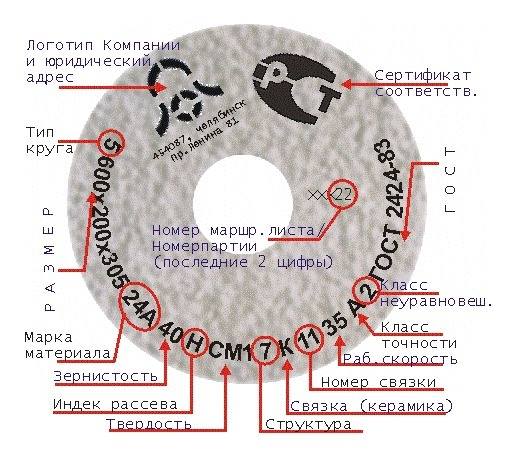
Маркировка кругов наждачных: Расшифровка маркировки шлифовальных кругов — Виды и обозначения абразивных кругов
1, Заточка резцов. Восстановление геометрической формы изношенных резцов выполняется заточкой на заточных станках, оснащенных шлифовальными кругами плоской формы для работы периферией круга, либо чашечной формы — торцом круга. Последние более удобны, так как позволяют получить па резце плоские поверхности. Последние более удобны, так как позволяют получить па резце плоские поверхности.Шлифовальный круг — особый режущий инструмент, состоящий из твердых абразивных зерен и связки. Благодаря высокой скорости вращения (12—15 м/сек) и большой твердости зерен он способен срезать (соскабливать) с поверхностей материалов любой твердости тонкие стружки. При этом обеспечивается высокая частота обработки, которая тем выше, чем мельче зерна круга. Первые предназначены для заточки быстрорежущих резцов, вторые — твердосплавных. Их можно отличить но цвечу. Электрокорундовые круги имеют белый, розовый, серый цвет с различными оттенками. Причем круги белого и розового цветов высококачественные. Круги н.ч карбида крем ния, применяемые для заточки инструментов, светло-зеленого цвета. Для заточных работ в основном пользуются кругами на керамический спячке, представляющей собой обожженную огнеупорную глину в смеси с некоторыми другими связующими компонентами. Наряду с хорошей водоупорностью, пористостью и способностью сохранять рабочий профиль такая связка склонна к выкрашива- пию под действием ударных нагрузок. Кроме материала зерен, зернистости (величины зерен) и связки, шлифовальные круги характеризуются твердостью, под которой подразумевается способность связки удерживать зерна от выкрашивания. Мягкие круги в работе быстро осыпаются, твердые, наоборот, притупляются (засаливаются). Круг должен быть таким, чтобы он во время работы самозатачивался, т. е. но мере затупления зерен они должны выкрашиваться, уступая место острым зернам. Заточку ведут в следующей последовательности: вначале затачивают переднюю поверхность, затем задние поверхности — главную и вспомогательные и после этого закругляют вершины. При этом руководствуются правилами: 1. Подручник 1 регулируют так, чтобы обеспечивалось получение необходимых задних углов, расположение режущей кромки резца на уровне оси круга или немного пьпш\ а зазор между кругом и подручником составлял бы не более 3 мм. 2. Во время заточки круг 3 должен набегать на режущую кромку в тело резца. 3. Резец удерживают руками, опирают на подручник, легко прижимают к рабочей поверхности круга и плавно перемещают вдоль нее. 4. Для направления резца при заточке задних поверхностей рекомендуется применять специальное приспособление 2, которое устанавливают под требуемым углом в плане и перемещают вместе с резцом. 5. Заточку ведут с обильным охлаждением или всухую. Периодическое замачивание нагретого резца в воде недопустимо вследствие возможного возникновения трещин на режущих кромках. 6. Засаленный или неравномерно изношенный круг правят и очищают твердым абразивным бруском из зеленого карбида кремния или специальной шарошкой с металлическими звездочками, 7. С целью защиты глаз от абразивной пыли следует пользоваться очками или прозрачным экраном. 8. Во время заточки стоять немного в стороне от плоскости вращения шлифовалI;ноге круга 9. Перед началом работы проверить надежность крепления защитного кожуха 4, состояние и действие кнопок «пуск» — «стоп», наличие и крепление заземляющего провода. |
 Часто эти станки используют исключительно для целей ручной шлифовки или полировки. Вообще, для снятия слоя материала с заготовки, которую можно свободно удерживать в руках, наждаки представляют собой оптимальный вариант. Причем они нередко используются и в процессе формообразования деталей, особенно, плоских.
