Маркировка электродов сварочных: Маркировка сварочных электродов и их расшифровка
Содержание
Сварочные электроды: их маркировка и назначение
- ПОСЛЕДНИЕ ЗАПИСИ
- РУБРИКИ
- Автоматическое открывание, проветривание и полив теплиц
- Акриловые краски
- Балкон
- Блоки арболитовые
- Бурение скважин на воду
- Вода из скважины
- Водосток кровельный
- Воздух в квартире
- Выращивание дома
- Гидроизоляция
- Гидрофобизация материалов
- Дорожки садовые
- Камин своими руками
- Каркасный дом
- Кладка печи своими руками
- Крыша из металлочерепицы
- МДФ
- Монтаж кровли
- Монтаж ламината
- Монтаж линолеума
- Монтаж подложки под ламинат
- Натяжные потолки
- Опилкобетон
- ОСБ плита
- Отделка откосов
- Оштукатуривание
- Полипропиленовые трубы
- Расход материалов
- Тротуарная плитка
- Устройство отмостки
- Утепление
- Утепляем баню самостоятельно
- Фасад
- Фундамент из свай
- Шлакоблок
- Эмаль для ванны
Поиск обрыва провода в стене быстро и безошибочно
Что такое гидроаккумулятор и как его подключить?
Как выбрать фрезер: советы домашнему мастеру
Как почистить кулер для воды своими руками
Сварка
Общее назначение сварочных электродов
Для качественного прочного соединения металлических конструкций и сплавов применяются сварочные работы. При этом важно правильно подобрать марку электрода. Для этого необходимо знать классификацию электродов, их способы маркировки, области, в которых их рекомендуется применять.
При этом важно правильно подобрать марку электрода. Для этого необходимо знать классификацию электродов, их способы маркировки, области, в которых их рекомендуется применять.
Две большие группы электродов составляют плавящиеся и неплавящиеся, в свою очередь плавящиеся электроды делятся на некоторые подвиды, такие как покрытые или непокрытые (проволока).
Плавящиеся электроды
По типу свариваемых или наплавляемых сталей предусмотрено несколько видов электродов:
-
для сварки углеродистых сталей (маркировка – «У»). Это электроды Э38, Э42, Э46, Э50.
-
легированных (маркировка – «Л»). Это электроды Э70, Э85, Э100, Э125, Э150.
-
теплоустойчивых (маркировка – «Т»). Сварка таких сталей проводится с предварительным подогревом и окончательной термической обработкой швов. Обычно используют электроды, которые не описаны в ГОСТ (например АНЖР-2).
-
для сталей, с особыми свойствами, таких как коррозионностойкие, жаропрочные, жаростойкие (маркировка – «В»).
 Список типов электродов регламентирован ГОСТ 10052-75.
Список типов электродов регламентирован ГОСТ 10052-75. -
для наплавки поверхностных слоев металла (маркировка – «Н»). Это электроды Э-09М, Э-09МХ, Э-09Х1М, Э-05Х2М, Э-09Х2М1, Э-09Х1МФ, Э-10Х1М1НФБ, Э-10ХЗМ1БФ, Э-10Х5МФ.
Плавящиеся покрытые (обмазанные) электроды
Покрытие или обмазку на сварочные электроды наносят с целью обеспечить хорошее поджигание и устойчивое горение дуги, защиту сварочной ванны от окружающей среды, получить нужные свойства шва, снизить потери при разбрызгивании, увеличить скорость сварочных работ, снизить токсичность газов, выделяемых при сварке, исключить потерю свойств покрытия при хранении.
По толщине обмазки (покрытия), путем вычисления отношения диаметров D (покрытый электрод) и d (стержень) электроды делятся на:
- тонкопокрытые, с соотношением D/d до 1.2, обозначаются буквой «М»;
- электроды с покрытием средней толщины, D/d до 1.45, обозначаются буквой «С»;
- толстопокрытые (иначе, качественные), D/d от 1.
 45 до 1.8, обозначены буквой «Д»;
45 до 1.8, обозначены буквой «Д»; - с особо толстым слоем обмазки, D/d больше 1.8, маркированы буквой «Г».
По типу химсостава существует несколько видов покрытия электродов:
- Электроды с кислым покрытием (в составе присутствуют оксид железа или марганца). Этот вид покрытия характеризуется высокой температурой дуги, соответственно, высокой скоростью сварки, однако, оксид марганца очень токсичен и опасен при вдыхании. Обозначаются буквой «А» (DIN – A).
- Электроды с рутиловым покрытием, которые содержат двуокись титана, характеризуются спокойной сварочной ванной, малым количеством брызг, что позволяет накладывать тонкие швы на свариваемые детали. Обозначаются буквой «Р» (DIN – R). Распространены также электроды со смешанным покрытием, к которым относятся рутилово-целлюлозные (РЦ), рутилово – основные (РБ), рутилово – кислые (РА) и рутиловые с железным порошком (РЖ). (DIN – RC, RB, RA и RR соответственно).
- Электроды с основными покрытиями (обозначаются буквой «Б», DIN – B) содержат кальцит, углекислый магний и в малых количествах флюорит.
 Такие покрытия чувствительны к влаге, поэтому необходимо ответственно отнестись к условиям их хранения. Однако, шов, полученный при использовании этих электродов, обладает отличными механическими свойствами, лишен склонности к появлению трещин и старению и практически не содержит азота и кислорода. Данными электродами производится сварка наиболее нагруженных и ответственных конструкций.
Такие покрытия чувствительны к влаге, поэтому необходимо ответственно отнестись к условиям их хранения. Однако, шов, полученный при использовании этих электродов, обладает отличными механическими свойствами, лишен склонности к появлению трещин и старению и практически не содержит азота и кислорода. Данными электродами производится сварка наиболее нагруженных и ответственных конструкций. - Электроды с целлюлозным покрытием (обозначаются индексом «Ц») содержат органические вещества, которые при сгорании обволакивают сварочную ванну защитными газами. Их используют при работе в основном с высокопрочными конструкциями, трубопроводами. Они применяются в чаще для сварки вертикально расположенных швов, однако образуют в процессе работы большое количество брызг.
- Электроды, в покрытии которых присутствует железный порошок, применяются при сварке изделий встык с большими зазорами. При использовании таких электродов наблюдается стабильное горение дуги, практически отсутствуют брызги, сварочный шов быстрее охлаждается, сводится к минимуму появление шлака, который легко отделяется от металла.
В маркировке электрода обязательно присутствует указатель (в виде цифры от 1 до 4), либо международное обозначение (схема) на пространственное положение сварочного шва:
1 – любое положение;
2 – любое, кроме вертикальных сверху-вниз;
3 – нижнее положение, горизонтальное и вертикальное снизу-вверх;
4 – нижнее или угловые соединения снизу «лодочкой».
Если положение сварочного шва обозначено схемой, то стрелки указывают его направление в пространстве.
При подборе электродов для разных режимов сварки необходимо учитывать полярность источника постоянного тока и номинальное (базисное) напряжение (Uxx) холостого хода источника питания (переменного тока). Эти параметры на электродах обозначаются цифрой от «0» до «9»:
|
Индекс:
|
Используемая полярность
|
Uхх
| |
|
Прямая
|
Обратная
| ||
|
0
|
Нет
|
Да
|
н/и
|
|
1
|
Да
|
Да
|
50V
|
|
2
|
Да
|
Нет
|
50V
|
|
3
|
Нет
|
Да
|
50V
|
|
4
|
Да
|
Да
|
70V
|
|
5
|
Да
|
Нет
|
70V
|
|
6
|
Нет
|
Да
|
70V
|
|
7
|
Да
|
Да
|
90V
|
|
8
|
Да
|
Нет
|
90V
|
|
9
|
Нет
|
Да
|
90V
|
ГОСТ 9466-75, регламентирующий изготовление и маркировку плавящихся электродов, требует, чтобы упаковка содержала все необходимые сведения:
— — —
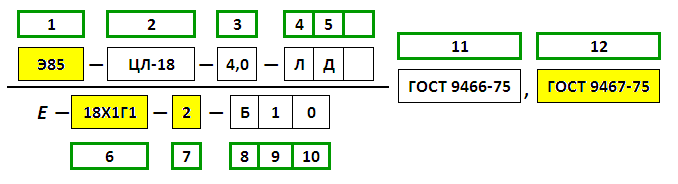
Е — —
В позиции «1» обозначается тип электрода.
Затем, в позиции «2» указывается его марка.
В позиции «3» либо явно пишется диаметр (в мм.), либо ставится знак Ø, который означает, что диаметр указан отдельно.
Позиции «4» и «5» предназначены для указания назначения и толщины покрытия.
В позиции «6» указан индекс.
Вид покрытия по химическому составу указан в позиции «7».
В позициях «8» и «9» указаны соответственно положение шва в пространстве и цифра, обозначающая род сварочного тока.
Например:
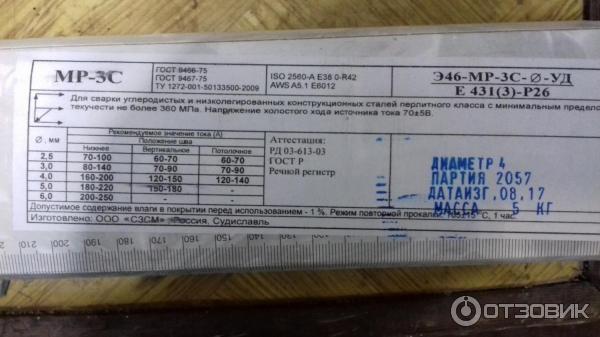
Из маркировки видно: тип электрода – Э46, марка – «ЛЭЗМР-3С», диаметры указаны в таблице, сам электрод с толстым покрытием (иначе называется качественным) применяется для сварочных работ в любом положении углеродистых сталей. В нижней части маркировки указано, что электрод с рутилово-целлюлозным покрытием, возможна сварка как переменным током, так и постоянным обратной полярности.
Таблицы различных индексов (позиция «6») для характеристик металла шва или наплавки различных видов сталей указаны ниже:
Данные индексы отражают различные характеристики и свойства шва или наплавления (непосредственно после сварки, без термообработки), такие как ударная вязкость, удлинение или сопротивление разрыву, указанным типом электрода. Информация берется из ГОСТа 9467-75.
Непокрытые плавящиеся электроды
В настоящее время широко используются электроды без покрытия (или сварочная проволока). Техническими условиями и ГОСТом (2246-70) определены около 80 ее видов. Однако в бытовых нуждах для сварки металлических конструкций из обычного проката или нержавейки используются единицы. Проволока подразделяется на легированную (представлена в ГОСТ 30 марками, содержит до 10% легирующих элементов), низко- (6 типов, с содержанием легирующих добавок до 2,5%) и высоколегированную (41 марка в ГОСТ, содержание легирующих примесей превышает 10%), в зависимости от процента содержания легирующего вещества.
Сварочная проволока обозначается буквами «СВ» в начале маркировки. Затем идет обозначение сотых долей процента углерода, после указывается наименование и процентное содержание легирующего(-их) элементов. Если процентное соотношение не указано явно, то оно находится в пределах от 0.5 до 1%.
Легирующие примеси в составе проволоки обозначаются следующим образом:
|
Литера
|
Обозначение в таблице Менделеева (номер)
|
Элемент
|
|
«А»
|
N (7)
|
Азот
|
|
«Б»
|
Nb (41)
|
Ниобий
|
|
«В»
|
W (74)
|
Вольфрам
|
|
«Г»
|
Mn (25)
|
Марганец
|
|
«Д»
|
Cu (29)
|
Медь
|
|
«М»
|
Mo (42)
|
Молибден
|
|
«С»
|
Si (14)
|
Кремний
|
|
«Т»
|
Ti (22)
|
Титан
|
|
«Х»
|
Cr (24)
|
Хром*
|
|
«Н»
|
Ni (28)
|
Никель*
|
|
«Ю»
|
Al (13)
|
Алюминий
|
|
«Ф»
|
V (23)
|
Ванадий
|
|
«Ц»
|
Zr (40)
|
Цирконий
|
Также в самом конце маркировки могут присутствовать одна или две буквы «А», что означает высокую и очень высокую степень очистки применяемой стали.
Таким образом, маркировка «Проволока 3 СВ04Х19Н9» означает 3-х миллиметровый плавящийся электрод с содержанием углерода – 0.04%, хрома – 19% и никеля – 9%. Проволока с хромом и никелем в составе (в таблице обозначены звездочкой) используется для сварки легированных сталей, устойчивых к коррозии (нержавейка).
Неплавящиеся электроды
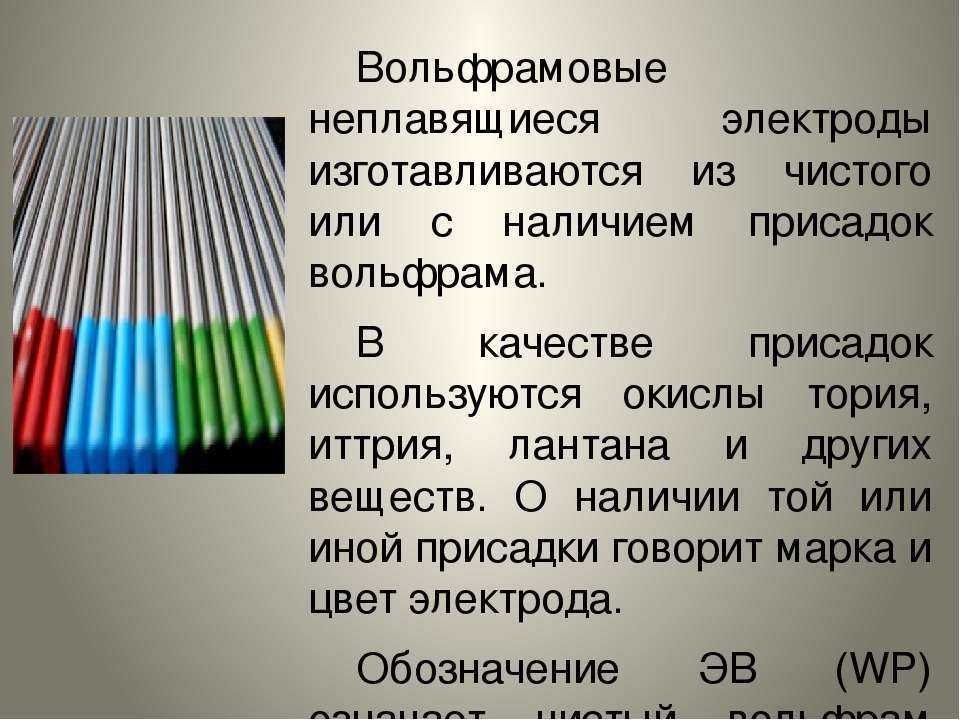
Вольфрамовые
Вольфрамовые электроды предназначены для сварки, резки преимущественно в среде защитных газов, таких как аргон, гелий, азот или их смеси. Помимо вольфрама, электрод может содержать различные примеси, которые повышают его износостойкость. Такой вид электродов обеспечивает высокую устойчивость сварочной дуги и позволяет работать с любыми металлами и сплавами.
|
Обозначение
|
Режим сварки
|
Металл
|
Цвет
| |
|
Постоянный ток
|
Переменный ток
| |||
|
WP
|
Нет
|
Да
|
Магний, алюминий, сплавы
|
Зеленый
|
|
WT-20
|
Да
|
Нет
|
Низколегированная сталь, нержавейка, углеродистая сталь
|
Красный
|
|
WC-20
|
Да
|
Да
|
Универсальный.
|
Серый
|
|
WL-15
|
Да
|
Да
|
Нержавейка, легированная сталь
|
Золотой
|
|
WL-20
|
Да
|
Да
|
Нержавейка и ламинированная сталь
|
Синий
|
|
WY-20
|
Да
|
Нет
|
Титан, низколегированная сталь, нержавейка, углеродистая сталь, медь
|
Темно-синий
|
|
WZ-8
|
Нет
|
Да
|
Алюминий и магний
|
Белый
|
 Все виды стали
Все виды сталиУгольные
На рынке присутствуют также другие виды неплавящихся электродов, в том числе угольные и графитовые. Учитывая, что уголь – мягкий материал, для повышения качества и сохранности покрытия в них применяют омеднение. Они применяются преимущественно для работы с тонкими металлами, а также для поверхностной резки , обработки кромок, строжки и т.д.
Учитывая, что уголь – мягкий материал, для повышения качества и сохранности покрытия в них применяют омеднение. Они применяются преимущественно для работы с тонкими металлами, а также для поверхностной резки , обработки кромок, строжки и т.д.
Изготавливают несколько видов графитовых или угольных электродов, в том числе круглые, соединяемые (бесконечные, с ниппелем), плоские и полукруглые. Круглые и бесконечные электроды содержат в маркировке диаметр электрода от 3 мм до 25 мм, плоские могут быть представлены квадратными или прямоугольными, с различным сечением. В полукруглых (самые универсальные) указывают размеры плоской стороны, радиус окружности и длину электрода.
Существуют также полые электроды, применяющиеся исключительно для строжки, они выпускаются в основном зарубежными компаниями.
классификация, маркировка, популярные марки, правила хранения, рекомендации – какие лучше выбрать для сварки различных металлов
Электроды: срок годности, как выбрать и хранить
Для сварочных работ постоянно нужны электроды, и в большом количестве. Именно поэтому они закупаются пачками, в зависимости от необходимого диаметра. На больших предприятиях расходники для сварки хранятся в специально отведенных для этого помещениях, но лишь немногие знают, как их хранить.
Именно поэтому они закупаются пачками, в зависимости от необходимого диаметра. На больших предприятиях расходники для сварки хранятся в специально отведенных для этого помещениях, но лишь немногие знают, как их хранить.
Возникает вопрос о сроке годности электродов
Это важно как для больших предприятий, так и для мелких фирм, которые занимаются сваркой лишь изредка. Рассмотрим правила хранения основного расходного материала для сварки
Как продлить его срок использования, ведь от этого будет зависеть качество работы?
Как хранить?
Срок годности электродов напрямую зависит от того, как их хранить. Для этого используется не только помещение без повышенной влажности. Возможно применение специального оборудования, которое защитит поверхность электродов от негативного влияния внешней среды.
Чаще всего электроды хранятся на складах, где сухо и тепло.
Правила хранения электродов следующие:
- температурный режим свыше +14 °С;
- влажность воздуха в помещении до 50 %;
- использование кондиционеров для вентиляции воздуха в закрытом пространстве;
- гидроизоляция склада для предотвращения попадания влаги.
Важно придерживаться температурного режима и не допускать его колебания, поскольку это влияет на поверхность расходного материала для сварки и качество последующей работы. Чтобы увеличить срок хранения, можно использовать специальные пеналы, ящики или поддоны
Не стоит хранить электроды на полу, поскольку при образовании конденсата они могут намокнуть. Можно держать их в коробке, но если не использовать всю сразу, следует герметично закрывать упаковку
Чтобы увеличить срок хранения, можно использовать специальные пеналы, ящики или поддоны. Не стоит хранить электроды на полу, поскольку при образовании конденсата они могут намокнуть. Можно держать их в коробке, но если не использовать всю сразу, следует герметично закрывать упаковку.
Для чего нужно прокаливать электроды?
Чтобы убрать следы повышенной влажности и продлить срок годности электродов, можно использовать такую операцию, как прокаливание. Это нужно, чтобы при работе несколько испорченный расходный материал не прилипал к сварочному шву.
Для того чтобы прокалить электроды, строительные компании применяют специальное оборудование. Каждая открытая новая пачка должна быть израсходована полностью. Если же в ней остаются неиспользованные электроды, не стоит хранить их в открытом пространстве или подвале.
Как выбрать вид электродов для сварочных работ?
Не знаете, как выбрать электроды для сварки? Тогда предлагаем ознакомиться с критериями их выбора.
Вот на что следует обратить внимание:
- Толщина металлического изделия, на которое нужно будет наложить сварочный шов (чем выше диаметр электродов, тем больше толщина металла).
- Сорт стали (нержавейка, черный металл, жаропрочный и др.).
- Особенности сварки, то есть как будет наноситься на изделие сварочный шов (горизонтально, вертикально, сверху вниз и т. д.).
- Определяем ток по электроду.
Каждая разновидность электродов имеет свои параметры тока, и производитель указывает их на маркировке изделия. Опытные сварщики для этого используют специальную формулу.
Разновидности электродов по диаметру:
- Электроды (2 мм) – ток 40-80 А. Считаются самыми привередливыми расходными материалами, поскольку предназначены для тонких листов металла, требуют специальных умений и навыков для выполнения качественной работы.
- Электроды (3-3,2 мм) – ток 70-80 А (при постоянном токе) и 120 А (при переменном токе).
- Электроды (4 мм) – ток 110-160 А. Работа с толстыми листами металла.
- Электроды (диаметр от 5 мм) – профессиональный расходный материал, используемый для наплавки, а не сварочных работ.
Как понять, что электроды больше не годятся для сварки?
Многих интересует не только вопрос, как хранить электроды по ГОСТ 9466-75, но и как проверить срок их годности. Не всегда удается точно определить условия хранения или транспортировки, поскольку электроды могут перекупаться фирмами. Для этого производят визуальный осмотр сварочного материала.
Если расходники внешне выглядят без дефектов, покрытие не осыпается, тогда такой электрод еще пригоден для сварки.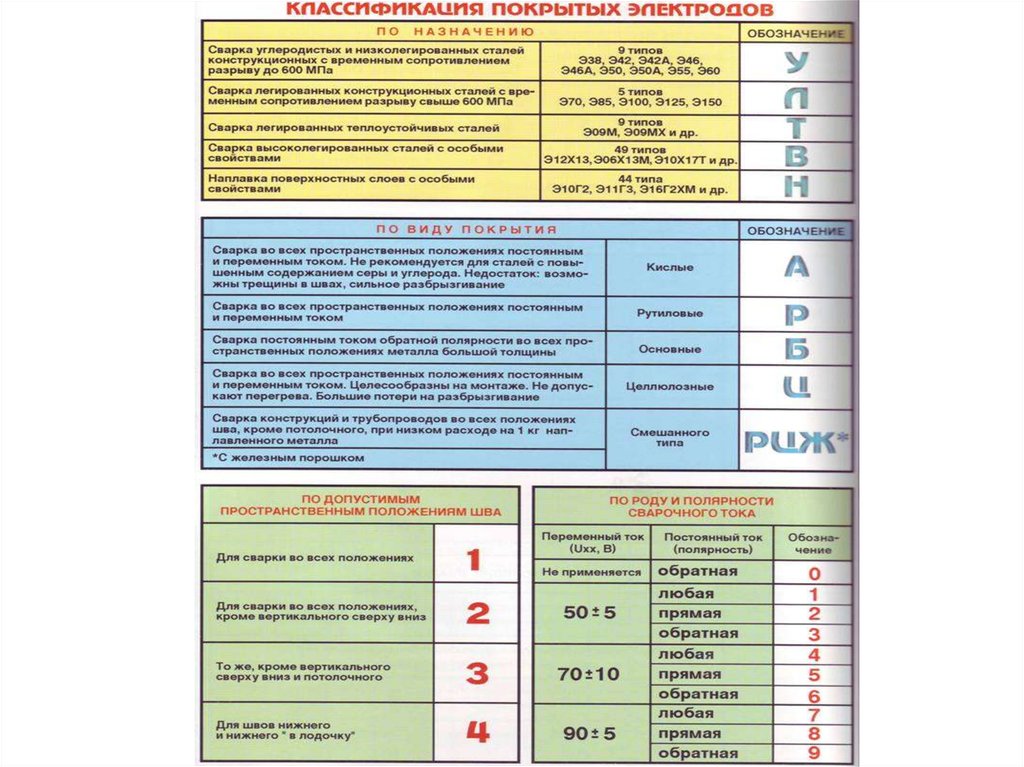 Если же на расходном материале есть хотя и небольшие, но дефекты, можно их почистить или высушить.
Если же на расходном материале есть хотя и небольшие, но дефекты, можно их почистить или высушить.
Не стоит использовать некачественный или использованный расходник при выполнении важных работ или тех, которые требуют точности. От этого зависит не только внешний вид сварочного шва, но и его качество. Обязательно стоит проверять электроды перед началом работы.
Переменным или постоянным током
Сваривание переменным и постоянным током обладает своими особенными характеристиками.
Основные преимущества постоянного напряжения: экономия сварочных материалов за счет низкого уровня разбрызгивания; комфорт и легкость проводимых работ; качественный шов; высокая производительность сварки; отсутствие непроверенных участков. Недостатком является высокая стоимость оборудования, способного выдавать постоянный ток. Подробнее здесь.
Главные достоинства переменного тока: легкость и доступная цена оснащения, работающего на переменке; удобство проведения сварочных работ; гарантия качественного соединения. Основные минусы: меньшая стабильность дуги; большое количество брызг способствует значительному расходу материалов. Подробности тут.
Основные минусы: меньшая стабильность дуги; большое количество брызг способствует значительному расходу материалов. Подробности тут.
Коррозионностойкие стали можно сваривать различными способами. Однако, чаще всего, для сварки нержавейки используются два метода соединения:
- Ручное сваривание покрытыми электродами.
