Маркировка наждачных кругов: Расшифровка маркировки шлифовальных кругов — Виды и обозначения абразивных кругов
Содержание
80. Характеристика и маркировка шлифовальных кругов.
Круглошлифовальные
станки предназначены
для
наружного
круглого шлифования. Они бывают стан-
дартными,
универсальными, врезными, бесцентро-
выми,
специализированными. Круглошлифовальный
станок
модели ЗМ
151 предназначен
для обработки
наружных
цилиндрических, пологих конических и
тор-
цевых
поверхностей. Он состоит из станины,
стола,
шлифовальной
бабки, бабки привода изделия и задней
бабки.
Стол получает от гидропривода, встроен-
ного
в станине, прямолинейное возвратно-поступа-
тельное
движение. Привод изделия и привод шлифо-
вального
круга питаются от отдельных электродвига-
телей.
Шлифовальная бабка перемещается в
поперечном
(радиальном) направлении как механи-
чески,
так и вручную. Для шлифования пологих
кону-
сов
верхняя часть стола совместно с бабками
может
поворачиваться
на ±10° по отношению к продольным
направляющим
станины. Выпускаются круглошлифо-
Выпускаются круглошлифо-
вальные
станки с ЧПУ моделей ЗА151Ф2, 314153Ф2
и
др.
Плоскошлифовальные
станки бывают
с прямо-
угольным
или круглым столом. Последние применяют
для
непрерывного шлифования. Каждый из
типов
плоскошлифовальных
станков подразделяется на
станки,
работающие периферией круга, и станки,
ра-
ботающие
торцом круга.
Заточные
станки представляют
особую группу
шлифовальных
станков, которые служат не для обра-
ботки
деталей, а для заточки различных видов
режу-
щих
инструментов. Заточные станки выпускают
в
виде
простейших точил,
универсально-заточных
станков
и специализированных заточных станков.
Отделочные
станки предназначены
для оконча-
тельной
обработки деталей в целях достижения
вы-
сокой
точности размеров или малой шероховатости
поверхности,
а чаще всего для того и другого одно-
временно.
В зависимости от принципа работы отде-
лочные
станки подразделяют
на
полировальные,
притирочные,
хонинговальные, суперфинишные. Для
улучшения
и повышения производительности про-
цессов
хонингования и суперфиниширования
приме-
няют
наложение электрического тока или
ультразву-
ка.
Ультразвуковое
суперфиниширование абра-
зивными
и алмазными брусками получило широкое
распространение
в производстве подшипников качения.
В
процессе шлифования
в
качестве режущего инс-
трумента
используют абразивные круги.
Шлифовальный
круг состоит
из большого количес-
тва
острых и твердых абразивных зерен,
связанных
между
собой специальной массой — связкой.
Шли-
фовальный
круг можно рассматривать как фрезу с
большим
числом мелких зубьев. Особенностями
шлифовального
круга по сравнению с другими режу-
щими
инструментами являются очень высокая
твер-
дость
зубьев (зерен) и способность кругов к
самоза-
тачиванию,
которое происходит благодаря тому, что
затупившиеся
зерна на поверхности круга выкраши-
ваются,
а в работу вступают новые острые зерна.
Благодаря
высокой твердости абразивных зерен
шлифованием
можно обрабатывать металлы любой
твердости,
включая твердые сплавы и неметалличес-
кие
материалы, такие, как стекло, мрамор,
камень.
Шлифование
применяют:
1)
для окончательной обработки высокоточных
деталей;
2)
для обработки деталей, к которым
предъявляют-
ся
высокие требования в отношении качества
поверх-
ности;
3)
для обработки деталей после закалки;
4)
для черновых операций при работе по
твердой
корке.
На
шлифовальных станках могут быть
обработаны
все
виды наружных и внутренних поверхностей
— цилиндрические, конические, торцевые,
фасонные и винтовые.
Методы
шлифования. Круглое шлифование ме-
тодом
продольной подачи характеризуется
тем,
что
изделию сообщается вращение, столу
совместно с изделием — прямоугольное
возвратно-поступательное движение
вдоль оси изделия, а бабке с шлифовальным
кругом — радиальная периодическая
подача.
При
круглом шлифовании методом врезания
изделию
сообщается круговая, а бабке — радиальная
подача. Продольная подача отсутствует.
Преимуществами
этого
метода являются высокая производитель-
ность
и возможность шлифовать цилиндрические,
конические
и фасонные поверхности вращения.
