Маркировка кругов абразивных: Расшифровка маркировки шлифовальных кругов — Виды и обозначения абразивных кругов
Содержание
Рекомендации по выбору абразивного инструмента — АО «КОСУЛИНСКИЙ АБРАЗИВНЫЙ ЗАВОД»
Выбор связки абразивного инструмента
Связка определяет прочность и твердость инструмента, оказывает большое влияние на режимы, производительность и качество обработки. Связки бывают неорганические (керамическая) и органические (бакелитовая, вулканитовая).
КЕРАМИЧЕСКАЯ СВЯЗКА обладает высокой огнеупорностью, водостойкостью, химической стойкостью, хорошо сохраняет профиль рабочей кромки круга, но чувствительна к ударным и изгибающим нагрузкам. Инструмент на керамической связке применяют для всех видов шлифования кроме обдирки (из-за хрупкости связки): для резки и прорезки узких пазов, плоского шлифования желобов колец шарикоподшипников. Инструмент на керамической связке хорошо сохраняет профиль, имеет высокую пористость, хорошо отводит тепло.
БАКЕЛИТОВАЯ СВЯЗКА обладает более высокой прочностью и упругостью, чем керамическая. Абразивный инструмент на бакелитовой связке может быть изготовлен различных форм и размеров, в том числе и очень тонких — до 0,5 мм для отрезных и прорезных работ. Недостатком бакелитовой связки является невысокая стойкость против действия охлаждающих жидкостей, содержащих щелочные растворы. При шлифовании кругами на бакелитовой связке охлаждающая жидкость не должна содержать более 1,5 % щелочи. Бакелитовая связка имеет более слабое, чем керамическая, сцепление с абразивным зерном, поэтому инструмент на этой связке широко используется на операциях плоского шлифования, где необходимо самозатачивание круга. Инструмент на бакелитовой связке применяют для грубых обдирочных работ, выполняемых в ручную и на подвесных стенках: плоского шлифования торцом круга, отрезки и прорезки пазов, заточки инструментов, при обработке тонких изделий, где опасен прижог. Бакелитовая связка оказывает полирующее действие.
Абразивный инструмент на бакелитовой связке может быть изготовлен различных форм и размеров, в том числе и очень тонких — до 0,5 мм для отрезных и прорезных работ. Недостатком бакелитовой связки является невысокая стойкость против действия охлаждающих жидкостей, содержащих щелочные растворы. При шлифовании кругами на бакелитовой связке охлаждающая жидкость не должна содержать более 1,5 % щелочи. Бакелитовая связка имеет более слабое, чем керамическая, сцепление с абразивным зерном, поэтому инструмент на этой связке широко используется на операциях плоского шлифования, где необходимо самозатачивание круга. Инструмент на бакелитовой связке применяют для грубых обдирочных работ, выполняемых в ручную и на подвесных стенках: плоского шлифования торцом круга, отрезки и прорезки пазов, заточки инструментов, при обработке тонких изделий, где опасен прижог. Бакелитовая связка оказывает полирующее действие.
Выбор марки абразивного материала
Абразивные материалы (фр.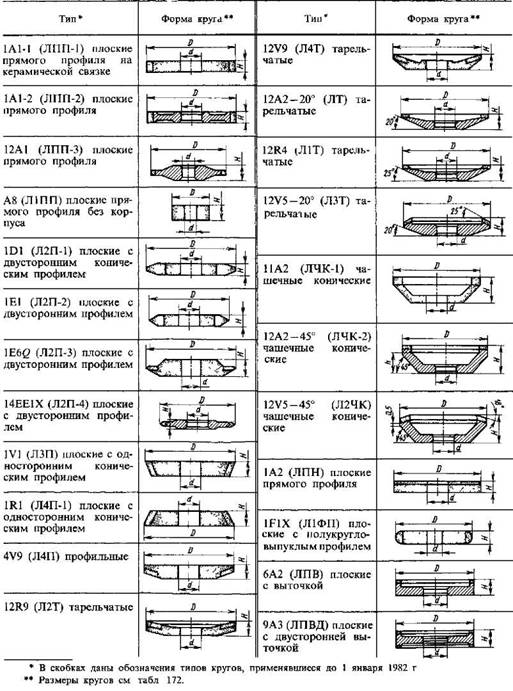 abrasif — шлифовальный, от лат. abradere — соскабливать) — это материалы, обладающие высокой твердостью, и используемые для обработки поверхности различных материалов. Абразивные материалы используются в процессах шлифования, заточки, полирования, разрезания материалов и широко применяются в заготовительном производстве и окончательной обработке различных металлических и неметаллических материалов. Естественные абразивы — кремень, наждак, пемза, корунд, гранат, алмаз и другие. Искусственные: электрокорунд, карбид кремния, боразон, эльбор, синтетический алмаз и другие.
abrasif — шлифовальный, от лат. abradere — соскабливать) — это материалы, обладающие высокой твердостью, и используемые для обработки поверхности различных материалов. Абразивные материалы используются в процессах шлифования, заточки, полирования, разрезания материалов и широко применяются в заготовительном производстве и окончательной обработке различных металлических и неметаллических материалов. Естественные абразивы — кремень, наждак, пемза, корунд, гранат, алмаз и другие. Искусственные: электрокорунд, карбид кремния, боразон, эльбор, синтетический алмаз и другие.
