Листогиб своими руками чертежи и описание как сделать: чертежи и описание, как сделать
Содержание
Листогибочный станок своими руками: Чертежи
Листогибочный станок изготавливается в том случае, если есть необходимость в постоянной работе с металлическими листами различной толщины. Для единоразовых задач существуют специальные техники, как согнуть жесть или листовой металл с помощью подручных инструментов. Приступая к созданию собственного станка нужно хорошо рассчитать, какое количество времнени и сил есть в распоряжении для осуществления задуманного проекта.
Оглавление:
- 1 Виды ручных листогибов
- 2 Пошаговая инструкция по изготовлению листогиба своими руками
Виды ручных листогибов
Для домашнего пользования наиболее часто используются поворотные листогибы. Они работают по такому принципу: металлический лист кладется между двумя фиксирующими плоскостями, одна из которых выступает за поверхность другой и имеет поворотный механизм.
Prev
1of1
Next
Как правило, этот поворотный механизм расположен на нижней плоскости и при её поднятии, находящийся под прижимом верхней плоскости металлический лист начинает изгибаться.
Prev
1of1
Next
Преимущество такой конструкции в относительной простоте изготовления и достаточно высокой производительности при использовании жести небольшой толщины. Главный недостаток такой конструкции в том, что она может выполнять изгибы металла ограниченной толщины и наиболее подходит для работы с угловыми изгибами. Согнуть материал по дуге с помощью такого станка будет очень проблематично.
Prev
1of1
Next
Prev
1of1
Next
Prev
1of1
Next
Prev
1of1
Next
Если есть необходимость получить плавные изгибы толстого листового металла, то для такой работы портебуется ротационный листогиб. В его основе лежит система валков, которые расположены на определенных регулируемых расстояниях друг относительно друга и позволяют согнуть даже листы достаточно большой толщины.
Prev
1of1
Next
Валки могут быть установлены в различных положениях, чтобы достичь максимально эффективной работы при выполнении округлых изгибов определенного радиуса для металла той или иной толщины
Prev
1of1
Next
Так как при выполнении большинства работ с металлом достаточно простого поворотного листогиба, далее будет подробно рассмотрена технология изготовления такого ручного станка. В конце обзора можно будет также увидеть и скачать чертежи указанного выше ротационного листогиба.
В конце обзора можно будет также увидеть и скачать чертежи указанного выше ротационного листогиба.
Пошаговая инструкция по изготовлению листогиба своими руками
Prev
1of1
Next
Prev
1of1
Next
Для создания такого станка потребуются:
Prev
1of1
Next
Для начала с швеллера была снята вся ржавчина и сделаны замеры и вырезы в тех местах, где будут размещены петли.
Prev
1of1
Next
Prev
1of1
Next
Далее небольшие отрезки 3/4-дюймовой трубы были отрезаны для того, чтобы затем сделать из них петли.
Prev
1of1
Next
Prev
1of1
Next
Такие же запилы, как в швеллере, нужно выполнить и в металлических уголках
Prev
1of1
Next
Prev
1of1
Next
Prev
1of1
Next
Prev
1of1
Next
Prev
1of1
Next
Prev
1of1
Next
Prev
1of1
Next
Затем сверлятся отверстия под фиксирующие болты в швеллере и одном из уголков.
Prev
1of1
Next
Prev
1of1
Next
После чего уголок скрепляется со швеллером. Это соединение не должно быть очень тугим, так как между данными двумя деталями затем будет укладываться металлический лист, который нужно будет согнуть.
Prev
1of1
Next
Prev
1of1
Next
Prev
1of1
Next
Если нет возможности или времени выполнять прижим с помощью болтов, для этих целей можно использовать струбцины, как в этом примере:
Prev
1of1
Next
Далле следует изготовление петель. Для этого нужно правильно приварить метллические отрезки трубы 3/4 дюйма. От того, насколько ровно они будут установлены зависит точность работы станка в дальнейшем.
Prev
1of1
Next
Prev
1of1
Next
Боковые меньшие трубки крепятся к швеллеру, а центровой длинный отрезок — ко второму уголку.
