Листогиб своими: Самодельный ручной листогиб – делаем инструмент своими руками +видео
Содержание
Листогиб из рельса — Конкурс сварщиков «Делаем своими руками»
#1
Alex76
Отправлено 17 August 2015 00:13
Популярное сообщение!
Здравствуйте все любители железа! Тема листогибов стара, как мир. Но, тем не менее, может кому-то будет интересно.
Занимаюсь изготовлением бачков из нерж.стали 1,5-2мм. Старый листогиб уже еле дышит, поэтому на замену решил сделать покрепче. Для этого использовал рельс Р24, швеллер 100 мм, петли 40 мм, водопроводные трубы для станины. Рабочая ширина листогиба 85 см.
Больше всего была нужна возможность получения разных радиусов загиба, поэтому прижимная и поворотная балки регулируемые.
Основной режим работы листогиба — поворотная балка поднимается вверх. Но, также есть возможность гнуть лист, нажимая на рукоятку сверху вниз, т. е. используя собственный вес (правда менее удобный алгоритм разметки и закрепления листа).
е. используя собственный вес (правда менее удобный алгоритм разметки и закрепления листа).
Уверенно гнет 1,5 мм, 2 мм, 3 мм потяжелее (3 мм пробовал на длину 65см), и нагружать надо листогиб, либо крепить к полу. Минимальные радиусы меня вполне устраивают. Также попробовал 5 мм полоску 6-7 см — загнулась (на фото). Таким образом прочности у листогиба с запасом, для моих нужд.
Конкурсная работа № 36, Техническая номинация Конкурса сварщиков «Делаем своими руками»
Генеральный спонсор конкурса
Компания «ArMiG» — все для сварки и резки. Победитель в номинации «Лучший поставщик» концерна ESAB в России 2014 года.
- Наверх
- Вставить ник
#2
ВлаДон
Отправлено 17 August 2015 10:33
Отличный станок! В голове крутилась подобная идея, только материал — швеллер 30. И на такой станок желательно поставить гидравлику.
И на такой станок желательно поставить гидравлику.
- Наверх
- Вставить ник
#3
mulumba
Отправлено 17 August 2015 12:53
А нельзя маленькое видео?
- Наверх
- Вставить ник
#4
Alex76
Отправлено 17 August 2015 15:09
ВлаДон, согласен, на 3мм надо уже гидравлику, но тогда надо всю конструкцию усиливать. Мысли уже есть о новом проекте. Но это потом.
mulumba, могу и видео конечно, только пока нет заказов. Но кусок см 30-40 могу загнуть. Устроит?
- Наверх
- Вставить ник
#5
Alex76
Отправлено 17 August 2015 15:10
mulumba, я имею ввиду кусок нерж. 1,5мм
1,5мм
- Наверх
- Вставить ник
#6
Wjatcheslav
Отправлено 19 August 2015 22:18
А нельзя маленькое видео?
согласен, видео поможет лучше понять работу устройства
- Наверх
- Вставить ник
#7
демонстратор
Отправлено 20 August 2015 07:45
Alex76
я имею ввиду кусок нерж. 1,5мм
Не надо нерж чернягой гнуть — на радиусе ржа будет.
- Наверх
- Вставить ник
#8
Alex76
Отправлено 20 August 2015 08:54
демонстратор, возможно, правда не замечал чтобы особо шла после этого ржавчина.
Когда работал старым листогибом, подкладывал полиэтиленовую пленку только под поворотную планку, но чтобы не было царапин на наружной поверхности баков. Внутренняя часть бака контактировала с прижимной чернягой, не было ржавчины на готовых изделиях во время эксплуатации.
- Наверх
- Вставить ник
#9
Alex76
Отправлено 21 August 2015 00:49
Популярное сообщение!
Для тех, кому интересно как работает листогиб, смонтировал небольшое видео:
Перед просмотром ролика несколько замечаний:
- Радиус сгиба на всех пробах довольно таки большой. Но, повторюсь, меня он устраивает. Для более точных работ будет изготовлена другая прижимная балка с острой передней кромкой.
- Деревянные стояки мелькающие в ролике – это распорки вставленные между листогибом и стропилами, чтобы он не перемещался.
- Только на видео заметил, что прижимная балка немного качается при сгибе (сдвинуться не дают фиксаторы), потому что, гайки закручивал где-то без протяжки, а где-то вообще от руки.
- Наверх
- Вставить ник
#10
Alex76
Отправлено 29 August 2015 15:32
Популярное сообщение!
Для всех интересующихся, покажу пример использование листогиба при изготовлении конкретного изделия — расширительного бака.
Размечаю и гну
Согнутая заготовка
Соединяю на прихватки
Вставляю днище
Изделие готово к покраске
Показал минимальные возможности своего листогиба. Радует сокращение времени на раскрой, сварку. Уменьшается расход электродов. Ну и самое главное: изделие с меньшим количеством швов выглядит аккуратнее.
- Наверх
- Вставить ник
#11
Alex76
Отправлено 29 August 2015 22:08
А теперь изделие ПОКРУПНЕЕ : согнул заготовку для бака под воду.
Размеры бака: Ширина 29см х Длина 60см х Высота 70см.
Общие размеры заготовки: ширина 70см, длина 180см
Сталь Ст3 толщ. 3мм
Несмотря на большую ширину заготовки, сгиб равномерный по всей длине.
Усилие при сгибании металла не запредельное. Справится человек средней комплекции.
- Наверх
- Вставить ник
#12
Andy52280
Отправлено 27 September 2015 09:33
А от регулировки подвижного прижима есть какой-то толк? Неужели недостаточно возможности регулировки верхним прижимом?
А то как-то этот узел вызывает сомнения.
Сообщение отредактировал Andy52280: 27 September 2015 22:17
- Наверх
- Вставить ник
#13
mulumba
Отправлено 27 September 2015 11:59
Какой получился бюджет на весь станок?
- Наверх
- Вставить ник
#14
Alex76
Отправлено 30 September 2015 09:28
Andy52280, ближе к выходным постараюсь показать
mulumba, точил токарь: петли 2х200р=400р. , шпильки 200х24мм 4х100р=400р. Коронка биметалл 25мм 200р.
, шпильки 200х24мм 4х100р=400р. Коронка биметалл 25мм 200р.
Электроды, электроэнергию, отрезные диски не считал. Но, думаю, немного.
Всё остальное железо уже было, лежало и ждало своего часа (рельс Р-24, швеллер 100мм, труба на раму 50мм, профильная 40х20мм)так что цены на металлолом прикиньте в своем регионе.
Вроде все перечислил.
- Наверх
- Вставить ник
#15
OleJon
Отправлено 07 October 2015 13:12
Alex76
Скажите пожалуйста. Есть возможность гнуть вот такие профиля на подобном как у вас листогибе?
Прикрепленные изображения
- Наверх
- Вставить ник
#16
Alex76
Отправлено 09 October 2015 22:31
OleJon, для ваших профилей нужна узкая прижимная балка.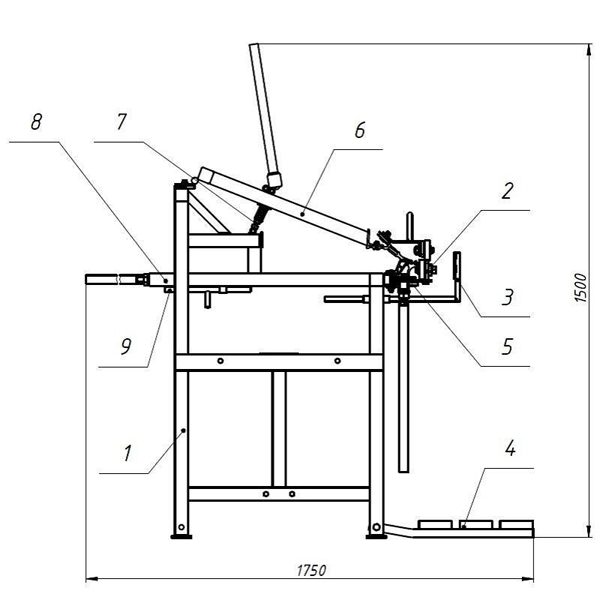 На моем листогибе такая замена не пройдет, т.к. одновременно нужно смещать шпильки крепления (ближе к краю нижней балки) для сохранения жесткости, и для правильного изгиба, а у меня там петли. Другими словами, если просто заменить широкую прижимную балку на узкую, то гиб будет большого радиуса.
На моем листогибе такая замена не пройдет, т.к. одновременно нужно смещать шпильки крепления (ближе к краю нижней балки) для сохранения жесткости, и для правильного изгиба, а у меня там петли. Другими словами, если просто заменить широкую прижимную балку на узкую, то гиб будет большого радиуса.
Листогиб надо изначально «затачивать» под вашу конструкцию.
Вот так думаю. Хотя, могу и ошибаться.
- Наверх
- Вставить ник
#17
Alex76
Отправлено 09 October 2015 22:33
Добавлю, у вас поток, мне кажется надо смотреть в сторону гидравлики. Тем более контур изделия не замкнутый.
- Наверх
- Вставить ник
#18
Сусанин
Отправлено 10 October 2015 12:38
Подскажите, к примеру, сталь 3 толщина 1. 5мм максимум, ширина гиба пусть будет 800, какой материал взять для изготовления, и как организовать трехуровневый гиб,
5мм максимум, ширина гиба пусть будет 800, какой материал взять для изготовления, и как организовать трехуровневый гиб,
скажем согнуть ящик электрический
Горе от ума. Меньше знаешь — легче работается.
- Наверх
- Вставить ник
#19
Alex76
Отправлено 10 October 2015 20:12
Сусанин, мне кажется вам надо смотреть в сторону промышленных листогибов, как вариант б\у
- Наверх
- Вставить ник
#20
Alex76
Отправлено 10 October 2015 20:55
Andy52280,
Ваши рассуждения отчасти верны. Действительно, можно использовать только регулировку верхней прижимной балки. Но тогда, чтобы иметь возможность гнуть относительно большой диапазон радиусов, регулировки 1см недостаточно ( как у меня на листогибе)
Действительно, можно использовать только регулировку верхней прижимной балки. Но тогда, чтобы иметь возможность гнуть относительно большой диапазон радиусов, регулировки 1см недостаточно ( как у меня на листогибе)
Проведем небольшой эксперимент:
Берем неск. полос AISI 430 1.5 мм
Гнем их с разными регулировками
крупнее
1 полоса
Минимальный радиус гиба. Прижимная сдвинута максимально ближе к кромке нижней балки. Поворотная вровень с нижней
2 полоса
Прижимная балка максимально отодвинута (1см), поворотная вровень с нижней
3 полоса
Прижимная сдвинута максимально вперед (мин. радиус) , поворотная максимально вниз (1см)
4 полоса
Прижимн. ( на 1 см назад) и поворотн.( на 1см вниз)
Как видно по фото полоски 2 и 3 получились одинаковыми, т.е. получить одинаковый результат можно не используя регулировку поворотной балки.
Но мне нужен был еще больший радиус, (4 полоска) и регулировки только прижимной балки было недостаточно, поэтому и пришлось делать регулировку на поворотной.
Все делалось исходя из наличия нужных материалов.
И вам ничего не мешает сделать большой диапазон регулировок только прижимной балкой (если он вообще вам нужен). Но тут надо увеличивать ширину нижней балки.
Может не очень понятно объяснил, спрашивайте.
- Наверх
- Вставить ник
Ручной листогиб своими руками — Стройка и ремонт
— admin
Сравнительно малораспространенным инструментом в практике российских умельцев является листогиб. Мне, например, почти не приходилось встречать в отечественной литературе материалов по листогибам. А ведь этот относительно несложный инструмент очень полезен, так как позволяет неопытному работнику изгибать листы металла под требуемым углом без деформации отгибаемой части, чего практически невозможно добиться при работе на оправке с помощью киянки.
Мое знакомство с опытным производством НИИ показывает, что в умелых руках листогиб дает возможность обеспечить исключительно высокое качество исполнения таких ответственных работ как изготовление шасси, корпусов, кожухов, соединение листов в фальц и т.п. и соответственно хороший товарный вид изделий.
Изготовить листогиб, имея под руками сварку, недеформированные отрезки швеллеров и уголков с прямолинейными кромками и ровными плоскостями не так уж и сложно. Ну и конечно изготовить листогиб целесообразней объединившись в группу, для коллективного пользования.
Применение листогиба дает очень хорошие результаты при изготовлении кровли из листовой оцинкованной стали толщиной 0,55—0,6 мм. Листы кровли крепятся гвоздями к продольным идущим вдоль стропил деревянным элементам обрешетки, имеющим треугольное либо квадратное поперечное сечение.
Устройство листогиба, специально предназначенного для этой цели, представлено на рисунке. В его основе лежит описание конструкции, опубликованное в свое время в венгерском журнале «Эзермештер».
Листогиб состоит из основания, прижима и обжимного пуансона с ручкой-рычагом. Для основания необходим швеллер № 14, для прижима— швеллер № 10, а для обжимного пуансона — уголок № 8.
Размер между осями прижимных болтов должен соответствовать длине листа для кровли. Принятые здесь размеры профилей позволяют изгибать листы длиной до 2 м. К основанию листогиба приваривают ножки козлового типа с подкосами. В прижиме строго посередине профиля на расстоянии 50 мм от концов сверлят два отверстия 0 12 мм.
Ручку-рычаг изготовливают из прутка арматуры диаметром не менее 25 мм и приваривают к уголку. Отгиб ручки-рычага необходим для обеспечения устойчивости пуансона в верхнем положении. При необходимости к ручке-рычагу можно приварить дополнительные грузы из металлических кругляков.
На концах заготовок пуансона и основания по ребру снимают фаски на глубину 10 мм и длину 50 мм, после чего к пуансону приваривают оси, изготовленные из стальных прутков 0 20 мм. Сварку производят так, чтобы ось прутка совпадала по направлению с ребром уголка. На концах ребер прижима снимают фаски на глубину 10 мм длиной 50 мм. Щечки, служащие для установки осей пуансона, изготавливают из обрезков стали толщиной 10—14 мм.
На концах ребер прижима снимают фаски на глубину 10 мм длиной 50 мм. Щечки, служащие для установки осей пуансона, изготавливают из обрезков стали толщиной 10—14 мм.
Для предварительной сборки на основание кладут лист из мягкого металла толщиной около 0,7 мм и сверху притягивают прижимом, временно прикрепляемым к основанию струбцинами или шпильками с накладками. Обжимной пуансон располагают на листе сверху так, чтобы вертикальная полка соприкасалась с прижимом по всей поверхности. На ось пуансона надевают щечки, которые прихватывают электросваркой к основанию в нескольких местах.
Положение верхнего прижима и щечек относительно основания проверяют во время пробной гибки и, при необходимости, уточняют. Только полностью убедившись в оптимальности найденного положения щечек и прижима, окончательно приваривают щечки к торцам основания.
После этого, используя отверстия в прижиме как кондуктор, просверливают в основании отверстия 014 мм и нарезают в них резьбу М16; отверстия в прижиме рассверливают до 016 мм; для финишной обработки советую применить развертку. Зажимные болты М16 завинчивают в резьбовые отверстия в основании и дополнительно фиксируют электросваркой. В качестве отжимных пружин используют клапанные пружины от автомобильного двигателя. Для затяжки прижима желательно применить гайки с маховичками. Ходовые резьбы и оси обжимного пуансона смазывают консистентной смазкой. Если вариант с пружинами вас чем-либо не устраивает, то к основанию можно приварить гайки, а затяжку производить с помощью болтов.
