Листогиб своими руками гидравлический: Как сделать гидравлический листогиб с усилием гибки 40-тонн своими руками
Содержание
Как изготовить листогиб гидравлический своими руками
Среди оборудования, используемого для обработки металла, достаточное распространение приобрел листогиб гидравлический. Он относится к категории универсальных устройств и позволяет изготавливать детали с различными параметрами. Станки применяются как для создания сложных рельефов и отверстий на поверхности, так и в качестве мощного пресса.
Описание
Гидравлика применяется на промышленном оборудовании, отличающемся высокой производительностью и способностью обрабатывать материал с толщиной около 3-4 мм. В качестве дополнения выступают прессы и поворотные балочные элементы. Настройка станка производится с помощью программного управления либо вручную, в зависимости от его разновидности.
В масштабном производстве чаще всего применяется листогиб гидравлический с ЧПУ. Этому способствует возможность получения в течение короткого срока множества изделий в соответствии с заданными параметрами и с минимальным количеством брака. Для менее масштабного производства устройство с программным управлением также актуально за счет хранения параметров изделий любых форм. Выпуск выбранного типа изделия начинается с нажатия всего лишь одной кнопки. В некоторых случаях возникает необходимость в замене матрицы, но на это уходит не более пяти минут.
Для менее масштабного производства устройство с программным управлением также актуально за счет хранения параметров изделий любых форм. Выпуск выбранного типа изделия начинается с нажатия всего лишь одной кнопки. В некоторых случаях возникает необходимость в замене матрицы, но на это уходит не более пяти минут.
Устройства, оснащенные программным обеспечением, можно быстро настраивать на производство новых элементов при помощи дистанционного дисплея, пульта управления, размещенного на аппарате, или специальной программы. Четырехвалковый гидравлический листогиб отличается легкостью в эксплуатации и возможностью выполнения таких задач, которые не под силу другим разновидностям. С помощью него можно создавать детали, имеющие квадратную, овальную и треугольную форму.
Конструкция
Несмотря на то что прессы для гибки металла основаны на единой схеме, они могут отличаться перечнем дополнительного функционала, объемом памяти, габаритами, используемыми шаблонами и мощностью.
Производство гидравлических листогибов состоит из множества этапов, основу конструкции составляют следующие элементы:
- система данных;
- контроллер;
- датчики, отслеживающие скорость движения;
- гидравлические и цилиндрические элементы;
- матрица;
- движущие траверсы и направляющие;
- станина.

Листогиб гидравлический своими руками
В основе станка для гибки, который можно изготовить своими руками, лежит специальная траверса. Такое оборудование позволяет обрабатывать металлические листы с шириной в пределах 50 см. Гибка производится посредством давления траверсы, при этом основание заготовки фиксируется в тисках либо с помощью струбцин. Для получения сгиба в 90 градусов рекомендуется дополнять конструкцию вкладкой в виде металлической полосы. Листогиб гидравлический включает в себя пуансон и матрицу. Последний устанавливается на заготовках, а матрица выступает в качестве подложки для материала.
