Маркировка электродов сварочных: Расшифровка маркировки электродов для сварки
Содержание
Как выбрать электроды для сварки – инструкция от производителя
Критерии выбора электродов
Подобрать подходящие электроды поможет знание основных критериев выбора. Представленные ниже факторы в различной степени влияют на выбор конкретной марки, в совокупности составляя полную картину. Итак, на выбор сварочных материалов оказывают влияние:
- свариваемый металл – его вид, тип, толщина и вытекающие из этого требования, предъявляемые к характеристикам сварного соединения.
- условия, в которых выполняются работы и будет происходить дальнейшее эксплуатация конструкций и сооружений.
- опыт и навыки сварщика влияют на возможность использования некоторых марок.
- качество электродов, способных обеспечить необходимые характеристики металла шва.
Остановимся на некоторых факторах и рассмотрим их более подробно.
Сегодня существует большое количество металлов и сплавов, отличающихся своими характеристиками и сферами применения. Поэтому важно подбирать электроды, которые обеспечивают получение металла шва схожего по характеристикам, механическим свойствам и химическому составу с основным металлом. Это достигается за счет использования специальной проволоки (сердечника) и состава обмазки.
Поэтому важно подбирать электроды, которые обеспечивают получение металла шва схожего по характеристикам, механическим свойствам и химическому составу с основным металлом. Это достигается за счет использования специальной проволоки (сердечника) и состава обмазки.
Среди основных характеристик металлов выделяют: прочность, твердость, упругость, пластичность и вязкость. Для сталей, использующихся в некоторых отраслях промышленности важны также показатели жаростойкости, износостойкости и усталости. Как правило, на упаковке изделий присутствует краткое описание, для каких сталей предназначена та или иная марка.
По назначению выделяют электроды: для ручной дуговой сварки углеродистых и низколегированных сталей, легированных теплоустойчивых сталей, высоколегированных сталей с особыми свойствами, чугуна, меди и сплавов на ее основе; для ручной электродуговой наплавки поверхностных слоев с особыми свойствами; для электродуговой резки.
Условия сварки и эксплуатации соединенной конструкции, также влияет на выбор. Для сварки в условиях севера к изделиям существуют определенные требования. Например, электроды GOODEL-52U способны обеспечить работоспособность при температуре до -50 градусов Цельсия.
Для сварки в условиях севера к изделиям существуют определенные требования. Например, электроды GOODEL-52U способны обеспечить работоспособность при температуре до -50 градусов Цельсия.
Толщина свариваемого металла влияет на выбор диаметра изделия. Для соединения деталей малой толщины применяются не большие диаметры электродов. Это позволяет избежать прожига и порчи детали. Соответственно с увеличением толщины заготовки увеличивается и диаметр электрода. А это в свою очередь ведет к увеличению силы сварочного тока, для обеспечения большей глубины проплавления. Сегодня выпускаются электроды различных диаметров, в основном от 2 до 6 мм. Более подробно о том, как выбрать диаметр электрода и силу сварочного тока в зависимости от толщины металла поговорим чуть ниже.
Совет: если не знаете или забыли, как выбрать силу сварочного тока можете посмотреть рекомендации производителя на упаковке с материалами. Как правило, там указываются допустимые режимы сварки.
Опыт и навыки сварщика также оказывают влияние на выбор марки. Существует ряд различных классификаций, помимо разрядов. Например, аттестация в НАКС на доступ к определенным видам сварочных работ. Чем опытнее сварщик, тем проще ему вести сварку различными типами электродов. Новичкам же рекомендуется начинать с расходников рутилового типа и после их освоения начинать практику с изделиями основного типа. Это связано с тем, что основные электроды требуют определенных навыков и сноровки, однако после освоения дают прекрасные результаты. Высокое качество шва и стойкость к образованию кристаллизационных трещин, также такие электроды обладают низким содержанием водорода.
Качество сварочных материалов непосредственно влияет на характеристики сварного соединения и на сам процесс ведения сварки. Необходимо выбирать электроды у надежных производителей, гарантирующих качество выпускаемой продукции. Также следует остерегаться подделок некоторых популярных брендов. Как правило, отличить оригинал от контрафакта можно внимательно изучив пачку. Настоящая упаковка всегда будет лучшего качества: плотнее, герметичнее, без явных нарушений целостности и следов «кривой» склейки. Можно проверить и сам электрод. Если обмазка не равномерного цвета или имеет неоднородное нанесение, с большим количеством сколов, то стоит подумать, прежде чем покупать такую пачку. В любом случае перед покупкой стоит прочитать несколько статей на эту тематику.
Как правило, отличить оригинал от контрафакта можно внимательно изучив пачку. Настоящая упаковка всегда будет лучшего качества: плотнее, герметичнее, без явных нарушений целостности и следов «кривой» склейки. Можно проверить и сам электрод. Если обмазка не равномерного цвета или имеет неоднородное нанесение, с большим количеством сколов, то стоит подумать, прежде чем покупать такую пачку. В любом случае перед покупкой стоит прочитать несколько статей на эту тематику.
Виды и типы электродов для сварки
Существуют различные виды сварочных электродов: неплавящиеся, плавящиеся без покрытия и плавящиеся покрытые. Для ручной дуговой сварки применяются покрытые плавящиеся электроды. Они, в свою очередь, согласно ГОСТ 9466-75, имеют несколько типов покрытия. Рассмотрим наиболее распространенные из них.
Электроды с основным покрытием
Один из самых популярных типов. В маркировке обозначаются буквой «Б».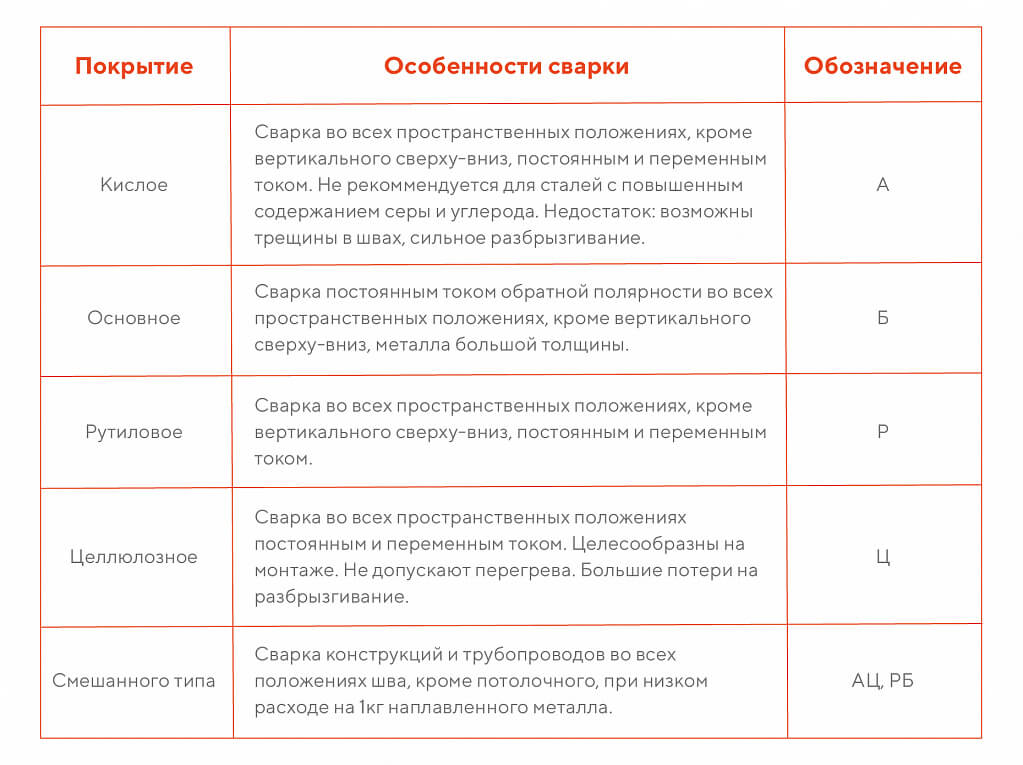 Имеют хорошие сварочно-технологические свойства. Обеспечивают высокую прочность и ударную вязкость металла шва. Содержат малое количество водорода и обеспечивают стойкость к знакопеременным нагрузкам и низким температурам. Используются для сварки особо ответственных конструкций, в том числе нефтегазопроводных труб в условиях севера. Широко применяются в мостостроении и кораблестроении. Из недостатков: при сварке получается относительно много шлака, а при выполнении работ на длинной дуге в шве могут образоваться поры. Поверхность свариваемых элементов обязательно должна быть обезжирена и зачищена. Изделия с таким типом покрытия работают на постоянном токе обратной полярности. Наиболее распространенная марка – УОНИ-13/55.