| Марка абразивного материала | Характеристика обрабатываемого материала |
| 14A |
ЭЛЕКТРОКОРУНД НОРМАЛЬНЫЙ
Обладает отличной теплостойкостью, высокой сцепляемостью со связкой, механической прочностью зерен и значительной вязкостью, что важно для выполнения операций с переменными нагрузками Обработка материалов с высоким сопротивлением разрыву. Это обдирка стальных отливок, проволок, проката, высокопрочных и отбеленных чугунов, ковкого чугуна, получистовая обработка различных деталей машин из углеродистых и легированных сталей в незакаленном; и закаленном виде, марганцовистой бронзы, никелевых и алюминиевых сплавов.25A
Это обдирка стальных отливок, проволок, проката, высокопрочных и отбеленных чугунов, ковкого чугуна, получистовая обработка различных деталей машин из углеродистых и легированных сталей в незакаленном; и закаленном виде, марганцовистой бронзы, никелевых и алюминиевых сплавов.25A
ЭЛЕКТРОКОРУНД БЕЛЫЙ
По физическому и химическому составу более однородный, обладает более высокой твердостью, острыми кромками, хорошей самозатачиваемостью, лучше устраняет шероховатости обрабатываемой поверхности по сравнению с электрокорундом нормальным Обработка закаленных деталей из углеродистых, быстрорежущих и нержавеющих сталей, хромированных и нитрированных поверхностей. Обработка тонких деталей и инструментов, заточка, плоское, внутреннее, профильное и отделочное шлифование.38А
ЭЛЕКТРОКОРУНД ЦИРКОНИЕВЫЙ
Мелкокристаллический, плотный и прочный материал. Стойкость инструмента на обдирочных операциях в 10-40 раз выше аналогичного инструмента из электрокорунда нормального Обдирочное шлифование стальных заготовок при высокой скорости, подаче и усилии прижима.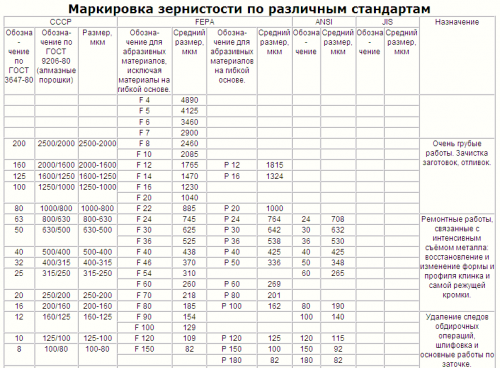 Силовое обдирочное шлифование стальных заготовок.54C
Силовое обдирочное шлифование стальных заготовок.54C
КАРБИД КРЕМНИЯ ЧЕРНЫЙ
Обладает высокой твердостью, абразивной способностью и хрупкостью. Зерна имеют форму тонких пластинок, из-за чего увеличивается их хрупкость в работе.Обработка твердых материалов с низким сопротивлением разрыву (чугун, бронзовое и латунное литье, твердые сплавы, драгоценные камни, стекло, мрамор, графит, фарфор, твердый каучук, кости и т.п.), а также очень вязких материалов (жаропрочных сталей, сплавов, меди, алюминия резины).63C
КАРБИД КРЕМНИЯ ЗЕЛЕНЫЙ
Отличается от карбида кремния черного повышенной твердостью, абразивной способностью и хрупкостью Для обработки деталей из чугуна, цветных металлов, гранита, мрамора, твердых сплавов, обработки титановых, титано-танталовых твердых сплавов, хонинговальные, доводочные работы для деталей из серого чугуна, азотированной и шарикоподшипниковой стали.95А
ЭЛЕКТРОКОРУНД ХРОМТИТАНИСТЫЙ
Обладает более высокой механической прочностью и абразивной способностью по сравнению с электрокорундом нормальным
Обдирочное шлифование с большим съемом металла
Выбор зернистости инструмента
| Зернистость | Вид обработки |
| КрупнаяF6-F24 | Обдирочные операции с большой глубиной резания, зачистка заготовок, отливок. Обработка материалов, которые вызывают засаливание поверхности круга (латунь, медь, алюминий). |
| F24 — F36 | Плоское шлифование торцом круга, заточка резцов, правка абразивного инструмента, отрезка. |
| СредняяF30 — F60 | Предварительное и комбинированное шлифование, заточка режущего инструмента. |
| F46 — F90 | Чистовое шлифование, обработка профильных поверхностей, заточка мелкого инструмента, шлифование хрупких материалов. |
| МелкаяF100-F180 |
Отделочное шлифование, доводка твердых сплавов, доводка режущего инструмента, стальных заготовок, заточка тонких лезвий, предварительное хонингование.
Крупнозернистые инструменты применяются:
— при обдирочных и предварительных операциях с большой глубиной резания, когда удаляются большие припуски;
— при работе на станках большой мощности и жесткости;
— при обработке материалов, которые вызывают заполнение пор круга и засаливание его поверхности, например при обработке латуни, меди и алюминия;
— при большой площади контакта круга с обрабатываемой деталью, например при использовании высоких кругов, при плоском шлифовании торцом круга, при внутреннем шлифовании.
Средне- и мелкозернистые инструменты применяются:
— для получения шероховатости поверхности 0,320—0,080 мкм;
— при обработке закаленных сталей и твердых сплавов;
— при окончательном шлифовании, заточке и доводке инструментов;
— при высоких требованиях к точности обрабатываемого профиля детали.
С уменьшением размера абразивных зерен повышается их режущая способность за счет возрастания числа зерен на единице рабочей поверхности, уменьшения радиусов округления зерен, меньшего износа отдельных зерен. Уменьшение размера зерен приводит к значительному уменьшению пор круга, что вызывает необходимость снижения глубины шлифования и величины снимаемого на операции припуска. Чем мельче абразивные зерна в инструменте, тем меньше в единицу времени снимается материала с обрабатываемой заготовки. Однако, мелкозернистые инструменты обладают меньшей способностью к самозатачиванию по сравнению с инструментом более крупной зернистости, в результате чего быстрее притупляются и засаливаются. Рациональное сочетание режима обработки, правки инструмента и зернистости позволяет получать высокую точность и отличное качество обработки поверхности.
Рациональное сочетание режима обработки, правки инструмента и зернистости позволяет получать высокую точность и отличное качество обработки поверхности.
Выбор твердости инструмента
| Твердость | Вид обработки |
| Чрезвычайно твердаяU-W | Правка абразивных инструментов, шлифование шариков для подшипников, обдирочные операции. |
| ТвердаяR-S | Обдирочные операции, ведущиеся вручную (обработка крупных отливок и поковок). Круглое наружное шлифование методом врезания при необходимости сохранения профиля круга (обработка шеек коленчатых валов). Бесцентровое шлифование ведущими кругами, хонингование отверстий небольших диаметров. |
| Cреднетвердая |
O, P, Q Профильное шлифование, обработка прерывистых поверхностей, хонингование и резьбошлифование деталей с крупным шагом.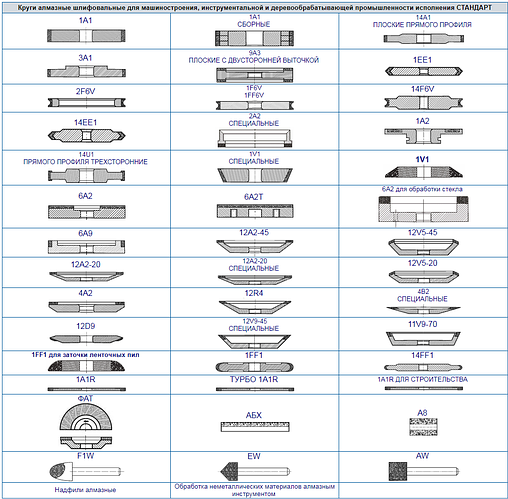 CредняяM-NПлоское шлифование сегментами и кольцевыми кругами, хонингование и резьбошлифование кругами на бакелитовой связке. CреднемягкаяK-L Чистовое и комбинированное круглое, наружное бесцентровое и внутреннее шлифование стали, плоское шлифование, резьбошлифование, заточка режущих инструментов.МягкаяH-F Заточка и доводка режущего инструмента, оснащенного твердым сплавом, шлифование труднообрабатываемых специальных сплавов, полирование.