Первым этапом в изготовлении станка становится расчет прикладываемого усилия и расходов на материалы, заказ комплектующих элементов, определение размеров конструкции и общей массы. При фиксации деталей стоит ограничить использование сварки, так как подобные соединения не предназначены для знакопеременной нагрузки. Элементы, которые не под силу выполнить в домашних условиях, необходимо заранее заказать у фрезеровщика.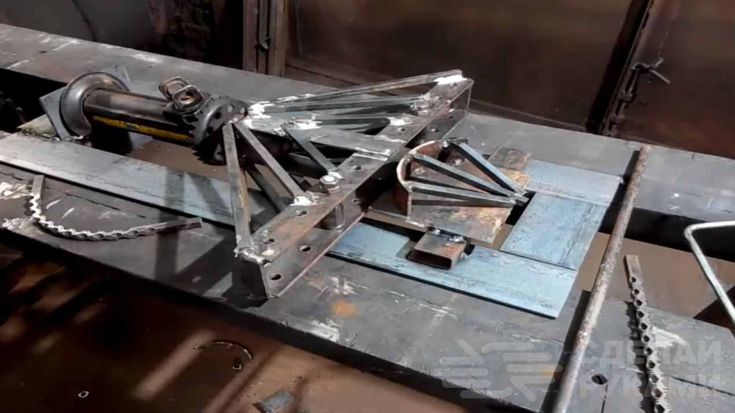
Тавровый гидравлический листогиб можно сделать с минимальными затратами, для этого потребуется несколько кусков большого двутавра, швеллера, втулки, кольца для пружин, пуансон и материалы для матрицы. Каркас конструкции изготавливается из двутавра, нижняя часть которого фиксируется на швеллере. Подставку для листогиба можно сделать из любых подходящих материалов, ее размеры подбираются в соответствии с местом установки аппарата. Верхняя подвижная часть конструкции оснащается домкратом. Угол матрицы должен быть менее 90 градусов. В качестве прижимной планки может использоваться тавр, на котором фиксируются металлические пластины. В них высверливаются отверстия с размером, чуть превышающим диаметр болта.
Пружина должна поднимать планку на 6-8 мм, при необходимости ее можно обрезать. Затем в отверстие планки вставляется болт, закрепляется пружина, и прикручивается гайка. Работу с листогибом можно упростить за счет дополнения клапана домкрата ручкой в виде вентиля.
Принцип работы
Принцип работы гидравлического станка заключается в выдаче элемента из заготовки в виде полосы или листа в соответствии с заданными параметрами.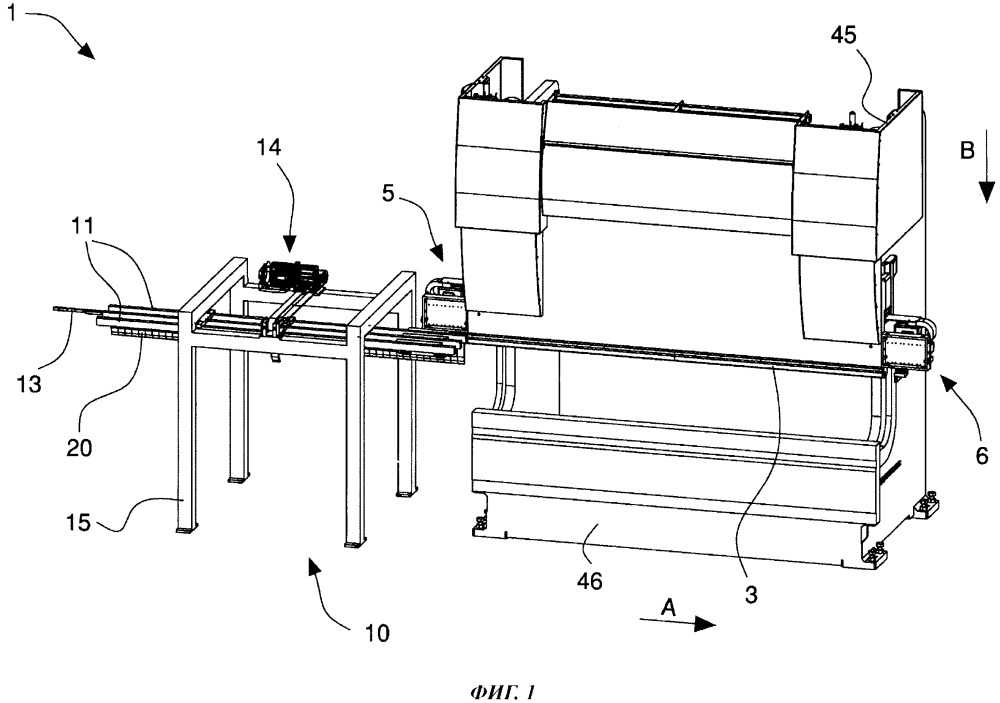 Регулировка устройства производится в зависимости от необходимых характеристик. Особое значение имеет расстояние опускания прижимного механизма, скорость возврата, степень давления и скорость траверсы. Пресс подходит для обработки металла с толщиной в пределах 0,5-5 мм. Также существуют узкопрофильные разновидности, предназначенные для обработки материала с большей толщиной.
