Маркировка круга шлифовального: Расшифровка маркировки шлифовальных кругов — Виды и обозначения абразивных кругов
Содержание
Маркировка зернистости шлифовальных кругов — таблица расшифровки, обозначение
Строительные работы представляют собой высокосложный комплекс мероприятий. Для его осуществления задействуется широкое количество материалов и инструментов. Именно поэтому бытовые и профессиональные строительные работы имеют практически одинаковую сложность.
Также стоит отметить, что каждый тип строительных мероприятий предполагает использование определенных инструментов. Например, угло-шлифовальные машины (УШМ) широко задействуют при обработке различных объектов и для проведения практически любых строительных работ.
Также болгарки широко задействуют для следующих видов работ:
- шлифовки по стандартной технологии при помощи наждачки – для этого нужно УШМ оснастить дополнительными компонентами такими, как стальные прутки и лепестки. За счет их болгарка станет «очистителем»;
- для более тщательной и глубокой шлифовки – такие операции проводятся при помощи концентратора и липучки.
 Последняя служит фиксатором абразивного материала.
Последняя служит фиксатором абразивного материала.
 Последняя служит фиксатором абразивного материала.
Последняя служит фиксатором абразивного материала.
#PRODUCTS#
Стоит отметить, что болгарка – один из инструментов, который может выполнять широкую специфику задач. Поэтому ее применяют в любых строительных работах. Для работы с объектами, изготовленными из бетона, нужно установить специальные диски. Они позволят осуществлять максимально быстро штробление материала.
Важно: Болгарка – опасный инструмент. Если не соблюдать меры безопасности, то вы максимально быстро получите травмы. Поэтому перед началом работ необходимо позаботиться о средствах защиты. Достаточно использовать стандартный защитный шлем, очки или перчатки. На первый взгляд простые средства помогут вам защититься от чрезвычайных происшествий и травм.
Что представляет собой шлифовальный диск? Шлифовальный диск (ШД) – крайне важный компонент, который выполняет одну из основных функций инструмента. Он напрямую контактирует с обрабатываемой поверхностью. Поэтому ШД должен быть максимально качественным. Иначе, должная результативность не будет обеспечена.
Он напрямую контактирует с обрабатываемой поверхностью. Поэтому ШД должен быть максимально качественным. Иначе, должная результативность не будет обеспечена.
В качестве наиболее эффективных материалов чаще всего используют следующих представителей:
- алмаз;
- корунд;
- кварц;
- электрокорунд;
- синтетические алмазы;
- карбиды кремния.
Широкое разнообразие используемых абразивных элементов дает возможность использовать шлифовальный диск для работы с любыми даже высокопрочными материалами.
Например, расходник широко используют для обработки таких материалов, как:
- улеродистая сталь;
- стекло;
- пластик;
- бронза;
- кованное железо;
- цветные металлы.
Стоит отметить, что вышеупомянутый список – не финальный перечень. Как и говорилось выше, шлифовальные круги часто используют при обработке прочных материалов. Например, расходник отлично справляется кирпичом, камнем, керамической плиткой и гипсокартоном.
Например, расходник отлично справляется кирпичом, камнем, керамической плиткой и гипсокартоном.
Но специально под определенный тип работ подбирается свой шлифовальный диск. Именно поэтому шлифовальные круги имеют специальную маркировку, обозначающую технические характеристики материала.
В этой статье мы предоставим общую маркировку шлифовальных кругов и маркирование зернистости для дерева и других материалов.
Общая маркировка шлифовальных кругов
Не только профессиональный строитель, но и обыватель знаком с общей классификацией шлифовальных кругов. Они представлены следующими группами:
- диски – «липучки» – ничего сверхъестественного в них нет. Просто шлифовальные круги обрабатываются специальной тканью, которая размещается на шлифбумаге;
- изделия лепесткового типа. Такие круги имеют полностью абразивную поверхность, которая отличается повышенной прочностью.
 Чаще всего такие изделия применяют для обработки трубопроводов и объектов, изготовленных из древесного массива;
Чаще всего такие изделия применяют для обработки трубопроводов и объектов, изготовленных из древесного массива; - круги фибротипа – принципиальных отличий по форме нет.
Последний тип шлифовальных кругов примечателен своим составом. Основным компонентом выступает вулканизированная многослойная бумага.
Инструменты устанавливаются на станок за счет использования опорной тарелки. Инструменты широко используются для обработки металлических, деревянных и стальных объектов.
Интересно: Наиболее распространенным и популярным является алмазный круг. Также он отличается многофункциональностью. Чаще всего инструмент задействуют для финальной подготовки. Однако изделие нашло применение и вне строительных работ. Алмазный круг широко используют для заточки ножей, ножниц и любых острых предметов.