CредняяM-NПлоское шлифование сегментами и кольцевыми кругами, хонингование и резьбошлифование кругами на бакелитовой связке. CреднемягкаяK-L Чистовое и комбинированное круглое, наружное бесцентровое и внутреннее шлифование стали, плоское шлифование, резьбошлифование, заточка режущих инструментов.МягкаяH-F Заточка и доводка режущего инструмента, оснащенного твердым сплавом, шлифование труднообрабатываемых специальных сплавов, полирование.
Твердость инструмента в значительной степени определяет производительность труда при обработке и качество обработанной.
Абразивные зерна по мере их затупления, должны обновляться путем скалывания и выкрашивания частиц. При слишком твердом круге связка продолжает удерживать затупившиеся и потерявшие режущую способность зерна. При этом на работу расходуется большая мощность, изделия нагреваются, возможны их коробления, на поверхности появляются следы огранки, царапины, прижоги и другие дефекты.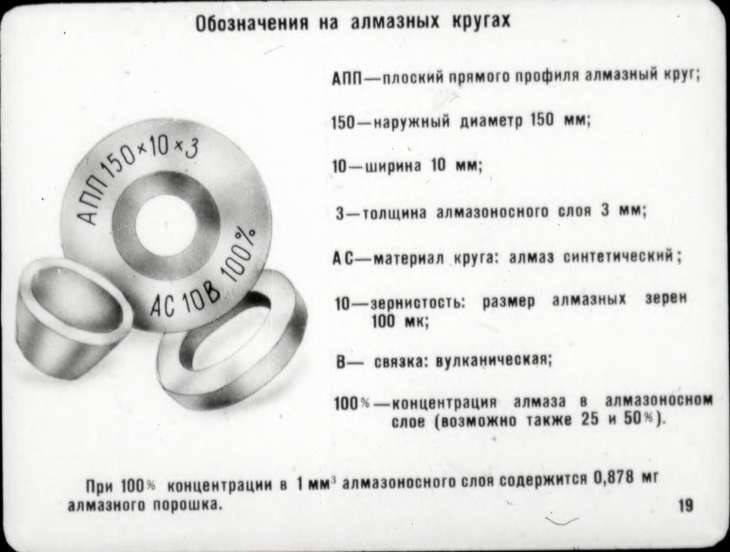 При слишком мягком круге зерна, не утратившие свою режущую способность, выкрашиваются, круг теряет правильную форму, увеличивается его износ, в результате чего трудно получить детали необходимых размеров и формы. В процессе обработки появляется вибрация, необходима более частая правка круга. Таким образом, следует ответственно подходить к выбору твердости абразивного инструмента и учитывать характеристики обрабатываемых изделий.
При слишком мягком круге зерна, не утратившие свою режущую способность, выкрашиваются, круг теряет правильную форму, увеличивается его износ, в результате чего трудно получить детали необходимых размеров и формы. В процессе обработки появляется вибрация, необходима более частая правка круга. Таким образом, следует ответственно подходить к выбору твердости абразивного инструмента и учитывать характеристики обрабатываемых изделий.
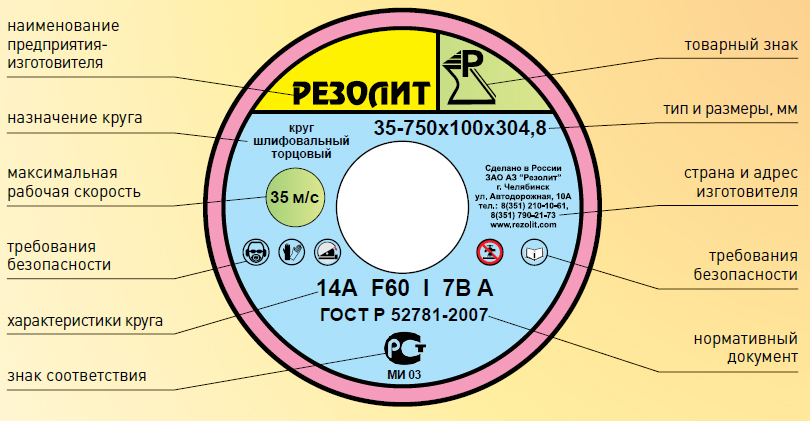
Маркировка абразивного инструмента — Рианто. Материалы и инструменты
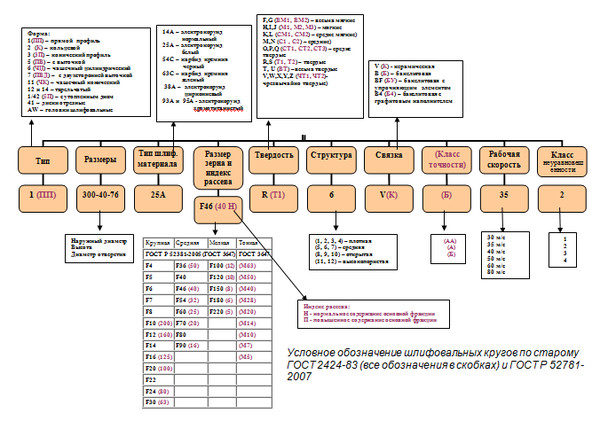
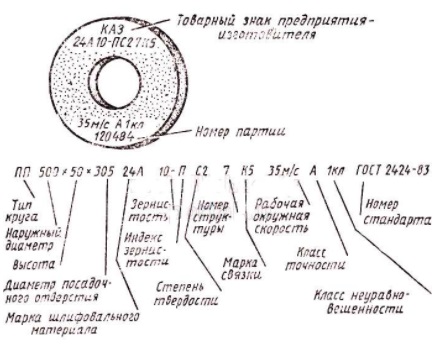
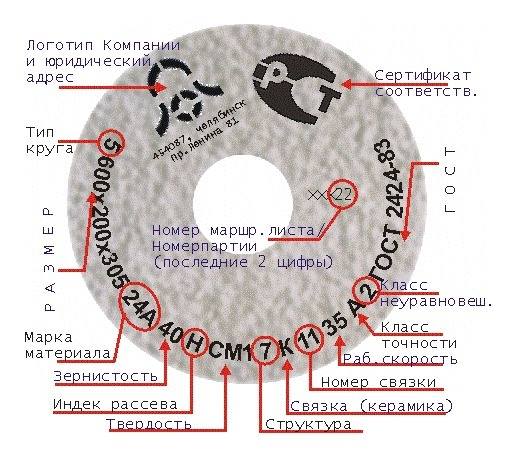
Абразивные круги характеризуются геометрической формой (типом), видом шлифовального материала, его зернистостью, типом связки, твердостью, структурой, точностью, неуравновешенностью.
