Марки проволоки сварочной: Марки и характеристики сварочной проволоки.
Содержание
Марки, тип и классификация сварочной проволоки
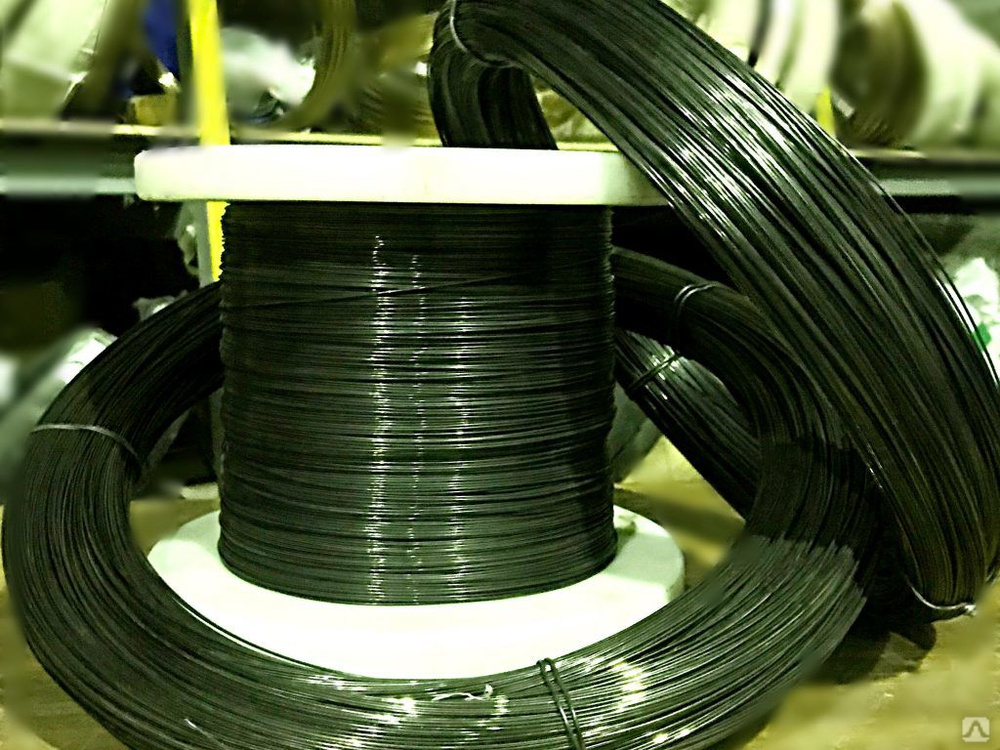
Сварка — сложный процесс, необходимый для прочного соединения деталей и заготовок в промышленности и быту. Важным расходным материалом этого процесса является сварочная проволка, ее виды, марки. Применение ее возможно в разных областях народного хозяйства. С ее помощью изготавливают электроды для сварки стали или она сама служит присадкой, как присадочная проволока, для данного процесса. Наш интернет-магазин WeldМаркет предлагает сварную проволоку известных производителей подходящей вам марки любой длины, диаметра и сечения. Цена указана в прайс-листе за 1 кг и за тонну. Ее можно купить в Киеве, Харькове и других городах Украины. Они продаются в небольших кассетах, бобинах, бухтах, катушках весом от полкило до 18 кг. Позвоните по указанному на сайте телефону или закажите обратный звонок. Наши операторы перезвонят вам через минуту и бесплатно проконсультируют вас, какую сварочную проволоку выбрать (использовать), каковы нормы ее расхода при сварочных работах.
Что значит проволока. Как ее изготовляют?
Проволокой называется нить разного сечения, изготовленная из различных металлов и их сплавов. Сечение обычно круглое, но бывает овальное, квадратное, трапециевидное. Ее назначение — сварка металлов и сплавов.
Изготавливается проволока на заводе путем протяжки заготовки через постепенно уменьшающиеся отверстия волочильного стана. Поэтому она получила второе название — катанка. Чтобы предупредить повреждение катанки во время растяжки, волочильный стан смазывается. При производстве катанки ее травят в серной кислоте, чтобы предупредить окисление и образование налета на ней. Для повышения прочности и обеспечения равномерной толщины изделия, катанку отжигают в специальных печах. Изготавливают ее также способом литья и проката. После изготовления катанки происходит ее испытание на разрыв.
Технические характеристики сварочной проволоки.
К ним относятся:
- Важным параметром проволоки является диаметр. Он зависит от толщины деталей, которые соединяются между собой.
 Если толщина свариваемых деталей 3-5мм, то ее диаметр должен быть 2мм. Толщина заготовок от 5 до 16мм требует диаметра катанки 3-4 мм. При сварке толстых конструкций необходима проволока диаметром 7мм. Для полуавтоматов используется катанка диаметром от 0,6 до 1, 6мм. Диаметр изделия зависит также от сварочного тока и материала, из которого она изготовлена.
Если толщина свариваемых деталей 3-5мм, то ее диаметр должен быть 2мм. Толщина заготовок от 5 до 16мм требует диаметра катанки 3-4 мм. При сварке толстых конструкций необходима проволока диаметром 7мм. Для полуавтоматов используется катанка диаметром от 0,6 до 1, 6мм. Диаметр изделия зависит также от сварочного тока и материала, из которого она изготовлена. - Вес. Изделие продается для полуавтоматической и автоматической сварки в небольших кассетах, бобинах, бухтах, катушках весом 1кг, 2кг, 5кг, 7кг, 15кг, 18кг. А также в мотках длиной 100м. Мотки объединяются в бухты. Вес бухты не должен превышать 80кг.
- Химический состав.
- Вид.
Классификация сварочной проволоки.
Катанка классифицируется по материалу, назначению, структуре. Проволока низкоуглеродистая общего назначения необходима для изготовления электродов или при наплавочных работах. Существует катанка специального назначения — для особых сварочных работ под водой, в строительстве и т.д.
Какие бывают виды проволоки по структуре.

По структуре она делится на:
- Сплошную. Такая проволока исключает примеси металлов.
- Порошковую. Она представляет собой трубочку малой толщины. Внутри нее находится порошок из металла и флюса. Они защищают от воздействия кислорода и вредных газов во время сварки, уменьшают образование шлаков.
- Активированную. Совмещает в себе особенности сплошной и порошковой катанки. Ее защитные свойства возникают за счет равномерного распределения вкраплений по всей длине.
Из какого материала изготовлена проволока.
Самыми популярными материалами для ее изготовления являются:
- Алюминий;
- Нержавейка;
- Сталь;
- Медь.
Проволока для полуавтомата по алюминию.
Заготовки из алюминия свариваются алюминиевой проволокой. Область применения — пищевая промышленность, судостроение, авиастроение.
Алюминиевая катанка мягкая, поэтому при ее подаче следует использовать механизм с роликами, которые вытачивают канавку в виде английской буквы «U». Чтобы исключить ее закусывание, прижимное устройство ослабляют. Вместо подающей спирали используют тефлоновый канал. При прохождении через него сварочной катанки сопротивление и трение становится меньше.
Чтобы исключить ее закусывание, прижимное устройство ослабляют. Вместо подающей спирали используют тефлоновый канал. При прохождении через него сварочной катанки сопротивление и трение становится меньше.
Высокая теплоемкость алюминия требует большого показателя тока.
Шланг для горелки должен быть без изгибов, потому что мягкая проволока при продвижении по нему может вызвать массу сложностей, связанных с загибами и заминаниями. Горелку полуавтомата важно расположить ровно по направлению к свариваемой конструкции, чтобы обеспечить ее равномерное продвижение.