Имеют хорошие сварочно-технологические свойства. Обеспечивают высокую прочность и ударную вязкость металла шва. Содержат малое количество водорода и обеспечивают стойкость к знакопеременным нагрузкам и низким температурам. Используются для сварки особо ответственных конструкций, в том числе нефтегазопроводных труб в условиях севера. Широко применяются в мостостроении и кораблестроении. Из недостатков: при сварке получается относительно много шлака, а при выполнении работ на длинной дуге в шве могут образоваться поры. Поверхность свариваемых элементов обязательно должна быть обезжирена и зачищена. Изделия с таким типом покрытия работают на постоянном токе обратной полярности. Наиболее распространенная марка – УОНИ-13/55.
Электроды с рутиловым покрытием
Вторыми по популярности можно назвать изделия с рутиловым покрытием. Они обозначаются буквой «Р». Основные преимущества – простой поджиг, устойчивое горение дуги, минимальное разбрызгивание и легкое отделение шлака. Электроды с обмазкой этого типа обеспечивают возможность сварки в любых пространственных положениях, а также по загрязненным и окисленным поверхностям. При этом они могут работать на постоянном и переменном токе. Такие расходные материалы хорошо подходят для сварки углеродистых и низколегированных сталей. Наиболее распространены марки: ОК-46, МР-3, ОЗС-12, АНО-21. Следует учитывать, что прежде чем приступить к сварке электроды нужно прокалить.
Электроды с обмазкой этого типа обеспечивают возможность сварки в любых пространственных положениях, а также по загрязненным и окисленным поверхностям. При этом они могут работать на постоянном и переменном токе. Такие расходные материалы хорошо подходят для сварки углеродистых и низколегированных сталей. Наиболее распространены марки: ОК-46, МР-3, ОЗС-12, АНО-21. Следует учитывать, что прежде чем приступить к сварке электроды нужно прокалить.
Помимо этого существуют электроды с кислым покрытием (А), целлюлозным покрытием (Ц), а также различные смешанные типы. Например, рутилово-целлюлозное (РЦ) или рутилово-кислое (АР) и другие. Однако, такие типы менее распространены.
Какие электроды выбрать для сварки металлоконструкций
На выбор типа изделия также влияет тип свариваемого металла и то, какие работы планируется выполнять. Ниже представлена таблица рекомендуемых марок электродов, производимых заводом сварочных материалов «GOODEL», в зависимости от назначения металла подлежащего сварке или наплавке.
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Выбор диаметра электрода в зависимости от толщины свариваемого металла
Как правило, диаметр можно подобрать исходя из толщины металла изделий. Как говорилось выше, чем больше толщина металла, тем больше должен быть диаметр электрода. Стоит отметить, что на выбор диаметра влияет не только толщина металла, но и его свойства. Основные рекомендации по выбору диаметра электрода.
Как говорилось выше, чем больше толщина металла, тем больше должен быть диаметр электрода. Стоит отметить, что на выбор диаметра влияет не только толщина металла, но и его свойства. Основные рекомендации по выбору диаметра электрода.
- Для деталей толщиной от 1,5 до 2 мм, подойдет электрод Ø 2 мм.
- Для соединения заготовок толщиной 3 мм, подойдут электроды Ø 2,5 или 3 мм.
- При толщине свариваемых деталей от 4 до 5 мм, следует использовать изделия Ø 3 или 4 мм.
- Для конструкций толщиной от 6 до 12 мм, лучше всего выбрать электроды Ø 4 или 5 мм.
- Если толщина свариваемых элементов превышает 13 мм, то следует использовать изделия Ø 5 или 6 мм.
При толщине заготовок менее 1,5 мм, ручная сварка, как правило, не применяется.
Полярность и сила сварочного тока
Сварка может производиться как на переменном, так и на постоянном токе. Например, рутиловые электроды могут работать и на постоянном и на переменном токе, а расходники с основным покрытием только на постоянном токе обратной полярности.
При проведении работ с использованием постоянного тока существует два варианта подключения:
- При работе на постоянном токе прямой полярности, свариваемое изделие подключается к зажиму «+», а электрод к «–».
- При использовании постоянного тока обратной полярности, заготовка подсоединяется к клемме «–», а держак электрода к «+».
Следует учитывать, что на контакте «+» наблюдается большее выделение тепла. Это значит, что на прямой полярности лучше выполнять сварку массивных деталей, а на обратной тонколистовой металл и высоколегированные стали. Использование постоянного тока обратной полярности позволит избежать прожига тонких деталей и перегрева высоколегированных сталей.
Правильно подобранная сила тока значительно облегчает процесс ведения сварки и позволяет избежать дефектов в процессе работы. Существует негласное правило, что на миллиметр диаметра электрода добавляется 20-30 Ампер тока. На выбор силы тока также влияет пространственное положение сварки, количество слоев шва и толщина металла. Как правило, производители указывают диапазон рекомендуемых значений сварочного тока на упаковке с электродами. Ориентировочные настройки силы тока:
На выбор силы тока также влияет пространственное положение сварки, количество слоев шва и толщина металла. Как правило, производители указывают диапазон рекомендуемых значений сварочного тока на упаковке с электродами. Ориентировочные настройки силы тока:
|
|
2 мм |
2,5 мм |
3 мм |
4 мм |
5 мм |
6 мм |
|
|
40-64 А |
65-80 А |
70-130 А |
130-160 А |
180-210 А |
200-350 А |
Единственно верных настроек не существует. Как правило, сварщик устанавливает силу тока исходя из собственного опыта и ощущений, а также используемого оборудования. Главное, чтобы в процессе сварки обеспечивалась достаточная глубина провара и свободное управление сварочной ванной.
Как правило, сварщик устанавливает силу тока исходя из собственного опыта и ощущений, а также используемого оборудования. Главное, чтобы в процессе сварки обеспечивалась достаточная глубина провара и свободное управление сварочной ванной.
