Маркировка алмазных шлифовальных кругов: Зернистость алмазных кругов и их иные параметры — РИНКОМ
Содержание
Алмазные круги.
Алмазный круг
характеризуется формой и размерами,
маркой алмаза, зернистостью, концентрацией
алмазов в алмазоносном слое. Алмазные
и шлифовальные круги изготавливают в
соответствии с ГОСТ 16167-80, ГОСТ 16180-81.
Алмазные круги состоят из корпуса,
который выполнен из алюминия, стали или
пластмасс. В корпусе имеется посадочное
отверстие, выполняемое в соответствии
с размерами посадочных шеек заточных
станков. Алмазоносный слой состоит из
алмазного порошка, связки и иногда
наполнителей.
Связка, является
очень важным параметром при выборе
алмазных кругов. Она не только удерживает
режущие зерна, но и влияет на
производительность обработки, качество
заточенных поверхностей, оказывает
полирующее действие, снижает коэффициент
трения, обеспечивает работу инструмента
в режиме самозатачивания, обуславливает
прочность, жесткость износостойкость
инструмента, участвует в образовании
и отводе тепла из зоны резания. Существенное
Существенное
влияние оказывает наполнитель, который
в одних случаях повышает прочность,
твердость, износостойкость, в других
улучшает процесс резания, а в третьих
усиливает теплоотвод. Общий объем
алмазного шлифпорошка и наполнителя
составляет 50% объема рабочего слоя
круга. Алмазные круги изготавливают на
органической, керамической и металлической
связках. Органическая связка обеспечивает
хорошее самозатачивание круга,
металлическая связка отличается высокой
прочностью и износоустойчивостью.
Керамические связки отличаются
хрупкостью.
Концентрация
алмазов. Эффективность работы алмазных
кругов зависит от концентрации в них
алмазов, т.е. от содержания алмазного
порошка в 1 см3
алмазного слоя. За 100% концентрацию
принимают содержание алмазов 4,4 карата
в 1 см3 алмазного
слоя. Выпускают круги с 50, 75, 100 и 150%-ной
концентрацией алмазов. С увеличением
концентрации алмазов повышается
производительность заточки, износостойкость
и кромкостойкость, снижаются силы
резания, уменьшается себестоимость
заточных операций.
Маркировка
алмазных кругов.
2724-0023 ГОСТ 10172-70
АСР
100/80 – Б1 – 100 2001 г.
№ 79-82
2724-0023 ГОСТ
10172-70 типоразмер круга;
АСР 100/80 – марка
и зернистость алмазного порошка;
Б1 – связка;
100 – концентрация алмазов;
2001 г. – год выпуска;
№79-82 – номер круга согласно нумерации
завода изготовителя;
Кроме того, на
корпусе круга указывают товарный знак
предприятия изготовителя.
Круги из кубического нитрида бора.
Круги из эльбора. Основное применение
круги из указного материала нашли в
шлифовании, заточке и доводке инструментов
из быстрорежущих сталей. Строение,
свойства, форма и типоразмеры кругов
из эльбора аналогичны строению алмазных
кругов.
Рекомендации по применению:
Образование стружки при шлифовании.

Толщина снимаемой стружки зависит от
скорости вращения круга и заготовки,
глубины резания, зернистости круга и
диаметров круга и заготовки. С увеличением
скорости круга толщина снимаемой стружки
уменьшается, соответственно уменьшается
нагрузка на каждое зерно в отдельности.
При этом зерно затупляется медленнее,
а следовательно работать с большими
скоростями вращения круга экономически
выгодно.
Чем меньше количество зерен на единицу
площади круга, тем больше толщина
стружки, снимаемой каждым зерном. При
износе шлифовального круга его скорость
уменьшается, а толщина стружки
увеличивается. Поэтому рекомендуется
работать с кругами большего диаметра,
а при его уменьшении, вызванном износом,
увеличить частоту вращения руга.
В случае повышенного износа круга,
следует уменьшить скорость заготовки,
увеличив глубину шлифования. При
засаливании круга необходимо увеличить
скорость заготовки, уменьшив глубину
резания, или применить более мягкий
круг.
При шлифовании малых диаметров применяют
более твердые круги, чем при шлифовании
больших диаметров. Длина дуги контакта
круга с заготовкой имеет важное значение,
т.к. при ее увеличении удлиняется,
снимаемая стружка и ухудшаются условия
работы круга. Выделяется больше тепла,
ухудшаются условия теплоотвод, возможно
засаливание круга.