Тип | 1 |
Размеры DхТхН | 350х40х127 |
Марка абразивного материала | 25 А |
Зернистость | 40 (F40) |
Твердость | СМ2 |
Структура | 7 |
Связка | К (V) |
Рабочая скорость | 35 м/с |
Класс точности | А |
Класс неуравновешенности | 1 кл |
Нормативный документ | ГОСТ2424-83 |
Круги шлифовальные:
- 1 (ПП) — прямого профиля;
- 2 (К) — кольцевой;
- 3 (3П) — конический;
- 4 (2П) — двухсторонний конический;
- 5 (ПВ) — с односторонней выточкой;
- 6 (ЧЦ) — чашечный цилиндрический;
- 7 (ПВД) — с двумя выточками;
- 9 — с двусторонней выточкой;
- 10 (ПВДС) — с двусторонней выточкой и ступицей;
- 11 (ЧК) — чашечный конический;
- 12 (Т) — тарельчатый;
- 13 — тарельчатый;
- 14 (1Т) — тарельчатый;
- 20 — с односторонней конической выточкой;
- 21 — с двусторонней конической выточкой;
- 22 — с конической выточкой с одной стороны и цилиндрической с другой;
- 23 (ПВК) — с конической и цилиндрической выточками с одной стороны;
- 24 — с конической и цилиндрической выточками с одной стороны и цилиндрической выточкой с другой;
- 25 — с конической и цилиндрической выточками с одной стороны и конической с другой;
- 26 (ПВДК) — с конической и цилиндрической выточками с обеих сторон;
- 27 — с утопленным центром и упрочняющими элементами;
- 28 — с утопленным центром;
- 35 — прямого профиля, работающий торцом;
- 36 (ПН) — с запрессованными крепежными элементами;
- 37 — кольцевой с запрессованными крепежными элементами;
- 38 — с односторонней ступицей;
- 39 — с двусторонней ступицей.

Круги отрезные и зачистные:
- 1 (Д) – диск отрезной;
- 27 — с утопленным центром и упрочняющими элементами.
Бруски:
- БП – прямоугольные;
- Бкв – квадратные;
- БТ – треугольные;
- Бкр – круглые.
Сегменты:
- СП – прямоугольные;
- 1С — выпукло-вогнутые;
- 2С — вогнуто-выпуклые;
- ЗС — выпукло-плоские;
- 4С — плоско-выпуклые;
- 5С – трапециевидные;
- 6С — специальные для шлифовки полов;
- 7С,8С,10С,11С – специальные;
- 9С — специальные для элементами шлифовки рельсов.
Размеры
- D — наружный диаметр;
- Т – высота;
- Н -диаметр отверстия.
Шлифовальный материал:
- 14А — электрокорунд нормальный;
- 24А,25А -электрокорунд белый;
- 53С,54С — карбид кремния черней;
- 63С,64С — карбид кремния зеленый.
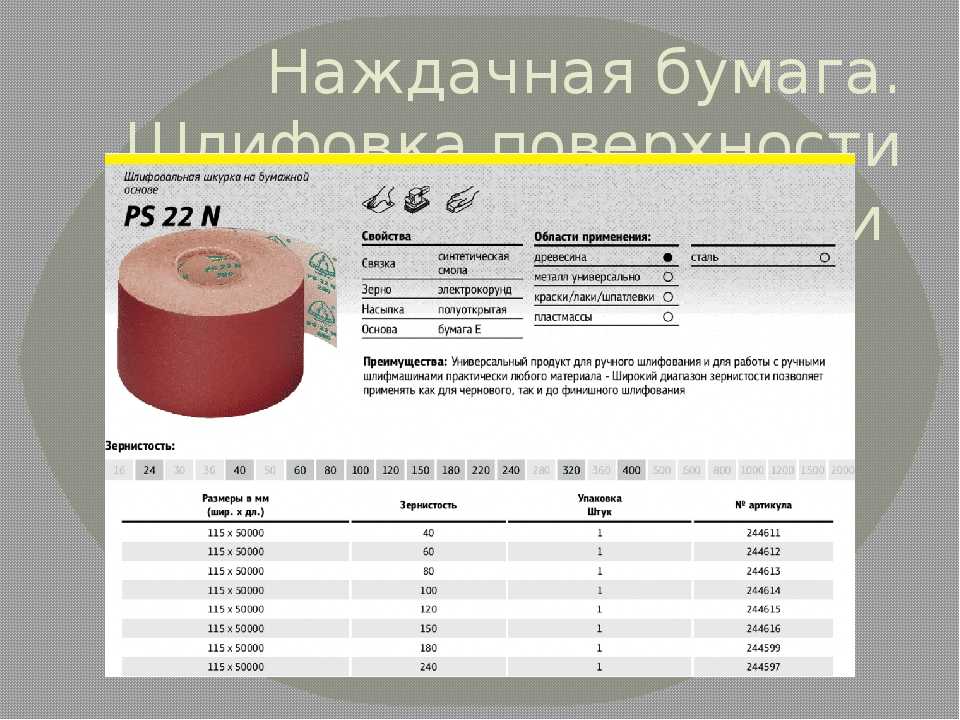
Зернистость:
| ГОСТ 3647-80 | ISO 8486-86 (FEPA) | ГОСТ 3647-80 | ISO 8486-86 (FEPA) | ||
| Ряд F (твердые абразивы) | Ряд Р (гибкие абразивы) | Ряд F (твердые абразивы) | Ряд Р (гибкие абразивы) | ||
| Шлифзерно | Порошки | ||||
| F4 | 12 | F100 | P120 | ||
| F5 | 10 | F120 | P150 | ||
| F6 | 8 | F150 | P180 | ||
| F7 | 6 | F180 | P220 | ||
| F8 | 5 | F220 | |||
| 200 | F10 | Микропорошок | |||
| 160 | F12 | Р12 | М63 | P240 | |
| F14 | Р16 | F230 | P280 | ||
| 125 | F16 | Р20 | М50 | F240 | P320 |
| 100 | F20 | P360 | |||
| F22 | Р24 | М40 | F280 | P400 | |
| 80 | F24 | Р30 | F300 | P500 | |
| 63 | F30 | М28 | P600 | ||
| 50 | F36 | Р36 | F360 | P800 | |
| 40 | F40 | Р40 | М20 | F400 | P1000 |
| F46 | P1200 | ||||
| 32 | F54 | Р50 | М14 | F500 | |
| 25 | F60 | Р60 | М10 | F600 | |
| 20 | F70 | Р80 | М7 | F800 | |
| 16 | F80 | М5 | F1000 | ||
| F90 | Р100 | F1200 | |||
Н-нормальное;
Содержание основной фракции в зерне:
П-повышенное
Твердость:
- BM1, BM2 (F, G) – весьма мягкие;
- M1, M2, M3 (H, I, J) – мягкие;
- CM1, CM2 (K, L) – средне мягкие;
- C1, C2 (M, N) – средние;
- CT1, CT2, CT3 (O, P, Q) – средне твердые;
- T1, T2 (R, S) – твердые;
- BT1, BT2 (T, U) – весьма твердые;
- ЧT1, ЧT2 (VW, YZ) – чрезвычайно твердые;
- ГВМ, ГМ, ГС, ГТ – гибкие весьма мягкие, мягкие, средние, твердые.