Часто эти станки используют исключительно для целей ручной шлифовки или полировки. Вообще, для снятия слоя материала с заготовки, которую можно свободно удерживать в руках, наждаки представляют собой оптимальный вариант. Причем они нередко используются и в процессе формообразования деталей, особенно, плоских.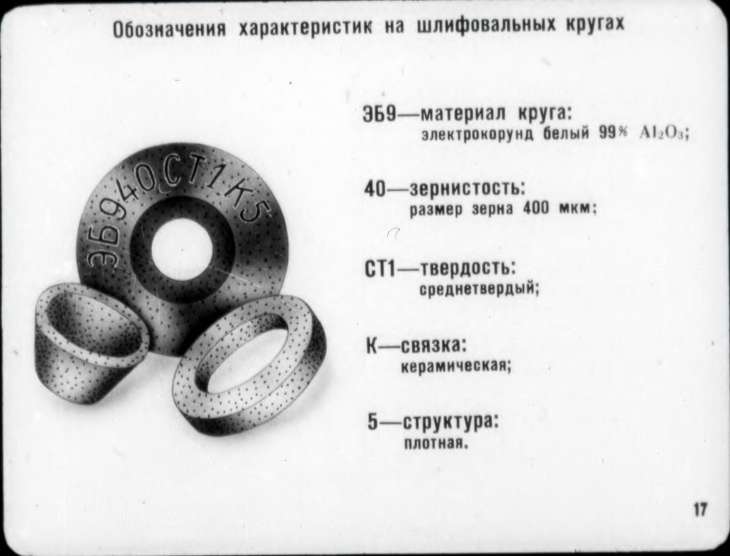 Для каждого типа сегмента готовят отдельные пресс-формы. Формулы или состав связующего компонента разработаны под пользовательскую потребность. Алмазный круг для точила не будет эффективно точить резцы из КНБ.
Для каждого типа сегмента готовят отдельные пресс-формы. Формулы или состав связующего компонента разработаны под пользовательскую потребность. Алмазный круг для точила не будет эффективно точить резцы из КНБ.
 Экзотические абразивы с посадочными диаметрами менее 10 мм, используемые для слесарной доводки точных деталей, равно как и диски с посадкой 76 мм, применяемые для круглой и плоской шлифовки, характерны для промышленности и их трудно приспособить к хозяйственным нуждам. Поэтому они здесь не рассматриваются.
Экзотические абразивы с посадочными диаметрами менее 10 мм, используемые для слесарной доводки точных деталей, равно как и диски с посадкой 76 мм, применяемые для круглой и плоской шлифовки, характерны для промышленности и их трудно приспособить к хозяйственным нуждам. Поэтому они здесь не рассматриваются. Мелкое зерно отлично подходит для выполнения ювелирной заточки, а крупное – для тяжелых, больших инструментов, которые не требуют высокой точности.
Мелкое зерно отлично подходит для выполнения ювелирной заточки, а крупное – для тяжелых, больших инструментов, которые не требуют высокой точности.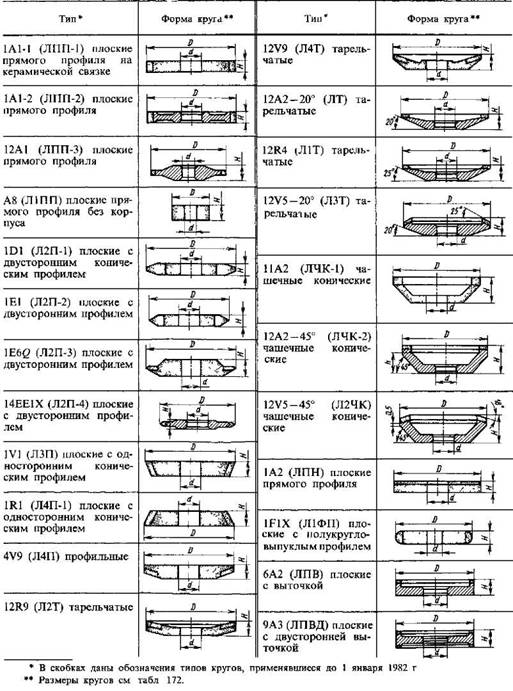 Что же она означает?
Что же она означает?
 При наличии дефектов в повторной выборке партию не принимают.
При наличии дефектов в повторной выборке партию не принимают. Число производителей растет, как и увеличивается ассортимент. Сегодня не составляет труда приобрести изделия с самыми разными характеристиками начиная от зернистости и заканчивая посадочными диаметрами.
Число производителей растет, как и увеличивается ассортимент. Сегодня не составляет труда приобрести изделия с самыми разными характеристиками начиная от зернистости и заканчивая посадочными диаметрами.
 Если для дисковой пилы нужен круг тарелка, которая благодаря острому краю может работать между зубьями, то для ножа более подходящим будет прямой профиль или чашка. Чтобы вернуть первоначальные качества токарных резцов, сверл и других приборов необходимо использовать надежные точила.
