, но удобное устройство удерживает корпус гитары и шаблон на месте во время разводки. )
ШАГ ПЕРВЫЙ: НАЙТИ ЦЕНТР СТРУННОЙ БАШНИ
Примечание. Это чрезвычайно важный шаг, поскольку функционирование Fender B-Bender и окончательный успех установки напрямую зависят от правильного расположения отверстия 15/16″, которое должно быть просверлен в корпусе гитары, чтобы принять «башню для натяжения струн».
Процедура:
Положите гитару на спину грифом влево.
Снимите защитный кожух.
С помощью жирного карандаша проведите продольную линию точно по центру корпуса гитары. (См. фото А и чертеж в натуральную величину и план компоновки). Это будет ваша базовая линия для справки, и она будет называться «Линия центра тела».
Фото A: Центральная линия и линия струны «B»
Отметьте линию, параллельную «линии центра тела», проходящую через центр отверстия для наконечника струны B. Это будет называться «линия струны си».
Положите Fender B-Bender поверх гитары, как показано на фото A, и расположите его так, чтобы выполнялись следующие четыре условия:
— «Башня для натяжения струн» расположена в центре прямо над «линии B String» (см. Фото A).
— Длинный прямой край «задней пластины» Fender B-Bender параллелен «осевой линии кузова». Измерьте с помощью весов, чтобы быть уверенным, как показано на фото C.
— Зазор между внутренним краем «рычага ремня» и краем гитарной опоры составляет не менее 1/8 дюйма, как показано на фото B.
— «Задняя пластина» Fender B-Bender расположена таким образом, чтобы ее внешние края были как можно точнее выровнены, чтобы быть концентричными с внешними краями корпуса гитары.
Фото B: Зазор рычага ремня
Фото C: Выравнивание колонны натяжения струн
Пока Fender B-Bender все еще лежит на корпусе гитары и выполнены четыре критерия, измерьте расстояние от центра отверстия для наконечника струны си до края «башни для натяжения струны» (вдоль линии струны си), как показано на Фото D. Добавьте к этому измерению половину расстояния по ширине основания «Башни для натяжения струн» (29/64 дюйма). Сумма этих двух измерений представляет собой расстояние до центра отверстия диаметром 15/16 дюймов, которое вы просверлите для «Башни для натяжения струн».
Примечание. Убедитесь, что «задняя пластина» Fender B-Bender не будет мешать наконечникам для струн.
Фото D: Измерение центра отверстия 15/16″
Снимите Fender B-Bender с лицевой стороны гитары и аккуратно отметьте центральную точку 15/16-дюймового отверстия жирным карандашом. Когда вы дважды проверили свои измерения и полностью уверены в расположении 15/16-дюймового отверстие, которое нужно просверлить, отметьте центр чертилкой.
ШАГ ВТОРОЙ: ОТВЕРСТИЕ 15/16″
Установите стол сверлильного станка так, чтобы он был плоским/горизонтальным. (См. фото E)
Фото E: Растачивание отверстия 15/16″
Закрепите и выровняйте корпус гитары в сверлильном станке, используя мягкие блоки или другие подходящие защитные приспособления.
С помощью острого сверла Форстнера диаметром 15/16″ (или другого подходящего) просверлите отверстие диаметром 15/16″ для «Башни для натяжения струн».
4. Снимите корпус гитары со сверлильного станка.
ШАГ ТРЕТИЙ: СОЗДАЙТЕ ШАБЛОН МАРШРУТИЗАЦИИ
Мы используем 1/8-дюймовое прозрачное оргстекло для наших шаблонов фрезерования и «маршрутную коробку» (см. фото F). У вас могут быть собственные предпочтения или доступ к «маршрутизатору штифтов» или фрезерному станку с ЧПУ. Тем лучше. В этом случае убедитесь, что вы создали зону трассировки не меньше, чем показано на шаблоне, входящем в комплект поставки Fender B-Bender.Небольшой размер может быть приемлемым, но не меньшего размера.
Фото F : Коробка для маршрутизации и прозрачный шаблон, готовые для маршрутизации
ШАГ ЧЕТВЕРТЫЙ: МАРШРУТИЗАЦИЯ
Изучите «Полноразмерный чертеж, компоновку и планы разводки». Обратите внимание на взаимосвязь и выравнивание между фрезерованием и «задней пластиной». После фрезерования должно остаться достаточно древесины, чтобы в нее можно было вставить крепежные винты «Задняя пластина». «Контур задней пластины Fender B-Bender», используемый в сочетании с «Шаблоном маршрутизации» и «Полноразмерными чертежами, компоновкой и планом фрезерования», позволит вам определить правильное расположение фрезерования.