Prev
1of1
Next
Prev
1of1
Next
Теперь нужно изготовить оси для работы петель. Они сделаны из трубы диаметром ½ дюйма, приваренной к 3/4-дюймовым гайкам.
Они сделаны из трубы диаметром ½ дюйма, приваренной к 3/4-дюймовым гайкам.
Prev
1of1
Next
Prev
1of1
Next
Prev
1of1
Next
В качестве ручек были взяты две трубы по 75 см, на концы которых были приварены 3/4-дюймовые резьбовые пробки, а 3/4-дюймовые муфты нужно приварить ко второму уголку снизу.
Prev
1of1
Next
Prev
1of1
Next
Prev
1of1
Next
Для установки листа нужно фиксирующие болты ослабить на необходимое расстояние. После закладки листа болты снова зажимаются и выполняются поворот второго швеллера вверх с помощью ручек.
Prev
1of1
Next
Prev
1of1
Next
А так выглядит результат работы станка:
Prev
1of1
Next
Prev
1of1
Next
Чтобы получить изгибы круговой формы можно попробовать сделать такую конструкцию.
Prev
1of1
Next
Prev
1of1
Next
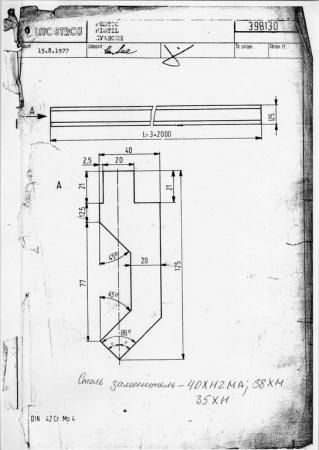
Чертежи прилагаются.
Prev
1of1
Next
Prev
1of1
Next
Prev
1of1
Next
Prev
1of1
Next
Достаточно сложная конструкция, требует большого опыта в работе с металлическими деталями.
Источник: http://silastroy.com/silastroy.com/materials/listogibochnyj-stanok-svoimi-rukami-chertezhi.html
Понравилось? Поделитесь с друзьями!
7 типов гибки листового металла, которые вы должны знать
Вы ищете способы улучшить производственный процесс при производстве листового металла? Ваша компания может извлечь большую выгоду из выбора подходящего вида гибки металла!
Придание формы металлу не составляет труда, но вы можете запутаться, если сторонний провайдер предложит вам несколько вариантов. Вот почему вам нужно сначала иметь полное представление о гибке листового металла.
Прочтите этот пост, чтобы узнать о воздушном изгибе, изгибе/дне и чеканке. Вы станете экспертом в кратчайшие сроки!
Содержание(показать)
Гибка на воздухе
Для начала давайте определим, что такое гибка листового металла. Этот процесс в основном представляет собой придание металлу заданной формы путем приложения к нему силы. Исходные формы заготовок могут существенно различаться. Но обычно это плоские листы металла.
Этот процесс в основном представляет собой придание металлу заданной формы путем приложения к нему силы. Исходные формы заготовок могут существенно различаться. Но обычно это плоские листы металла.
Приступим к делу. Воздушная гибка, пожалуй, самый распространенный метод гибки листового металла. Его принцип работы заключается в придании поверхности заготовки формы V, U или любой другой формы. Это делается просто путем пробивки металла прочным рабочим инструментом.
Такие инструменты могут различаться по своим наконечникам и плечам штампа. Эти элементы формируют окончательную форму заготовки из листового металла. Но принципиальным моментом является то, что заготовка при изгибе не касается стенок штампа.
С процессом воздушной гибки вы можете ознакомиться на изображении ниже.
Следует отметить, что все процессы гибки листового металла различаются по угловой точности. Он не имеет большого отношения к точности самого изгиба, т. е. к погрешности размеров. Это скорее технически поддерживаемый угол, под которым можно согнуть заготовку.
Для гибки на воздухе точность угла составляет 45° или выше. Это означает, что вы просто не сможете изготовить металлическую деталь, у которой острый угол будет меньше 45°. Это объясняется невозможностью пробивать большинство металлов под малыми углами без их растрескивания или прорезания вместо изгиба.