Структура:
- 1-2-3-4 — закрытая;
- 5-6-7 — средняя;
- 8-9-10 — открытая;
- 11-12 — высокопористая.
Связка:
- К (V) – керамическая;
- Б (B) – бакелитовая;
- БУ (BF) – бакелитовя с наличием упрочняющих элементов;
- Б4 (B4) – бакелитовая с графитовым наполнителем.
Рабочая скорость, м/с:
20; 25; 32; 35; 40; 50; 63; 80; 100.
Класс точности:
АА; А; Б.
Класс неуравновешенности:
1; 2; 3; 4.
У нас можно заказать интересующий Вас качественный абразивный инструмент, соответствующий техническим требованиям и ГОСТам.
Выбор абразивных кругов и их применение
Иногда обеспечение успеха вашего проекта и удовлетворенности вашего клиента может быть таким же простым, как выбор правильных инструментов. Вот почему важно понимать, как работают различные абразивные круги, их различные области применения и как правильно выбрать абразивный круг. Независимо от того, работаете ли вы с чрезвычайно твердыми материалами или вам нужна нестандартная обработка поверхности, выбор лучшего и самого безопасного абразивного круга имеет решающее значение.
Независимо от того, работаете ли вы с чрезвычайно твердыми материалами или вам нужна нестандартная обработка поверхности, выбор лучшего и самого безопасного абразивного круга имеет решающее значение.
Компания White Cap подготовила серию статей, которые помогут вам выбрать правильный абразивный круг для любой работы. Мы расскажем вам о различных аспектах выбора колеса, расскажем о его компонентах и о том, как добиться конкретных результатов. Для обзора абразивных кругов, их анатомии и конструкции прочитайте нашу статью 9.0005 Общие сведения об отрезных кругах .
Как правильно выбрать абразивный круг
Абразивные круги, как правило, состоят из двух различных основных компонентов: зерен, которые фактически режут, и связующего вещества, которое удерживает эти зерна вместе и обеспечивает поддержку во время резки.
Что такое связка/твердость абразивного круга?
Связка абразивного круга относится к твердости и прочности связки или матрицы, которая удерживает абразивные зерна на круге. Это не относится к абразивным зернам, а только к связке, удерживающей зерна. Эта связь бывает «жесткой» или «мягкой».
Это не относится к абразивным зернам, а только к связке, удерживающей зерна. Эта связь бывает «жесткой» или «мягкой».
Это может показаться устаревшим, но вы должны использовать абразивные круги с более мягкой связкой для твердых металлов и более твердой связкой для мягких металлов. Мягкая связка предназначена для более быстрого разрушения для постоянной скорости резания, более быстрого обнажения новых зерен и лучшей работы с твердыми металлами. Однако твердая связка имеет более длительный срок службы, шлифуется более плавно и лучше работает с более мягкими металлами.
Диапазон оценок от A до Z, где A соответствует максимальной мягкости, а Z — максимальной твердости. Важно выбрать правильный сорт. Круги, которые слишком мягкие для материалов, которые они измельчают, будут слишком быстро выделять зерна, и круг будет быстро изнашиваться. Круги, которые слишком тверды для материалов, которые они шлифуют, не выделяют абразивные зерна достаточно быстро, а тусклые зерна остаются связанными с кругом, вызывая состояние, известное как «глазурование».
Мягкие сорта: | Твердые классы: |
|
|
|
|
|
|
Облигация
Связь, которая удерживает абразивные зерна вместе в круге, позволяет инструменту либо резать должным образом… либо подводить вас и выходить из строя на полпути к работе.
Связки для абразивных кругов могут быть классифицированы как «твердые» или «мягкие». Ваш выбор связи должен быть напрямую связан с типом работы, которую вы выполняете.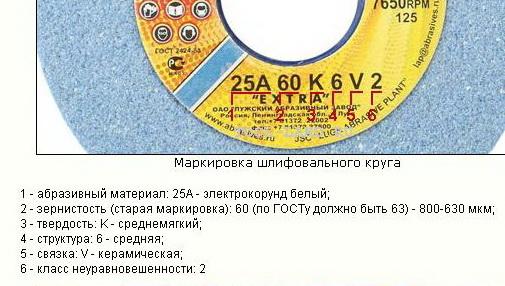 Колесо с жесткой связкой используется на машинах большой мощности и на небольших или узких поверхностях. Круги с мягкой связкой используются для работ, требующих быстрого удаления материала, а также для твердых материалов или больших площадей контакта.