Зачем прокаливать электроды
Прокалка обеспечивает удаление лишней влаги из покрытия. Это позволяет избежать дефектов при соединении деталей и прилипания электрода к изделию. Для материалов основного типа прокалка является обязательной. Рекомендуемая температура прокаливания указывается на упаковке. Как правило, для прокалки используется специальное оборудование.
Электроды для сварки труб
Важными факторами, влияющими на выбор электродов для монтажа труб, являются способ их соединения (пространственное положение сварки) и толщина стенки (влияет на выбор диаметра). Для сварки нефтегазопроводов и резервуаров высокого давления используются электроды с основным покрытием марок: GOODEL-52U, УОНИ 13/55, ЦУ-5, ТМЛ-1У.
Для сварки водопроводных и отопительных труб в быту подойдут рутиловые электроды GOODEL-OK46, МР-3 и АНО-4.
Начинающему сварщику
Наиболее подходящими расходными материалами для новичков при сварке инвертором можно назвать электроды с рутиловым покрытием МР-3 и АНО-21. Для сварки нержавейки можно использовать изделия марок ОЗЛ-8 и ЦЛ-11. Расходные материалы УОНИ-13/55 с основным покрытием более сложны в освоении, но способны обеспечить высококачественные и прочные швы.
Чаще всего начинающим сварщикам рекомендуется использовать электроды МР-3. Они обеспечивают получение достойного качества шва даже при малом опыте. Это достигается за счет легкого зажигания дуги и достаточно простому управлению сварочной ванной, а также ее хорошей защитой от кислорода. Возможностью выполнения сварки по загрязненным и окисленным поверхностям. Плюсом является и возможность ведения сварки в любых пространственных положениях, кроме вертикального сверху вниз. Ими можно варить как на постоянном токе при подключении к инверторам или выпрямителям, так и на переменном токе с помощью трансформаторов.
Ими можно варить как на постоянном токе при подключении к инверторам или выпрямителям, так и на переменном токе с помощью трансформаторов.
Виды сварочных аппаратов
Сварочные аппараты разделяют на 2 группы: бытовые и профессиональные. Бытовые аппараты предназначены для работы от стандартной сети 220 В с частотой 50 Гц. Сила тока как правило не превышает 200 А, а время беспрерывной работы непродолжительно. Такие сварочники позволяют выполнять необходимые сварочные работы в домашнем хозяйстве. Профессиональное оборудование отличается большей силой тока (могут выдавать ток более 200 А) и длительностью работы. Их можно запитать от сети 380 В. Такие аппараты применяются при сварке нефтепроводов, на строительных площадках и в других отраслях промышленности. Основная функция всех сварочных аппаратов это предоставление переменного или постоянного тока.
Существует несколько видов сварочных аппаратов: трансформаторы, выпрямители и инверторы.
Трансформаторы преобразуют переменный ток высокого напряжения в переменный ток меньшего напряжения. Минусом трансформаторов являются невозможность получения стабильной дуги, а также большие габариты и вес. Они чувствительны к скачкам напряжения, а для успешной работы необходим опыт. Как правило, их используют для черновой сварки дешевых сталей.
Минусом трансформаторов являются невозможность получения стабильной дуги, а также большие габариты и вес. Они чувствительны к скачкам напряжения, а для успешной работы необходим опыт. Как правило, их используют для черновой сварки дешевых сталей.
Выпрямители преобразуют переменный ток в постоянный. Позволяют получить стабильную дугу и обеспечивают получение качественного шва. Ими можно варить нержавейку и алюминий, а также низколегированные стали.
Инверторы – наиболее популярный в настоящее время сварочный аппарат. Он имеет достаточно высокую мощность при малых габаритах и весе. Они функциональны и просты в использовании. Обеспечивают стабильное горение дуги, не проседают при скачках напряжения в сети. Ими можно выполнять сварку тонкостенных металлов. Для инвертора подходят электроды всех типов. Какие электроды для сварки инвертором лучше выбрать читайте в статье по ссылке.
Проверка качества перед покупкой
Перед тем как совершить покупку, нужно проверить качество электродов:
- Указанный на упаковке срок годности не должен быть просрочен.

- Упаковка должна быть целой, без следов вскрытия и деформации.
- Обмазка должна быть равномерно нанесена и не должна крошиться.
Заключение
В этой статье мы рассмотрели, как выбрать электроды для сварки. Какие виды и типы покрытия бывают. Научились подбирать диаметр и силу сварочного тока. Ознакомились с видами сварочных аппаратов.
Если у Вас остались какие-то вопросы, наши менеджеры всегда готовы проконсультировать и помочь с выбором. Пишите нам на [email protected] или звоните по телефонам 8-800-1000-546, +7(35253) 3-00-63.
Понравилась статья? Поделитесь в социальных сетях!
Маркировка вольфрамовых электродов
Аргонодуговая сварка неплавящимся, вольфрамовым электродом – это оптимальный метод сварки для получения качественного сварочного шва. Этот метод позволяет получить красивый шов, с высокими прочностными характеристиками. Этот метод позволяет производить сварку широкого спектра материалов – легированные и нелегированные стали, чугун, цветные металл и их сплавы и т. д. В зависимости от рода сварочного тока и свариваемого материала выбирают марку вольфрамового электрода.
д. В зависимости от рода сварочного тока и свариваемого материала выбирают марку вольфрамового электрода.
Вольфрам — самый тугоплавкий из известных современной науке металлов, температура его плавления равна 3410°С, а температура кипения — 5900°С. Это обусловливает незначительный расход электродов при сварочных работах.. Чистота и точность итогового шва – еще один критерий, наличие которого влияет на выбор именно аргонодуговой сварки вольфрамовым электродом в ряде отраслей, к примеру, в автомобилестроении. Для усиления стабильности и устойчивости сварочной дуги создаются специальные электроды из вольфрама с добавлением оксидов редкоземельных элементов — лантана, циркония, тория, церия.
Особенности применения конкретной марки вольфрамовых электродов зависят от химического состава и количества в нем легирующей добавки. Маркировка вольфрамовых электродов с одного конца разными цветами дает возможность ориентироваться в ассортименте продукции и значительно упрощает выбор необходимого вида изделия. Дополнительным ориентиром служат буквенные обозначения в названиях материалов для сварки — вторая буква, следующая в наименовании за буквой W (вольфрам), означает название добавочного элемента. Числовые обозначения в маркировке всех вольфрамовых электродов отвечают за такую характеристику материала, как процентное содержание легирующего элемента (в десятых долях процента). Кроме того, в обозначении конкретной марки вы можете встретить дополнительные числовые значения. Они характеризуют длину неплавящегося электрода, которая может составлять 50, 75, 150 и 175 мм. Диаметр изделий также может различаться, наиболее распространены электроды нижеперечисленных диаметров (в миллиметрах): 1,0, 1,6, 2,0, 2,4, 3,0, 3,2, 4,0, 4,8, 5,0, 6,0, 6,4.
Дополнительным ориентиром служат буквенные обозначения в названиях материалов для сварки — вторая буква, следующая в наименовании за буквой W (вольфрам), означает название добавочного элемента. Числовые обозначения в маркировке всех вольфрамовых электродов отвечают за такую характеристику материала, как процентное содержание легирующего элемента (в десятых долях процента). Кроме того, в обозначении конкретной марки вы можете встретить дополнительные числовые значения. Они характеризуют длину неплавящегося электрода, которая может составлять 50, 75, 150 и 175 мм. Диаметр изделий также может различаться, наиболее распространены электроды нижеперечисленных диаметров (в миллиметрах): 1,0, 1,6, 2,0, 2,4, 3,0, 3,2, 4,0, 4,8, 5,0, 6,0, 6,4.