Воздушная гибка имеет следующие значительные преимущества:
- Не требует первоначальных инвестиций в инструменты.
- Совместим практически с любым металлом независимо от его толщины.
- Метод гибки при низком давлении.
- Поверхностное повреждение происходит редко.
Однако этот метод не лишен некоторых ограничений:
- Не подходит для форм с острыми углами менее 45°, так как точность гибки низкая.
- Высокие производственные затраты на изготовленную деталь.
- Старые единицы оборудования имеют тенденцию к неточному изгибу, если не используется технология лазерных измерений.

- Изогнутые детали проявляют эффект пружинения, т. е. частично возвращают свою прежнюю форму, ухудшая угол.
Гибка/дно
Что касается дна, то этот процесс аналогичен воздушной гибке. Это также метод гибки листогибочного пресса, основанный на штамповке поверхности заготовки. Таким образом, листовому металлу придается точная форма. Принципиальным моментом здесь, в отличие от гибки на воздухе, является то, что заготовка при гибке касается стенок штампа.
Вы можете ознакомиться с процессом дна на изображении ниже.
В отличие от чеканки, давление на заготовку не настолько велико, чтобы оставить отпечаток на материале. В основном отсутствует полный контакт пробивного инструмента и штампа с заготовкой. Но мы забегаем вперед.
Гибка/дно имеет следующие преимущества перед другими методами:
- Подходит для форм с любым углом, так как можно регулировать точность изгиба.
- Высокая точность метода в целом.
- Низкие производственные затраты на изготовленную деталь.
- Гнутые детали почти не проявляют эффекта пружинения.
Этот процесс также имеет несколько недостатков, которые следует учитывать:
- В целом требуются большие первоначальные инвестиции в инструменты.
- Для некоторых форм могут потребоваться специальные инструменты.
- Инструмент оставляет следы на поверхности заготовок.
- Требует большего давления на металл, чем гибка на воздухе.
Чеканка
Вот интересный процесс, который, как видно, широко используется для изготовления монет. Технически конусность реализуется в любом случае, когда производителю требуется штамповка листового металла.
Принцип работы метода заключается в продавливании листового металла в нижние штампы с давлением до 30 раз большим, чем при воздушной гибке. Это вызывает постоянную деформацию заготовки в требуемую форму. В то же время он заставляет заготовку принимать форму, выгравированную на поверхности нижней матрицы, если это необходимо.
Это вызывает постоянную деформацию заготовки в требуемую форму. В то же время он заставляет заготовку принимать форму, выгравированную на поверхности нижней матрицы, если это необходимо.
С процессом чеканки вы можете ознакомиться на изображении ниже.
Угловая точность этого метода может варьироваться в широких пределах. По сути, метод предназначен для получения превосходных результатов независимо от необходимой формы. Но это вызывает необходимость грамотно выбирать оснастку.
Чеканка может принести пользу вашему производству благодаря следующим плюсам.
- Эффект пружинения полностью исключен.
- Высокая точность метода в целом.
- Поддерживает любую точность изгиба.
- Может производить детали с напечатанным дизайном.
К сожалению, у процесса есть несколько существенных минусов.
- Это дорогостоящий метод, требующий больших первоначальных инвестиций.

- Производственные затраты на изготовленную деталь от умеренных до высоких.
- Для большинства форм требуются специальные инструменты.
- Инструмент оставляет следы на поверхности заготовок.
- Метод гибки под высоким давлением.
Складывание
Если вы когда-нибудь делали бумажные самолетики, складывание листового металла почти не отличается. Как следует из названия, фальцовка представляет собой сгибание заготовок под определенным углом.
Принцип работы метода заключается в позиционировании и удерживании металлического листа с помощью зажимного балочного инструмента. Затем этот инструмент поворачивает заготовку вокруг точки поворота, заставляя материал сгибаться.