Именно поэтому алмазные круги пользуются широкой популярностью абсолютно во всех сферах не только профессиональных, но и бытовых работ.
Маркировка шлифовальных кругов
Такие расходные компоненты, как шлифовальные круги – широкий класс строительных изделий. Поэтому процесс производства, а также использования регламентируется специальными нормативными актами, включая ГОСТ.
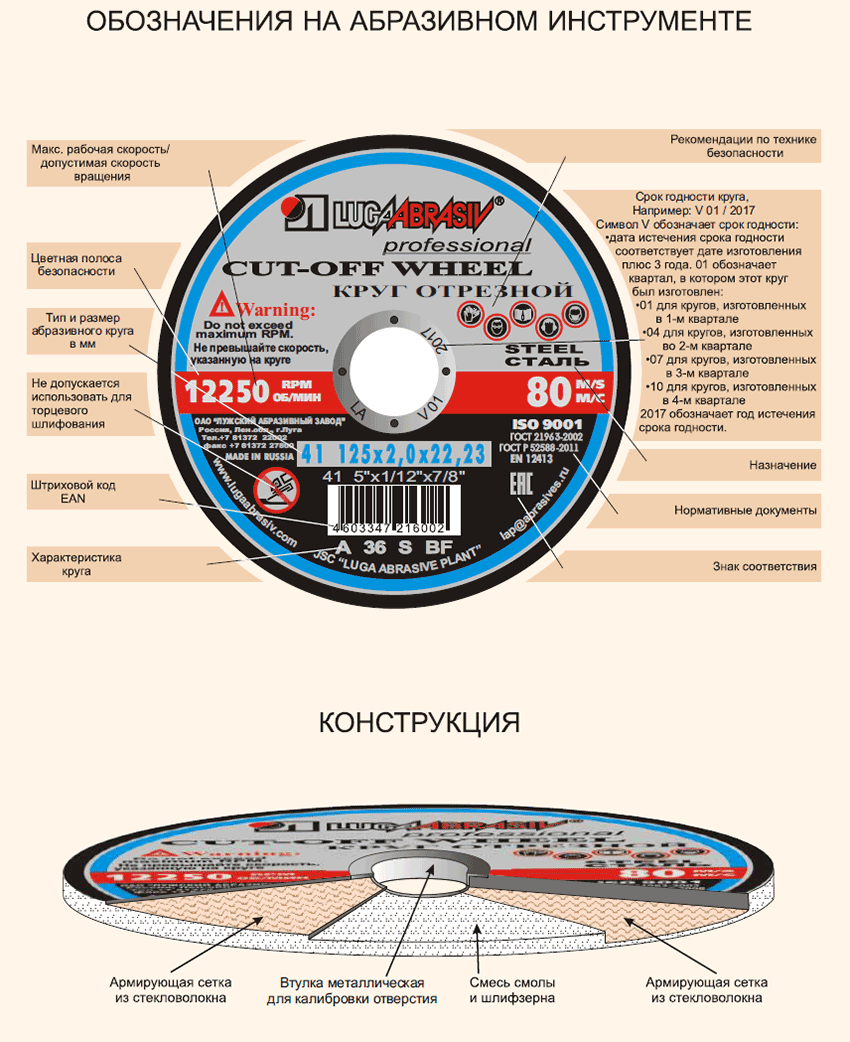
Сразу отметим, что каждый шлифовочный круг (ШК) имеют своей базис, определяющиеся маркировкой. В последнюю входят следующие технические характеристики:
- шлифовальный материал, который использовался при изготовлении;
- объем диска;
- размер зерен;
- тип абразивного материала;
- степень твердости;
- вещество, выступающие в роли связующего;
- класс неустойчивости;
- структура;
- сегментация;
- оптимальная скорость вращения, при которой диск чувствует себя хорошо.
Весь вышеупомянутый базис строго регламентируется государственными стандартами – об этом говорили выше. Поэтому каждое изделие проходит техническую проверку на предмет соответствия государственным регламентам. В качестве подтверждения предоставляются специальные сертификаты. В последних указывается маркировка зернистости шлифовальных кругов и другие характеристики.
Поэтому каждое изделие проходит техническую проверку на предмет соответствия государственным регламентам. В качестве подтверждения предоставляются специальные сертификаты. В последних указывается маркировка зернистости шлифовальных кругов и другие характеристики.
Начнем с маркировки форм круга
Форма шлифовального диска играет гораздо важную роль, чем принято считать. Именно эта характеристика в большинстве случаев формирует тип работы, который возможно осуществлять этим элементом.