- WP (зеленый цвет)
Электрод с содержанием вольфрама, не опускающимся ниже 99,5%, известен также под названием «чистый вольфрам». Обеспечивает отличную устойчивость дуги при работе на переменном токе. Приоритетной областью использования изделия является сварка на переменном токе таких металлов, как алюминий, магний и их сплавы. Подходит для использования в аргоновой и гелиевой защитной среде. Отличительной особенностью сварки также можно считать то, что электрод не затачивают, как в случае с другими электродами, а формируют сферу с рабочей стороны электрода. Сферическая форма у вольфрамового электрода получается под воздействием высоких температур в процессе сварки. Данная марка вольфрамового электрода характеризуются относительно небольшим сроком службы и безопасностью для здоровья сварщика.
Подходит для использования в аргоновой и гелиевой защитной среде. Отличительной особенностью сварки также можно считать то, что электрод не затачивают, как в случае с другими электродами, а формируют сферу с рабочей стороны электрода. Сферическая форма у вольфрамового электрода получается под воздействием высоких температур в процессе сварки. Данная марка вольфрамового электрода характеризуются относительно небольшим сроком службы и безопасностью для здоровья сварщика.
- WT-20 (красный цвет)
Электрод с 2-процентной добавкой диоксида тория. Это самые популярные легированные электроды, именно они впервые продемонстрировали превосходство легированных электродов над классическими изделиями при работе в условиях постоянного тока. Приоритетной областью использования изделия считается сварка нержавеющих, углеродистых, низколегированных сталей, а также меди, титанов и их сплавов. При сварке торированным электродом необходимо менять угол заточки в зависимости от тока сварки, чтобы подстраиваться под любую задачу.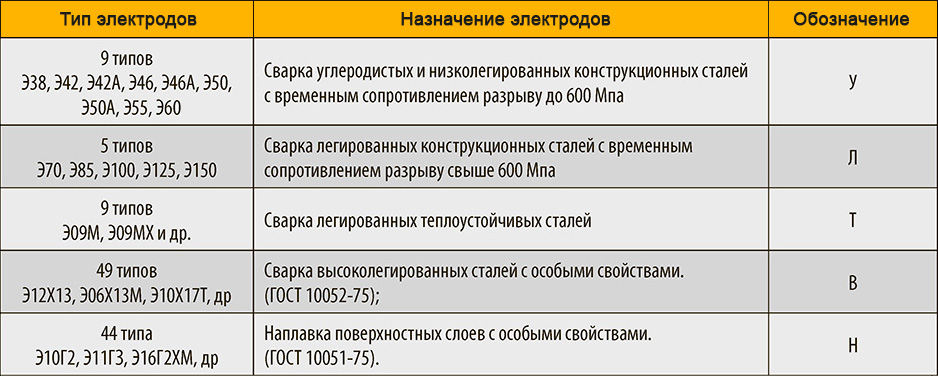
- WC-20 (серый цвет)
Универсальный электрод с 2-процентной добавкой диоксида церия. Это вещество повышает допустимый диапазон значений тока сварки. Но даже при малых значениях тока цериевые электроды превосходят изделия из чистого вольфрама. Подходит для работы с любыми типами сталей и сплавов (включая молибден, никель, титан, бронзу) в условиях переменного и постоянного тока. Отличаются высоким сроком службы. Наиболее яркий недостаток материала – концентрация оксида церия на раскаленном конце электрода при сварке с большими значениями тока.
- WY-20 (темно-синий)
Электрод с добавкой диоксида иттрия, размер которой может составлять 1,8-2,2%. Иттрированные вольфрамовые электроды являются наиболее устойчивыми из используемых сегодня неплавящихся электродов. Применяются для сварки особо ответственных соединений на постоянном токе прямой полярности. Подходит для сварки углеродистых, низколегированных и нержавеющих сталей, титана, меди и их сплавов.
- WZ-8 (белый цвет)
Электрод с содержанием 0,8% оксида циркония. Подходит для работ с алюминием, магнием и их сплавами в условиях переменного тока. Идеальное решение для задач, при которых недопустим даже минимум загрязнения сварочной ванны. Изделия позволяют создать максимально стабильную дугу.
- WL-15 и WL-20 (золотистый и синий цвета)
Электроды с добавкой 1,5% и 2% оксида лантана. Изделия обеспечивают чрезвычайно легкий запуск дуги, устойчивость дуги на всем протяжении работ и превосходные показатели повторного запуска дуги. Оксид лантана снижает износ рабочего конца изделия и повышает токовую нагрузку на 50% в сравнении с электродом из чистого вольфрама при одинаковом типоразмере. Равномерное распределение оксида лантана по всей длине изделия позволяет сохранять изначальную заточку электрода в ходе длительных работ. Электроды полностью безопасны для здоровья сварщика.
Компания GlobalWeldingCompany предлагает приобрести вольфрамовые электроды с легирующими добавками и унифицированной маркировкой, рабочие характеристики которых отвечают современным мировым стандартам.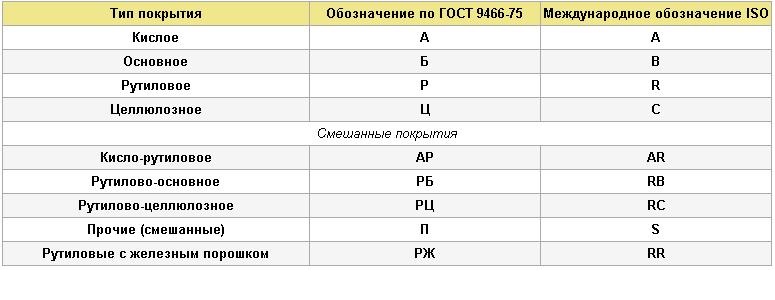 Огромный ассортимент профессиональных сварочных материалов напрямую от поставщиков всегда в наличии в Москве — чтобы вы могли сделать выбор в пользу баланса цены и качества. У нас вы найдете как стандартные типоразмеры вольфрамовых электродов с требуемой маркировкой, так и редкие, которые другие поставщики не предлагают или обычно возят под заказ.
Огромный ассортимент профессиональных сварочных материалов напрямую от поставщиков всегда в наличии в Москве — чтобы вы могли сделать выбор в пользу баланса цены и качества. У нас вы найдете как стандартные типоразмеры вольфрамовых электродов с требуемой маркировкой, так и редкие, которые другие поставщики не предлагают или обычно возят под заказ.
Купить вольфрамовые электроды можно в нашем интернет-магазине.
Оптовые цены уточняйте у наших менеджеров.