Зажимные болты М16 завинчивают в резьбовые отверстия в основании и дополнительно фиксируют электросваркой. В качестве отжимных пружин используют клапанные пружины от автомобильного двигателя. Для затяжки прижима желательно применить гайки с маховичками. Ходовые резьбы и оси обжимного пуансона смазывают консистентной смазкой. Если вариант с пружинами вас чем-либо не устраивает, то к основанию можно приварить гайки, а затяжку производить с помощью болтов.
При работе на листогибе ручку-рычаг переводят в крайнее верхнее положение, после чего отвинчивают зажимные гайки. Отжимные пружины приподнимают прижим над основанием, образуя зазор, в который пропускают и устанавливают на нужном расстоянии от линии сгиба, проходящей по ребру основания, отгибаемую кромку листа. Зажимные гайки затягивают. Ручку-рычаг переводят в нижнее положение, в результате чего лист изгибается.
Все трущиеся поверхности смазывают консистентной смазкой.
Усилия, потраченные на изготовление листогиба, быстро оправдаются за счет того, что вы сможете самостоятельно квалифицированно выполнить необходимые кровельные работы, не привлекая кровельщиков, а после этого можно отдать станок в аренду. На этом станке можно изготовить и гнутые профили, необходимые при возведении теплиц и других построек подобного назначения.
На этом станке можно изготовить и гнутые профили, необходимые при возведении теплиц и других построек подобного назначения.
Категории: Статьи
Делаем листогиб своими руками | Главный механик
Для того чтобы без особых усилий изгибать листовое железо, можно смастерить станок – листогиб. Его можно будет настраивать на толщину изгибаемого металла.
1 of 6
Описание
Брус 4 см на 8 см служит основой. Основа крепится к верстаку, когда станок используется. К бруску прикреплен уголок, к этому углу болтами крепится второй угол. Они держат металл, который гнут на станке. Третий угол имеет ручки. Он присоединен к брусу петлей. Он может поворачиваться на 90 градусов. Этот угол на петлях – собственно то, что и гнет металл на станке. Два других угла только держат металл, причем их можно двигать, чтобы держать металл разной толщины.
Список материалов
- Стальные уголки толщиной 0.3 см, шириной 4 см и длиной 1.2 м – 3 штуки.
- Квадратная труба для ручек
- Брус 4 см на 8 см.
 Его мы отпилим по длине 1 м 20 см. Пытайтесь достать качественный брус.
Его мы отпилим по длине 1 м 20 см. Пытайтесь достать качественный брус. - Дверные петли
- 6 шурупов длиной 2.5 см со шлицевыми головками. Можно взять и меньшего размера.
- 4 шурупа длиной в 1.25 см для ручек станка. Планировалось использовать трубу толщиной 2 см, но можно вполне использовать и толщиной 2.5 см. Но рекомендуется взять трубу еще толще.
- Гайки для петель и для ручек станка.
- 16 шурупов по гипсокартону. По четыре в каждую петлю, 4 в центре и две в настраиваемых уголках. Все они входят в брус.
- 32 шайбы. Они понадобятся вам, чтобы установить правильное расстояние между брусом и петлями.
- Два длинных болта диаметром 0.8 см и длиной 6.5 см. Они проходят сквозь брус и петли.
- Две гайки к длинным болтам.
- Два барашка шириной 0.75 см.
- 6 шайб для гаек на основе, для верха пружины и для барашков.
- 2 болта длиной 2.5 см и диаметром 1 см – для настраиваемых углов.
- Толстая проволока. Много ее не надо.

- Краска в распылителе. Достаточно одного заряда.
Список инструментов
- Пила по металлу
- Пила по дереву (распиливать брус)
- Лучковая пила по железу
- Лобзик по дереву
- Дрель или сверлильный станок, в комплекте с битами, описанными ниже
- Пробойник по железу и молоток
- Карандаш и линейка
- Плоский и круглый напильник
- Фрезерный станок с круглой битой диаметром 0.5 см
- Болгарка. Она пригодится, если вы используете ломаный металл
- Метчик диаметром 0.9 см
- По желанию – стальной стержень диаметром 0. 75 см и пружины.
- Биты для дрели, которые вам потребуются:
- 0.6 см для десяти болтов,
- 1.25 см для заглубления головок болтов,
- 0.25 см для шурупов по гипсокартону,
- 0.35 см для шурупов по гипсокартону, которые проходят сквозь металл
- 0.9 см для заглубления шурупов в гипсокартон
- 0.3 см для просверливания отверстий в уголках
- 1 см для длинных болтов
- 2 см для заглубления длинных болтов
- 0.
 75 для уголков. Это отверстия потом расширяются метчиком.
75 для уголков. Это отверстия потом расширяются метчиком.
[content-egg module=GdeSlon template=list]
Безопасность
Пила может сильно порезать вас. Следите, где находятся ваши руки, когда вы с ней работаете. Также следите, чтобы не распилить что-нибудь лишнее.
Когда сверлите, тоже проявляйте осторожность: не просверлите, что-нибудь лишнее.
При работе с болгаркой или напильником следует носить респиратор. Эти инструменты создают мелкие осколки железа, которые могут попасть в глаза или легкие. Также защищайте уши.
Распылять краску можно только на улице или в проветриваемом помещении. Также следует носить маску или респиратор. Позвольте краске полностью высохнуть.
При покраске носите старую одежду. Скорее всего, краска попадет на нее.
Шаг 1: создаем основу
1 of 10
Первый шаг – выпиливание заготовок. Брус отрезаем до длины 120 см. Стальной уголок, который будет в центре, отрезаем до длины 90 см. По обе его стороны прикручиваются петли. Это оставляет 5 см с каждой стороны уголка. Зажимы крепятся на свободное место, что позволит надежно прикрепить брусок к верстаку. Два других угла отрезаем по длине 110 см, чтобы доставать до краев обеих петель. Центр петли должен совпадать с местом, где соединяются подвижный и неподвижный уголки. Резать железо можно лучковой или станковой пилой по железу.
Это оставляет 5 см с каждой стороны уголка. Зажимы крепятся на свободное место, что позволит надежно прикрепить брусок к верстаку. Два других угла отрезаем по длине 110 см, чтобы доставать до краев обеих петель. Центр петли должен совпадать с местом, где соединяются подвижный и неподвижный уголки. Резать железо можно лучковой или станковой пилой по железу.
Можно и не покупать уголок, а поискать старый, но тогда рекомендуется предварительно его очистить от ржавчины и отшлифовать.
Хотя это не было обязательно делать, в бруске выпилили место под уголок, чтобы он сидел вровень с поверхностью бруска. Сначала на брус положили уголок, потом использовали карандаш, чтобы отчертить его на поверхности бруса, а после этого вырезали в дереве паз лобзиком. Часть этого процесса выполнили фрезой с битой 0.5 см диаметром. То же самое можно выполнить и для петель.
При помощи лобзика вырезаем места под петли. Основной, неподвижный уголок прикручиваем к бруску четырьмя равномерно расставленными шурупами по гипсокартону с заглубленными головками. Отверстие под эти шурупы делаем диаметром 0.4 см (в уголке) и диаметром 0.25 (в бруске). Головке заглубляем битой диаметром 0.9 см.
Отверстие под эти шурупы делаем диаметром 0.4 см (в уголке) и диаметром 0.25 (в бруске). Головке заглубляем битой диаметром 0.9 см.
Шаг 2: сгибающий уголок
1 of 10
Эта часть, собственно, сгибает листовой металл. Отрезаем с каждого конца по сантиметру при помощи лучковой пилы и шлифуем срезы болгаркой или напильником.
Используйте зажимы, чтобы временно удержать ручку, сделанную из обрезка трубы на своем месте. Чтобы петли правильно двигались, нужно поставить между петлей и брусом две шайбы. Также придется перевернуть петлю и просверлить еще одно отверстие. Теперь можно делать отверстие в уголке, который до сих пор придерживается зажимами. Пробойником и молотком делаем отверстие, которое расширяется сантиметровой битой.
После того, как к основному уголку прикреплены петли и подвижный уголок, прикрепляем трубы, которые будут служить ручками. Между ручками должно быть около 60 см. Придерживается каждая ручка двумя болтами. Отверстия под болты имеют диаметр 0.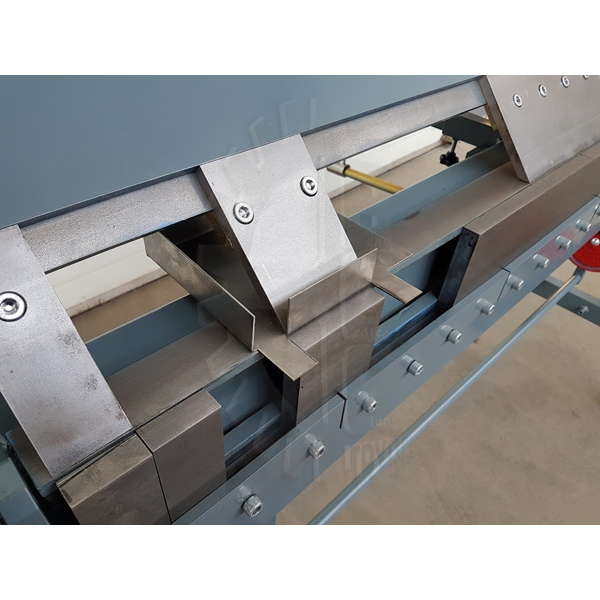 5 см.
5 см.
Шаг 3: держащий уголок
1 of 9
Эта деталь удерживает металл, который нужно согнуть. В уголке делаем плоское место при помощи напильника, после чего пробиваем там отверстие пробойником. Отверстие расширяем дрелью. Сначала отверстие имело диаметр 0.3 см, а дрель увеличила его до 0.75 см. Теперь отмечаем на петле место, где было отверстие в уголке. Сверлим сквозь петлю и сквозь брусок отверстие для длинного болта. Если отверстия не совпали с первого раза, придется расширить их круглым напильником. После этого болт войдет нормально.
Прорезь в держащем уголке должна позволять петле поворачиваться. Поэтому отверстие в уголке расширяем еще больше, сделав его равным по длине половине длины петли.
Также в процессе проекта было обнаружено, что намного легче работать, если уголок поднимается вверх, когда устройство не используется.
Ведь поднимать его самому, пытаясь задвинуть под него лист металла довольно трудно. Здесь очень поможет пружина – она сильно облегчит процесс сгибания. Тут вам понадобится толстая проволока. Обматывайте ее вокруг стержня, который имеет такую же толщину, как и длинный болт, закрученный в брусок. Работайте медленно и сделайте больше пружины, чем вам кажется нужным. Ее все равно можно отрезать.
Тут вам понадобится толстая проволока. Обматывайте ее вокруг стержня, который имеет такую же толщину, как и длинный болт, закрученный в брусок. Работайте медленно и сделайте больше пружины, чем вам кажется нужным. Ее все равно можно отрезать.
Пружины имеют высоту в 2 см, если они не сжаты. Раньше они были намного выше, но их срезали, чтобы они подходили по высоте. Желательно прорезать как можно меньше компонентов. Вместо этого прорезь сделаем в уголке. Используйте круглый напильник.
Затягивание барашков закрепляет конструкцию. В теории это было правильно, но оказалось, что шайбы отказываются скользить под углом. Они прекрасно работают, когда расположены по центру уголка, но застревают, когда уголок сдвигается. Нужна треугольная форма, по которой уголок мог бы скользить беспрепятственно. Треугольник из металла сделать затруднительно, поэтому его легко можно сделать из дерева толщиной в 1 см. Треугольник имеет углы в 45 градусов.
Шаг 4: настраиваемость станка
1 of 4
После того, как сделаны болты для настройки, нужно найти способ закрепить уголки относительно бруска. Хотя барашков достаточно, лучше перестраховаться, ведь ошибка может привести к неприятностям.
Хотя барашков достаточно, лучше перестраховаться, ведь ошибка может привести к неприятностям.
Обрезки, оставшиеся после отпиливания уголков, можно использовать как держатели для уголков. Их придется обрезать по ширине, чтобы они не торчали ни вверх, ни горизонтально. В каждом просверлите по одному отверстию диаметром 0.75 см. В отверстии сделайте резьбу под болт диаметром 0.9 см. Болт можно выкручивать и закручивать, чтобы уголки удерживали металл различной толщины.
Когда вы делаете резьбу метчиком, обязательно используйте масло. Моторное масло использовать нельзя – оно рассчитано на снижение контакта между двумя металлическими деталями. В этом случае, за невозможностью найти масло для резки, использовалось растительное масло – один из главных компонентов режущего масла. Работайте медленно и следите, чтобы метчик оставался перпендикулярным отверстию. После каждой четверти оборота выкручивайте метчик и удаляйте частицы металла.
Шаг 5 : финишируем
1 of 5
Покрасить устройство можно любым цветом. В нашем случае – оранжевым и черным. Поверхности, которые имеют контакт с обрабатываемым металлом лучше не красить, потому что краска все равно слезет.
В нашем случае – оранжевым и черным. Поверхности, которые имеют контакт с обрабатываемым металлом лучше не красить, потому что краска все равно слезет.
Кажется, что максимальная толщина металла, которую способен согнуть этот станок – прут диаметром 0.3 см для алюминия и 0.15 для железа. Испытания с алюминием это подтверждают.
Пружины позволяют легко захватывать и удерживать металл. Болты для настройки тоже ведут себя правильно. Их просто можно подвинуть и затянуть барашки.
Единственное изменение, которое можно здесь сделать – обрезать края у неподвижного уголка, чтобы он плотнее прилегал к бруску. Но для этого вам придется смастерить устройство, которое будет держать болгарку прямо параллельно уголку.
У промышленных станков имеется труба, прикрепленная к неподвижному уголку. Но в этом случае появление изгиба не очень вероятно. Пока такого не происходило, поэтому трубу приделывать не обязательно.
Хотя такой станок не часто требуется, он очень полезен, когда наступит тот самый момент. Особенно, если ваши проекты требуют работы с металлом.
Особенно, если ваши проекты требуют работы с металлом.
Внимание Уважаемые
|
Внимание покупателей подшипников
Уважаемые покупатели, отправляйте ваши вопросы и заявки по приобретению подшипников и комплектующих на почту или звоните сейчас:
+7 (495) 128 22 34
zakaz@themechanic. ru
ru
Доставка подшипников по РФ и зарубежью.
Каталог подшипников на сайте
themechanic.ru
Внимание покупателей подшипников
Уважаемые покупатели, отправляйте ваши вопросы и заявки по приобретению подшипников и комплектующих на почту или звоните сейчас:
+7 (495) 128 22 34
[email protected]
Доставка подшипников по РФ и зарубежью.
Каталог подшипников на сайте
themechanic.ru
Листогибочный станок своими руками – metmaStanki.ru
Вполне работоспособный листогиб своими руками для листа толщиной до 1,2 мм можно сделать в условиях домашней мастерской или цеха.