Фрезеруйте основную полость на глубину 7/8 дюйма, как указано в «Полноразмерном чертеже, схеме расположения и планах фрезерования».
Профрезеруйте двойную заштрихованную область, указанную на «Полноразмерном чертеже, схеме расположения и планах фрезерования», на глубину 1-1/8 дюйма (см. фото G)
Фото G: Зона для более глубокой фрезеровки
Область вокруг отверстия диаметром 15/16 дюйма для «Башни для натяжения струн» должна быть проложена на глубину 1-5/16 дюйма и должна иметь диаметр приблизительно 1-1/8 дюйма. должно быть точно 1-1/8 дюйма, так как это только для зазора, но он не должен быть меньше 1-1/8 дюйма. Пожалуйста, обратитесь к «Полноразмерному чертежу, компоновке и планам разводки» и см. Фото H)
Фото H: Участок для более глубокой фрезеровки
ШАГ ПЯТЫЙ: УСТАНОВИТЕ КОЛЬЦО НАГРЕВА
Большое кольцо с наконечником, входящее в комплект Fender B-Bender, следует осторожно вбить мягким молотком в отверстие 15/16-дюймовой стойки для натяжения струн с лицевой стороны гитары (см. фото I).
Фото I: кольцо с наконечником
ЭТАП ШЕСТОЙ: УСТАНОВИТЕ КРЫЛО B-BENDER
Очистите все неровности в фрезерованной полости.
С тыльной стороны гитары вставьте «башню для натяжения струн» в отверстие и осторожно вдавите Fender B-Bender в подготовленную полость. (Небольшое количество смазки на уплотнительном кольце башни для натяжения струны может помочь верхней части башни войти в «феррульное кольцо».)
Убедитесь, что имеется достаточно места для того, чтобы Fender B-Bender полностью опустился вниз, а «задняя пластина» прилегала к задней части корпуса гитары, и осталось место для «рычага ремня», чтобы полностью задействовать вверх и вниз в своем слоте на «Задней пластине». (Отрегулируйте «Колесо настройки», чтобы обеспечить максимальное движение «Рычага ремня»). Если места для Fender B-Bender недостаточно, чтобы его можно было прижать до упора и одновременно совместить с «центральной линией кузова», потребуется извлечь немного больше материала из профилированной полости, где есть помехи. .
Когда все готово для установки Fender B-Bender в его профилированную полость, можно предварительно просверлить отверстия для монтажных винтов и вставить крепежные винты «Задняя пластина».
Закрепив Fender B-Bender крепежными винтами, еще раз проверьте, чтобы «рычаг ремня» плавно поднимался и опускался в своем гнезде.
Если на этом этапе все выглядит хорошо, снимите Fender B-Bender и нанесите плоскую черную краску на область фрезерованной полости, которая видна через открытую прорезь, где «рычаг ремня» выступает из «задней пластины».
Переустановите Fender B-Bender.
Примечание. Стандартный корпус Telecaster имеет толщину 1–3/4 дюйма. Если корпус гитары, в который устанавливается Fender B-Bender, толще стандартного корпуса Telecaster, можно использовать прокладочные шайбы 3/16 дюйма (внутренний диаметр). вставляется между основанием «Башни для натяжения струн» и «Задней пластиной». Это разместит «башню для натяжения струн» и ее маятник немного дальше/выше в «кольце наконечника».
ШАГ СЕДЬМОЙ: ВЫРЕЗАТЬ ПРОРЕЗ ДЛЯ СТРУНЫ ‘B’ В ПЛАСТИНЕ МОСТА
ИНСТРУМЕНТЫ:
Круглый напильник от 3/32″ до 1/8″ ИЛИ Вертикально-фрезерный станок с концевой фрезой 1/8″
Жирный карандаш
Шкала измерения
Если ваш бридж представляет собой плоский седловидный стиль с интонационными винтами на одной линии со струнами, вам также потребуются нарезной метчик и метчик, соответствующий размеру интонационного винта.