Обзор брусков алмазных для заточки и шлифования
Неровности бетона, мрамора, камня, кирпича можно устранить. В работе используют угловую шлифовальную машину (УШМ) с алмазным диском. Конструкция этой сменной насадки рассчитана на длительную работу с твердыми материалами. Даже большие объёмы шлифовки не влияют на рабочие качества и размеры изделия. Так как алмазная кромка самозатачивается.
Шлифовальный диск по бетону представляет собой конструкцию тарельчатой формы с сегментами из абразивного материала. Конструктивное устройство обусловлено условиями применения. При шлифовании возникают силы трения, которые нагревают оснастку, выводя её из строя. Негативное влияние смогли уменьшить разбивкой рабочей части на отдельные элементы – сегменты. Между сегментами получились проёмы, через которые осуществляется воздушное охлаждение и отвод пыли.
Негативное влияние смогли уменьшить разбивкой рабочей части на отдельные элементы – сегменты. Между сегментами получились проёмы, через которые осуществляется воздушное охлаждение и отвод пыли.
Сегменты в моделях различаются по размерам, форме, расположению. Порядок размещения их на поверхности разделяет диски на виды:
Двухрядные;
Однорядные.
Для каждого определено своё назначение. Рассмотрим применение насадок на примерах.
Материал изготовления дисков
Корпус, рассматриваемых дисков, изготовлен из инструментальной стали. Режущую функцию выполняет расплав технических алмазов. Изготовление сегмента – это энергоёмкий производственный процесс. Подготовленную смесь из многокомпонентного металлического порошка и алмазных кристаллов подвергают холодному прессованию в особых условиях. В результате этой обработки получают монолит с необходимыми характеристиками.
Алмазы равномерно распределены в массиве сегмента. Поэтому при стачивании верхнего слоя в работу включаются глубинные участки абразива. Далее сегменты крепят к корпусу лазерной сваркой или спекают. После строго заводского контроля готовое изделие упаковывают.
Далее сегменты крепят к корпусу лазерной сваркой или спекают. После строго заводского контроля готовое изделие упаковывают.
Диски алмазные шлифовальные MOS
Назначение
Прямоугольные сегменты расположены в один ряд, длинной стороной по краю диска. Малый вес конструкции создаёт условия для высокой производительности. Большая скорость отделки не способствует отменному качеству. Кроме того, существует трудность с удержанием инструмента на поверхности.
Прямоугольные сегменты расположены в два ряда, длинной стороной по краю диска. Внешний вид на ссылке диск алмазный шлифовальный 39518м (марка MOS). Изделие применяют для грубой шлифовки твёрдых поверхностей из бетона, камня, керамики.
Сегменты расположены по краю круга практически сплошной линией с небольшими разрывами. Модель называется – турбо. Насадку такого вида применяют для чистовой отделки заготовок. Например, диск алмазный шлифовальный 39519м (марка MOS) Для модели характерна высокая точность обработки. Её применяют при выполнении изгибов, фасок на каменных и бетонных плитах.
Если требуется деликатная шлифовка протяжённых поверхностей, то мастера рекомендуют выбирать турбо с широкими сегментами, диск алмазный шлифовальный 39520м (марка MOS).
Из вышеизложенного следует, что форма и расположение сегментов влияют на качество работы. Для наглядности, в примерах были представлены диски одного производителя, из идентичных материалов.
Устройство
Абразивом служит корундовая крошка на металлическом связующем элементе. Современная технология HDS (High Density Sintred) позволяет запаять порошок на стальной заготовке. Метод создаёт абразивный монолит. Отсутствие пустот между корпусом и отдельными частицами придаёт изделию высокие эксплуатационные характеристики.
Диск разделён на сегменты, в каждой отсеке расположено абразивное вещество. Такое устройство существенно повышает производительность насадки. Как выглядит алмазный диск можно увидеть на примере.
Диск алмазный шлифовальный 39518м (марка МОS). Алмазные сегменты в данной модели расположены в два ряда. Таким образом, повышена рабочая эффективность.
Таким образом, повышена рабочая эффективность.