Разнообразные изделия из жести и металлического листа, полученные способом гибки, популярны и востребованы как в профессиональном строительстве и машиностроении, так и для мелкого бытового ремонта и хозяйственных нужд. Вполне работоспособный листогиб своими руками для листа толщиной до 1,2 мм из черного, оцинкованного или цветного металла можно сделать в условиях домашней мастерской или небольшого металлообрабатывающего цеха.
Зачем нужен самодельный листогиб
Станок для гибки металлического листового проката отличается простотой конструкции и при этом обладает высокой производительностью. Промышленные установки с ручным приводом стоят довольно дорого. Не будем останавливаться на промышленных гидравлических или пневматических прессах, а также станках с поворотной балкой — для мелкосерийного производства они не нужны. А вот ручной аналог любой промышленной модели сделать совершенно несложно.
Постройка гибочного станка для листового металла своими руками займет от одного до двух дней рабочего времени, и еще один день на подбор и поиск материала. Чертежи самодельных станков можно найти в интернете, но, что еще удобнее и практичнее, лучше воспользоваться как образцом для постройки одной из промышленных моделей. Разобравшись, как они работают, можно сделать свои рабочие чертежи и разработать технологическую схему, как сделать листогиб своими руками, исходя из собственных возможностей.
Чтобы сделать простой листогиб своими руками не понадобиться особых инженерных или конструкторских знаний и умений — достаточно средних слесарных навыков и опыта работы с электросваркой. При постройке роликового листогиба еще нужно будет выполнить несколько операций на токарном станке, но этот вопрос можно решить в любом цехе или мастерской по металлообработке.
При постройке роликового листогиба еще нужно будет выполнить несколько операций на токарном станке, но этот вопрос можно решить в любом цехе или мастерской по металлообработке.
Листогибы промышленного изготовления:
Поворотный
Роликовый
Валковый
Виды листогибов
Для различных работ с металлическим листом используются листогибы разного вида:
- с поворотной балкой;
- роликовые;
- валковые;
- механические и гидравлические прессы.
Они отличаются своими техническими возможностями и сферой применения. Все разновидности можно сделать как в мобильном или ручном, так и в стационарном вариантах.
- Трубогибы с поворотной балкой — наиболее распространенные и удобные для самостоятельного изготовления. Они могут работать с листами большого размера, изгибая как кромки высотой в несколько сантиметров, так и стенку в 30–70 см под углом до 1200.
 Несложно и выполнить догибку для создания фальцевого соединения.
Несложно и выполнить догибку для создания фальцевого соединения. - Ручной роликовый листогиб используется для гибки кромок и невысоких стенок при кузовном ремонте, кровельных работах, установке подоконников и соединении крупных листов жести. Подобрав профиль ролика, можно выполнить довольно сложный профилированный изгиб, формируя, например, крыло или фрагмент бампера машины или декоративный элемент отделки забора или ограждения балкона.
- Валковый трубогиб применяется для гибки полукруглых желобов или труб полного сечения. Он может регулироваться по радиусу передвижением валков: опорных — по горизонтали, а прижимного — по вертикали. Такой самодельный валковый листогиб легко оснастить электроприводом с цепной или шестеренчатой передачей.
- Прессы понадобятся для гибки как тонкого, до 1 мм, так и толстого, до 2–3 мм металла. Они способны не только гнуть металл под углом до 900, но и перфорировать его или склеивать под давлением. Для смены вида операций понадобиться только сменить пуансон и матрицу.

Как они работают, показано на рисунке:
Все разновидности станков не отличаются сложностью, важно только определиться с предстоящими задачами и выбрать модель установки, которая поможет решить максимум задач по металлообработке. Например, при изготовлении коробов или кровельных работах валковый станок мало чем поможет, а при установке водосточных систем он станет незаменимым, в то время, как поворотный сможет помочь только частично.
Самодельный станок с поворотной рамой
Такой станок для гибки листового металла отличается большой универсальностью и применяется чаще всего. Конструкция его хорошо видна на схеме:
Базовый рабочий стол выполнен из дерева или металла. Его размеры должны составлять не менее 2х1 м. При необходимости работы с большими листами металла, можно с задней стороны предусмотреть откидную раму или плоскость, которая устанавливается на одном уровне со столом. Это необходимо для фиксации листа и предотвращения его выскальзывания из-под прижима в момент изменения положения.
К передней части стола привинчивается основание — швеллер с шириной верхней грани до 7 см. По его обоим концам проделаны отверстия для установки направляющих шпилек с пружинами. На шпильках крепится прижим 5 со скошенной под углом в 45 – 50о передней гранью. Можно использовать уголок 5х5 см или большего размера, установленный ребром вверх.
Поворотная часть — уголок 7 (5Х5) см с приваренной рукояткой устанавливается на петлях 6 таким образом, чтобы в откинутом состоянии верхняя грань уголка находилась на одной плоскости с основанием. Как сделать листогибочный станок усовершенствованного типа, который отличается повышенной производительностью и универсальностью конструкции, показано в ролике.
Его простота конструкции и доступность материалов для изготовления позволяет минимизировать затраты на постройку. В большинстве случаев металл для каркаса и рабочей части даже не придется покупать — в каждой мастерской найдется достаточно обрезков швеллера, уголка и трубы, чтобы из них можно было сделать самодельный станок для гибки металла.

Роликовые листогибы
Ручной вариант роликового листогиба применяется для выполнения работ по формированию кромок или профилированию деталей, стационарный — для гибки крупного листа под углом до 90 0. Как сделать ручной роликовый листогиб, который станет полезным для работы в гараже, в мастерской или на строительном объекте, подробно расскажет видеоролик.
Подробно устройство ручного роликового листогиба видно на фото:
В качестве роликов можно использовать любые подшипники качения с ровным внешним срезом обоймы, например, 203 или 205. Валы потребуется выточить из стального кругляка, а прижимной механизм винтового типа сделать из обычного болта диаметром 10 – 12 мм. При протягивании плотно сжатых роликов по листу, с одновременным вертикальным усилием, бортик нужной высоты отгибается в нужную сторону под заданным углом. Регулировать высоту бортика можно с помощью перемещения роликов с осями по отношению к упору.
Самодельный листогиб на основе образца можно сделать при определенных навыках в токарном деле, или заказать валы и механизмы фиксации у профессиональных токарей. В любом случае такой инструмент обойдется дешевле, чем купленный в магазине. В этом достаточно легко убедиться, посмотрев цена на роликовые гибочные устройства на любом сайте.
В любом случае такой инструмент обойдется дешевле, чем купленный в магазине. В этом достаточно легко убедиться, посмотрев цена на роликовые гибочные устройства на любом сайте.
Валковые листогибы
Изготовление и монтаж вентиляционных каналов, дымоходов, водосточных систем невозможен без криволинейной гибки стального листа. С этой задачей отлично справляются валковые листогибы. Самодельный листогибочный станок с тремя вальцами построить достаточно просто. Как работает такая система показано на примере промышленного станка с электроприводом.
Но сделать такой же с ручным приводом, или оборудованный электромотором, не составит особого труда.
Основные составные части:
- Рама
- Вертикальные стойки из швеллера с отверстиями под оси на подшипниках;
- Три продольных вала. Можно использовать трубы различного диаметра с заваренными торцами. Трубы желательно брать толстостенные, во избежание деформации;
- Зубчатый или цепной привод.
 Он должен обеспечивать вращение валков в одну сторону с одинаковой скоростью;
Он должен обеспечивать вращение валков в одну сторону с одинаковой скоростью; - Прижимной узел управления верхним валком;
- Струбцины перемещения опорных валков по горизонтали.
Одна из вертикальных стоек должна поворачиваться на 90 – 1200 вокруг вертикальной оси. Это делается для того, чтобы можно было заменить вальцы на цилиндры другого диаметра.
Принципиальная схема вальцового листогиба приведена ниже:
В сборе станок выглядит примерно так:
Существуют и другие варианты конструкции, например, как листогибочный станок на этих фото:
При постройке самодельного листогиба вальцового типа следует учесть, что максимальные его возможности ограничены мускульной силой человека. В среднем станок может гнуть железный лист толщиной до 1,5 мм при ширине до 600 мм. Если лист имеет толщину до 0,8 мм, то при правильно подобранной механической передаче усилия, ширину заготовки можно увеличить до 800 мм. Диаметр трубы (желоба) регулируется перемещением валков и их диаметром.
Диаметр трубы (желоба) регулируется перемещением валков и их диаметром.
Прессы для гибки листового металла
Листогиб для толстого листа своими руками можно сделать, использовав автомобильный домкрат или винт большого диаметра. Для основания (матрицы) и пуансона (прижимной балки) понадобятся два отрезка уголка 5х5 или 7х7 см длиной до 1 м, швеллер для основания и боковых вертикальных направляющих, несколько регулировочных винтов и возвратные пружины.
Как работает гидравлический листогиб можно увидеть во всех подробностях в небольшом ролике и убедиться, что самодеятельному техническому творчеству нет предела.
Все описанные конструкции листогибов приведены не в качестве образца, а как стимул для самостоятельной разработки собственных вариантов листогибочного оборудования.
Возможно, Вам удастся создать свою оригинальную конструкцию или усовершенствовать уже существующие. Пишите нам на сайт — мы всегда рады популяризировать достижения наших читателей.
Почему производитель металла взялся за гибку панелей
Взять и начать заново касается не только отдельных лиц. Иногда компании тоже нуждаются в перезагрузке.
Иногда компании тоже нуждаются в перезагрузке.
Джо Бин купил участок площадью 65 000 кв. футов. здание во Франклине, штат Теннесси, в начале 2021 года. Это должно было стать новым домом для FlexMet Inc., его компании по производству прецизионного листового металла.
Он управлял компанией California Precision Products в Сан-Диего с 1984 года, в основном обслуживая местные аэрокосмические компании. Цех имел возможности лазерной резки с ЧПУ, механической обработки, штамповки, гибки листогибочным прессом и гибки труб в дополнение к порошковому покрытию. Ежемесячно она выпускала от 600 до 700 различных артикулов для различных клиентов, что делало сложный мир ремонтной мастерской еще более сложным.
Кроме того, расположение магазина нисколько не облегчало задачу. Калифорния печально известна своими высокими налогами и чрезмерным государственным регулированием, добавляющим накладные расходы, которые ставят под угрозу прибыльность компании. Это также не было идеальным местом для обслуживания потенциальных клиентов на Среднем Западе, Юго-Востоке и Восточном побережье из-за логистических затрат и препятствий.
Перед переездом Бин разработал собственную продуктовую линейку — шкафы, предназначенные для обеспечения целостности помещенных в них бюллетеней. (Один из продуктов, находящихся в настоящее время в разработке, — это интеллектуальный почтовый ящик, который может проверять идентификацию избирателя, чтобы сопоставить ее с бюллетенем.)
«Меня это очень интересует, и мы видим успех продукта. Мы продаем их по всей стране, — сказал Бин.
Ключевым элементом способности компании производить шкафы является гибочный станок BCe Smart от Prima Power. Это была одна из первых машин, которую Бин запустил, когда открыл двери своего нового предприятия FlexMet во Франклине.
Что касается FlexMet, Бин сказал, что он надеется больше сосредоточиться на своих собственных продуктах, даже несмотря на то, что он продолжает подрабатывать в мастерской с давними клиентами. Следующий запуск продукта будет сосредоточен на кухонных шкафах и компонентах для улицы. Панелегиб также будет играть большую роль в производстве этих деталей.
Панелегиб также будет играть большую роль в производстве этих деталей.
Вернувшись в Калифорнию, Бин сказал, что его компания имеет восемь листогибочных прессов и панельный станок. Во Франклине у FlexMet всего четыре тормоза и панельогиб.
«Мы узнали о панелегибе, когда хотели автоматизировать цикл формовки в нашем бизнесе. Это было действительно так просто, — сказал Бин. «Это действительно хорошо сработало».
Вот причины, по которым компания FlexMet приобрела станок для гибки панелей, и почему это имеет смысл для компании.
ПРАВИЛЬНЫЙ ИНСТРУМЕНТ ДЛЯ НУЖНЫХ ДЕТАЛЕЙ
В панелегибочном станке манипулятор удерживает заготовку на месте, пока пара гибочных лезвий контактирует с материалом, изгибая его вверх и вниз. Лезвия колеблются вокруг одной точки изгиба до тех пор, пока в заготовке не будет достигнут желаемый угол. Поскольку заготовка сгибается таким образом, для такого станка подходят только определенные типы деталей.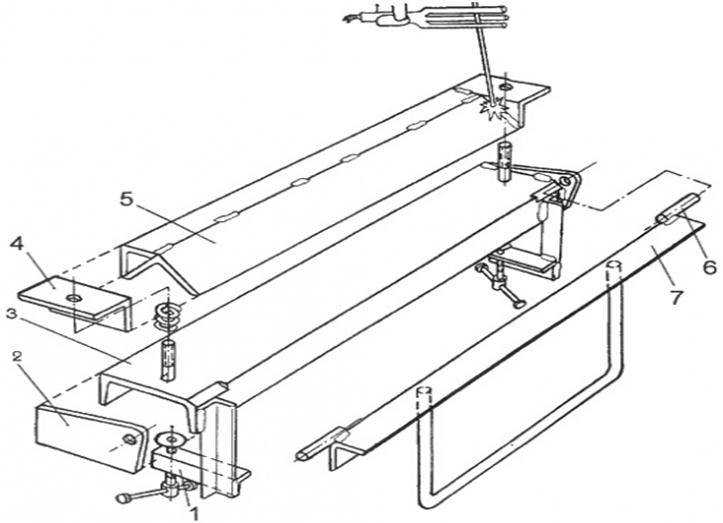 Вот почему панели, например те, которые являются частью конструкции шкафа, хорошо подходят для этих устройств.
Вот почему панели, например те, которые являются частью конструкции шкафа, хорошо подходят для этих устройств.
Панелегиб не может делать все сразу, поэтому FlexMet до сих пор использует листогибочные прессы. (На самом деле Бин сказал, что собирается добавить новый листогибочный пресс в ближайшие месяцы.)
«Прежде всего, все фланцы должны быть обработаны, чтобы деталь можно было снять манипулятором. Он будет изгибаться в обоих направлениях, но последний изгиб должен быть направлен вверх, — сказал он . «Кроме того, если у вас есть деталь менее 25 дюймов или около того, просто не имеет смысла ставить ее на этот станок».
НЕ ТРЕБУЕТСЯ КВАЛИФИЦИРОВАННЫХ ОПЕРАТОРОВ
Бин сказал, что он может найти оператора, готового управлять станком для гибки панелей, всего после недели обучения. Это позволяет за короткое время стать ценным сотрудником в цехе и высвобождает более опытный персонал для задач, которые повышают ценность обрабатываемых металлических деталей, чего не происходит, когда они наставляют своих менее опытных коллег.
Бин сказал, что почти все задания для станка для гибки панелей программируются в автономном режиме с помощью Master BendCam. Программное обеспечение имеет возможности 3D-моделирования, помогающие исключить ошибки при последовательностях гибки. Из-за этого оператору нужно только взять задание, загрузить деталь и выгрузить деталь, когда она будет выполнена.
Чтобы запустить станок, оператор кладет лист на щеточный стол, а затем запускает работу, что является сигналом для манипулятора задействовать лист и автоматически отцентрировать его для начала цикла гибки. В отличие от оператора листогибочного пресса, который должен точно центрировать деталь относительно заднего упора, манипулятор панельогиба делает это за оператора.