Проволока из алюминия расширяется при нагревании, поэтому наконечники должны быть с увеличенным отверстием.
Ее диаметр варьирует от 0,8 до 1,6мм.
Для сварки с помощью алюминиевой катанки используют специальную защитную аргоновую среду, чтобы улучшить качество и чистоту соединительного шва, сократить поры. Вместо аргона можно использовать смесь с гелием и другими газами.
Марки алюминиевой проволоки.

К ее маркам согласно ГОСТ относятся: СвА5, СвАМц, СвАМг3, СвАМг5. Эффективны марки импортных производителей: ER4047, ER5183, ER4043. Химический состав алюминиевой проволоки включает в себя разные вещества: магний, марганец, кремний. Марки и расходники должны соответствовать друг другу.
Самые популярные марки:
- ER4043, содержит кремний, что способствует лучшей смачиваемости и текучести вещества.
- ER5356, одержит магний, что увеличивает прочность на срез.
- ER5083, коррозионностойкая марка препятствует образованию ржавчины и обеспечивает высокую прочность соединений.
- ER4047, придает конструкции устойчивость к перепадам температур.
Проволока из нержавеющей стали.
Важным качеством нержавеющей проволоки является ее стойкость к коррозии, что благоприятствует надежности и долговечности соединений. Используется она в нефтяной, химической промышленности, в машиностроении и в других областях производства, где не требуется нанесения специальных покрытий.
Применяют нержавеющую проволоку при сварке, учитывают свойственные ей особенности, чтобы обеспечить надежность соединительного шва:
- При сборке конструкции обращают внимание на деформации, возникшие в процессе его тягучести. Поэтому между деталями, подвергшимися деформации, оставляют большой зазор, чтобы визуально компенсировать их.
- Низкая теплопроводность металла может вызвать прожог. Сварочный ток должен быть небольшим, чтобы не допустить этого.
- Если сваривание проводится с помощью нержавеющей катанки, то защитной средой выступает аргон.
- При сварке полуавтоматом можно выбрать разный процент содержания гелия и углекислоты, от которых будет зависеть качество шва. При этом напряжение и скорость подачи меняется.
От того, какой толщины свариваемые конструкции, зависит диаметр нержавейки. Она бывает от 0.8 до 2мм. Продается в кассетах, бухтах, начиная с 1 кг и заканчивая 15 кг.
Изготавливается она из высоколегированных сталей. Химический состав нержавеющей проволоки разнообразен.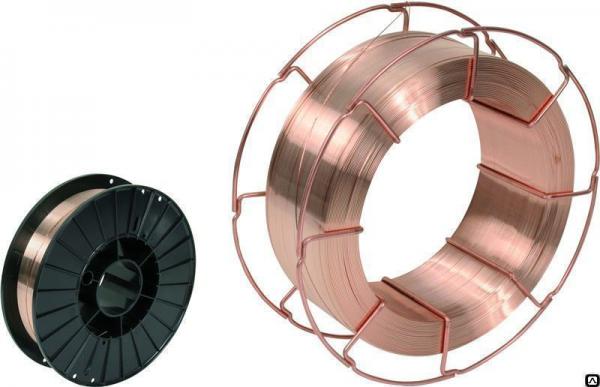 Кроме железа в него может входить хром, никель,углерод. Иногда в его состав включены кремний. молибден, марганец. От того, какой металл в изделии преобладает, зависит качество сварного шва.
Кроме железа в него может входить хром, никель,углерод. Иногда в его состав включены кремний. молибден, марганец. От того, какой металл в изделии преобладает, зависит качество сварного шва.
Марка проволоки для сварки нержавейки.
Существуют различные марки нержавеющей проволоки. К ним относятся: ER307, ER308, и другие. Каждая из них соответствует определенной марки стали. Марки указаны в специальной таблице соответствия.
Для полуавтоматической сварки часто используют нержавейку, которая имеет ряд достоинств:
- Она намотана на бобину равномерно, ряд за рядом, что обеспечивает свободное и аккуратное ее раскручивание. А также снижает ее проскальзывание между роликами.
- Толщина проволоки одинаковая, почти без отклонений. Поверхность нержавейки гладкая. Может быть блестящей или матовой. Трещины отсутствуют.
- Во время сварки проволока шадяще действует на наконечник горелки.
- Нержавеющая проволка обеспечивает низкий уровень разбрызгивания во время сварки.

- В конце сварки получается качественный шов, который исключает образование трещин даже спустя длительное время.
- Высокий уровень устойчивости дуги при сварке.
Проволока из меди.
Лучшей проволокой для полуавтомата является омедненная катанка. Она используется в судостроении, при сваривании металлических гаражей, труб и стальных конструкций, испытывающих высокое давление. Соединение при помощи омедненной проволоки — надежное и устойчивое к механическим повреждениям. Важным ее преимуществом является устойчивость дуги в любых режимах. Розжиг происходит быстро, в течение короткого времени.
Такая проволока может изготавливаться с покрытием в виде тонкого слоя меди или без него. Покрытие защищает проволоку от влаги, коррозии, препятствует окислению металлов. Марка омедненной проволоки — Св08г2С по ГОСТу. Цифры показывают содержание элементов в процентах.
В химический состав омедненной проволоки входят такие элементы, как марганец и кремний. Звукосочетание Св говорит о том, что изделие предназначено для сварки.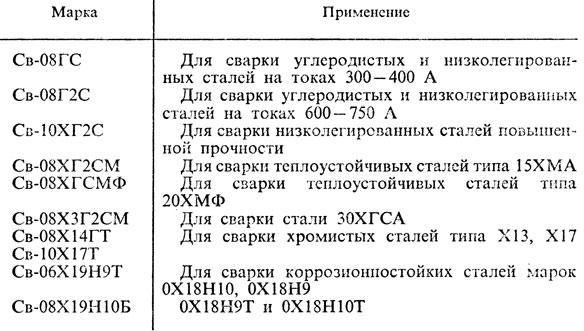 Импортная марка омедненной проволоки — ER70S-6. Она легче плавится и образует надежный сварочный шов.
Импортная марка омедненной проволоки — ER70S-6. Она легче плавится и образует надежный сварочный шов.
Толщина омедненной проволоки варьируется от 0.6 до 2мм. Продается она в бухтах с разным весом от полкило до 18кг. Лучше всего брать бухты большего размера. Так вы сэкономите свои деньги (стоимость их меньше). Но, если вы начинающий специалист, и решили попробовать, как действует проволока при сварке, можно приобрести бухты размером от полкило до 2, 5 кг. Для газовой сварки используется в данном случае углекислота или сварочная смесь. Смесь лучше поддерживает горение дуги, но при этом важно, чтобы поверхность была чистая, без смазки, иначе образование пор неизбежно.
Хорошая омеднённая проволока для полуавтомата:
- В ней нет смазки, которая затрудняет движение присадочного прутка и ухудшает качество шва.
- Обладает необходимой жесткостью, благодаря чему не сворачивается и не загибается при выходе с бобины.
- Ряды на бобине правильные, что способствует равномерной подаче проволоки.

Стальная сварочная проволока.
Стальная проволока применяется в строительстве и промышленности для работы с низкоуглеродистыми изделиями, сваркой низко и среднелегированных сталей, сваривания стальных высоколегированных изделий. Используется при аргоновой сварке и при сваривании под флюсом. К сталям иногда добавляют некоторые примеси: титан, молибден, никель, и другие.