- Сварка вольфрамовым электродом в среде защитных газов.
В зависимости от метода сварки используется различный вид напряжения, а соответственно применяются электроды, подходящие для переменного или постоянного тока.
Электроды постоянного тока по нержавейке
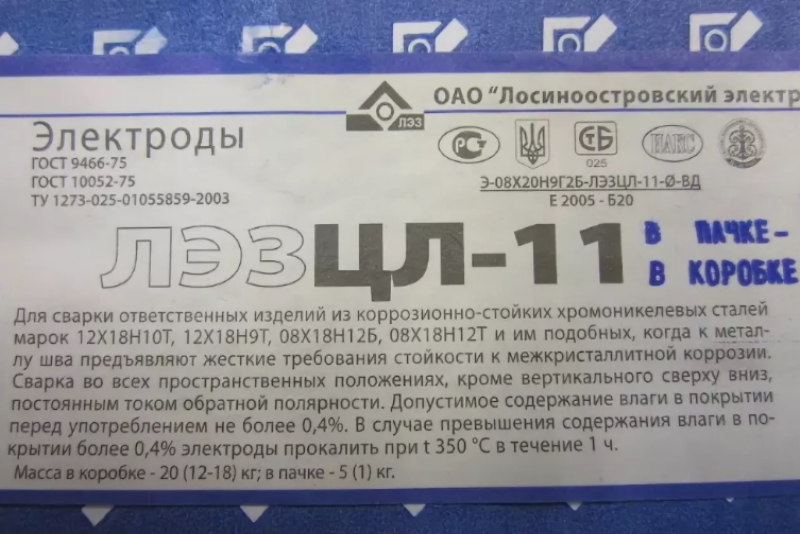
Приступая к работе мастер должен решить какими электродами можно варить нержавейку. Сварочные материалы с обмазкой без особых проблем обеспечивают оптимальное качество соединения. Ручное сваривание осуществляется, как правило, постоянным напряжением обратной полярности. Поэтому используются нержавеющие электроды следующих марок:ЦЛ-11 является одной из самых популярных марок среди сварщиков; используется для работы со сталями с высоким содержанием хрома и никеля. Шов, наплавленный с помощью данных расходников, обладает несколькими преимуществами: прочность; пластичность; аккуратность; достаточно высокий уровень ударной вязкости; отсутствие разбрызгивания.
Шов, наплавленный с помощью данных расходников, обладает несколькими преимуществами: прочность; пластичность; аккуратность; достаточно высокий уровень ударной вязкости; отсутствие разбрызгивания.
Электроды ОЗЛ-8 предназначены для сварки конструкций, которые будут эксплуатироваться в условиях высоких температур – до 1000°С. При это достоинства данной марки во многом схожи с ЦЛ-11.
НЖ-13 успешно используются для сваривания деталей из пищевой стали. Расходники данной марки отлично сваривают сплавы, где присутствуют хром, никель и молибден. Главная отличительная особенность таких электродов – образование тонкого слоя шлаковой корки, которая отделяется самопроизвольно.
Электроды НИИ-48Г.
Ниже приведен перечень ещё нескольких востребованных электродов по нержавеющим сталям:
ЗИО-8 предназначены для жаростойких коррозионностойких сталей.
Электроды НИИ-48Г используются для работы с ответственными конструкциями.
ОЗЛ-17У подойдут для нержавейки, работающей в средах, где присутствуют серная или фосфорная кислоты.
В соответствующем разделе представлены остальные марки электродов для сварки нержавейки.
Электроды для переменного тока для нержавейки
Не все исполнители располагают оснащением, работающим на постоянном напряжении. Из-за чего возникает вопрос: можно ли варить переменным током нержавейку?
Есть такие электроды, например, это марки ОЗЛ-14, ЛЭЗ-8, ЦТ-50, ЭА-400, ОЗЛ-14А, Н-48, АНВ-36 и другие.
Сваривание вольфрамовыми электродами (на картинке) в среде газов также можно проводить переменным током прямой полярности. Данный метод соединения применяется в следующих случаях:
- сваривание тонкостенных изделий;
- повышенные требования к сварочному шву.
Данные сведения помогут исполнителю любого уровня определить какие электроды для сварки нержавейки переменным током следует использовать при решении конкретных задач.
В качестве вывода, следует отметить, что электроды для нержавейки переменного тока менее востребованы. Данный факт обусловлен меньшей популярностью переменного напряжения по сравнению с постоянным.
Постоянка обладает большим спектром достоинств и используется профессионалами намного чаще.
Правила хранения электродов
29.05.2018
Нормы упаковки и хранения покрытых электродов регламентируются ГОСТ 9466-75 и 9467-75. Главный враг электродов с обмазкой – это влага. При хранении необходимо исключить перепады температуры, которые могут вызвать образование конденсата, а также повышенную влажность в помещении. Покрытие электродов легко впитывает влагу, что может привести к плохому розжигу, образованию нестабильной дуги.
Кроме того, когда электрод ловит дугу, то вода, скопившаяся в обмазке, вскипает. Это приводит к следующим последствиям:
- сильное разбрызгивание металла;
- плохое формирование шва;
- образование сварочных пор и трещин. (рис 1)
рис. 1.
Поэтому при хранении следует придерживаться правил:
- Температура в помещении должна быть не ниже +14 °С;
- Относительная влажность не должна превышать 50% при температуре до 25 °С, при температуре +25 °С влажность 40%;
- Наличие гидроизоляции в помещении;
- Если нельзя обеспечить гидроизоляцию, то необходимо установить кондиционеры;
- Упаковки с электродами рекомендуется устанавливать на полки или же поддоны, чтобы предотвратить непосредственный контакт со стенами и полом;
- Вскрытую коробку с электродами необходимо плотно закрывать;
- Если электроды покупаются в малом количестве (коробка), то можно хранить их в герметичном пенале или тубусе.
 (рис. 2)
(рис. 2)
рис. 2.
Если работы производятся на улице, то нужно изолировать электроды от осадков. Лучше делать небольшие запасы на 2-3 дня сварочных работ и хранить электроды в металлическом пенале.
Кроме того, электроды рекомендуется беречь от ударов и механического воздействия. Изделия с повреждённой обмазкой уже не годятся для сварки. (рис. 3)
рис. 3.
Особенности покрытия электродов
Электроды с разным покрытием по-разному восприимчивы к влаге и окружающим факторам. Перед сваркой изделия могут нуждаться в прокаливании и сушке
Важно помнить правило, что электрод можно прокаливать не более двух раз, поэтому перед использованием необходимо брать небольшое количество изделий
Наиболее устойчивы к воздействию влаги электроды с целлюлозным покрытием, они не нуждаются в прокаливании перед работой, если хранились правильно. Однако в качестве профилактических мер против возникновений трещин допустимо прокаливание при температуре около +70°С.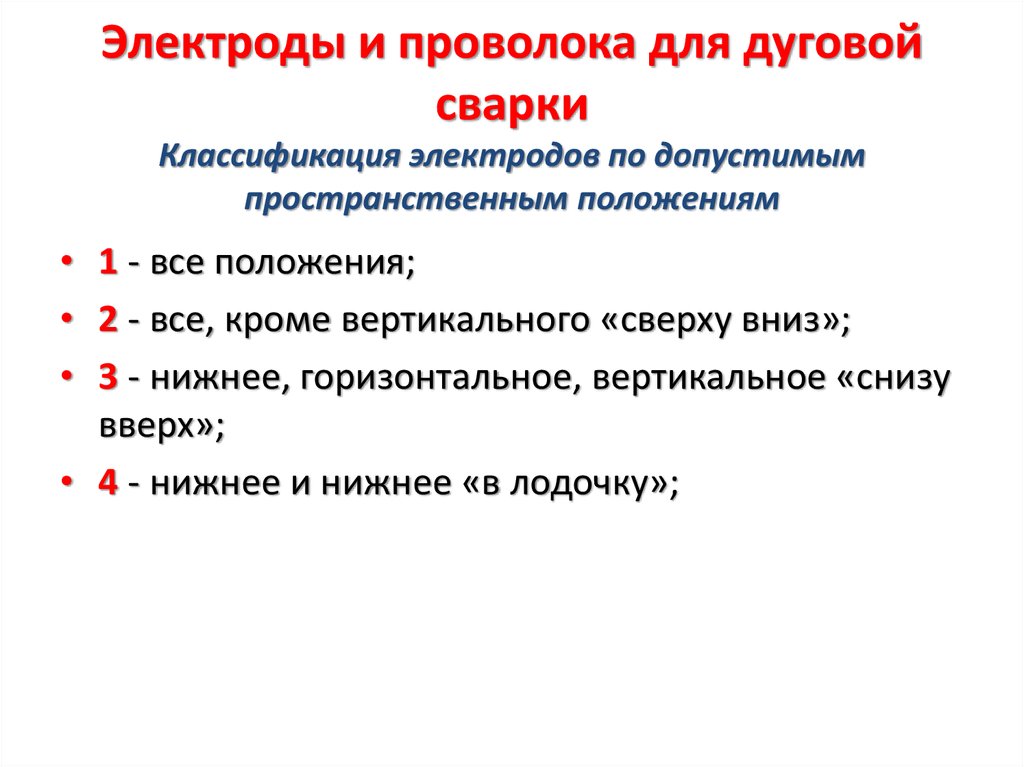
Более восприимчивы к влаге электроды с основным покрытием, поэтому их обязательно помещают в полиэтиленовую плёнку. После того, как электроды вынимают из упаковки, их помещают в нагревательную камеру и прокаливают при температуре +300-350 градусов Цельсия в течение часа. Если изделия подвергались воздействию воздуха более 2 часов, то они требуют закалки в течение 2-3 часов.
Электроды с рутиловым покрытием, которые хранились в заводской упаковке, прокаливать не нужно. Если же изделия подверглись воздействию влаги, то рекомендуется прокалить их 2-3 часа при температуре 100-150 градусов.
Совет: если требуемой температуры достичь нет возможности, можно увеличить время прокалки.
Как правило, заводская упаковка изготовлена из пластика и алюминиевой фольги, что повышает защиту электродов. (рис. 4)
рис. 4.
Когда требуется прокалка электродов?
- на открытом воздухе через 2-8 часов;
- в помещении с высокой влажностью через месяц;
- в сухом помещении через 120-180 дней;
- в герметичном металлическом контейнере (пенал, тубус) через год.

Если разрушение не достигло критичной величины, то электроды можно просушить или прокалить. Однако, в некоторых случаях обмазка осыпается полностью или частично, появляются трещины. В таком случае, электродами пользоваться нельзя.
Производители могут проставлять срок годности изделий, однако при должном хранении срок годности электродов с покрытием практически не ограничен
Конечно, важно и то, где приобретались изделия, ведь качество электрода любого типа и марки зависит также от хранения на складе производителя и продавца. Поэтому покупайте электроды у проверенных поставщиков, таких как Enkor24.ru
Классификация стальных покрытых электродов для ручной дуговой сварки
Классификация покрытых электродов, в зависимости от их назначения
Электроды для ручной дуговой сварки изготавливают в соответствии с требованиями
ГОСТ9466. В зависимости от области применения, согласно ГОСТ9467, стальные покрытые
электроды для дуговой сварки делятся на следующие группы:
У – для сварки углеродистых и низкоуглеродистых конструкционных сталей с временным
сопротивлением разрыву 600МПа. Для этой цели, согласно ГОСТ9476, используются
Для этой цели, согласно ГОСТ9476, используются
следующие марки электродов: Э38, Э42, Э42А, Э46, Э50, Э50А, Э55, Э60.
Л – электроды данной группы применяют для сварки легированных сталей, а также
для сварки конструкционных сталей с временным сопротивлением разрывы более 600МПа.
Это такие марки электродов, как Э70, Э85, Э100, Э125, Э150.
Т – данные электроды предназначены для сварки легированных теплостойких сталей.
В – электроды для сварки высоколегированных сталей с особыми свойствами (ГОСТ10052).Н
– электроды для наплавки поверхностных слоёв с особыми свойствами.
Классификация электродов, в зависимости от вида покрытия
А – электроды с кислым покрытием (например, АНО-2, СМ-5 и др.). Эти покрытия
состоят из оксидов железа, марганца, кремнезёма, ферромарганца. Эти электроды
обладают высокой токсичностью из-за содержания оксида марганца, но, при этом,
обладают высокой технологичностью.
Б – основное покрытие (электроды УОНИ-13/45, УП-1/45, ОЗС-2, ДСК-50 и др. ).
).
В состав этих покрытий не входят оксиды железа и марганца. В состав покрытия
для электродов УОНИ-13/45 входят мрамор, плавиковый шпат, кварцевый песок, ферросилиций,
ферромарганец, ферротитан, замешанные на жидком стекле. При сварке электродами
с основным покрытием, получается сварной шов с высокой пластичностью. Данные
электроды используют для сварки ответственных сварных конструкций.
Р – электроды с рутиловым покрытием (АНО-3, АНО-4, ОЭС-3, ОЗС-4, ОЗС-6, МР-3,
МР-4 и др.). Основу покрытия данных электродов составляет рутил TiO2, давший
название этой группе электродов. Рутиловые электроды для ручной дуговой сварки
менее вредные для здоровья, чем другие. При сварке металла такими электродами
толщина шлака на сварном шве небольшая и жидкий шлак быстро твердеет. Это позволяет
использовать данные электроды для выполнения швов в любом положении.
Ц – группа электродов с целлюлозным покрытием (ВСЦ-1, ВСЦ-2, ОЗЦ-1 и др.).
Компонентами для таких покрытий являются целлюлоза, органическая смола, тальк,
ферросплавы и некоторые другие составляющие. Электроды с таким покрытием можно
Электроды с таким покрытием можно
использовать для выполнения сварки в любом положении. Преимущественно они используются
при сварке металлов малой
толщины. Недостатком их является пониженная пластичность сварного шва.
Классификация электродов по толщине покрытия
В зависимости от толщины покрытия (отношения диаметра электрода D к диаметру
электродного стержня d), электроды подразделяются на группы:
М – с тонким покрытием (соотношение D/d не более 1,2).
С – со средним покрытием (соотношение D/d в пределах от 1,2 до 1,45).
Д – с толстым покрытием (соотношение D/d в пределах от 1,45 до 1,8).
Г – электроды с особо толстым покрытием (соотношение D/d более 1,8).
Классификация электродов по качеству
Классификация по качеству включает в себя учёт таких показателей, как точность
изготовления, отсутствие дефектов в сварном шве, выполненном электродом, состояние
поверхности у покрытия, содержание серы и фосфора в металле сварного шва. В
В
зависимости от этих показателей, электроды делятся на группы 1,2,3. Чем больше
номер группы, тем лучше качество электрода и выше качество
сварки.
Классификация электродов по пространственному положению при
сварке
Различают 4 группы электродов, в зависимости от допускаемого пространственного
расположения свариваемых деталей:
1 – допускается сварка в любом положении;
2 – сварка в любом положении, кроме выполнения вертикальных швов сверху вниз;
3 – сварка в нижнем положении, а также выполнение горизонтальных швов и вертикальных
снизу вверх;
4 – сварка в нижнем положении и нижнем “в лодочку”.
Кроме вышеперечисленных способов классификации, ГОСТ9466 предусматривает классификацию
электродов в зависимости от полярности сварочного тока, напряжения холостого
хода, вида источника питания сварочной дуги. Исходя из этих показателей, электроды
делятся на десять групп и обозначаются цифрами от 0 до 9.
Основные причины прилипания электрода
Сырые электроды. Часто встречающаяся проблема. Связана она с влагой, которую впитало покрытие (обмазка) электрода. Даже если электроды хранятся в сухом помещении, но в открытом виде они будут впитывать в себя всю влагу. Для избегания этого электроды поставляются в упаковке в целлофановом покрытии.
Часто встречающаяся проблема. Связана она с влагой, которую впитало покрытие (обмазка) электрода. Даже если электроды хранятся в сухом помещении, но в открытом виде они будут впитывать в себя всю влагу. Для избегания этого электроды поставляются в упаковке в целлофановом покрытии.
Отсыревшие электрода плохо варят и стреляют в процессе сварки. Шов от сварки таких электродов местами содержит поры и шлаковые включения. Если в гараже или в сарае Вы нашли завалявшиеся электроды, без сожаления их выкидуйте.
Плохое качество электродов. Дело в том, что покрытие электрода могло быть низкого качества. Производитель определённой марки, мог сэкономить на составе.
Визуально качество можно увидеть по обмазки. Когда обмазка осыпается, то это явно плохой вариант для сварки. Стержень электрода без обмазки будет прилипать к металлу. Такие электроды не годятся к применению.
Неподходящая марка электрода к стали. Не зря на рынке очень большой ассортимент сварочного материала. Это связано с большим количеством марок стали. Нельзя взять любой электрод и начать варить любую сталь. Электроды выбираются под марку свариваемой стали. Например: сварка нержавеющей стали выполняется электродами ОЗЛ -8, а низкоуглеродистая сталь – электродами АНО-4.
Нельзя взять любой электрод и начать варить любую сталь. Электроды выбираются под марку свариваемой стали. Например: сварка нержавеющей стали выполняется электродами ОЗЛ -8, а низкоуглеродистая сталь – электродами АНО-4.
Неправильные режимы сварки. Низко выставленный сварочный ток не даёт возможность поджогу дуги. Сварочный ток нужно выставлять в зависимости от диаметра электрода и его марки. Обычно все сварочные режимы можно прочесть на печке от электродов. Но не стоит забывать, что сильно большой ток может прожечь металл или перегреть его. Перегрев приводит к деформации металла.
Причины которые редко влияют на прилипание электрода
Свариваемость металла. Метал просто не предназначен для сварки, или плохо варится. Вот статья о свариваемости стали. Дело здесь не в опыте сварщика, а в составе металла. Стали с большим содержанием углерода плохо варится. Для них требуется подогрев. Однако, на глаз вы не сможете определить марку стали, но возможно дело именно в ней.
Загрязнённая поверхность металла. Метал покрытый ржавчиной или краской не будет пропускать сварочный ток для замыкания. Ржавчина может препятствовать качественному и стабильному горению дуги.
Метал покрытый ржавчиной или краской не будет пропускать сварочный ток для замыкания. Ржавчина может препятствовать качественному и стабильному горению дуги.
Как устранить прилипание электрода
Правильно подобранный сварочный материал, залог качественной сварки. Однако, если приходится работать с тем что есть, поэтому следует выполнять следующие правила:
1.Прокалка электродов. Применяется для прокаливания отсыревших электродов. Обычный прогрев электродов на батареи не годится. Для этого использую специальные электропечи для прокалки. Температуру прокалки можно узнать, прочитав это на пачке от электродов или зная их марку посмотреть в интернете. В основном этот режим колеблется от 100 до 400ºС. 2.Свариваемость стали. Зная марку стали можно просчитать свариваемость стали или проще всего посмотреть это в справочнике. Для плохо свариваемых сталей необходимо вводить дополнительный подогрев. Это не всегда технически возможно.
3.Правильные режимы сварки. Выставив правильно сварочный ток, сварка будет происходить без обрыва дуги. Не завышайте режимы. Соблюдайте точные указания на пачке от электродов.
Не завышайте режимы. Соблюдайте точные указания на пачке от электродов.
4.Очистка поверхности. Перед процессом сварки необходимо очищать поверхность металла от всякого рода загрязнения. Это поможет справиться с прилипанием электрода и улучшит качество сварки.
Перед сваркой проверяйте электроды на наличие сколов покрытия. Малейший скол не даст стабильное горение дуги. Всегда храните электроды в сухом месте. И самое главное это практика. Большинство проблем с прилипанием электрода связано с неопытностью сварщика. Практикуйтесь и у вас всё получится.
Правила маркировки
Для маркировки всех типов существующих электродов используется определенная схема. Согласно ее построению, первая цифра определяет тип электрода, следующая позиция информирует о марке продукта, а за ней следует обозначение диаметра.
Четвертой в данной схеме идет шифр, определяющий назначение, а пятым – толщину покрытия. Шестым расположен шифр, который характеризует сварочный шов или наплав металла.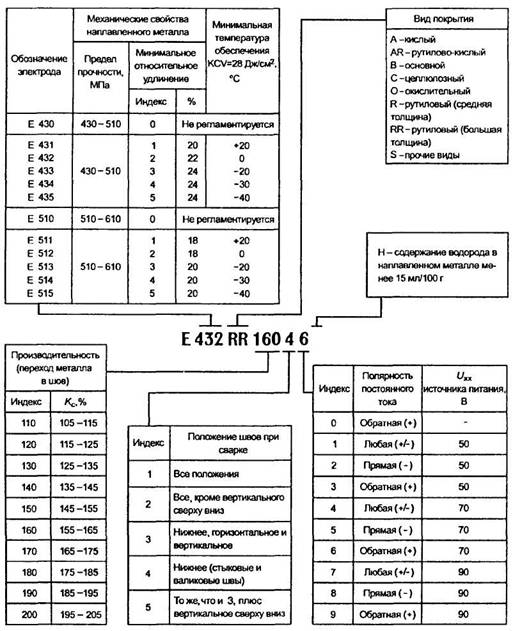 Далее можно прочитать информацию о покрытии стержня. Восьмая позиции предоставляет сведения о пространственном расположении электрода во время сварки, а девятая – о напряжении и виде тока.
Далее можно прочитать информацию о покрытии стержня. Восьмая позиции предоставляет сведения о пространственном расположении электрода во время сварки, а девятая – о напряжении и виде тока.
Для большего понимания стоит рассмотреть конкретный пример:
Первые четыре символа «Э46А» несут информацию о виде электродного стержня. Расшифровывается она так:
- Э – предназначен для электродугового способа сваривания;
- 46 – единица сопротивляемости разрыва дуги согласно нормативов ГОСТ 9467-75;
- А – усовершенствованный класс стержня.
Следующий в маркировке индекс «У» обозначает то, что электрод может использоваться в работе с легированной и низкоуглеродистой сталью. «Д2» присвоена второй группе продуктов по толщине покрытия.
Маркировка в знаменателе 432(5) – это параметр наплавленного соединения, которое формирует шов. «Б» — тип покрытия электрода основной. Положение электрода во время выполнения работ соответствует значению «1». Токовый режим «0» — это обратная полярность постоянного тока.
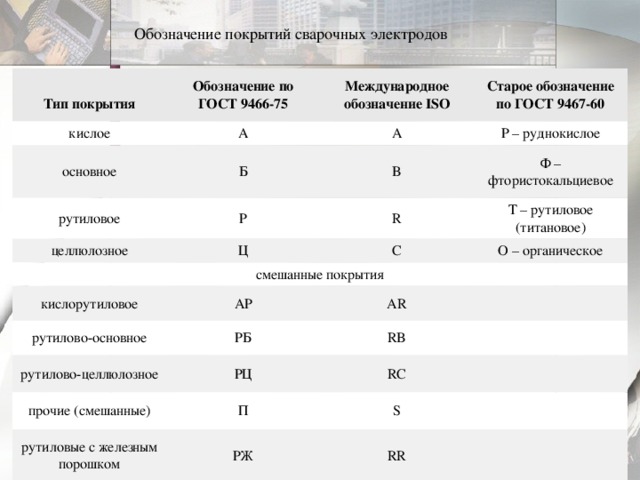
Ниже приведена таблица о значении маркировок покрытия металлического стержня:
| Тип покрытия | Маркировка по ГОСТ 9466-75 | Международная маркировка по ISO | Маркировка по старому ГОСТ 9467-60 |
| кислое | А | A | Р (руднокислое) |
| основное | Б | B | Ф (фтористокальциевое) |
| рутиловое | Р | R | Т (рутиловое (титановое)) |
| целлюлозное | Ц | C | О (органическое) |
| смешанные типы покрытия | |||
| кислорутиловое | АР | AR | |
| рутилово-основное | РБ | RC | |
| смешанные прочие | П | S | |
| рутиловые с железным порошком | РЖ | RR |
Классификация электродов согласно ГОСТу 9466-75
Предназначенные для ручной дуговой сварки металлические покрытые электроды делятся на группы по нескольким параметрам: назначению, химическому составу и механическим свойствам, толщине и виду нанесенного покрытия
Помимо этого, принимаются во внимание и сварочно-технологические показатели
Виды электродов по назначению
В зависимости от сферы использования продукция предназначается:
- для работы с углеродистыми или низкоуглеродистыми материалами, степень сопротивления на разрыв которых не превышает 600 Мпа.
 Они маркируются литерой «У»;
Они маркируются литерой «У»; - для соединения заготовок из конструкционной легированной стали, сопротивление на разрыв которых не превышает 600 Мпа. Электроды маркируются буквой «Л»;
- для сваривания легированной стали, устойчивой к высоким температурам. Продукты обозначаются литерой «Т»;
- для сварки высоколегированной стали, обладающей особыми характеристиками. Визуальный маркер — буква «В»;
- для создания наплавляемого слоя на поверхности материалов с особыми свойствами. Электроды имеют обозначение — литеру «Н».