При
глубинном
методе шлифования
шлифоваль-
ный
круг, имеющий заборную коническую
часть, сра-
зу
устанавливается на всю глубину припуска
на обра-
ботку.
Радиальная подача при этом методе
отсутству-
ет,
а скорость продольной подачи принимается
зна-
чительно
меньшей, чем при первом методе.
Метод
бесцентрового шлифования применяют
для
шлифования гладких валов. Сущность
этого метода заключается в том, что
обрабатываемое изделие устанавливается
на опорком ноже между двумя шлифовальными
кругами
Маркировка шлифовальных кругов — Студопедия
Поделись
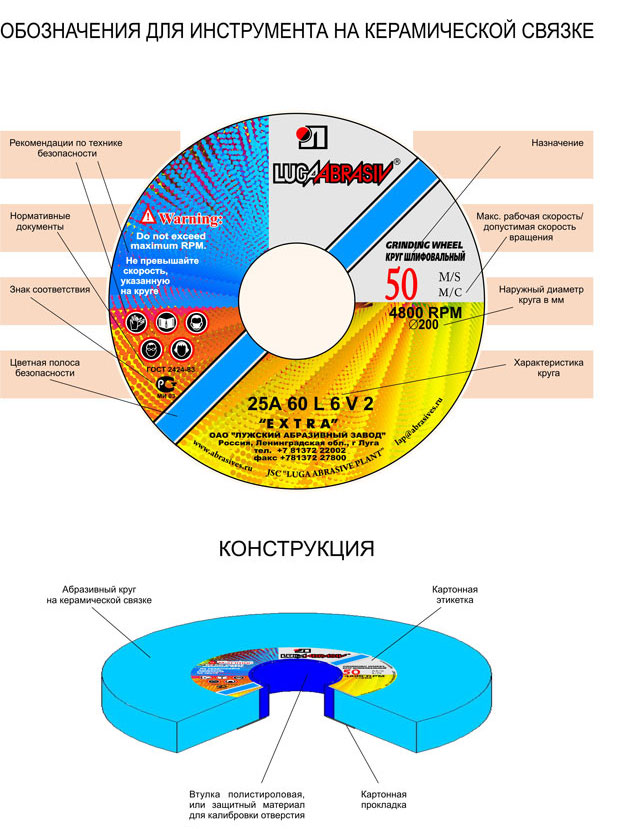
Шлифовальный круг маркируют по торцевой поверхности (рис. 3,а). На нее наносят товарный знак или наименование предприятия-изготовителя. Потом следует условное обозначение круга без указания типа, кроме кругов типа 2, и размерности (м/с, кл). Номер партии и изображение Государственного знака качества, если он присвоен, начинают или завершают маркировку. При этом разрешен ряд отступлений: 1) маркировку кругов диаметром 40 мм и менее наносят на коробку или пакет; 2) номер партии и класс неуравновешенности допускают изображать на обратной стороне круга; 3) круги типов 2, 6,11,12,14 и остальные типы кругов в интервале диаметров 40…200 мм можно маркировать по периферии; 4) марку связки опускают при маркировке кругов диаметром 80 мм и менее; 5) размер круга, обозначение стандарта и номер партии не наносят на кругах 250 мм и менее; 6) рабочая скорость исключается при маркировке кругов диаметром менее 100 мм. 3,а). На нее наносят товарный знак или наименование предприятия-изготовителя. Потом следует условное обозначение круга без указания типа, кроме кругов типа 2, и размерности (м/с, кл). Номер партии и изображение Государственного знака качества, если он присвоен, начинают или завершают маркировку. При этом разрешен ряд отступлений: 1) маркировку кругов диаметром 40 мм и менее наносят на коробку или пакет; 2) номер партии и класс неуравновешенности допускают изображать на обратной стороне круга; 3) круги типов 2, 6,11,12,14 и остальные типы кругов в интервале диаметров 40…200 мм можно маркировать по периферии; 4) марку связки опускают при маркировке кругов диаметром 80 мм и менее; 5) размер круга, обозначение стандарта и номер партии не наносят на кругах 250 мм и менее; 6) рабочая скорость исключается при маркировке кругов диаметром менее 100 мм.