Сварка полуавтоматом проволокой с флюсом
Флюсовая проволока используется в том случае, когда нет баллона с углекислотой.
Она необходима в производстве с применением газа и в быту для выполнения эпизодических работ без газа. Автолюбитель может сварить стальной трубочкой с использованием порошкового флюса тонкий металл гаража. Но шов получается некрасивым и грубым. Продается самозащитная порошковая проволока в кассетах весом от0,4 до 1 кг.
Флюсовая проволока для промышленности отличается высоким качеством шва. Промышленная флюсовая катанка используется для сварки углекислым газом или смесью. Предназначена для соединения конструкций низко и высоколегированных, углеродистых сталей.
Предназначена для соединения конструкций низко и высоколегированных, углеродистых сталей.
Чтобы узнать, сколько стоит сварная проволока, важно знать ее вид, марку, вес и диаметр. Стоимость изделия можно определить в каталоге нашего интернет-магазина WeldМаркет. Она продается оптом и в розницу. На каждый из видов есть Сертификат качества.
всё, что вам необходимо знать. Для новичков
Екатерина
Время чтения: ≈7 минут
В некоторых технологиях сварки в качестве присадочного материала часто применяется проволока для сварки вместо привычных электродов. Она используется в паре с защитным газом или без него в автоматической или полуавтоматической сварке. Сварочная проволока продается в бобинах и может отличаться по диаметру и свойствам.
Но это только основы. В этой статье мы подробно расскажем всё, что вам необходимо знать в сварочной проволоке. Вы узнаете, какие существуют виды сварочной проволоки и что такое маркировка.
Содержание статьи
- Общая информация
- Виды сварочной проволоки
- На что обратить внимание
- Маркировка проволоки
- Популярные марки
- Вместо заключения
Общая информация
Итак, что из себя представляет сварочная проволока? Зачастую это металлический пруток, смотанный в бобину. Бобина вставляется в подающий механизм, и проволока направляется в сварочную зону в автоматическом режиме или режиме, заданном сварщиком. Также проволоку можно подавать вручную, просто разматывая бобину.
Проволока может быть цельной, полой или с вкраплениями. Но об этом мы расскажем далее. Изготавливается из различных металлов. Например, стали, алюминия, латуни и так далее. Материал изготовления проволоки должен быть идентичен металлу, который вы варите. Т.е., если вы работаете с алюминиевой деталью, то и проволока тоже должна быть алюминиевой.
Виды сварочной проволоки
Различают три типа сварочной проволоки: проволока сплошная, порошковая проволока (ее также называют «флюсовая проволока») и активированная проволока. Давайте подробнее остановимся на каждом типе.
Давайте подробнее остановимся на каждом типе.
Сплошная проволока или проволока сплошного сечения изготавливается из чистого металла. В ней нет никаких примесей или дополнительных веществ. Это простейший тип проволоки и самый распространенный. Зачастую ее используют при сварке в среде защитного газа.
Порошковая проволока, она же проволока для сварки без газа. Исходя из названия понятно, что такую проволоку применяют для сварки без защитного газа. Но за счет чего достигается такой эффект? Ведь сварка без газа влечет за собой ухудшение качества сварка и в целом усложняет рабочий процесс.
Все просто: у порошковой проволоки особая полая конструкция. С виду она выглядит, как обычная сплошная проволока, но внутри она полая. И в этой полости содержатся специальные порошковые вещества, играющие роль флюса и заменяющие газ. Такая проволока применяется в случаях, когда нет возможности доставить газовый баллон к месту сварки. Например, на высоте.
Теперь про активированную проволоку. Активированная проволока — самый интересный тип. Она сочетает в себе сплошную проволоку и порошковую. Как это возможно? Дело в том, что такая проволока взяла все самое лучшее из предыдущих двух типов. Она позаимствовала от сплошной проволоки конструкцию, а от порошковой — защитные свойства. Только в отличие от порошковой у данной проволоки защитные примеси не засыпаны в полость, а равномерно распределены по всему «телу» проволоки.
Активированная проволока — самый интересный тип. Она сочетает в себе сплошную проволоку и порошковую. Как это возможно? Дело в том, что такая проволока взяла все самое лучшее из предыдущих двух типов. Она позаимствовала от сплошной проволоки конструкцию, а от порошковой — защитные свойства. Только в отличие от порошковой у данной проволоки защитные примеси не засыпаны в полость, а равномерно распределены по всему «телу» проволоки.
На что обратить внимание
Отдельно обращаем ваше внимание, что недостаточно просто выбрать тип проволоки и приступить к сварке. Необходимо заранее знать, какой тип работ вы будете выполнять. Поскольку каждая проволока предназначения для выполнения определенной работы. Согласитесь, проволока для сварки полуавтоматом вряд ли подойдет для резки. Также у проволоки может быть различный диаметр. Он подбирается исходя из толщины свариваемого металла. Чем толщина больше, тем больше диаметр проволоки. Диаметр может быть от 0.8 до 12 миллиметров. Самый популярный – 3 миллиметра.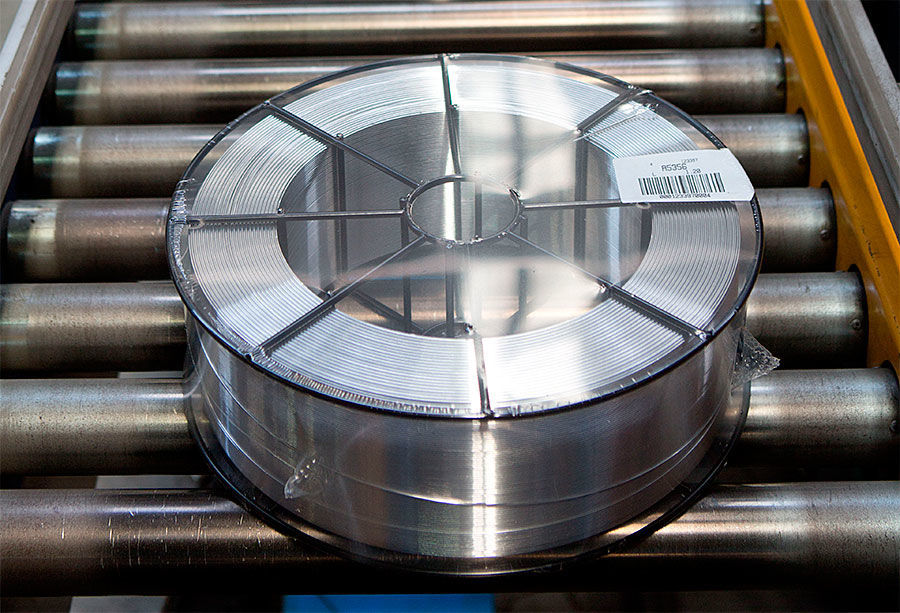
Как мы уж писали выше, проволока может быть предназначена для сварки различных металлов. По этому признаку тоже можно классифицировать проволоку. Например, в магазине продается титановая сварочная проволока, которая применяется для сварки титана.
Также перед сваркой необходимо ознакомиться с составом. Ведь сварочная проволока отличается еще и по своему наполнению, а также легированности. Именно поэтому для правильного подбора присадочного материала нужно знать состав сварочной проволоки.
Отдельная тема — это маркировка сварочной проволоки. Об этом мы поговорим далее.
