Марки сварочной проволоки для полуавтомата: Марки и характеристики сварочной проволоки.
Содержание
Советы профессионалов и обзоры на продукцию Кедр
Газосварочная резка металла
Как выбрать сварочный газ
Как выбрать сварочные материалы
Сварка стали
Светофильтр «Хамелеон» в сварочной маске: особенности, устройство и характеристики
Кровельная горелка – устройство, виды, характеристики, применение
Обратная связь
Оставьте заявку, и мы свяжемся с вами в ближайшее время.
Нажимая на кнопку, вы даете согласие на обработку персональных данных и соглашаетесь с политикой конфиденциальности.
Отправить
Не хватает прав доступа к веб-форме.
Написать hr-директору
Оставьте заявку, и мы свяжемся с вами в ближайшее время.
Нажимая на кнопку, вы даете согласие на обработку персональных данных и соглашаетесь с
политикой конфиденциальности.
Отправить
Хочу работать у вас
Оставьте заявку, и мы свяжемся с вами в ближайшее время.
Нажимая на кнопку, вы даете согласие на обработку персональных данных и соглашаетесь с
политикой конфиденциальности.
Отправить
Купить
Оставьте заявку, и мы свяжемся с вами в ближайшее время.
Советы профессионалов и обзоры на продукцию Кедр
Газосварочная резка металла
Как выбрать сварочный газ
Как выбрать сварочные материалы
Сварка стали
Светофильтр «Хамелеон» в сварочной маске: особенности, устройство и характеристики
Кровельная горелка – устройство, виды, характеристики, применение
Обратная связь
Оставьте заявку, и мы свяжемся с вами в ближайшее время.
Нажимая на кнопку, вы даете согласие на обработку персональных данных и соглашаетесь с политикой конфиденциальности.
Отправить
Не хватает прав доступа к веб-форме.
Написать hr-директору
Оставьте заявку, и мы свяжемся с вами в ближайшее время.
Нажимая на кнопку, вы даете согласие на обработку персональных данных и соглашаетесь с
политикой конфиденциальности.
Отправить
Хочу работать у вас
Оставьте заявку, и мы свяжемся с вами в ближайшее время.
Нажимая на кнопку, вы даете согласие на обработку персональных данных и соглашаетесь с
политикой конфиденциальности.
Отправить
Купить
Оставьте заявку, и мы свяжемся с вами в ближайшее время.
Трубопровод® 80Ni1
Диаметры/упаковка
| Диаметры | Катушка 10 фунтов | 30-фунтовая катушка | 33-фунтовая катушка |
|---|---|---|---|
| 0,040 дюйма (1,0 мм) | ED033119 | ED033121 | |
| 0,047 дюйма (1,2 мм) | ED033122 | ED033120 |
МИГ (GMAW)
КЛАССИФИКАЦИИ:
ER80S-G
Pipeliner® 80Ni1 от Lincoln Electric представляет собой микролегированную проволоку MIG, предназначенную для полуавтоматической или автоматической сварки корневых, горячих, заполняющих и закрывающих проходов.
Диаметр
Выберите диаметр
- 0,040 дюйма (1,0 мм)
- 0,047 дюйма (1,2 мм)
Упаковка
Выберите пакет
- Катушка 10 фунтов
- ШПУЛЬ 30 ФУНТОВ
- ШПУЛЬ 33 ФУНТА
Купить сейчас
Эта микролегированная проволока MIG предназначена для полуавтоматической или автоматической сварки корневых, горячих, заполняющих и закрывающих швов на трубах класса до X80 и корневых швов на трубах класса до X100.