Манипулятор подает лист постепенно по мере выполнения изгибов с одной стороны, а затем вращает лист и аналогичным образом подает его для дальнейшего изгиба. Для асимметричных краев листа или частичных фланцев на одной стороне листа панельогиб имеет вспомогательные лезвия, которые могут перемещаться на место, чтобы приспособиться к нерегулярной работе. Называемый опцией ASP, лезвия возвращаются в исходное положение за пределами области изгиба, когда эти нетипичные формы завершены.
Называемый опцией ASP, лезвия возвращаются в исходное положение за пределами области изгиба, когда эти нетипичные формы завершены.
Операторам станков для гибки панелей не нужно ничего знать о настройке инструментов. Это делается автоматически.
Устройство автоматической смены инструмента сокращает время между работами. Всего за несколько секунд инструменты, которые удерживают лист на месте, можно быстро удалить или добавить, чтобы создать набор инструментов, соответствующий заготовке, которую планируется разместить на щеточном столе. Бин подсчитал, что для смены инструмента требуется всего 15–20 секунд, что быстрее, чем смена инструмента на полностью автоматизированных листогибочных станках.
«В этом производственном процессе мы можем запускать 10 различных номеров деталей в очень небольшом объеме в течение одного дня, не страдая от длительного времени настройки», — сказал Бин.
ПРОСТОТА ДЛЯ ОПЕРАТОРОВ
Панелегиб выполняет все манипуляции с деталями во время цикла формовки. Оператору нужно только загрузить деталь на щеточный стол и расположить ее там, где ее сможет захватить манипулятор станка. Боковые секции рабочего стола BCe Smart можно опустить, чтобы оператор мог легче получить доступ к листам во время загрузки или разгрузки.
Оператору нужно только загрузить деталь на щеточный стол и расположить ее там, где ее сможет захватить манипулятор станка. Боковые секции рабочего стола BCe Smart можно опустить, чтобы оператор мог легче получить доступ к листам во время загрузки или разгрузки.
ПРИВЕТСТВУЕТ НОВЫЙ БИЗНЕС
Бин сказал, что ему не терпится увидеть, как FlexMet расширяется, создавая собственную продукцию и даже беря на себя заказы по контрактному производству от других крупных производственных компаний на юго-востоке. Такие инструменты, как станок для гибки панелей, позволят участвовать в торгах на эту работу, даже если компания надеется нарастить штат сотрудников.
«Панелегиб очень специфичен в том, что он делает, но он действительно хорош в том, что он делает. Это действительно главное» сказал он.
FlexMet формирует для себя новое будущее по одной панели за раз.
Эту и другие новости от наших клиентов вы найдете в новом номере журнала Power Line.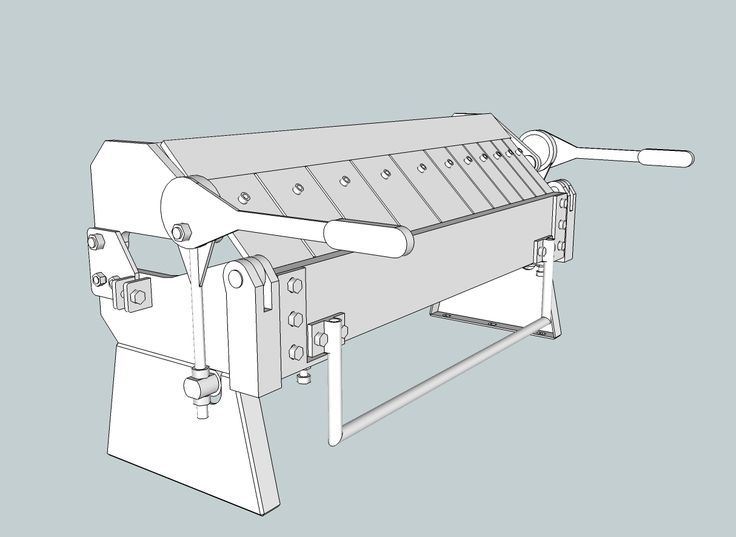
Полная версия этой статьи появилась в апрельском номере журнала THE FABICATOR за 2022 год.
Почему предприятие по производству листового металла добавило в свой арсенал гибку панелей
Компания FlexMet, Франклин, штат Теннесси, рассматривает свой листогибочный станок Prima Power BCe Smart как неотъемлемую часть своих усилий по запуску собственных производственных линий. Изображения: FLB Media
Поднятие и начало с начала распространяется не только на отдельных лиц. Иногда компании тоже нуждаются в перезагрузке.
Джо Бин купил участок площадью 65 000 кв. футов. здание во Франклине, штат Теннесси, в начале 2021 года. Это должно было стать новым домом для FlexMet Inc., его компании по производству прецизионного листового металла.
Он управлял продуктами California Precision в Сан-Диего с 19 лет.84, в основном обслуживающий местные аэрокосмические компании. Цех имел возможности лазерной резки с ЧПУ, механической обработки, штамповки, гибки листогибочным прессом и гибки труб в дополнение к порошковому покрытию. Ежемесячно она выпускала от 600 до 700 различных артикулов для различных клиентов, что делало сложный мир ремонтной мастерской еще более сложным.
Цех имел возможности лазерной резки с ЧПУ, механической обработки, штамповки, гибки листогибочным прессом и гибки труб в дополнение к порошковому покрытию. Ежемесячно она выпускала от 600 до 700 различных артикулов для различных клиентов, что делало сложный мир ремонтной мастерской еще более сложным.
Кроме того, расположение магазина не облегчало задачу. Калифорния печально известна своими высокими налогами и чрезмерным государственным регулированием, добавляющим накладные расходы, которые ставят под угрозу прибыльность компании. Это также не было идеальным местом для обслуживания потенциальных клиентов на Среднем Западе, Юго-Востоке и Восточном побережье из-за логистических затрат и препятствий.
Перед переездом Бин разработал собственную линейку продуктов — шкафы, предназначенные для обеспечения целостности помещенных в них бюллетеней. (Одним из продуктов, которые в настоящее время находятся в разработке, является смарт-ящик, который может проверять идентификацию избирателя, чтобы сопоставить ее с бюллетенем. )
)
«Я очень заинтересован в этом, и мы видели успех этого продукта. Мы продаем их по всей стране, — сказал Бин.
Ключевой частью производства шкафов является гибочная машина BCe Smart от Prima Power. Это была одна из первых машин, которую Бин запустил, когда открыл двери своего нового предприятия FlexMet во Франклине.
Что касается FlexMet, Бин сказал, что он надеется больше сосредоточиться на своих собственных продуктах, даже несмотря на то, что он продолжает подрабатывать в мастерской с давними клиентами. Следующий запуск продукта будет сосредоточен на кухонных шкафах и компонентах для улицы. Панелегиб также будет играть большую роль в производстве этих деталей.
Вернувшись в Калифорнию, Бин сказал, что его компания имеет восемь листогибочных прессов и панельный станок. Во Франклине у FlexMet всего четыре тормоза и панельогиб.
«Мы узнали о панелегибе, когда хотели автоматизировать цикл формовки в нашем бизнесе. Это было действительно так просто», — сказал Бин.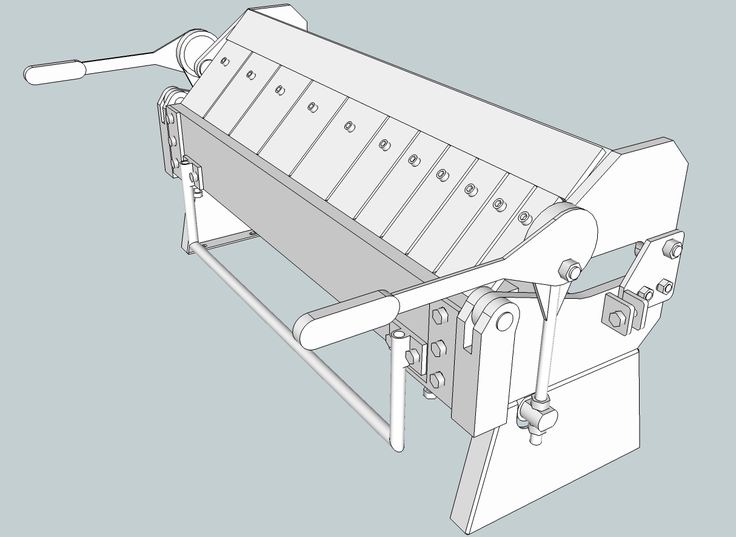 «Это действительно хорошо сработало».
«Это действительно хорошо сработало».
Джо Бин, президент FlexMet, сказал, что его листогибочный станок идеально подходит для его ассортимента продукции и для того, чтобы он мог автоматизировать цикл формования, что особенно важно, поскольку компания активно борется за производственные кадры в конкурентном Нэшвилле, штат Теннеси. , рынок.
Вот причины, по которым компания FlexMet приобрела станок для гибки панелей, и почему это имеет смысл для компании.
Правильный инструмент для нужных деталей
Панелегибочный станок совсем не похож на листогибочный пресс, да и не должен, потому что он не работает как листогибочный пресс. На листогибочном прессе верхний инструмент, прикрепленный к поршню, опускается в плоскую заготовку, которая находится на матрице, и инструмент вбивает заготовку в матрицу с открытой поверхностью для создания формы. На станке для гибки панелей манипулятор удерживает заготовку на месте, пока пара гибочных лезвий контактирует с материалом, изгибая его вверх и вниз. Лезвия колеблются вокруг одной точки изгиба до тех пор, пока в заготовке не будет достигнут желаемый угол.
Лезвия колеблются вокруг одной точки изгиба до тех пор, пока в заготовке не будет достигнут желаемый угол.
Поскольку заготовка изгибается таким образом, для такого станка подходят только определенные типы деталей. Вот почему панели, например те, которые являются частью конструкции шкафа, хорошо подходят для этих устройств. Небольшой внутренний фланец, скажем, 0,25 дюйма, можно довольно легко сделать на панельногибочном станке, при этом лезвие перемещается вверх для создания небольшого изгиба, в то время как заготовка надежно зажимается. Чтобы воспроизвести аналогичные результаты на листогибочном прессе, требуется опытный оператор, который точно знает, где эта заготовка должна задействовать задний упор.
Станок для гибки панелей предназначен для работы в основном с калиброванным материалом. BCe Smart может обрабатывать до 12-ga. стали при изгибе по всей длине окна машины. (Для нержавеющей стали и алюминия при тех же условиях машина может обрабатывать до 15 и 10 ga соответственно. ) Бин сказал, что ничего больше 14 ga. обрабатывается на его машине.
) Бин сказал, что ничего больше 14 ga. обрабатывается на его машине.
Панелегибочный станок имеет максимальную высоту изгиба чуть более 8 дюймов и максимальную длину изгиба 88,50 дюйма. Эти параметры позволяют создавать различные панели, рамы и фасады, сказал Бин.
Панелегиб не может делать все сразу, поэтому FlexMet до сих пор использует листогибочные прессы. (На самом деле, Бин сказал, что в ближайшие месяцы он собирается добавить новый листогибочный пресс.)
«Прежде всего, все фланцы должны быть обработаны, чтобы деталь можно было снять с помощью манипулятора. Он будет изгибаться в обоих направлениях, но последний изгиб должен быть направлен вверх», — сказал он. «Кроме того, если у вас есть деталь менее 25 дюймов или около того, просто не имеет смысла ставить ее на этот станок».
Не требует квалифицированных операторов
Бин сказал, что он может научить оператора управлять станком для гибки панелей уже после недели обучения. Это позволяет за короткое время стать ценным сотрудником в цехе и высвобождает более опытный персонал для задач, которые повышают ценность обрабатываемых металлических деталей, чего не происходит, когда они наставляют своих менее опытных коллег.
Бин сказал, что почти все задания для станка для гибки панелей программируются в автономном режиме с помощью Master BendCam. Программное обеспечение имеет возможности 3D-моделирования, помогающие исключить ошибки при последовательностях гибки. Из-за этого оператору нужно только взять задание, загрузить деталь и выгрузить деталь, когда она будет выполнена.
Пользовательский интерфейс машины упрощает оператору поиск и выполнение задания. Миниатюры конечных деталей сопровождают задания, и оператор может легко их идентифицировать и выбрать.
Эти шкафы состоят из панелей и дверей, изготовленных на станке для гибки панелей FlexMet.
Чтобы запустить станок, оператор кладет лист на щеточный стол, а затем запускает работу, что является сигналом для манипулятора задействовать лист и автоматически отцентрировать его для начала цикла гибки. В отличие от оператора листогибочного пресса, который должен точно центрировать деталь относительно заднего упора, манипулятор панельогиба делает это за оператора.
Манипулятор подает лист поэтапно по мере выполнения изгибов с одной стороны, а затем вращает лист и аналогичным образом подает его для дальнейшего изгиба. Для асимметричных краев листа или частичных фланцев на одной стороне листа панельогиб имеет вспомогательные лезвия, которые могут перемещаться на место, чтобы приспособиться к нерегулярной работе. Называемый опцией ASP, лезвия возвращаются в исходное положение за пределами области изгиба, когда эти нетипичные формы завершены.
Операторам станков для гибки панелей не нужно ничего знать о настройке инструментов. Это делается автоматически.
Устройство автоматической смены инструмента сокращает время между работами. Всего за несколько секунд инструменты, которые удерживают лист на месте, можно быстро удалить или добавить, чтобы создать набор инструментов, соответствующий заготовке, которую планируется разместить на щеточном столе. Бин подсчитал, что для смены инструмента требуется всего 15–20 секунд, что быстрее, чем смена инструмента на полностью автоматизированных листогибочных станках.
«В этом производственном процессе мы можем запускать 10 различных номеров деталей в очень малых объемах в течение одного дня, не страдая от длительного времени наладки», — сказал Бин.
Простота для операторов
Неудобные детали могут стать проблемой для любого оператора листогибочного пресса, работающего в одиночку. Детали трудно выровнять по заднему упору, а повторяющиеся операции с этими заготовками могут привести к усталости оператора. Бин сказал, что у его компании есть детали размером примерно 30 на 60 дюймов в плоском виде до гибки, и это довольно сложная работа, если они формуются на листогибочном прессе.
Панелегиб выполняет все манипуляции с деталями во время цикла формовки. Оператору нужно только загрузить деталь на щеточный стол и расположить ее там, где ее сможет захватить манипулятор станка. Боковые секции рабочего стола BCe Smart можно опустить, чтобы оператор мог легче получить доступ к листам во время загрузки или разгрузки.
Приветствуем новый бизнес
Бин сказал, что ему не терпится увидеть, как FlexMet расширяется, создавая собственную продукцию и даже выполняя заказы по контрактному производству от других крупных производственных компаний на юго-востоке. Такие инструменты, как станок для гибки панелей, позволят участвовать в торгах на эту работу, даже если компания надеется нарастить штат сотрудников.
Такие инструменты, как станок для гибки панелей, позволят участвовать в торгах на эту работу, даже если компания надеется нарастить штат сотрудников.
«Панелогиб очень специфичен в том, что он делает, но он действительно хорош в том, что он делает. Это действительно главное», — сказал он.
FlexMet формирует для себя новое будущее по одной панели за раз.
FlexMet Inc., 104 Southeast Parkway, No. 800, Franklin, TN 37064, 615-721-7888
Руководство для инженеров по гибке и лазерной резке листового металла
Секция 1
Что такое гибка листового металла?