Маркировка проволоки
Маркировка — это набор букв и чисел, в которых зашифрованы основные характеристики проволоки. Маркируется абсолютно вся проволока, вне зависимости от ее типа или назначения. В рамках этой статьи мы не сможем перечислить все марки сварочной проволоки, поскольку их насчитывается более 70. Но мы расскажем о том, как самостоятельно расшифровывать марки.
Для примера была выбрана марка проволоки Св-06Х19Н9Т. Зачастую она используется при электросварке, поэтому очень популярна.
Зачастую она используется при электросварке, поэтому очень популярна.
Начнем с букв «Св». «Св» означает, что такое проволока предназначена только для сварки. Не для резки или любых других работ. Исходя из этого мы понимаем, что первые две буквы описывают назначение присадки. Также существует обозначение «Нп». Оно означает, что это наплавочная проволока. Порошковая проволока обозначается «Пп».
После этого указывается цифра, описывающая содержание углерода. В нашем примере это 06, что означает 0,06 % углерода от общей массы присадочного материала. Вслед за углеродом обозначается, какие металлы присутствуют в проволоке и в каком количестве. В нашем примере это хром («Х») в количестве 19% («Х19»), никель («Н») в количестве 9% («Н9»0 и титан («Т»). Если металла в составе меньше 1%, то количество не указывается, как в случае с титаном в нашем примере.
Но что, если сварочная проволока содержит другие буквы? Например, Ю или Д. Достаточно запомнить, что они означают. «М» – это молибден, «С» – это кремний, «Ф» – это ванадий, «Ц» – это цирконий, «Д» – это медь, «Г» – это марганец, «Ю» – алюминий.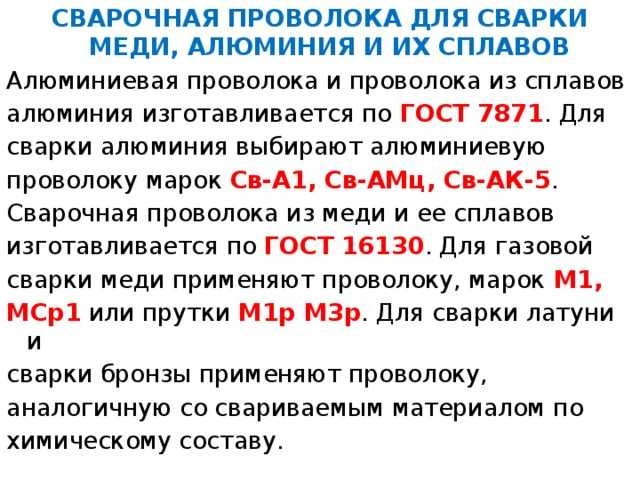
Популярные марки
Выше мы говорили, что существует более 70 марок присадочной проволоки. Новичкам нелегко разобраться в них, поэтому мы перечислим наиболее популярные марки. Вдруг вы найдете среди них именно ту, которая вам необходима.
Начнем с марки Св-10Г1СН. Эта марка одна из самых часто используемых. Данная проволока широко используется при сварке в среде защитного газа. Можно варить низколегированные конструкционные стали. Марка используется во многих областях промышленности: от горнодобывающей до нефтеперерабатывающей.
Читайте также: Расчет расхода сварочной проволоки на метр шва
Марки Св-10ГА, Св08А и Св08 применяется при сварке низкоуглеродистых металлов. Идеально подходят для аргонодуговой сварки. Также хорошо зарекомендовали себя при газовой сварке. Особенно, при работе с водопроводными трубами.
Марка Св-06Х19Н9Т (упоминаемая в примере маркировки), а также Св08ХН2М, Св08ХМФА и Св08ГС. Эти марки очень недорогие, но при этом выдают отличный результат сварки. Подойдут для сварки низколегированных сталей.
Подойдут для сварки низколегированных сталей.
При сварке высоколегированных металлов отличным выбором станут марки Св-08Н50, Св30Х25Н16Г7, Св07Х19Н10Б, Св10Х17Т и Св08Х20Н9Г7Т.
Вместо заключения
Похожие публикации
Характеристика, классификация и назначение сварочной проволоки . Сварочные работы. Практическое пособие
Для дуговой и газовой сварки, металлических конструкций, для наплавки и изготовления электродов применяется сварочная проволока сплошного сечения, выпускаемая по ГОСТ 2246–70. В соответствии с этими нормами промышленность выпускает проволоку трех групп: низкоуглеродистую, легированную и высоколегированную. Стандартный ассортимент насчитывает 77 марок сварочной проволоки диаметром от 0,3 до 12 мм. Проволоку диаметром от 2 до 6 мм применяют для автоматической и полуавтоматической сварки под флюсом. Проволоку диаметром от 1,6 до 12 мм используют для изготовления стержней электродов. Проволока диаметром от 0,3 до 1,6 мм предназначается в основном для автоматической и полуавтоматической сварки в защитном газе.
Проволока диаметром от 0,3 до 1,6 мм предназначается в основном для автоматической и полуавтоматической сварки в защитном газе.
Обозначение марок проволоки состоит из сочетания букв и цифр.
Индекс Св означает, что проволока сварочная. Следующие за индексом две цифры указывают среднее содержание в проволоке углерода в сотых долях процента. В остальном маркировка стальной сварочной проволоки соответствует маркировке сталей, где буквы указывают на содержание в проволоке легирующих элементов, а цифры – содержание этих элементов в процентах. Если цифры после буквенного обозначения легирующего элемента отсутствуют, это означает, что данного элемента в материале проволоки содержится менее 1 %. Буква А в конце условного обозначения марок низкоуглеродистой и легированной проволоки свидетельствует о повышенной чистоте металла с точки зрения содержания серы и фосфора. Двойная буква А указывает на пониженное содержание серы и фосфора по сравнению с предыдущей проволокой. Буква Г указывает на содержание марганца, буква С – на содержание кремния, буква Х – на содержание хрома и т. д. После обозначения марки стали через дефис могут быть написаны следующие заглавные буквы: Э – проволока для изготовления электродов; О – омедненная проволока; ВД – полученная вакуумно-дуговым переплавом, Ш – электрошлаковой выплавкой, ВИ – вакуумно-индукционным способом.
Буква Г указывает на содержание марганца, буква С – на содержание кремния, буква Х – на содержание хрома и т. д. После обозначения марки стали через дефис могут быть написаны следующие заглавные буквы: Э – проволока для изготовления электродов; О – омедненная проволока; ВД – полученная вакуумно-дуговым переплавом, Ш – электрошлаковой выплавкой, ВИ – вакуумно-индукционным способом.
Сварочная проволока поставляется в кассетах или намотанной на катушки. Масса одного мотка или бухты проволоки обычно не превышает 80 кг. Внутренний диаметр катушек и бухт проволоки, в зависимости от ее диаметра, может составлять 100–400 миллиметров.
По виду поверхности проволока производится неомедненной и омедненной. Толщина медного покрытия – 6 мкм. Поверхность проволоки должна быть чистой и гладкой, без трещин, расслоений, плен, закатов, забоин, окалины, ржавчины, масла и других загрязнений. Допускаются отдельные риски, царапины, местная рябизна, вмятины глубиной не более предельного отклонения по диаметру.
Химический состав проволоки оказывает большое влияние на качество сварного соединения. Поэтому марку сварочной проволоки выбирают в соответствии с химическим составом свариваемой стали. Так, для низкоуглеродистых и большинства низколегированных сталей применяют низкоуглеродистые (Св-08, Св-08А), марганцевые (Св-08ГА, Св-10ГА, Св-10Г2), кремнемарганцевые (Св-08ГС, Св-08Г2С, Св-12ГС) проволоки и др.