Например, круги прямой формы – лучшее решение для выправления лезвия ножей. Конические круги – эффективные устройства для работы с пильными цепями и дисками.
Старая маркировка обозначается буквами и числами, а новая – только числами. Ниже будет приведена таблица.
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Шлифовальные круги маркировка типа абразива
Абразивный материал (АМ) – элемент, который снимает с заготовки слой за слоем. Непосредственно свойства АМ влияют на поверхность обрабатываемого объекта.
Непосредственно свойства АМ влияют на поверхность обрабатываемого объекта.
Наиболее популярные абразивы, краткие свойства и специфика применения.
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
 Отличается хорошей адгезией с шлифовочным диском и связующим элементом
Отличается хорошей адгезией с шлифовочным диском и связующим элементом
Интересно: Каждый из вышеупомянутых материалов имеет свои подвиды. Они отличаются более расширенным диапазоном технических характеристик, а потому могут использоваться для решения любой специфики задач.
С разновидностями абразивных материалов разобрались. Теперь предоставим вам таблицу их маркировки – обозначение в нормативных актах, например, ГОСТ.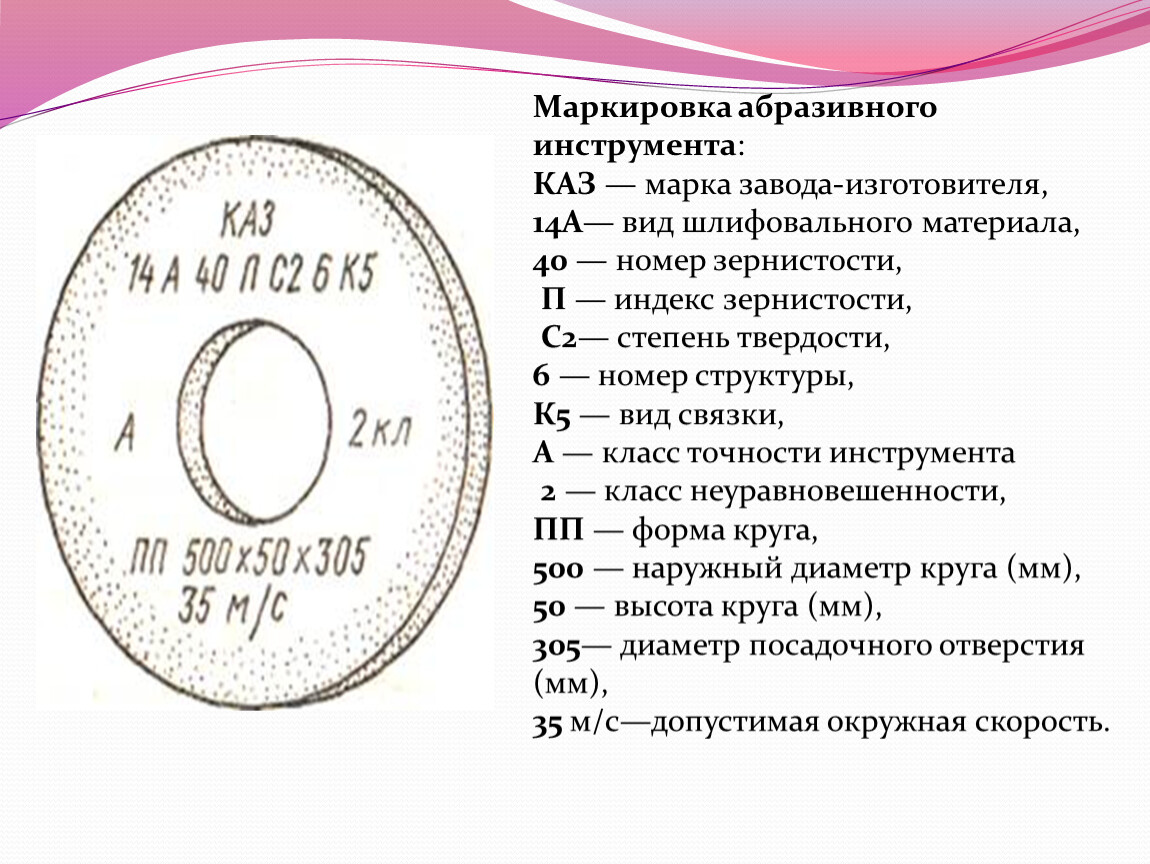
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Зернистость шлифовальных кругов
Этот показатель определяет размер зерен абразивного материала. Однородность зерен напрямую влияет на качество обработки поверхности. Стоит отметить, что зернистость шлифовальных кругов обозначается по-разному. Старый, но все еще актуальный ГОСТ 3647-80 для маркирования использует числовую систему обозначения. Например, 1 – 10 мкм, 40 – 400 мкм.