Колесо с жесткой связкой используется на машинах большой мощности и на небольших или узких поверхностях. Круги с мягкой связкой используются для работ, требующих быстрого удаления материала, а также для твердых материалов или больших площадей контакта.
Жесткая связка будет препятствовать отделению зерен, что приведет к более медленному износу, в то время как мягкая связка не прослужит так долго и потребует более частой замены. Однако качество связки оказывает огромное влияние на характеристики колеса. Слишком сильно, и колесо не выдержит и разобьется; слишком мягкий, и круг изнашивается после ограниченных резов.
Зерно
Большинство абразивных кругов изготавливаются из зерна оксида алюминия, но бренды отличаются тем, что используют зерна наполнителя, а не однородные — однородные обеспечивают лучшую резку, а также имеют тенденцию служить дольше. Колеса с зернами наполнителя более подвержены растрескиванию или оставлению неровной поверхности на вашей работе.
Факторы для выбора подходящего абразивного круга
При выборе абразивного круга для любого применения необходимо учитывать девять основных факторов:
1. Какой материал вы будете шлифовать и насколько он твердый? Тип материала влияет на выбор абразива, зернистости и марки. Как правило, чем тверже материал, тем мягче требуется круг.
2. Какой припуск необходимо удалить из материала? Для высоких скоростей съема материала требуются крупнозернистые круги, обычно с размером ячеек от 12 до 24. Чистовая обработка и жесткие ограничения на геометрию готовой заготовки требуют более мелкого размера зерна. Окончательная отделка поверхности часто достигается за счет «искрового разряда», когда дальнейшая подача не применяется, и кругу позволяют шлифовать до тех пор, пока не исчезнет большая часть шлифовальных искр.
3. Разработайте форму материала и требуемую отделку поверхности (или отделки).
4. Какой тип машины вы будете использовать? Обратите внимание на его мощность и условия.
5. Какие скорости круга и подачи будут задействованы? Убедитесь, что рабочая скорость машины не превышает максимальную рабочую скорость, указанную на любом продукте.
6. Определите размер и твердость поверхности шлифовального контакта. Также следует учитывать площадь контакта между кругом и заготовкой.
7. Будет ли ваша операция шлифования мокрой или сухой?
8. Какая степень шлифовки требуется?
9. Какой метод перевязки?
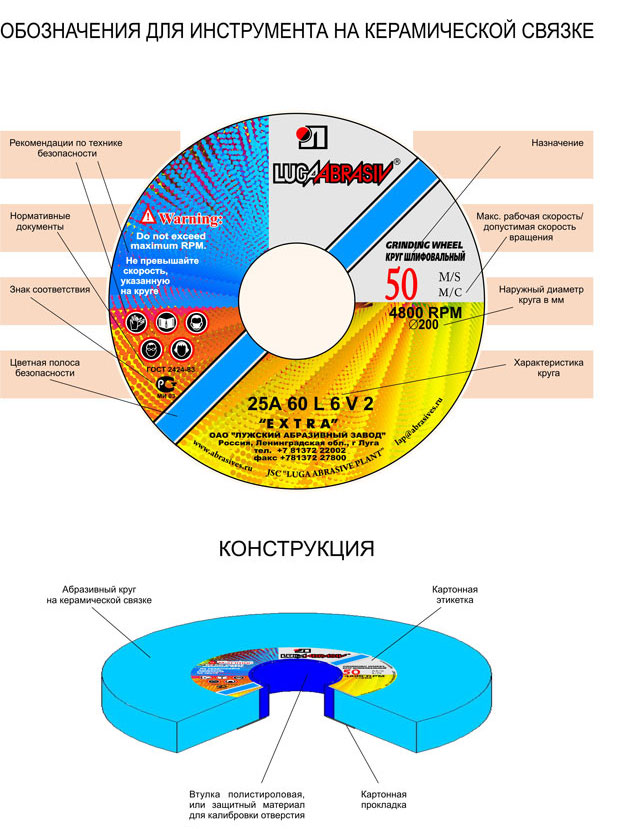
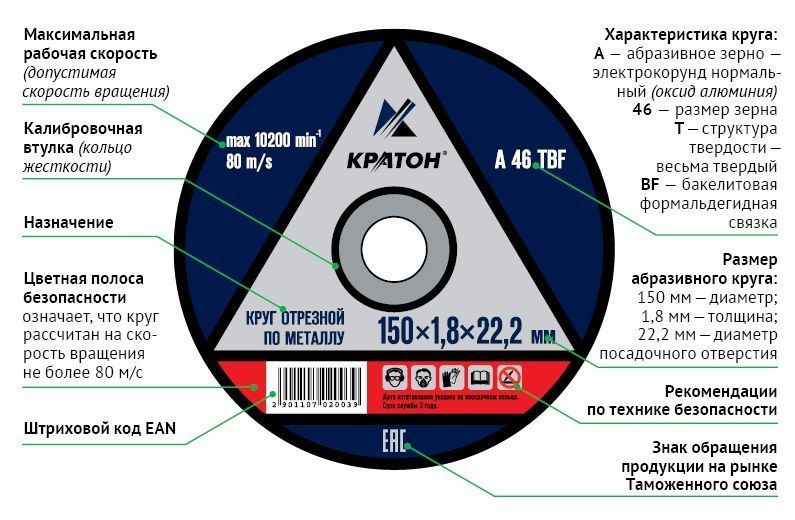
Маркировка абразивного круга
При покупке или выборе абразивного круга для использования в проекте крайне важно понимать маркировку и коды на этикетке круга.
• Тип — маркируется номером системы маркировки ANSI и указывает форму колеса.
• Размер — представляет диаметр колеса x толщину x размер отверстия. Маркируется как мм.
• Спецификация — буквы и цифры, обозначающие абразивный материал, зернистость, сорт, структуру и тип связки. Используйте общее руководство для примеров.
• Максимальная рабочая скорость – обозначается двумя способами: окружная скорость поверхности в метрах в секунду и скорость вращения в оборотах в минуту (об/мин). Для высоких скоростей поперек колеса нанесены цветные полосы.
• Ограничения по использованию — обозначены на колесе с помощью кода.
Другая информация, не связанная с безопасностью может включать :
o Товарный знак/название производителя
o Номер записи теста, указывающий на соответствие стандартам безопасности
o Срок годности, если это круг на органической связке (это будет 3 года с даты изготовления)
o Отслеживаемый кодовый номер, указывающий источник и сведения о производстве
o Стрелка крепления, указывающая на самую тяжелую точку колеса.