Для сварки высоколегированных сталей применяют специальные проволоки, легированные хромом, никелем, ванадием, молибденом, титаном, ниобием и т. д. Кроме того, для сварки таких сталей могут применяться проволоки, изготавливаемые по иным стандартам или техническим условиям.
Для сварки конструкций из углеродистых и низколегированных сталей в углекислом газе и его смесях, кроме проволоки, выпускаемой по ГОСТ 2246–70, применяют сварочную проволоку сплошного сечения, микролегированную редкоземельными металлами (РЗМ).
Проволока с РЗМ выпускается диаметром 2,0; 1,6; 1,4 и 1,2 мм. Углерода в ней содержится 0,11–0,17 %; марганца 1,5–1,9; кремния 0,7–1,1 и редкоземельных металлов около 0,03 %. Проволоку с РЗМ применяют наравне со стандартной проволокой для сварки в углекислом газе. Ею варят на постоянном токе прямой полярности («—» на электроде).
Углерода в ней содержится 0,11–0,17 %; марганца 1,5–1,9; кремния 0,7–1,1 и редкоземельных металлов около 0,03 %. Проволоку с РЗМ применяют наравне со стандартной проволокой для сварки в углекислом газе. Ею варят на постоянном токе прямой полярности («—» на электроде).
По сравнению с проволокой Св-08Г2С проволока с РЗМ имеет следующие преимущества:
? облегченное зажигание дуги и повышенная стабильность ее горения;
? возможность работы на повышенных плотностях тока;
? снижен уровень потерь металла на разбрызгивание;
? брызги практически не прилипают к изделию, поэтому не требуется последующая очистка, отпадает необходимость в нанесении на поверхность металла защитных средств, предотвращающих привариваемость брызг к свариваемой конструкции.
Использование повышенных плотностей тока дает возможность работать с такой проволокой на форсированных режимах и без ухудшения формирования шва получать хорошие механические свойства сварного соединения. Однако при сварке проволокой с РЗМ несколько возрастает излучение дуги в ультрафиолетовом диапазоне, а также количество озона в воздухе[13].
Для электродуговой наплавки выпускается стальная проволока диаметром 0,3–5,0 мм, которая поставляется свернутой в мотки с внутренним диаметром 150–700 мм и массой 1,5–30,0 кг. Ее обозначение начинается не с индекса «Св», а с индекса «Н». По химическому составу наплавочная проволока делится на несколько групп:
? проволока из углеродистой стали выпускается 8 марок: Нп-30; Нп-40; Нп-50; Нп-65; Нп-80; Нн-40Г; Нп-50Г и Нп-65Г;
? проволока из легированных сталей выпускается марок: Нп-30ХГСА, Нп-30Х5, Нп-5ХНМ, Нп-50ХФА и др.;
? проволока из высоколегированной стали выпускается марок: Нп-ЗХ13, Нп-45Х4ВЗФ, Нп-60ХЗВ10Ф, Нп-Х20Н80Т и др.
Марку проволоки выбирают в зависимости от требуемых механических свойств и химического состава наплавленного металла.
Кроме сплошной проволоки, для сварки и наплавки применяют порошковую проволоку, ленточные сплошные и порошковые присадочные материалы. Технические условия на наплавочную порошковую проволоку регламентируются ГОСТ 26101–84, а на порошковую проволоку для дуговой сварки углеродистых и низколегированных сталей – ГОСТ 26271–84. Порошковая проволока может иметь либо трубчатое, либо специальной формы сечение, увеличивающее коэффициент наплавки проволоки. Изготавливают ее путем непрерывного сворачивания низкоуглеродистой стальной ленты толщиной 0,2–1,0 мм и шириной 8–20 мм в трубку с одновременным заполнением этой трубки смесью мелко измельченных легирующих шлако– и газообразующих компонентов (шихтой).
Технические условия на наплавочную порошковую проволоку регламентируются ГОСТ 26101–84, а на порошковую проволоку для дуговой сварки углеродистых и низколегированных сталей – ГОСТ 26271–84. Порошковая проволока может иметь либо трубчатое, либо специальной формы сечение, увеличивающее коэффициент наплавки проволоки. Изготавливают ее путем непрерывного сворачивания низкоуглеродистой стальной ленты толщиной 0,2–1,0 мм и шириной 8–20 мм в трубку с одновременным заполнением этой трубки смесью мелко измельченных легирующих шлако– и газообразующих компонентов (шихтой).
Кроме трубчатой порошковой проволоки, в соответствии с ГОСТ 26467–85 выпускают порошковую ленту, использование которой многократно повышает производительность наплавочных работ. Наплавка и сварка порошковой проволокой может выполняться под слоем флюса, в углекислом газе или открытой дугой. Порошковая проволока для сварки под флюсом состоит из стальной оболочки и легирующего наполнителя, в котором количество шлако– и газообразующих компонентов сокращено, и применяется для сварки и наплавки высоколегированных сталей и сплавов.
Такая проволока маркируется буквами ПП с указанием стали, для наплавки которой она разработана. Например, ПП-Х10ВЦ, ПП-Х42ВФ.
Порошковая проволока для сварки в среде углекислого газа в наполнителе имеет сокращенное количество газообразующих компонентов. Сердечник такой проволоки в основном рутилового или рутил-флюоритного состава.
Проволока позволяет выполнять швы в нижнем и наклонном положениях. Порошковая проволока для сварки в среде углекислого газа выпускается марок: ПП-АН8, ПП-АН10, ПП-АН12, ПП-АН9 и др.
Самозащитная порошковая проволока имеет относительно небольшой коэффициент наплавки, пригодна для сварки горизонтальных, вертикальных швов и для сварки в нижнем и наклонном положениях. Сердечник такой проволоки рутил-органический или карбонат-флюоритный. Самозащитная проволока изготавливается марок: ПП-АНЗ, ПП-АН7, ПП-АН11, ЭПС-15/2, ЭПС-15М, СП-2, ППВ-5 и др.
Различные типы проволоки для сварки MIG — что нужно знать
Проволока для сварки MIG состоит из намотанного на катушку электрода, который подается через «пистолет» для сварки MIG и нагревается для расплавления металла и соединения заготовок.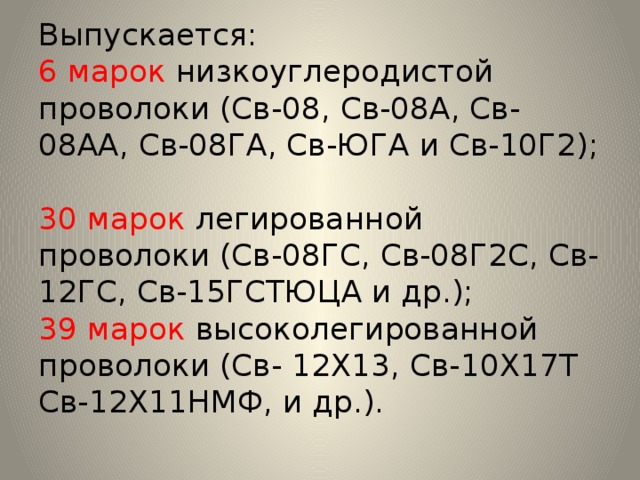 Звучит достаточно просто, верно?
Звучит достаточно просто, верно?