Характеристики
- Возможность корневого прохода для труб класса прочности до X100 и горячего, заполняющего и закрывающего прохода для труб класса прочности до X80
- Ударная вязкость, способная превышать 69–95 Дж (51–70 ft·lbf) при -50°C (-58°F)
- Q2 Lot® — Сертификат, показывающий фактический химический состав месторождения, доступный онлайн
- Отличное расположение проволоки для сварки в узкую разделку
- Система упаковки ProTech®
Типичные области применения
- Сварка корня шва на трубах класса прочности до X100
- Горячая, заполняющая и защитная сварка труб класса прочности до X80
- Трубопровод
- Оффшор
Сварочные позиции
- Все
Защитный газ
- 100% CO2|Смешанный защитный газ
Предупреждение —
Рак и репродуктивный вред —
www. P65Warnings.ca.gov
P65Warnings.ca.gov
| СООТВЕТСТВИЕ | СПЕЦИФИКАЦИЯ | КЛАССИФИКАЦИЯ |
|---|---|---|
| АМС | АМС А5.28 | ЭР80С-Г |
| АБС | АБС — Часть 2 | 5YQ500SA h20 |
| CWB | АМС А5. 28 28 | ЭР80С-Г |
| ДНВ-ГЛ | ДНВ — 2,9 | В Y50MS H5 |
| ЛР | ЛР — Глава 11 | 5Y50S H5 |
| Классификация | Защитный газ | Полярность | Предел текучести при смещении 0,2% МПа (фунтов на квадратный дюйм) | Прочность на растяжение МПа (фунтов на квадратный дюйм) | Удлинение % | Шарпи V-образный вырез Дж (фут-фунт) при -30°C (-20°F) | Шарпи V-образный вырез Дж (фут-фунт) при -60°C (-75°F) | Твердость по Роквеллу B |
|---|---|---|---|---|---|---|---|---|
| ER80S-G Требование | Не указан | DC+ | 550 (80) мин. | Информация. Только | ||||
| Типичный результат после сварки | 80% аргона, 20% СО2 | DC+ | 510-600 (74-87) | 620-670 (90-97) | 25-27 | 92-142 (68-105) | 68-100 (50-74) | 91-95 |
| Классификация | Защитный газ | Полярность | %С | %Cr | %Cu | %Mn | % Мо | %Ni | %Р | %S | %Si | %Ti | %В | %Zr |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Типичный результат | 80% аргона, 20% СО2 | DC+ | 0,06-0,09 | 0,03-0,05 | 0,16-0,20 | 1,27-1,32 | 0,02 макс. | 0,75-0,87 | 0,005-0,009 | 0,005-0,009 | 0,56-0,65 | 0,03 | 0,005 макс. | 0,001 макс. |
| Классификация | %Al | %С | %Cr | %Mn | % Мо | %Ni | %Р | %S | %Si | %Ti | %В | %Zr | %Ti+Zr | %Всего Cu |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| ER80S-G Требование | 0,30 мин.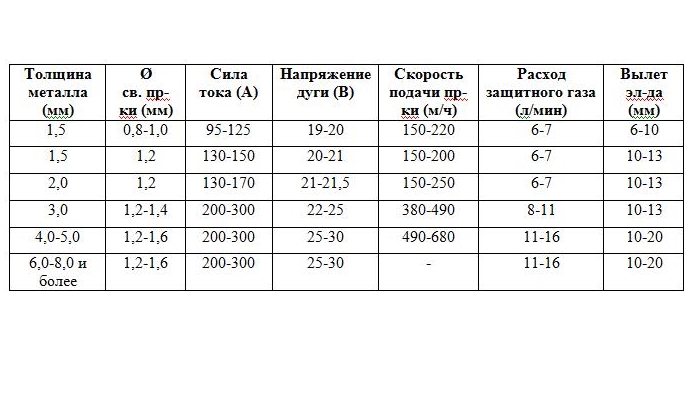 * * | 0,20 мин. * | 0,50 мин. * | |||||||||||
| Типичный результат | 0,01 макс. | 0,06-0,08 | 0,04 | 1,46-1,57 | 0,01 макс. | 0,84-0,92 | 0,005-0,010 | 0,005-0,011 | 0,74-0,77 | 0,07 | 0,01 макс. | 0,001 макс. | 0,04-0,06 | 0,19-0,21 |
| Примечание |
|---|
| * Чтобы соответствовать требованиям классификации «G», химический состав электрода должен соответствовать минимальным требованиям для одного или нескольких из |
Руководство для начинающих по сварке МИГ — PrimeWeld
Сварка МИГ, разработанная после Второй мировой войны, — это всегда популярный сварочный процесс. Процесс был разработан на основе сварки металлов в среде защитных газов. Это лучший процесс сварки стали, особенно нержавеющей и низкоуглеродистой стали.