Гибка с ЧПУ (в сочетании с лазерной резкой) является одним из наиболее недооцененных процессов для производства листового металла как в малых, так и в средних объемах, особенно там, где количества (от нескольких сотен до нескольких тысяч на партию или более) не оправдывают создание дорогостоящих, трудно обслуживать штамповочные инструменты, или где скорость и гибкость производства имеют большое значение. Возможность изготовления деталей различной геометрии без инструментов, быстрое выполнение заказов, высокий уровень повторяемости и автоматизации означают, что гибка листового металла является ключевым инструментом в арсенале разработчиков продукции, инженеров и владельцев бизнеса, когда они хотят производить металлические детали. .
Возможность изготовления деталей различной геометрии без инструментов, быстрое выполнение заказов, высокий уровень повторяемости и автоматизации означают, что гибка листового металла является ключевым инструментом в арсенале разработчиков продукции, инженеров и владельцев бизнеса, когда они хотят производить металлические детали. .
Важно понимать возможности гибки листового металла еще на этапе проектирования, поскольку это инструмент, который дает инженерам огромную гибкость для создания самых разнообразных форм и во многих случаях позволяет создавать деталь из одного куска. материала вместо нескольких частей, соединенных вместе с помощью оборудования или сварки, что снижает общие затраты и обеспечивает повышенную прочность, упрощенную сборку и практически полное отсутствие инструментов.
В этом руководстве представлен обзор процесса обработки листового металла, преимущества и недостатки каждого из них, основные аспекты проектирования и выбора материала, а также другая информация. Это руководство в сочетании с другими нашими статьями, посвященными процессам листового металла и гибки, даст вам основу для понимания и обсуждения потребностей вашего продукта с производителями листового металла, такими как мы.
Это руководство в сочетании с другими нашими статьями, посвященными процессам листового металла и гибки, даст вам основу для понимания и обсуждения потребностей вашего продукта с производителями листового металла, такими как мы.
Раздел 2
Типы гибки листового металла
Существует несколько способов формирования детали. Некоторые из них используются реже, чем другие, но обеспечивают изгиб, которого нельзя достичь с помощью конкурирующих процессов.
Тормозной пресс
Тормозной пресс — это инструмент, который уже много лет используется в традиционных производственных цехах по всему миру. В простейшей форме заготовка формируется между двумя штампами, как показано на изображении ниже.
Рис. 1: Тормозной пресс для листового металла с ЧПУ (Bystronic Inc.)
Тормозной пресс можно использовать для очень широкого спектра листовых и пластинчатых материалов. От листа 0,5 мм до листа 20 мм и выше. Это связано с гибкостью оснастки и высокой мощностью гидравлического оборудования. Тормозные прессы определяются двумя общими параметрами: тоннами и шириной. Мощность или «тоннаж» тормозного пресса относится к максимальной силе, которую он может приложить. Толщина материала, тип и радиус изгиба определяют необходимое усилие в тоннах. Ширина относится к максимальной длине изгиба, которую может достичь пресс. Например, типичный тормозной пресс может иметь размеры 100T x 3 м («Гибочные прессы»).
Тормозные прессы определяются двумя общими параметрами: тоннами и шириной. Мощность или «тоннаж» тормозного пресса относится к максимальной силе, которую он может приложить. Толщина материала, тип и радиус изгиба определяют необходимое усилие в тоннах. Ширина относится к максимальной длине изгиба, которую может достичь пресс. Например, типичный тормозной пресс может иметь размеры 100T x 3 м («Гибочные прессы»).
Тормозной пресс можно разделить на два метода работы: воздушная гибка и нижняя гибка.
В первом и более распространенном методе используется нижний инструмент, имеющий V-образную форму под углом 90°, и верхний инструмент узкой формы с закругленным концом. При гибке пресс толкает верхний инструмент вниз на заданное расстояние, сгибая материал в нижнюю букву «V». «Воздушная» гибка относится к зазору, оставленному над и под материалом на полной глубине гиба.
При гибке днища также используется пуансон и нижний V-образный штамп, но металл изгибается за счет соединения штампа и пуансона.
Поскольку материал вдавливается в нижнюю часть матрицы, желаемый угол изгиба определяет конкретную используемую матрицу.
Нижняя гибка требует большего давления, создает меньшую пружинистость и создает более точные углы. Однако для каждого радиуса изгиба потребуется свой нижний штамп
Чтобы получить полное представление об обоих методах, ознакомьтесь с нашим руководством здесь: Нижняя гибка и воздушная гибка
Рис. 2. Воздушная и нижняя гибка (Skill-Lync)
Прокатка
Когда требуется цилиндр или криволинейная деталь, листовой металл или плита могут быть прокатаны до определенной кривизны. Это достигается с помощью машины под названием Roller. Они варьируются в размерах от примерно 3 футов / 1 метр в ширину до более 5 метров. Толщина материала может варьироваться от 1 мм до 50 мм+.
Рис. 3. Гибочные валки (Barnshaw)
Наиболее распространенные валковые станки имеют 3 валка, расположенных, как показано ниже на рис. 4. Средний или верхний валок перемещается ближе к нижним валкам (в некоторых случаях наоборот) , материал затем перемещается через ролики, когда они вращаются. Эта деформация материала заставляет его сохранять эту форму.
4. Средний или верхний валок перемещается ближе к нижним валкам (в некоторых случаях наоборот) , материал затем перемещается через ролики, когда они вращаются. Эта деформация материала заставляет его сохранять эту форму.
Как и во всех процессах гибки, наблюдается некоторая пружинистость, и деталь, как правило, прокатывается до чуть меньшего радиуса, чем требуется.
Рис. 4. Гибочные ролики (Barnshaw)
После завершения процесса прокатки нижний ролик можно отрегулировать вниз, чтобы высвободить его, при этом на большинстве прокатных станков также имеется возможность открыть верхнее коромысло, как показано ниже, для снятия часть. Недостатком может быть то, что перед прокаткой требуется операция предварительного изгиба, чтобы гарантировать, что каждый конец сформированного цилиндра соединяется после прокатки.
Рис. 5: Снятие концевого хомута («Обзор прокатных станков»)
Раздел 3
Для чего используется гибка листового металла?
Листовой металл обычно относится к использованию материала толщиной менее 3 мм, но лазерная резка и гибка могут быть легко использованы для материалов, превышающих эту толщину. Гибкость процесса в отношении диапазона материалов, толщины и сложности деталей, которые он может производить, делает его идеальным для изготовления широкого спектра деталей, используемых в любой отрасли: от автомобилей, транспорта, бытовой техники, мебели, промышленного оборудования и многого другого.
Гибкость процесса в отношении диапазона материалов, толщины и сложности деталей, которые он может производить, делает его идеальным для изготовления широкого спектра деталей, используемых в любой отрасли: от автомобилей, транспорта, бытовой техники, мебели, промышленного оборудования и многого другого.
Гибка листового металла часто сочетается с механическими креплениями, такими как болты, или более постоянными креплениями, такими как заклепки или сварка. Это дает еще большую гибкость, так как детали разной толщины могут быть прикреплены друг к другу в зависимости от конкретного использования каждой из них. Существует множество других дополнительных операций, таких как нарезание резьбы, снятие фаски, зенкерование, растачивание и т. д., которые могут еще больше повысить гибкость и универсальность компонентов из листового металла. В нашей статье об операциях с добавленной стоимостью для листового металла содержится более подробная информация об этом («Операции с добавленной стоимостью для компонентов из листового металла»).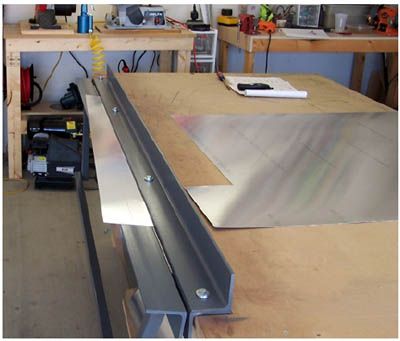
Во многих случаях, а также с появлением современных станков для резки и гибки с ЧПУ, детали могут изготавливаться из одного компонента, тогда как ранее требовалась сварка или другие методы соединения.
Рис. 6: Детали из листового металла («Прецизионное изготовление и сборка листового металла в Китае»)
Преимущества
Скорость производства — после проектирования и программирования из-за отсутствия инструментов и возможного высокого уровня автоматизации (многие цеха могут работать 24 часа в сутки 7 дней в неделю с небольшим количеством персонала, контролирующего производство), детали из листового металла могут быть изготовлены очень быстро, что позволяет изготавливать большое количество компонентов за относительно короткое время.
Точность — при надлежащем проектировании детали из листового металла могут быть чрезвычайно точными, с отверстиями, вырезанными лазером, в пределах ± 0,1 мм. Здесь наблюдается высокий уровень повторяемости, поскольку запрограммированные лазерные резаки и гибочные станки с ЧПУ с соответствующим программным обеспечением и оборудованием производят с низким уровнем изменчивости.
Меньше постобработки — сварка часто требует нескольких процессов для изготовления детали; часто высокая температура может деформировать материал и требует правки, а сварочные брызги необходимо удалять с помощью длительной и трудоемкой шлифовки и полировки. Ни одна из этих проблем не возникает при изгибе – деталь готова к работе прямо с производства.
Меньший вес — из-за сложности доступных изгибов жесткость и прочность могут быть достигнуты при использовании относительно небольшого количества материала, что также снижает вес детали. Это выгодно на каждом этапе цепочки поставок, включая транспорт.
Низкая стоимость и практически полное отсутствие инструментов — Благодаря технологическим достижениям резка и гибка с ЧПУ сокращает объем ручного труда, необходимого для изготовления деталей, процесс гибки листового металла выиграл от этой технологии больше, чем от большинства других, с управлением от ЧПУ. инструментов, детали могут быть изготовлены менее квалифицированными рабочими за меньшее время, что приводит к снижению конечной стоимости.
Процессы лазерной резки и гибки листового металла часто устраняют необходимость в специализированных инструментах, так как большинство производителей имеют линейку обычных инструментов, которые могут выполнять большинство стандартных гибок. Это означает отсутствие вложений в оснастку и значительно более короткое время выполнения заказа, поскольку нет необходимости ждать, пока будет изготовлена, испытана или отрегулирована сложная оснастка.
Уменьшение количества деталей — Изготовление компонента из одного куска материала вместо нескольких деталей с соединениями, что сокращает время, потенциальные ошибки, точки отказа и сложность закупок
Недостатки
Как и любой процесс, гибка листового металла имеет некоторые недостатки, подробно описанные ниже.
Ограничения по толщине — чем толще материал, тем больше радиус изгиба согласно эмпирическому правилу гибки листового металла («Проектирование компонентов из листового металла с помощью лазерной резки и гибки листового металла с ЧПУ»), поэтому узкие изгибы обычно выполняются на более тонких листового металла, что означает, что некоторые сложные детали ограничены относительно легкими материалами, подходящими для приложений с низкой нагрузкой или без нагрузки. Сгибание чрезмерно толстого материала также может привести к тому, что материал «выпирает» наружу изгиба стойки («Как свойства материала влияют на точность и допуски изгиба воздухом»).
Сгибание чрезмерно толстого материала также может привести к тому, что материал «выпирает» наружу изгиба стойки («Как свойства материала влияют на точность и допуски изгиба воздухом»).
Необходимость одинаковой толщины – Из-за того, что детали изготовлены из одного куска материала, толщину отдельных фланцев нельзя изменить, а это означает, что вся деталь должна иметь одинаковую толщину.
Затраты на производство — Гибка листового металла наиболее конкурентоспособна при малых и средних объемах, от 100 до 10 тысяч деталей. Когда объемы увеличиваются еще больше, хотя это может зависеть от геометрии детали и потребностей, штамповка обычно считается более конкурентоспособной по стоимости, поскольку гибка с ЧПУ требует, чтобы компоненты обрабатывались по одному изгибу за раз, в то время как прогрессивная штамповка может иметь более высокую производительность и автоматизация.
Преимущества
- Высокоточный процесс идеально подходит, когда требуется высокая точность
- Может производить большие объемы за короткое время
Низкая стоимость производства и минимальные затраты на инструмент - Подходит для крупносерийного или мелкосерийного производства
- Может создавать несколько нестандартных форм с помощью серии процессов гибки
- Доступны стандартные пуансоны и матрицы, в том числе в форме V и U
НЕДОСТАТКИ
- Процесс может привести к появлению вмятин или царапин на изделии
- Может быть трудоемким
- Для специализированных проектов по гибке требуются специальные инструменты
- Изгибы должны находиться на листовом металле в таком положении, чтобы материала было достаточно, чтобы входить в оборудование без соскальзывания
- Изломы могут возникать, когда твердые металлы изгибаются параллельно направлению прокатки листового металла
- Отверстия, прорези или другие элементы рядом с изгибом могут стать
Раздел 4
Когда использовать гибку листового металла
| Лучше всего использовать для | Уровень точности процесса | Толщина (мм) | Пользовательский Инструменты Требуется | Минимальный объем заказа | Время выполнения заказа от САПР до первого производства |
Лазерная резка | Детали от маленьких до крупных с любой возможной геометрией | +/- 0,12 мм | от 0,5 мм до 20,0 мм | № | от 1 до 10 000 единиц | Менее 1 часа |
лист с ЧПУ гибка | Детали от маленьких до крупных с прямым углом геометрия, возможен многократный изгиб | +/- 0,18 мм | от 0,5 мм до 20,0 мм | № | от 1 до 10 000 единиц | Менее 1 часа |
Перфорация с ЧПУ | Детали от маленьких до крупных с большей доступной геометрией, подходит для деталей с несколькими отверстиями и тиснением | +/- 0,12 мм | от 0,5 мм до 4,0 мм* | Нет, если не требуется специальная форма | от 1 до 10 000 единиц | Менее 1 часа |
Штамповка | Крупносерийное производство с жесткими допусками, ограниченной геометрией | +/- 0,12 мм | от 0,5 мм до 4,0 мм* | Да от 250 до 100 000 долларов США+ | 10 000 единиц и более | 25 дней и более |
Стрижка | Тонкий материал с прямыми линиями простой геометрии и низкими требованиями к допускам | +/- 0,50 мм | от 0,5 мм до 4,0 мм* | № | от 1 до 10 000 единиц | Менее 1 часа |
Таблица 2: Когда следует использовать гибку листового металла («Изготовление листового металла»)
Раздел 5
Факторы, которые необходимо учитывать
Разработчики должны быть осведомлены об ограничениях и соображениях процесса, прежде чем завершать проектирование для производства. Дополнительную информацию о дизайне можно найти здесь.
Дополнительную информацию о дизайне можно найти здесь.
Тоннаж — как уже упоминалось, прессы имеют максимальную грузоподъемность, такие факторы, как радиус изгиба, свойства материала, тип материала и длина изгиба, влияют на то, какое давление требуется для выполнения изгиба. Проконсультируйтесь с нашей командой инженеров, прежде чем браться за проект, в котором вы не уверены.
Длина изгиба — еще одна важная переменная для прессования, максимальная длина изгиба задается физическим размером и конфигурацией машины. Если длина ваших деталей превышает 2 м, лучше обратиться за консультацией, так как это стандартный размер листа и листогибочного пресса.