Ну, это не так просто. Существует множество различных типов сварочной проволоки MIG, и в этой статье мы расскажем о некоторых различиях между ними, о том, что следует учитывать при выборе сварочной проволоки, и о важности выбора высококачественной проволоки.
Проволока с флюсовым сердечником и сплошная сварочная проволока MIG
Существует два основных типа сварочной проволоки MIG: проволока с флюсовым сердечником и сплошная сварочная проволока MIG.
Порошковая проволока представляет собой металлический электрод, который содержит «флюсовую смесь» внутри электрода. Когда проволока плавится и вступает в реакцию со сварочной дугой, образуется газ, защищающий сварной шов от кислорода, который может вызвать дефекты сварного шва. Это означает, что для этого типа проволоки не требуется защитный газ, хотя в некоторых случаях защитный газ может использоваться вместе с проволокой с флюсовой сердцевиной для еще большей защиты.
Напротив, сплошные проволочные электроды — это именно то, на что они похожи — большие катушки сплошной металлической проволоки, не содержащие флюса. Это означает, что они должны использоваться с защитным газом. Наиболее распространенным защитным газом является 75% аргона и 25% углекислого газа. Сварочная горелка подает постоянный поток газа из баллона, который окружает электрод и область сварки, чтобы предотвратить окисление и дефекты сварного шва.
В зависимости от применения оба типа проволоки для сварки MIG (сплошная и с флюсовым сердечником) могут быть изготовлены из различных материалов, включая алюминий, нержавеющую сталь, медь и серебро, и это лишь некоторые из них.
Что следует учитывать при выборе проволоки для сварки MIG
Хотите знать, на что следует обратить внимание при выборе проволоки для сварки MIG? Ни один из типов не превосходит другой — скорее, правильный выбор зависит от вашей ситуации и предпочтений. Вот несколько моментов, о которых следует помнить, выбирая сварочную проволоку для сварки MIG.
- Требуемая чистота сварного шва – Как правило, сплошные сварочные проволоки MIG, используемые в защитных газах, обеспечивают более чистый сварной шов с гораздо меньшим разбрызгиванием по сравнению с порошковой проволокой. Брызги не обязательно влияют на качество сварного шва, но могут потребоваться дополнительная шлифовка, полировка и отделка для их удаления перед покраской или другой подобной подготовкой поверхности, поэтому в таких ситуациях чаще используется сплошная проволока.
- Материал заготовки – Для разных материалов используются разные типы проволоки. Проволока ER70S-3 часто используется для чистой, не содержащей масла и ржавчины мягкой стали, а ER70S-6 содержит раскислитель и используется для мягкой стали, загрязненной коррозией или прокатной окалиной.
- Окружающая среда — В очень ветреных или сложных условиях окружающей среды лучше использовать проволоку с флюсовым сердечником. Газ, используемый для защиты сплошной сварочной проволоки MIG, может быть унесен ветром во время сварки в ветреную погоду, поэтому, если не используется ветрозащитный экран, это приводит к ухудшению качества сварного шва.
 Поскольку порошковая проволока содержит газы, выделяющиеся при ее нагреве, металл в этих условиях экранируется более эффективно.
Поскольку порошковая проволока содержит газы, выделяющиеся при ее нагреве, металл в этих условиях экранируется более эффективно. - Толщина проволоки – Как правило, для более толстых заготовок рекомендуется более толстая проволока. Проволока диаметром 0,35 дюйма является стандартной для большинства сварных швов, но ее может не хватить для очень толстых кусков металла. Для создания прочного сварного шва может потребоваться несколько проходов.
- Мощность сварочного аппарата – тесно связана с толщиной проволоки. Чем выше напряжение и мощность сварочного аппарата MIG, тем большую толщину он может обрабатывать. Использование более толстой проволоки не рекомендуется для маломощных аппаратов для сварки MIG. Более низкая общая сила тока и выходная мощность могут привести к неправильному расплавлению заготовок и созданию качественного сварного шва. Всегда сверяйтесь с инструкциями производителя, чтобы узнать максимальную рекомендуемую толщину проволоки.

Независимо от того, какой тип сварочной проволоки MIG вы покупаете, вы всегда должны инвестировать в высококачественную проволоку. По сравнению со сварочной проволокой более низкого качества, качественная проволока для сварки MIG более щадящая, может обеспечить более надежный сварной шов даже в далеко не идеальных условиях и по-прежнему составляет лишь часть общих затрат на сварку.
Нужна помощь в поиске подходящей проволоки для сварки MIG? Свяжитесь с Vern Lewis Welding Supply
Vern Lewis Welding Supply предлагает широкий ассортимент сварочной проволоки MIG и газов для сварки MIG. Свариваете ли вы сталь, алюминий, медь или любой другой материал, мы можем предоставить вам сварочную проволоку и газы, необходимые для выполнения работы.
Нужна помощь в выборе подходящих продуктов? Свяжитесь с нами для получения дополнительной информации о вашей работе и вашей ситуации, и наша команда экспертов будет рада помочь.
Похожие сообщения
Спасибо всем членам нашей команды!
Последние несколько месяцев были трудным и беспрецедентным временем для многих предприятий долины. В Vern Lewis Welding Supply нам посчастливилось продолжать служить нашему сообществу в течение этого времени, и мы не смогли бы сделать это без наших преданных сотрудников. Ваши усилия не остались незамеченными и ваши…
Подробнее Спасибо всем членам нашей команды!Продолжить
Важность профилактического обслуживания сварочного оборудования
В своей жизни вы, вероятно, слышали печально известную старую пословицу Бенджамина Франклина: «Унция профилактики стоит фунта лечения». Эта поговорка актуальна для всех аспектов жизни, от здравоохранения и сельского хозяйства до владения домом и обслуживания автомобилей. В наши дни это также включает в себя необходимость заботиться о…
Подробнее Важность профилактического обслуживания сварочного оборудованияПродолжить
Различные виды сварки металлов
Археологи обнаружили свидетельства того, что сварка существовала по крайней мере еще в 3300 г. до н.э. во времена бронзового века. В Египте были обнаружены небольшие золотые ящики той эпохи с приваренными ручками. Считается, что процесс сварки состоял из нагревания двух кусков металла и их сбивания молотком. Перемотка вперед к…
Подробнее Различные виды сварки металловПродолжить
Какой сварочный аппарат лучше всего подходит для домашнего использования?
Выбор лучшего сварочного аппарата для домашнего использования может быть трудным и сложным. При наличии на рынке бесчисленного множества сварочных аппаратов поиск подходящего сварщика требует много исследований. Есть много факторов, которые следует учитывать при совершении этой покупки. Во-первых, вам нужно будет знать, какой тип сварки вы будете делать….
Во-первых, вам нужно будет знать, какой тип сварки вы будете делать….
Подробнее Какой сварочный аппарат лучше для домашнего использования?Продолжить
Является ли сварка MIG безопасной и эффективной для профессионалов и любителей?
Поскольку технологии продолжают развиваться, сварка металлов в среде инертного газа (MIG) считается стандартным методом в отрасли. Благодаря использованию гибкого оборудования и материалов, сварка MIG остается любимой как среди профессионалов, так и среди любителей. Точно так же гибкость сварки MIG иногда заставляет пользователей чувствовать себя более комфортно, чем это требует безопасность. Если вы заинтересованы в добавлении…
Подробнее Является ли сварка MIG безопасной и эффективной для профессионалов и любителей?Продолжить
Что такое углеродная дуговая сварка?