Однородность зерен напрямую влияет на качество обработки поверхности. Стоит отметить, что зернистость шлифовальных кругов обозначается по-разному. Старый, но все еще актуальный ГОСТ 3647-80 для маркирования использует числовую систему обозначения. Например, 1 – 10 мкм, 40 – 400 мкм.
Новая система стандартизации ГОСТ Р 52381-2005 повторяет систему маркирования FEPA. Она предполагает обозначение буквой F и числа. Последние несколько отличается от старого ГОСТ. Здесь наоборот увеличение числа показывает меньшую зернистость. Например, F70 – до 250 мкм, а F40 – до 500 мкм.
Для наиболее правильного выбора необходимо учитывать специфику обрабатываемого материала, а также:
- показатель нужной шероховатости;
- толщину снимаемого слоя.
Как правило, первоначально проводят черновое шлифование ШК, имеющим более крупную зернистость, а затем – финальная шлифовка кругом с низким зерном.
Тип связующего элемента
Стоит отметить, что связка бывает нескольких видов:
- керамической;
- бакелитовой;
- вулканитовой.

|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
 Нередко является основным элементом при абразивной отрезке, хонинговании, полировке и тонком шлифовании
Нередко является основным элементом при абразивной отрезке, хонинговании, полировке и тонком шлифовании
Связки также имеют свои обозначения. Первая имеют маркировку В (советский стандарт), P – новый. Вторая – Б (старый ГОСТ), B – новый стандарт. И последняя связка – К (советский ГОСТ), V – новая стандартизация.
Для обеспечения наиболее эффективной работы необходимо всегда правильно и точечно подходить к выбору. Универсальных средств не существует так, как шлифование – трудоемкий процесс, требующий максимально ответственного подхода.
Как говорилось выше, при выборе стоит учитывать тип материала, с которым нужно работать, показатель шероховатости поверхности и максимально допустимые отклонения.
Также не стоит экономить на шлифовальных дисках – чревато чрезвычайными происшествиями. Некачественный шлифовальный круг может не выдержать интенсивной работы и развалиться. Осколки от расходника могут попасть в глаза и нанести вред здоровью. Поэтому необходимо приобретать только сертифицированные расходники для угло-шлифовальных машин.
Стандартный разметчик колес Veritas
Веритас Тулз Инк.
(пока отзывов нет)
Написать обзор
Veritas Tools Inc.
Veritas Standard Разметочный прибор для колес
Рейтинг
Требуется
Выберите Рейтинг1 звезда (худший)2 звезды3 звезды (средний)4 звезды5 звезд (лучший)
Имя
Электронная почта
Требуется
Тема обзора
Требуется
Комментарии
Требуется
- Артикул:
- Т4683
- СКП:
- 722356272206
- MPN:
 31″> 05Н36.31
31″> 05Н36.31- Наличие:
- Этот товар обычно доставляется в течение 24 рабочих часов.
- Вес:
- 0,40 фунта
Сейчас:
$46,95
Текущий запас:
Количество:
Часто покупают вместе:
- Описание
Описание
Стандартный разметчик колес Veritas
Повысьте качество своей работы с помощью регулируемого разметочного прибора Micro от Veritas. Этот маркировочный калибр оснащен режущим диском, который решает многие проблемы, обычно связанные с маркировочными калибрами. Острое колесо чертит линию в структуре древесных волокон, оставляя чистую линию. Этот колесный резак скошен только на внутренней поверхности таким образом, что он прижимает измерительную поверхность к ложе.
Этот маркировочный калибр оснащен режущим диском, который решает многие проблемы, обычно связанные с маркировочными калибрами. Острое колесо чертит линию в структуре древесных волокон, оставляя чистую линию. Этот колесный резак скошен только на внутренней поверхности таким образом, что он прижимает измерительную поверхность к ложе.
Стандартный разметчик колес Veritas Технические характеристики:
- Сделано Veritas в Канаде.
- Длина около 6 3/4 дюйма.
- Латунное лицо.
- Алюминиевый корпус.
- Дисковый резак из закаленной стали.
- Регистрация проста благодаря большой опорной поверхности.
- Ультратонкая регулировка с прецизионным механизмом, который может перемещаться до 1/4 дюйма в микрорежиме.
- Стержень из нержавеющей стали 5/16″.