 Стрелка должна указывать вниз, когда колесо установлено.
Стрелка должна указывать вниз, когда колесо установлено.
Выбор абразивного круга для бетона или металла
Очень твердые поверхности, такие как бетон, камень и каменная кладка, нуждаются в одинаково жестком абразиве. Для этого применения нет ничего тверже алмазов. В то время как другие абразивы, такие как карбид кремния, могут быть эффективными, стоимость алмазов промышленного производства была снижена, что сделало алмазный инструмент предпочтительным методом резки и шлифования бетона, камня и кирпичной кладки.
Отрезные круги по металлу изготовлены из оксида алюминия, который считается мягким абразивом. Зерна оксида алюминия изначально прочные и износостойкие; однако после этого резкого и быстрого первого среза зерна становятся тусклыми, и им не хватает скорости резания и срока службы, как у других зерен. Подходит для шлифования металлов, таких как сталь, железо, бронзовые сплавы и нержавеющая сталь.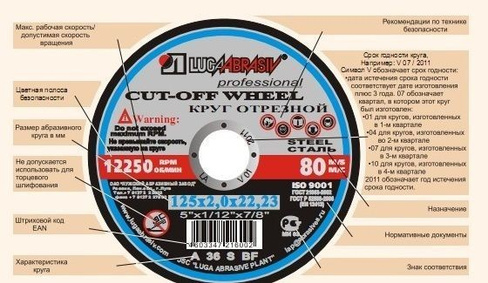
Когда абразивные частицы слишком тверды для разрезаемого материала, круги выделяют много тепла и могут слипаться. Это означает, что абразив должен соответствовать обрабатываемому материалу.
Техническое обслуживание и эксплуатационные характеристики абразивных кругов
Ниже приведены некоторые рекомендации по уходу за вашими инструментами и способы обеспечения их наилучшей и долговечной работы.
- Используйте, обращайтесь и устанавливайте абразивные круги с осторожностью, соблюдая надлежащие меры безопасности.
- Храните абразивные круги так, чтобы они были защищены от ударов и выдавливания. Ваше складское помещение не должно подвергаться экстремальным погодным условиям, перепадам температуры и влажности, которые могут повредить сцепление на некоторых колесах.
- Сразу после распаковки следует внимательно осмотреть все новые колеса, чтобы убедиться, что они не повреждены.
- Всякий раз, когда бывшие в употреблении колеса возвращаются на хранение, их следует тщательно осматривать на наличие повреждений, сколов и трещин.
- Обращайтесь с колесами осторожно. Не роняйте и не ударяйте, это может привести к трещинам, сколам и другим повреждениям.
- Переносить колеса на рабочие места; не катить. Для тяжелых колес надежно закрепите колесо в ручной тележке или вилочном погрузчике.
- Перед установкой керамического круга проверьте его кольцом. См. код безопасности ANSI B7.1 для использования, ухода и защиты абразивных кругов. Кольцевой тест обнаружит трещины.
- Никогда не используйте треснувший круг.
- Убедитесь, что скорость вращения шпинделя не превышает максимально безопасную скорость абразивного круга.
- Используйте колесо с размером центрального отверстия, которое плотно, но свободно садится на шпиндель, не прилагая к нему усилий. Никогда не пытайтесь изменить отверстие беседки.
- Используйте подобранную пару чистых утопленных фланцев не менее одной трети диаметра колеса. Несущие поверхности фланцев должны быть ровными и не иметь заусенцев или скоплений грязи.

- Затяните гайку шпинделя ровно настолько, чтобы крепко удерживать колесо; не используйте давление для чрезмерной затяжки. При установке направляющего колеса найдите стрелку, отмеченную на колесе, и убедитесь, что она указывает направление вращения шпинделя.
- Перед эксплуатацией машины всегда проверяйте, что все колеса и ограждения машины на месте, а все крышки плотно закрыты.
- После надежной установки круга и установки защитных кожухов включите машину, отойдите в сторону и дайте ей поработать не менее одной минуты на рабочей скорости, прежде чем начинать шлифовку. Если неисправное колесо сломается, это, скорее всего, произойдет, когда оно начнет вращаться.
- Шлифовать только лицевую сторону прямого круга.
- Шлифуйте только сторону цилиндра, чашки или сегментного круга.
- Аккуратно, без ударов и выемок.
- Никогда не применяйте силу шлифования, так как двигатель заметно замедляется или работа нагревается.

- Если во время эксплуатации сломалось колесо, внимательно осмотрите машину, чтобы убедиться, что защитные кожухи и ограждения не повреждены. Кроме того, проверьте фланцы, шпиндель и монтажные гайки, чтобы убедиться, что они не согнуты, не подпружинены или не повреждены каким-либо другим образом.
Перечень мер безопасности для абразивных кругов
Как и многие инструменты с подвижными частями, абразивные круги могут быть опасны при неправильном использовании. К распространенным, но серьезным травмам относятся травмы глаз, пальцев и рук от разлетающихся обломков и поломки колеса. Большинство травм можно легко предотвратить, если следовать правилам техники безопасности, носить оборудование, отвечающее требованиям безопасности, работать в безопасных зонах, следить за тем, чтобы ваши колеса и инструменты были в идеальном рабочем состоянии, а все, кто работает на шлифовальном станке, прошли надлежащее обучение.
Вот несколько рекомендаций, которые помогут обезопасить вас и вашу команду. И, как всегда, проконсультируйтесь с OSHA или ANSI для получения подробной информации или конкретных требований безопасности.
И, как всегда, проконсультируйтесь с OSHA или ANSI для получения подробной информации или конкретных требований безопасности.
- Всегда надевайте защитные очки или лицевой щиток с ударопрочными линзами и боковыми щитками.
- Установите небьющиеся защитные очки на все стационарные шлифовальные машины.
- Перед монтажом проверьте абразивные круги на наличие трещин, сколов и повреждений. Отремонтируйте или замените при необходимости.
- Убедитесь, что рабочая скорость не превышает номинальную максимальную скорость колеса.
- Перед каждым использованием проверяйте и проверяйте колеса на наличие трещин.
- Убедитесь, что отверстие оси абразивного круга правильно подходит к оси станка.
- Убедитесь, что фланцы чистые, плоские и соответствуют типу и размеру устанавливаемого колеса.
- Затяните гайки настолько, чтобы прочно удерживать колесо. Не используйте чрезмерное давление.