Перечисленными стандартами электроды разделяются на типы в зависимости от химического состава наплавленного металла и в соответствии с механическими характеристиками обрабатываемого материала. В маркировке присутствуют цифры, обозначающие минимальное сопротивление на разрыв в кгс/мм2: Э42, Э42А, Э50 и другие. Буква после цифрового маркера обозначает высокие пластические характеристики, хорошую вязкость и ограничения по химическим составляющим.
По толщине покрытия
По данному показателю предусмотрено деление продуктов с учетом соотношения D/d, где D соответствует диаметру покрытия, а d — величине окружности металлического стержня. Принято различать электроды по толщине покрытия:
- тонкое. Соотношение диаметров меньше 1,2. Маркируются буквой «М»;
- среднее. Результат находится в диапазоне 1,2 < х < 4,5. Обозначаются литерой «С»;
- толстое. Коэффициент меньше 1,8, но больше 1,45. Маркер — «Д»;
- особо толстое. Число, полученное от деления двух диаметров, выше 1,8. Маркировка «Г» является отличительной особенностью продукта.
Согласно положениям ГОСТа 9466 — 75 предусмотрено деление на три группы, которые отличаются по качеству. Оно определяется состоянием покрытия, точностью исполнения покрытия и стержня, содержанием фосфора и серы в наплаве.
Типы покрытия электродов
Значения приведены в таблице ниже:
| Тип покрытия | Обозначение по ГОСТ 9466-75 | Международное обозначение ISO |
| Кислое | А | A |
| Основное | Б | B |
| Рутиловое | Р | R |
| Целлюлозное | Ц | C |
| Смешанные покрытия | ||
| Кисло-рутиловое | АР | AR |
| Рутилово-основное | РБ | RB |
| Рутилово-целлюлозное | РЦ | RC |
| Прочие (смешанные) | П | S |
| Рутиловые с железным порошком | РЖ | RR |
По пространственному расположению наплава
Электроды следует подбирать в зависимости от пространственного расположения стыка:
- рекомендуется для работы в любом положении — обозначается «1»;
- допускается расположение сварного шва в любом положении кроме направления сверху-вниз — «2»;
- для следующего пространственного расположения: вертикаль, горизонталь, низ и вертикаль снизу-вверх — «3»;
- для работы в нижнем положении, в том числе способом в лодочку — «4».

По виду и полярности тока
Все значения собраны в виде таблицы:
| Рекомендуемая полярность постоянного тока | Напряжение холостого хода источника переменного тока, В | Обозначение | |
| Номинальное напряжение | Предельное отклонение | ||
| Обратная | — | — | |
| Любая | 50 | ±5 | 1 |
| Прямая | 2 | ||
| Обратная | 3 | ||
| Любая | 70 | ±10 | 4 |
| Прямая | 5 | ||
| Обратная | 6 | ||
| Любая | 90 | ±5 | 7 |
| Прямая | 8 | ||
| Обратная | 9 |
Типы, марки и особенности электродов для ручной дуговой сварки
Содержание
- 1 Классификация по материалу производства
- 1.1 По предназначению
- 1.2 По толщине покрываемого вещества
- 1.3 По чистоте покрытия и расположению в пространстве
- 2 Маркировка, расшифровка
- 3 Особенности покрытия
- 4 Основные требования
- 5 Используемые компоненты для производства
- 6 Скачать ГОСТ
Методов соединения деталей существует множество, но особую популярность заслужила ручная дуговая сварка. Применяется она посредством использования единичных сварочных электродов.
Применяется она посредством использования единичных сварочных электродов.
В процессе ручного сваривания металлических деталей важную роль играют электроды. В зависимости от выбранных марок и грамотно настроенного оборудования можно получить высококачественный шов, даже в труднодоступной области.
Содержание
- Классификация по материалу производства
- По предназначению
- По толщине покрываемого вещества
- По чистоте покрытия и расположению в пространстве
- Маркировка, расшифровка
- Особенности покрытия
- Основные требования
- Используемые компоненты для производства
- Скачать ГОСТ
Классификация по материалу производства
Какие бывают электроды? Как известно, все сварочные расходные материалы для ручной дуговой сварки делятся на плавкие и неплавкие виды. К плавким элементам относят: сварочный инструментарий, изготовленный из чугуна, алюминия, меди, стали. Все зависит от типа свариваемой металлической поверхности. Металлический стержень может выступать как анодом, так и катодом, а может выполнять функции дополнительного компонента в сварочной области.
Металлический стержень может выступать как анодом, так и катодом, а может выполнять функции дополнительного компонента в сварочной области.
К неплавким материалам относят угольные, из вольфрама и графита. Они выполняют лишь первичную функцию, да и в процессе сваривания используется вспомогательная проволока. Вольфрамовые стержни активно применяются при ручной дуговой сварке в среде инертного газа.
Согласно ГОСТ 9466, стержни в процессе сварки могут отличаться по нескольким функциональным признакам.
По предназначению
Основываясь на ГОСТ 9466 и ГОСТ 9467, электроды подразделяются на категории:
- Для сваривания металлических поверхностей (сталь) с незначительным и умеренным содержанием углерода. Сопротивление разрыва находится на уровне 600 МПа. Указывается в описании, как буквенное обозначение — «У».
- Для соединения легированных и теплостойких сталей. Отмечают «Т».
- Для легированного железа с сопротивлением 600 МПа. Обозначают «Л».
- Для наплавления внешних наслоений с нужными характеристиками.
 Отмечают «Н».
Отмечают «Н». - Для высоколегированных (с повышенным содержанием добавок) сталей со специальными свойствами. Помечают «В».
- Для соединения металлических поверхностей с пластичными параметрами. Обозначают «А».
По толщине покрываемого вещества
Классификация электродов при сваривании поверхностей может осуществляться и по толще покрываемого слоя. Данные значения зависят от сечения. Отмечают несколько видов:
- Тонкая оболочка « М». Толща покрытия колеблется на уровне 20% поперечника.
- Слой умеренной толщины «С». Толщина составляет примерно 45% сечения элемента. Это наиболее встречаемый вариант.
- Толстая оболочка «Д». Покрываемый слой достигает 80% от двойного радиуса инструмента.
Сверхтолстый слой «Г». Толщина оболочки более 80% поперечника.
По чистоте покрытия и расположению в пространстве
Наслоение может быть как в чистовом варианте, так и в смеси с другими материалами, то есть содержать несколько компонентов. Оно может быть: кислотным (А), основным (Б), целлюлозным (Ц), рутиловым (Р) и иными типами (П).
Оно может быть: кислотным (А), основным (Б), целлюлозным (Ц), рутиловым (Р) и иными типами (П).
Отдельные электроды для электродуговой сварки неприменимы в некоторых пространственных положениях, потому что они чрезмерно текучи. Для обозначения этого параметра на упаковке указан пункт о применении в пространстве:
- «1» — работать можно в абсолютно любой плоскости;
- «2» — все позиции разрешены, кроме вертикального;
- «3» — В работе исключается потолочное положение;
- «4» — работать можно только в горизонтальных плоскостях.
Если сварочное устройство, электроды и защитное снаряжение подобраны верно, то все работы по свариванию металлических поверхностей ручным способом будут безопасными, а шов – надежным, качественным и долговечным.
Маркировка, расшифровка
Бывает, что электроды для сварки разнородных сталей имеют много буквенных обозначений и цифр, поэтому многим новичкам сварного дела непонятна их суть. Рассмотрим электрод «Э-46 ЛЭЗАНО21 УД Е 43 1(3) РЦ13». В этом наименовании:
Рассмотрим электрод «Э-46 ЛЭЗАНО21 УД Е 43 1(3) РЦ13». В этом наименовании:
- Э-46 – типовая составляющая, используемая для сталей с незначительным и умеренным содержанием углерода;
- ЛЭЗАНО21 – марка электрода для ручной сварки;
- «У» — предназначение элемента, то есть для низколегированного (с незначительным содержанием добавок) и углеродистого железа;
- «Д» — толстый слой покрытия;
- «Е» — причисляется разряду плавких;
- «43» — прочностной разрывной максимум — 430 МПа. Этот показатель соответствует ГОСТ 9466-75;
- «1» — условное удлинение находится на уровне 20%;
- «3» — для сохранности ударной вязкости рекомендуется комнатная температура;
- «РЦ» — буквы расшифровываются, как сочетание рутилово-целлюлозного наслоения;
«1» — работать можно в любой плоскости; - «3» — применяемый ток для сварки постоянным током, соблюдая обратную полярность. Можно использовать и переменный ток, но для этого потребуется сварочный трансформатор.

Так выглядит расшифровка маркировки электродов для сварки поверхностей из металла.
Особенности покрытия
Сварочный стержень для ручного соединения металлических поверхностей производят из специальной мерной проволоки с нанесением защитного наслоения. Покрытие играет важную роль в возделывании сварочного участка, помогая область защитить от внешнего окружающего воздействия и обеспечить стойкое горение дуги.
Защитная оболочка включает в себя:
- Стабилизаторы процесса. Они обеспечивают устойчивую дугу благодаря агрегациям из щелочных земель и металлов щелочного ряда. Они практически неспособны к ионизации. Среди подобных металлов выделяют, калий, менее активный натрий и кальций.
- Шлакоформирователи. Благодаря этим элементам в сварочной области возникает защитная оболочка из шлаков, которая не дает развиваться процессам окисления. К этим компонентам причисляют некоторые минералы и руды, например, гранит.

- Газообразователи. Их роль заключается в надежной газовой защите области сварки. Выделяемые газы создают защитную оболочку в области контактирования. Газообразные вещества подразделяются на неорганические и органические элементы. Яркими представителями этих компонентов считаются мрамор, магнезит, крахмал, мука из дерева.
- Элементы, изменяющие состав металла и раскислители. Их применение связано с тем, что в определенных ситуациях необходимо изменить состав металла либо избавиться от растворенного в сплаве кислорода. Кроме того, раскисляющие элементы способны восстанавливать в рабочей области свариваемые металлы в виде окислов. К подобным веществам относят марганец, титан, кремний и их сплавы с железом.
- Связывающие средства. Данные элементы связывают порошкообразные вещества и придают им цельность. Жидкое стекло – яркий представитель этой категории.
- Формовые модификаторы. Подобные элементы придают покрытию дополнительные пластичные характеристики. Среди таких веществ выделяют декстрин, слюду и многие другие.

Популярность ручного сваривания металла обуславливается элементарностью проведения процедуры, а также незначительными финансовыми вложениями при высококачественном уровне процесса. В ручном дуговом сваривании применяют разные сорта (марки) электродов. В соответствии с видом свариваемого металла осуществляется и подбор расходного компонента, чтобы достичь максимальной идентичности используемого инструмента и заготавливаемого изделия. Кроме того, существует немало факторов, влияющих на рабочие условия процесса связывания. Эта среда и определяет выбор электрода для ручной дуговой сварки металлических поверхностей.
Основные требования
Расходные материалы, используемые для сварки либо наплавки, можно разделить по области реализации и различным производственным характеристикам. Например, ручное сваривание дугой может классифицироваться по механическим параметрам шовного соединения, методом нанесения металла на изделие, физическим параметрам шлака.
При проведении сварочных работ к электродам предъявляются требования, установленные ГОСТ 9466-75:
- должны гарантировать хорошее горение дуги и качественное шовное соединение без пор и трещин, особенно для сварки трубопроводов в домашних условиях.
 Так, применяют электроды для сварки переменным током;
Так, применяют электроды для сварки переменным током; - в рабочей зоне должен формироваться металл особого состава;
- плавка осуществляется равномерно, рассредотачиваясь по обоим участкам свариваемого металла;
- не должно быть сильного разбрызгивания металла, тем самым обеспечивая хорошую производительность;
- образуемый шлак должен легко отходить;
- высокая прочность покрытия;
- должен длительное время сохранять первоначальные свойства;
- минимальный уровень вредных выбросов во время проведения сварных работ
повышенная механическая устойчивость к возможным воздействиям.
Ручная дуговая сварка покрытыми электродами осуществляется посредством применения вспомогательных компонентов, в виде целлюлозного или рутилового покрытия. В основном подобные стержни применяются для сварных работ со сталью.
Используемые компоненты для производства
Основываясь на ГОСТ, для производства металлического прутка плавящихся электродов применяют разнородные сорта стали, а именно – углеродистые, легированные и высоколегированные. Металлическую проволоку обозначают особым образом. Наличие на марке электродов для сварки обозначения «Св» значит элемент сварочного типа. Если указывает число, то это означает процентное содержание углерода. После цифры идет кодировка легирующих компонентов и их процент в составе металла. К примеру, в металлическом изделии содержится 0,10% углерода, по 1% хрома, кремния, 2% марганца, то маркировка электродов для сварки выглядит следующим образом — Св-10ХГ2С. Подобная модель создана по всем правилам ГОСТ 9466-75. Структура проволоки и свариваемого металлического изделия должны взаимно соответствовать.
Металлическую проволоку обозначают особым образом. Наличие на марке электродов для сварки обозначения «Св» значит элемент сварочного типа. Если указывает число, то это означает процентное содержание углерода. После цифры идет кодировка легирующих компонентов и их процент в составе металла. К примеру, в металлическом изделии содержится 0,10% углерода, по 1% хрома, кремния, 2% марганца, то маркировка электродов для сварки выглядит следующим образом — Св-10ХГ2С. Подобная модель создана по всем правилам ГОСТ 9466-75. Структура проволоки и свариваемого металлического изделия должны взаимно соответствовать.
Для соединения металлов цветного ряда электрод должен быть изготовлен из медного состава, никеля, пластичного алюминия или бронзы. Но стоит учесть, что чугунные детали связываются не только лишь стальными электродами, они могут соединяться медно-железными видами стержней. Благодаря разнородности, в ходе сварки выделяется углерод, что заметно повышает прочностные характеристики. Такие электроды для ручной дуговой сварки, как правило, состоят из 10% железа и 90% меди.
Осуществление сварки невозможно без применения электродов. Их значение крайне велико, так как от оптимального выбора расходного материала зависит качество шва возделываемых поверхностей. Большое разнообразие марок электродов для ручной дуговой сварки говорит о широком предназначении элементов. Благодаря этому очень важно разбираться в обозначениях электродов для ручной дуговой сварки, потому что это помогает понять, какие типы электродов требуются для соединения металла и сделать правильный выбор.
Скачать ГОСТ
ГОСТ 9466-75 Электроды покрытые металлические для ручной дуговой сварки сталей и наплавки. Классификация и общие технические условия
ГОСТ 9467-75 Электроды покрытые металлические для ручной дуговой сварки конструкционных и теплоустойчивых сталей. Типы
Какие бывают сварочные электроды по чугуну?
04.04
2019
Наряду со сталью чугун является основным конструкционным материалом. Однако в силу своего физико-химического состава он имеет массу особенностей, которые следует учитывать при сварке. Кроме того, типов чугуна несколько, что также необходимо брать во внимание при выборе сварочных расходников. Какие же бывают сварочные электроды по чугуну? Для начала рассмотрим специфические свойства.
Однако в силу своего физико-химического состава он имеет массу особенностей, которые следует учитывать при сварке. Кроме того, типов чугуна несколько, что также необходимо брать во внимание при выборе сварочных расходников. Какие же бывают сварочные электроды по чугуну? Для начала рассмотрим специфические свойства.
Содержание
1. Особенности чугуна
2. Лучшие электроды по чугуну
3. Холодная сварка чугуна
4. Горячая сварка чугуна
5. Основные марки электродов по чугуну
Наряду со сталью чугун является основным конструкционным материалом. Однако в силу своего физико-химического состава он имеет массу особенностей, которые следует учитывать при сварке. Кроме того, типов чугуна несколько, что также необходимо брать во внимание при выборе сварочных расходников. Какие же бывают сварочные электроды по чугуну? Для начала рассмотрим специфические свойства.
Особенности чугуна
В отличие от стали чугун содержит в себе значительное количество углерода — от 2 до 6%, при этом СО2 находится в нем в свободном состоянии — в виде графита.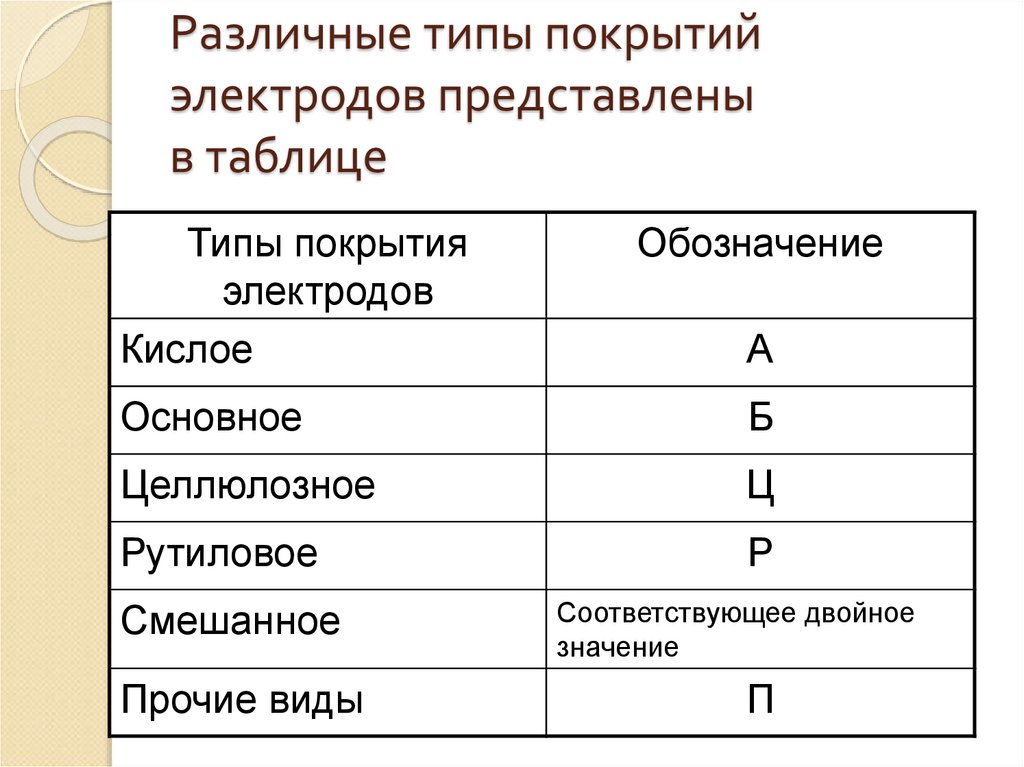 Это обуславливает его уникальные характеристики — он чрезвычайно тверд, но при этом хрупок, обладает низкой пластичностью и вязкостью. Эти свойства сказываются при обработке и сварке металла. При неправильно выбранных параметрах, материалах и технике сварки существуют следующие риски:
Это обуславливает его уникальные характеристики — он чрезвычайно тверд, но при этом хрупок, обладает низкой пластичностью и вязкостью. Эти свойства сказываются при обработке и сварке металла. При неправильно выбранных параметрах, материалах и технике сварки существуют следующие риски:
- из-за наличия графита в металле могут образовываться трещины;
- углерод выгорает, что приводит к образованию пор в сварном шве;
- образуются тугоплавкие окислы, у которых температура плавления выше, чем у чугуна.
Кроме того, затруднения при сварке может вызвать и такое его свойство, как высокая жидкотекучесть, препятствующая образованию качественного шва.
Быстрое охлаждение серого чугуна после температуры нагрева более 750°С ведет к превращению графита в карбид железа — цементит. Сам чугун превращается из серого в белый. Такой чугун сварке не подлежит.
Марки электродов по чугуну
Указанные особенности требуют выбора специальных марок электродов. Они должны обеспечивать одинаковую концентрацию СО2 в основном и присадочном металле и их одинаковое время остывания. В состав электродов по чугуну часто входит медь (медно-никелевые, медно железные электроды), однако они могут быть и стальными, ферро-никелевыми или никелевыми. Тип покрытия стержня — основной, реже кислый. В ряду наиболее популярных марок, которые используются для сварки по чугуну, — МНЧ-2, ОЗЧ-4, ОЗЧ-6, ОЗЧ-2, ОК 92.18, ОЗЖН-1. Часть из них универсальна по назначению, позволяет работать со всеми типами чугунов (кроме указанного выше белого), часть имеет более узкую специализацию (об этом — ниже).
Они должны обеспечивать одинаковую концентрацию СО2 в основном и присадочном металле и их одинаковое время остывания. В состав электродов по чугуну часто входит медь (медно-никелевые, медно железные электроды), однако они могут быть и стальными, ферро-никелевыми или никелевыми. Тип покрытия стержня — основной, реже кислый. В ряду наиболее популярных марок, которые используются для сварки по чугуну, — МНЧ-2, ОЗЧ-4, ОЗЧ-6, ОЗЧ-2, ОК 92.18, ОЗЖН-1. Часть из них универсальна по назначению, позволяет работать со всеми типами чугунов (кроме указанного выше белого), часть имеет более узкую специализацию (об этом — ниже).
| Марка электродов | Тип чугуна | Направление сварки | Тип сварки | Свойства |
| МНЧ-2 |
|
|
| Предпочтительны для заварки первого слоя в соединениях, от которых требуется высокая плотность швов и чистота поверхности после обработки |
| ЦЧ-4 |
| в нижнем положении |
| Для конструкций из высокопрочного чугуна с шаровидным графитом и серого чугуна с пластинчатым графитом, а также их сочетаний со сталью. |
| ОЗЧ-6 |
|
|
| Для ручной дуговой сварки и наплавки тонкостенных деталей. |
| ОЗЧ-4 |
|
|
| Предпочтительны при сварке последних слоев, обеспечивая металлу шва высокую сопротивляемость истиранию и ударную вязкость. |
| ОЗЧ-2 |
|
| холодная сварка | Для сварки, наплавка и заварка дефектов литья при восстановлении чугунных изделий. |
| ОЗЖН-1 |
|
| холодная сварка | Данная марка часто используется при заварке крупных дефектов литья и многослойной, с большими объемами металла, наплавке. |
| OK 92.18 |
| все положения | горячая сварка | Хорошо зарекомендовали себя при ремонте изделий из нетолстых деталей (заварка повреждений и дефектов в коробках передач, корпусах насосов, блоках двигателей и т. д.). |
Холодная сварка чугуна
Холодная сварка — это сварка чугуна без предварительного подогрева деталей.
Для холодного метода сварки тебуются специальные электроды. Сюда относят такие марки, как МНЧ-2 (хорошо сваривают детали в ответственных конструкциях) ОЗЧ-2, ОЗЧ-6 (особенно эффективны при работе с тонкостенными изделиями), ЦЧ-4, а также ОЗЖН-1 (устранение серьезных дефектов).
Горячая сварка чугуна
Горячая сварка — это сварка, при которой требуется предварительная прокалка чугуна.
Собственно «горячим» методом называется тот, при котором металл нагревается до температуры +500. .. + 600 °С, «полугорячим» — температура достигает +300 +400 °С, «теплым» — +200 °С. Наиболее часто для этого используются универсальные электроды марки ЦЧ-4, а также OK 92.18 («теплый» способ) и ОМЧ-1. Также в этом случае применяются электродные прутки марок УОНИИ, АНО, угольные и другие электроды.
.. + 600 °С, «полугорячим» — температура достигает +300 +400 °С, «теплым» — +200 °С. Наиболее часто для этого используются универсальные электроды марки ЦЧ-4, а также OK 92.18 («теплый» способ) и ОМЧ-1. Также в этом случае применяются электродные прутки марок УОНИИ, АНО, угольные и другие электроды.
Основные марки электродов по чугуну
МНЧ-2
Универсальные никелемедные электроды, позволяющие работать с любыми видами чугуна — ковким, серым и высокопрочным. Изделия этой марки специально разработаны для того, чтобы сварку можно было выполнять без предварительного прокаливания. Сердечник из монель-металла (большая часть — никель, 28,5% медь, также присутствуют железо и марганец) имеет специальное покрытие. Основное назначение: холодная сварка, наплавка, заварка дефектов литья. Сварка возможна в любых пространственных положениях кроме потолочного и сверху вниз, производится при постоянном токе обратной полярности. Помимо универсальности применения в ряду преимуществ:
- отсутствие в необходимости прокалки — незначительный подогрев требуется только при работе с толстыми изделиями;
- легкий поджиг, стабильное горение дуги, высокая скорость расплавления при сравнительно низкой температуре, легкое отделение шлаковой корки;
- отличное качество получаемого шва по прочности, пластичности, стойкости к коррозии;
- цветовая идентичность основного и наплавляемого металла;
- низкая твердость шва, благодаря чему при эксплуатации конструкции риски образования трещин в районе соединения минимальны.

Данная марка электродов по чугуну для электродуговой сварки повсеместно применяется при ремонте изношенных деталей в шестернях, насосах, редукторах, экскаваторных ковшах и других узлах и механизмах. Аналоги марки МНЧ-2 по международной классификации — электроды типа ENiCu-B.
Важно. Если осуществляется многослойная наплавка, валик необходимо постепенно охлаждать до температуры 60 °С и проковывать легкими ударами молотка. Таким образом снижается внутреннее напряжение в структуре металла и снижаются риски появления в околошовной зоне трещин. Длина самого сварочного валика — от 30 до 50 мм.