Процесс был разработан на основе сварки металлов в среде защитных газов. Это лучший процесс сварки стали, особенно нержавеющей и низкоуглеродистой стали.
Вы должны понимать, что эта тема не совсем для опытных профессионалов, которые ежедневно работают со сварочным аппаратом MIG. Но если у вас есть опыт и вы хотите добавить сварочную проволоку в свою дугу для домашних проектов, сварка в среде инертного газа, более известная под аббревиатурами MIG или GMAW, наверняка вас заинтересует. В этом подробном руководстве мы расскажем вам все об этой технике сварки и обо всем, что вам нужно для начала работы.
Перейти к разделу:
- Что такое сварка MIG?
- Наука, стоящая за сваркой MIG
- Какие расходные материалы необходимы для сварки MIG?
- Начало работы со сварочным аппаратом MIG
- Сварка MIG
- Сварка MIG за и против
- Часто задаваемые вопросы по сварке MIG
- Следующие шаги: что делать после обучения сварке MIG
Что такое сварка MIG?
Процесс сварки MIG представляет собой процесс непрерывной дуговой сварки, при котором сварочная ванна защищена инертным защитным газом, который течет из горелки на свариваемую деталь.
Тот факт, что это непрерывный процесс сварки проволокой, делает эту технику идеальной для высокопроизводительных проектов. В то же время наличие газа позволяет работать без шлака.
Что означает MIG?
MIG — это аббревиатура от инертного газа металла. Он также известен как сварка проволокой или дуговая сварка металлическим газом (GMAW). Это один из самых популярных сварочных процессов после дуговой (стержневой) сварки защитным металлом. Сварка MIG является частью четырех типов сварочных процессов. Остальные три — это сварка вольфрамовым электродом в среде инертного газа (TIG), сварка электродом или дуговая сварка в среде защитного металла (SMAW) и дуговая сварка с флюсовой проволокой (FCAW).
MIG обычно сравнивают с TIG, что означает вольфрамовый инертный газ. Вот чем отличаются эти две процедуры.
Наука, стоящая за сваркой MIG
Сварка металлов в среде инертного газа использует электричество для расплавления и последующего соединения кусков металла для получения прочного, долговечного и относительно эстетичного сварного шва. Наука, стоящая за этим, включает использование защитного газа для предотвращения загрязнения или окисления сварочной ванны при одновременном снижении горючести материалов.
Наука, стоящая за этим, включает использование защитного газа для предотвращения загрязнения или окисления сварочной ванны при одновременном снижении горючести материалов.
Как это работает?
Сварка MIG использует электрический ток для создания дуги между электродной проволокой и свариваемым металлическим изделием. Дуга плавит проволоку, которая затем осаждается для создания фактического сварного шва.
Когда источник тепла (горелка) удаляется, сварочная ванна охлаждается, затвердевает и образует новый кусок расплавленного металла (сварной шов). Все это происходит у сопла горелки MIG, ручного устройства, похожего на пистолет для раздачи топлива. Горелка одновременно подает в сварной шов электродную проволоку и инертный защитный газ.
Какие расходные материалы необходимы для сварки MIG?
Ниже приведен список расходных материалов, которые вам понадобятся, когда вы будете готовы начать сварку MIG.
Сварочный аппарат MIG
Сварочный аппарат MIG является наиболее важным оборудованием для сварки. Вы можете получить бюджетный сварочный аппарат менее чем за 500 долларов. Сварочный аппарат MIG — универсальный аппарат. Он также часто подходит для сварки MAG. Ваш уровень квалификации, процесс сварки, сварочный проект или приложение, а также бюджет должны учитываться при выборе сварочного аппарата MIG в соответствии со школой сварки Талсы. Рекомендуется регулируемая сила тока от 30 до 200 А.