Регулировка устройства производится в зависимости от необходимых характеристик. Особое значение имеет расстояние опускания прижимного механизма, скорость возврата, степень давления и скорость траверсы. Пресс подходит для обработки металла с толщиной в пределах 0,5-5 мм. Также существуют узкопрофильные разновидности, предназначенные для обработки материала с большей толщиной.
Что нужно знать
В точке гибки присутствует возможность возникновения остаточной деформации, для контроля которой используется подстройка скорости подачи. Таким образом, даже на высокой скорости можно избежать надлома материала. Устройства электромеханического и пневматического типа издают достаточно высокий уровень шума при работе, в то время как оборудование с ручным управлением или оснащенное ЧПУ не имеет подобного недостатка.
Особенности
Листогиб гидравлический подходит для производства изделий с обширной степенью изгиба, а также для получения деталей полукруглой и конусной формы. Устройства подобного типа не имеют плавной регулировки и высокой мощности, поэтому они не всегда удобны при работе с цветными металлами и заготовками из тонколистного материала.
Среди разновидностей листогибов стоит выделить кривошипное оборудование, в основе которого находится электродвигатель с приводом, обеспечивающим движение матрицы в результате вращения вала. Управляется подобная аппаратура рычагом или педалями, настройка может быть как программной, так и ручной.
Как выбрать
Станки-листогибы гидравлические являются достаточно дорогостоящими устройствами, поэтому должно уделяться особое внимание их возможностям и характеристикам. Функционал должен полостью обеспечивать выполнение производственных задач. Приобретение аппаратуры с ЧПУ не всегда оправдано для мастерских и небольших цехов, так как расходы будут окупаться слишком долго.
Существуют ключевые характеристики, которые необходимо учитывать при подборе станков. К их числу относятся следующие:
- возможность использования ЧПУ;
- комплектация профилями и вставками;
- расстояние между рабочими стойками;
- высота траверсы.
Разновидности
Листогиб гидравлический может выпускаться в стационарном и мобильном исполнении. Последний отличается меньшим диапазоном обрабатываемых металлов, но не лишен преимуществ, таких как минимальное энергопотребление, небольшая масса, возможность перемещения на различные объекты.
Последний отличается меньшим диапазоном обрабатываемых металлов, но не лишен преимуществ, таких как минимальное энергопотребление, небольшая масса, возможность перемещения на различные объекты.
Наибольшее распространение приобрели стационарные промышленные гибочные станки. Это вызвано возможностью использования различных заготовок и получения деталей с требуемой конфигурацией. Также они удобны при необходимости производства объемных партий изделий. Использование программ различной сложности обеспечивает выпуск материала с достаточной толщиной, при этом не утрачивается точность обработки.
Гидравлический листогиб в Казани: 58-товаров: бесплатная доставка [перейти]
Партнерская программаПомощь
Казань
Каталог
Каталог Товаров
Одежда и обувь
Одежда и обувь
Стройматериалы
Стройматериалы
Здоровье и красота
Здоровье и красота
Текстиль и кожа
Текстиль и кожа
Детские товары
Детские товары
Продукты и напитки