В зависимости от выбора материала и толщины заготовки максимальный угол сгиба/сгиба составляет 45° или 90°. Конечно, более толстую заготовку можно складывать снова и снова. Но, как правило, фальцовка выполняется на более тонких листах по сравнению с гибкой.
Но, как правило, фальцовка выполняется на более тонких листах по сравнению с гибкой.
На самом деле складывание включает в себя ряд процессов, отвечающих критериям производственных технологий.
- V-образный изгиб.
- U-образный изгиб.
- Формовка.
- Свободный изгиб с односторонним зажимом.
- Трехточечный изгиб.
- Свободная круглая гибка.
Пример V-образного изгиба показан на изображении ниже.
Складывание имеет следующие преимущества перед другими методами:
- Это относительно простой метод.
- Низкие или умеренные производственные затраты на изготовленную деталь.
- Низкие первоначальные вложения в единицы оборудования.
- Высокая точность метода в целом.
Метод не лишен нескольких недостатков, которые необходимо учитывать:
- Инструмент оставляет следы на поверхности заготовок.

- Изогнутые детали демонстрируют умеренный эффект пружинения.
- Доступные углы складывания строго ограничены.
Протирка
Протирочная гибка или кромкогибка является модификацией технологии изготовления фальцевания. Это просто очередная пластическая деформация листового материала.
Принцип работы метода заключается в удерживании заготовки между подушкой и матрицей и скольжении зачистного фланца/пуансона вниз. В результате приложенная сила изгибает заготовку, придавая ей угловатую форму.
С процессом очистки вы можете ознакомиться на изображении ниже.
Излишне говорить, что метод не поддерживает углы изгиба более 90°. Это связано с геометрией обтирочного фланца.
Но хорошо, что можно закруглить изгибаемую заготовку. Это делается простым добавлением касательных углов от радиуса как к штампу, так и к фланцу. Посмотрите, как это работает на изображении ниже.
Процесс вытирания имеет несколько существенных преимуществ:
- Практически не повреждает поверхность по сравнению с другими методами.
- Прикладываемая сила равномерно распределяется по поверхности заготовки.
- Высокая точность метода в целом.
- Может сгибать заготовку несколько раз за один проход.
Ограничения процесса, которые необходимо учитывать, следующие:
- Изогнутые детали проявляют умеренный эффект пружинения.
- Это дорогостоящий метод, требующий больших первоначальных инвестиций.
- Производственные затраты на изготовленную деталь от умеренных до высоких.
- Изогнутые формы требуют специальных инструментов.
Вращательная гибка
Хотите верьте, хотите нет, но гибка металлических труб ничем не отличается от протирания или складывания плоских металлических листов. Вращательная гибка представляет собой сложный процесс, который может производить трубы с широким диапазоном радиусов центральной линии.
Вращательная гибка представляет собой сложный процесс, который может производить трубы с широким диапазоном радиусов центральной линии.
Принцип работы метода заключается в сгибании трубы с вставленной внутрь оправкой так, чтобы она соответствовала точному наружному диаметру. Внутренняя твердая опора предотвращает разрушение трубы, в то время как вращающийся штамп толкает ее вперед и одновременно вращается.
Этот метод очень универсален. Он может вращать трубу максимум на 180° или сгибать одну и ту же трубу несколько раз за одну руну. Но только если единица оборудования поддерживает такую возможность, конечно.
С процессом поворотной гибки вы можете ознакомиться на изображении ниже.
Процесс ротационной гибки позволит вам воспользоваться следующими преимуществами.
- Может сгибать заготовку несколько раз за один проход под разными углами.
- На изогнутых заготовках наблюдается незначительный эффект пружинения.
- Он поддерживает сложные конструкции труб и трубопроводов.
- Потенциально может обрабатывать большинство материалов различной толщины.
Недостатками вращательного изгиба являются следующие.
- Это дорогостоящий метод, требующий умеренных или высоких первоначальных инвестиций.
- Производственные затраты на изготовленную деталь от умеренных до высоких.
- Для некоторых форм требуются специальные инструменты.
- Метод гибки под высоким давлением.
- При неправильном выполнении может привести к ухудшению состояния поверхности заготовки или даже разрушению.