Вы можете получить бюджетный сварочный аппарат менее чем за 500 долларов. Сварочный аппарат MIG — универсальный аппарат. Он также часто подходит для сварки MAG. Ваш уровень квалификации, процесс сварки, сварочный проект или приложение, а также бюджет должны учитываться при выборе сварочного аппарата MIG в соответствии со школой сварки Талсы. Рекомендуется регулируемая сила тока от 30 до 200 А.
Газовый баллон и защитный газ
Вам нужен газовый баллон для инертного газа. Они обычно доступны в различных размерах от 40 до 80 до 125 кубических футов баков. Помните, что газовые баллоны имеют особые меры предосторожности. Баллон должен иметь дату гидроиспытаний не менее 10 лет. Он также должен соответствовать стандартам регулирующих организаций, таких как DOT, CE и ISO. Для общего использования вы можете выбрать аргон в качестве инертного газа, когда собираетесь сваривать материалы из углеродистой стали с высококачественными материалами, нержавеющей сталью и цветными материалами, такими как алюминиевые и медные сплавы.
Правильная проволока
Сварочные аппараты MIG используют непрерывную проволоку. С этими проводами вы можете иметь более высокую плотность тока, чем те, которые могут быть допущены электродами с покрытием, используемыми в других процессах. В электродах с покрытием чрезмерная плотность тока вызывает растрескивание покрытия из-за разных коэффициентов расширения между металлическим сердечником и самим покрытием. Однако при использовании непрерывных проводов можно получить большее проникновение.
Большинство проволок для сварки MIG имеют диаметр от 0,8 до 1,2 мм, хотя есть толстые проволоки диаметром 1,6 мм и 2 мм. Также нередки особо тонкие провода диаметром 0,6 мм.
Проволока диаметром 0,6 мм особенно подходит для небольших сварочных аппаратов и тонких листов. Чем толще материалы, тем толще провода.
Обычно ограничивающим фактором при выборе проволоки является сварочный аппарат. Выбирайте проволоку, которую можно обрабатывать на вашем оборудовании.
Шлем с автоматическим затемнением
Искры от сварки и свободно распространяющийся ультрафиолетовый свет могут повредить сетчатку и конъюнктиву, что может привести к временной слепоте. Если воздействие продолжается, глаза могут навсегда ослепнуть. Именно поэтому сварщики надевают каску, и не любую каску; специальный автозатемняющийся шлем.
Этот сварочный шлем представляет собой оптоэлектронный капюшон, разработанный для защиты глаз и лица от искр и брызг при сварке.
Металлическая щетка
Металлическая щетка необходима для очистки свариваемой поверхности перед сваркой. Это может быть использовано для удаления шлаков, ржавчины и грязи. Убедитесь, что щетка имеет щетину из нержавеющей стали.
С-образные зажимы
Для получения точных сварных швов свариваемый материал должен быть устойчивым, чтобы вы могли сосредоточиться на самой сварке. Для удержания металлической заготовки можно использовать С-образный или G-образный зажим.
Угловая шлифовальная машина
Угловая шлифовальная машина необходима для предсварочных и послесварочных операций. Перед началом работы шлифовальный станок используется для удаления ржавчины, краски или грязи с обрабатываемой детали. Он также используется для удаления сварочных брызг, когда вы закончите сварку.
Оборудование для обеспечения безопасности
Безопасность должна быть вашим приоритетом при сварке в среде защитного газа. Это нужно не только для подготовки к опасностям пожара, ваши соображения безопасности должны включать использование средств индивидуальной защиты (СИЗ):
Начало работы со сварочным аппаратом MIG
В этом разделе вы узнаете обо всем, что вам нужно для начала настройки сварочного аппарата, от подготовки инструментов и рабочего места до регулировки винтов и многого другого.