Если для дисковой пилы нужен круг тарелка, которая благодаря острому краю может работать между зубьями, то для ножа более подходящим будет прямой профиль или чашка. Чтобы вернуть первоначальные качества токарных резцов, сверл и других приборов необходимо использовать надежные точила. Немаловажной считается в таких изделиях толщина и ширина алмазного слоя. Широкий слой позволит удобно обработать деталь приличной площади или большого диаметра сверло, кроме того, износ алмазного покрытия будет продолжительным.
Немаловажной считается в таких изделиях толщина и ширина алмазного слоя. Широкий слой позволит удобно обработать деталь приличной площади или большого диаметра сверло, кроме того, износ алмазного покрытия будет продолжительным. Если взять, как вариант, буровые системы, да даже те же перфораторы, то обычным электрокорундовым кругом для наждака справиться эффективно с заточкой сверла не получится. В этом случае производители предлагают так называемые «зеленые» кружки для наждака. Названы они так, естественно, из-за своего цвета.
Если взять, как вариант, буровые системы, да даже те же перфораторы, то обычным электрокорундовым кругом для наждака справиться эффективно с заточкой сверла не получится. В этом случае производители предлагают так называемые «зеленые» кружки для наждака. Названы они так, естественно, из-за своего цвета. Как следствие, к примеру, посадочные отверстия могут составлять и 76 мм, и 127 мм, и даже 203 мм.
Как следствие, к примеру, посадочные отверстия могут составлять и 76 мм, и 127 мм, и даже 203 мм.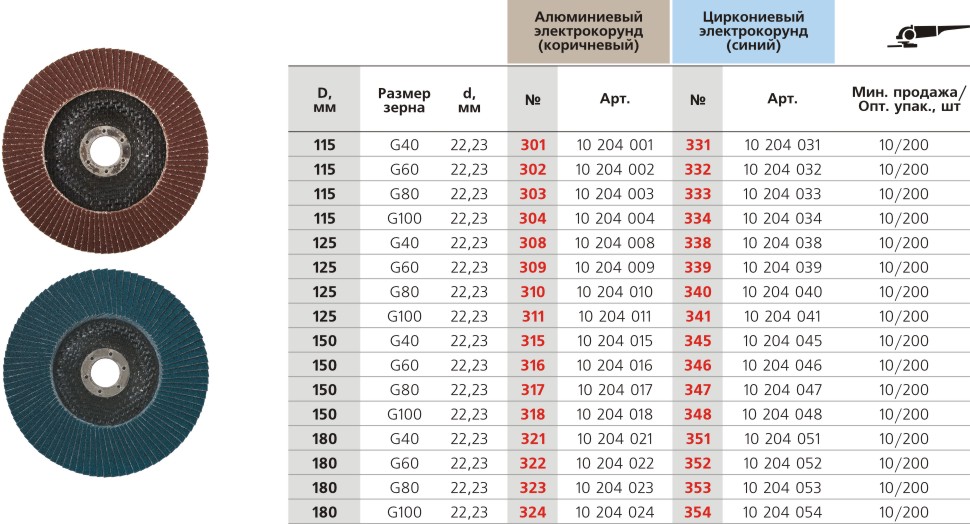




Как выбрать наждачный круг – Советы от компании Абрафлекс
Хозяева, которые предпочитают смастерить что-нибудь вместо того, чтобы бесполезно уставиться в экран телевизора, умудряются устроить микромастерскую даже в квартирах. Людям же, имеющим частный дом или проживающим в сельской местности, обзавестись солидным инструментальным набором и простейшими приспособлениями сам Бог велел.
Точильный станок, называемый в простонародье точилом, настолько универсален, что он появляется в мастерской одним из первых. Действительно, точило поможет подогнать черенок к лопате огороднику, прорезать паз в печатной плате радиолюбителю, сделать пробойник из куска проволоки или арматуры автовладельцу, а также множество других операций. Его рабочим органом является наждачный круг, характеристики которого станут предметом обсуждения в данной публикации.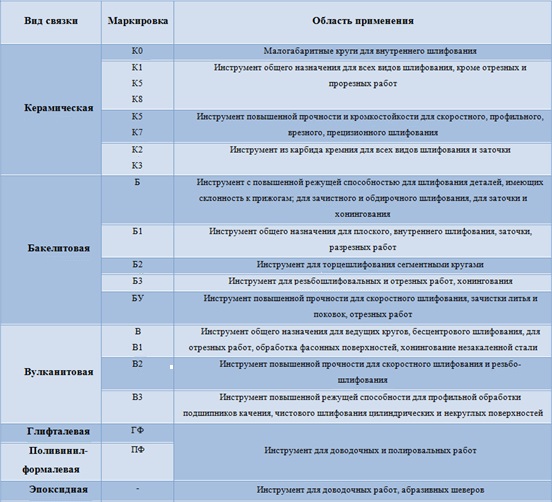 Здесь же будут приведены советы по выбору оптимального абразива для наждака в соответствии с целями их применения.