Продукты и напитки
Электротехника
Электротехника
Дом и сад
Дом и сад
Мебель и интерьер
Мебель и интерьер
Вода, газ и тепло
Вода, газ и тепло
Сельское хозяйство
Сельское хозяйство
Все категории
ВходИзбранное
ПромышленностьРаскройно-заготовительное оборудованиеСтанки и оборудование гибочныеГидравлический листогибочный станок Гидравлический листогиб
3 084 412
Гидравлический листогиб Stalex HW3050x3. 5 Рабочая длина: 3050, Макс. толщина листа (до 400 мПа): 3,5
5 Рабочая длина: 3050, Макс. толщина листа (до 400 мПа): 3,5
ПОДРОБНЕЕЕще цены и похожие товары
6 179 059
Листогиб трехвалковый гидравлический Bendmak CY3R-HHS 330-40/10 Назначение: листы, профильные
ПОДРОБНЕЕЕще цены и похожие товары
9 206 191
ПГЛ4000/20 Листогиб гидравлический для профилей большой длины
ПОДРОБНЕЕЕще цены и похожие товары
2 427 440
Листогиб гидравлический Stalex HW2440х3,4
ПОДРОБНЕЕЕще цены и похожие товары
3 109 920
Листогиб гидравлический Stalex HW3050х3,5
ПОДРОБНЕЕЕще цены и похожие товары
2 052 600
Листогиб гидравлический Stalex HW1830х3,5
ПОДРОБНЕЕЕще цены и похожие товары
3 409 368
SAY-MAK SMRM-H 2550х200 Станок листогибочный вальцовочный трехвалковый гидравлический промышленный
ПОДРОБНЕЕЕще цены и похожие товары
1 236 012
Гидравлический листогибочный пресс WC 67K 100/25100 с чпу Estun 21 Тип: листогибочный станок,
ПОДРОБНЕЕЕще цены и похожие товары
1 832 300
Листогиб до 3,5мм, L=2,44м гидравлический 5. 0кВт, STALEX HW2440x3.5 Производитель: Stalex
0кВт, STALEX HW2440x3.5 Производитель: Stalex
ПОДРОБНЕЕЕще цены и похожие товары
13 315 690
ПГЛ6000/30 Листогиб гидравлический для профилей большой длины
ПОДРОБНЕЕЕще цены и похожие товары
1 981 945
ISITAN Edgebender 1230 NC Пресс гидравлический листогибочный с ЧПУ
ПОДРОБНЕЕЕще цены и похожие товары
17 351 218
ПГЛ8000/30 Листогиб гидравлический для профилей большой длины
ПОДРОБНЕЕЕще цены и похожие товары
2 408 250
Гидравлический листогиб Stalex HW2440x3.5 Рабочая длина: 2440, Макс. толщина листа (до 400 мПа): 3,5
ПОДРОБНЕЕЕще цены и похожие товары
20 090 884
ПГЛ10000/30 Листогиб гидравлический для профилей большой длины Производитель: Мобипроф, Принцип
ПОДРОБНЕЕЕще цены и похожие товары
2 052 600
Листогиб до 3,5мм, L=1. 83м гидравлический 4,0кВт, STALEX HW1830x3.5 Производитель: Stalex
83м гидравлический 4,0кВт, STALEX HW1830x3.5 Производитель: Stalex
ПОДРОБНЕЕЕще цены и похожие товары
2 922 327
Листогибочные станки 569 Листогиб гидравлический SEKIRUS P18325M-702500 Тип: листогибочный станок,
ПОДРОБНЕЕЕще цены и похожие товары
11 871 886
ПГЛ6000/20 Листогиб гидравлический для профилей большой длины
ПОДРОБНЕЕЕще цены и похожие товары
2 036 325
Гидравлический листогиб Stalex HW1830x3.5 Рабочая длина: 1830, Макс. толщина листа (до 400 мПа): 3,5
ПОДРОБНЕЕЕще цены и похожие товары
4 459 342
ISITAN Edgebender 31135 NC Пресс гидравлический листогибочный с ЧПУ
ПОДРОБНЕЕЕще цены и похожие товары
1 536 048
SAY-MAK SMRM-H 1550×80 Станок листогибочный вальцовочный трехвалковый гидравлический промышленный
ПОДРОБНЕЕЕще цены и похожие товары
1 988 160
SAY-MAK SMRM-H 1270×180 Станок листогибочный вальцовочный трехвалковый гидравлический промышленный
ПОДРОБНЕЕЕще цены и похожие товары
1 348 450
Гидравлический листогибочный пресс PBH80/2500 с контроллером E22, марка FABTEC Потребляемая