Подготовьте инструменты и рабочее место
Обратите внимание, что этот процесс сварки не подходит для наружных работ из-за использования газа. Итак, первое, что нужно установить, это ваша мастерская.
Итак, первое, что нужно установить, это ваша мастерская.
Не забудьте установить в мастерской огнетушитель и держать поблизости ведро с водой для охлаждения сварных швов в случае необходимости. Наденьте средства индивидуальной защиты и принесите все свои материалы на рабочее место.
Проверка регулировочного винта и установка расхода газа
Во-первых, этот регулировочный винт можно найти на бензобаке под ручками. Винт должен быть достаточно ослаблен, чтобы его можно было повернуть одной рукой.
Убедитесь, что винт достигает давления от 10 до 15 CFH. Вы найдете маховик на баке. Используется для открытия и закрытия бака. Поверните ручку, и вы сможете увеличить поток газа.
Внесите свои коррективы
Чтобы начать сварку, вам необходимо отрегулировать машину и установить размер проволоки. Как только вы определились с размером проволоки, пришло время установить ее на сварочный аппарат. Выберите размер проволоки для сварки MIG в зависимости от толщины обрабатываемого материала.
Таблицы, как правило, помогают выбрать правильную настройку для каждого материала. Далее необходимо настроить сварочный аппарат на работу с толщиной металла. Если у вас есть С-образный зажим, используйте его, чтобы удерживать заготовку перед началом сварки.
Настройка сварочного аппарата
Для достижения оптимальных результатов сварочный аппарат необходимо правильно настроить. С неправильными материалами у вас не будет радости. Сварочный аппарат MIG должен быть установлен в диапазоне от 30 до 130 А: от 40 до 145 А для материалов диаметром 0,023 дюйма, от 50 до 180 А для материалов диаметром 0,035 дюйма и от 75 до 250 А для материалов размером 0,45 дюйма.
Сварочная проволока должна подаваться в сварочный аппарат таким образом, чтобы подача проволоки к сварочному пистолету могла непрерывно наматываться. Поскольку электрод постоянно плавится, вы избавляете себя от необходимости часто менять его.
Выполните следующие действия:
- Откройте сварочный аппарат.

- Прикрепите катушку проволоки к предусмотренному для нее подвесу. Проволока MIG должна находиться на нижней стороне катушки в направлении ролика. Только так можно обеспечить равномерную подачу проволоки.
- Теперь заправьте проволоку в блок подачи проволоки. При вводе проволоки через вход подающих роликов следите за тем, чтобы проволока не была согнута или перекручена.
- При необходимости следует нажать кнопку, чтобы отрегулировать натяжение троса.
- Теперь прикрепите шпульку с колпачком.
- Снимите сопло MIG и контактный наконечник плоскогубцами.
- Теперь нажмите на спусковой крючок, чтобы продеть провод через пистолет.
- Замените сопло и контактный наконечник.
Типы газа, необходимые для сварки MIG
Для сварки MIG можно использовать различные газы. Наиболее популярными являются чистый аргон, чистый гелий или смесь аргона и гелия.
- Чистый аргон: Чистый аргон следует использовать для сварки стали, когда требуется высокое качество сварных швов.
 Он подходит для сварки MIG алюминия и других цветных металлов для тонких сечений, не превышающих 10 мм, из-за низкой тепловложения дуги по сравнению с MIG с использованием гелия в качестве защитного газа.
Он подходит для сварки MIG алюминия и других цветных металлов для тонких сечений, не превышающих 10 мм, из-за низкой тепловложения дуги по сравнению с MIG с использованием гелия в качестве защитного газа. - Чистый гелий: Использование гелия является обязательным, когда требуются высокие тепловложения, например, в случае сварки толстых профилей цветных материалов, таких как алюминиевые и медные сплавы.
- Смесь аргона и гелия : Эта смесь используется, когда требуются дуги с высоким тепловложением и меньшей стоимостью по сравнению с чистым гелием, поскольку гелий дороже аргона.