Даже люди, которые никогда в жизни не брали в руки сварочный аппарат, вероятно, понимают основную концепцию дуговой сварки. Нагретая горелка или сварочный аппарат создает электрическую дугу между металлическим электродом, расположенным на конце сварочного аппарата, и обрабатываемым куском металла. Тепло применяется до конца…
Подробнее Что такое углеродная дуговая сварка? Продолжить
Сварочная проволока — Tricor Metals
Титановая сварочная проволока, циркониевая сварочная проволока, танталовая сварочная проволока
| AMS | АВС | ОМАТ | СПЛАВ |
|---|---|---|---|
| 4180 | А5.10 ЭР1100 | Tricor™1100 Алюминий | |
| 4181 | А5.10 Р-А356. 0 0 | Tricor™356 и 4008 Алюминий | |
| 4184 | А5.10 ЭР4145 | 337 | Tricor™4145 Алюминий |
| 4189 | А5.10 ЭР4643 | Tricor™4643 Алюминий | |
| 4190 | А5.10 ЭР4043 | 310 | Tricor™4043 Алюминий |
| 4191 | А5.10 ER2319 | 3/264 | Tricor™2319 Алюминий |
| 4246 | А5.10 Р-А 357.0 | Tricor™357 и 4011 Алюминий | |
| 4395 | А5.19 ЭР АЗ92А | 308 | Tricor™AZ92A Магний |
| 4396 | А5.19 ЭРЕЗ33А | Tricor™EZ33A Магний | |
| — | А5.16 ЕРТИ-1 | Tricor™CP Ti – ERTi 1 | |
| 4951 | А5. 16 ЭРТИ-2 16 ЭРТИ-2 | 366 | Tricor™CP Ti – ERTi 2 |
| 4952 | — | 3/250 | Tricor™Ti 6-2-4-2 |
| — | А5.16 ЕРТИ-7 | Tricor™TiPd – ERTi 7 | |
| 4954 | А5.16 ЭРТИ-5 | 3/145 | Tricor™Ti 6AL-4V |
| 4956 | А5.16 ЭРТИ-23 | 3//145 | Tricor™Ti 6AL-4V ELI |
| Tricor™Ti 15-3-3-3 (BMS7-331) | |||
| — | А5.24 ЭРЗР2 | Tricor™ZR 702 | |
| 5680 | А5.9 ER347 | Tricor™347 Нержавеющая сталь | |
| 5683 | — | Tricor™Сплав 42 | |
| 5687 | — | Tricor™Alloy I-600 | |
| 5689 | — | Tricor™321 нержавеющая сталь | |
| 5690 | А5. 9 ER316 9 ER316 | Tricor™316 нержавеющая сталь | |
| — | А5.9ЭР316Л | Tricor™ 316L, нержавеющая сталь | |
| — | А5.9 ER308 | Tricor™308 нержавеющая сталь | |
| — | А5.9 ЭР308Л | Tricor™ 308L Нержавеющая сталь | |
| 5694 | А5.9 ER310 | 3/104 | Tricor™310 нержавеющая сталь |
| 5697 | — | Tricor™304 нержавеющая сталь | |
| 5776 | А5.9ЭР410 | Tricor™410 нержавеющая сталь | |
| 5778 | — | 3/167 | Tricor™Сплав 69/X750 |
| 5784 | А5.9ER312 | 3/163 | Tricor™312 нержавеющая сталь (29-9) |
| 5786 | А5. 14 ЭРНИМО-3 14 ЭРНИМО-3 | 333 | Tricor™Alloy H-W |
| 5789 | — | 3/83 | Tricor™Сплав 31 |
| 5794 | — | 3/166 | Tricor™Alloy N-155 (Multimet®) |
| 5796 | — | 3/64 | Tricor™ Alloy L-605 (H-25) |
| 5798 | А5.14 ЭРНИКРМО-2 | 3/165 | Tricor™Alloy H-X |
| 5800 | — | Трикор™Рене 41 | |
| 5801 | — | Трикор™H-188 | |
| 5804 | — | Tricor™A286 Нержавеющая сталь (STD) | |
| 5817 | — | Tricor™Греческий Ascoloy | |
| 5821 | — | Трикор™410 МОД | |
| 5823 | — | 3/54 | Tricor™ Jethete M190 |
| 5825 | — | Tricor™17-4 нержавеющая сталь | |
| 5828 | — | 3/99 | Tricor™Waspaloy |
| 5832 | A5. 14 ЭРНИФЕКР-2 14 ЭРНИФЕКР-2 | 3/206 | Tricor™Сплав 718 |
| 5836 | А5.14 ЭРНИКР-3 | 3/170 | Tricor™Сплав 82 |
| 5837 | А5.14 ЭРНИКРМО-3 | 3/172 | Tricor™Сплав 625 |
| 5838 | — | Трикор™ H-S | |
| 5939 | A5.14 ЭРНИКРВМО-1 | Tricor™Alloy 230W® | |
| 5966 | — | 3/62 | Трикор™C-263 |
| 6457 | — | Трикор™4130VM | |
| 6458 | — | Трикор™17-22ВМ | |
| — | AWS A5.14 ERNI-CL | Tricor™Никель 200 | |
| — | АВС А5.14 ЕРНИ-1 | Tricor™Никель 61 | |
| — | АВС А5. 9 ER430 9 ER430 | Tricor™430 нержавеющая сталь | |
| PWA 694, GE B50TF55, MSRR.9500-226 | 3/82 | Tricor™Сплав 694 | |
| — | АРМ А5.14 ЭРНИМО-10 | ХАСТЕЛЛОЙ® B-3® | |
| — | АВС А5.14 ЭРНИКРМО-10 | ХАСТЕЛЛОЙ® С-22® | |
| — | АВС А5.14 ЭРНИКРМО-4 | ХАСТЕЛЛОЙ® С-276 | |
| — | AWS A5.14 ERNICRMO-17 | ХАСТЕЛЛОЙ® C-2000® | |
| — | AWS A5.14 ERNICRMO-11 | ХАСТЕЛЛОЙ® G-30® | |
| — | AWS A5.14 ERNICRCOMO-1 | Tricor™Сплав 617 | |
| — | АВС А5.9 ER240 | Трикор™ER240 | |
| — | АВС А5. 9 ER219 9 ER219 | Трикор™ER219 | |
| — | АВС А5.9 ER209 | Трикор™ER209 | |
| MS20995C и ASTM A580 | Сплав 694 | ||
| MS20995N и АМС 5687 | 302/304 Стопорная проволока | ||
| MS9226 | Стопорная проволока I-600 | ||
| MS20995NC и АМС 4730 | Окисленный 600 Стопорная проволока | ||
| Стопорная проволока из сплава М-400 | |||
| ® Зарегистрированная торговая марка Haynes International. | |||
ТИТАН 1 ПРОВОД –ПРЯМАЯ ДЛИНА АМС А5. | |
|---|---|
| Диаметр | Длина |
| 0,030 | 36″ |
| 0,045 | 36″ |
| 0,062 | 36″ |
| 0,078 | 36″ |
| 0,083 | 36″ |
| 0,093 | 36″ |
| 0,125 | 36″ |
| Примечание: 36″ Стандартная длина Другие длины доступны по запросу | |
 16 ЕРТИ-1
16 ЕРТИ-1ТИТАН 2 ПРОВОДА –ПРЯМАЯ ДЛИНА АМС А5.16 ЕРТИ-2 | |
|---|---|
| Диаметр | Длина |
| 0,030 | 36″ |
| 0,045 | 36″ |
| 0,062 | 36″ |
| 0,093 | 36″ |
| 0,125 | 36″ |
| Примечание: 36″ Стандартная длина Другие длины доступны по запросу | |
ТИТАН 7 ПРОВОД –ПРЯМАЯ ДЛИНА АВС А5. | |
|---|---|
| Диаметр | Длина |
| 0,062 | 36″ |
| 0,093 | 36″ |
| 0,125 | 36″ |
| Примечание: 36″ Стандартная длина Другие длины доступны по запросу | |
 16 ЕРТИ-7
16 ЕРТИ-7ПРОВОД ИЗ ЦИРКОНИЯ МАРКИ 702 –ПРЯМАЯ ДЛИНА АВС А5.24 ЕРЗР 2 | |
|---|---|
| Диаметр | Длина |
| 0,045 | 36″ |
| 0,062 | 36″ |
| 0,093 | 36″ |
| 0,125 | 36″
|
| Примечание: 36″ Стандартная длина Другие длины доступны по запросу | |
ТАНТАЛОВАЯ ПРОВОДКА / КАТУШКААСТМ Б 365 Р05252 | |
|---|---|
| Диаметр 0,600 | |
ТАНТАЛОВАЯ ПРОВОДА – ПРЯМАЯ ДЛИНААСТМ Б 365 Р05252 | |
|---|---|
| Примечание: Доступен в диаметре 0,100 Стандартная длина 36″ Другие длины доступны по запросу |
Ищи:
Сплавы Astrolite®
Трикор® Промышленный
Продукция – US Welding Corporation
Сварочная проволока мирового класса для ответственных применений
United States Welding Corporation является признанным лидером в области сварочной промышленности по разработке присадочного металла с 1960 года. Повышение надежности ремонтной сварки и более широкое использование «переработанных» компонентов газовых турбин были достигнуты за счет более низкого содержания микроэлементов и вакуумной плавки. в спецификации аэрокосмических материалов (AMS).