Строительный рынок предлагает современные шлифовальные насадки – турбо. Например, диск алмазный шлифовальный 39519м (марка МОS) (турбо). Что это такое? Сегментная кромка разделена выступающими перегородками. Выемки создают воздушное пространство, обеспечивающее охлаждение и своевременное удаление отходов производства.
Рассмотрим ещё один экземпляр. Диск алмазный шлифовальный 39520м (марка МОS). Модель наделена более широкой рабочей частью, что обеспечивает высокую скорость выполнения работы. Модель используют на сухом шлифовании, она также наделена воздушным охлаждением поверхности. В последних двух моделях алмазная кромка дополнительно усилена, что положительно сказывается на прочности изделия при больших оборотах.
Применение
Представленные модели имеют диаметр в 125 мм, посадочное отверстие на 22,2 мм. Двухрядный диск применяют для грубой отделки, его часто используют после прохода однорядной насадки. Для него характерна высокая скорость. Далее используют турбо для окончательной доводки поверхности. Рассмотренные варианты подходят к стандартной УШМ. Кроме того, диск комплектуют переходным кольцом, которое позволит ставить насадку на любое другое оборудование.
Далее используют турбо для окончательной доводки поверхности. Рассмотренные варианты подходят к стандартной УШМ. Кроме того, диск комплектуют переходным кольцом, которое позволит ставить насадку на любое другое оборудование.
Перед установкой сверьте параметры машины и насадки. Линейная скорость вращения вала должна совпадать с маркировкой на диске. Следует учесть, что алмазные изделия имеют одну особенность. Во время работы они нагреваются. Во избежание перегрева оборудования следует заблаговременно приготовить воду для охлаждения.
Шлифовальные диски Greatflex
Оснастка марки Greatflex принадлежит фирме Cutop. Компания известна инновационным подходом в производстве, внедрением современных технологий и материалов. Потому диски для тяжелых сталей, сплавов отличаются высокими рабочими качествами и безопасностью.
При работе с УШМ (болгаркой) бывают ситуации, когда режущий диск разлетается на мелкие осколки. Опасная травмой ситуация практически отсутствует во время применения изделия Greatflex.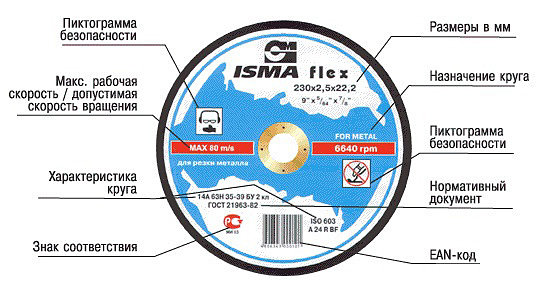 На заводе армируют режущий диск двойной стеклянной сеткой. В шлифовальных кругах ставят восемь сеток.
На заводе армируют режущий диск двойной стеклянной сеткой. В шлифовальных кругах ставят восемь сеток.
Стеклянную сетку производят на месте, в условиях завода, из высококачественных материалов. Готовый продукт подвергают техническому контролю, прочность испытывают в лабораториях предприятия. Сложное армирование даёт хорошие результаты. Потребители отмечают, в своих отзывах, что диски не разрывает на куски.
Маркировка
Расшифруем маркировку на примере. Шлифовальный диск по металлу 40015t–40017t (марка Greatflex). Высокая степень безопасности изделия не влияет на необходимость применения средств индивидуальной защиты. На поверхности диска пиктограммами указаны следующие элементы: очки, наушники, респиратор.
На полосе красного цвета написано максимальное вращение и предельная рабочая скорость, которые нельзя нарушать. Размеры диска – диаметр, толщина, размер посадочного отверстия. Перечисленные габариты подбирают, ориентируясь на параметры электроинструмента. Характеристики круга отражены в буквенной маркировке.
В нашем примере – А3OR 4 BF. В качестве абразива принят оксид алюминия, размер зерна – средний. Соединение выполнено на синтетические смолах, имеется армирование стекловолокном. Твёрдость круга – средняя.
Кроме того, существует буквенная аббревиатура по типу диска. Например, TYPE 41 или 42. Первая запись говорит о плоском диске. Вторая – об утопленном центре. Материал обработки также обозначен надписью.
Конструкция и свойства дисков зависят от назначения и видов обрабатываемого материала. Внутри каждой категории существует дополнительная градация. Например, для металла предусмотрено четыре вида инструмента:
Конструкционная сталь;
Чугун;
Нержавейка;
Цветные металлы.