Ручные дуговые электроды для металла — ESAB — Каталоги в формате PDF | Техническая документация
Добавить в избранное
{{requestButtons}}
Выдержки из каталога
Ручные электродуговые электроды >
Предел текучести, МПа > 610 Предел прочности, МПа > 690 Удлинение, % > 16
EN 1599ECrMo1B 42 H5SFA/AWS A5.5E 8018-B2 Типичный состав металла сварного шва, % >
Описание Классификация OK 76.28 представляет собой электрод для ручной дуговой сварки металлическим электродом с низким содержанием водорода, покрытый основным флюсом, который осаждает 2 > EN 1599ECr Mo 2 B42 H5SFA/AWS A5. 5E 9018-B3 1 / > 4 % хрома, 1 % молибдена, металл сварного шва из низколегированной ферритной стали. . > Типовой состав всего металла шва, % C Mn Si S P Cr Mo0,08 0,8 0,3 0,01 0,015 2,25 1,0 Выход 110% > Типовой мех. свойства всего металла шва Сварочный ток DC+- > Прочность на растяжениемин. 620 МПа Предел текучести мин. 530 МПа Удлинение (I=4d) мин. 18% Одобрено ABS SR BV UP SeprosUNA 485155 VdTV 00971 Параметры сварки Диаметр,Длина,МинимумМаксимум,…
5E 9018-B3 1 / > 4 % хрома, 1 % молибдена, металл сварного шва из низколегированной ферритной стали. . > Типовой состав всего металла шва, % C Mn Si S P Cr Mo0,08 0,8 0,3 0,01 0,015 2,25 1,0 Выход 110% > Типовой мех. свойства всего металла шва Сварочный ток DC+- > Прочность на растяжениемин. 620 МПа Предел текучести мин. 530 МПа Удлинение (I=4d) мин. 18% Одобрено ABS SR BV UP SeprosUNA 485155 VdTV 00971 Параметры сварки Диаметр,Длина,МинимумМаксимум,…
Предел текучести, МПа480Предел прочности, МПа620 Относительное удлинение А5, %40 МПа410Предел прочности при растяжении, МПа590 Относительное удлинение А5, %35 Испытания по Шарпи В, температуры, Ударные значения, Дж +20100 Содержание феррита FN 0 >
Предел текучести, МПа 410Предел прочности, МПа 640Удлинение А4, % 40 Испытания по Шарпи В, температуры, Ударные значения, Дж +20100 -19680 >
Электроды стержневые Электроды рутиловые и низководородные упаковываются в картонные пачки с полиэтиленовой термоусадочной пленкой. Они поставляются блоками по три или шесть штук во внешних коробках из гофрированного картона (рис. 1 и 2). Электроды из нержавеющей стали упакованы в полиэтиленовые коробки с повторно закрывающейся крышкой (рис. 3). > TM Без повторной обжига без колчанов ֖ без печей для выдержки Вакуумная упаковка VacPac устраняет дорогостоящие процедуры повторной обжига и обработки, обычно связанные с хранением электродов, за счет предотвращения поглощения влаги воздухом. VacPac прост и удобен в использовании, гарантируя, что электроды…
Они поставляются блоками по три или шесть штук во внешних коробках из гофрированного картона (рис. 1 и 2). Электроды из нержавеющей стали упакованы в полиэтиленовые коробки с повторно закрывающейся крышкой (рис. 3). > TM Без повторной обжига без колчанов ֖ без печей для выдержки Вакуумная упаковка VacPac устраняет дорогостоящие процедуры повторной обжига и обработки, обычно связанные с хранением электродов, за счет предотвращения поглощения влаги воздухом. VacPac прост и удобен в использовании, гарантируя, что электроды…
Общая информация Все покрытые электроды в большей или меньшей степени чувствительны к реабсорбции влаги. Необходимо соблюдать осторожность при хранении и обращении, чтобы предотвратить повторное поглощение влаги. Хранение Покрытые электроды любого типа очень медленно впитывают влагу, если они хранятся в следующих климатических условиях: Температура Относительная влажность 5-15°С < 60% 15-25°С < 50%выше 25°С < 40% Зимой можно иметь низкую относительную влажность, поддерживая температуру в кладовой не менее чем на 10°С выше температуры наружного воздуха.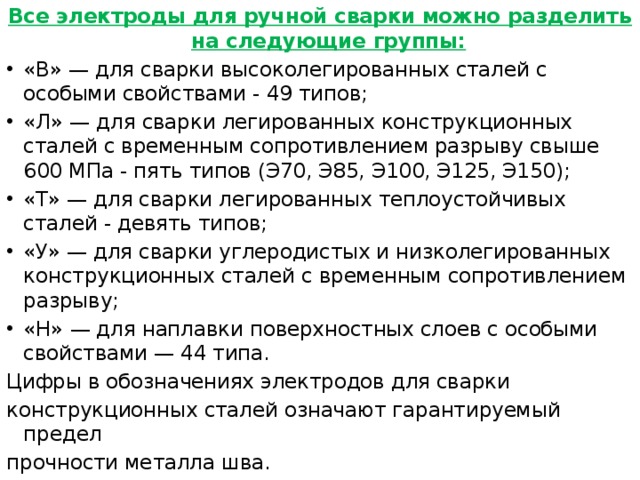 В определенные периоды летом и…
В определенные периоды летом и…
Печь для выдержки Печь для выдержки используется для промежуточного хранения во избежание скопления влаги в покрытии электродов с низким содержанием водорода и электродов из кислотно-рутиловой нержавеющей стали. Электроды, которые следует хранить в печи для выдержки: 1. Электроды, которые были повторно высушены.2. Электроды, извлеченные из герметично закрытого контейнера. 3. Электроды, которые считаются исправными и передаются непосредственно со склада после распаковки. Температура печи выдержки: 120-150С. Меры предосторожности на объекте Держите электроды как минимум в колчанах с электрическим подогревом…
Официальное одобрение В дополнение к официальному разрешению, указанному в этом каталоге, многие электроды OK одобрены иностранными властями, железнодорожными комиссиями, частными компаниями и т.д. Информацию о различных типах разрешений можно получить по запросу. Свойства при растяжении Если не указано иное, свойства при растяжении относятся ко всем испытательным образцам металла сварного шва, подготовленным в соответствии с правилами классификационных обществ с использованием электродов диаметром 4 и 6 мм. Сварочный ток Приведены максимальное и минимальное значения. Наиболее подходящий сварочный ток во многом зависит от размера заготовки,…
Сварочный ток Приведены максимальное и минимальное значения. Наиболее подходящий сварочный ток во многом зависит от размера заготовки,…
Водород образуется из воды в окружающей среде и из покрытия электрода. В дуге вода разделяется на кислород и водород, и, в частности, водород имеет сильную склонность к растворению в металле сварного шва и инициированию холодного растрескивания. Маркировка Тип электрода четко указан на покрытии каждого электрода рядом с рукояткой, например, ОК 48.00. > Нелегированные электроды Общие сведения о влиянии типа покрытия на сварочные свойства, скорость сварки и качество металла шва Электроды с рутиловым покрытием дают около…
Свойства при растяжении такие же или несколько выше, чем у металла шва из нелегированных основных электродов, но имеют более низкие относительное удлинение и ударную вязкость. не менее хороши с точки зрения усталостной прочности, чем необработанные соединения, выполненные с использованием основных электродов. Нелегированные рутиловые электроды, независимо от их эффективности, могут быть рекомендованы для сварки низкоуглеродистой стали с номинальным пределом прочности 440 МПа (45 кп/мм > 2 ). Что касается прочности на растяжение…
Что касается прочности на растяжение…
Шлак, как правило, не так легко удаляется, как шлак кислотных или рутиловых электродов, но, несмотря на это, его можно классифицировать как легко отделяемый. Шлак от основных электродов имеет более низкую температуру плавления, чем от рутиловых или кислотных электродов. Таким образом, риск образования шлаковых включений при стандартной производственной сварке при использовании основных электродов необычно мал, даже если шлак не полностью удаляется между валиками во время многопроходной сварки. Металл шва основных электродов имеет низкое содержание водорода и обычно обладает хорошей ударной вязкостью. даже при низких температурах. Основные электроды…
Положения сварки в соответствии со стандартом ASME IX / BS EN ISO 6947 Основные положения сварки > Плоско или вниз (1G) Горизонтально/вертикально (2G) Вертикально вверх (3G) Вертикально вниз (3G) Над головой (4G) 63 size=»-1″>
Стандарты качества и окружающей среды Качество и окружающая среда являются двумя ключевыми направлениями деятельности. ЭСАБ — одна из немногих международных компаний, которые достигли нового стандарта ISO 14001 в системах экологического менеджмента на всех наших производственных предприятиях по всему миру. В ЭСАБ качество — это непрерывный процесс, который лежит в основе всех наших производственных процессов и объектов по всему миру. Местное представительство и международная сеть независимых дистрибьюторов делают преимущества качества и непревзойденного опыта ЭСАБ в области материалов и процессов доступными для всех наших…
ЭСАБ — одна из немногих международных компаний, которые достигли нового стандарта ISO 14001 в системах экологического менеджмента на всех наших производственных предприятиях по всему миру. В ЭСАБ качество — это непрерывный процесс, который лежит в основе всех наших производственных процессов и объектов по всему миру. Местное представительство и международная сеть независимых дистрибьюторов делают преимущества качества и непревзойденного опыта ЭСАБ в области материалов и процессов доступными для всех наших…
Все каталоги и технические брошюры ЭСАБ
Arcaloy 309L-16
1 стр.