- В целом это сложный метод.
Изгиб с уступом
Изгиб с уступом или сегментный изгиб представляет собой формование листового металла сечение за сечением с помощью стрингеров и шпангоутов.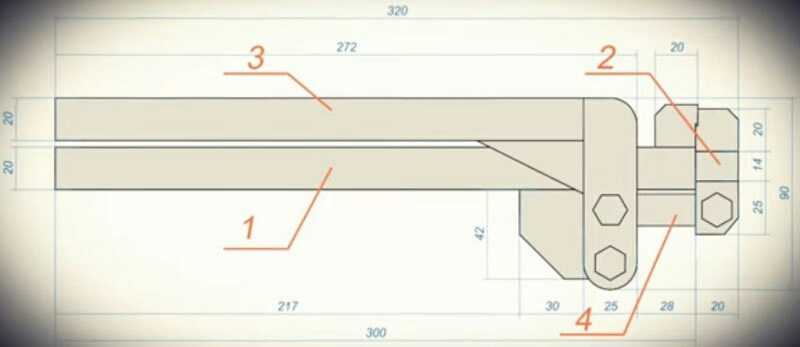 Этот метод особенно полезен, когда необходимо согнуть протяженную заготовку по периодически повторяющейся схеме.
Этот метод особенно полезен, когда необходимо согнуть протяженную заготовку по периодически повторяющейся схеме.
Принцип работы метода заключается в проталкивании заготовки из листового металла в блоке оборудования или тормозе. Согните металл на 20°-30° с помощью формирователей. Отпустите деталь, переверните ее и снова согните. Повторяйте до тех пор, пока не будет достигнута правильная высота секции или выступа.
Вы можете ознакомиться с процессом изгиба и инструментами для него на изображении ниже.
Гибка с изгибом имеет следующие основные преимущества:
- Универсальный процесс изготовления сложных форм в соответствии с заданным рисунком.
- На изогнутых заготовках наблюдается незначительный эффект пружинения.
- Низкие или умеренные производственные затраты на изготовленную деталь.
Однако этот процесс не лишен некоторых недостатков, которые следует учитывать:
- Это дорогостоящий метод, требующий умеренных или высоких первоначальных инвестиций.

- Производственные затраты на изготовленную деталь от умеренных до высоких.
- Для некоторых форм требуются специальные инструменты.
- Метод гибки под высоким давлением с неравномерно распределенным усилием.
- Неизбежно вызывает повреждение поверхности заготовки.
- В целом это сложный метод.
Резюме
Все методы часто используются в производственном процессе. Вам могут посоветовать воспользоваться услугами по гибке на воздухе, если вам время от времени необходимо изготовить небольшую партию компонентов.
Рассмотрите использование дна для производства сложных компонентов на регулярной основе. И использовать чеканку для заготовок с гравировкой.
Нужны какие-либо услуги? Свяжитесь с нами сейчас!
Как работает тормоз для листового металла (и ваши альтернативы)
Как минимум, качественное выполнение работы с использованием листового металла
металл как кровельный материал требует двух вещей: опыта и правильного
инструменты.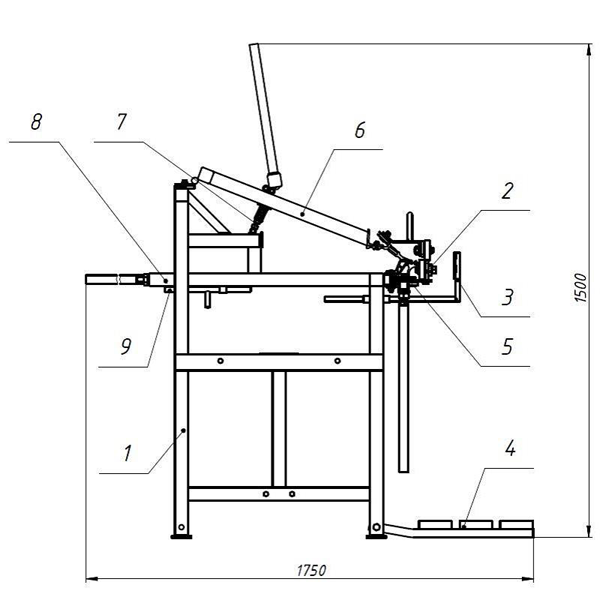 Со всеми необходимыми инструментами и оборудованием, но без опыта, вы
Со всеми необходимыми инструментами и оборудованием, но без опыта, вы
не имеют точки прыжка. Точно так же опытный кровельщик из листового металла без
надлежащие инструменты просто рыба в воде.