Зоны термического влияния (ЗТВ) — такие процессы, как лазерная и плазменная резка, создают в материале зоны термического влияния. Иногда это может вызывать проблемы при формовании, например неравномерный изгиб вблизи отверстий и краев. Еще одна проблема, которую иногда можно наблюдать, — это растрескивание из-за повышенной твердости поверхности в результате резки.
Пружинящий возврат — это «отскок» металла после применения и удаления пресса. Листовой металл сжимается внутри, где применяется пресс, и растягивается снаружи. Поскольку материал имеет более высокую прочность на сжатие, чем на растяжение, он возвращается к своей первоначальной форме. Точно рассчитать пружинение сложно, но его необходимо учитывать при расчете изгиба.
Изготовители используют К-фактор для расчета коэффициента упругости и лучшего понимания того, как компенсировать и добиться более жестких допусков. Пластичность материала также является фактором упругости. Пластичность – это мера способности материала деформироваться без разрушения и сохранять эту форму. Металлы с более высокой пластичностью часто лучше подходят для формовки и гибки. На пружинение влияет несколько факторов:
- Материалы с более высокой прочностью на растяжение имеют большую упругость
- Радиус острого изгиба обычно меньше пружинит
- Более широкие отверстия матрицы обеспечивают большую пружинистость
- Чем больше радиус изгиба по отношению к толщине материала, тем больше пружинение
Допуски на изгиб листа с ЧПУ — процесс гибки требует ручного труда, и различные типы оборудования могут обеспечивать различные допуски на радиус изгиба.
- Как правило, вы не можете получить настоящий угол 90°.
- Углы будут иметь радиус
- Стандартный допуск углов изгиба ± 1°
- Допуск на длину изгиба обычно составляет ±0,25 мм (0,010 дюйма)
Важно учитывать эти типы факторов при проектировании компонентов из листового металла. Консультация с опытным производителем листового металла может помочь обеспечить готовность вашей детали к производству.
Раздел 6
Материалы, подходящие для гибки
Почти все конструкционные материалы доступны в виде листов, поэтому их можно сгибать в той или иной форме. Однако существуют различия в ограничениях процесса, вызванные различными свойствами материалов.
Листовой металл доступен в различных размерах, обычно называемых калибрами. Они варьируются от 50 или 0,03 мм до 1 калибра, что составляет 7,62 мм. Гибка с помощью тормозного пресса может выполняться со всеми этими толщинометрами и выше («Таблица преобразования толщин листового металла»).
Калибр — это традиционный термин, который все еще широко используется, несмотря на то, что многие материалы, такие как сталь и нержавеющая сталь, указываются непосредственно в миллиметрах толщины. Это особенно характерно для Европы. Единственным исключением является алюминий, который часто по-прежнему определяется во всех трех измерениях с помощью имперских измерений, т. Е. Футов и дюймов, а также толщины.
Для получения наилучшей информации о доступных материалах см. нашу страницу стандартных материалов.
Рис. 7. Детали из листового металла («Стандартные варианты отделки поверхности листового металла»)
Каждый металл имеет свои уникальные характеристики. В следующей таблице приведены некоторые факторы, которые следует учитывать при выборе материалов.
МАТЕРИАЛ | ПОКРЫТИЕ ПОВЕРХНОСТИ | РЕЗУЛЬТАТ (МПА) | РАСТЯЖЕНИЕ (МПА) | ТВЕРДОСТЬ | ГБ СТАНДАРТ | |||||
Порошковое покрытие | Электронное покрытие | Цинковое покрытие | Даркомет | Анодированный | Пассивация | |||||
Холоднокатаная сталь (CSR) |
|
|
|
|
|
|
|
|
|
|
SPCC | ✓ | ✓ | ✓ | ✓ |
|
| ≥210 | ≥350 | НВ 65 — 80 | ДЖИС Г3141-2009 |
САПх540 | ✓ | ✓ | ✓ | ✓ |
|
| ≥305 | ≥440 | НВ 80 ± 30 | Q/BQB 310-2009 |
Горячекатаная сталь |
|
|
|
|
|
|
|
|
|
|
К235 | ✓ | ✓ | ✓ | ✓ |
|
| ≥235 | 375 — 500 | НВ 120 ± 40 | ГБ/т 700-2006 |
К345 | ✓ | ✓ | ✓ | ✓ |
|
| ≥345 ГБ/Т | 490 — 675 | НВ 120 ± 40 | 1591-2008 |
Пружинная сталь |
|
|
|
|
|
|
|
|
|
|
65Мн | ✓ | ✓ |
|
|
|
| ≥785 | ≥980 | ХБ 190-340 | ГТ/Т 1222-2007 |
Алюминий |
|
|
|
|
|
|
|
|
|
|
АЛ1060 | ✓ |
|
|
| ✓ |
| ≥35 | ≥75 | НВ 26 ± 5 | ГБ/т 3190-2008 |
АЛ6061 Т6 | ✓ |
|
|
| ✓ |
| ≥276 | ≥260 | ВН 15 – 18 | ГБ/т 3190-2008 |
АЛ6063 Т5 | ✓ |
|
|
| ✓ |
| ≥170 | ≥250 | НВ 25 ± 5 | ГБ/т 3190-2008 |
АЛ5052 h42 | ✓ |
|
|
| ✓ |
| ≥70 | 210-260 | НВ 11 ± 2 | ГБ/т 3190-2008 |
Нержавеющая сталь |
|
|
|
|
|
|
|
|
|
|
СС301 | ✓ |
|
|
|
| ✓ | ≥205 | ≥520 | НВ 76 – 187 | ГБ/т 8170-2008 |
СС304 | ✓ |
|
|
|
| ✓ | ≥205 | ≥520 | НВ 76 – 187 | ГБ/т 24511-2009 |
СС316 | ✓ |
|
|
|
| ✓ | ≥205 | ≥520 | НВ 76 – 187 | ГБ/т 24511-2009 |
Холоднооцинкованная сталь |
|
|
|
|
|
|
|
|
|
|
SGCC | ✓ |
|
|
|
|
| ≥200 | ≥380 | НВ 60 — 65 | ДЖИС-Г3302 |
Таблица 3. Материалы из листового металла («Стандартные варианты листового металла в Китае»)
Материалы из листового металла («Стандартные варианты листового металла в Китае»)
Мягкая сталь — доступна как в горячекатаном, так и в холоднокатаном исполнении. Оба обладают отличными рабочими характеристиками при холодной обработке и высокой пластичностью. Также известная как низкоуглеродистая сталь, это наиболее часто используемый материал в мире («5 самых популярных типов металлов и их использование»).
Самым большим недостатком мягкой стали является необходимость нанесения покрытия, так как в присутствии влаги образуется ржавчина. Для решения этой проблемы доступна оцинкованная сталь, обеспечивающая износостойкое предварительно нанесенное цинковое покрытие для предотвращения ржавчины.
Алюминий — впервые используется для производства самолетов, доступны различные алюминиевые сплавы с очень широким спектром применения. Поскольку алюминиевые сплавы с другими элементами настолько успешны, можно получить невероятно широкий диапазон свойств материала.
Наиболее часто используемыми для обработки листового металла являются серии 1000, а именно 1060. Это связано с их высокой обрабатываемостью и малым весом. Серия 6000 также широко используется для гибки листового металла. Обрабатываемость, в частности, позволяет изгибать материал по малым радиусам без образования трещин, что крайне важно для сложных деталей («алюминий / алюминиевый сплав 1060»).
Общие рекомендации по пригодности материалов для гибки с ЧПУ см. в таблице ниже:
МАТЕРИАЛ | ПЛАСТИЧНОСТЬ |
6061 Алюминий | Трудно сгибается и часто трескается. Холодное изгибание ослабляет металл. Отжиг улучшает пластичность. |
5052 Алюминий | Очень ковкий и хороший выбор при использовании алюминия. Растрескивание происходит редко, если деталь не переделывается и. |
Отожженная легированная сталь | Зависит от сплава. |
Латунь | Содержание цинка важно. Более высокие уровни цинка делают его менее податливым. Подходит для простых изгибов, но для сложных деталей может потребоваться нагрев. |
Бронза | Бронза Труднее согнуть, может потребоваться нагрев, чтобы избежать растрескивания. |
Медь | Очень пластичный. |
Холоднокатаная сталь | Менее ковкий, чем горячекатаная сталь. |
Горячекатаная сталь | Более ковкий, чем холоднокатаная сталь. |
Мягкая сталь | Очень пластичный. Тепло не требуется. |
Пружинная сталь | Податлив при отжиге. После того, как работа затвердела, требуется тепло, чтобы снова согнуть. |
Нержавеющая сталь | Нержавеющие стали, такие как 304 и 430, легче поддаются формовке, чем 410, которые могут быть хрупкими. Различные сорта будут работать по-разному, хотя нержавеющая сталь Сталь склонна к деформационному упрочнению. |
Титан | Прочный материал, поэтому лучше всего использовать его с большим внутренним радиусом изгиба. Требуется перегибание из-за пружинения. |
 4140 обладает хорошей пластичностью. Отжиг помогает предотвратить растрескивание.
4140 обладает хорошей пластичностью. Отжиг помогает предотвратить растрескивание.
Таблица 4: Свойства материалов («Влияние свойств материала на точность и допуски на изгиб на воздухе»)
Нержавеющая сталь — обычно используется в пищевой и медицинской промышленности. 10,5% хрома. Это придает материалу коррозионную стойкость, при этом некоторые сорта отличаются устойчивостью к различным кислотам, щелочам и другим химическим веществам.
Обычно используются марки нержавеющей стали 301, 304 и 316, причем последняя обладает более высокой прочностью и коррозионной стойкостью, 301 обладает превосходной гибкостью и «пружиной», а 304 является хорошим средним дорожным материалом общего назначения (Burnett).
Раздел 7
Проектирование детали для гибки
Детали, которые должны быть обработаны с помощью гибочного оборудования, должны быть спроектированы с самого начала с учетом ограничений и характеристик процесса («Проектирование компонентов из листового металла с использованием лазерной резки и гибки листов с ЧПУ»). Мы обсудим их ниже, но для получения дополнительной информации обратитесь к нашему руководству по проектированию листового металла.
Радиус изгиба — Когда материал формуется в изгибы, внешняя поверхность растягивается, а внутренняя сжимается. Это придает изгибу закругленный угол. Это называется радиусом изгиба и отличается от одного материала к другому. Другими факторами, определяющими размер этого радиуса, являются геометрия инструмента и состояние материала.
Хорошей практикой является обеспечение того, чтобы все радиусы изгиба на конкретной детали были одинаковыми, так как это значительно упрощает настройку инструментов и снижает затраты.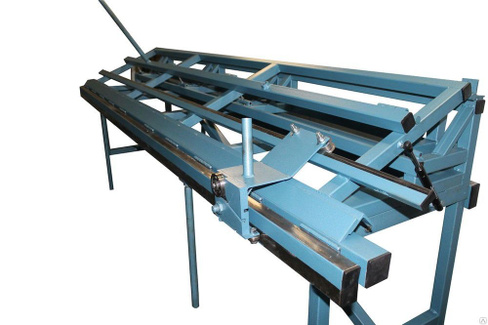
Расстояние от отверстия до края — при выполнении изгибов материал растягивается. Это вызывает внутренние напряжения, которые равномерно распределяются по детали. Если отверстие или прорезь сделать слишком близко к изгибу, эти напряжения будут сосредоточены на этом отверстии и деформируют его.
Расстояние от изгиба к изгибу — при выполнении изгибов существует физический предел, налагаемый размером и формой инструмента, на то, насколько близко могут быть изгибы друг к другу. Изгибы на одной стороне листа, расположенные слишком близко, будут мешать инструменту, а изгибы на противоположных сторонах будут недоступны из-за ширины нижнего инструмента.
Обычно это происходит, когда требуются U-образные секции, в которых ножки или вертикальные фланцы в несколько раз длиннее горизонтальной секции. В некоторых случаях можно использовать дополнительные инструменты глубины.
Если ваши изгибы должны быть близко друг к другу, можно использовать обходные пути, чтобы сделать это возможным, а также реализовать дополнительные процессы, такие как сварка или болтовое соединение, для получения правильной геометрии. Свяжитесь с нами для получения дополнительной информации, если это необходимо.
Свяжитесь с нами для получения дополнительной информации, если это необходимо.
Пружина назад — из-за эластичности металлов изгибы имеют тенденцию возвращаться в исходное положение в небольшой степени, это называется «отпружиниванием». На практике это обычно составляет всего 1-2° и учитывается при управлении тормозным прессом. Однако это означает, что при проектировании детали следует избегать очень острых углов.
Допуски на прессование — как и в любом другом процессе, существуют допуски на размерную точность, в последние годы система ЧПУ сократила их, но они по-прежнему актуальны, особенно при проектировании сложных или прецизионных деталей.
Из-за различий в составе, толщине и обработке листового металла гибка всегда имеет некоторую степень вариации. Их следует учитывать при проектировании деталей, и каждый процесс следует использовать с учетом его сильных сторон. Например, если требуется критический рисунок отверстий, попробуйте использовать для них единый плоский рисунок, вырезанный лазером, вместо того, чтобы полагаться на отверстия на изогнутых фланцах.
Это, однако, только для экстремальных условий, и большинство допусков могут быть достигнуты с помощью современных листогибочных прессов. Свяжитесь с нами для получения дополнительной информации о допусках процесса.
Раздел 8
Вкратце
Производство листового металла имеет явные преимущества по сравнению с альтернативными процессами, включая более высокую производительность, более низкую стоимость и высокую гибкость конструкции. Это также устраняет многие трудности, связанные с методами сборки, такими как сварка или клепка. При тщательном рассмотрении в процессе проектирования и с помощью современных технологий детали из листового металла можно сделать прочнее, легче и быстрее, чем при традиционном изготовлении.
Раздел 9
Часто задаваемые вопросы Раздел
Что такое гибка листового металла?
Гибка является одним из наиболее распространенных методов изготовления листового металла. Используется для придания материалу угловатой формы. Гибка листового металла позволяет изготавливать детали различной геометрии с использованием двух процессов: резки и гибки. Наиболее распространенными методами для каждого процесса являются лазерная резка с ЧПУ и гибка на тормозном прессе.
Гибка листового металла позволяет изготавливать детали различной геометрии с использованием двух процессов: резки и гибки. Наиболее распространенными методами для каждого процесса являются лазерная резка с ЧПУ и гибка на тормозном прессе.
Для чего используется гибка листового металла?
Листовой металл обычно относится к использованию материала толщиной менее 3 мм, но лазерная резка и гибка могут быть легко использованы для материалов, превышающих эту толщину. Гибкость процесса в отношении диапазона материалов, толщины и сложности деталей, которые он может производить, делает его идеальным для изготовления широкого спектра деталей, используемых в любой отрасли: от автомобилей, транспорта, бытовой техники, мебели, промышленного оборудования и многого другого.
Каковы преимущества гибки листового металла?
Некоторые из ключевых преимуществ гибки листового металла включают скорость изготовления, точность, меньшую постобработку, меньший вес, низкую стоимость, практически полное отсутствие инструментов и сокращение количества деталей.
Каковы недостатки гибки листового металла?
Как и любой другой процесс, гибка листового металла имеет некоторые недостатки. К ним относятся ограничения по толщине, необходимость постоянной толщины и стоимость производства. Конкретные недостатки будут отличаться от одного метода гибки к другому.