Rebel™ EMP 215ic
4 страницы
Тандем A6
1 стр.
Heliarc™ 283i 353i AC/DC
2 страницы
Фартук для одежды
3 страницы
SUPRAREX HDX
12 страниц
ОДЕЖДА
1 стр.

Справочник по сварке присадочного металла
556 страниц
Инвертор 161S
2 страницы
WF-100
20 страниц
Фидеры и источники питания ESAB
6 страниц
REBEL AC/DC
1 стр.
Fabricator 3 в 1 Многопроцессорные сварочные системы
12 страниц
Каталог продукции 2019 — Северная Америка
228 страниц
Esab
2 страницы
Stick/TIG
16 страниц
Переключаемые магнитные зажимы заземления
4 страницы
weldcloud
4 страницы
ТЕХНОЛОГИЯ Thermal Dynamics 3DPro
2 страницы
Thermal Dynamics iHC XT
2 страницы
Thermal Dynamics ProMotion
4 страницы
Thermal Dynamics Precision Performance HeavyCut Technology
2 страницы
Битва воинов
12 страниц
84-1104
4 страницы
СРАВНИТЕЛЬНАЯ ИНФОРМАЦИЯ ARCAIR
2 страницы
Aristo® Mig 5000i/U5000i
4 страницы
TAF 801 / 1251
2 страницы
Серия A
4 страницы
Решения для плазменного оборудования от EsAB
65 страниц
Origo™ Mig 320 и 410
2 страницы
Aristo™ Feed 3004 U6
3 страницы
РТ250 ? RT500
2 страницы
Origo Mig 3001i, A24 Mig 3001i/3001iw
2 страницы
Origo Mag C171/C201/C251
2 страницы
Caddy® Arc 151i/201i
2 страницы
Caddy® Tig 2200i AC/DC
2 страницы
Колонна и стрела
2 страницы
AGW1 и AGW2
2 страницы
Обычные роликовые кровати
2 страницы
КОНСКИЙ ЭКСКАВАТОР
5 страниц
Газокислородные горелки
9 страниц
ESAB Plasma VBA
3 страницы
ВИДЕНИЕ? T5
5 страниц
ALPHAREX
4 страницы
КОМБИРЭКС? DX
7 страниц
Э-ВЕНТИЛЯЦИЯ?
7 страниц
100 — 13 000 мм/мин | ИМП?
4 страницы
Miggytrac 1001
2 страницы
A21 PRB и PRC
2 Страницы
Аристо? MechControl 2 и 4
2 страницы
Аристо? MechTig 4000iw
2 страницы
Аристо? MechTig C2002i
2 страницы
Комплекты пистолетов Mig Spool
2 страницы
Migmaster® 215 Pro и 280 Pro
2 страницы
GunMaster 250 и 400
2 страницы
Caddy® Mig C200i
2 страницы
ОБОРУДОВАНИЕ ДЛЯ ДУГОВОЙ СВАРКИ
113 страниц
Станок для гидроабразивной резки Hydrocut LX
2 страницы
ПЕРЕХОД ДАННЫХ
7 страниц
КОЛУМБ III
5 страниц
Энергия ветра
1 страниц
Эффективная сварка в производстве ветряных башен
4 страницы
Buddy Arc 145
2 страницы
Бадди Тиг 160
2 страницы
PT26
2 страницы
Приятель? Arc 180
2 страницы
Ориго? Tig 3001i, TA24
2 страницы
Ориго? Tig 3001i, TA23
2 страницы
KHM 351 YS
2 страницы
TIGAID 315 AC/DC
2 страницы
Ориго? Tig 4300iw AC/DC, TA24 AC/DC
2 страницы
Ориго? Tig 3000i AC/DC, TA24 AC/DC
2 страницы
Caddy® Tig 2200i AC/DC
2 страницы
Kit_F-15-691
2 страницы
20519_RP
16 страниц
Chart_ver-b
1 страниц
20Данные.

182 страницы
20201
46 страниц
20450
74 страницы
20360
46 страниц
CC-11
44 страницы
SSP-10000
36 страниц
SSP-1014
4 страницы
SWR-10002
2 страницы
SWR-10000
14 страниц
COR-1049B
22 страницы
COR-1055
16 страниц
COR-1078
21 страница
COR-1076
9 страниц
SWR-10001
6 страниц
ALC-10001
4 страницы
Пульты дистанционного управления
2 страницы
DEUCE PACK 150 PLASMARC™
2 страницы
Origo™ Arc 410c/650c/810c
2 страницы
Origo™ Arc 4001i, A22/A24
2 страницы
Caddy™Arc251i
2 страницы
Caddy™Arc 151i/201i
2 страницы
TIGAID 315 AC/DC
2 страницы
Горелки TIG TXH™ с функциями дистанционного управления
2 страницы
Горелки TXH™ TIG для качественной сварки
2 страницы
Origo™ Tig 4300iw AC/DC, TA24 AC/DC
2 страницы
Origo™ Tig 3000i AC/DC, TA24 AC/DC
2 страницы
Caddy™ Tig 2200i AC/DC
2 страницы
Aristo™ Tig 4000i
2 страницы
Origo™Tig 3001i, TA24
2 страницы
Origo™Tig 3001i, TA23
2 страницы
Caddy™Tig 1500i/2200i
2 страницы
WeldPoint™
2 страницы
QSet™
1 стр.