Здесь же будут приведены советы по выбору оптимального абразива для наждака в соответствии с целями их применения.
Что такое наждак
Лингвисты не устают спорить о происхождении этого слова. Одни утверждают, что оно имеет старорусские корни и означает боевой топор или большую дубину. Скорее всего, правы другие, говорящие о древнетюркском словообразовании. С этого языка у наждака есть единственное и простое толкование – камень для шлифовки. Этот минерал, действительно, добывался в Греции и Турции, но давно вытеснен новыми, более технологичными, абразивами.
Но для человека «рукастого», равно как и для большинства обывателей, этот термин означает, прежде всего, станок или даже скромный станочек, оснащенный двигателем и наждачными кругами. Заточка инструмента – основное его назначение. Поэтому эти приспособления и стали называть точилами.
На самом деле, сфера применения наждака гораздо шире. С его помощью можно отрезать заготовки, когда речь идет о тонком и протяженном сортаменте материала (проволока, арматура, труба и прочее). Часто эти станки используют исключительно для целей ручной шлифовки или полировки. Вообще, для снятия слоя материала с заготовки, которую можно свободно удерживать в руках, наждаки представляют собой оптимальный вариант. Причем они нередко используются и в процессе формообразования деталей, особенно, плоских.
Часто эти станки используют исключительно для целей ручной шлифовки или полировки. Вообще, для снятия слоя материала с заготовки, которую можно свободно удерживать в руках, наждаки представляют собой оптимальный вариант. Причем они нередко используются и в процессе формообразования деталей, особенно, плоских.
Для идеальной заточки некоторых видов инструмента, токарные резцы, например, на точило устанавливают алмазный кружок. Но даже в этом случае наличие обычного наждачного круга необходимо. С его помощью выполняют предварительную обработку резца по образованию необходимых углов и удалению заусенцев. Алмазом обрабатываются лишь режущие кромки на твердосплавной пластине и канавка, если таковая нужна.
Множество применений точила стало возможным благодаря разнообразию характеристик кругов для наждака и их электроприводов. Последние обеспечивают необходимую скорость вращения и мощность, достаточные для выполнения той или иной операции.
Характеристики наждачных кругов
В основе классификации кругов для наждака лежит их геометрическая форма. По этому признаку изделия могу представлять собой цилиндрические (ЦЧ) и конические (КЧ) чашки, тарельчатые (Т) диски и другие. В быту чаще всего применяют плоскую форму диска с прямым профилем (ПП). Меньшую актуальность в домашней мастерской имеют абразивы с двусторонним коническим профилем (2П), но все же они востребованы для заточки зубьев пил и другого инструмента.
По этому признаку изделия могу представлять собой цилиндрические (ЦЧ) и конические (КЧ) чашки, тарельчатые (Т) диски и другие. В быту чаще всего применяют плоскую форму диска с прямым профилем (ПП). Меньшую актуальность в домашней мастерской имеют абразивы с двусторонним коническим профилем (2П), но все же они востребованы для заточки зубьев пил и другого инструмента.
Следующий важнейший параметр абразивного диска – его геометрические размеры. Он включает в себя диаметр, толщину и посадку. Последняя указывает на размер посадочного отверстия в изделии и в большинстве случаев равна 32 мм. Экзотические абразивы с посадочными диаметрами менее 10 мм, используемые для слесарной доводки точных деталей, равно как и диски с посадкой 76 мм, применяемые для круглой и плоской шлифовки, характерны для промышленности и их трудно приспособить к хозяйственным нуждам. Поэтому они здесь не рассматриваются.
По этой же причине в данной публикации не акцентируется внимание на дисках, ширина которых не входит в ряд 10, 16, 20 и 25 мм.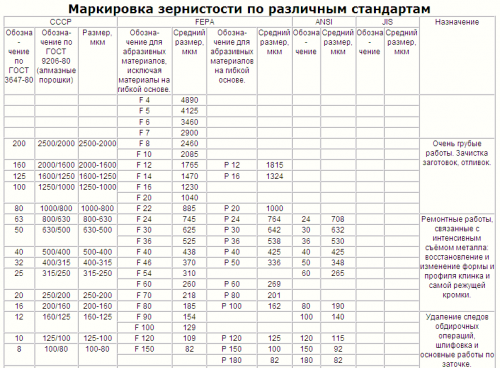 Эти размеры оптимальны для применения в частном хозяйстве.