ОЗЧ-4
По своим свойствам эти электроды с основным покрытием практически так же универсальны, как и марка МНЧ-2 — с ними можно выполнять сварку чугунов любого вида. Электроды позволяют получить шов повышенной износостойкости (что важно, если эксплуатация изделия предусматривает постоянное трение металла о металл), а также высокую технологичность при обработке резанием и высокую стойкость к ударным нагрузкам. Для сварки и наплавки используется ток обратной полярности. Возможное пространственное положение — нижнее и вертикальное. При технологии сварки следует соблюдать требования, предъявляемые и к изделиям марки МНЧ-2 (охлаждение и легкая проковка валика), однако в отличие о МНЧ-2 в данном случае необходима предварительная часовая прокалка при температуре 250…280 °С.
Для сварки и наплавки используется ток обратной полярности. Возможное пространственное положение — нижнее и вертикальное. При технологии сварки следует соблюдать требования, предъявляемые и к изделиям марки МНЧ-2 (охлаждение и легкая проковка валика), однако в отличие о МНЧ-2 в данном случае необходима предварительная часовая прокалка при температуре 250…280 °С.
Важно. Наиболее эффективно электроды ОЗЧ-4 проявляют себя при сварке последних слоев, обеспечивая металлу шва высокую сопротивляемость истиранию и ударную вязкость.
ЦЧ-4
Электроды с основным покрытием, предназначенные как для горячей, так и для холодной сварки ковкого, высокопрочного, серого чугунов. Основное назначение — заварка дефектного литья, наплавка при ремонте чугунных деталей. Также это — электроды по чугуну и нержавейке, они позволяют качественно сваривать два этих сплава с разной структурой. Нередко для получения более эфективного результата применяются только для наплавки первых слоев, после чего она выполняется другими, специальными электродами.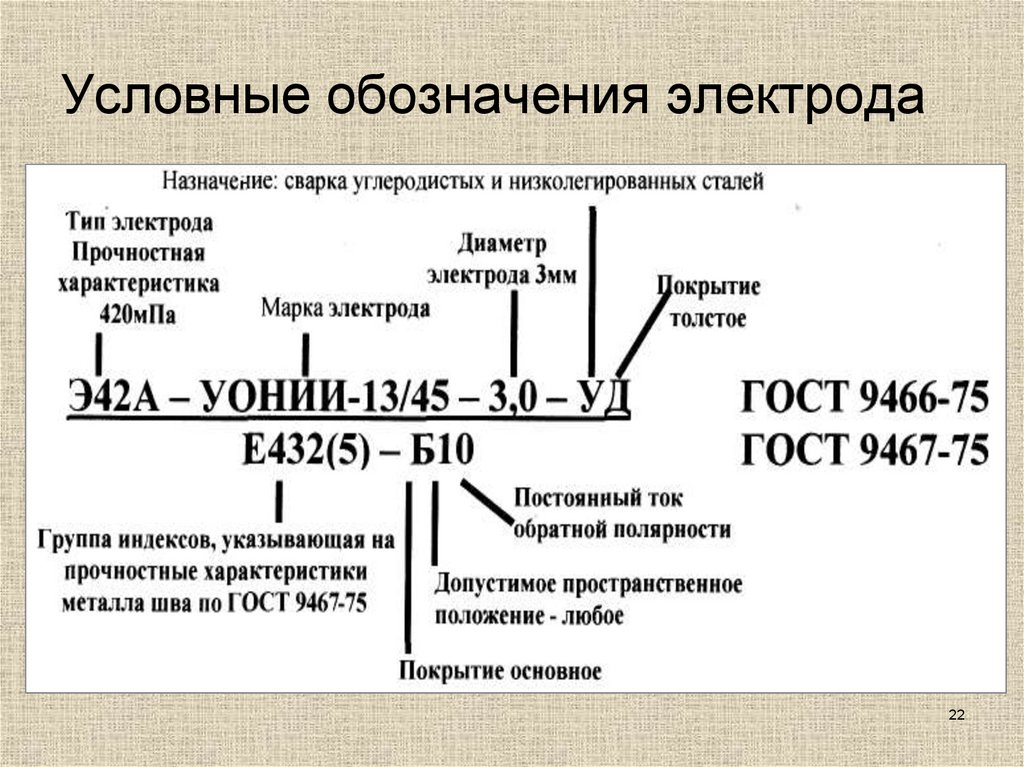
ОЗЧ-2
Это медные электроды для сварки чугуна (медный сердечник) с кислым покрытием. Имеют ограниченную сферу использования — применяются для работы только с ковким (мягким и вязким) и серым чугуном. Спектр работ — холодная сварка, а также наплавка и заварка дефектов литья при восстановлении чугунных изделий. Длина валика, которыми рекомендуется выполнять сварку, — небольшая, в диапазоне 30… 50 мм. Полученный валик необходимо охладить до 60 °С и далее проковать несильными ударами молотка. Перед сваркой электрод следует прокалить в течение часа при температуре 190-210 градусов. Сварка допустима в нижнем и вертикальном положениях постоянным током обратной полярности.
ОЗЖН-1
Сфера использования — исключительно холодная сварка. Используется постоянных ток обратной полярности. Типы свариваемых чугунов — высокопрочный и серый. Перед сваркой необходима часовая прокалка электрода при температуре 350°С. Как и в случае с другими марками по чугуну, валик следует проковать легкими ударами молотка для снятия внутреннего напряжения в металле шва. Данная марка часто используется при заварке крупных дефектов литья и многослойной, с большими объемами металла, наплавке. В последнем случае эти электроды необходимо комбинировать с МНЧ-2 или ОЗЧ-3 (ими наплавляются первый и промежуточные слои).
Данная марка часто используется при заварке крупных дефектов литья и многослойной, с большими объемами металла, наплавке. В последнем случае эти электроды необходимо комбинировать с МНЧ-2 или ОЗЧ-3 (ими наплавляются первый и промежуточные слои).
OK 92.18
Новое название этих электродов — OK Ni-Cl. Имеют основное покрытие с высоким содержанием графита. Предназначены для сварки с минимальным подогревом. Работают и на постоянном, и на переменном (при этом пониженных) токах. Хорошо зарекомендовали себя при ремонте изделий из нетолстых деталей (заварка повреждений и дефектов в коробках передач, корпусах насосов, блоках двигателей и т. д.). Отвечая на вопрос, какие подходят электроды для сварки чугуна и стали, отметим, что наряду с ЦЧ-4 подходят и эти.
Сколько стоят электроды по чугуну
Основные факторы, определяющие стоимость этого расходного материала, — бренд и страна-производитель, тип электродов, их марка и состав покрытия. Традиционно более дорогими считаются качественные европейские и американские аналоги — например, продукция таких известных брендов, как ASPIK или UTP. Отличные потребительские свойства при работе с чугуном демонстрирует электрод UTP 86 FN немецкого производства и также немецкая продукция марки Capilla. Российские аналоги стоят дешевле, при этом качество современной отечественной продукции находится на высоком уровне.
Отличные потребительские свойства при работе с чугуном демонстрирует электрод UTP 86 FN немецкого производства и также немецкая продукция марки Capilla. Российские аналоги стоят дешевле, при этом качество современной отечественной продукции находится на высоком уровне.
Где можно купить электроды по чугуну
Покупать такую продукцию стоит только у известных производителей и проверенных поставщиков – это гарантия высокого заводского качества и репутация бренда. Именно такое высокое качество имеют электроды по чугуну, производителем которых является одно из старейших в России профильных предприятий – Магнитогорский электродный завод.
На нашем сайте вы можете купить продукцию по цене производителя. В зависимости от марки материал отлично подойдет как для сварки, так и для восстановительной наплавки. Изделия имеют сертификаты ГОСТ Р и санитарно-эпидемиологической экспертизы.
Возможно, вас заинтересует
Ø
3
(1 кг)
Ø
3
(5 кг)
Ø
4
(1 кг)
Ø
4
(6 кг)
Ø
5
(1 кг)
Ø
5
(6 кг)
ЦЧ-4
Ток — переменный или постоянный
Цена с НДС за 1 кг.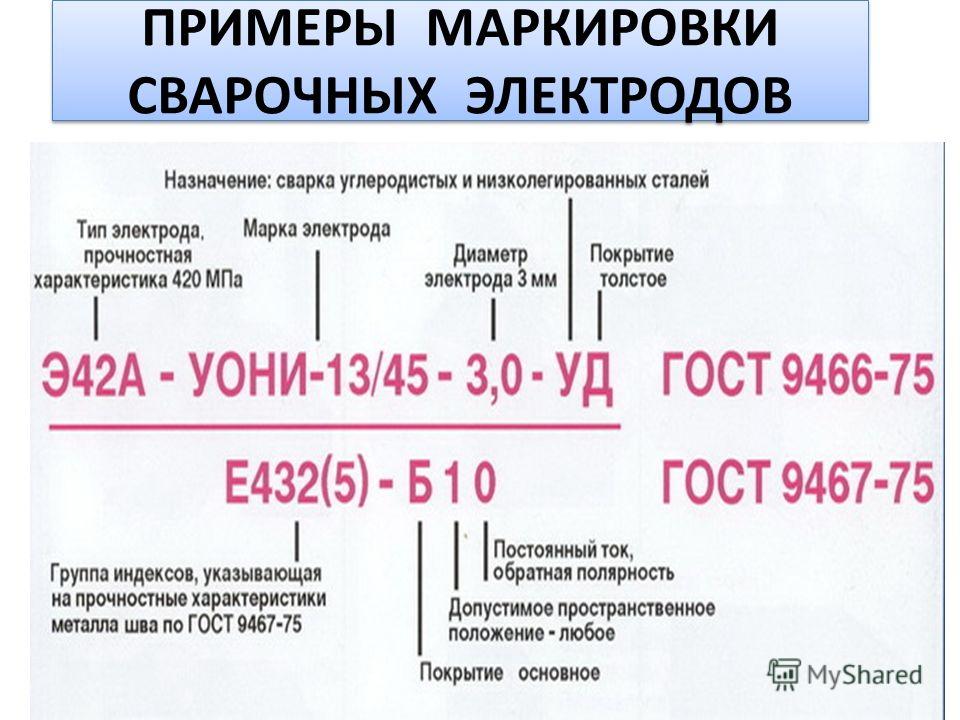
Ø
3
(1 кг)
Ø
3
(5 кг)
Ø
4
(1 кг)
Ø
4
(5 кг)
Ø
5
(1 кг)
Ø
5
(6 кг)
МНЧ-2
Ток — постоянный обратной полярности
Цена с НДС за 1 кг.
Ø
3
(1 кг)
Ø
3
(5 кг)
Ø
4
(1 кг)
Ø
4
(5 кг)
Ø
5
(1 кг)
Ø
5
(5 кг)
ОЗЧ-6
Ток — постоянный обратной полярности
Цена с НДС за 1 кг.
Ø
3
(1 кг)
Ø
3
(5 кг)
Ø
4
(1 кг)
Ø
4
(5.5 кг)
Ø
5
(1 кг)
Ø
5
(5.5 кг)
ОЗЧ-2
Ток — постоянный обратной полярности (на электроде плюс)
Цена с НДС за 1 кг.
Маркировка электродов для ручной дуговой сварки: расшифровка обозначения
Видео описание
Расшифровка обозначений электродов.
Ниже расскажем о классификации электродных элементов, их назначении и свойствах.
Предназначение металлического стержня — наплавление свариваемого материала на конкретное место, где производится соединение заготовки. Основная часть электрода служит для проведения через себя тока.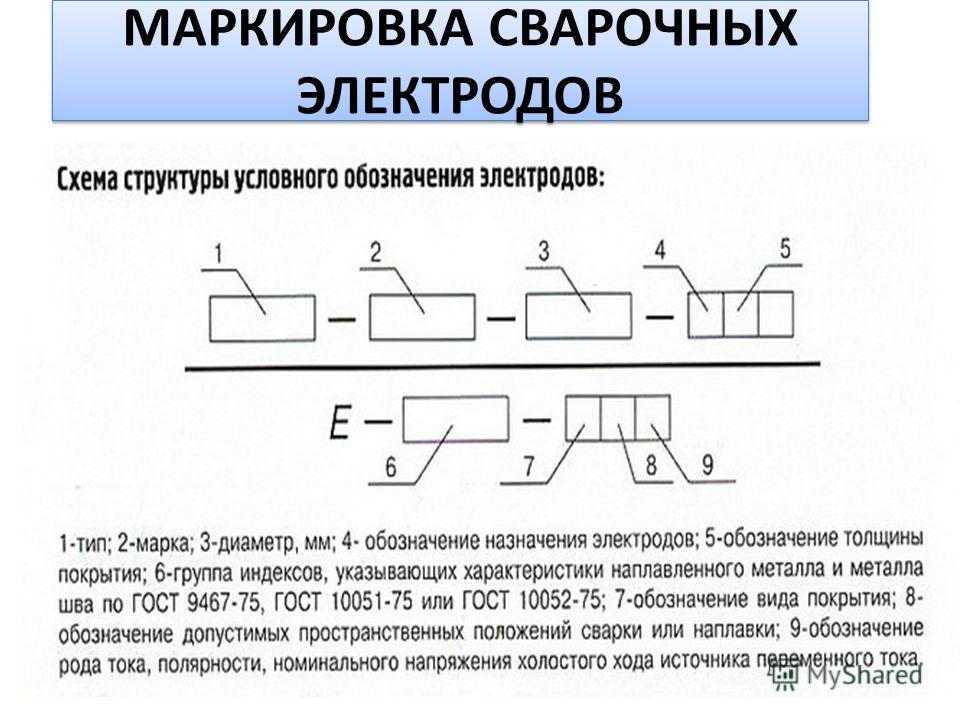 Конец расходника под воздействием повышенной температуры сварочной дуги расплавляется. В момент плавления окончания электрода образуется совместно с расплавленной конструкцией целостное изделие.
Конец расходника под воздействием повышенной температуры сварочной дуги расплавляется. В момент плавления окончания электрода образуется совместно с расплавленной конструкцией целостное изделие.
Из чего состоит плавящийся электрод
Сварочный электрод имеет простое строение. Главная его составляющая – стержень, с наружной стороны сделано специальное покрытие. Конец, который плавится и контактирует со свариваемым материалом, сделан без обмазки.
Прокалка (сушка)
Если электроды хранились не в герметичной упаковке и могли отсыреть, то их советуют прокалить. Надо отметить, что прокалка электродов непосредственно перед применением относится к ответственным процедурам, обеспечивающим загорание дуги.
При этом специалисты не рекомендуют слишком увлекаться ею, поскольку чрезмерный и частый нагрев стержня может привести к повреждению специального покрытия.
Желательно точно просчитать требуемое количество изделий и просушить с таким расчётом, чтобы по завершении работ их не осталось совсем или оставалось по минимуму.
При следующем обращении к сварочным операциям просушенные ранее электроды должны быть отработаны в первую очередь.
Прокаливание необходимо ещё и для того, чтобы несколько поднять температуру расходного материала непосредственно перед его использованием для сварки труб, например. Немногие образцы изделий способны сразу обеспечить требуемый рабочий режим по причине слишком большого перепада температур в зоне сварки.
Дополнительный прогрев стержней также обеспечивает герметичность соединения, образующегося при так называемой «сварке под давлением». Однако при этом необходим постепенный их нагрев, позволяющий выпарить скопившуюся влагу во избежание появления известкового налёта.
Вопрос прокалки тесно связан с предельным временем и условиями хранения. Согласно действующим нормативам срок годности этих изделий составляет примерно пять лет. Но, по мнению ряда специалистов, они могут эксплуатироваться ещё какое-то время по окончании гарантийного срока.
Тип стержней и расшифровка маркировки электродов
На любой таре, в которую упакованы сварочные стержни, присутствует буквенно-цифровая кодировка, например: Э50А-УОНИ – 13/55 – 5,0 – УД / Е514 (4) – Б20
Маркировка стержней Источник bsm21. ru
ru
Электроды, их маркировка
Первые цифры обозначения на нашем показательном примере указывают на вид стержня. Э50А – расходники, которыми можно работать при сварке стальных армированного и неармированного металла. Для облегчения понимания аббревиатуры, рекомендуется разбить ее на составляющие:
- Э – стержень используется для сварки на дуговом аппарате.
- 50 – предельное значение крепости соединения.
В нашем образце этот параметр 50 кгс на 1 кв. мм.
- А – стык имеет нагрузочную вязкостью и хорошую гибкость.
Из данного образца понятно, что разобраться с расшифровкой электродов можно, ее нельзя считать сложной задачей. Если под рукой будет объяснение что означают цифровые и буквенные знаки, разберется любой новичок.
Сварочные стержни: виды и характеристики
Для работы с армированными изделиями, нужны стержни, имеющие кодировку «Э» и коды твердости, указанные цифрами: 38, 42, 46, 50, 55, 60, 70, 85, 100, 125, 150; 42А, 46А, 50А.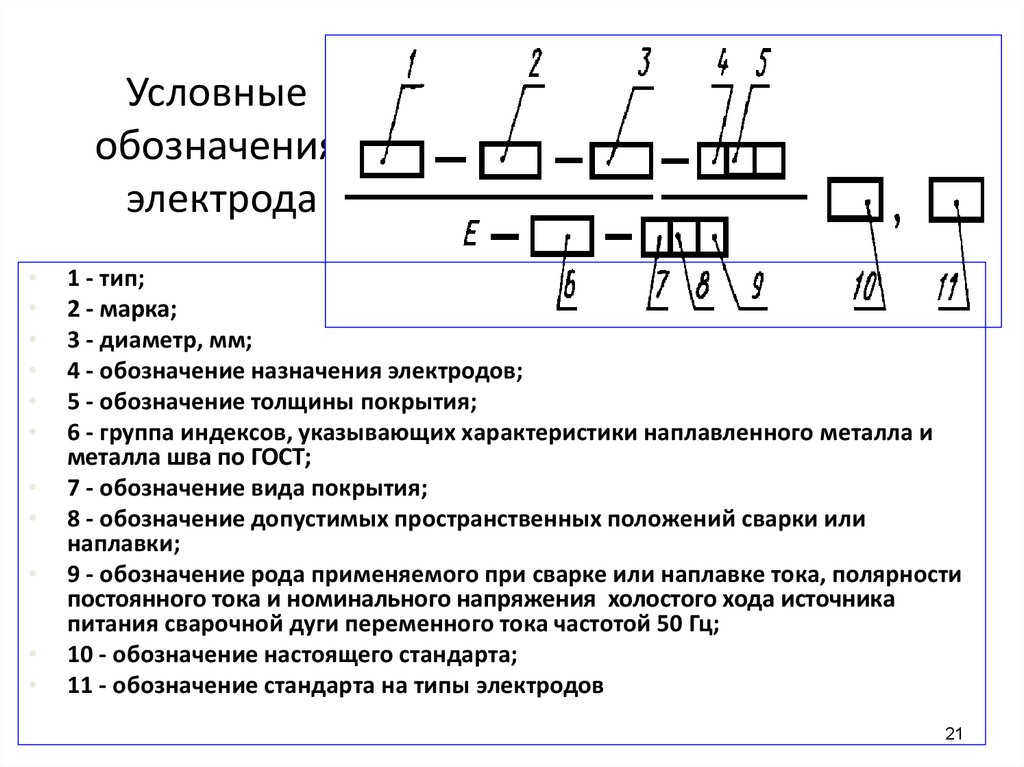
В том случае, когда нужно соединить стойкие к термическому воздействию виды стальных изделий, пользуются расходниками с кодировкой Э-09 и Э-10. Для сварки высоколегированного металла подходят много видов электродов, их число больше 40. Чаще остальных выбирают: Э-12Х13, Э-06Х13Н, Э-10Х17Т, Э-12Х11НМФ, Э-12Х11НМФ.
Для соединения материалов с заранее известными характеристиками используются электроды: Э-10Г2, Э-12Г4, Э-10Г3, Э-16Г2ХМ, Э-15Г5, Э-30Г2ХМ, общее число видов – 38.
Правила приемки
Приемосдаточная проверка по требованиям действующего стандарта проводится в обязательном порядке. Проверяющий анализирует состояние электродов на соответствие техническим характеристикам, проверяет внешний вид, отсутствие влаги в упаковке.
Все изделия из партии изготавливаются по единому техпроцессу, на одинаковых станках , с применением проволоки одной марки.
С 1 тонны партии выбирают 0,5% электродов из различных паковочных мест. Если исследование покажет неудовлетворительный результат, то его повторяют, но с двойным числом изделий. Результат второго анализа заключительный и распространяется на весь объем партии. В случае брака действовать нужно незамедлительно, обратившись к поставщику.
Результат второго анализа заключительный и распространяется на весь объем партии. В случае брака действовать нужно незамедлительно, обратившись к поставщику.
Наличие влаги, отклонения по размеру и количеству пор устраняются прокаливанием с последующей диагностикой на соответствие сварно-технологических качеств.
Расшифровка сварочных электродов
В показательном примере есть кодировка УОНИ – 13/55, которая характеризует марку электрода. Она подробно раскрыта в разделе ГОСТа. Иногда встречается запатентованное производителем обозначение. Таким способом промаркирована продукция группы «ОК» от производственного бренда ESAB.
Электрод ОК-46, д 3,0 ЗАО «ЭСАБ-СВЭЛ» С-Петербург Источник molotok43.ru
Диаметр стержня
При расшифровке маркировки электродов можно встретить цифровые обозначения, показывающие сечение расходника в мм. В указанном образце данный параметр – 5 мм. Ориентируясь на это значение, надо знать важное обстоятельство: чем больше толщина свариваемого материала, тем выше должен быть и это параметр.
Назначение
В показательном образце буква «У», размещенная практически в конце маркировки, говорит о выборе расходника, подходящего для сварочных работ с конструкциями из неармированного стального сырья, имеющего предельную величину по твердости около 60 кгс на 1 мм2. Когда необходимо работать с металлической продукцией с иными параметрами, то надо использовать иные символы, например, «Л». Другие литера:
- «В» используется для сварочных работ на заготовках, характеризующихся необычными качествами.
- «Н» — для наплавления.
Буква «Т» указывает на то, что стержни подходят для сваривания теплоустойчивых металлических изделий.
Параметр плотности покрытия
Следующий после У – буквенный код Д, расположенный в показательном образце, указывает насколько толстым сделан обмазочный слой. В нашем случае эта прослойка имеет достаточно большую толщину. Кроме Д, электроды имеют и прочие буквы: «М» — несильно толстая поверхность, ближе к тонкому, «С» — средней величины, «Г» — внушительная толщина.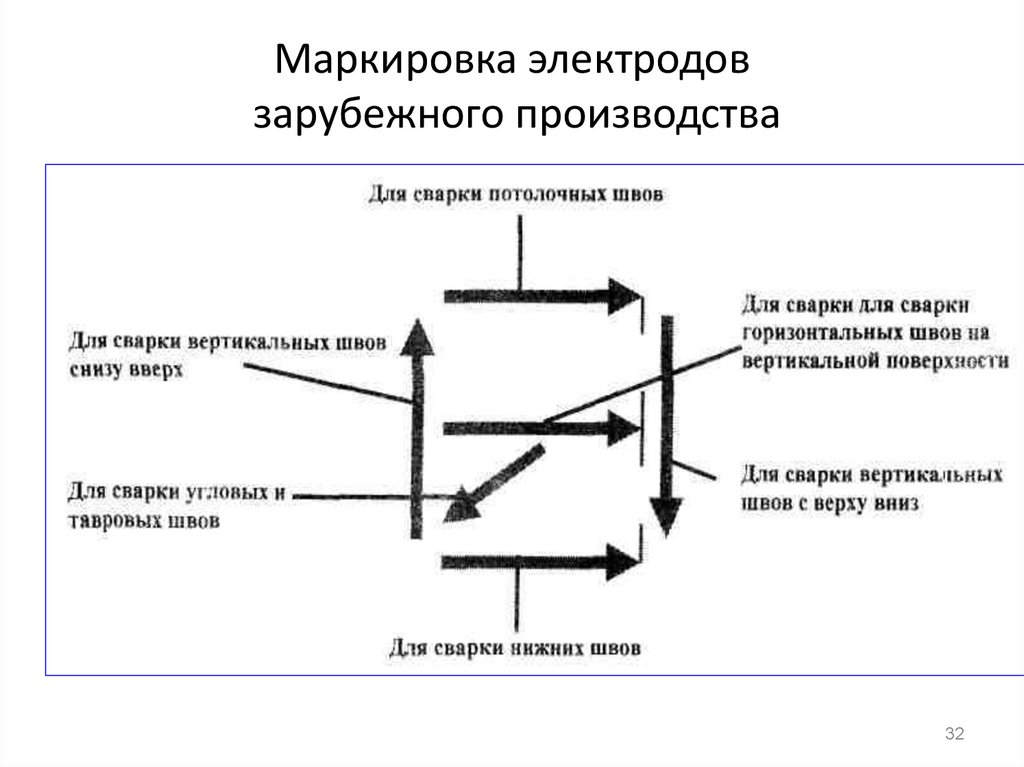
Электроды по толщине Источник userdocs.ru
Методы испытаний
Линейные размеры исследуют с погрешностью равной 1 мм. Глубина вмятин и длину оголенной части стержня измеряют с погрешностью в 10 раз меньше, то есть с 0,1 мм. Для определения толщины замеры проводят на трех участках изделия, между которыми выдерживается расстояние 5-10 см. Для замера этого значения используют микрометр, а также магнитные приспособления высокой точности.