Для каждого вида регламентирована твёрдость, хрупкость, вязкость. Также выделяют оснастку для инструмента ручной и машинной работы. Диски под болгарку обозначают – Рд.
Содержание маркировки на поверхности кругов по металлу контролируют ГОСТ 52588—2011 и ГОСТ 57978—2017. Подробное разъяснение условных обозначений можно выяснить в этих первоисточниках.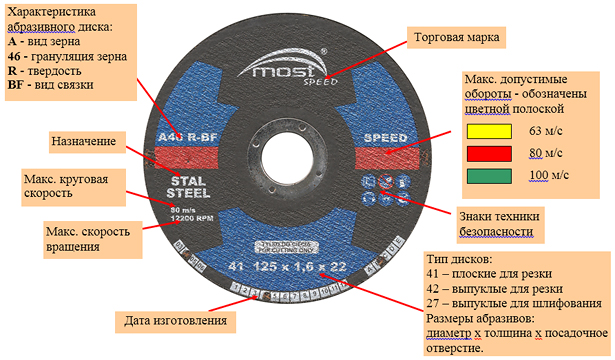
Импортные изделия имеют такую же маркировку. Отечественные нормативы разработаны с учетом международного опыта и стандартов ISO. Потому отличительные особенности в маркировках отсутствуют. Ссылка на Гост также указана на поверхности диска.
D1A8 Секция сверхтонкого прецизионного алмазного шлифовального круга
Дополнительные продукты можно найти на сайте нашего магазина www.cdt1.com
- Домашняя
- Абразивы Шлифовальные и шлифовальные
- Инструменты и круги с алмазной и эльборовой связкой
- D1A8 Секция сверхтонкого прецизионного алмазного шлифовального круга
D1A8 Прецизионные ультратонкие алмазные отрезные круги Диаметр 3 дюйма Толщина от 0,004 до 0,250 Выбор клиента ID 16146-
228,99 долларов США 9 долларов США0003
Наличие на складе до 10 дней до отправки
Выберите параметры
F1A8 Наборы фланцев для прецизионных сверхтонких колес диаметром от 3,0 до 10 дюймов, ID 16147-
$113,99USD
Доступность на складе до 10 дней до отправки
Выберите параметры
D1A8 Прецизионные ультратонкие алмазные отрезные круги Диаметр 5 дюймов Толщина от 0,004 до 0,250 Выбор покупателя ID 16165-
236,99 $
Доступность на складе до 10 дней до отправки
Выберите параметры
D1A8 Прецизионные ультратонкие алмазные отрезные круги Диаметр 6 дюймов Толщина от 0,004 до 0,250 Выбор клиента ID 16167-
258,99 долларов США
Доступность на складе до 10 дней до отправки
Выберите параметры
D1A8 Прецизионные ультратонкие алмазные отрезные круги диаметром 7 дюймов — толщиной от 0,0100 до 0,0250 (по выбору клиента) — ID: 16169-1000250
243,20 $
Выберите параметры
D1A8 Прецизионные ультратонкие алмазные отрезные круги Диаметр 8 дюймов Толщина от 0,004 до 0,250 Выбор клиента ID 16171-
$313,99USD
Доступность на складе до 10 дней до отправки
Выберите параметры
D1A8 Прецизионные ультратонкие алмазные отрезные круги Диаметр 10 дюймов Толщина от 0,004 до 0,250 Выбор клиента ID 16173-
492,99 долл. США
США
Доступность на складе до 10 дней до отправки
Выберите параметры
D1A8 Прецизионные ультратонкие алмазные отрезные круги диаметром 7 дюймов — толщиной от 0,0260 до 0,0500 (по выбору заказчика) — ID: 16169-2600500
$304.00USD
Наличие: В наличии до 10 дней
Выберите параметры
D1A8 Прецизионные ультратонкие алмазные отрезные круги диаметром 7 дюймов — толщиной от 0,0510 до 0,0750 (по выбору клиента) — ID: 16169-5100750
356,80 $
Доступность: в наличии до 10 дней
Выберите параметры
D1A8 Прецизионные ультратонкие алмазные отрезные круги диаметром 7 дюймов — толщиной от 0,1260 до 0,1500 (по выбору заказчика) — ID: 16169-7601000
480,00 долларов США
Наличие: В наличии до 10 дней
Выберите параметры