При применении смеси шлифовальных материалов различных марок и зернистостей в маркировку включают основную марку или зернистость.  Твердость кругов, проверка которых не предусмотрена ГОСТ 18118-79, ГОСТ 19202-80, ГОСТ 21323-75, маркируют в соответствии с рецептурой. Кроме того, круги для скоростного шлифования на торце по диаметру могут иметь одну красную полосу для скоростей приблизительно 50 м/с. Для скорости 65 м/с или близкой к ней круги маркируют двумя красными полосами. Твердость кругов, проверка которых не предусмотрена ГОСТ 18118-79, ГОСТ 19202-80, ГОСТ 21323-75, маркируют в соответствии с рецептурой. Кроме того, круги для скоростного шлифования на торце по диаметру могут иметь одну красную полосу для скоростей приблизительно 50 м/с. Для скорости 65 м/с или близкой к ней круги маркируют двумя красными полосами.
Маркировка на кругах бывает и в сокращенном виде: 24 А 12 С. В. Это означает: электрокорунд белый 24А, зернистость 12, степень твердости С, связка вулканитовая В. Как любое тело вращения, шлифовальные круги обладают неуравновешенностью. В зависимости от допустимых неуравновешенных масс устанавливаются четыре класса неуравновешенности шлифовальных кругов (ГОСТ 3060–86). Классу 1 соответствует минимальная, а классу 4 – максимальная неуравновешенность круга. В соответствии с ГОСТ 2424–83 круги изготавливают трех классов точности: АА, А и Б. Класс точности круга должен соответствовать классу его неуравновешенности.
Выбор класса точности шлифовальных кругов зависит от вида операции и требований к точности обрабатываемых деталей.
|
 Для большинства видов шлифования точных деталей, а также для шлифования с повышенными скоростями рекомендуется применять круги класса А, для зубошлифования и обработки высокоточных деталей – круги класса АА.
Для большинства видов шлифования точных деталей, а также для шлифования с повышенными скоростями рекомендуется применять круги класса А, для зубошлифования и обработки высокоточных деталей – круги класса АА. | Цвет полосы | Желтый | Красный | Зеленый | Синий и зеленый |
| Рабочая скорость, м/с | ||||
| Цвет полосы | Желтый | Красный | Зеленый | Синий и зеленый |
| Рабочая скорость, м/с |
| Цвет полосы | Желтый | Красный | Зеленый | Синий и зеленый |
| Рабочая скорость, м/с |
Связка — собственно связующее вещество и наполнители. Вид связки имеет определяющие значение для прочности и режимов работы абразивного инструмента. В производстве абразивного инструмента применяют два вида связок; неорганические (минерального происхождения) и органические.
Вид связки имеет определяющие значение для прочности и режимов работы абразивного инструмента. В производстве абразивного инструмента применяют два вида связок; неорганические (минерального происхождения) и органические.
К органическим связкам относятся: бакелитовая, вулканитовая, глифталевая, эпоксидная, поливинилформалевая и полиэфирная.
Неорганические связки: (керамическая и магнезиальная) обладают высокой огнеупорностью, водостойкостью, химической стойкостью и относительно высокой стойкостью. В зависимости от поведения в процессе термической обработки они делятся на плавящиеся (стекловидные) и спекающиеся (фарфоровидные).Общее название — керамические (обозначаются «КПГ» и «КМ»). Существуют так же связки, отверждающиеся без термической обработки (магнезиальные-«М»). Плавящиеся связки после остывания превращаются в стекло, спекающиеся расплавляются только частично и по своему составу и состоянию близки к фарфору.
Неорганические связки чаще всего представляют собой многокомпонентные смеси, составленные в определенных пропорциях из измельченных сырых материалов: огнеупорной глины, плавней (полевого шпата, борного стекла), талька и ряда других материалов. Недостатком керамической связки является ее высокая хрупкость, вследствие чего круги на этой связке не могут использоваться при ударных нагрузках (обдирочное, отрезное и силовое шлифование). Относительно низкий предел прочности при изгибе не допускает применение таких кругов для отрезных работ, так как они тонкие и могут разрушиться от боковой нагрузки (изгибе).
Недостатком керамической связки является ее высокая хрупкость, вследствие чего круги на этой связке не могут использоваться при ударных нагрузках (обдирочное, отрезное и силовое шлифование). Относительно низкий предел прочности при изгибе не допускает применение таких кругов для отрезных работ, так как они тонкие и могут разрушиться от боковой нагрузки (изгибе).