Эти размеры оптимальны для применения в частном хозяйстве.
Зернистость наждачных кругов
Приобретая для своих станков шлифовальный круг для наждака, потребители обращают внимание на такой характерный параметр, как зернистость. Она может принимать следующие значения в стандартном исполнении – 8, 12, 16, 25, 40. Понятно, что 8 – это изделия с минимальными зернами, а 40 – соответственно, наиболее крупными.
Выбор зернистости должен осуществляться исключительно профессионально. В противном случае либо работа по заточке будет выполнена некачественно, либо сам наждачный круг прослужит совсем недолго. Мелкое зерно отлично подходит для выполнения ювелирной заточки, а крупное – для тяжелых, больших инструментов, которые не требуют высокой точности.
Существует еще один немаловажный параметр, который касается зерна, – это устойчивость его к истиранию. Существуют так называемые средне-мягкие изделия (они так и маркируются СМ), а также средне-твердые (соответственно, СТ). Первый вариант в нашей стране, да и во всем мире, получил достаточно большое распространение. Это связано с относительно невысокой стоимостью товара, а также приемлемыми характеристиками. Он работает достаточно долго даже при достаточно больших нагрузках. Что касается средне-твердого зерна, то оно еще больше устойчиво к механическим воздействиям, в том числе и истиранию. Однако стоит такой товар многократно дороже, что существенно снижает экономическую целесообразность приобретения.
Первый вариант в нашей стране, да и во всем мире, получил достаточно большое распространение. Это связано с относительно невысокой стоимостью товара, а также приемлемыми характеристиками. Он работает достаточно долго даже при достаточно больших нагрузках. Что касается средне-твердого зерна, то оно еще больше устойчиво к механическим воздействиям, в том числе и истиранию. Однако стоит такой товар многократно дороже, что существенно снижает экономическую целесообразность приобретения.
В этом ракурсе можно рассмотреть некоторые примеры маркировки изделий и их целесообразности применения в той или иной ситуации. Так, к примеру, частенько для заточки коньков используют наждачный круг с маркировкой 150х8х32 12-СМ. Что же она означает?
- Диск имеет средне-мягкое зерно, которое относительно дешево и позволяет выполнять качественную заточку.
- Размер зерна – 12-Н – 12 микрон в диаметре, если брать среднестатистический показатель.
- 32 мм – посадочный диаметр, который является стандартным для многого оборудования.

- 8 мм – толщина самого изделия. Это очень небольшой показатель, который не обеспечивает прочность конструкции при работе с большим инструментом при высоких нагрузках, но для поставленной цели вполне себе подойдет.
- 150 диаметр наждачного круга.

Рассмотрим еще один небольшой пример. Для быта и производства на наждаки устанавливаются абразивы 150х20х32 25-СМ. В данном примере в сравнении с предыдущим ширина изделия увеличена до 20 мм, а диаметр зерна до 25 мкм. По сути, это получается достаточно универсальный станок, который позволит работать не только с мелким инструментом, как вариант, ножницами, ножами, отвертками, но и с довольно крупными приспособлениями, коими являются топоры и некоторые пилы.
Электрокорунд – основа белых наждачных кругов
Подобного рода товар раскупается в нашей стране просто великолепно. При этом он может использоваться не только в производстве, но и в быту при работе с мелким и средним инструментом.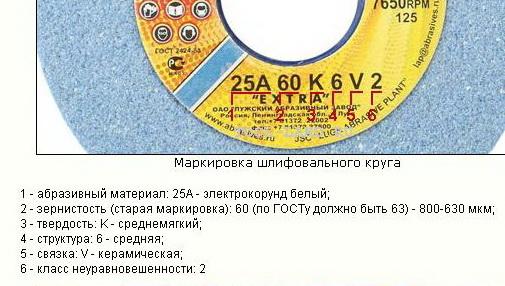 Он отлично подойдет для заточки ножниц, ножей, топоров, обработки уголков, в общем и целом – идеальное решение, если речь идет о нетвердых металлах.
Он отлично подойдет для заточки ножниц, ножей, топоров, обработки уголков, в общем и целом – идеальное решение, если речь идет о нетвердых металлах.
Наличие высокого спроса, естественно, рождает и массу различных предложений. Число производителей растет, как и увеличивается ассортимент. Сегодня не составляет труда приобрести изделия с самыми разными характеристиками начиная от зернистости и заканчивая посадочными диаметрами.
В продаже в подавляющем большинстве случаев подобного рода товар имеет белый цвет, который ему обеспечивается именно электрокорундом. Однако, в некоторых случаях чаще всего, в маркетинговых целях в него может добавляться тот или иной краситель, который придаст иной цвет.