75% аргон 25% полный баллон CO2 125CF для сварки MIG
Получите промышленную смесь аргона и CO2 для сварки PrimeWeld с доставкой прямо к вашей двери.
349,00 $
Купить газовые баллоны для полной сварки MIG
Использование газового баллона
Необходимо соблюдать осторожность при обращении с газовым баллоном. Необходимо соблюдать все указания по технике безопасности, в противном случае могут возникнуть непредвиденные опасности. Если наполненный газовый баллон опрокидывается и сбивает газовый регулятор, он бесконтрольно летит по комнате. Соблюдайте необходимые меры предосторожности при транспортировке газа, и все будет в порядке.
Необходимо соблюдать все указания по технике безопасности, в противном случае могут возникнуть непредвиденные опасности. Если наполненный газовый баллон опрокидывается и сбивает газовый регулятор, он бесконтрольно летит по комнате. Соблюдайте необходимые меры предосторожности при транспортировке газа, и все будет в порядке.
Регулировка винта и маховика
Когда вы настроили защитный газ и баллон и подсоединили баллон к машине с помощью шланга, поверните регулировочный винт баллона влево. Вы найдете маховик для открытия и закрытия бака в верхней части цилиндра. Маховик используется для управления потоком газа. Поверните ручку, и вы сможете увеличить поток.
Сварка МИГ
Сварка МИГ не требует столь крутой кривой обучения, как сварка ТИГ или традиционная кислородно-ацетиленовая сварка. Эта техника используется как новичками, так и профессионалами. Некоторые из его применений описаны ниже.
Используется для большинства типов сварки листового металла
Сварка MIG особенно подходит для большинства типов листового металла и низколегированных сплавов. Этот процесс представляет собой чистую технику сварки, которая позволяет вам развиваться в своем собственном темпе. Он очень хорошо справляется с различными металлами и сплавами: мягкой сталью (углеродистой), магнием (включая нержавеющую сталь) и алюминием.
Этот процесс представляет собой чистую технику сварки, которая позволяет вам развиваться в своем собственном темпе. Он очень хорошо справляется с различными металлами и сплавами: мягкой сталью (углеродистой), магнием (включая нержавеющую сталь) и алюминием.
Изготовление сосудов под давлением и стальных конструкций
Сварка MIG/MAG используется практически во всей сварочной промышленности. Крупнейшими потребителями являются тяжелая и металлообрабатывающая промышленность. К ним относятся судостроительная промышленность, производители металлоконструкций, трубопроводов и сосудов под давлением.
Автомобильная промышленность и производство товаров для дома
Хотя сварка MIG является методом, популярным среди новичков и случайных энтузиастов-любителей, она также остается популярной среди специалистов по металлообработке в сфере ремонта дома и автомобилестроения. Это потому, что он обеспечивает большую производительность.
Плюсы и минусы сварки МИГ
Основное преимущество сварки МИГ заключается в том, что при сварке не образуется шлак. Сварка MIG может многое предложить, особенно сварщикам-любителям. Однако ни один метод сварки не может претендовать на то, чтобы быть идеальным для всех применений, и MIG не является исключением. Ниже представлен обзор наиболее распространенных плюсов и минусов сварки металлом в среде инертного газа.
Сварка MIG может многое предложить, особенно сварщикам-любителям. Однако ни один метод сварки не может претендовать на то, чтобы быть идеальным для всех применений, и MIG не является исключением. Ниже представлен обзор наиболее распространенных плюсов и минусов сварки металлом в среде инертного газа.
Плюсы
Технологии сварки позволяют получать высококачественные сварные швы
Мелкие сварочные брызги
Хорошая скорость сварки
Может использоваться для соединения разнородных металлов
Техника сварки может быть полной или полуавтоматической
Минусы
Газ делает его непригодным для сварки на открытом воздухе
Не подходит для толстых металлов
Требуется подготовка металла
Часто задаваемые вопросы по сварке MIG
Почему сварка MIG популярна?