- Стоя в стороне, обкатайте новые круги на полной рабочей скорости в защищенном месте не менее чем за одну минуту до шлифовки.
 Большинство неисправных колес ломаются при запуске.
Большинство неисправных колес ломаются при запуске. - Используйте защитный кожух, прилагаемый к шлифовальному станку.
- Зашлифуйте круг на номинальной скорости МЕНЬШЕ номинальной скорости шлифовального станка.
- Устанавливайте только ОДНО колесо на одну ось.
- Используйте круги и шлифовальные станки только по назначению.
- Остерегайтесь чрезмерной вибрации. Это индикатор того, что колесо не круглое.
- Никогда не шлифуйте себя или другого рабочего. Всегда старайтесь прижиматься к стене.
- Во избежание поражения электрическим током убедитесь, что третий провод заземлен.
- Прежде чем ставить переносную кофемолку, убедитесь, что она полностью остановилась. По возможности используйте подставку. Установите кофемолку на щиток, если нет подставки.
- ВСЕ шлифовальные машины должны использоваться ТОЛЬКО с защитным кожухом над кругом.
- ВСЕ кофемолки следует осматривать каждые 30 дней и производить необходимые регулировки и ремонт.
Абразивные круги и инструменты OSHA Код
Абразивные круги | Онлайн-курс и сертификация
4.8 ( 8 ОТЗЫВОВ )
74 СТУДЕНТЫ
Эта сертификация по обучению абразивным кругам предназначена для того, чтобы предоставить тем, кто работает в строительной отрасли, и другим специалистам в области безопасности абразивных кругов. правила, контроль рисков и соблюдение требований.
На протяжении этого курса по абразивным кругам вы получите представление о различных типах абразивных кругов и их опасностях, внимательно изучив их анатомию. Вы также изучите систему маркировки абразивных кругов и получите представление о безопасных рабочих скоростях абразивных кругов.
Наш опытный наставник шаг за шагом проведет вас через этапы проведения оценки и проверки рисков безопасности, ознакомит вас с ключевыми законами в области ОТОСБ, мерами контроля рисков и средствами индивидуальной защиты (СИЗ).
Аккредитованное, качественное обучение CPD
Мгновенная отправка электронного сертификата и печатной копии на следующий рабочий день
Полностью интерактивный онлайн-курс с озвучиванием
Материал курса разработан квалифицированными специалистами
Самостоятельное обучение доступно через ноутбук, планшет и смартфон
Круглосуточная помощь в обучении и поддержка наставников
Скидки на оптовые закупки
Краткий обзор онлайн-курса по абразивным кругам
Демонстрация учебного курса по абразивным кругам
Кому следует пройти курс обучения по абразивным кругам
колеса, такие как, но не ограничиваясь, следующие:
- Инженеры
- Электрики
- Менеджеры проектов
- Сварщики
- Строительные работники
- CARPENTERS, Joiners & Fitters
.
Определить различные типы абразивных кругов и каждую из их потенциальных угроз безопасности и рисков.
Понимать их юридические требования при работе с абразивными кругами
Проведите тщательную оценку рисков, чтобы обеспечить безопасное использование абразивных кругов.
Проведите проверку безопасности абразивного круга и примите эффективные меры по контролю рисков.
Продемонстрировать понимание рекомендаций HSE и средств индивидуальной защиты при использовании абразивных кругов.
Понимание системы маркировки абразивных кругов и скоростей абразивных кругов
Сертификация
После успешного завершения курса абразивных кругов вам сразу же будет отправлен цифровой сертификат. Кроме того, распечатанный сертификат можно доставить по почте (стоимость доставки 3,99 фунта стерлингов). Все наши курсы полностью аккредитованы, предоставляя вам современные навыки и знания и помогая вам стать более компетентными и эффективными в выбранной вами области. Наши сертификаты не имеют срока действия, хотя мы рекомендуем вам продлевать их каждые 12 месяцев.
Все наши курсы полностью аккредитованы, предоставляя вам современные навыки и знания и помогая вам стать более компетентными и эффективными в выбранной вами области. Наши сертификаты не имеют срока действия, хотя мы рекомендуем вам продлевать их каждые 12 месяцев.
Программа курса
Модуль 01: Знакомство с абразивными кругами
В первом модуле мы рассмотрим различные типы профессий, в которых используются абразивные круги, и для чего они используются.
Модуль 02: Анатомия абразивного круга
Во втором модуле мы подробно рассмотрим компоненты абразивных кругов и их механизм.
Модуль 03: Опасности абразивных кругов
В третьем модуле мы рассмотрим риски, опасности и угрозы безопасности при использовании абразивных кругов.
Модуль 04: Безопасность абразивных кругов
В четвертом модуле мы узнаем о мерах безопасности, которые вы можете предпринять, чтобы обеспечить безопасное использование абразивных кругов, и о том, как работать в соответствии с правилами HSE.
Модуль 05: Безопасные скорости
В пятом модуле мы рассмотрим различные рабочие скорости абразивных кругов и какие скорости безопасны для работы.
Модуль 06: Другая маркировка колес?
В шестом модуле мы научимся читать систему маркировки, спецификации и обозначения абразивных кругов.
Модуль 07: Хранение и обращение
В седьмом модуле мы рассмотрим правильный способ безопасного хранения, обращения и транспортировки абразивных кругов.
Модуль 08: Проверка и тестирование
В восьмом модуле мы научимся проверять абразивные круги и пройдем пошаговое обучение тому, как проводить оценку рисков безопасности.
Модуль 09: Обучение и сертификация
В девятом модуле мы получим более глубокое понимание обучения абразивным кругам и юридических требований к обучению абразивным кругам.
Модуль 10: Проверки
В десятом модуле мы изучим контрольный список проверок абразивных кругов, а также более подробно рассмотрим правила абразивных кругов.
Модуль 11: Резюме курса
В заключительном модуле мы рассмотрим уроки, полученные в ходе курса, и навыки, которые мы приобрели в процессе.
Учебная программа курса
Учебная программа не найдена!
Рейтинги поля
4,8
4.8
8 ratings
- 5 stars 6
- 4 stars 2
- 3 stars 0
- 2 stars 0
- 1 stars 0
ПРОЙДИТЕ ЭТОТ КУРС
- 25,00 фунтов стерлингов ex VAT
- 1 year
- Level 2
- Course Certificate
- 1 hour, 40 minutes
Gift this course
Instructors
74 STUDENTS ENROLLED
.