В чем же преимущество подобного рода материала? В первую очередь необходимо отметить его мягкость. Это позволяет существенно повысить качество работ, пусть и за счет долговечности диска. Если заточка ведется с обычным металлом, то этот показатель остается все равно вполне себе высоким. При этом очень важно, что материал не нагревается до сверхвысоких температур. Это приводит к тому, что отсутствует после заточки на металле так называемой синей окалины. В результате структура металла не разрушается, а изделие служит верой и правдой долгие годы.
При этом очень важно, что материал не нагревается до сверхвысоких температур. Это приводит к тому, что отсутствует после заточки на металле так называемой синей окалины. В результате структура металла не разрушается, а изделие служит верой и правдой долгие годы.
Размеры изделий из электрокорунда могут варьироваться в широком диапазоне начиная от 125 и заканчивая 200 мм с толщиной от 10 до 25 мм. При этом посадочное отверстие устанавливается чаще всего стандартное – 32 мм.
Конструктивные элементы зеленого цвета
Однако далеко не всегда на производстве и даже в быту используется инструмент из нетвердых сортов стали. Если взять, как вариант, буровые системы, да даже те же перфораторы, то обычным электрокорундовым кругом для наждака справиться эффективно с заточкой сверла не получится. В этом случае производители предлагают так называемые «зеленые» кружки для наждака. Названы они так, естественно, из-за своего цвета.
Важным аспектом является то, что подобного рода оборудование нельзя использовать при работе, скажем, с ножницами или стандартными кухонными ножами. При контакте появляется очень высокая температура, что приводит к моментальному перекаливанию стали и потере инструментом своих режущих свойств. Попросту, его можно уже выкинуть. Именно по этой причине зеленый наждачный круг использовать в обычном быту не рекомендуется. Да и стоимость его несоизмеримо выше, нежели белого.
При контакте появляется очень высокая температура, что приводит к моментальному перекаливанию стали и потере инструментом своих режущих свойств. Попросту, его можно уже выкинуть. Именно по этой причине зеленый наждачный круг использовать в обычном быту не рекомендуется. Да и стоимость его несоизмеримо выше, нежели белого.
Если говорить о геометрических размерах, то они могут быть точно такими же, как у электрокорундового аналога. Но могут и существенно их превышать, поскольку основная задача – это обеспечение сложного технологического процесса на производстве, где используется тяжелое оборудование и станки. Как следствие, к примеру, посадочные отверстия могут составлять и 76 мм, и 127 мм, и даже 203 мм.
Какие параметры необходимо учитывать при выборе наждачного круга?
- Внешний диаметр. И здесь принцип, чем больше, тем лучше, не работает.
- Мощность оборудования. На более мощных станках и расходники могут быть установлены с большей зернистостью и устойчивостью к истиранию.
- Диаметр посадочного отверстия. Об этом показателе многие неопытные специалисты банально забывают.
- Зернистость, которая, как отмечалось, определяет точность заточки инструмента.
- И немаловажным аспектом является производитель. Естественно, лучше всего приобретать товар известных брендов.

Таким образом, если подойти к вопросу выбора абразива максимально ответственно, а еще лучше посоветоваться с профессионалами, то изделие прослужит долго и эффективно, неоднократно окупившись.
Посмотрите товары в нашем каталоге
Лепестковая головка FWOS 30x5x3 | Шлифовальная лента SL20 75х2000-B | Алмазный диск горячего прессования PROFESSIONAL DWC-HP 230 мм |
Техническая информация и файлы для загрузки :: Информация о шлифовальном круге :: Объяснение маркировки шлифовального круга
Для запроса шлифовального круга, пожалуйста, заполните форму внизу этой страницы а также во избежание ошибок при выборе колеса было разработано стандартное обозначение спецификации колеса, которое было введено ISO в 1965 году. Такие стандарты, как CNS Китайской Республики, JIS Японии, ANSI США и DIN Западной Германии, используют эту форму. Стандарт.
Такие стандарты, как CNS Китайской Республики, JIS Японии, ANSI США и DIN Западной Германии, используют эту форму. Стандарт.