MXH™ 300/400 Вт, полипропилен
2 страницы
PSF™ Centrovac
2 страницы
PSF™
2 страницы
MXH™300/400w PP
2 страницы
Резаки MXL™
2 страницы
MobileFeed 200/300 AVS
2 страницы
Aristo™ YardFeed 2000
2 страницы
Origo™ YardFeed 200
2 страницы
Пакет роботов Aristo™ для модернизации ввода-вывода
2 страницы
Упаковка робота Aristo™
4 страницы
Aristo™RoboFeed3004w / FeedMech5804w
2 страницы
Aristo™U8 / W8
2 страницы
Aristo™ Feed 3004 / 4804
2 страницы
Origo™ FeedAirmatic
2 страницы
Origo™ Feed 302 M11 Origo™ Feed 304 и 484 M12
2 страницы
Origo™Mig L305, L405 Origo™Feed L302, L304
2 страницы
Origo™/ Aristo™Mig5000i Aristo™MigU4000i/U5000i
2 страницы
MMA
2 страницы
TIG
2 страницы
MIG/MAG — источники питания с отдельными механизмами подачи проволоки
2 страницы
Компактные сварки MIG/MAG
2 страницы
Suprarex SXE BIG
9 страниц
ESP 150 Plasma
6 страниц
Автоматизация ЭСАБ — максимальное повышение эффективности сварки
16 страниц
Импульсная сварка МИГ
20 страниц
Шлемы NewTech
4 страницы
Origo™ Tig 3000i AC/DC, TA24 AC/DC
2 страницы
Caddy™ Tig 1500i, 2200i
2 страницы
MobileFeed 200, 300 AVS
2 страницы
Origo™ Mig C3000i, L3000i Origo™Feed L3004
2 страницы
Origo™ Mag C171, C201, C251,
2 страницы
ОБОРУДОВАНИЕ ДЛЯ ДУГОВОЙ СВАРКИ ПОД ФЛЮСОМ 3000
2 страницы
ПОЗИЦИОНЕРЫ И РОЛИКОВЫЕ СТАНКИ ESAB AHMA 250-35000 Позиционеры
2 страницы
ОБОРУДОВАНИЕ ДЛЯ ДУГОВОЙ СВАРКИ ПОД ФЛЮСОМ Источники питания LAF
2 страницы
A2 Multitrac SAW
2 страницы
ОБОРУДОВАНИЕ ДЛЯ СВАРКИ ПОД ФЛЮСОМ Miggytrac 1001
2 страницы
Механизм подачи проволоки
2 страницы
Инструмент для сварки труб A21 Сварочные головки PRB и PRC
2 страницы
ОРБИТАЛЬНАЯ СВАРКА MechTig C2002iw
2 страницы
Каталог продукции
105 страниц
Сравнить
Удалить все
Максимальное количество товаров для сравнения
Рекомендации для вольфрамовых электродов и типов цветов
Выбор одного из шести широко доступных вольфрамовых электродов является важным первым шагом в успешной сварке вольфрамовым электродом в среде защитного газа (GTAW). Кроме того, подготовка наконечника имеет решающее значение. Выбор электродов: чистый вольфрам, 2% тория, 2% церия, 1,5% лантана, циркония и редкоземельные элементы. Концевые заготовки закруглены, заострены и усечены.
Кроме того, подготовка наконечника имеет решающее значение. Выбор электродов: чистый вольфрам, 2% тория, 2% церия, 1,5% лантана, циркония и редкоземельные элементы. Концевые заготовки закруглены, заострены и усечены.
Примечание редактора: Чтобы прочитать обновленную информацию о рекомендациях по использованию вольфрамовых электродов, нажмите здесь.
Вольфрам — это редкий металлический элемент, используемый для производства электродов для дуговой вольфрамовой сварки (GTAW). Процесс GTAW основан на твердости вольфрама и стойкости к высоким температурам для передачи сварочного тока на дугу. Вольфрам имеет самую высокую температуру плавления среди всех металлов, 3410 градусов по Цельсию.
Эти неплавящиеся электроды бывают различных размеров и длин и состоят либо из чистого вольфрама, либо из сплава вольфрама и других редкоземельных элементов и оксидов. Выбор электрода для GTAW зависит от типа и толщины основного материала, а также от того, свариваете ли вы переменным током (AC) или постоянным током (DC). Какую из трех концевых заготовок вы выберете, скругленную, заостренную или усеченную, также имеет решающее значение для оптимизации результатов и предотвращения загрязнения и переделок.
Какую из трех концевых заготовок вы выберете, скругленную, заостренную или усеченную, также имеет решающее значение для оптимизации результатов и предотвращения загрязнения и переделок.
Каждый электрод имеет цветовую маркировку, чтобы исключить путаницу с его типом. Цвет появляется на кончике электрода.
Чистый вольфрам (Цветовой код: зеленый)
Электроды из чистого вольфрама (классификация AWS EWP) содержат 99,50% вольфрама, имеют самый высокий расход вольфрама среди всех электродов и, как правило, дешевле, чем их легированные аналоги.
Эти электроды образуют чистый закругленный наконечник при нагревании и обеспечивают высокую стабильность дуги при сварке на переменном токе со сбалансированной волной. Чистый вольфрам также обеспечивает хорошую стабильность дуги при синусоидальной сварке переменным током, особенно при сварке алюминия и магния. Он обычно не используется для сварки постоянным током, потому что он не обеспечивает сильного зажигания дуги, характерного для электродов с торием или церием.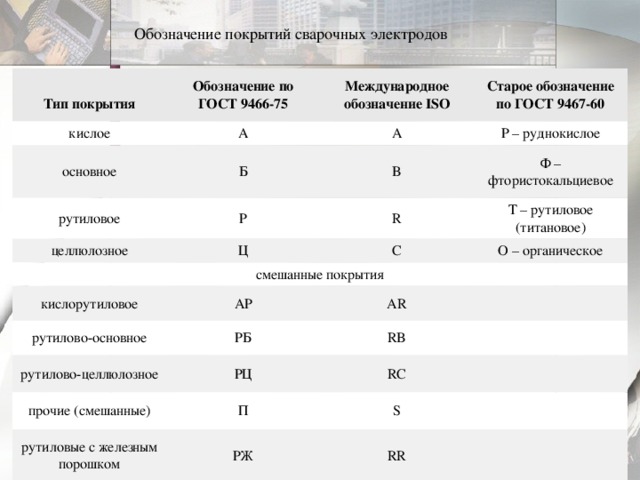
Торированные (цветовой код: красный)
Торированные вольфрамовые электроды (классификация AWS EWTh-2) содержат не менее 97,30 % вольфрама и от 1,70 до 2,20 % тория и называются 2-процентными торированными электродами. Сегодня они являются наиболее часто используемыми электродами и предпочтительны из-за их долговечности и простоты использования. Торий повышает качество эмиссии электронов электрода, что улучшает запуск дуги и обеспечивает более высокую пропускную способность по току. Этот электрод работает намного ниже температуры его плавления, что приводит к значительно более низкой скорости потребления и устраняет блуждание дуги для большей стабильности. По сравнению с другими электродами торированные электроды откладывают меньше вольфрама в сварочную ванну, поэтому они вызывают меньшее загрязнение сварного шва.
Эти электроды используются в основном для специальной сварки переменным током (например, тонколистового алюминия и материала менее 0,060 дюйма) и сварки постоянным током с отрицательной или прямой полярностью углеродистой стали, нержавеющей стали, никеля и титана.
Во время производства торий равномерно распределяется по всему электроду, что помогает вольфраму сохранять остроту кромки — идеальную форму электрода для сварки тонкой стали — после шлифовки. Примечание. Торий радиоактивен; поэтому вы всегда должны следовать предупреждениям, инструкциям и паспорту безопасности материала (MSDS) производителя при его использовании.