Порядок выполнения трех- или шестиседельного традиционного бриджа:
Сделайте отметку жирным карандашом или несмываемой ручкой, не снимая струны и бридж. на месте, на задней кромке моста прямо на линии СТРУНЫ «В». Эта метка будет указывать, где вы должны сделать прорезь в кромке пластины бриджа, чтобы обеспечить путь для струны «B» от башни натяжения струны (или тяговой втулки для классического B-бендера, как показано) к бриджи.
Снимите струны и освободите звукосниматель от пластины бриджа. Снимите пластину бриджа с гитары. Если вы собираетесь использовать напильник для вырезания паза, вам также необходимо будет удалить седловидную часть «B».
Напилите или отфрезеруйте прорезь по центру метки на глубину 5/16 дюйма (плюс или минус 1/16 дюйма в зависимости от угла шейки и высоты моста).
Порядок действий для бриджа с плоскими седлами и интонационными винтами в соответствии со струнами:
Напильник или фрезерная прорезь для струны «си» в крае пластины бриджа прямо там, где расположен интонационный винт. Резьбовую центральную часть седла необходимо отфрезеровать или выпилить. Оставьте выступ 1/32 дюйма в нижней части паза, чтобы седло оставалось прочным и жестким.
Повторно просверлите и снова вставьте резьбу в ножку седла, которая находится справа, если вы смотрите на гитару с поднятым грифом.
Просверлите новое отверстие для винта интонации справа от прорези в кромке пластины моста.
Плоские мостовидные протезы с уже выполненной механической обработкой можно приобрести в магазине StringBender Custom Shop.

 Никакие готовые кронштейны не помогут,
Никакие готовые кронштейны не помогут,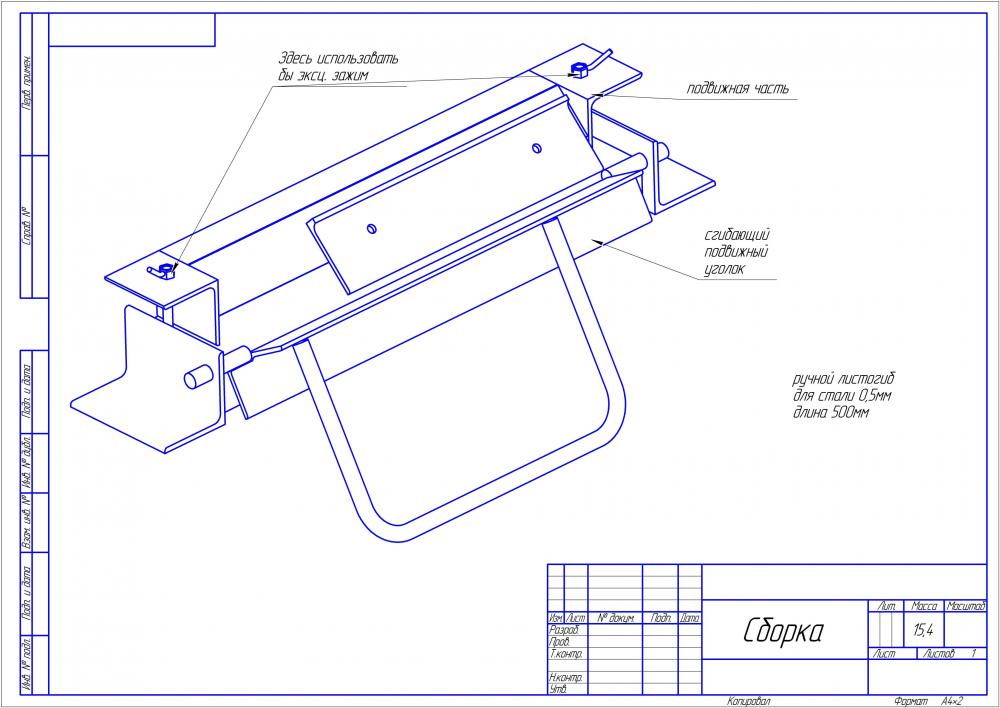

 Когда оставшиеся концы
Когда оставшиеся концы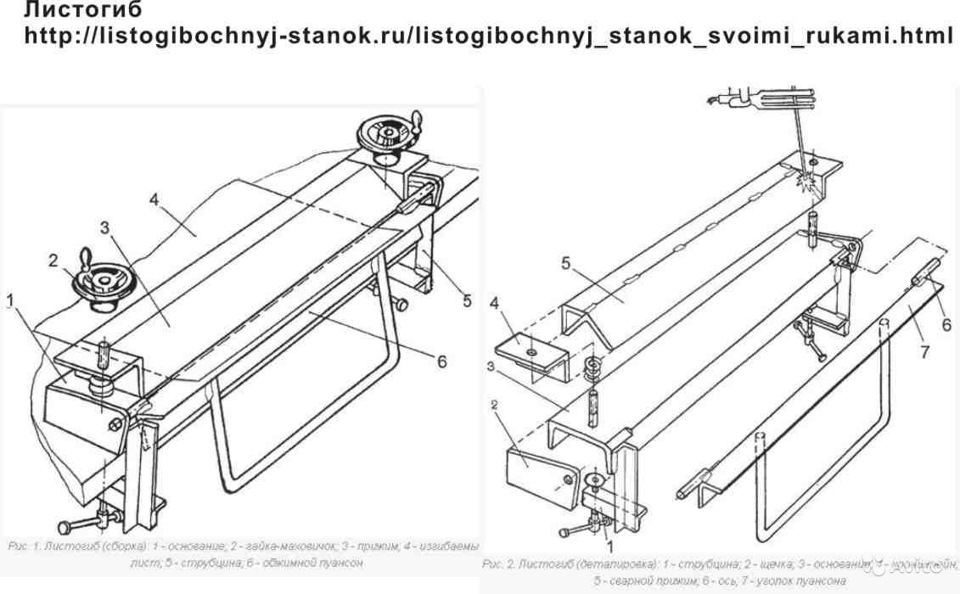 В обычном гибочном тормозе подвижный
В обычном гибочном тормозе подвижный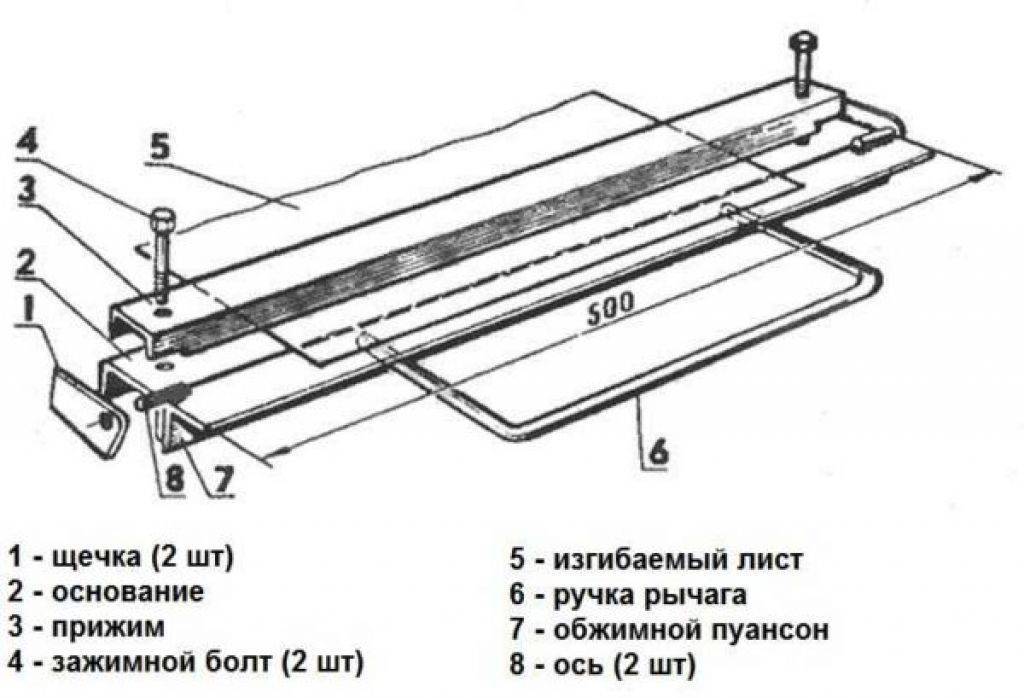

 Но его стоимость означает, что это, вероятно, не будет
Но его стоимость означает, что это, вероятно, не будет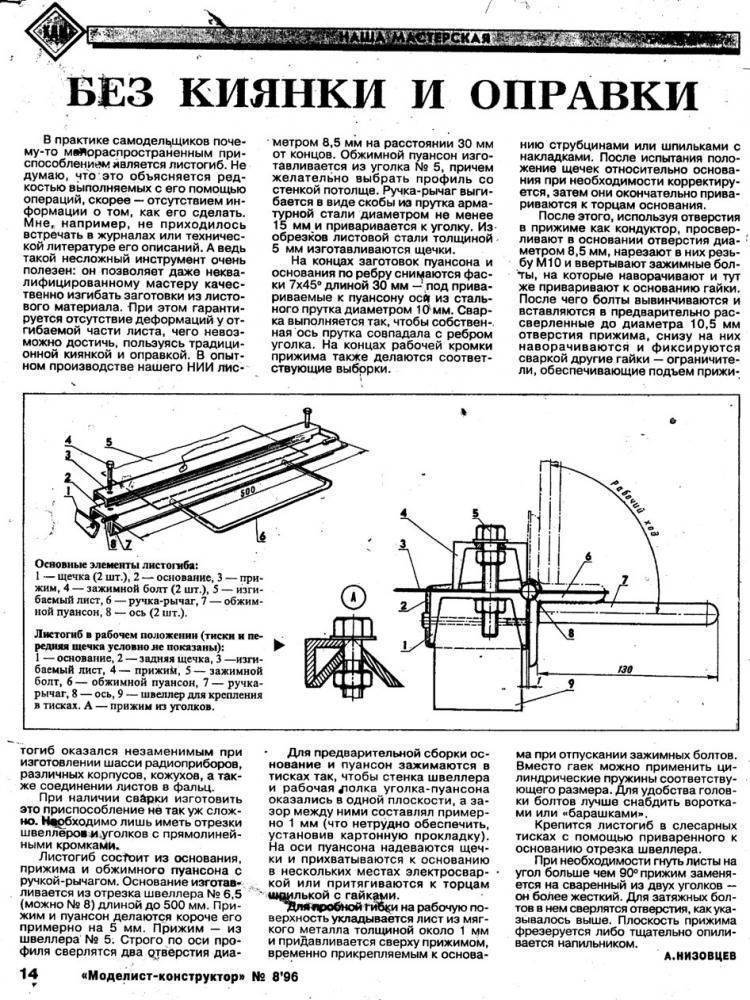


 Если вы решите, что предпочитаете, чтобы Джин Парсонс из StringBender Custom Shop выполнил установку, с ним можно связаться следующим образом:
Если вы решите, что предпочитаете, чтобы Джин Парсонс из StringBender Custom Shop выполнил установку, с ним можно связаться следующим образом: )
) Фото A).
Фото A).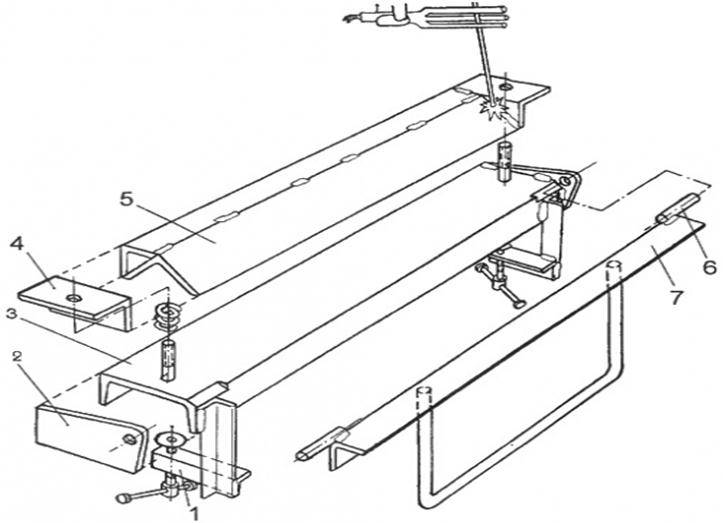
 «Контур задней пластины Fender B-Bender», используемый в сочетании с «Шаблоном маршрутизации» и «Полноразмерными чертежами, компоновкой и планом фрезерования», позволит вам определить правильное расположение фрезерования.
«Контур задней пластины Fender B-Bender», используемый в сочетании с «Шаблоном маршрутизации» и «Полноразмерными чертежами, компоновкой и планом фрезерования», позволит вам определить правильное расположение фрезерования. фото I).
фото I). .
.
 Снимите пластину бриджа с гитары. Если вы собираетесь использовать напильник для вырезания паза, вам также необходимо будет удалить седловидную часть «B».
Снимите пластину бриджа с гитары. Если вы собираетесь использовать напильник для вырезания паза, вам также необходимо будет удалить седловидную часть «B».