Бакелитовая связка (обозначение «Б») — основа фенолформальдегидные смолы жидкие и порошкообразные с наполнителями неорганической природы (криолит, пирит, алебастр и др.). Абразивный инструмент на бакелитовой связке обладает высокой прочностью, особенно на сжатие и ударной прочностью, превосходя по этим показателям инструмент на керамике. Высокая прочность бакелитовой связки позволяет абразивному инструменту работать при больших нагрузках и высоких скоростях резания (при армировании стеклосеткой — до 80 м/с и выше). Так же круги применяются для обдирочных и отрезных операций, при шлифовании с большими нагрузками и съемом металла.
К недостаткам следует отнести невысокую теплостойкость — деструкция связки происходит при температурах 400° — 700°С, недостаточную устойчивость к воздействию щелочных растворов, что ограничивает применение охлаждающих жидкостей (нежелательно применение растворов, содержащих щелочи более 1,5%).
Вулканитовая связка (обозначение «В») — многокомпонентная композиция, основной компонент — синтетический каучук. В качестве добавок: вулканизирующий агент — сера, ускорители вулканизации (каптакс, тиурам и др.), минеральные и органические наполнители регулирующие физико-механические и эксплуатационные свойства абразивных инструментов и формовочные свойства массы. Инструмент на вулканитовой связке обладает эластичностью и плотностью, поэтому может использоваться как при обычных видах шлифования, так и при полирующих операциях. Круги на вулканитовой связке в отличие от остальных могут быть изготовлены очень тонкими (десятые доли миллиметра при диаметре до 150-200 мм.).
Недостатком является низкая теплостойкость (250°-300°С) и слабое закрепление зерна в связке, что объясняет более низкую износостойкость кругов в сравнении с бакелитовыми и керамическими.
Глифталевая связка — продукт взаимодействия глицерина с фталевым ангидридом. Низкая теплостойкость (120°С), невысокая твердость позволяет применять круги на глифталевой связке только для процессов полирования при рабочей скорости не выше 40 м/с.
Поливинилформалееая связка — вспененный поливинилформаль. Другое название кругов на основе этой связки — поропластовые. Используются для полирования с получением шероховатости поверхности 0,63-1,0.
Эпоксидная и полиэфирная связки — состав ясен из названия. В основном используются для изготовления галтовочных тел, абразивных изделий используемых во вращающихся барабанах и вибрационных контейнерах для очистки поверхностей и снятия заусенцев деталей малого размера.
Упрочняющие элементы. Для увеличения механической прочности абразивного инструмента используются упрочняющие элементы. Прежде всего это металлические детали: кольца, впрессованные в обдирочные круги; металлические диски в алмазных отрезных кругах; подложки для торцешлифовальных кругов; фланцы для лепестковых кругов. В отрезных, зачистных и обдирочных кругах, работающих при рабочих скоростях 80 м/с и выше в качестве упрочняющего элемента используются диски, вырезанные из стеклосетки. Используют стеклосетки с размером ячеек от 3 до 6 мм. и толщиной нити от 0,4 до 2 мм. Наличие упрочняющей сетки указывается в маркировке круга буквой «У».
В отрезных, зачистных и обдирочных кругах, работающих при рабочих скоростях 80 м/с и выше в качестве упрочняющего элемента используются диски, вырезанные из стеклосетки. Используют стеклосетки с размером ячеек от 3 до 6 мм. и толщиной нити от 0,4 до 2 мм. Наличие упрочняющей сетки указывается в маркировке круга буквой «У».
Известны случаи использования углеволокон для упрочнения инструмента. Однако, низкая адгезия к органическим связкам и высокая стоимость сдерживает на сегодняшний день их применение.
[Решено] Маркировка производителя на шлифовальном круге «A
» Маркировка производителя на шлифовальном круге «A 36 L 5 V». Код ‘V’ означает:
- марка
- структура
- размер абразивных частиц
- связка
Вариант 4: связка
бесплатно
английский язык бесплатно пробный тест 90
7,2 тыс. пользователей
15 вопросов
15 баллов
12 минут
Объяснение:
Код «V» представляет облигацию .
Обозначение шлифовального круга:
Префикс/суффикс: Это секретные коды , используемые производителями для представления круга по размеру и форме соответственно.
Тип абразива/тип зерна:
- обозначает материалы, используемые для производства абразивных частиц.
- Абразив B 4 C дает плохие характеристики при обработке, а алмаз очень дорог, поэтому Al 2 O 3 или SiC являются наиболее часто используемыми абразивами в шлифовальном круге.