D1A8 Прецизионные ультратонкие алмазные отрезные круги диаметром 7 дюймов — толщиной от 0,1010 до 0,1250 (по выбору клиента) — ID: 16169-10101250
444,80 $
Доступность: В наличии до 10 дней
Выберите параметры
D1A8 Прецизионные ультратонкие алмазные отрезные круги диаметром 7 дюймов — толщиной от 0,1510 до 0,1750 (по выбору заказчика) — ID: 16169-15101750
$507,20USD
Наличие: В наличии до 10 дней
Выберите параметры
D1A8 Прецизионные ультратонкие алмазные отрезные круги диаметром 7 дюймов — толщиной от 0,1760 до 0,2000 (по выбору заказчика) — ID: 16169-17602000
529,60 $
Выберите параметры
D1A8 Прецизионные ультратонкие алмазные отрезные круги диаметром 7 дюймов — толщиной от 0,2001 до 0,2250 (по выбору заказчика) — ID: 16169-20012250
$547,20USD
Наличие: В наличии до 10 дней
Выберите параметры
D1A8 Прецизионные ультратонкие алмазные отрезные круги диаметром 7 дюймов — толщиной от 0,2010 до 0,2250 (по выбору заказчика) — ID: 16169-20102250
$555,20USD
Доступность: В наличии до 10 дней
Выберите параметры
Copyright CDTooling. com. Все права защищены. Программное обеспечение для электронной коммерции от 3dcart.
com. Все права защищены. Программное обеспечение для электронной коммерции от 3dcart.
Суперабразивные инструменты – Внедрение алмазных и эльборовых инструментов
Описание алмазных инструментов
Использование связки зафиксирует алмазный порошок (или порошок CBN), который представляет собой совокупность алмазного абразивного круга и алмазного шлифовального круга. Шлифовальные инструменты изготовлены из алмазных и эльборовых абразивов.
Материалы для алмазных инструментов
Алмаз
Карбид вольфрама
Карбидный инструмент
Керамика
Чугун
Феррит
Стекло, армированное стекловолокно
Кварц, кремний, кристалл, драгоценный камень
Камни
Цемент, бетон, асфальт
плитка
Пластмассы, резиновая
Асбест, рефрактерный материал
Кубический нитрид бора (CBN)
High Speed Steel
Слистая сталь
.
Термообработанная сталь
Специальная легированная сталь
Жаропрочная сталь
Специальный чугун
Alnico
Инконель
Ti-Alloy
Информация для заказа: Спецификация и размер
(A) Табличка с размером алмазного круга
D Диаметр
E Толщина отверстия A Диаметр
H Диаметр отверстия
900
K A Внешний диаметр поверхности внутренней стороны
L Длина хвостовика в точках крепления
N Глубина избыточного вдавливания
0140
R Радиус
S Угол внешней стороны или длина цилиндра
T Общая толщина
u Threnge
9000 2
9 vloy
. allen
allen
9000
wlid
. wired
. wlid
. wired
. wired
. vlod
. шлифовальной поверхности
wlid
. wired
. wired
. vlod
. шлифовальной поверхности
wired
. vlod
. шлифовальной поверхности
X Толщина алмазного слоя
Y A Диаметр опоры установленного круга
BC Шаг делительной окружности
(B) Маркировка спецификации алмазного круга
(C) Маркировка форм для алмазного круга
X
ТИП 1A1: DxTxHxX
ТИП 1A1R: DxTxHxExX
ТИП 1A6Q: DxTxHxUxX
ТИП 1A8: DxTxH
ТИП 1E1: DxTxHxXxV
ТИП 1B1: DxTxHxXxV
ТИП 1E9: DxTxHxUxXxV
ТИП 1EE1 : DxTxHxXxV
ТИП 1F1: DxTxHxXxR
ТИП 1FF1: DxTxHxXxR
ТИП 1V1: DxTxHxXxV