Какие существуют методы гибки?
Доступны различные методы гибки. У каждого есть свои преимущества. Одни точнее, другие проще. Основные методы гибки включают тормозной пресс и прокатку. Вы также можете увидеть несколько вариантов, таких как v-образный изгиб, нижний изгиб, воздушный изгиб, чеканка, u-образный изгиб и ступенчатый изгиб.
Какие материалы подходят для гибки?
Почти все конструкционные материалы доступны в виде листов, поэтому их можно сгибать в той или иной форме. Однако существуют различия в ограничениях процесса, вызванные различными свойствами материалов. Для получения наилучшей информации о доступных материалах обратитесь к нашей странице стандартных материалов.
Как спроектировать деталь для гибки?
Детали, которые должны быть обработаны с помощью гибочного оборудования, должны проектироваться с самого начала с учетом ограничений и характеристик процесса. Вам нужно будет учитывать радиус изгиба, расстояние от отверстия до края, расстояние от изгиба до изгиба, упругость и допуски на обработку. Для получения дополнительной информации обратитесь к нашему руководству по проектированию листового металла.
Раздел 10
Процитировано работ
- «Руководство инженера по лазерной резке». Komaspec, www.komaspec.com/about-us/blog/an-engineer-s-guide-to-laser-cutting. По состоянию на 24 декабря 2021 г.
- «Дифференциация воздушной гибки и нижней гибки для изготовления листового металла». Komaspec, www.komaspec.com/about-us/blog/дифференцирующая-воздушная-гибка-и-нижняя-гибка-для-изготовления-листового-металла. По состоянию на 24 декабря 2021 г.
- Bystronic Inc. «Правила выбора листогибочного пресса».
 Bystronic Inc., www.bystronicusa.com/en/news/technical-articles/1
Bystronic Inc., www.bystronicusa.com/en/news/technical-articles/1-rules-of-press-brake-tool-selection.php. По состоянию на 24 декабря 2021 г. - «Гибочные прессы». LVD Group, www.lvdgroup.com/ru/products/press-brakes. По состоянию на 11 января 2022 г.
- Skill-Lync. «Третья неделя испытаний по гибке листового металла». Skill-Lync, www.skill-lync.com/student-projects/week-3-sheet-metal-bending-challenge-49, по состоянию на 24 декабря 2021 г.,
.
- Бендеры, Barnsahws Steel. «Новейшая история проектирования и выбора листогибочных станков — Часть 3». Barnshaws, 12 сентября 2018 г., www.barnshaws.com/information/articles/the-recent-history-of-design-and-selection-of-plate-bending-machines-part-3.
- «Краткий обзор прокатных станков». Thefabricator, 4 октября 2010 г., www.thefabricator.com/thefabricator/article/bending/a-rundown-on-rolling-machines#gallery-3.
- «Операции с добавленной стоимостью для компонентов из листового металла». Komaspec, www.
 komaspec.com/about-us/blog/value-add-operations-for-sheet-metal-components. По состоянию на 24 декабря 2021 г.
komaspec.com/about-us/blog/value-add-operations-for-sheet-metal-components. По состоянию на 24 декабря 2021 г.- «Изготовление и сборка прецизионного листового металла в Китае». Комаспек, www.komaspec.com/materials-metals-and-plastics. По состоянию на 24 декабря 2021 г.
- «Проектирование компонентов из листового металла с использованием лазерной резки и гибки листов с ЧПУ», Komacut, https://kmc-portal-files.s3.ap-southeast-1.amazonaws.com/media/zbzjnm0z/komacut_chapter-3.pdf. По состоянию на 24 декабря 2021 г.
- «Как свойства материала влияют на точность и допуски гибки на воздухе» Komacut, https://kmc-portal-files.s3.ap-southeast-1.amazonaws.com/media/gj5f3o5x/komacut_chapter-6.pdf. По состоянию на 24 декабря 2021 г.
- «Изготовление листового металла» Komacut, https://kmc-portal-files.s3.ap-southeast-1.amazonaws.com/media/mxtlsmbg/komacut_chapter-1.pdf. По состоянию на 24 декабря 2021 г.
- «Таблица преобразования толщины листового металла».
 Metalsheets, 14 июля 2021 г., www.metalsheets.co.uk/sheet-metal-gauge-chart.
Metalsheets, 14 июля 2021 г., www.metalsheets.co.uk/sheet-metal-gauge-chart.- «Стандартные варианты листового металла в Китае: Q235, Q345, AL6061, AL5052h42, SS303, SS304, MN65». Komacut, www.komacut.com/materials/sheet-metal-materials. По состоянию на 24 декабря 2021 г.
- «5 самых популярных типов металлов и их использование», Texas Iron and Metal, 2 апреля 2021 г., www.texasironandmetal.com/most-popular-metal-types.
- АЗом. «Алюминий / алюминиевый сплав 1060» AZoM.Com, 12 июня 2013 г., www.azom.com/article.aspx?ArticleID=6587.
- «Дифференциальная гибка на воздухе и нижняя гибка для изготовления листового металла» Komaspec, www.komaspec.com/about-us/blog/дифференцирующая-воздушная-и-нижняя-гибка-для-изготовлениялистового металла. По состоянию на 24 декабря 2021 г.
- Бернетт, Крис. «Что такое нержавеющая сталь? Часть I». Анализ металлов, 18 февраля 2014 г.,
.
- «Руководство по проектированию листового металла: проектирование компонентов».
 Komaspec, www.komaspec.com/about-us/blog/sheet-metal-design-guidelines-designing-components. По состоянию на 24 декабря 2021 г.
Komaspec, www.komaspec.com/about-us/blog/sheet-metal-design-guidelines-designing-components. По состоянию на 24 декабря 2021 г.Как работает гибка листового металла?
ПОНИМАНИЕ ЛИСТОВЫХ МЕТАЛЛОКОНСТРУКЦИЙ
ТЕХНИЧЕСКАЯ ИНФОРМАЦИЯЛистогибочные прессы с ЧПУ
Гибка листового металла — это производственный процесс, в ходе которого изготавливается большинство корпусов, электрических коробок, кронштейнов и компонентов с помощью станка, известного как гибочный пресс с ЧПУ или (тормозной пресс). В этой технической статье объясняется, как производственные компании сгибают листовой металл с помощью этих типов машин. Мы надеемся, что после прочтения этой технической статьи вы лучше поймете, как работает гибка листового металла.
(Можно также использовать станки для гибки панелей, хотя их работа выходит за рамки этой страницы.)
Гибка листового металла
Листовой металл сгибается, когда листогибочный пресс продавливает его между двумя инструментами: верхний инструмент (известный как пуансон) и нижний инструмент (известный как V-образный штамп).
 Листогибочный пресс управляет движением пуансона или матрицы и обеспечивает усилие прессования с помощью гидроцилиндров или электрических серводвигателей. Угол изгиба преимущественно определяется глубиной проникновения пуансона в V-образный штамп.
Листогибочный пресс управляет движением пуансона или матрицы и обеспечивает усилие прессования с помощью гидроцилиндров или электрических серводвигателей. Угол изгиба преимущественно определяется глубиной проникновения пуансона в V-образный штамп.- Воздушная гибка (трехточечная гибка): Только два верхних угла V-образного штампа касаются материала, а внутренний радиус изгиба определяется шириной отверстия V-образного штампа, а не радиус наконечника пуансона.
- Чеканка или изгиб дна: Материал контактирует со всей внутренней поверхностью V-образного штампа, а наконечник пуансона образует внутренний радиус изгиба. Требует гораздо большей силы по сравнению с изгибом на воздухе.
Воздушная гибка Радиус изгиба
При воздушной гибке внутренний радиус в основном определяется отверстием V-образной формы или шириной V. Предпочтительно, чтобы для любого данного материала использовалось самое большое практическое отверстие матрицы, чтобы свести к минимуму требуемое усилие, что приводит к большему радиусу.
 Часто желателен меньший радиус, и хорошим практическим правилом является использование минимального внутреннего радиуса, равного толщине материала. Матрицы изготавливаются определенных размеров, что ограничивает выбор радиусов для конкретного материала. По этой причине в конструкции должны быть предусмотрены большие допуски на внутренние радиусы изгиба (обычно не менее +/- 30% требуемого размера).
Часто желателен меньший радиус, и хорошим практическим правилом является использование минимального внутреннего радиуса, равного толщине материала. Матрицы изготавливаются определенных размеров, что ограничивает выбор радиусов для конкретного материала. По этой причине в конструкции должны быть предусмотрены большие допуски на внутренние радиусы изгиба (обычно не менее +/- 30% требуемого размера).Длина изгиба / длина полки
Длина изгиба или длина полки определяются положением заднего упора или упора пальца, показанного черным на наших изображениях, относительно которого компоненты располагаются перед каждой операцией гибки. На наших листогибочных прессах упоры снабжены электроприводом, а их положение контролируется программой ЧПУ, что позволяет достигать нескольких различных длин гибки в рамках одного программного цикла.
В зависимости от ширины листогибочного пресса можно настроить несколько различных инструментальных станций, чтобы компонент, требующий различных настроек инструментов, можно было полностью согнуть в течение одного запуска программы.
 Каждый из наших листогибочных прессов имеет два обратных упора, но они имеют разные возможности перемещения обратного упора, а наши самые мощные машины могут иметь независимое движение по всем трем осям, что обеспечивает максимальную гибкость.
Каждый из наших листогибочных прессов имеет два обратных упора, но они имеют разные возможности перемещения обратного упора, а наши самые мощные машины могут иметь независимое движение по всем трем осям, что обеспечивает максимальную гибкость.Конструкция и сложность деталей из листового металла
Компоненты различаются по сложности: от деталей с одним изгибом до деталей с несколькими изгибами и полками различной длины. Современные листогибочные прессы оснащены регулируемыми упорами обратного хода, приводимыми в действие серводвигателями, против которых воздействуют компоненты вручную или роботизированным манипулятором. Чем ближе упор обратного хода к оснастке, тем короче получается фланец, и наоборот.
На сложных деталях упоры обратного хода регулируются после каждого изгиба на соответствующее расстояние, необходимое для следующего изгиба. Движение упоров обратного хода и листогибочного пресса синхронизируется контроллером ЧПУ. Программы ЧПУ могут быть созданы онлайн в пользовательском интерфейсе станка или с помощью пакета программного обеспечения для автономного программирования (или CADCAM).

Вас может заинтересовать наше руководство по проектированию компонентов из листового металла .
Возможности листогибочного пресса
Максимальное усилие листогибочного пресса определяет максимальную длину изгиба для комбинации толщины листового металла, радиуса изгиба и угла изгиба. Усилие, необходимое для гибки листового металла, увеличивается с увеличением длины изгиба, внешнего угла изгиба и толщины листового металла и уменьшается с увеличением радиуса изгиба. Листогибочные прессы Hydram имеют различные характеристики: максимальная длина изгиба составляет 4 метра, а максимальное усилие — 250 тонн. В таблице ниже приведены некоторые типичные примеры для 9Изгибы под углом 0 градусов с использованием воздушной гибки (не чеканки).
Толщина мягкой стали Длина изгиба Внутренний радиус изгиба Требуемая сила 1,5 мм 3000 мм 2 мм 45 тонн 3 мм 1500 мм 4 мм 51 тонна 6 мм 1000 мм 8 мм 48 тонн 9 мм 500 мм 13 мм 34 тонны Листогибочные инструменты
Для различных задач по гибке листового металла доступны различные инструменты для листогибочных прессов.
 Характеристики верхнего и нижнего инструментов варьируются в зависимости от требований к компоненту из листового металла.
Характеристики верхнего и нижнего инструментов варьируются в зависимости от требований к компоненту из листового металла.Инструменты для гибки листового металла Толстые металлы
Более толстый металл обычно обрабатывается с большим радиусом изгиба, и это может быть достигнуто за счет увеличения радиуса верхнего инструмента и расстояния поперек отверстия V-образной матрицы или ширины V-образной формы.
Инструменты для гибки листового металла под острыми углами
Компоненты, требующие острого угла гибки, требуют инструментов для «перегиба». И верхний, и нижний инструменты в этом случае имеют более острый угол.
Инструменты для гибки листового металла с малым зазором
Компоненты, которые имеют более одного изгиба, часто требуют специального верхнего инструмента для обеспечения зазора для существующих фланцев. Без этого зазора компонент столкнулся бы с инструментом до завершения последующей операции гибки. Этот тип инструмента часто называют гусиной шеей.

Модифицированные зажимы
Для обеспечения зазора в крайних случаях верхний инструмент можно подвешивать к балке листогибочного пресса с помощью модифицированных зажимов. Эти расширенные зажимы обеспечивают гораздо больший зазор для больших фланцев, если листогибочный пресс имеет достаточную длину хода, чтобы приспособиться к общей высоте инструмента.
Развертка заготовки из листового металла со сгибом
Размер заготовки — допуск на изгиб
При проектировании компонентов из листового металла со складками или изгибами необходимо создать развертку или развертку заготовки. Эта заготовка затем вырезается лазером или перфорируется на станке с ЧПУ, прежде чем попасть на листогибочный пресс для складывания. При создании заготовки важно, чтобы в конструкции учитывался радиус изгиба, образованный инструментом листогибочного пресса. Радиус изгиба влияет на уменьшение развернутого размера заготовки. Чем больше радиус, тем меньше заготовка, как показано в примере напротив.
 Конструктивные расчеты, необходимые для разработки заготовки из листового металла, называются расчетом «припуска на изгиб».
Конструктивные расчеты, необходимые для разработки заготовки из листового металла, называются расчетом «припуска на изгиб».Радиус изгиба Рассмотрение
Радиус изгиба зависит от толщины материала и инструментов, используемых для гибки материала, и каждый субподрядчик будет иметь свои собственные предпочтения в отношении инструментов, а это означает, что разные субподрядчики могут использовать разные разработки заготовок. Поэтому очень важно, чтобы конструктор или инженер-технолог знал, какие инструменты будут использоваться для гибки материала, и хорошо понимал, какое влияние это оказывает на радиус изгиба и результирующий размер заготовки. Точно так же, чтобы обеспечить точность изогнутого компонента, оператор листогибочного пресса должен знать, с каким радиусом была спроектирована деталь, чтобы сделать правильный выбор инструмента.
Инструкции по черчению и нанесению размеров компонентов из фальцованного листового металла
По возможности размер детали следует указывать в одном направлении.
 Из-за последовательного характера процесса формования и того факта, что на каждом изгибе вводится изменение размеров, нанесение размеров в одном направлении параллельно процессу и помогает контролировать накопление допусков.
Из-за последовательного характера процесса формования и того факта, что на каждом изгибе вводится изменение размеров, нанесение размеров в одном направлении параллельно процессу и помогает контролировать накопление допусков.Разрешить более широкий допуск на длину фланца (+/- 0,2 мм), поскольку более жесткие допуски, хотя и достижимые, сделают деталь более дорогой. Часто допуски в основной надписи чертежа могут быть излишне жесткими для одних размеров и углов и подходящими для других.
По возможности не указывайте радиусы изгиба. У каждого субподрядчика будут свои предпочтения в отношении инструментов, которые определяют радиусы изгиба детали. Если важны радиусы изгиба, то по возможности используйте один и тот же радиус изгиба для всех изгибов детали. Это помогает субподрядчику свести к минимуму настройки и снизить затраты. В любом случае следует допускать большой допуск, чтобы обеспечить максимальный выбор инструмента (обычно +/- 30% от требуемого размера).