Разметочный шаблон Veritas Wheel необходим каждому столяру, который хочет точно и легко размечать свои изделия.
Посмотреть всеЗакрыть
Выбор шлифовальных кругов и их кондиционирование
Выбор шлифовальных кругов и их кондиционирование
Объявление
1 из 14
Верхний обрезанный суппорт
Скачать для чтения офлайн и их кондиционирование
Объявление
Объявление
Подбор шлифовальных кругов и их кондиционирование
- ВЫБОР ШЛИФОВАНИЯ
КОЛЕСА И ИХ
КОНДИЦИОНИРОВАНИЕ
К
АРАВИНДКУМАР Б - ШЛИФОВАЛЬНЫЕ КРУГИ
Шлифовальный круг состоит из твердых абразивных зерен
называемые крупки, которые выполняют резку или материал
удаление, проведенное в слабосвязывающей матрице.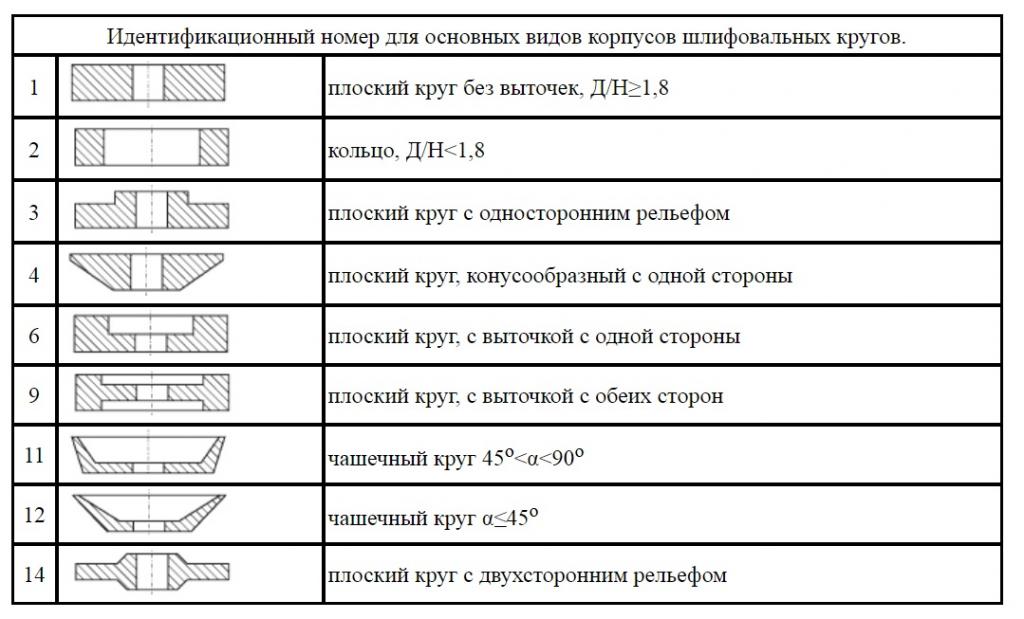
Шлифовальный круг, обычно идентифицируемый по типу
используемый абразивный материал.
Обычные круги содержат оксид алюминия
и карбида кремния, в то время как алмаз и CBN
(кубический нитрид бора) относятся к категории
суперабразивный круг. - Спецификация шлифовального круга
Шлифовальный круг требует двух типов спецификации
(а) Геометрическая спецификация
(b) Композиционная спецификация
Геометрическая спецификация
Это определяется типом шлифовального станка и выполняемой шлифовальной операцией.
выполняется в заготовке. Эта спецификация в основном включает диаметр колеса, ширину
и глубина обода и диаметр отверстия.
Композиционные характеристики
Спецификация шлифовального круга обычно означает спецификацию состава.
Обычные абразивные шлифовальные круги имеют следующие характеристики:
параметры.
1) тип зернистого материала
2) размер зерна
3) прочность сцепления колеса, широко известная как твердость колеса
4) структура круга, обозначающая пористость, т. е. величину расстояния между зернами.
5) тип связующего материала
6) кроме этих параметров производитель колес может добавить свои
префикс или суффикс идентификационного кода (или оба) стандартного кода. - СИСТЕМА МАРКИРОВКИ ДЛЯ ОБЫЧНОЙ ЗАТОЧКИ
КОЛЕСО
Стандартная система маркировки для обычного абразивного круга может быть следующей:
51 А 60 К 5 В 05, где
Число «51» является идентификационным номером производителя, указывающим точный тип
используемый абразив.
Буква «А» означает, что тип абразива – оксид алюминия. В случае кремния
карбида используется буква «С».