Сварочно-технологические показатели проверяют путем создания тавровых изделий. На изделиях двустороннего типа проверяется вероятность появления трещин в шве. Качество сварного шва на предмет наличия трещин проверяют с использованием увеличительной 5-кратной лупы.
Производители сварочных электродов
На российском рынке расходных материалов представлен широкий выбор электродов, выпускающихся отечественными производителями. Технологические мощности производств позволяет закрыть потребности физических лиц и предприятий различной сферы деятельности.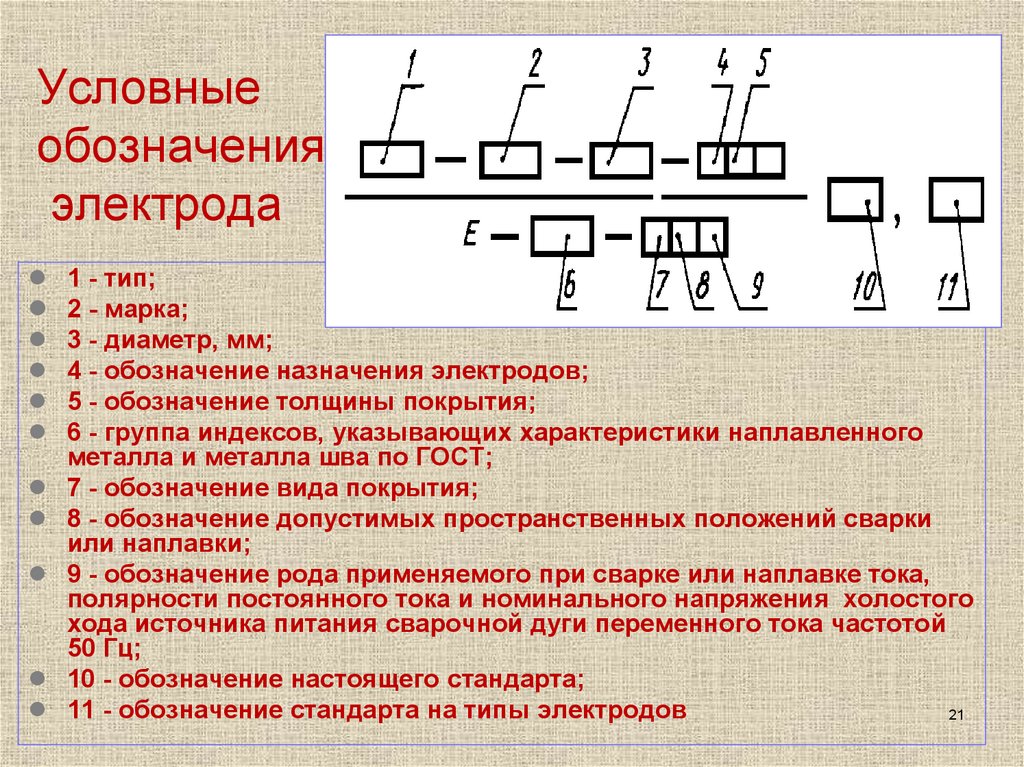
Российские изготовители электродов делятся на 3 категории:
- Крупные производства, которые снабжают материалами основную часть покупателей.
- .
- Предприятия малого бизнеса, изготавливающие продукцию для удовлетворения собственных потребностей.
Перечислим несколько производственных компаний, выпускающих электроды:
- СВЭЛ — Алтайский завод сварочных электродов.
Современное предприятие, производящее широкий диапазон продукции с покрытием.
- Белореченский электродный .
Сварочные материалы выпускают в соответствии с госстандартами, изделия сертифицированы.
- «Электрод-Бор».
Изготавливает универсальные сварочные электроды.
Продукция российских производителей востребована в различных сферах деятельности, активно покупается не только в магазинах нашей страны, но и за рубежом.
Виды сварочных материалов
Электроды, использующиеся в работах с дуговой ручной сваркой, делятся на:
- Неплавящиеся.

Производятся из разных видов материалов, отличающихся тугоплавкостью: вольфрам, графит, уголь. Предназначены для розжига и сохранения сварочной дуги. Места соединения заготовок заполняются присадками, созданными при помощи ручного поднесения расходника, который плавится.
- Плавящиеся.
Этот вид электрода расплавляется в процессе сварочных действий на поверхности конструкции. Производится из стали, чугуна, меди или другого металла. Конкретный вид сырья зависит от материала. Стержень выполняет функцию присадки, а также играет роль катода или анода. Бывают электроды покрытыми и непокрытыми.
Правила хранения
А Вам приходилось пользоваться сварочным аппаратом?
Было дело!Не довелось
Основная проблема, с которой сталкиваются при хранении — высокая влажность воздуха. Обмазка электродов быстро впитывает в себя влагу, в результате работать таким присадочным материалом становится невозможно. Единственный способ исправить положение — прокалить сварочные электроды.
Для этого существуют специальные печи или портативные пеналы с нагревательными элементами. В домашних условиях упаковки рекомендуется хранить в открытом виде (без полиэтилена) при температуре 20-22 градуса, относительной влажности 40-50%.
Влажные электроды могут стать причиной проявления пор на поверхности и внутри шва, также будет наблюдаться повышение разбрызгивания металла.
Для правильного выбора сварочных электродов нужно хорошо понимать, с каким сплавом нужно работать.
Также следует тщательно подготовить саму присадку и свариваемые поверхности к операции:
- Убрать грязь, ржавчину.
- Прокалить электроды.
- Настроить правильно сварочный ток.
При соблюдении технологии, можно рассчитывать на получение швов с заданными производителем электродов характеристиками.
По параметрам сварочного тока
Стержни сечением 4 мм. выбираются для сварки на простых сварочных устройствах. Их также применяют на наиболее производительных и мощных агрегатах.
Длина данного расходника – 35 и 45 см. Подходят для сварки тонких заготовок до 1 см. Функционируют на силе тока – 220А. Сварочными расходниками сечением от 5 до 12 мм. пользуются только в сварочных работах при наличии дополнительного освещения, созданного за счет мощных осветительных установок.
Пруток алюминиевый FoxWeld АL Мg 5 (ER-5356) 1.6 мм 5 кг Источник yandex.ru
Размеры
Электроды изготавливаются по номинальным диаметральным размерам. При оптовом заказе некоторые производители могут изготовить изделия с индивидуальными размерами. Иногда покрытие с края не очищаются, но оба конца должны оставаться контактными. В общей партии не более 10% электродов с отклонением длины в 4 мм.
Электрод выполнен из нескольких конструктивных элементов: 1 – стержень; 2 – переходная зона; 3 – покрытие; 4 – торец контакта.
Место очистки имеет конусную, округлую либо комбинированную форму. Наклон конуса ничем не регламентируется, поскольку это не влияет на эксплуатацию.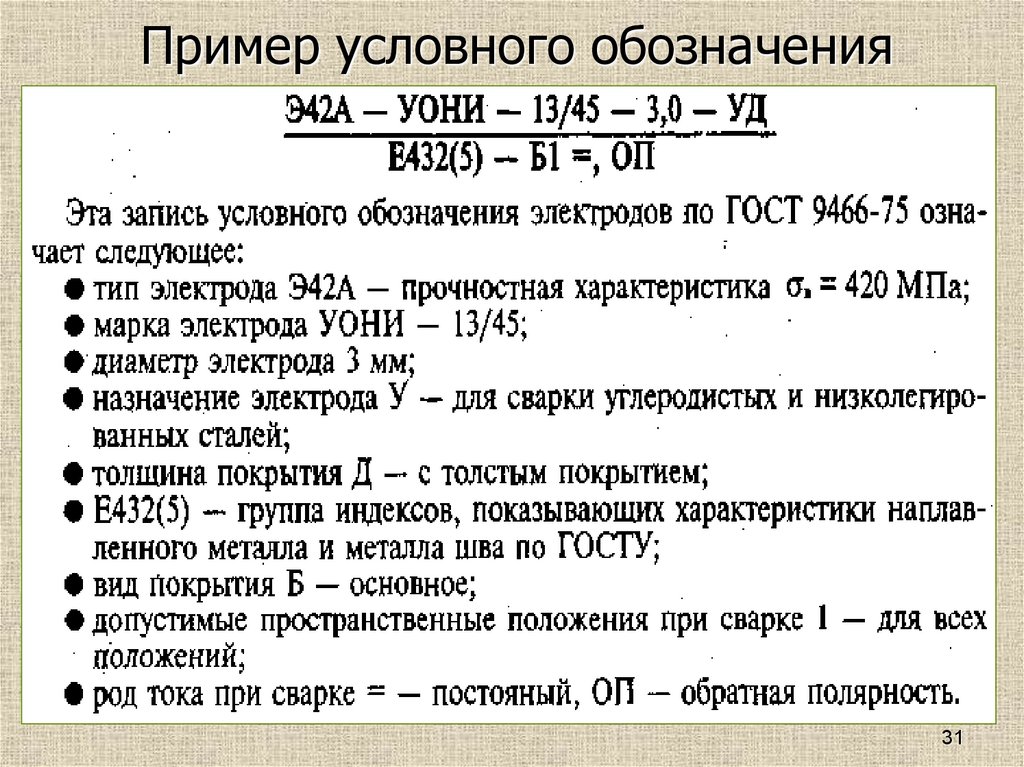
На контакты наносят ионизирующие элементы, что облегчает появление сварочной дуги. Маркировка изделия: электроды э46 ГОСТ 9466-75 диаметром 4 мм.
Маркировка электродов для ручной дуговой сварки: расшифровка обозначения
Умение прочитать маркировку электрода поможет начинающему сварщику правильно выбрать расходные элементы. Навык необходим снабженцам для подбора товаров, закупаемых на производство. От грамотности выбора зависит качество шва и себестоимость изделия. Рассмотрим, что означает каждая буква или цифра в маркировке, какие бывают марки электродов и прочие подробности, пригодящиеся в подборе.
- Типы электродов
- Марки электродов
- Диаметр электродов
- Назначение электродов
- Коэффициент толщины покрытия
- Группа индексов
- Тип покрытия
- Пространственное положение
- Характеристики сварочного тока
Видео описание
Расшифровка обозначений электродов.
Ниже расскажем о классификации электродных элементов, их назначении и свойствах.
Предназначение металлического стержня — наплавление свариваемого материала на конкретное место, где производится соединение заготовки. Основная часть электрода служит для проведения через себя тока. Конец расходника под воздействием повышенной температуры сварочной дуги расплавляется. В момент плавления окончания электрода образуется совместно с расплавленной конструкцией целостное изделие.
Из чего состоит плавящийся электрод
Сварочный электрод имеет простое строение. Главная его составляющая – стержень, с наружной стороны сделано специальное покрытие. Конец, который плавится и контактирует со свариваемым материалом, сделан без обмазки.
Виды покрытий для электродов
На ряду с материалом изготовления и назначением выбирается и тип покрытия электрода. Выбор покрытия также зависит от свариваемого металла. Покрытие (или обмазка) выполняет защитную функцию. При плавлении электрода покрытие выделяет защитные вещества и шлак, что улучшает качество шва, получаются надежные и долговечные сварные соединения. Производители используются следующие виды покрытий электродов:
- Кислое покрытие. Маркируется буквой «А» на упаковке и самом электроде. Используется для узконаправленных задач, например, для нижних сварочных швов. Можно использовать как с переменным, так и с постоянным током.
- Рутиловое покрытие. Маркируется буквой «Р». Одно из самых популярных покрытий как у новичков, так и у профессионалов. По сравнению с другими покрытиями почти не токсично и обеспечивает хорошее качества швов. При сгорании образует шлак с защитными свойствами. Состав может быть разнообразным, но в основе всегда двуокись титана или просто рутил. Отсюда и название.
- Целлюлозное покрытие. Маркируется буквой «Ц». Подходит для выполнения любых сварных соединений, обеспечивает хорошее качество шва, но при этом способствует сильному разбрызгиванию металла. Мы рекомендуем использовать электроды с целлюлозным покрытием при сварке трубопровода, поскольку при такой работе недостатки не критичны.
- Основное покрытие.
 Обозначается буквой «Б». Самый популярный вид покрытия на ряду с рутиловым. Имитирует сварку под газом за счет выделения углекислоты при горении дуги. Мы рекомендуем использовать стержни с основным покрытием только в сочетании с постоянным током и обратной полярностью. Если использовать переменный ток, то сварочный шов получится некачественным и потребуются дополнительные меры по улучшению прочности шва.
Обозначается буквой «Б». Самый популярный вид покрытия на ряду с рутиловым. Имитирует сварку под газом за счет выделения углекислоты при горении дуги. Мы рекомендуем использовать стержни с основным покрытием только в сочетании с постоянным током и обратной полярностью. Если использовать переменный ток, то сварочный шов получится некачественным и потребуются дополнительные меры по улучшению прочности шва. - Прочие виды покрытий. Маркируются буквой «П». В составе содержат легирующие вещества. Благодаря этому качество шва улучшается. В целом, прочие виды покрытий используются реже всего.
- Специальные виды покрытий. Обозначаются буквой «С» или надписью «специальные» на упаковке. Используются для сложной сварки под водой, поскольку содержат в своем составе жидкое стекло и смолосодержащие вещества.
Как видите, электроды выбираются исходя из конкретных задач. Для ручной дуговой сварки чаще всего используют стержни с рутиловым покрытием, поскольку они универсальны.
Тип стержней и расшифровка маркировки электродов
На любой таре, в которую упакованы сварочные стержни, присутствует буквенно-цифровая кодировка, например: Э50А-УОНИ – 13/55 – 5,0 – УД / Е514 (4) – Б20
Маркировка стержней Источник bsm21. ru
Электроды, их маркировка
Первые цифры обозначения на нашем показательном примере указывают на вид стержня. Э50А – расходники, которыми можно работать при сварке стальных армированного и неармированного металла. Для облегчения понимания аббревиатуры, рекомендуется разбить ее на составляющие:
- Э – стержень используется для сварки на дуговом аппарате.
- 50 – предельное значение крепости соединения.
В нашем образце этот параметр 50 кгс на 1 кв. мм.
- А – стык имеет нагрузочную вязкостью и хорошую гибкость.
Из данного образца понятно, что разобраться с расшифровкой электродов можно, ее нельзя считать сложной задачей. Если под рукой будет объяснение что означают цифровые и буквенные знаки, разберется любой новичок.
Виды электродов по назначению
В зависимости от свариваемого металла выбирается режим работы сварочного аппарата и электроды. Для разных металлов необходимы разные электроды, это называется назначением. Назначение указывается одной буквой на упаковке и на самом стержне.
Электроды с маркировкой «У» используются для сварки низколегированных и углеродистых сталей. Буквой «Л» обозначают стержни, используемые для сварки легированных конструкционных сталей, а для высоколегированных используется обозначение «В». Буквой «Т» обозначают стержни для теплостойких металлов, а буквой «Н» — стержни для наплавки.
Сварочные стержни: виды и характеристики
Для работы с армированными изделиями, нужны стержни, имеющие кодировку «Э» и коды твердости, указанные цифрами: 38, 42, 46, 50, 55, 60, 70, 85, 100, 125, 150; 42А, 46А, 50А.
В том случае, когда нужно соединить стойкие к термическому воздействию виды стальных изделий, пользуются расходниками с кодировкой Э-09 и Э-10. Для сварки высоколегированного металла подходят много видов электродов, их число больше 40. Чаще остальных выбирают: Э-12Х13, Э-06Х13Н, Э-10Х17Т, Э-12Х11НМФ, Э-12Х11НМФ.
Для соединения материалов с заранее известными характеристиками используются электроды: Э-10Г2, Э-12Г4, Э-10Г3, Э-16Г2ХМ, Э-15Г5, Э-30Г2ХМ, общее число видов – 38.
Марки электродов, подходящие для ручной дуговой сварки
Существуют также виды электродов для ручной дуговой сварки, разделяющиеся по маркам. Марка используемого электрода так же зависит от металла, который вам нужно сварить.
Для сварки углеродистых низколегированных сталей используются следующие марки:
- Э42: марки АНО-6, АНО-17, ВСЦ-4М.
- Э42: УОНИ-13/45, УОНИ-13/45А.
- Э46: АНО-4, АНО-34, ОЗС-6.
- Э46А: УОНИ-13/55К, АНО-8.
- Э50: ВСЦ-4А, 550-У.
- Э50А: АНО-27, АНО-ТМ, ИТС-4С.
- Э55: УОНИ-13/55У.
- Э60: АНО-ТМ60, УОНИ-13/65.
Для сварки легированных сталей (в том числе высокопрочных):
- Э70: АНП-1, АНП-2.
- Э85: УОНИ-13/85, УОНИ-13/85У.
- Э100: АН-ХН7, ОЗШ-1.
- Э125: НИИ-3М, Э150: НИАТ-3.
Для наплавки металла: ОЗН-400М/15Г4С, ЭН-60М/Э-70Х3СМТ, ОЗН-6/90Х4Г2С3Р, УОНИ-13/Н1-БК/Э-09Х31Н8АМ2, ЦН-6Л/Э-08Х17Н8С6Г, ОЗШ-8/11Х31Н11ГСМ3ЮФ.
Для сварки чугуна: ОЗЧ-2/Cu, ОЗЧ-3/Ni, ОЗЧ-4/Ni.
Для сварки алюминия и его сплавов: ОЗА-1/Al, ОЗАНА-1/Al.
Для сварки меди и ее сплавов: АНЦ/ОЗМ-2/Cu, ОЗБ-2М/CuSn.
Для сварки никеля и его сплавов: ОЗЛ-32.
Расшифровка сварочных электродов
В показательном примере есть кодировка УОНИ – 13/55, которая характеризует марку электрода. Она подробно раскрыта в разделе ГОСТа. Иногда встречается запатентованное производителем обозначение. Таким способом промаркирована продукция группы «ОК» от производственного бренда ESAB.
Электрод ОК-46, д 3,0 ЗАО «ЭСАБ-СВЭЛ» С-Петербург Источник molotok43.ru
Диаметр стержня
При расшифровке маркировки электродов можно встретить цифровые обозначения, показывающие сечение расходника в мм. В указанном образце данный параметр – 5 мм. Ориентируясь на это значение, надо знать важное обстоятельство: чем больше толщина свариваемого материала, тем выше должен быть и это параметр.
Назначение
В показательном образце буква «У», размещенная практически в конце маркировки, говорит о выборе расходника, подходящего для сварочных работ с конструкциями из неармированного стального сырья, имеющего предельную величину по твердости около 60 кгс на 1 мм2. Когда необходимо работать с металлической продукцией с иными параметрами, то надо использовать иные символы, например, «Л». Другие литера:
- «В» используется для сварочных работ на заготовках, характеризующихся необычными качествами.
- «Н» — для наплавления.
Буква «Т» указывает на то, что стержни подходят для сваривания теплоустойчивых металлических изделий.
Параметр плотности покрытия
Следующий после У – буквенный код Д, расположенный в показательном образце, указывает насколько толстым сделан обмазочный слой. В нашем случае эта прослойка имеет достаточно большую толщину. Кроме Д, электроды имеют и прочие буквы: «М» — несильно толстая поверхность, ближе к тонкому, «С» — средней величины, «Г» — внушительная толщина.
Электроды по толщине Источник userdocs.ru
Где найти маркировку
Маркировка необходима для обозначения свойств и характеристик металлического стержня и его покрытия, влияющих на процесс горения дуги и формирования сварочного соединения. Сами электроды выпускаются по ГОСТ 9466-75 и ГОСТ 9467-75 и обязательно маркируются, чтобы пользователь мог взглянуть на обозначение и понять, как лучше использовать сварочные материалы.
В обязательном порядке маркировка наносится на упаковку. Надпись вынесена на белое или синее поле, свободное от декоративного оформления пачки. На плавящемся покрытии, ближе к концу электрода, вставляемого в держатель, тоже наносится маркировка. Некоторые производители дополнительно указывают данные на боковой стороне пачки, но это не является требованием.
Производители сварочных электродов
На российском рынке расходных материалов представлен широкий выбор электродов, выпускающихся отечественными производителями. Технологические мощности производств позволяет закрыть потребности физических лиц и предприятий различной сферы деятельности.
Российские изготовители электродов делятся на 3 категории:
- Крупные производства, которые снабжают материалами основную часть покупателей.
- .
- Предприятия малого бизнеса, изготавливающие продукцию для удовлетворения собственных потребностей.
Перечислим несколько производственных компаний, выпускающих электроды:
- СВЭЛ — Алтайский завод сварочных электродов.
Современное предприятие, производящее широкий диапазон продукции с покрытием.
- Белореченский электродный .
Сварочные материалы выпускают в соответствии с госстандартами, изделия сертифицированы.
- «Электрод-Бор».
Изготавливает универсальные сварочные электроды.
Продукция российских производителей востребована в различных сферах деятельности, активно покупается не только в магазинах нашей страны, но и за рубежом.
Выбор электродов в зависимости от типа шва
Также целесообразно проводить выбор электродов для ручной дуговой сварки по типу шва, которым вы собираетесь варить металл. Помимо стандартных горизонтальных, вертикальных, наклонных и швов под углом существуют также косые, стыковые, со скосами и многие другие. Это полезно скорее для опытных мастеров, но и начинающим сварщикам стоит знать эту информацию. Теперь поговорим о том, какие бывают марки электродов для ручной дуговой сварки.
Виды сварочных материалов
Электроды, использующиеся в работах с дуговой ручной сваркой, делятся на:
- Неплавящиеся.
Производятся из разных видов материалов, отличающихся тугоплавкостью: вольфрам, графит, уголь. Предназначены для розжига и сохранения сварочной дуги. Места соединения заготовок заполняются присадками, созданными при помощи ручного поднесения расходника, который плавится.
- Плавящиеся.
Этот вид электрода расплавляется в процессе сварочных действий на поверхности конструкции. Производится из стали, чугуна, меди или другого металла. Конкретный вид сырья зависит от материала. Стержень выполняет функцию присадки, а также играет роль катода или анода. Бывают электроды покрытыми и непокрытыми.
Суть ручной дуговой сварки
Прежде чем мы расскажем об электродах, давайте разберемся, что из себя представляет ручная дуговая сварка. Дугой называют поток частиц, образующихся в ходе ионизации анода и катода. Сам процесс ионизации образуется при взаимодействии тока и короткого замыкания. При этом на процесс сварки влияет также состав обмазки электрода и кислород, получаемый из атмосферы. В совокупности эти процессы приводят к нагреву дуги и выделению большого количества тепла, достаточного для плавления кромок свариваемых деталей. Затем кромки остывают, образуя прочный и надежный шов.
Ключевым элементом этого процесса является электрод. Без него невозможно зажечь дугу и поддерживать ее горение. Сварку можно производить, используя один или несколько электродов для дуговой сварки. Не существует единой классификации стержней, поскольку виды электродов для ручной сварки можно разделить на множество небольших категорий: начиная от назначения, заканчивая материалами изготовления. Кстати, сами электроды для электродуговой сварки могут изготавливаться не только из металла и об этом мы поговорим далее.
По параметрам сварочного тока
Стержни сечением 4 мм. выбираются для сварки на простых сварочных устройствах. Их также применяют на наиболее производительных и мощных агрегатах.
Длина данного расходника – 35 и 45 см. Подходят для сварки тонких заготовок до 1 см. Функционируют на силе тока – 220А. Сварочными расходниками сечением от 5 до 12 мм. пользуются только в сварочных работах при наличии дополнительного освещения, созданного за счет мощных осветительных установок.
Пруток алюминиевый FoxWeld АL Мg 5 (ER-5356) 1.6 мм 5 кг Источник yandex.ru
Правила хранения
А Вам приходилось пользоваться сварочным аппаратом?
Было дело!Не довелось
Основная проблема, с которой сталкиваются при хранении — высокая влажность воздуха. Обмазка электродов быстро впитывает в себя влагу, в результате работать таким присадочным материалом становится невозможно. Единственный способ исправить положение — прокалить сварочные электроды.
Для этого существуют специальные печи или портативные пеналы с нагревательными элементами. В домашних условиях упаковки рекомендуется хранить в открытом виде (без полиэтилена) при температуре 20-22 градуса, относительной влажности 40-50%.
Влажные электроды могут стать причиной проявления пор на поверхности и внутри шва, также будет наблюдаться повышение разбрызгивания металла.
Для правильного выбора сварочных электродов нужно хорошо понимать, с каким сплавом нужно работать.
Также следует тщательно подготовить саму присадку и свариваемые поверхности к операции:
- Убрать грязь, ржавчину.
- Прокалить электроды.
- Настроить правильно сварочный ток.
При соблюдении технологии, можно рассчитывать на получение швов с заданными производителем электродов характеристиками.