 Обратите внимание, что полученный радиус не должен изменяться в пределах партии деталей, изготовленных с использованием одной и той же оснастки, несмотря на большой допуск.
Обратите внимание, что полученный радиус не должен изменяться в пределах партии деталей, изготовленных с использованием одной и той же оснастки, несмотря на большой допуск.Как правило, размеры следует наносить от элемента к кромке. Избегайте межэлементных размеров в двух или более плоскостях. Для размеров элемента для изгиба могут потребоваться специальные приспособления или калибры.
Должны использоваться внешние размеры, если внутренние размеры не являются критическими. Однако размеры смещений и тиснений должны быть указаны с одной и той же стороны материала, если только общая высота не является критической.
Только абсолютно критические размеры должны быть выделены как таковые. Размещение чрезмерно высоких допусков и избыточных критических размеров на чертеже может значительно увеличить стоимость детали.
Если на вашем чертеже требуется пустая проявка, пометьте ее как «Только для информации».
 Разработки, предоставленные третьими сторонами, часто создаются без учета реальных инструментов листогибочного пресса, которые будут использоваться во время производства, что повлияет на точность готовой детали. Чтобы максимизировать качество, субподрядчики, занимающиеся прецизионной обработкой, разработают собственные разработки заготовок в соответствии с их инструментами, гарантируя, что формованный компонент соответствует требованиям.
Разработки, предоставленные третьими сторонами, часто создаются без учета реальных инструментов листогибочного пресса, которые будут использоваться во время производства, что повлияет на точность готовой детали. Чтобы максимизировать качество, субподрядчики, занимающиеся прецизионной обработкой, разработают собственные разработки заготовок в соответствии с их инструментами, гарантируя, что формованный компонент соответствует требованиям.Ручной листогиб | American Industrial Supplies
Металлообработка
Томми Райт
Ручной гибочный станок для листового металла
Ручной гибочный станок для листового металла, также широко известный как металлический тормоз, является важным и удивительно универсальным механизмом и в значительной степени обязательным для большинства металлообрабатывающих мастерских, но также невероятно полезным устройством для дома / Мастерская своими руками.

Гибка является одной из наиболее распространенных операций по изготовлению листового металла. Этот метод, также известный как прессование или отбортовка, используется для придания металлу угловатой формы.
Это делается путем приложения силы к заготовке. Сила должна быть больше, чем предел текучести материала, чтобы добиться изменения формы. Только при этом можно получить стойкий результат в виде изгиба. Ручной листогиб делает эту задачу довольно простой.
Преимущества использования ручного листогибочного станка
При гибке листового металла необходимо учитывать несколько моментов. Во-первых, что представляет собой хороший изгиб? Хороший изгиб определяется радиусом изгиба, насколько он прямой и соответствует ли он требуемому углу.
Если вы собираетесь сгибать листовой металл вручную, вам нужно добиться как можно более тугого и острого изгиба, вам нужно смотреть на радиус изгиба, изгиб всегда закругленный край внешней стороны изгиба при этом этот радиус является определяющим фактором того, насколько узким или острым является изгиб.

Таким образом, выбор зажимного материала (прежнего) имеет решающее значение. Например, деревянный шпатель, скорее всего, приведет к плохому изгибу. Использование ручного гибочного станка для листового металла облегчает эту проблему, поскольку форма, вокруг которой сгибается металл, обеспечивает четкий острый изгиб.
Дополнительные области применения ручного листогибочного станка
Ручной листогибочный станок более универсален, чем предполагалось. Помимо того, что он может сгибать металл практически под любым углом, его также можно использовать для наложения кромки (загнутой на себя для создания плоского изгиба и может использоваться для резки листового металла. Этого можно добиться путем надреза металла. разрезы чистые, острые и прямые
Типы гибки металла
Существует довольно много различных методов гибки Каждый из них имеет свои преимущества Обычно возникает дилемма между точностью и простотой, в то время как последний находит более широкое применение Более простые методы являются более гибкими и, самое главное, требуют меньше различных инструментов для получения результата.
 0003
0003V-образная гибка
V-образная гибка является наиболее распространенным методом гибки с использованием пуансона и штампа. Он имеет три подгруппы – дна, воздушной гибки и чеканки. Воздушная гибка и дно составляют около 90% всех работ по гибке.
Дно
Дно также известно как прижатие дна или удар дна. Как следует из названия «нижнее прессование», пуансон прижимает металлический лист к поверхности штампа, поэтому угол штампа определяет окончательный угол заготовки. При донышке внутренний радиус уголкового листа зависит от радиуса штампа.
По мере того, как внутренняя линия сжимается, требуется все больше и больше силы, чтобы манипулировать ею. Опускание делает возможным приложение этой силы, так как конечный угол задан заранее. Возможность приложения большей силы уменьшает эффект пружинения и обеспечивает хорошую точность.
Чеканка
Раньше чеканка была гораздо более распространена. Это был почти единственный способ получить точные результаты.
 Сегодня машины настолько хорошо управляемы и точны, что такие методы больше не используются широко.
Сегодня машины настолько хорошо управляемы и точны, что такие методы больше не используются широко.Металлу придается точная форма штампа за счет приложения большого веса. Название «чеканка» происходит от того факта, что при этом методе изготовления поддельных монет каждая должна была быть идентичной и, следовательно, неотличимой от настоящей. Чеканка при изгибе дает такие же точные результаты.
Это связано с тем, что штамп проникает в лист, оставляя вмятину на заготовке. Это, наряду с большими усилиями (примерно в 5-8 раз больше, чем при частичном изгибе), гарантирует высокую точность. Проникающий эффект также обеспечивает очень малый внутренний радиус изгиба.
Ступенчатая гибка
Хотя в приведенном выше видео используется автоматический тормоз, аналогичных результатов можно достичь с помощью ручного листогибочного станка.

Ступенчатый изгиб, по сути, представляет собой повторяющийся V-образный изгиб. В этом методе, также называемом ударным изгибом, используется множество V-образных изгибов, чтобы получить большой радиус заготовки. Итоговое качество зависит от количества изгибов и шага между ними. Чем их больше, тем ровнее результат. Ступенчатый изгиб имеет множество сценариев использования. Например, конические воронки или снегоуборочная лопата. Это делает возможным изгиб с большим радиусом с помощью обычных инструментов. Простая установка делает цену дешевле, особенно при небольших партиях.
Томми Райт
Я работаю в сварочной отрасли более двадцати лет. Я проходил обучение в различных инженерных мастерских, работая над различными проектами, от небольшого производства и ремонта до промышленных проектов. Я специализируюсь на сварке алюминия и пищевой нержавеющей стали, а сейчас руковожу инженерным цехом по производству оборудования для пищевой промышленности.
Панельный гибочный станок ADH
Панельный гибочный станок с присосками
Принята конструкция с присоской, и максимальный размер гибки может достигать 2000 мм x 2000 мм.
 Максимальная скорость изгиба может достигать 0,2 секунды на изгиб, что может повысить эффективность в несколько раз и значительно снизить трудозатраты.
Максимальная скорость изгиба может достигать 0,2 секунды на изгиб, что может повысить эффективность в несколько раз и значительно снизить трудозатраты.Модель: PB-S
Контроллер: Независимый отдел исследований и разработок
Возможности: 3 мм*2500 мм
УЗНАТЬ БОЛЬШЕПолучить предложение
Панелегиб прессового типа
Принята конструкция прижимного рычага, максимальный размер гибки 25 мм x 250 мм может достигать 250 мм x 250 мм . Самая быстрая скорость изгиба может достигать 0,2 секунды/изгиб.
Модель: PB-P
Контроллер: Independent R&D
Возможности: 3 мм*2500 мм
УЗНАТЬ БОЛЬШЕПолучить предложение
СОТРУДНИЧЕСТВО
Почему выбирают нас?
Некоторые из перечисленных ниже ключевых моментов являются причинами, по которым вы выбрали нас.
Конкурентоспособная цена
Благодаря серийному производству у нас будет более низкая цена на машины самого высокого качества.

Техническая поддержка
В случае поломки наши технические специалисты готовы помочь как в режиме онлайн, так и на месте.
Короткое время выполнения заказа
Доставка в течение 20 дней для стандартной машины и 45 дней для индивидуальной машины.
Контроль качества
Все машины перед отправкой проверяются нашим отделом контроля качества.
Гарантия качества
На каждый продукт распространяется 15-летняя гарантия на корпус машины и 1-2 года на запасные части и принадлежности.
Экспертные решения
Мы предоставим вам профессиональные экспертные предложения для необходимой вам машины.
Галерея нашей фабрики
Основана в 2002 году и входит в пятерку лучших в Китае. Мы растем из года в год.
Часто задаваемые вопросы
Вот несколько вопросов, которые очень беспокоят наших клиентов, и мы ответили на них один за другим.
Вы фабрика или торговая компания?
Мы являемся производителем.
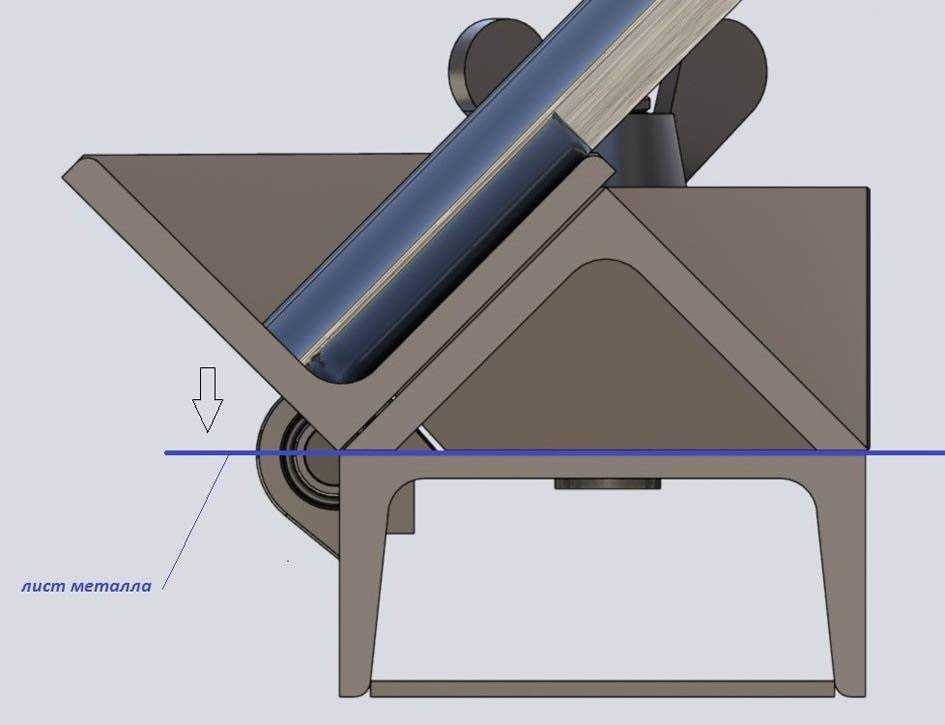 Наша компания была основана в 2002 году и имеет 20-летний опыт производства.
Наша компания была основана в 2002 году и имеет 20-летний опыт производства.Где находится ваша компания?
Наша компания находится в городе Мааньшань, провинция Аньхой, всего в получасе езды от аэропорта Нанкин Лукоу. Если вы посетите нашу компанию, мы организуем специальный автобус, который встретит вас в аэропорту.
Сколько времени занимает доставка машины?
Как правило, мы доставляем товар в течение 30 дней. Если машина относится к нестандартным индивидуальным продуктам, время будет больше, но самое долгое время не будет превышать 50 дней.
Какие платежи вы принимаете?
Как правило, мы принимаем оплату T/T и L/C, 30% депозита и 70% оплаты перед поставкой. Если вы наш специальный клиент, мы можем принять лучший способ оплаты.
Каков гарантийный срок вашей машины?
Для обычных машин наш гарантийный срок составляет один год. Для специальных нестандартных машин мы можем предоставить гарантию на 2-3 года, но это должно быть согласовано с нашим отделом продаж заранее.
 В течение гарантийного срока мы предоставляем бесплатные запасные части.
В течение гарантийного срока мы предоставляем бесплатные запасные части.Принимаете ли вы настройки OEM?
Да, мы принимаем индивидуальные настройки OEM, такие как индивидуальный внешний вид машины, цвет, конфигурация и т. Д. Конечно, цена на индивидуальные продукты должна быть немного выше. Пожалуйста, свяжитесь с нашей бизнес-группой для получения подробной информации.
Каков минимальный объем заказа ваших машин?
Минимальное количество, которое мы можем принять, равно одному, которое может быть настроено OEM в соответствии с вашими потребностями.
Как вы обеспечиваете качество своих машин?
Прежде всего, мы используем различное крупногабаритное оборудование для обеспечения прочности и стабильности рамы, такое как закалочная печь, дробеструйная установка и т. д.; Затем для обеспечения точности станка, например, с использованием пятиосевого обрабатывающего центра, сверлильного и фрезерного оборудования; Кроме того, наша машинная обработка, сборка, проверка качества используют стандартизированный процесс для контроля качества продукции в процессе производства.

Какую упаковку вы используете для своих машин?
Поскольку наши машины представляют собой крупногабаритное оборудование, их обычно загружают непосредственно в контейнеры, а затем закрепляют стальными тросами, чтобы, когда грузовое судно плывет по морю, машины не ударялись о внутреннюю часть контейнеров из-за качания корабля. , чтобы убедиться, что машины не повреждены. Кроме заказанной вами машины, в контейнер не поместятся никакие другие предметы.
Как ваша компания обеспечивает послепродажное обслуживание?
Для небольших проблем в процессе использования машины мы назначим инженеров-механиков, которые помогут вам решить их удаленно, индивидуальные рекомендации, такие как отправка текстовых инструкций или видео, чтобы научить вас, как решить проблему. Если детали, которые необходимо заменить, находятся в течение гарантийного срока, мы отправим их вам бесплатно. Конечно, вы также можете купить их на месте (если вы можете их купить), что может сэкономить больше времени.
 В случае более серьезных проблем, если способ дистанционного управления не работает, мы организуем инженеров для оказания услуг на месте. Для регионов с агентами мы свяжемся с агентами напрямую для предоставления услуг.
В случае более серьезных проблем, если способ дистанционного управления не работает, мы организуем инженеров для оказания услуг на месте. Для регионов с агентами мы свяжемся с агентами напрямую для предоставления услуг.Предоставляет ли ваша компания обучение?
Да, вы можете направить соответствующий персонал в нашу компанию для обучения на месте, и мы назначим специального человека для индивидуального консультирования. Если Вам неудобно приезжать в нашу компанию, мы можем провести дистанционное обучение.
Как вы взимаете плату за морской фрахт?
Морской фрахт обычно оплачивает экспедитор. Вы можете использовать нашего экспедитора для организации доставки, или вы можете использовать своего собственного экспедитора.
Будет ли ваша компания предоставлять соответствующие бумажные материалы?
Конечно. Обычно в комплект поставки машины также входят различные руководства, инструкции по эксплуатации, меры предосторожности, принципиальная схема, гидравлическая схема и т.