Число «60» указывает средний размер зерна в дюймах. Для очень крупной зернистости
это число может быть всего 6, тогда как для очень мелкой зернистости указанное число
может достигать 600.
Буква «К» обозначает твердость колеса, что означает количество силы
требуется для извлечения абразивного зерна с одинарной связкой из-за разрыва связки. Буквенный символ
может варьироваться от «A» до «Z», где «A» обозначает самый мягкий сорт, а «Z» обозначает
самый тяжелый.
Число «5» обозначает структуру или пористость круга. Этот номер может
принять любое значение от 1 до 20, где «1» указывает на высокую пористость, а «20» указывает на низкую пористость.
пористость.
Буквенный код «V» означает, что используемый связующий материал стекловидный. Коды для др.
связующие материалы, используемые в обычных абразивных кругах: B (резиноид), BF (резиноид
армированный), E (шеллак), O (оксихлорид), R (каучук), RF (армированный каучуком), S (силикат)
Число «05» является идентификатором производителя колеса. - СИСТЕМА МАРКИРОВКИ ДЛЯ СУПЕРАБРАЗИВНОГО ШЛИФОВАНИЯ
КОЛЕСО
Система маркировки для суперабразивного шлифовального круга несколько отличается, как показано ниже.
Р Д 120 Н 100 М 4, где
Буква «R» — это код производителя, указывающий точный тип используемого суперабразива.
Буква «D» означает, что тип абразива – алмаз. В случае cBN используется буква «В».
Число «120» указывает средний размер зерна в дюймовой сетке. Однако двойное число
обозначение (например, 120/140) используется для контроля размера суперабразивного зерна. Два числа
Два числа
обозначение зернистости вместе с соответствующим обозначением в микронах приведено в таблице 28.1.
Как и у обычного абразивного круга, буква «N» обозначает твердость круга. Однако,
Колеса на смоляной и металлической связке производятся практически без пористости и с эффективным классом вязкости.
колесо получается путем изменения рецептуры связки.
Число «100» известно как число концентрации, указывающее количество абразива, содержащегося в
колесо. Число «100» соответствует содержанию абразива 4,4 карата/см3.
. Для алмаза
зернистость, концентрация «100» составляет 25% по объему. Для CBN соответствующая объемная концентрация равна
24%.
Буква «М» означает, что тип связки металлический. Другие типы облигаций, используемые в
суперабразивные круги представляют собой смолу, керамическую или металлическую связку, которые образуют композитную структуру с
зернистый материал. Тем не менее, другой тип суперабразивного круга с алмазом и cBN также используется.
изготавливается, когда один слой суперабразивных зерен наносится на металл с помощью
гальванический металлический слой или паяный металлический слой.
- ВЫБОР ШЛИФОВАЛЬНЫХ КРУГОВ
Выбор шлифовального круга означает выбор
состав шлифовального круга, и это зависит
на следующие факторы:
1) Физико-химические характеристики работы
материал
2) Условия измельчения
3) Тип шлифования (шлифование со снятием припуска или фасонное шлифование).
закончить шлифовку) - ТИП АБРАЗИВНЫХ МАТЕРИАЛОВ
Оксид алюминия
Оксид алюминия может иметь различные свойства, возникающие из-за
различий в химическом составе и строении
связанных с производственным процессом.
Чистая крошка Al2O3 с дефектной структурой в виде пустот приводит к
необычно острое свободное режущее действие с низкой силой и
выгоден в операциях тонкого шлифования инструментов и чувствителен к нагреву
операции с твердыми, черными материалами.
Обычный или коричневый оксид алюминия (легированный TiO2)
имеет меньшую твердость и большую ударную вязкость, чем
белый Al2O3 и рекомендуется шлифовка в тяжелых условиях до полу
отделка.
Al2O3, легированный оксидом хрома (<3%), имеет розовый цвет.
- Карбид кремния
Карбид кремния тверже глинозема, но менее прочен. Карбид кремния также уступает Al2O3
из-за его химической реакции с железом и сталью.
Черный карбид, содержащий не менее 95 % SiC, менее твердый, но более прочный, чем зеленый SiC, и эффективен
для шлифования мягких цветных металлов.
Зеленый карбид кремния содержит не менее 97% SiC. Он тверже, чем черный сорт, и используется для
шлифование цементированного карбида.
Алмаз
Алмазная крошка лучше всего подходит для шлифования твердых сплавов, стекла, сапфира, камня, гранита,
мрамор, бетон, оксид, бесоксидная керамика, армированный волокном пластик, феррит, графит.