Повышение надежности ремонтной сварки и более широкое использование «переработанных» компонентов газовых турбин были достигнуты за счет более низкого содержания микроэлементов и вакуумной плавки. в спецификации аэрокосмических материалов (AMS).
Кроме того, постоянное совершенствование оборудования для производства проволоки и процедур контроля качества в сочетании с большей надежностью MC-GRADE ® Сварочная проволока продвинули этот сегмент сварочной промышленности.
Сплавы для технического обслуживания турбин
ER100S-1 (TURBALOY ® 100) ER120S-1 (TURBALOY ® 120) и ER140S-1 (TURBALOY ® 140) Группа конструкционных материалов. Они поддерживают низкий уровень углерода и получают прочность за счет добавления выбранных металлических элементов переходной группы. Этот подход поддерживает контролируемые низкие уровни углеродного эквивалента и улучшает свариваемость.
Такие высокоразвитые сплавы часто используются в состоянии после сварки для критических применений. Эти высококачественные присадочные металлы часто используются для сборки и восстановления роторов наземных турбин.
Эти высококачественные присадочные металлы часто используются для сборки и восстановления роторов наземных турбин.
U.S. Welding производит специальные высокочистые ER100S-1 (TURBALOY ® 100) и ER120S-1 (TURBALOY ® 120) и ER140S-1 (TURBALOY ® 140) типы для сварки присадочных металлов критических типов. Включения, остатки и микроэлементы строго контролируются, поэтому восприимчивость к дефектам сварки, вызванным водородом, сведена к минимуму.
Столь детальное прикладное качество металлургии достигается за счет тщательного выбора исходного материала, выплавленного в вакууме, и его переработки в присадочную проволоку с использованием запатентованного и современного оборудования. Эта технология с высокой добавленной стоимостью обеспечивает выдающиеся сварочные материалы для взыскательных инженеров-сварщиков.
Использование присадочных металлов высокой чистоты MC-GRADE ® дает множество преимуществ. Сварочные процедуры могут справиться с большим рабочим окном, и достижимы более высокие запасы свойств, когда остаточное напряжение и водородное охрупчивание являются проблемами, которые необходимо преодолеть.
Большая часть этого преимущества достигается за счет контроля внутритканевых газов, микроэлементов и неизменной чистоты поверхности проволоки.
MAR-M-918 (TURBALOY ® 918) и FSX 414LC (TURBALOY ® 414LC)
Многие монокристаллические и высокотемпературные никелевые и кобальтовые суперсплавы, отлитые по выплавляемым моделям, упрочняются с высокой объемной долей секунды. фазово-связные осадки.
Такие материалы плохо поддаются сварке. Для получения воспроизводимых и надежных сварных соединений требуются точные процедуры. Восприимчивость к дефектам микроликвации преодолевается за счет использования сварочных присадочных сплавов высокой чистоты в сочетании с другими специальными средствами контроля подвода тепла, концентрации остаточных напряжений, характеристик источника питания и выбора защитного газа. Сварка США, металлургический контроль (MC-GRADE ® ) MAR-M-918 (TURBALOY ® 918), MAR-M-918 MOD (TURBALOY® 918 MOD. ) FSX 414LC (TURBALOY ® 414LC) и NOZZALOY ® сварочная проволока и пруток с чрезвычайно строгим контролем вредных примесей и межпоровых газов, используемых для MRO форсунок IGT, лопаток и восстановления лопаток на таких сплавах, как IN738 и FSX414.
) FSX 414LC (TURBALOY ® 414LC) и NOZZALOY ® сварочная проволока и пруток с чрезвычайно строгим контролем вредных примесей и межпоровых газов, используемых для MRO форсунок IGT, лопаток и восстановления лопаток на таких сплавах, как IN738 и FSX414.
MC-GRADE ® Многослойный присадочный металл, расплавленный в вакууме, имеет неизменно чистую, не содержащую смазки поверхность проволоки и доступен в виде прямых отрезков или катушек непрерывной длины для ручного или автоматического применения GTAW.
NOZZALOY ® является зарегистрированным товарным знаком General Electric Co.
Сварочная проволока из низколегированной стали, расплавленная в вакууме
Сварочная проволока MC-GRADE ® с металлургическим контролем United States Welding Corporation производится из материала, расплавленного в вакууме. Этот материал имеет сверхнизкие уровни промежуточных газовых элементов кислорода, водорода и азота. Также в нем очень мало микроэлементов. Эта проволока по своей природе чище, чем проволока, изготовленная любым другим способом.
Также в нем очень мало микроэлементов. Эта проволока по своей природе чище, чем проволока, изготовленная любым другим способом.
При обработке MC проволока скручивается, а не вытягивается. Это обеспечивает очень гладкую поверхность без введения смазочных материалов. Поэтому медное покрытие не требуется. Затем материал упаковывается в пароизоляционные конверты для предотвращения окисления поверхности.
| Идентификация сварочной проволоки (обозначение сварки в США) | Основной металл Сплав | Номинальный состав | Применимо Спецификация |
| 6457-В | 4130 | 0,95Cr – 0,20 Mo – 0,3C | АМС 6457 |
| 6452-В | 4140 | 0,95Cr – 0,20 Mo – 0,4C | АМС 6452 |
| 6456-В | 4340 | 2Ni – 0,8Cr – 0,3 Mo – 0,4C | АМС 6456 |
| 6461-В | 6130 | 1Cr – 0,2 В – 0,3 С | АМС 6461 |
| 6458-В | 17-22А(С) | 1.  |