ПОДРОБНЕЕЕще цены и похожие товары
1 264 776
SAY-MAK SMRM-H 1050×80 Станок листогибочный вальцовочный трехвалковый гидравлический промышленный
ПОДРОБНЕЕЕще цены и похожие товары
2 214 564
SAY-MAK SMRM-H 2050х180 Станок листогибочный вальцовочный трехвалковый гидравлический промышленный
ПОДРОБНЕЕЕще цены и похожие товары
1 882 838
ISITAN Edgebender 830 NC Пресс гидравлический листогибочный с ЧПУ
ПОДРОБНЕЕЕще цены и похожие товары
3 176 628
SAY-MAK SMRM-H 3100х180 Станок листогибочный вальцовочный трехвалковый гидравлический промышленный
ПОДРОБНЕЕЕще цены и похожие товары
1 158 590
Гидравлический листогиб W62Y 1320×4. 0 Принцип работы: гидравлический, Максимальная ширина листа:
0 Принцип работы: гидравлический, Максимальная ширина листа:
ПОДРОБНЕЕЕще цены и похожие товары
1 302 780
Гидравлический листогиб W62Y 1320×3.0 Принцип работы: гидравлический, Максимальная ширина листа:
ПОДРОБНЕЕЕще цены и похожие товары
2 страница из 3
Гибочный пресс
SWAG 20 TON Набор для сборки своими руками
– SWAG Off Road
20-тонный листогибочный пресс Набор для сборки своими руками
Комплект листогибочного пресса поставляется в разобранном виде, вы выполняете окончательную сборку и сварку.
Предназначен для установки на 20-тонный гидравлический пресс Harbour Freight, арт. № 32879 и 60603.
В комплект листогибочного пресса входит регулируемый задний упор для точных и воспроизводимых гибов.
- Макс. радиус изгиба (град.) 110
- Максимальная способность к изгибу пластины 3/8 дюйма
- Максимальная ширина изгиба 19.
 25″
25″ - Общая ширина тормоза 22,125 дюйма
Инструменты, необходимые для сборки: сварочный аппарат, болгарка, уровень, угольник.
Способен сгибать низкоуглеродистую сталь следующей длины и толщины.
- 19 дюймов = полная ширина изгиба нижней матрицы для любых изделий толщиной 1/8 дюйма или меньше.
- 15 дюймов 3/16 дюйма
- 12 дюймов 1/4 дюйма
- 5 дюймов 3/8 дюйма
Укажите действующий адрес доставки, на который будет доставлен UPS/FEDEX.
ПРИМЕЧАНИЕ. Цеховой пресс и домкрат для бутылок НЕ включены.
ПРИМЕЧАНИЕ: Дополнительные центрирующие выступы, поставляемые с пресс-брейком, не входят в состав полностью сварного комплекта.
Самодельный 20-тонный пресс является отличным дополнением к плитам пресса для оправки, которые мы продаем ЗДЕСЬ.
ИНСТРУКЦИЯ ПО СБОРКЕ ГИБОЧНОГО ТОРМОЗА
Набор для сборки пальцевого тормоза SWAG 20 TON
Набор для сборки пальцевого тормоза SWAG 20 TON
SWAG 3-D печатная ручка большого пальца для (расклешенных) или (литых поперечных штифтов) бутылочных домкратов
SWAG 3-D печатная ручка большого пальца для (расклешенных) или (литых поперечных штифтов) бутылочных домкратов
Механически обработанная ручка SWAG для (круглых) гидравлических выпускных клапанов бутылочного домкрата
Механически обработанная ручка SWAG для (круглых) гидравлических выпускных клапанов бутылочного домкрата
СОЗДАН США
Очень хорошо сложен, лучше, чем все, что вы видели на других сайтах, и аксессуары также фантастические. Смотрите видео на YouTube!
Смотрите видео на YouTube!
Perfect
Идеальный маленький инструмент для мастерской, так как обычно мне нужно делать небольшие детали и легкие кронштейны начинайте гнуть что угодно, когда оно прибудет, выберите полностью сварной комплект. Пресса упростила работу, помогая изготовить 6 тележек для огнетушителей.