Натуральная алмазная крошка характеризуется случайной формой, очень острой режущей кромкой и свободным
режущее действие и используется исключительно для металлических, гальванических и паяных соединений.
Монокристаллические алмазные зерна известны своей прочностью и предназначены для особо
требовательное приложение. Они также используются в металлической, гальванической и паяной связи.
Поликристаллические алмазные зерна более рыхлые, чем монокристаллические, и оказались наиболее
подходит для шлифования цементированного карбида с низким давлением. Эти зерна используются в связке смолы. - CBN (кубический нитрид бора)
Алмаз хоть и самый твердый, но не подходит для шлифовки
черных металлов из-за его реакционной способности. В отличие,
CBN второй по твердости материал из-за его
химическая стабильность является предпочтительным абразивным материалом для
эффективное шлифование быстрорежущих, легированных сталей, сплавов HSTR.
В настоящее время крупы cBN доступны в виде монокристаллов.
тип со средней прочностью и блочными монокристаллами
с гораздо большей силой. Кристаллы средней прочности
более рыхлые и используются в смоляной связке для тех
применения, где сила шлифования не так высока. Высокий
кристаллы прочности используются с застеклованными, гальваническими или
паяное соединение, где ожидается большое усилие шлифования. - Размер зерна
Размер зерна влияет на скорость съема материала и качество поверхности
заготовка в шлифовании.
Большая зернистость – большая производительность шлифования, шероховатая поверхность заготовки
Мелкая зернистость – малая производительность шлифования, гладкая поверхность заготовки.
Оценка
Изношенный песок должен выйти из связки и освободить место для свежего
острой зернистостью, чтобы избежать чрезмерного повышения силы шлифования и температуры.
Поэтому для измельчения твердого материала следует выбирать мягкий сплав. На
с другой стороны, при шлифовании малопрочных мягких материалов абразив не изнашивается.
так быстро. Таким образом, песок может удерживаться прочной связью, так что
можно избежать преждевременного смещения песка.
Структура/концентрация
Конструкция должна быть открыта для шлифовальных кругов, работающих на высоких
удаление материала для обеспечения пространства для размещения стружки. Космос
между зернами также служит карманом для удержания шлифовальной жидкости. На
с другой стороны, колеса с плотной структурой используются для увеличения срока службы колеса, для
удерживая прецизионные формы и профили.
- Бонд
стекловидная связка
Керамическая связка подходит для большого съема материала даже при сухой обработке.
состояние. Это также может быть
безопасно использовать при мокром шлифовании. Его нельзя использовать там, где механические
возможны ударные или тепловые изменения. Эта связь также не
рекомендуется для очень высокоскоростного шлифования из-за возможного
разрыв связи под действием центробежной силы.
Смоляная связь
Обычные круги на связке из абразивной смолы широко используются для
шлифование в тяжелых условиях из-за их способности выдерживать ударные нагрузки.
Эта связка также известна своими вибропоглощающими характеристиками и
находит применение с алмазом и cBN при шлифовании твердых сплавов
и стали соответственно. Смоляная связка не рекомендуется для щелочных
шлифовальная жидкость для возможного химического воздействия, приводящего к склеиванию
ослабление. Связка из армированной стекловолокном смолы используется с отрезными кругами.
что требует дополнительной прочности при работе на высокой скорости.
Шеллак Бонд
Одно время эта связка использовалась для гибких отрезных кругов. В настоящий момент
использование шеллачной связки ограничено шлифовальными кругами, используемыми для финишной обработки
рулонов. - Оксихлоридная связка
Это менее распространенный тип связки, но его все же можно использовать при дисковом шлифовании. Он используется под
сухое состояние.
Резиновая связка
В основном используется в тонких кругах для мокрой резки. Резиновая связка когда-то была популярна для
финишное шлифование подшипников и режущих инструментов.
Металлическая связка
Металлическая связка широко используется в суперабразивных кругах. Чрезвычайно высокая прочность металла
склеенные круги делают их очень эффективными в тех приложениях, где точность формы, а также
желателен большой съем материала.