ТИП 1V1P: DxTxHxExXxV
ТИП 1A1RSS: DxTxHxLxXxNxB
ТИП 2A2: DxTxHxExXxW
ТИП 2V5: DxTxHxExX
ТИП 2P: DxTxX
ТИП 2A2SX : DxTxHxLxWxXxNxV
ТИП 3A1: DxTxHxJxMxUxX
ТИП 3A2: DxTxHxJxMxWxX
ТИП 3B1: DxTxHxJxMxUxXxS
ТИП 3D1: DxTxHxJxMxUxXxV
ТИП 3F1: DxTxHxJxMxUxRxX
ТИП 3V1: DxTxHxJxMxUxXxV
ТИП 3Y1: DxTxHxJxMxUxXxV
ТИП 4A2: DxTxHxJxWxX
ТИП 4B2: DxTxHxJxWxX
ТИП 4A9 : DxTxHxJxWxX
ТИП 4B9 : DxTxHxJxWxXxS
ТИП 4C9 : DxTxHxJxWxUxX
ТИП 6A1 : DxTxHxExKxX
ТИП 6A2: DxTxHxExWxX
ТИП 6A2S: DxTxHxExLxWxXxN
ТИП 6A7: DxTxHxExWxX
ТИП 6A9: DxTxHxExKxUxX
ТИП 6B2 : DxTxHxExKxWxXxV
ТИП 9A1 : DxTxHxExJxX
ТИП 9A3 : DxTxHxExWxX
ТИП 11A1 : DxTxHxExKxJxUxX
ТИП 11A2 : DxTxHxExKxJxWxX
ТИП 11A9 : DxTxHxExKxJxUxX
ТИП 11B1 : DxTxHxExKxJxUxXxV
ТИП 11B9 : DxTxHxExKxJxWxXxV
ТИП 11V2 : DxTxHxExKxJxWxXxS
ТИП 11V4 : DxTxHxExKxJxWxXxV
ТИП 11V5 : DxTxHxExKxJxWxXxV
ТИП 11V9 : DxTxHxExKxJxUxXxS
ТИП 12A2 : DxTxHxExKxJxWxXxB
ТИП 12C9 : DxTxHxExKxJxWxUxX
ТИП 12V9: DxTxHxExKxJxUxXxS
ТИП 14A1: DxTxHxJxMxUxX
ТИП 14D1: DxTxHxJxMxUxXxV
ТИП 14E1: DxTxHxJxMxUxXxV
ТИП 14F1 : DxTxHxJxMxUxRxX
ТИП 14V1 : DxTxHxJxMxUxXxV
ТИП DW: DxTxYxLxX
1. Форма основной пластины
Форма основной пластины
2. Поперечное сечение алмазного слоя
3. Положение алмаза
4. Модификация слоя
1. Форма основной пластины
2. Поперечное сечение алмазного слоя
3. Положение алмазного слоя
4. Модификация
Примечания для алмазных и эльборовых кругов
(A)Если алмазные и эльборовые круги должны иметь превосходные характеристики, обратите внимание на использование:
a. Механическая часть
(1) Прецизионная оправка
(2) Превосходная жесткость станка
(3) Достаточно рабочая мощность, л.с.
(4) Подходящая скорость колеса, скорость пересечения и подача
b.Установка колеса
(1) Отверстие колеса и механическая оправка совместимы с H6.
(2) Торцевое биение колеса в пределах 0,01 мм. Поверхностное биение колеса в пределах 0,02 мм.
(3) Истинная округлость
(B)Выравнивание и обработка
- Выпрямление
Для восстановления концентричности и придания квадратной формы лицу или придания ему какой-либо формы.
- Правка
Правка, безусловно, является обработкой поверхности круга для восстановления или изменения его режущего действия, и любая правка или заточка поверхности является чистой случайностью.
(C) Рекомендация по правке и одеванию
(D) СОЖ
Влажное шлифование применяется в пределах возможного диапазона (если это не поможет, будет подаваться спрей или воздух) потому что СОЖ будет иметь большое влияние на шероховатость шлифовальной поверхности, поверхности точность, острота круга и срок службы круга.
(E)Идеальная подача
Горячая линия обслуживания клиентов
0800-271-661
ПН ~ ПТ 08:00~12:00 / 13:00~17:00 GMT+8
Штаб-квартира-Экспорт дп. :
+886 2 2679-3461 #132
webmaster@carbo. com.tw
com.tw
№ 1, улица Фуань, район Ингэ, город Нью-Тайбэй 239, Тайвань (Китайская республика)
Бизнес-офис Инге:
+886 2 2678-2961 #221
Бизнес-офис Синьчжу:
+886 3 533-3813
Бизнес-офис в Тайчжуне:
+886 4 2244-4125
Деловой офис Чанхуа:
+886 4 761-9903
Офис в Тайнане:
+886 6 259-6770