Владелец
Превосходная техника и качество изготовления. Прекрасно работает. Спасибо
1
Легко следовать инструкциям и хорошо работает дома и за рубежом и существующие проблемы гибочного оборудования моей страны, в соответствии с требованиями эксплуатации деталей, разработан гибочный станок, который использует гидравлические компоненты для управления односторонним движением. В этой модели используется кривошипно-ползунковый механизм, который решает проблему изгиба тонких пластин в реальном производстве. А за счет анализа движения и расчета механизма, за счет преобразования механизма реализуется гибочная машина, которая удерживает изгибающее усилие всегда перпендикулярно детали в процессе обработки. Гибочный станок характеризуется простой конструкцией, простотой в эксплуатации и высокой эффективностью работы. И подробно представил особенности использования самодельных гибочных станков.
Гибочный станок характеризуется простой конструкцией, простотой в эксплуатации и высокой эффективностью работы. И подробно представил особенности использования самодельных гибочных станков.
Метод проектирования изготовления гибочного станка
- Анализ задачи
Разработка и производство вертикального станка для гибки листового металла. медленное нажатие (сгибание) и быстрое отступление. Приведены следующие условия:
Изгибающая сила 1×10 6 В
Вес ползуна 1,5 × 10 4 Н
Ход быстрого опускания без нагрузки 180 мм
Скорость (V 1 ) 23 мм/с
Медленное давление (изгиб) ход 20 мм
Скорость (V 2 ) 12 мм/с
Быстрое возвращение 200 мм
Скорость (V 3 ) 53mmms. /s
В гидравлическом цилиндре используется V-образное уплотнительное кольцо, а его механический КПД составляет 0,91.
- Гибочный станок самодельный определение плана
Судя по условиям работы гибочного станка, внешняя нагрузка и рабочая скорость постоянно меняются во времени. Поэтому конструкция гидравлической схемы должна отвечать требованиям постоянного изменения нагрузки и скорости привода. Следовательно, можно выбрать два метода: схема управления скоростью дроссельной заслонки с переменным давлением и схема управления скоростью объемного вытеснения.
Поэтому конструкция гидравлической схемы должна отвечать требованиям постоянного изменения нагрузки и скорости привода. Следовательно, можно выбрать два метода: схема управления скоростью дроссельной заслонки с переменным давлением и схема управления скоростью объемного вытеснения.
Сравнивая преимущества и недостатки двух вышеуказанных схем, открытая схема регулирования объемной скорости цилиндра насоса сравнивается с дроссельной схемой переменного давления, жесткость скорости и грузоподъемность лучше, диапазон скоростей также шире, работа КПД выше, и выделяется тепло. Это самый маленький. Учитывая, что максимальное изгибающее усилие составляет 2,2xl0 6 N, выбрана цепь управления скоростью открытия цилиндра насоса.
- Составление гидравлической схемы системы
Учитывая, что гидравлический пресс требует большой мощности при работе, принят объемный метод регулирования скорости;
- Чтобы выдерживать экстремальные изменения скорости, для подачи масла используется регулируемый гидравлический насос с компенсацией давления, то есть гидравлический насос подает масло с полным расходом, когда он быстро падает.