По требованиям к готовой конструкции
Подбор электродов для ММА сварки зависит от предъявляемых требований к готовой конструкции. Это может быть:
- предел прочности при разрыве;
- ударная вязкость;
- жаростойкость;
- коррозионностойкость;
- прочность при растяжении;
- относительное удлинение.
Например, для малоответственных конструкций достаточно предела прочности при разрыве 43 кг/мм², а для изделий, подвергающихся повышенным нагрузкам, больше подойдут электроды с пределом прочности 55 кг/мм². Предел прочности при растяжении измеряется в МПа и может быть от 380 до 650 и более МПа. Относительное удлинение важно при перепаде температур и механическом воздействии и бывает 10-45%. Ударная вязкость измеряется в Дж/см². Чем ниже температура, тем более хрупким становится стык.
Устойчивость шва к коррозии обозначается в маркировке электродов по 5 ступеням — чем выше цифра, тем лучше. Жаропрочность и жаростойкость указываются по 9 уровням, за каждым из которых стоит свой диапазон температур. Более подробно узнать, как определить эти показатели электродов по маркировке, можно из соседней статьи. (здесь перелинковка со статьей про маркировку, которая еще не опубликована).
1910.252 — Общие требования. | Управление по безопасности и гигиене труда
- По стандартному номеру
- 1910. 252 — Общие требования.
1910.252(а)
Противопожарная защита и защита —
1910.252(а)(1)
Основные меры предосторожности . Для разработки этих основных мер предосторожности и специальных мер предосторожности, указанных в параграфе (а)(2) настоящего раздела, а также для определения ответственности сварщиков и монтажников в области противопожарной защиты и предотвращения пожаров, их руководителей (включая внешних подрядчиков) и лиц, занимающих руководящие должности. на чьей собственности должны выполняться резка и сварка, см. Стандарт по предотвращению пожаров при использовании процессов резки и сварки, Стандарт NFPA 51B, 19. 62, который включен посредством ссылки, как указано в § 1910.6. Основные меры предосторожности по предотвращению пожара при сварке или резке:
1910.252(а)(1)(и)
Пожароопасность . Если объект, подлежащий сварке или резке, не может быть легко перемещен, все подвижные источники возгорания поблизости должны быть перемещены в безопасное место.
1910.252(а)(1)(ii)
Охранники . Если свариваемый или разрезаемый объект не может быть перемещен, а все источники возгорания не могут быть устранены, то должны быть использованы ограждения для локализации тепла, искр и шлака, а также для защиты неподвижных источников возгорания.
1910.252(а)(1)(iii)
Ограничения . Если требования, изложенные в пунктах (а)(1)(i) и (а)(1)(ii) настоящего параграфа, не могут быть соблюдены, то сварка и резка не должны выполняться.
1910.252(а)(2)
Особые меры предосторожности . Когда характер выполняемой работы подпадает под действие параграфа (a)(1)(ii) настоящего раздела, могут потребоваться определенные дополнительные меры предосторожности:
1910.252(а)(2)(и)
Горючий материал . Везде, где имеются отверстия или трещины в полу, которые невозможно закрыть, должны быть приняты меры предосторожности, чтобы никакие легковоспламеняющиеся материалы на полу не подвергались воздействию искр, которые могут упасть сквозь пол. Те же меры предосторожности должны соблюдаться в отношении трещин или отверстий в стенах, открытых дверных проемов и открытых или разбитых окон.
1910.252(а)(2)(ii)
Огнетушители . Подходящие средства пожаротушения должны содержаться в состоянии готовности к немедленному использованию. Такое оборудование может состоять из ведер с водой, ведер с песком, шланга или переносных огнетушителей, в зависимости от характера и количества горючего материала.
1910.252(а)(2)(iii)
Пожарная служба .
1910.252(а)(2)(iii)(А)
Пожарные наблюдатели должны быть необходимы всякий раз, когда сварка или резка выполняются в местах, где возможно возникновение пожара, кроме незначительного, или существует любое из следующих условий:
1910. 252(а)(2)(iii)(А)(1)
Заметный горючий материал в конструкции здания или его содержании, ближе 35 футов (10,7 м) к месту эксплуатации.
1910.252(а)(2)(iii)(А)(2)
Заметные горючие вещества находятся на расстоянии более 35 футов (10,7 м), но легко воспламеняются от искр.
1910.252(а)(2)(iii)(А)(3)
Отверстия в стенах или полу в радиусе 35 футов (10,7 м) обнажают горючие материалы в прилегающих областях, включая скрытые пространства в стенах или полах.
1910.252(а)(2)(iii)(А)(4)
Горючие материалы примыкают к противоположной стороне металлических перегородок, стен, потолков или крыш и могут воспламениться от проводимости или излучения.
1910. 252(а)(2)(iii)(В)
Пожарные наблюдатели должны иметь в наличии средства пожаротушения и быть обучены их использованию. Они должны быть знакомы со средствами подачи сигнала тревоги в случае пожара. Они должны следить за пожарами во всех открытых зонах, пытаться тушить их только тогда, когда очевидно, что это позволяет имеющееся оборудование, или иным образом бить тревогу. По окончании сварочных или резочных работ в течение не менее получаса должно вестись пожарное дежурство для обнаружения и тушения возможного тлеющего пожара.
1910.252(а)(2)(iv)
Авторизация . Прежде чем разрешить резку или сварку, участок должен быть осмотрен лицом, ответственным за разрешение операций по резке и сварке. Он должен указать меры предосторожности, которые необходимо соблюдать при выдаче разрешения на продолжение деятельности, предпочтительно в форме письменного разрешения.
1910.252(а)(2)(в)
Этажи . Если на полу находятся горючие материалы, такие как обрезки бумаги, древесная стружка или текстильные волокна, пол должен быть подметен в радиусе 35 футов (10,7 м). Горючие полы должны поддерживаться во влажном состоянии, засыпаться влажным песком или защищаться огнеупорными щитами. Если полы намокли, персонал, работающий с оборудованием для дуговой сварки или резки, должен быть защищен от возможного удара током.
1910.252(а)(2)(vi)
Запрещенные зоны . Резка или сварка не допускаются в следующих ситуациях:
1910.252(а)(2)(vi)(А)
В местах, не разрешенных руководством.
1910. 252(а)(2)(vi)(Б)
В обрызгиваемых зданиях при нарушении такой защиты.
1910.252(а)(2)(vi)(С)
При наличии взрывоопасных сред (смесей легковоспламеняющихся газов, паров, жидкостей или пыли с воздухом) или взрывоопасных сред, которые могут образоваться внутри неочищенных или неправильно подготовленных резервуаров или оборудования, ранее содержавших такие материалы, или которые могут образоваться в участки со скоплением горючей пыли.
1910.252(а)(2)(vi)(D)
В местах хранения большого количества открытых легко воспламеняющихся материалов, таких как сера, кипы бумаги или хлопок.
1910.252(а)(2)(vii)
Перемещение горючих материалов . Там, где это возможно, все горючие материалы должны быть перемещены не менее чем на 35 футов (10,7 м) от рабочей площадки. Там, где перемещение невозможно, горючие материалы должны быть защищены огнеупорными крышками или иным образом ограждены металлическими или асбестовыми ограждениями или занавесками.
1910.252(а)(2)(viii)
Воздуховоды . Воздуховоды и конвейерные системы, по которым искры могут попасть в отдаленные горючие материалы, должны быть надлежащим образом защищены или закрыты.
1910.252(а)(2)(ix)
Горючие стены . Если резка или сварка производятся вблизи стен, перегородок, потолка или крыши из горючих материалов, должны быть предусмотрены огнеупорные экраны или ограждения для предотвращения воспламенения.
1910. 252(а)(2)(х)
Стены негорючие . Если сварка должна выполняться на металлической стене, перегородке, потолке или крыше, должны быть приняты меры предосторожности для предотвращения воспламенения горючих материалов с другой стороны из-за проводимости или излучения, предпочтительно путем перемещения горючих материалов. Если горючие материалы не перемещаются, должно быть обеспечено пожарное дежурство на противоположной стороне от места проведения работ.
1910.252(а)(2)(xi)
Горючая крышка . Сварку не следует проводить на металлической перегородке, стене, потолке или крыше с горючим покрытием, а также на стенах или перегородках из сэндвич-панелей из горючих материалов.
1910.252(а)(2)(xii)
Трубы . Резка или сварка труб или другого металла, соприкасающегося с горючими стенами, перегородками, потолками или крышами, не должны производиться, если работа проводится достаточно близко, чтобы вызвать воспламенение от проводимости.
1910.252(а)(2)(xiii)
Менеджмент . Руководство признает свою ответственность за безопасное использование режущего и сварочного оборудования на своей территории и:
1910.252(а)(2)(xiii)(А)
В зависимости от пожароопасности заводских сооружений установить зоны резки и сварки, а также установить процедуры резки и сварки в других зонах.
1910.252(а)(2)(xiii)(В)
Назначьте лицо, ответственное за разрешение операций резки и сварки в зонах, специально не предназначенных для таких процессов.
1910.252(а)(2)(xiii)(С)
Настаивайте на том, чтобы резчики или сварщики и их руководители прошли надлежащую подготовку по безопасной эксплуатации своего оборудования и безопасному использованию процесса.
1910.252(а)(2)(xiii)(D)
Информируйте всех подрядчиков о легковоспламеняющихся материалах или опасных условиях, о которых они могут не знать.
1910.252(а)(2)(xiv)
Супервайзер . Супервайзер:
1910.252(а)(2)(xiv)(А)
Должен нести ответственность за безопасное обращение с режущим или сварочным оборудованием и безопасное использование процесса резки или сварки.
1910.252(а)(2)(хiv)(Б)
Должен определить горючие материалы и опасные зоны, которые присутствуют или могут присутствовать на рабочем месте.
1910.252(а)(2)(xiv)(С)
Должны защищать горючие вещества от возгорания следующим образом:
1910.252(а)(2)(xiv)(С)(1)
Перенесите работу в место, свободное от опасных горючих материалов.
1910.252(а)(2)(xiv)(С)(2)
Если работа не может быть перемещена, переместите горючие материалы на безопасное расстояние от работы или защитите их должным образом от воспламенения.
1910. 252(а)(2)(xiv)(С)(3)
Следите за тем, чтобы резка и сварка были спланированы таким образом, чтобы во время резки или сварки не запускались операции, которые могут привести к воспламенению горючих материалов.
1910.252(а)(2)(xiv)(D)
Необходимо получить разрешение на резку или сварку от назначенного представителя руководства.
1910.252(а)(2)(xiv)(Е)
Должен определить, что закройщик или сварщик получил свое одобрение о том, что условия безопасны, прежде чем продолжить работу.
1910.252(а)(2)(xiv)(F)
Должен определить, правильно ли расположены на площадке средства противопожарной защиты и пожаротушения.
1910. 252(а)(2)(xiv)(Г)
Если требуются пожарные дежурства, он должен следить за их наличием на объекте.
1910.252(а)(2)(xv)
Противопожарные меры . Резка или сварка допускаются только в зонах, которые являются или были сделаны пожаробезопасными. Когда работа практически не может быть перемещена, как в большинстве строительных работ, зона должна быть безопасна путем удаления горючих материалов или защиты горючих материалов от источников воспламенения.
1910.252(а)(3)
Контейнеры для сварки или резки —
1910.252(а)(3)(и)
Использованные контейнеры . Запрещается выполнять сварку, резку или другие огневые работы на использованных барабанах, бочках, цистернах или других емкостях до тех пор, пока они не будут очищены настолько тщательно, чтобы быть абсолютно уверенным в отсутствии горючих материалов или любых веществ, таких как жиры, смолы, кислоты или другие материалы, которые при нагревании могут выделять легковоспламеняющиеся или токсичные пары. Любые трубопроводы или соединения с барабаном или сосудом должны быть отсоединены или заглушены.
1910.252(а)(3)(ii)
Вентиляция и очистка . Все полые пространства, полости или контейнеры должны вентилироваться, чтобы обеспечить выход воздуха или газов перед предварительным нагревом, резкой или сваркой. Рекомендуется продувка инертным газом.
1910.252(а)(4)
Закрытые помещения —
1910.252(а)(4)(и)
Случайный контакт . Когда дуговая сварка должна быть приостановлена на какой-либо значительный период времени, например, во время обеда или на ночь, все электроды должны быть удалены из держателей, а держатели должны быть тщательно расположены так, чтобы не произошло случайного контакта, и машина должна быть отключена от источника питания.
1910.252(а)(4)(ii)
Клапан горелки . Чтобы исключить возможность утечки газа из-за утечек или неправильно закрытых клапанов, при газовой сварке или резке клапаны горелки должны быть закрыты, а подача газа к горелке должна быть принудительно перекрыта в какой-либо точке за пределами ограниченного пространства, когда горелка не для использования в течение значительного периода времени, например, в обеденный перерыв или на ночь. Там, где это практически возможно, горелка и шланг также должны быть удалены из замкнутого пространства.
1910.252(б)
Защита персонала —
1910.252(б)(1)
Общий —
1910. 252(б)(1)(и)
Перила . Сварщик или помощник, работающий на платформах, подмостках или подмостках, должен быть защищен от падения. Этого можно добиться с помощью перил, ремней безопасности, страховочных тросов или других не менее эффективных средств защиты.
1910.252(б)(1)(ii)
Сварочный кабель . Сварщики должны размещать сварочный кабель и другое оборудование так, чтобы они не попадали в проходы, стремянки и лестничные марши.
1910.252(б)(2)
Защита глаз —
1910.252(б)(2)(и)
Выбор .
1910. 252(б)(2)(я)(А)
Каски или щитки для рук должны использоваться во время всех операций дуговой сварки или дуговой резки, за исключением дуговой сварки под флюсом. Помощники или обслуживающий персонал должны быть обеспечены надлежащей защитой глаз.
1910.252(б)(2)(и)(Б)
Защитные очки или другие подходящие средства защиты глаз должны использоваться во время всех операций газовой сварки или кислородной резки. Очки без боковых щитков с соответствующими фильтрующими линзами разрешены для использования во время газовых сварочных работ на легких работах, для пайки горелкой или для осмотра.
1910.252(б)(2)(и)(С)
Все операторы и обслуживающий персонал оборудования для контактной сварки или контактной пайки должны использовать прозрачные лицевые щитки или защитные очки, в зависимости от конкретной работы, для защиты лица или глаз по мере необходимости.
1910.252(б)(2)(и)(Д)
Защита глаз в виде подходящих очков должна быть обеспечена там, где это необходимо для операций пайки, не указанных в пунктах (b)(2)(i)(A)–(b)(2)(i)(C) настоящего раздела .
1910.252(б)(2)(ii)
Технические характеристики протекторов .
1910.252(б)(2)(ii)(А)
Шлемы и щитки для рук должны быть изготовлены из материала, который является изолятором тепла и электричества. Шлемы, щитки и защитные очки не должны легко воспламеняться и должны выдерживать стерилизацию.
1910.252(б)(2)(ii)(В)
Шлемы и щитки для рук должны быть устроены таким образом, чтобы защищать лицо, шею и уши от прямой лучистой энергии дуги.
1910.252(б)(2)(ii)(С)
Каски должны быть снабжены фильтрующими пластинами и накладками, предназначенными для легкого снятия.
1910.252(б)(2)(ii)(D)
Все детали должны быть изготовлены из материала, который не будет быстро разъедать или обесцвечивать кожу.
1910.252(б)(2)(ii)(Е)
Защитные очки должны вентилироваться для предотвращения запотевания линз, насколько это практически возможно.
1910.252(б)(2)(ii)(Ф)
Все стекла для линз должны быть закаленными, практически без полос, пузырьков воздуха, волн и других дефектов. За исключением случаев, когда линза шлифуется для обеспечения надлежащей оптической коррекции дефектов зрения, передняя и задняя поверхности линз и окон должны быть гладкими и параллельными.
1910.252(б)(2)(ii)(Г)
Линзы должны иметь постоянную отличительную маркировку, по которой можно легко идентифицировать источник и оттенок.
1910.252(б)(2)(ii)(Н)
Ниже приведены рекомендации по выбору подходящего номера оттенка. Эти рекомендации могут варьироваться в зависимости от индивидуальных потребностей.
| Сварка | Оттенок № |
|---|---|
| Дуговая сварка в среде защитного газа — электроды 1⁄16, 3⁄32, ⅛-, 5⁄32 дюйма | 10 |
| Дуговая сварка в среде защитных газов (цветные металлы) — электроды 1⁄16, 3⁄32, ⅛, 5⁄32 дюйма | 11 |
| Дуговая сварка в среде защитных газов (черные металлы) — электроды 1/16, 3/32, ⅛, 5/32 дюйма | 12 |
| Дуговая сварка металлическим электродом в среде защитного газа: | |
| Электроды 3⁄16-, 7⁄32-, ¼ дюйма | 12 |
| Электроды 5⁄16, ⅜ дюйма | 14 |
| Сварка атомным водородом | 10-14 |
| Дуговая сварка углеродом | 14 |
| Пайка | 2 |
| Пайка горелкой | 3 или 4 |
| Легкая резка, до 1 дюйма | 3 или 4 |
| Средняя резка, от 1 до 6 дюймов | 4 или 5 |
| Тяжелая резка, 6 дюймов и более | 5 или 6 |
| Газовая сварка (легкая) до ⅛ дюйма | 4 или 5 |
| Газовая сварка (средняя) от ⅛ дюйма до ½ дюйма | 5 или 6 |
| Газовая сварка (тяжелая) ½ дюйма и более | 6 или 8 |
Примечание. При газовой сварке или кислородной резке, когда горелка излучает сильный желтый свет, желательно использовать фильтр или линзу, поглощающую желтую или натриевую полосу в видимом рабочем свете.
1910.252(б)(2)(ii)(I)
Линзы фильтров должны пройти тест на передачу лучистой энергии, предписанный любым из согласованных стандартов, перечисленных в 29CFR 1910.133(b)(1).
1910.252(б)(2)(iii)
Защита от лучей дуговой сварки . Если позволяет работа, сварщик должен быть заключен в индивидуальную кабину, окрашенную с низким коэффициентом отражения, таким как оксид цинка (важный фактор для поглощения ультрафиолетовых излучений) и сажу, или должен быть огражден негорючими экранами с аналогичной окраской. Кабины и экраны должны обеспечивать циркуляцию воздуха на уровне пола. Рабочие или другие лица, находящиеся рядом с зонами сварки, должны быть защищены от лучей негорючими или огнестойкими экранами или щитами или должны носить соответствующие защитные очки.
1910.252(б)(3)
Защитная одежда. Общие требования . Работники, подвергающиеся опасности, создаваемой сваркой, резкой или пайкой, должны быть защищены средствами индивидуальной защиты в соответствии с требованиями § 1910.132 настоящей части. Соответствующая защитная одежда, необходимая для любой сварочной операции, зависит от размера, характера и места выполняемой работы.
1910.252(б)(4)
Работа в замкнутом пространстве —
1910.252(б)(4)(и)
Общий . Под ограниченным пространством здесь подразумевается относительно небольшое или ограниченное пространство, такое как резервуар, котел, сосуд высокого давления или небольшой отсек корабля.
1910.252(б)(4)(ii)
Вентиляция . Вентиляция является обязательным условием для работы в закрытых помещениях. Требования к вентиляции см. в параграфе (c) данного раздела.
1910.252(б)(4)(iii)
Крепление цилиндров и механизмов . При сварке или резке в любых замкнутых пространствах газовые баллоны и сварочные аппараты должны находиться снаружи. Перед началом работы тяжелое переносное оборудование, установленное на колесах, должно быть надежно заблокировано для предотвращения случайного перемещения.
1910.252(б)(4)(iv)
Линии жизни . Если сварщику необходимо проникнуть в замкнутое пространство через люк или другое небольшое отверстие, должны быть предусмотрены средства для его быстрого удаления в случае возникновения чрезвычайной ситуации. При использовании для этой цели ремней безопасности и страховочных тросов они должны быть прикреплены к телу сварщика таким образом, чтобы его тело не могло быть зажато в небольшом выходном отверстии. Дежурный с заранее спланированной процедурой спасения должен находиться снаружи, чтобы постоянно наблюдать за сварщиком и иметь возможность проводить спасательные операции.
1910.252(б)(4)(в)
Снятие электрода . Когда дуговая сварка должна быть приостановлена на какой-либо значительный период времени, например, во время обеда или на ночь, все электроды должны быть удалены из держателей, а держатели должны быть тщательно расположены так, чтобы не произошло случайного контакта, и машина должна быть отключена от источника питания.
1910.252(б)(4)(vi)
Блокировка газового баллона . Чтобы исключить возможность утечки газа через негерметичность неправильно закрытых клапанов, при газовой сварке или резке клапаны горелки должны быть закрыты, а подача топливного газа и кислорода к горелке принудительно перекрыта в какой-либо точке за пределами замкнутого пространства всякий раз, когда фонарь нельзя использовать в течение длительного периода времени, например, в обеденный перерыв или на ночь. Там, где это возможно, горелку и шланг следует также удалить из замкнутого пространства.
1910.252(б)(4)(vii)
Предупреждающий знак . После завершения сварочных работ сварщик должен маркировать горячий металл или предусмотреть другие средства предупреждения других рабочих.
1910.252(с)
Охрана здоровья и вентиляция —
1910. 252(с)(1)
Общие —
1910.252(с)(1)(и)
Загрязнение . Требования в этом параграфе были установлены на основе следующих трех факторов дуговой и газовой сварки, которые определяют степень загрязнения, которому могут подвергаться сварщики:
1910.252(с)(1)(я)(А)
Размеры помещения, в котором должна производиться сварка (особенно с учетом высоты потолка).
1910.252(с)(1)(я)(Б)
Количество сварщиков.
1910.252(с)(1)(я)(С)
Возможное выделение опасных паров, газов или пыли в зависимости от используемых металлов.
1910.252(с)(1)(ii)
Экраны . Если сварку необходимо проводить в помещении, полностью экранированном со всех сторон, экраны должны быть расположены таким образом, чтобы не возникало серьезного ограничения вентиляции. Желательно устанавливать экраны таким образом, чтобы они находились на высоте около 2 футов (0,61 м) над полом, за исключением случаев, когда работа выполняется на таком низком уровне, что экран должен быть выдвинут ближе к полу, чтобы защитить находящихся рядом рабочих от яркого света. сварка.
1910.252(с)(1)(iii)
ПДК . Должны быть предусмотрены и устроены местные вытяжные или общие вентиляционные системы, чтобы содержание токсичных паров, газов или пыли было ниже максимально допустимой концентрации, как указано в § 1910. 1000 настоящей части.
1910.252(с)(1)(iv)
Сообщение об опасности . Работодатель должен включить потенциально опасные материалы, используемые во флюсах, покрытиях, покрытиях и присадочных металлах, которые потенциально могут использоваться при сварке и резке или выбрасываются в атмосферу во время сварки и резки, в программу, установленную в соответствии с Стандарт оповещения об опасности (HCS) (§ 1910.1200). Работодатель должен обеспечить, чтобы каждый сотрудник имел доступ к этикеткам на контейнерах с такими материалами и паспортам безопасности и прошел обучение в соответствии с положениями § 1910.1200. Потенциально опасные материалы должны включать, помимо прочего, материалы, перечисленные в параграфах (c)(5) — (c)(12) настоящего раздела.
1910.252(с)(1)(в)
Дополнительные сведения об опасности при сварке, резке и пайке .
1910.252(с)(1)(в)(А)
Поставщики должны определять и маркировать в соответствии с § 1910.1200 любые опасности, связанные с использованием их материалов при сварке, резке и пайке.
1910.252(с)(1)(в)(Б)
В дополнение к любым требованиям, установленным § 1910.1200, все присадочные металлы и плавкие гранулированные материалы должны иметь как минимум следующее уведомление на бирках, коробках или других контейнерах:
Не используйте в местах с недостаточной вентиляцией. См. документ ANSI Z49.1-1967 «Безопасность при сварке, резке и смежных процессах», опубликованный Американским обществом сварщиков.
1910.252(с)(1)(в)(С)
Если присадочные металлы для пайки (сварки) содержат кадмий в значительных количествах, на этикетках должны быть указаны опасности, связанные с кадмием, включая рак, воздействие на легкие и почки, а также острое токсическое воздействие.
1910.252(с)(1)(в)(Г)
Если флюсы для пайки и газовой сварки содержат соединения фтора, на этикетках должна быть указана опасность, связанная с соединениями фтора, включая воздействие на глаза и дыхательные пути.
1910.252(с)(1)(vi)
До 1 июня 2015 г. работодатели могут размещать на этикетках следующую информацию вместо требований к маркировке, изложенных в параграфе (c)(1)(v) настоящего раздела:
1910.252(с)(1)(vi)(А)
Все присадочные металлы и плавкие гранулированные материалы должны иметь как минимум следующую пометку на бирках, коробках или других контейнерах:
ВНИМАНИЕ
При сварке могут образовываться пары и газы, опасные для здоровья. Избегайте вдыхания этих паров и газов. Используйте адекватную вентиляцию. См. документ ANSI Z49.1-1967 «Безопасность при сварке и резке», опубликованный Американским обществом сварщиков.