Гальваническое соединение
Эта связка обеспечивает большую (30-40%) экспозицию кристалла поверх связки без необходимости какой-либо правки или
одевание. Эта связка специально используется для изготовления колес малого диаметра, фасонных колес и тонких
суперабразивные круги.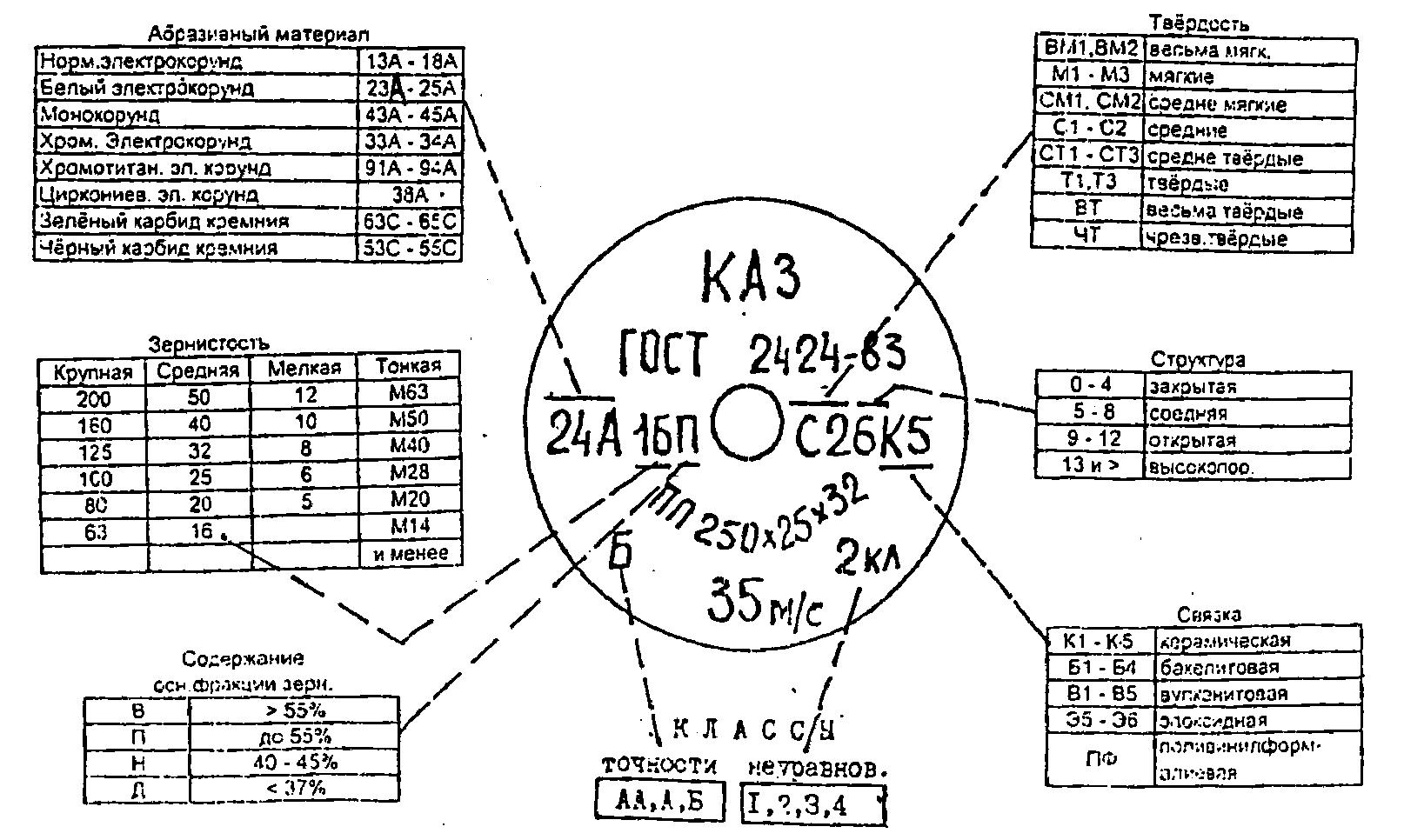 В настоящее время это единственная связка для изготовления кругов для абразивно-фрезерных и ультратонких.
В настоящее время это единственная связка для изготовления кругов для абразивно-фрезерных и ультратонких.
высокоскоростное шлифование.
Паяная связь
Это относительно недавняя разработка, позволяющая экспонировать кристалл до 60-80%. Кроме того, песок
расстояние можно точно контролировать. Эта связка особенно подходит для материалов с очень высокой
удаление с помощью алмазного или cBN-диска. Прочность соединения намного больше, чем обеспечивает
гальваническое соединение. Ожидается, что эта связь заменит гальваническую связь во многих областях применения. - Правка и правка шлифовального круга
Исправить
Правка – это восстановление требуемой геометрии шлифовального круга,
является ли геометрия специальной формой или плоским профилем. Таким образом, правление производит
макрогеометрия шлифовального круга.
На новом обычном колесе также требуется правка для обеспечения концентричности
со специальной системой крепления. На практике эффективная макрогеометрия
шлифовальный круг имеет жизненно важное значение, а точность готовой заготовки очень важна.