 При преобразовании в медленное нагнетание скорость потока насоса уменьшается, и конечная скорость потока равна O;
При преобразовании в медленное нагнетание скорость потока насоса уменьшается, и конечная скорость потока равна O; - Когда гидроцилиндр возвращается в обратном направлении, подача насоса восстанавливается до полного расхода масла. Направление движения гидроцилиндра контролируется трехпозиционным четырехходовым электромагнитным реверсивным клапаном Y-типа и двухпозиционным двухходовым электромагнитным реверсивным клапаном. При остановке трехпозиционный четырехходовой реверсивный клапан находится в нейтральном положении для разгрузки гидравлического насоса;
- Для предотвращения выхода из-под контроля напора из-за собственного веса в процессе спуска на дороге, где гидроцилиндр имеет шток, установлен односторонний клапан;
- Для поддержания давления при гашении на бесштоковом откачивающем маслопроводе и заправочном твердом маслопроводе установлен обратный гидрораспределитель;
- Для того, чтобы напор гидроцилиндра все больше и больше падал из-за собственного веса, когда трехпозиционный четырехходовой реверсивный клапан находится в правильном положении, на порте возврата масла должен быть установлен предохранительный клапан. как обратный клапан для возврата масла. Дорога находится под давлением, чтобы не потерять контроль над скоростью;
- Для поддержания постоянного давления при работе системы на выходе из насоса установлен перепускной клапан, регулирующий давление в системе. Поскольку в машине используется бесконтактный переключатель, бесконтактный переключатель используется для включения и выключения реверсивного клапана для осуществления автоматического управления;
- Для предотвращения слишком высокого давления гидроцилиндра при сжатии установлено реле давления, а реле давления используется для контроля максимального давления. Когда давление достигает колена заданного давления, реле давления посылает электрический сигнал для управления электромагнитным клапаном для поддержания давления;
Таким образом, принцип гидравлической системы самодельного листогибочного станка выглядит следующим образом:
- Длина, ширина и высота топливного бака определяются
Поскольку соотношение ширины, высоты и длины топливного бака составляет 1:1-2:2-3, здесь выбрано соотношение 1:1,5:2. Отсюда можно рассчитать ширину, длину и высоту топливного бака примерно как 1600 мм, 1100 мм и 770 мм соответственно. И выберите отдельную конструкцию топливного бака в открытом топливном баке. Его преимуществом является удобное техническое обслуживание и отладка, снижение влияния повышения температуры гидравлического масла и вибрации гидравлического насоса на механические характеристики; его недостаток в том, что он занимает большую площадь.
Знакомство с самодельными гибочными станками
Самодельные инструменты делятся на три категории. Первый включает рабочие и измерительные инструменты, помогающие выполнять операции (например, боковые упоры). Второй тип может помочь вам измерить или квалифицировать детали, чтобы убедиться, что операции и детали соответствуют спецификациям. Они могут включать в себя радиусные или потайные угловые датчики. В-третьих, это рабочие инструменты, помогающие в работе машины, такие как крепления циферблатного индикатора и специальные инструменты.
Стрелочный калибр. Эти самодельные гибочные станки измеряют фланцы от элементов до линий изгиба, а древние изделия ручной работы по-прежнему ценны и сегодня. Когда вызванный размер представляет собой размер от элемента до линии сгиба, и вы измеряете размер от элемента, чтобы найти изгиб, размер будет сохранен, и любая ошибка будет между элементом и краем. Расстояние от края до полилинии, все ошибки будут отображаться в вызываемом измерении.
Боковое регулирование. Боковой упор — это правый или левый упор вдоль оси Z станины или тормоза. Детали удерживаются задним упором для сохранения размера 79.5, в то время как правила поперечного измерения блокируют предыдущие фланцы, тиснение, метизы и другие элементы из-под пуансона.
Калибр для гибки проволоки. Это помогает совместить нарисованную линию сгиба с центром радиуса пуансона. Его можно сделать из квадратного токарного инструмента, установленного на его кромке и срезанного на одном конце. При размещении на V-образной форме врезанная часть калибра образует вертикальную линию, и оператор может использовать вертикальную линию для совмещения начерченной линии изгиба с центром изгиба.
Если вы умеете использовать лазеры, вы можете очень легко изготавливать различные измерительные инструменты. На самом деле, все примеры могут быть легко реализованы внутри, за исключением одного из следующих примеров.
Измеритель радиуса. После того, как вы завершили первоначальную процедуру вырезания измерителя радиуса на лазере, вам нужно только увеличить или уменьшить масштаб лазерной программы, чтобы создать измеритель радиуса, который необходимо измерить. Во многих отношениях это лучше, чем покупка набора имперских или метрических манометров. В настоящее время большинство из нас гнут воздухом, и когда мы формируем заготовку воздухом, ее внутренний диаметр составляет процент от отверстия формы. Плавающий радиус редко становится одним из фиксированных значений в приобретаемом наборе датчиков. Создавая свои собственные измерители радиуса, вы можете точно сопоставить их с радиусом, который необходимо создать в детали.