Это основное правило справедливо во многих отраслях промышленности,
но особенно заметно в тех, где требуется квалифицированный труд, например, в
механическая обработка, инженерные работы или ремесла, такие как (в этом примере) листовой металл
кровельные работы.
Рабочий по обработке листового металла отвечает за
резка, формовка и формирование панелей из листового металла, часто из нержавеющей стали,
алюминий или медь, прежде чем их можно будет обработать и зафиксировать на месте, чтобы сформировать
действующая металлическая крыша, которая должным образом закреплена и зашпаклевана. Много работы идет
однако в это ремесло, и многие специализированные инструменты подпадают под компетенцию
кровельщик из листового металла.
Один из них известен как листогибочный станок , но не позволяйте названию обмануть вас; эти устройства
не предназначены для замедления скорости стальных панелей. Для чего они используются
Для чего они используются
делает довольно точные изгибы в листах металла, как правило, по краям.
В общем и целом, тормоза листового металла используются для придания формы большим сечениям металла перед
более точно они могут быть вырезаны и сформированы самими кровельщиками. За это
Причина в том, что большинство металлических тормозов представляют собой довольно большие автономные устройства. Вот
быстрая категоризация их вместе с тем, как они работают.
Типы
Тормоза из листового металла : Как они работают
Несмотря на название, тормоз не является тормозом. Они
все они могут быть использованы для гибки металла (так или иначе), но тормоза
демонстрируют достаточную степень изменчивости. Некоторые типы тормозов допускают только
рабочий, чтобы сделать складки и складки на краях листа металла, тогда как
другие допускают более сложные формы и изгибы. Ниже приведены некоторые из
наиболее распространенные типы металлических тормозов.
- Карнизный тормоз: Карнизные тормоза предназначены для
делать изгибы и сгибы на больших листах металла, но они, как правило, только
полезно для выполнения простых изгибов. С помощью карнизного тормоза лист
металл крепится к стационарной решетчатой поверхности и удерживается на месте с помощью
прижимная планка. Таким же образом можно манипулировать металлическим листом с помощью
использование гибочного листа, который прижимает лист к зажимной планке и
придает ему форму. Хотя этот метод может быть простым и эффективным для
делая относительно точные изгибы к краям панелей из листового металла, этот тип
тормоза на изгиб ограничен формами и характером изгибов, которые могут быть
произведено.
- Коробчатый и дисковый тормоз (также известный как пальцевой тормоз) : Другой тип металлического тормоза известен как коробчатый и дисковый тормоз, который
также можно назвать пальцевым тормозом. Эти типы тормозов позволяют создавать
более сложных изгибов и форм (коробки и кастрюли), которые нельзя было создать с помощью
с помощью прямого тормоза или карнизного тормоза с более ограниченной функциональностью.
Эти машины содержат управляемые «пальцы», которые можно переставлять, чтобы изменить
форма коробки и изгибы кастрюли, производимые устройством.
Использование коробки и кастрюли
тормоз, сложные складки и формы могут быть созданы в стальных и других металлических листах,
включая, но не ограничиваясь коробками и ступенчатыми конструкциями. Для любого проекта
требующие более сложных изгибов, коробчатый и панорамный тормоз гораздо более универсален.
универсален, чем большинство карнизных тормозов.
- Листогибочный пресс: в дополнение к
карнизные тормоза и коробчатые и дисковые (пальцевые) тормоза, есть тормоза для листового металла , известные как листогибочные прессы. Их тоже может быть много
более сложными, чем эти другие типы тормозов, и может сделать соответственно
сложных или сложных форм в металле.