Типичная маркировка круга включает следующую информацию:
При заказе шлифовального круга укажите свой выбор в следующем порядке:
1. Форма круга и поверхность
2. Размеры: диаметр (D), толщина (T), отверстие Размер (H)
3. Характеристики круга: тип абразива, зернистость, марка, структура, связка
Вашингтон | 46 | К | 8 | В | 7Н |
Абразив | Зернистость | Класс | Структура | Бонд Тип | КИНИК Символ
|
Абразивы | Тип связки | ||
Символы | Характеристики | Символы | Характеристики |
А | Обычный оксид алюминия, твердый и прочный, подходит для мягкой стали. | В (стеклянный) | Наиболее распространенная связка для прецизионной шлифовки пористости и прочности. Колеса, изготовленные на этой связке, обеспечивают большой съем материала, а их жесткость помогает достичь высокой точности Не подвержен влиянию воды, кислоты, масел или обычных колебаний температуры. |
10А | Первоклассный обычный корунд, твердый и прочный Подходит для круглого шлифования незакаленных сталей. | ||
Вашингтон, 38А | Белый оксид алюминия, твердый и хрупкий. Подходит для всех видов шлифовки стали | ||
32А | Сильный острый монокристаллический оксид алюминия Подходит для всех видов прецизионного заземления инструментов | Б (резиноид) | Используется для кругов в производственных цехах, литейных цехах, цехах по обработке заготовок, заточке и шлифовке пил, а также во многих прецизионных операциях. Эта связка также предназначена для изделий из армированного каучука, отрезных кругов или отрезных кругов, а также для захвата переносными шлифовальными машинками |
FA, 57A | Полухрупкий, со шлифующим действием промежуточный продукт A и WA. Подходит для круглого шлифования стальных лонжеронов. | ||
ПА | Розовый оксид алюминия, подходит для заточки инструментов и плоского шлифования. | ||
РА | Рубиновый оксид алюминия, менее хрупкий, чем полиамид. Подходит для высоколегированной стали и т. д., при прецизионном шлифовании. | ||
СРП | Специальный розовый абразив, аналогичный 32А. | Р (резина) | Используется для большинства бесцентровых подающих роликов, прецизионных шлифовальных кругов с шариковыми дорожками, а также для захвата с помощью переносных шлифовальных машин. Используется там, где важна чистота, и для отрезных кругов, где необходимо свести заусенцы и пригары к минимуму. |
АЗ | Модифицированный оксид алюминия с высоким содержанием диоксида циркония, используемый в литейных цехах для обработки чугуна и стали для тяжелых работ | ||
С | Черный карбид кремния. Используется для шлифования серого чугуна, цветных металлов и неметаллических материалов, таких как стекло, резина, камни и т. | мг (Оксихлорид магния) | Великолепная связка, используемая для столовых приборов или особенно тонких заготовок, шлифовки мраморных поверхностей и суперфинишной обработки. |
ГК | Зеленый карбид кремния хорошо подходит для шлифовки специальных сплавов, таких как карбид вольфрама, холоднокатаная сталь, сапфир, стекло, драгоценные камни и гранит. | ||
Примечание: | Примечание: | ||
 Чугун и т.п. грубой шлифовки
Чугун и т.п. грубой шлифовки
 Подходит для всех видов твердых сталей при прецизионном шлифовании
Подходит для всех видов твердых сталей при прецизионном шлифовании д.
д.
Классы: Марка указывает относительную прочность связки, которая удерживает абразивные зерна на месте.
Очень мягкий | Мягкий | Средний | Жесткий | Очень твердый |
Д.Э.Ф.Г. | Х.И.Дж.К. | Л.М.Н.О. | P.Q.R.S. | T.U.V.W.X.Y.X. |
Крупа (стандарт CNS и JIS)
Грубый | Средний | Штраф | Очень тонкий | Ультратонкий |
10 12 14 | 30 36 46 | 70 80 90 100 | 240 280 320 400 | 1000 1200 1500 2000 |
16 20 24 | 54 60 | 120 150 180 220 | 500 600 700 800 | 2500 3000 4000 |
Конструкции
Символ | 0 | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 |
Коэффициент абразивности % | 62 | 60 | 58 | 56 | 54 | 52 | 50 | 48 | 46 | 44 | 42 | 40 | 38 | 36 | 34 |
Форма 1 | Форма 3 | Форма 5 |
Форма 6 | Форма 7 | Форма 11 |
Форма 12 | Форма 20 | Форма 23 |
Форма 24 | Форма 26 |
|
Знакомство с системой маркировки абразивных кругов
Перейти к основному содержанию
Echo Zhou → Отрезные диски, шлифовальные диски и лепестковые диски
Echo Zhou → Отрезные диски, шлифовальные диски и лепестковые диски
Отрезные и шлифовальные диски Эксперт более 20 лет | Я помогаю производителям абразивных материалов/инструментов развивать свой бизнес, предоставляя отрезные круги, шлифовальные круги…
Опубликовано 10 мая 2019 г.
+ Подписаться
Шлифовальный круг, также известный как абразивный круг, представляет собой круг, изготовленный из абразивных частиц, связанных между собой различными веществами, такими как резина, шеллак или силикат. Они используются в различных отраслях промышленности, но при несоблюдении правил безопасности могут привести к серьезным травмам.