1910.252(с)(1)(vi)(Б)
Присадочные металлы для пайки (сварки), содержащие кадмий в значительных количествах, должны иметь следующую пометку на бирках, коробках или других контейнерах:
ПРЕДУПРЕЖДЕНИЕ
СОДЕРЖИТ КАДМИЙ — ПРИ НАГРЕВАНИИ МОГУТ ОБРАЗОВАТЬСЯ ЯДОВИТЫЕ ПАРЫ
Не вдыхать пары. Используйте только при наличии адекватной вентиляции, такой как дымоуловители, вытяжные вентиляторы или респираторы с подачей воздуха. См. АНСИ Z49.1-1967. Если после использования появляется боль в груди, кашель или лихорадка, немедленно обратитесь к врачу.
1910.252(с)(1)(vi)(С)
Флюсы для пайки и газовой сварки, содержащие соединения фтора, должны иметь предупреждающую надпись, указывающую, что они содержат соединения фтора. Одна из таких предупредительных формулировок, рекомендованных Американским обществом сварщиков для флюсов для пайки и газовой сварки, гласит:
ОСТОРОЖНО
СОДЕРЖИТ ФТОРИДЫ
Этот флюс при нагревании выделяет пары, которые могут раздражать глаза, нос и горло.
1. Избегайте паров – используйте только в хорошо проветриваемых помещениях.
2. Избегайте попадания флюса в глаза или на кожу.
3. Не принимать внутрь.
1910.252(с)(2)
Вентиляция для общей сварки и резки —
1910.252(с)(2)(я)
Общий . Механическая вентиляция должна быть обеспечена при сварке или резке металлов, не указанных в параграфах (c)(5) — (c)(12) настоящего параграфа. (Для конкретных материалов см. требования к вентиляции в параграфах (c)(5) – (c)(12) данного раздела. )
1910.252(с)(2)(я)(А)
На площади менее 10 000 кубических футов (284 м 3 ) на сварщика.
1910.252(с)(2)(я)(Б)
В помещении с высотой потолков менее 16 футов (5 м).
1910.252(с)(2)(я)(С)
В замкнутых пространствах или там, где помещение для сварки содержит перегородки, балконы или другие конструктивные барьеры в такой степени, что они значительно препятствуют поперечной вентиляции.
1910.252(с)(2)(ii)
Минимальная ставка . Такая вентиляция должна обеспечиваться с минимальной скоростью 2000 кубических футов (57 м 3 ) в минуту на одного сварщика, за исключением случаев, когда используются местные вытяжные шкафы и кабины в соответствии с пунктом (c)(3) настоящего раздела или респираторы для воздушных судов, утвержденные В соответствии с положениями части 11 30 CFR часть 11 предоставляются Управление по охране труда и здоровья в горнодобывающей промышленности и Национальный институт охраны труда и здоровья. Естественная вентиляция считается достаточной для операций сварки или резки, если ограничения, указанные в параграфе (c)(2)(i) данного раздела, отсутствуют.
1910.252(с)(3)
Местные вытяжные шкафы и кабины . Механическая местная вытяжная вентиляция может осуществляться одним из следующих способов:
1910.252(с)(3)(я)
Вытяжки . Свободно перемещаемые колпаки, предназначенные для размещения сварщиком как можно ближе к свариваемому объекту и обеспечивающие скорость воздушного потока, достаточную для поддержания скорости в направлении колпака 100 погонных футов (30 м) в минуту в зона сварки, когда вытяжка находится на максимально удаленном расстоянии от места сварки. Интенсивность вентиляции, необходимая для достижения этой контрольной скорости с использованием фланцевого всасывающего отверстия шириной 3 дюйма (7,6 см), показана в следующей таблице:
| Зона сварки | Минимальный расход воздуха 1 кубических футов/минуту | Диаметр воздуховода, дюймы 2 |
|---|---|---|
| 4–6 дюймов от дуги или горелки | 150 | 3 |
| 6-8 дюймов от дуги или горелки | 275 | 3½ |
| 8–10 дюймов от дуги или горелки | 425 | 4½ |
| 10–12 дюймов от дуги или горелки | 600 | 5½ |
1 При пайке материалов, содержащих кадмий, или при резке таких материалов может потребоваться повышенная скорость вентиляции.
2 Ближайший диаметр воздуховода полдюйма на основе скорости 4000 футов в минуту в трубе.
1910.252(с)(3)(ii)
Стационарный корпус . Стационарное ограждение с верхом и не менее чем с двух сторон, которое окружает места сварки или резки, а также со скоростью воздушного потока, достаточной для поддержания скорости на расстоянии от сварщика не менее 100 погонных футов (30 м) в минуту.
1910.252(с)(4)
Вентиляция в закрытых помещениях —
1910.252(с)(4)(я)
Замена воздуха . Все операции по сварке и резке, проводимые в замкнутых пространствах, должны надлежащим образом вентилироваться для предотвращения накопления токсичных материалов или возможной нехватки кислорода. Это относится не только к сварщику, но и к помощникам и другому персоналу, находящемуся в непосредственной близости. Весь воздух, замещающий отбираемый, должен быть чистым и пригодным для дыхания.
1910.252(с)(4)(ii)
Респираторы для воздушных судов. В случаях, когда такая вентиляция невозможна, необходимо использовать воздушные респираторы или маски для шлангов, одобренные для этой цели Национальным институтом безопасности и гигиены труда (NIOSH) в соответствии с 42 CFR, часть 84.
1910.252(с)(4)(iii)
Автономные устройства. В зонах, представляющих непосредственную опасность для жизни, следует использовать полнолицевую маску, автономный дыхательный аппарат с принудительной подачей воздуха или комбинированный полнолицевой респиратор с принудительной подачей воздуха и вспомогательной автономной подачей воздуха, одобренный NIOSH в соответствии с Необходимо использовать 42 CFR, часть 84.
1910.252(с)(4)(iv)
Внешний помощник . Если сварочные работы проводятся в замкнутом пространстве и если сварщики и помощники обеспечены масками для шлангов, масками для шлангов с воздуходувками или автономными дыхательными аппаратами, одобренными Управлением по безопасности и гигиене труда в шахтах и Национальным институтом безопасности и гигиены труда, рабочий должны быть размещены снаружи таких замкнутых пространств для обеспечения безопасности тех, кто работает внутри.
1910.252(с)(4)(в)
Кислород для вентиляции . Кислород никогда не должен использоваться для вентиляции.
1910.252(с)(5)
Соединения фтора —
1910. 252(с)(5)(я)
Общий . В замкнутых пространствах сварка или резка с использованием флюсов, покрытий или других материалов, содержащих соединения фтора, должна выполняться в соответствии с параграфом (c)(4) настоящего раздела. Соединение фтора — это соединение, которое содержит фтор как элемент в химической комбинации, а не как свободный газ.
1910.252(с)(5)(ii)
ПДК . Необходимость в местной вытяжной вентиляции или воздушных респираторах для сварки или резки вне замкнутых пространств будет зависеть от индивидуальных обстоятельств. Однако опыт показал, что такая защита желательна для стационарной производственной сварки и для любой производственной сварки нержавеющих сталей. Если пробы воздуха, взятые в месте сварки, показывают, что концентрация выделяющихся фторидов ниже максимально допустимой, такая защита не требуется.
1910.252(с)(6)
Цинк —
1910.252(с)(6)(я)
Закрытые помещения . В замкнутых пространствах сварка или резка цинкосодержащих основных или присадочных металлов или металлов, покрытых цинкосодержащими материалами, должна выполняться в соответствии с параграфом (с)(4) настоящего раздела.
1910.252(с)(6)(ii)
В помещении . Внутри помещений сварка или резка цинкосодержащего основного металла или присадочного металла, покрытого цинкосодержащим материалом, должна выполняться в соответствии с параграфом (c)(3) настоящего раздела.
1910. 252(с)(7)
Свинец —
1910.252(с)(7)(я)
Закрытые помещения . В замкнутых пространствах сварка металлов на основе свинца (ошибочно называемая выжиганием свинца) должна выполняться в соответствии с пунктом (c)(4) настоящего раздела.
1910.252(с)(7)(ii)
В помещении . Сварка металлов на основе свинца внутри помещений должна выполняться в соответствии с параграфом (с)(3) настоящего параграфа.
1910.252(с)(7)(iii)
Местная вентиляция. В закрытых помещениях или в закрытых помещениях сварка или резка металлов, содержащих свинец, за исключением примеси, или металлов, покрытых свинецсодержащими материалами, включая краску, должна выполняться с использованием местной вытяжной вентиляции или воздушных респираторов. Такие операции, когда они выполняются на открытом воздухе, должны выполняться с использованием респираторов, одобренных для этой цели NIOSH в соответствии с 42 CFR, часть 84. Во всех случаях рабочие, находящиеся в непосредственной близости от места резки, должны быть защищены местной вытяжной вентиляцией или воздушными респираторами.
1910.252(с)(8)
Бериллий . Сварка или резка в помещении, на открытом воздухе или в замкнутых пространствах с использованием бериллийсодержащих основных или присадочных металлов должна производиться с использованием местной вытяжной вентиляции и воздушных респираторов, если атмосферные испытания в самых неблагоприятных условиях не установили, что воздействие на рабочих находится в пределах установленных допустимых концентраций. по § 1910.1000 настоящей части. Во всех случаях рабочие, находящиеся в непосредственной близости от сварочных или режущих работ, должны быть при необходимости защищены местной вытяжной вентиляцией или воздушными респираторами.
1910.252(с)(9)
Кадмий —
1910.252(с)(9)(я)
Общие. В замкнутых пространствах или в помещении операции по сварке или резке неблагородных металлов, содержащих кадмий или покрытых кадмием, должны выполняться с использованием местной вытяжной вентиляции или воздушных респираторов, если атмосферные испытания в самых неблагоприятных условиях не показывают, что воздействие на работника находится в пределах указанных допустимых концентраций к 29CFR 1910.1000. Такие операции, когда они выполняются на открытом воздухе, должны выполняться с использованием респираторов, таких как противодымные респираторы, одобренные для этой цели NIOSH в соответствии с 42 CFR, часть 84.
1910. 252(с)(9)(ii)
Замкнутое пространство . Сварка (пайка) кадмийсодержащих присадочных металлов должна производиться с использованием вентиляции, предусмотренной пунктами (в)(3) или (в)(4) настоящего параграфа, если работа должна выполняться в замкнутом пространстве.
1910.252(с)(10)
Меркурий. В замкнутых пространствах или в помещении операции по сварке или резке металлов, покрытых ртутьсодержащими материалами, включая краску, должны выполняться с использованием местной вытяжной вентиляции или воздушных респираторов, кроме случаев, когда атмосферные испытания в наиболее неблагоприятных условиях показывают, что воздействие на работника находится в пределах допустимого концентрации, указанные в 29 CFR 1910.1000. Такие операции, когда они выполняются на открытом воздухе, должны выполняться с использованием респираторов, одобренных для этой цели NIOSH в соответствии с 42 CFR, часть 84.
1910.252(с)(11)
Чистящие составы —
1910.252(с)(11)(и)
Инструкции производителя . При использовании чистящих средств из-за их возможной токсичности или воспламеняемости необходимо соблюдать соответствующие меры предосторожности, такие как инструкции производителя.
1910.252(с)(11)(ii)
Обезжиривание . Обезжиривание и другие операции по очистке с использованием хлорированных углеводородов должны быть расположены таким образом, чтобы пары от этих операций не попадали и не втягивались в атмосферу, окружающую любую сварочную операцию. Кроме того, трихлорэтилен и перхлорэтилен не должны попадать в атмосферу, через которую проникает ультрафиолетовое излучение сварочных работ в защитных газах.
1910.252(с)(12)
Резка нержавеющих сталей . Кислородная резка с использованием либо химического флюса, либо железного порошка, либо дуговая резка нержавеющей стали в среде защитного газа должна выполняться с использованием механической вентиляции, достаточной для удаления образующихся паров.
1910.252(с)(13)
Средства первой помощи . Средства первой помощи должны быть доступны в любое время. Обо всех травмах следует сообщать как можно скорее для оказания медицинской помощи. Первая помощь должна быть оказана до момента оказания медицинской помощи.
1910.252(д)
Промышленное применение —
1910. 252(д)(1)
Трубопровод —
1910.252(г)(1)(я)
Общий . Требования пунктов (b) и (c) настоящего раздела и § 1910.254 настоящей части.
1910.252(г)(1)(ii)
Операции на выезде . Если для изготовления арматуры, переходов через реки, дорог и насосно-компрессорных станций задействованы полевые цеха, требования пунктов (а), (б) и (в) настоящего параграфа и §§ 1910.253 и 1910.254 настоящей части должны соблюдаться.
1910.252(г)(1)(iii)
Поражение электрическим током . При дуговой сварке во влажных условиях или в условиях повышенной влажности должны быть предусмотрены специальные средства защиты от поражения электрическим током.
1910.252(г)(1)(iv)
Опрессовка . При опрессовке трубопроводов рабочие и население должны быть защищены от травм в результате срабатывания затворов или других устройств, ограничивающих давление. Кроме того, должна быть обеспечена защита от выброса рыхлой грязи, которая могла попасть в трубу.
1910.252(д)(1)(в)
Строительные стандарты . Сварные конструкции магистральных трубопроводов должны выполняться в соответствии со Стандартом сварки трубопроводов и связанных с ними сооружений, API Std. 1104–1968, который включен посредством ссылки, как указано в § 1910.6.
1910.252(г)(1)(vi)
Линии легковоспламеняющихся веществ . Соединение посредством сварки отводов к трубопроводам, транспортирующим легковоспламеняющиеся вещества, должно выполняться в соответствии с API Std. PSD № 2201 — 1963, который включен посредством ссылки, как указано в § 1910.6.
1910.252(г)(1)(vii)
Рентгенологическое обследование . Использование рентгеновских лучей и радиоактивных изотопов для контроля сварных соединений трубопроводов должно осуществляться в соответствии с Американским национальным стандартом безопасности для немедицинских источников рентгеновского излучения и закрытых источников гамма-излучения, ANSI Z54.1-19.63, который включен посредством ссылки, как указано в § 1910.6.
1910.252(г)(2)
Системы механических трубопроводов —
1910. 252(г)(2)(и)
Общий . Необходимо соблюдать требования параграфов (a), (b) и (c) настоящего раздела и §§ 1910.253 и 1910.254 настоящей части.
1910.252(г)(2)(ii)
Рентгенологическое обследование . Использование рентгеновских лучей и радиоактивных изотопов для контроля сварных соединений трубопроводов должно соответствовать Американскому национальному стандарту безопасности для немедицинских источников рентгеновского излучения и герметичных источников гамма-излучения, ANSI Z54.1 — 1963.
[39 FR 23502, 27 июня 1974 г., в редакции 40 FR 23073, 28 мая 1975 г.; 43 FR 49750, 24 октября 1978 г.; 49 ФР 5323, 10, 19 фев.84; 51 FR 34562, 29 сентября 1986 г.; 54 ФР 24334, 7 июня 1989 г.; 55 FR 13696, 11 апреля 1990 г.; 61 ФР 9227, 7 марта 1996 г.; 63 FR 1152, 8 января 1998 г.; 74 FR 46357, 9 сентября 2009 г. ; 77 ФР 17777, 26 марта 2012 г.]
Глава 4: Инструменты и столы для сварки
Меню главы
- Предисловие
- Благодарности
- Глава 1: Обзор сварки
- Глава 2: Безопасность
- Глава 3: Кромки, соединения и подготовка кромок
- Глава 4: Инструменты и сварочные столы
- Глава 5: Дуговая сварка защитным металлом
- Глава 6: Сварка с подачей проволоки
- Глава 7: Газовая вольфрамовая дуговая сварка
- Глава 8: Оксиацетилен
- Глава 9: Управление искажениями
- Глава 10: Процессы резки
- Глава 11: Пайка и пайка
- Глава 12: Общие проблемы и решения
- Глава 13: Советы по дизайну
- Глава 14: Советы по изготовлению и ремонту
- Глава 15: Инструменты и оснастка
- Глава 16: Трубы и трубки
- Глава 17: Металлургия
- Глава 18: Блоки питания и электробезопасность
- Глава 19: Сгибание и выпрямление
- Индекс
- Кредиты
Глава 4
Глава 4
Образование учит использовать инструменты, которые человечество считает незаменимыми.
-Josiah Royce
Введение
Чтобы знать, какие инструменты и оборудование необходимы для сварочных работ, вам необходимо понимать этапы, необходимые в процессе изготовления:
- Получить или сделать производственный эскиз или чертеж.
- Разработайте хорошо продуманную процедуру сварки.
- Соберите все необходимое сварочное оборудование, включая измерительные инструменты.
- Соберите все материалы для сварки.
- Изготовление шаблонов, приспособлений, шаблонов и приспособлений, если это необходимо.
- Составить список вырезок.
- Разметка и вырезание материалов.
- Очистите участки металла, подлежащие сварке, и выполните подготовку кромок.
- Расположите и закрепите материалы перед сваркой.
- Узлы прихваточного шва, проверьте размеры, настройку и прямоугольность.
- Выполните окончательные сварные швы и соберите конструкцию.
- Немедленно покрасьте изделие во избежание образования ржавчины.
Измерительные инструменты
- Каркасные, столярные, столярные и комбинированные угольники – Используйте самый большой угольник, подходящий для работы. Комбинированный угольник удобен для разметки угловых разрезов под углом 45º и коротких параллельных линий. Отшлифуйте наружные углы столярных и краснодеревных угольников, чтобы они могли плотно прилегать к рабочим углам с угловым сварным швом. См. рис. 4-1 (A, B, C и D).
- Строительный уровень и торпедный уровень – По возможности используйте строительный уровень большего размера, потому что он более точен и измеряет на более длинном участке. Используйте уровень-торпеду там, где уровень строителя не подходит. См. рис. 4-1 (E и F).
Рис. 4-1. Обычные измерительные и нивелирные инструменты для сварщиков: (A) каркасный угольник, (B) плотницкий угольник, (C) краснодеревщик, (D) комбинированный угольник, (E) торпедный уровень и (F) строительный уровень.
- Циркуль и делители – Для начертания кругов или начертания ряда равных интервалов.
- Стальная измерительная рулетка – Наиболее удобными размерами являются ленты 16 и 24 фута. Они также полезны для измерения криволинейных поверхностей.
- Прецизионные стальные линейки – Доступны длины от 6 до 72 дюймов. Эти стальные линейки предназначены для измерения вдоль или рисования прямой линии.
Инструменты для маркировки металла
Следующие предметы предназначены для маркировки металла:
- Меловые линии, в которых используется веревка каменщика.
- Мел сварщика, также называемый мыльным камнем .
- Шариковая металлическая ручка для разметки.
- Одиночная метка керна или линия меток керна.
- Сварочный карандаш Silver Streak.
- Фломастер, например маркер Sharpie.
- Аэрозольная краска.
- Начерченные линии либо на чистом металле, либо на компоновочной жидкости.
Используйте стеатит для сварки, чтобы отметить грубые размеры, линии изгиба и указать линии разреза, которые должны выдерживать тепло резака. Линия центральных меток может быть более точной, а также выдерживает нагрев факела. Для очень точных линий разметки распылите краску на металл в области линий разметки и используйте чертилку, чтобы процарапать краску, чтобы сделать линии. В качестве альтернативы, чтобы сделать начерченные линии видимыми, можно использовать жидкость для компоновки машиниста, доступную в красном или синем цвете. Хотя эти линии не выдерживают нагревания горелки, они могут быть необходимы для прокладки линий резки без использования горелки. Вместо жидкости для компоновки можно использовать фломастеры, чтобы затемнить металл и лучше показать начерченные линии. Не используйте разметочные метки для обозначения линий изгиба или сгиба, так как они создают напряжение, и деталь в конечном итоге выйдет из строя вдоль размеченной линии.
Ручной сварочный инструмент
- Отбойный молоток для удаления сварочного шлака, особенно при сварке SMAW.
- Напильники для доведения крупногабаритных деталей до точных размеров, удаления опасных острых краев или заусенцев и сглаживания концов электродов подачи проволоки перед их подачей через направляющую горелки.
- Молоток со сферическим штифтом и холодное долото для разрушения прихваточных швов.
- Плоскогубцы, такие как канальные замки, для безопасного перемещения горячего металла.
- Кусачки для обрезки электродной проволоки (только GMAW и FCAW).
- Ножовки по металлу для медленной, но точной резки металла.
- Проволочная щетка для очистки сварных швов. См. все эти инструменты на рис. 4-2.
Рис. 4-2. Сварочные ручные инструменты.
Зажимы
На рис. 4-3 показаны зажимы общего назначения для сварки. Эти зажимы включают:
:
(A) стержневой зажим,
(B) трубный зажим, (C и D) C-зажимы, (E) зажим KantTwist и (F) контурный зажим.
- С-образные зажимы .
- 9Стержневые хомуты 0012 и трубные хомуты используются для зажима длинных пролетов.
- Приспособления , также называемые съемниками троса , используются для протягивания больших, длинных или жестких деталей на место. Они особенно хороши на конструкционной стали для вытягивания рам в квадрат.
- Тип KantTwist Усиленные зажимы . На рис. 4-4 показано, как затягивать зажимы KantTwist с помощью гаечного ключа. Вытягивание без ключа не позволяет в полной мере использовать их зажимную силу.
Рис. 4-4. Метод затягивания зажимов KantTwist.
- Сварочные зажимы Bessey тяжелее и прочнее, чем сварочные зажимы общего назначения, и дороже, но обычно они того стоят. См. Рисунок 4-5.
Рис. 4-5. Несколько конструкций сверхпрочных сварочных зажимов Bessey.
- Угловые фиксаторы , такие как угловой зажим Bessy на рис. 4-6, упрощают получение точных угловых соединений. Хотя эти зажимы чаще всего используются последовательно для сварки угловых соединений, иногда четыре или более зажимов располагаются на жестком основании, образуя приспособление для производственных работ. Эти зажимы имеют алюминиевые основания и винты с медным покрытием, поэтому сварочные брызги не прилипают к ним.
Рис. 4-6. Угловые зажимы Bessey надежно удерживают детали для сварки под прямым углом.
Руководство по вольфрамовым электродам
Выбор одного из шести широко доступных вольфрамовых электродов является важным первым шагом в успешной сварке вольфрамовым электродом в среде защитного газа (GTAW). Кроме того, подготовка наконечника имеет решающее значение. Выбор электродов: чистый вольфрам, 2% тория, 2% церия, 1,5% лантана, циркония и редкоземельные элементы. Концевые заготовки закруглены, заострены и усечены.
Примечание редактора: Чтобы прочитать обновленную информацию о рекомендациях по использованию вольфрамовых электродов, нажмите здесь.
Вольфрам — это редкий металлический элемент, используемый для производства электродов для дуговой вольфрамовой сварки (GTAW). Процесс GTAW основан на твердости вольфрама и стойкости к высоким температурам для передачи сварочного тока на дугу. Вольфрам имеет самую высокую температуру плавления среди всех металлов, 3410 градусов по Цельсию.
Эти неплавящиеся электроды бывают различных размеров и длин и состоят либо из чистого вольфрама, либо из сплава вольфрама и других редкоземельных элементов и оксидов. Выбор электрода для GTAW зависит от типа и толщины основного материала, а также от того, свариваете ли вы переменным током (AC) или постоянным током (DC). Какую из трех концевых заготовок вы выберете, скругленную, заостренную или усеченную, также имеет решающее значение для оптимизации результатов и предотвращения загрязнения и переделок.
Каждый электрод имеет цветовую маркировку, чтобы исключить путаницу с его типом. Цвет появляется на кончике электрода.
Чистый вольфрам (Цветовой код: зеленый)
Электроды из чистого вольфрама (классификация AWS EWP) содержат 99,50% вольфрама, имеют самый высокий расход вольфрама среди всех электродов и, как правило, дешевле, чем их легированные аналоги.
Эти электроды образуют чистый закругленный наконечник при нагревании и обеспечивают высокую стабильность дуги при сварке на переменном токе со сбалансированной волной. Чистый вольфрам также обеспечивает хорошую стабильность дуги при синусоидальной сварке переменным током, особенно при сварке алюминия и магния. Он обычно не используется для сварки постоянным током, потому что он не обеспечивает сильного зажигания дуги, характерного для электродов с торием или церием.
Торированные (цветовой код: красный)
Торированные вольфрамовые электроды (классификация AWS EWTh-2) содержат не менее 97,30% вольфрама и от 1,70 до 2,20% тория и называются 2%-торированными. Сегодня они являются наиболее часто используемыми электродами и предпочтительны из-за их долговечности и простоты использования. Торий повышает качество эмиссии электронов электрода, что улучшает запуск дуги и обеспечивает более высокую пропускную способность по току. Этот электрод работает намного ниже температуры его плавления, что приводит к значительно более низкой скорости потребления и устраняет блуждание дуги для большей стабильности. По сравнению с другими электродами торированные электроды откладывают меньше вольфрама в сварочную ванну, поэтому они вызывают меньшее загрязнение сварного шва.