Листогибочные прессы используют пуансон
и умирают, чтобы придать металлу желаемую форму или изгибы. Машины различаются, но могут использовать
механические, гидравлические или даже пневматические прессы для управления пуансоном.
Что касается штампов, некоторые распространенные типы: V-образные штампы (для изготовления простых изгибов),
90-градусные плашки (для изготовления прямых сгибов) плашки для подгибки
остроугольные фальцы для закрытия швов по краям листов, плашки для завивки (для
выполнение криволинейных изгибов) и многие другие.
Мощность и
универсальность штампов, которые можно использовать с листогибочными прессами, делает эти инструменты,
как тормоза коробки и тарелки, гораздо более утилитарные, чем простые тормоза карниза.
Значение большинства тормозов, даже самых простых из
карнизных тормозов, заключается в их механическом преимуществе и способности быстро
и эффективно производить изгибы, швы и формы в больших кусках листового металла.
По этой причине тормоза часто используются для создания изгибов и форм в металле.
панели, используемые при строительстве крыш
Однако мощность и универсальность
Стоимость. Вообще говоря, тормоза — это большие, тяжелые, (в основном) стационарные устройства.
которые нельзя легко перемещать между локациями. Пока они мощные и
эффективны, они не особенно удобны или портативны.
Эти ограничения сделали другие, более
утилитарные инструменты столь же ценны, если не более ценны для большинства кровельщиков из листового металла
и других мастеров, особенно когда требуется высокая степень точности
завершить работу.
Тормоза из листового металла : Не
Be-All и End-All
Для путешествующих кровельщиков из листового металла или любых других
ремесленник, который занимается своей торговлей с помощью этого средства, есть гораздо более доступные,
удобные и доступные альтернативы тормозам, многие из которых обеспечивают
аналогичная утилита.
Ниже приведены некоторые классы металлов.
гибочные инструменты, такие как листовой металл
тормоза , используются для формирования и придания формы листовому металлу, хотя их механические
действие может отличаться от большинства тормозов, а сами инструменты намного
меньше.
Гибочные станки для листового металла
Помимо тормозов, кровельщики и другие мастера, работающие с листовым металлом, могут использовать инструменты, известные как листогибочные станки. Эти гибочные станки, как и тормоза, используются для достаточно точного изгиба и переделки листов алюминия, меди или нержавеющей стали. Однако многие гибочные станки значительно меньше и легче тормозов, что делает их гораздо более полезными, когда речь идет о портативности.
На самом деле, некоторые гибочные станки специально разработаны
быть маленьким и портативным. Бендеры, такие как Stortz Pocket Bender, очень
полезно для кровельщиков, которым необходимо принести с собой «изгибающую силу» на рабочую площадку
или на крыше, где тормоз просто не может сработать.
Карманный гибочный станок Stortz, например, маленький
и достаточно компактный, чтобы поместиться на поясе с инструментами, и может быть с вами, где вам это нужно
к. В нем используются прочные полудюймовые стержни из нержавеющей стали с лазерной маркировкой.
для выполнения точных изгибов на краях металлических листов. Хотя меньше и меньше
надежный, чем тормоза и другие гибочные станки, этот инструмент особенно удобен для
выполнение изгибов на концах металлических листов и может делать изгибы от ¾ дюйма
до 2 дюймов в глубину.
Помимо карманного гибочного станка Stortz, мы продаем
множество других гибочных станков для листового металла как от нашего имени, так и от Wuko,
Freund и других производителей, некоторые из которых восполняют пробел в полезности
между тормозом и меньшим, более удобным карманным сгибателем.
Гибочные станки, такие как Stortz Perfect Bender S-150,
способны делать изгибы до 110 градусов и сконструированы так, чтобы не
поцарапать краску за 90 градусов, что делает их идеальными для изгибов до 6 дюймов на
окрашенные или готовые панели из металла. Их основные рабочие части, в том числе
стержни изготовлены из нержавеющей стали, поэтому они спроектированы для надежной
работоспособность в любых условиях. Прочные и практичные, такие сгибатели более
портативный, чем тормоза, и может работать со сталью до 24 калибра и нержавеющей сталью
до 26 калибра.