Вольфрамовые электроды с церием (цветовой код: оранжевый)
Вольфрамовые электроды с церием (классификация AWS EWCe-2) содержат не менее 97,30 % вольфрама и от 1,80 до 2,20 % церия и называются 2-процентным церием. Эти электроды лучше всего работают при сварке постоянным током при низком токе, но могут эффективно использоваться и в процессах переменного тока. Благодаря отличному началу дуги при малых токах цериевый вольфрам стал популярным в таких областях, как изготовление орбитальных труб и труб, обработка тонкого листового металла и работы, связанные с мелкими и хрупкими деталями. Как и торий, его лучше всего использовать для сварки углеродистой стали, нержавеющей стали, никелевых сплавов и титана, а в некоторых случаях он может заменить электроды с 2-процентным содержанием тория. Электрические характеристики цериевого вольфрама несколько отличаются от характеристик тория, но большинство сварщиков не замечают разницы.
Электрические характеристики цериевого вольфрама несколько отличаются от характеристик тория, но большинство сварщиков не замечают разницы.
Использование электродов с церием при более высоких токах не рекомендуется, потому что более высокие токи вызывают быструю миграцию оксидов к теплу на кончике, удаляя содержание оксидов и сводя на нет преимущества процесса.
Лантанированные (цветовой код: золото)
Лантанированные вольфрамовые электроды (классификация AWS EWLa-1.5) содержат минимум 97,80% вольфрама и от 1,30% до 1,70% лантана, или лантана, и известны как 1,5% лантана. Эти электроды имеют отличный старт дуги, низкий
скорость выгорания, хорошая стабильность дуги и отличные характеристики повторного зажигания — многие из тех же преимуществ, что и электроды с церием. Лантанированные электроды также обладают такими же характеристиками проводимости, как и вольфрам с 2-процентным содержанием тория. В некоторых случаях 1,5% лантана можно заменить 2% тория без внесения существенных изменений в программу сварки.
Вольфрамовые электроды с лантановым покрытием идеально подходят, если вы хотите оптимизировать свои сварочные возможности. Они хорошо работают с отрицательным электродом переменного или постоянного тока с заостренным концом, или они могут быть свернуты для использования с источниками питания синусоидальной волны переменного тока. Лантанированный вольфрам хорошо сохраняет заточку, что является преимуществом при сварке стали и нержавеющей стали на постоянном или переменном токе от источников питания прямоугольной формы.
В отличие от торированного вольфрама, эти электроды подходят для сварки переменным током и, как и электроды с церием, позволяют зажигать и поддерживать дугу при более низких напряжениях. По сравнению с чистым вольфрамом добавление 1,5% лантана увеличивает максимальную допустимую нагрузку по току примерно на 50% для данного размера электрода.
Цирконированные (Цветовой код: коричневый)
Цирконированные вольфрамовые электроды (классификация AWS EWZr-1) содержат не менее 99,10% вольфрама и от 0,15 до 0,40% циркония. Циркониевый вольфрамовый электрод обеспечивает чрезвычайно стабильную дугу и препятствует выплескиванию вольфрама. Он идеально подходит для сварки переменным током, поскольку сохраняет закругленный наконечник и обладает высокой устойчивостью к загрязнению. Его токонесущая способность равна или больше, чем у торированного вольфрама. Циркониевые сплавы ни при каких обстоятельствах не рекомендуются для сварки постоянным током.
Циркониевый вольфрамовый электрод обеспечивает чрезвычайно стабильную дугу и препятствует выплескиванию вольфрама. Он идеально подходит для сварки переменным током, поскольку сохраняет закругленный наконечник и обладает высокой устойчивостью к загрязнению. Его токонесущая способность равна или больше, чем у торированного вольфрама. Циркониевые сплавы ни при каких обстоятельствах не рекомендуются для сварки постоянным током.
Редкоземельные элементы (цветовой код: серый)
Вольфрамовые электроды из редкоземельных металлов (классификация AWS EWG) содержат неуказанные добавки оксидов редкоземельных элементов или гибридные комбинации различных оксидов, но производители должны указывать каждую добавку и ее процентное содержание на упаковка. В зависимости от добавок желаемые результаты могут включать стабильную дугу как в процессах переменного, так и постоянного тока, большую долговечность, чем у торированного вольфрама, возможность использовать электрод меньшего диаметра для той же работы, использование более высокого тока для электрода аналогичного размера. , и меньше вольфрамового плевка.
, и меньше вольфрамового плевка.
Подготовка вольфрама — скругленная, заостренная или усеченная?
Следующим шагом после выбора типа электрода является выбор подготовки конца. Три варианта: сжатые, заостренные и усеченные.
| Рисунок 1 Типичные диапазоны тока для электронов с аргоновой защитой. |
Шаровидный наконечник обычно используется на электродах из чистого вольфрама и циркония и рекомендуется для использования с процессом переменного тока на машинах GTAW с синусоидальной и прямоугольной волной. Чтобы правильно скруглить конец вольфрама, просто подайте переменный ток, рекомендованный для данного диаметра электрода (см.1100 Рисунок 1 ), и на конце электрода образуется шарик. Диаметр закругленного конца не должен превышать диаметр электрода в 1,5 раза (например, электрод диаметром 1/8 дюйма должен образовывать конец диаметром 3/16 дюйма). Сфера большего размера на конце электрода может снизить стабильность дуги. Он также может отвалиться и загрязнить сварной шов.
Сфера большего размера на конце электрода может снизить стабильность дуги. Он также может отвалиться и загрязнить сварной шов.
| Рис. 2 Подготовка вольфрама для сварки отрицательным электродом на постоянном токе и на переменном токе с волнообразующими источниками питания. |
Заостренный и/или усеченный наконечник (для чистых вольфрамовых, цериевых, лантановых и ториевых типов) следует использовать для инверторных сварочных процессов на переменном и постоянном токе. Для правильной шлифовки вольфрама используйте шлифовальный круг, специально предназначенный для шлифовки вольфрама (для предотвращения загрязнения), а также круг из боразона® или алмаза (для сопротивления твердости вольфрама). Примечание. Если вы измельчаете торированный вольфрам, убедитесь, что вы контролируете и собираете пыль; иметь адекватную систему вентиляции на шлифовальной станции; и следуйте предупреждениям, инструкциям и паспортам безопасности производителя.
Отшлифуйте вольфрам прямо на круге, а не под углом 90 градусов (см. , рис. 2 ), чтобы следы заточки проходили по всей длине электрода. Это уменьшает наличие гребней на вольфраме, которые могут привести к блужданию дуги или плавлению в сварочной ванне, вызывая загрязнение.
Как правило, вам потребуется отшлифовать конус вольфрама до расстояния, не превышающего диаметр электрода более чем в 2,5 раза (например, для электрода 1/8 дюйма отшлифуйте поверхность от 1/4 до 5/16). в. долго). Шлифовка вольфрама до конусности облегчает переход от зажигания дуги и создает более сфокусированную дугу для повышения производительности сварки.
При сварке на малом токе тонкого материала (от 0,005 до 0,040 дюйма) вольфрам лучше всего заточить до острия. Заостренный наконечник позволяет сварочному току передаваться в виде сфокусированной дуги и помогает предотвратить деформацию тонких металлов, таких как алюминий. Не рекомендуется использовать заостренный вольфрам для приложений с более высоким током, потому что более высокий ток может сдуть кончик вольфрама и вызвать загрязнение сварочной ванны.