Сварка MIG началась в 1940-х годах, но стала настолько популярной из-за доступности инертных газов, таких как гелий и аргон. Другие причины, по которым сварка MIG стала широко распространенной, заключаются в том, что она не создает большого количества сварочных брызг, имеет высокую скорость сварки и позволяет соединять разнородные металлы.
Другие причины, по которым сварка MIG стала широко распространенной, заключаются в том, что она не создает большого количества сварочных брызг, имеет высокую скорость сварки и позволяет соединять разнородные металлы.
В чем разница между сваркой MIG и TIG?
Разница между обоими способами сварки заключается в используемой дуге.
- В сварке MIG используется проволока непрерывной подачи, которая плавится, образуя сварной шов. При сварке TIG используются длинные стержни для непосредственного сплавления металлов.
- Сварка MIG использует подачу присадочной проволоки (в качестве расходуемого электрода) для создания дуги с рабочим материалом, но в случае TIG для создания дуги используется неплавящийся вольфрамовый электрод — с подачей рабочего материала и расходуемой присадочной проволоки к дуге во время сварки, так что этот процесс медленнее, чем MIG.
Какой тип газа используется для сварки MIG?
Наиболее часто используемыми газами для сварки MIG являются газы аргон и гелий. В то время как аргон тяжелее воздуха и застаивается в сварочной ванне, гарантируя большую защиту, гелий легче воздуха. Следовательно, он обеспечивает меньшую защиту. Однако теплопроводность примерно в 10 раз больше, чем у аргона, что обеспечивает большее проникновение. По этой причине использование гелия ограничивается соединениями большой толщины или материалами с высокой теплопроводностью.
В то время как аргон тяжелее воздуха и застаивается в сварочной ванне, гарантируя большую защиту, гелий легче воздуха. Следовательно, он обеспечивает меньшую защиту. Однако теплопроводность примерно в 10 раз больше, чем у аргона, что обеспечивает большее проникновение. По этой причине использование гелия ограничивается соединениями большой толщины или материалами с высокой теплопроводностью.
Почему при сварке MIG используется инертный газ?
Инертные газы, используемые при сварке MIG, помогают удерживать кислород, содержащийся в воздухе, вдали от сварного шва, чтобы сварной шов не окислялся. Сварной шов не должен окисляться. Окисленный металл будет слабым и может стать пористым. Вы, наверное, лучше знаете окисленный металл под термином «ржавчина». Если сварной шов не окисляется, он имеет длительную стабильность и связующую силу. Вот почему вам нужен защитный газ. Если вы не используете защитный газ, шов будет реагировать с кислородом и азотом в воздухе.
Могу ли я самостоятельно научиться сварке MIG?
Можно научиться сварке МИГ самостоятельно, но на это может уйти время. Кроме того, сварка MIG может быть опасной в руках новичка без базовых знаний, поскольку вы будете иметь дело с легковоспламеняющимися инертными газами, сварочными брызгами и вредным ультрафиолетовым излучением. Но с этим руководством вы узнаете, что нужно и чего нельзя делать при сварке MIG, чтобы обеспечить безопасность и эффективность.
Кроме того, сварка MIG может быть опасной в руках новичка без базовых знаний, поскольку вы будете иметь дело с легковоспламеняющимися инертными газами, сварочными брызгами и вредным ультрафиолетовым излучением. Но с этим руководством вы узнаете, что нужно и чего нельзя делать при сварке MIG, чтобы обеспечить безопасность и эффективность.
Следующие шаги: что делать после обучения сварке MIG
Следующие шаги зависят от того, что вы хотите сделать. Вот некоторые предложения.
- Курсы YouTube : На YouTube есть все, от курсов сварки для начинающих до курсов для экспертов в области металлоконструкций. Вот наши рекомендации для 5 лучших сварочных каналов на YouTube.
- Trade Career Certification : Существуют онлайн-курсы, на которых вы можете изучить основы и продолжать развиваться. Некоторые из них включают сертификацию сертифицированного сварщика (CW), сертификацию сертифицированного инспектора по сварке (CWI) и сертификацию сертифицированного преподавателя сварки (CWE).