Все абразивные круги склонны к поломке, поэтому очень важно всегда следовать передовым методам работы, когда они используются. Одной из первых мер контроля, которой следует придерживаться, является понимание системы маркировки шлифовальных кругов.
Маркировка абразивных кругов
Все абразивные круги имеют маркировку:
- Тип.
- Размер.
- Спецификация.
- Максимальная рабочая скорость.
- Ограничения на использование.
- Прочая информация, не связанная с безопасностью.
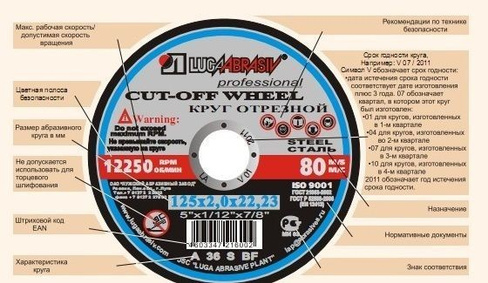
Они должны соответствовать системе маркировки FEPA (EN 12413 и ISO 525). Взгляните на приведенный ниже пример, в котором показаны все основные обозначения.
Взгляните на приведенный ниже пример, в котором показаны все основные обозначения.
Тип колеса маркируется номером ISO и обозначает форму колеса. Например, ISO Type 52 — это колесо, установленное на шпинделе.
Размер шлифовального круга указан как размеры в мм. Например, 230 х 3 х 22,2 мм. Это представляет собой диаметр колеса x толщину x размер отверстия.
Спецификация шлифовального круга обозначена серией букв и цифр. Например, WA 60 K 7 V. Это тип абразивного материала, зернистость, марка, структура и тип связки. Общее руководство по маркировке спецификаций можно увидеть в таблице здесь:
Диапазон маркировки материалов, зернистости, сортов, структур и связок зависит от продукта и производителя, но в приведенной выше таблице дается общий обзор часто встречающихся маркировок. на абразивных кругах.
Максимальная рабочая скорость указана на каждом большом шлифовальном круге (диаметром более 80 мм) двумя способами:
- Окружная скорость поверхности, указанная в метрах в секунду. Например, 80 м/с.
- Скорость вращения, выраженная в оборотах в минуту. Например, 8500 об/мин.
 Например, 80 м/с.
Например, 80 м/с.Для шлифовальных кругов меньшего размера (диаметром менее 80 мм) максимальная рабочая скорость указана в отдельном объявлении, которое необходимо хранить вместе с кругом.
Для высоких скоростей по центру колеса нанесены цветные полосы. Цвета:
- 50 м/с — Синий
- 60 м/с — желтый
- 80 м/с — красный
- 100 м/с — зеленый
- 125 м/с — синий/желтый
PS: Теперь цветные полосы больше не обязательны.
Ограничения по использованию указаны на шлифовальном круге с помощью кода и, в некоторых случаях, соответствующего рисунка. Маркировка, используемая для обозначения ограничений, следующая:
Маркировка, не связанная с безопасностью на шлифовальных кругах:
- Товарный знак/название производителя.
- Номер протокола испытаний, указывающий на соответствие стандартам безопасности.
- Срок годности, если это колесо на органической связке (это будет 3 года с даты изготовления).
- Отслеживаемый кодовый номер, указывающий на источник и детали изготовления колеса.
- Стрелка крепления, указывающая на самую тяжелую точку колеса. Стрелка должна указывать вниз, когда колесо установлено.

Если вы работаете с абразивными кругами, важно знать их маркировку, но на этом ваши знания не заканчиваются. Все операторы должны быть хорошо осведомлены об опасностях, связанных с шлифовальными кругами, а также о том, как правильно хранить их и обращаться с ними, осматривать их на наличие повреждений и соблюдать соответствующие меры контроля.
Отрезной диск подходит?
4 августа 2020 г.
3 момента, которые вы должны знать, когда продолжаете использовать отрезные и шлифовальные диски
12 июня 2020 г.
3 увлекательных факта о отрезных и шлифовальных кругах, о которых вы могли не знать
9 июня 2020 г.
Мы здесь для вас!!!
8 мая 2020 г.
Угловую шлифовальную машину какого размера купить
7 апр. 2020 г.
Советы по шлифовальному кругу
7 января 2020 г.
Защитные кожухи и диски на угловых шлифовальных машинах
19 декабря 2019 г.
Меры предосторожности для безопасного использования ультратонких отрезных дисков
12 декабря 2019 г.
В хорошем состоянии, стоимость будет снижена
26 нояб. 2019 г.
Применение углеродного материала в корундовом абразиве
19 нояб.