Эти электроды используются в основном для специальной сварки переменным током (например, тонколистового алюминия и материала менее 0,060 дюйма) и сварки постоянным током с отрицательной или прямой полярностью углеродистой стали, нержавеющей стали, никеля и титана.
Во время производства торий равномерно распределяется по всему электроду, что помогает вольфраму сохранять заточенную кромку — идеальную форму электрода для сварки тонкой стали — после шлифовки. Примечание. Торий радиоактивен; поэтому вы всегда должны следовать предупреждениям, инструкциям и паспорту безопасности материала (MSDS) производителя при его использовании.
Вольфрамовые электроды с церием (цветовой код: оранжевый)
Вольфрамовые электроды с церием (классификация AWS EWCe-2) содержат не менее 97,30 % вольфрама и от 1,80 до 2,20 % церия и называются 2-процентным церием. Эти электроды лучше всего работают при сварке постоянным током при низком токе, но могут эффективно использоваться и в процессах переменного тока. Благодаря отличному началу дуги при малых токах цериевый вольфрам стал популярен в таких областях, как изготовление орбитальных труб и труб, обработка тонкого листового металла и работы, связанные с мелкими и хрупкими деталями. Как и торий, его лучше всего использовать для сварки углеродистой стали, нержавеющей стали, никелевых сплавов и титана, а в некоторых случаях он может заменить электроды с 2-процентным содержанием тория. Электрические характеристики цериевого вольфрама несколько отличаются от характеристик тория, но большинство сварщиков не замечают разницы.
Использование электродов с церием при более высоких токах не рекомендуется, потому что более высокие токи вызывают быструю миграцию оксидов к теплу на кончике, удаляя содержание оксидов и сводя на нет преимущества процесса.
Лантанированные (цветовой код: золото)
Лантанированные вольфрамовые электроды (классификация AWS EWLa-1.5) содержат не менее 97,80 % вольфрама и от 1,30 до 1,70 % лантана, или лантана, и известны как 1,5 % лантана. Эти электроды имеют отличный старт дуги, низкий
скорость выгорания, хорошая стабильность дуги и отличные характеристики повторного зажигания — многие из тех же преимуществ, что и у электродов с церием. Лантанированные электроды также обладают такими же характеристиками проводимости, как и вольфрам с 2-процентным содержанием тория. В некоторых случаях 1,5% лантана можно заменить 2% тория без внесения существенных изменений в программу сварки.
Вольфрамовые электроды с лантановым покрытием идеально подходят, если вы хотите оптимизировать свои сварочные возможности. Они хорошо работают с отрицательным электродом переменного или постоянного тока с заостренным концом, или они могут быть свернуты для использования с источниками питания синусоидальной волны переменного тока. Лантанированный вольфрам хорошо сохраняет заточку, что является преимуществом при сварке стали и нержавеющей стали на постоянном или переменном токе от источников питания прямоугольной формы.
В отличие от торированного вольфрама, эти электроды подходят для сварки переменным током и, как и электроды с церием, позволяют зажигать и поддерживать дугу при более низких напряжениях. По сравнению с чистым вольфрамом добавление 1,5% лантана увеличивает максимальную допустимую нагрузку по току примерно на 50% для данного размера электрода.
Цирконированные (цветовой код: коричневый)
Цирконированные вольфрамовые электроды (классификация AWS EWZr-1) содержат не менее 99,10% вольфрама и от 0,15 до 0,40% циркония. Циркониевый вольфрамовый электрод обеспечивает чрезвычайно стабильную дугу и препятствует выплескиванию вольфрама. Он идеально подходит для сварки переменным током, поскольку сохраняет закругленный наконечник и обладает высокой устойчивостью к загрязнению. Его токонесущая способность равна или больше, чем у торированного вольфрама. Циркониевые сплавы ни при каких обстоятельствах не рекомендуются для сварки постоянным током.
Редкоземельные элементы (цветовой код: серый)
Вольфрамовые электроды из редкоземельных металлов (классификация AWS EWG) содержат неуказанные добавки оксидов редкоземельных элементов или гибридные комбинации различных оксидов, но производители должны указывать каждую добавку и ее процентное содержание на упаковке. упаковка. В зависимости от добавок желаемые результаты могут включать стабильную дугу как в процессах переменного, так и постоянного тока, большую долговечность, чем у торированного вольфрама, возможность использовать электрод меньшего диаметра для той же работы, использование более высокого тока для электрода аналогичного размера. , и меньше вольфрамового плевка.
Подготовка вольфрама — скругленная, заостренная или усеченная?
Следующим шагом после выбора типа электрода является выбор подготовки конца. Три варианта: сжатые, заостренные и усеченные.
| Рисунок 1 Типичные диапазоны тока для электронов с аргоновой защитой. |
Шаровидный наконечник обычно используется на электродах из чистого вольфрама и циркония и рекомендуется для использования с процессом переменного тока на машинах GTAW с синусоидальной и прямоугольной волной. Чтобы правильно скруглить конец вольфрама, просто подайте переменный ток, рекомендованный для данного диаметра электрода (см.0011 Рисунок 1 ), и на конце электрода образуется шарик. Диаметр закругленного конца не должен превышать диаметр электрода в 1,5 раза (например, электрод диаметром 1/8 дюйма должен образовывать конец диаметром 3/16 дюйма). Сфера большего размера на конце электрода может снизить стабильность дуги. Он также может отвалиться и загрязнить сварной шов.
| Рис. 2 Подготовка вольфрама для отрицательной сварки электродом на постоянном токе и на переменном токе с волнообразующими источниками питания. |
Заостренный и/или усеченный наконечник (для чистого вольфрама, церия, лантана и тория) следует использовать для инверторных сварочных процессов на переменном и постоянном токе. Для правильной шлифовки вольфрама используйте шлифовальный круг, специально предназначенный для шлифовки вольфрама (для предотвращения загрязнения), а также круг из боразона® или алмаза (для сопротивления твердости вольфрама). Примечание. Если вы измельчаете торированный вольфрам, убедитесь, что вы контролируете и собираете пыль; иметь адекватную систему вентиляции на шлифовальной станции; и следуйте предупреждениям, инструкциям и паспортам безопасности производителя.
Отшлифуйте вольфрам прямо на круге, а не под углом 90 градусов (см. , рис. 2 ), чтобы следы заточки проходили по всей длине электрода. Это уменьшает наличие гребней на вольфраме, которые могут привести к блужданию дуги или плавлению в сварочной ванне, вызывая загрязнение.
Как правило, вам потребуется отшлифовать конус на вольфраме до расстояния, не превышающего диаметр электрода более чем в 2,5 раза (например, для электрода 1/8 дюйма отшлифуйте поверхность от 1/4 до 5/16). в. долго). Шлифовка вольфрама до конусности облегчает переход от зажигания дуги и создает более сфокусированную дугу для повышения производительности сварки.
При сварке на слабом токе тонкого материала (от 0,005 до 0,040 дюйма) лучше всего отшлифовать вольфрам до острия. Заостренный наконечник позволяет сварочному току передаваться в виде сфокусированной дуги и помогает предотвратить деформацию тонких металлов, таких как алюминий. Не рекомендуется использовать заостренный вольфрам для приложений с более высоким током, поскольку более высокий ток может сдуть кончик вольфрама и вызвать загрязнение сварочной ванны.
Для сильноточных приложений лучше всего зашлифовать усеченный наконечник. Чтобы получить эту форму, сначала отшлифуйте вольфрам до конуса, как описано выше, затем отшлифуйте 0,010–0,030 дюйма. плоская земля на конце вольфрама. Эта плоская поверхность помогает предотвратить перенос вольфрама через дугу. Это также предотвращает образование шара.
Майк Сэммонс — менеджер по продажам и маркетингу Weldcraft, 2741 N. Roemer Road, Appleton, WI 54911, 920-882-6811, факс 920-882-6844, [email protected], www.weldcraft.com.
Спецификация на электроды из углеродистой стали для электродуговой сварки в защитных газах (SMAW) AWS A5.
1 – A5.5 – ИНЖЕНЕРНЫЙ БЛОГ металлическая проволока с покрытием. Он изготавливается из материалов, близких по составу к свариваемому металлу. Существует множество факторов, влияющих на выбор правильного электрода для каждого проекта. Электроды SMAW или стержневые электроды являются плавящимися, то есть они становятся частью сварного шва, в то время как электроды TIG не являются плавящимися, поскольку они не плавятся и становятся частью сварного шва, что требует использования сварочного стержня. Электрод для сварки MIG представляет собой непрерывно подаваемую проволоку, называемую проволокой.
Выбор электрода имеет решающее значение для простоты очистки, прочности сварного шва, качества валика и сведения к минимуму любых брызг. Электроды необходимо хранить в защищенном от влаги месте и осторожно вынимать из любой упаковки.
Электрод — это предмет, который используется для выполнения электросварки и действует как горелка, вызывающая горение дуги. Электроды, особенно те, которые используются для сварки SMAW или сварки электродами, имеют код или символ, где код означает прочность на растяжение, положение сварки и определенные типы химических веществ в качестве флюса. Аналогично с тем, как использовать каждый тип сварочной проволоки.
В соответствии с правилами Американского общества сварщиков (AWS) спецификации электродов для низкоуглеродистой стали регулируются в AWS A5.1, который отмечен буквой «E» и цифрой 4 после. Число, за которым показаны легирующие элементы.
Для получения более подробной информации см. «Как читать код» для электрода для сварки SMAW на нескольких типах углеродистой и нержавеющей стали.
Спецификация электродов AWS
1. Электроды для низкоуглеродистой стали
Спецификация AWS A5.1 для электродов из углеродистой стали для дуговой сварки в среде защитного металла
Этот тип сварочной проволоки SMAW обозначается кодом Exxxx (цифра 4).
Например, сварочная проволока E6012, как ее читать:
E = электрод для сварки SMAW
E60xx = первые две цифры (число 60) обозначают предел прочности при растяжении в Ksi (килофунт-квадратный дюйм).
Число 60 означает, что прочность на растяжение составляет 60 тысяч фунтов на квадратный дюйм, если число 70 означает 70 тысяч фунтов на квадратный дюйм. При чтении в терминах «psi (фунт квадратный дюйм)» равно 70000 фунтов на квадратный дюйм, где 1 Ksi = 1000 фунтов на квадратный дюйм.
Exx1x = третья цифра (номер 1) — это позиция сварки.
цифровой код 1 – для всех позиций
цифровой код 2 – для плоских и горизонтальных позиций
код 3 – только для плоских позиций.
Exxx2 = четвертая цифра (номер 2) указывает:
– вид салюта
– проплавление дуги
– сварочный ток
– железный порошок (%)
Электрод AWS A5.1 для испытания на растяжение SMAW
Другим примером является тип сварочного электрода E7018, что означает:
— электроды SMAW
— прочность на разрыв 70000 psi
— можно использовать во всех положениях (плоско, горизонтально, вертикально и над головой)
– среднее проникновение, мощность переменного/постоянного тока, содержание пленки железного порошка 25%-40%, низкое содержание водорода.
Обладая достаточно высоким пределом прочности, электрод типа Э70хх широко применяется для сварки напорных труб, печей, строительства и др. В то время как тип E60xx из-за его прочности на растяжение всего 60 000 фунтов на квадратный дюйм, он обычно предназначен только для прихватки и сварки без давления, например, для ограждений и других.
2. Электроды из низколегированной стали
AWS A5.5 : В этой спецификации изложены требования к классификации электродов из низколегированной стали для дуговой сварки углеродистых и низколегированных сталей в защитном металле. Эти электроды включают стальные сплавы, в которых ни один легирующий элемент не превышает 10,5%.
Настоящая спецификация устанавливает требования к классификации электродов с покрытием из низколегированной стали, используемых для дуговой сварки в защитных газах. Требования включают химический состав и механические свойства металла шва, прочность металла шва, эксплуатационные испытания электродов, влагостойкость покрытия электродов с низким содержанием водорода. Также включены требования к стандартным размерам и длинам, маркировке, изготовлению и упаковке.
Спецификация сварочной проволоки с обмоткой для низколегированной стали установлена на AWS A5.5.
С тем же кодом, что и у электрода из мягкой стали, за которым следует линия (тире), буквы и цифры в качестве легирующего элемента, а именно:
A = добавленный элемент углерод-молибден
B = добавленный элемент хром-молибден
C = добавленный никелевый сталь
D = добавленный элемент марганец молибден молибден
G = добавлены другие элементы
Последний код R = указывает на устойчивость к впитыванию влаги (влажность 80%, 80ºF, 9 часов).
Примеры электродов: Э7018-Х8Р, Э8018-Б2х5Р и другие.
Как читать:
Сварочная проволока E7018-H8R означает прочность 70ksi, содержит «железный порошок-оксид железа-железный порошок-оксид железа», содержит мало водорода (с низким содержанием водорода), устойчива к водяному пару и предназначена для использования при сварке. мягкая сталь.
Проволока сварочная: E8018-B2h5R означает прочность 80ksi, содержит железный порошок, оксид железа, в сочетании с хромомолибденом и низким содержанием водорода, устойчива к водяному пару и используется для сварки хромомолибденовых стальных сплавов.
3. Электроды из нержавеющей стали
AWS A5.4 определяет требования к классификации покрытых электродов из нержавеющей стали для дуговой сварки металлическим электродом в среде защитного газа.
Первые три (3) цифры представляют собой номер типа нержавеющей стали AISI. Затем следует строка и 2 числа. Пример: Е316-16, Е308-16, Е309-16 и другие.
Две цифры после значения:
– цифра 15 = слой содержит CaO, TiO2 и текущий DCRP.
— номер 16 = слой содержит TiO и K2O, а ток соответствует DCRP или переменному току.
— номер 17 = слой содержит CaO, TiO2 K2O SiO O SiO2 и ток DCRP или AC.
Сварочный стержень из нержавеющей стали AWS A5.4 E308-16
AWS A5.4 E308-16 представляет собой электрод из нержавеющей стали Cr19Ni10 с титановым кальциевым покрытием. Наплавленный металл обладает хорошими механическими свойствами и стойкостью к межкристаллитной коррозии. Обладает хорошими сварочными характеристиками и устойчивостью к пористости. Покрытие термостойкое и трещиностойкое. AC/DC оба могут быть применены.
AWS A5.4 E308-16 подходит для сварки устойчивых к коррозии конструкций из нержавеющей стали, например 06Cr19.Ni10 и 06Cr18Ni11Ti, а их рабочая температура должна быть ниже 300 ℃. электрод. Содержание углерода в наплавленном металле меньше или равно 0,04%. Стойкость к межкристаллитной коррозии хорошая. Отличные характеристики сварки и термостойкость, высокопрочное покрытие, хорошая стойкость к пористости. AC/DC оба могут быть применены.
AWS A5.4 E308L-16 подходит для сварки конструкций из сверхнизкоуглеродистой нержавеющей стали Cr19Ni10, а также для сварки конструкций из коррозионностойкой нержавеющей стали 06Cr18Ni11Ti, рабочая температура которых ниже 300°C. В основном используется в производстве синтетического волокна, химических удобрений, масла и другого оборудования.
Основываясь на всех приведенных выше пояснениях относительно того, как читать значение кода на сварочной проволоке, мы можем сделать выводы и применить его к сварке в полевых условиях / сайт. И уже дан ответ, почему в строительно-сварочной, трубной и других сталелитейных отраслях применяют электроды типа Э70хх, а не Э60хх.
Связанные статьи:
- Спецификация процедуры сварки
- Положение сварки
Методы сварки язычка аккумулятора | Laserax
Сварка язычков — важный процесс для хорошей работы аккумуляторов. Оплошности могут снизить производительность и запас хода батареи, уменьшить ее механическую прочность, снизить тепловую эффективность и даже вызвать проблемы с безопасностью.
Для выполнения всех необходимых соединений вывод-клемма (фольга-вывод, вывод-шина и т. д.) используются различные методы сварки. Эти методы включают ультразвуковую сварку, лазерную сварку, контактную сварку и микросварку ВИГ. . Подходит ли один метод лучше, чем другой, зависит от требований, таких как сочетание материалов и толщина выступа.
Что такое вкладка батареи?
Выводы или клеммы аккумулятора представляют собой положительный и отрицательный разъемы, по которым проходит электрический ток элементов. Каждая вкладка подключена к шине модуля (или пластине коллектора), которая перераспределяет положительный и отрицательный ток на новые клеммы. Несколько модулей соединяются таким же образом, чтобы сформировать аккумуляторную батарею.
Внутри корпуса ячейки выводы соединены с токосъемниками или фольгой, которые изготовлены из материалов с высокой проводимостью, таких как алюминий и медь. Они проводят положительный и отрицательный ток от электродов.
Выводы для батарей используются одинаково для всех типов элементов, но имеют разную форму. Вот где они расположены и как они выглядят для каждого типа аккумуляторной батареи электромобиля.
Цилиндрические кюветы
| Призматические кюветы | Ячейки-мешочки |
Рисунки предоставлены Battery University (цилиндрические элементы), Stefano Landini (призматические элементы) и Jaguemont et al. (карманные ячейки)
Что такое методы сварки выступов?
В батарейном блоке необходимы сотни, а иногда и тысячи сварных швов для соединения ячеек с клеммами. Выводы и клеммы соединены не только с шинами и коллекторными пластинами, но и с токосъемниками внутри ячеек.
Качество этих соединений имеет решающее значение для качества батареи, где даже 1% отказов является серьезной проблемой. Необходимо принять соответствующие меры, чтобы гарантировать чистоту поверхностей перед сваркой, например, подготовить их с помощью лазерной очистки или работать в контролируемой среде.
Не всегда легко понять, когда какой метод сварки использовать. Давайте рассмотрим каждый из них.
Ультразвуковая сварка
Ультразвуковая сварка или ультразвуковая сварка использует ультразвук для создания вибрации между соединяемыми материалами. Быстрое трение между материалами генерирует достаточно тепла, чтобы соединить их почти мгновенно.
Эта технология используется для сварки фольги с выступами, а также для соединения ячеек с шинами с помощью проводов. Этот метод известен как ультразвуковое соединение проводов.
Вот пример сварки фольги с язычком с использованием ультразвукового сварочного аппарата.
Лазерная сварка
Лазерная сварка — это высокоскоростной процесс, в котором для соединения поверхностей используется высокосфокусированный луч света. Лазерный луч направляется и перемещается с помощью сверхбыстро движущихся X-Y зеркал. Это обеспечивает большую гибкость, позволяя сваривать соединения любой геометрии, а также нестандартные схемы сварки.
Импульсные волоконные лазеры являются предпочтительными лазерами для сварки аккумуляторов, поскольку они обеспечивают меньшие зоны термического влияния, меньшую пористость и меньшее количество брызг. Они могут сваривать тонкие или толстые выступы и обрабатывать медь, алюминий, сталь и никель, а также разнородные материалы.
Лазерная сварка может использоваться для соединения лепестков с шиной, а также для сварки фольги с язычками. Пример соединения шин вы можете увидеть ниже.
Сварка сопротивлением
Сварка сопротивлением, также называемая точечной сваркой, представляет собой метод, в котором для выполнения сварки используются медные или вольфрамовые электроды, заряженные электрическим током. Когда на область сварки оказывается давление, через электроды проходит электрический ток. Это генерирует тепло в области контакта и связывает два металла вместе.
Сварку сопротивлением можно использовать для сварки фольги с выступом и приварки выступа к шине. Это экономичный процесс сварки, который идеально подходит для любителей аккумуляторов своими руками, но его также можно автоматизировать.
Вот пример сварных швов, выполненных с помощью аппарата для точечной сварки.
Сварка TIG Micro
Сварка TIG Micro, также известная как импульсная дуговая сварка, использует небольшой электрод, заполненный током, для создания высокотемпературной плазмы, которая плавит металл на небольшой площади. Как следует из названия, «микро» сварка TIG предназначена для небольших деталей и, таким образом, идеально подходит для небольших компонентов аккумуляторов.
Этот метод хорошо работает с толстой медью и может использоваться для приварки выступов к шине. Вот пример сварки медных вкладок.
com/embed/jcXInB3YMBA?rel=0″>
Лазерная очистка: идеальный метод подготовки к сварке
Ни для кого не секрет: изготовление качественных соединений имеет важное значение для общего качества батареи. Он сводит к минимуму потери энергии и выделение тепла во время заряда и разряда, а также повышает долговечность и механическую надежность батареи.
В электромобилях литий-ионные аккумуляторы являются самыми дорогими деталями, и отзывов следует избегать любой ценой.
Производители должны убедиться, что поверхности идеально чистые перед сваркой. Для этого идеально подходит лазерная очистка высокой мощности, поскольку она удаляет покрытия, электролиты и оксиды быстро, последовательно и точно.
Вот как выглядит процесс.
Если у вас есть сварка с выступами, для которой может быть полезна лазерная очистка или лазерная сварка, свяжитесь со специалистом Laserax сегодня.
Спросите эксперта
Электродная проволока — производители, поставщики и экспортеры
Выберите категорию продуктаСтальное волокноВолокно из нержавеющей сталиМикростальное волокноPP волокноПроволока CHQПроволока ПКФасонная проволокаПроволока электродного качестваЭластичные рельсовые зажимыВысокоуглеродистая проволокаПроволока MSЧерная отожженная проволокаMicrosilica
Электродная качественная проволока
Как правило, электроды для ручной дуговой сварки состоят из стержня и материала покрытия. Качество электрода Проволока является жизненно важной частью ручного электрода, поскольку она безошибочно влияет на характеристики электрода и свойства металла сварного шва.
Электродные проволоки или сердечники , используемые для электродов, играют решающую роль в сварке, поскольку электродные проволоки регулируют равномерную плотность тока, поддерживают тепловой баланс во время сварки, фокусируясь на точках сварки.
Качество электродов Проволочные электроды доступны в различных размерах, материалах и длинах. В процессе сварки металлические электроды используются для различных сварочных работ. Проволока с порошковой проволокой или качественная электродная проволока могут иметь более широкий спектр металлургических и физических характеристик, чем традиционная сварка электродом, и наиболее важной из них является ремонтная сварка.
Еще одной важной характеристикой электродной качественной проволоки является то, что она может обеспечивать более высокие скорости наплавки, не вызывая чрезмерного нагрева электрическим сопротивлением даже в электродах малого диаметра.
Особенности электродной проволоки
- Электродная качественная проволока состоит из различных элементов. Стандарт определяет калибры проводов , технические условия, правила приемки, методы испытаний, а также упаковку и маркировку . Электродная качественная проволока проводит электрический ток к дуге для расплавления основного металла и обеспечивает присадочный материал для сварного шва. По составу сердечника, рабочим характеристикам и механическим свойствам сварного шва электродные проволоки в основном подразделяются на две группы. Газозащитный и самозащитный .
- Эти типы сердечников используются в зависимости от характера проекта. Электродные качественные проволоки в газовой защите имеют режим распыления с быстрозастывающим шлаком; их можно использовать во всех положениях сварки. И самозащитные электродные качественные провода имеют металлический перенос шаровидного типа . Для ускорения дуговой сварки используются порошковые проволоки в защитных газах , так как они имеют высокую скорость наплавки. Это также способствует легкому удалению шлака, что является более легкой работой по сравнению с самозащитными порошковыми проволоками.
- Самозащитный материал может использоваться во всех положениях сварки и обладает хорошими ударными характеристиками при низких температурах. С другой стороны, самозащитная сварочная проволока способна создавать газовую защиту, которая представляет собой защитную броню, необходимую как для сплошной, так и для газовой сварочной проволоки для защиты от брызг металла. Самозащитный провод обладает высокой портативностью , поскольку не требует внешнего защитного газа.
Преимущества качественной электродной проволоки
- Повышенная скорость наплавки: Когда происходит сварка, довольно часто процент сварочного материала уходит в шлак, а эффективность наплавки связана с количеством расходуемого материала, который становится наплавленным металлом сварного шва. Поскольку проволока электродного качества обеспечивает превосходную эффективность наплавки, потери расходных материалов также стали низкими. Это также снижает затраты на техническое обслуживание.
- Превосходная эффективность при сварке: Electrode Quality Wires обладает высоким потенциалом при сварке в различных положениях плоско, горизонтально, вертикально или над головой.
- Высокая коррозионная стойкость: Способность контролировать коррозию также делает электродную качественную проволоку желательным материалом для сварки.
- Предельная прочность на растяжение и пластичность: Повышенная прочность на разрыв электродной качественной проволоки препятствует разрыву материала из-за натяжения. Качество пластичности повышает прочность и предотвращает растрескивание.
Технические характеристики электродной качественной проволоки
| Классы | ЭР 70С6, эквалайзер, ЭН-12К |
|---|---|
| Размер (мм) | от 6 мм до 2 мм |
| Вес (в кг) | от 180 до 250 |
| Внутренний – диаметр (мм) | 450 мм |
| Наружный диаметр (мм) | 750 мм |
| Упаковочный материал | Ткань Haisen, HDPE |
Провода могут быть нарезаны по длине в соответствии с требованиями заказчика. Провода будут отправлены в коробчатых контейнерах.
Электрод
Используется в различных сварочных работах.