Правило. С помощью лазера вы можете обрезать линейку точного размера и создать именно ту отметку, которая вам нужна, будь то имперская или метрическая. Это так же точно, как и общие правила магазина. Он может быть не таким точным, как инструменты контрольного уровня, но он может удерживать вас на достаточном расстоянии во многих ситуациях в мастерской.
Стальной шар. Вы можете скосить отверстие стальными шарикоподшипниками разных размеров, чтобы немного изменить его диаметр. Независимо от того, является ли отверстие слишком большим или слишком маленьким, эти стальные шарики являются инструментами, необходимыми для сохранения деталей-прототипов.
Угломер с S-образным отверстием. Кроме того, их легко резать на лазере и легко использовать. Как и специальный измеритель радиуса, вы можете обрезать его до точного угла зенковки, который необходимо измерить.
Держатель циферблатного индикатора. Предположим, вы хотите проверить точность и воспроизводимость заднего упора или вам нужно отрегулировать задний упор вручную на станке без ЧПУ. Циферблатный индикатор — это как раз подходящий инструмент, но для его установки на основание листогибочного станка потребуется еще один специальный инструмент, хотя и очень простой. Просто приварив штифт к болту, штифт можно вставить в любое из многочисленных отверстий с резьбой на основании большинства гибочных станков.\
Небольшой пуансон и матрица. Если необходимо сформировать очень тонкий материал и требуется очень узкое отверстие пресс-формы (например, 0,035 дюйма), его может быть трудно найти. Отображается 0,500 дюйма. Квадратная полоса с двумя узкими V-образными канавками создает миниатюрную двойную V-образную форму, которую можно защелкнуть в специальном кронштейне. Кронштейн изготовлен из жесткого полиуретана и рассчитан на монтажные рейки европейского типа.
Вы можете не найти выделение задания в каталоге инструментов. Здесь я использовал очень тонкую линейку для резки картонной коробки, чтобы придать ей определенную форму, тем самым эффективно пробивая отверстие с радиусом 0. Вы можете обрезать линейку до нужной длины и даже добавить надрезы, надрезы и т.д. признаки, необходимые для формирования детали. Также необходимо изготовить пуансонодержатель по типу европейского клина или нестандартный пуансон для рубанков.
Центрирование такого маленького пуансона на такой маленькой форме требует очень точных настроек, которые намного тоньше, чем обычный процесс центрирования. Вы можете сделать это, снова изготовив кронштейн, который устанавливается на основание листогибочного пресса и удерживает головку микрометра. Микрометр крепится к самодельному инструменту, который зажимается на монтажной рейке пресс-формы. Это позволяет входить и выходить из рельса с шагом 0,0001 дюйма.
Как центрировать пуансон с нулевым радиусом в V-образный штамп шириной 0,035 дюйма? Конечно, нельзя просунуть голову между кроватью и бараном. Но вы можете приобрести увеличительное стекло с подходящим фокусным расстоянием для процесса центрирования. Вам нужно будет вырезать несколько блоков, чтобы установить их на европейский стиль трека (или любой другой стиль трека, который у вас есть), чтобы разместить небольшую веб-камеру. Теперь, имея несколько мониторов для просмотра, вы можете центрировать инструмент.
Полиуретановая форма. Вы можете сделать небольшой набор инструментов из уретана с отклоняющим стержнем и воздушным каналом под подушкой, чтобы уменьшить формовочный тоннаж.
Инструмент для косынки. Предположим, вам нужно сформировать ластовицу, представляющую собой ребро, перпендикулярное изгибу. Просто поместите его между двумя частями инструмента, и этот маленький драгоценный камень поможет вам создать изогнутый изгиб. Небольшие прокладки с обеих сторон позволяют материалу вытекать из косынки. Косынка инструмента изготовлена из нержавеющей стали. Просто обрежьте его до размера, немного меньшего, чем высота инструмента, и он готов к использованию.
Обратите внимание на нагрузку, которую будет нести косынка во время использования. Вес будет сконцентрирован на краю косынки и может быть встроен в монтажную рейку или основание машины. Лучше всего разместить защитную полосу с обеих сторон формы самодельного гибочного станка и по всей длине, чтобы полностью поднять инструмент для его защиты.
Мерный блок.