Подобные гибочные станки практичны, главным образом, для выполнения складок и изгибов по краям листового металла, а путем «прокатывания» их по краю листа можно эффективно и эффективно начать выполнение карнизов и швов. В некотором смысле, вы можете думать о них как о портативных тормозах для листового металла . Однако, если вам нужна высокая точность, вам может понадобиться пара прочных плоскогубцев для листового металла.
Клещи для листового металла
Клещи для листового металла, которые не обязательно или категорически не считаются инструментами для гибки листового металла, тем не менее, являются очень универсальными и практичными инструментами для формовки листового металла. Поскольку некоторые плоскогубцы и закаточные машины специально предназначены для начала или завершения швов, их можно эффективно использовать для создания изгибов или точных изменений листового металла, будь то вдоль кромки или в углах.
Плоскогубцы для листового металла, щипцы и плоскогубцы для закатки
использоваться для различных операций формования, а также для лучшего сцепления
на листы металла, чтобы установить их на место. Например, такие инструменты, как
Например, такие инструменты, как
Офсетные щипцы Steadman, доступные на нашем веб-сайте, очень полезны для получения
хороший захват или расположение или манипулирование куском или панелью из листового металла.
Подобные плоскогубцы также можно использовать для выполнения изгибов на глубину до 1 дюйма вдоль
край листа.
Другие инструменты, такие как Stortz 90 ° Клещи для закатки доступны на нашем
веб-сайт, разработаны для обеспечения более точной работы. Эти плоскогубцы
разработан с изгибом на 90 градусов, чтобы облегчить доступ к труднодоступным изгибам
и начать швы. Они также доступны с различной глубиной вставки,
что повлияет на размер шва, который вы сможете создать с их помощью. Инструменты
подобные им также имеют приятные бонусы, такие как ручки с покрытием, чтобы вы могли наслаждаться
лучшее сцепление и уменьшение появления горячих точек.
Другие более специализированные инструменты, такие как Stubai
Двойные шовные клещи специально разработаны для облегчения создания
механически закрытые швы, особенно в труднодоступных местах. Сжимая
Сжимая
захваты, челюсти смыкаются вдоль одной оси, а не вращаются вокруг
точки опоры, «зажимая» шов и фиксируя его.
Конечно, это узкоспециализированный инструмент.
Прочие обычные щипцы и плоскогубцы из листового металла с губками разного размера и глубины
может использоваться для менее специализированных работ, таких как внесение грубых изменений и изгибов
в листовом металле. Иногда работа требует нестандартного решения, и для достижения
в труднодоступные места и внесение необычных изменений формы в панель листа
металл, иногда плоскогубцы — единственное решение. Они тоже бывают отличными
при работе в стесненных условиях, куда не могут добраться гибочные станки и (конечно) тормоза.
Режущие инструменты и другие предметы первой необходимости
Плоскогубцы, щипцы, тормоза для листового металла и гибочные станки — это лишь некоторые из инструментов, которые
кровельщики и другие мастера используют и полагаются на них в своей работе. Кроме того
Кроме того
к инструментам для гибки и формовки, любой работник по обработке листового металла также может нуждаться в
следующие категории инструментов в течение обычного дня.
- Режущие инструменты: Кровельщики из листового металла не просто
нужно делать изгибы и швы — им также нужно резать металл по форме. Для этого
пара ножниц по металлу — важный инструмент, но иногда грызуны справляются лучше,
и они не производят краевой деформации.
- Разматыватели: Листовой металл часто хранится в
катушки тяжелые, неуклюжие и хранят память. Разматыватели предназначены для
безопасно управляйте и окупайте загрузку листового металла контролируемым образом.
- Инструменты для желобов: Сток должен куда-то идти, и
для этого необходимы специальные инструменты для формования желобов и выпускные пилы.
создать водосточную систему для эффективного управления дождевой водой.
- Инструменты для маркировки: 9 шт.