- Al 2 O 3 мягкий и более прочный, чем SiC, тогда как SiC будет более твердым и хрупким, чем Al 2 O 3
- Тип абразива выбирается исходя из механических свойств материала заготовки, т.е. для обработки мягких и пластичных заготовок, Al 2 O 3, и обработки твердых и хрупких заготовок будет использоваться SiC .

- A- Алюминий 2 O 3 , B – B 4 C, C – SiC, D – Алмаз
Размер зерна или размер зерна:
- Указывает размер абразивных частиц.
- т. е. сторона, если абразивы = 1/номер размера зерна (GSN)
- при GSN > 600 размер абразивных частиц становится очень-очень маленьким и он не может работать как режущий инструмент, поэтому MRR меньше.
- Когда GSN < 600, фактический размер абразива увеличивается, увеличивается размер стружки и увеличивается MRR.
- По мере уменьшения GSN или увеличения размера абразива MRR сначала увеличивается, а затем уменьшается.
- Размер зерна выбирается в зависимости от шероховатости поверхности , требуемой для заготовки, т. е. для грубого шлифования, грубого или среднего размера зерна выбирается , а для финишного шлифования мелкого или очень мелкого зерна будет выбран.

- 10–24 = грубая, 30–60 = средняя, 80–180 = тонкая, 220–600 = очень тонкая
Марки шлифовального круга:
- указывает на твердость шлифовального круга.
- Марка шлифовального круга выбирается исходя из механических свойств материала заготовки.
- Мягкие круги используются для шлифования твердых заготовок, потому что силы трения, вызванные тупой абразивной частицей, т.е. происходит самозатачивание и не требуется правка.
- Твердые круги используются для шлифования мягких заготовок, абразивная частица будет эффективно утилизирована, так что по окончании эффективного использования правка будет осуществляться для переточки шлифовального круга.
- A –H = мягкая, I – P = средняя, Q – Z = жесткая
Структура:
- Структура указывает средний зазор между двумя последовательными абразивными частицами .

- Так как средний разрыв равен большой , число абразивных частиц, присутствующих на единицу площади, будет малым , поэтому такая структура называется открытой структурой.
- Структуру шлифовального круга можно варьировать путем изменения % абразивных частиц и связующего материала при изготовлении шлифовального круга. то есть, когда в производстве используется более высокий % абразивов и более низкий % связующего материала , получается плотная структура и наоборот.
- 0–7 = плотное, 8–16 = открытое
Связка:
- Связка указывает на связующий материал , используемый для изготовления шлифовального круга.
- Из различных связующих материалов стекловидный является наиболее часто используемым связующим материалом , поскольку он обеспечивает более высокую прочность сцепления , способность выдерживать высокие температуры, и высокую теплопроводность .

- Для изготовления гибких шлифовальных кругов , также называемых полировальными кругами, в качестве связующего материала можно использовать шеллак или резину.
- V – стеклокерамика, B – бакелит, S – силикат, E – шеллак, R – каучук
Скачать решение PDF
Поделиться в WhatsApp
Последние обновления инженера HPCL
Последнее обновление: 9 ноября 2022 г.
Предварительный ответ инженера HPCL Ключ выдан 3 ноября 2022 г.! Это относится к экзамену, который был проведен 1 ноября 2022 года. Кандидаты могут загрузить ключ ответа с официального сайта, используя учетные данные, такие как номер заявления и дата рождения. Возражения в ключе ответов можно выдвигать до 6 ноября 2022 года. Ожидается, что окончательный ключ ответов инженера HPCL будет выпущен в ближайшее время, после чего будут объявлены результаты.
Предлагаемые исследования
Norton отмечает 125-летие производителя
Печать
Твитнуть
РП новостные ленты
В этом году отмечается 125-летие со дня создания компании Norton и открытия производства компании в Вустере, штат Массачусетс, начиная с этой недели с размещения больших красочных баннеров в кампусе Saint-Gobain Greendale в Вустере.
В 1885 году семь предпринимателей из Вустера основали компанию Norton Emery Wheel Company для производства первого в мире шлифовального круга. Первоначально изготовленный в гончарной мастерской, этот шлифовальный круг стал первым кругом на керамической связке, который был изготовлен с высокой точностью и производился серийно. В конечном итоге это произвело революцию в металлообрабатывающей промышленности, заменив процесс резки металла прецизионным шлифованием.
В течение следующего столетия компания сменила название на Norton Company и стала ведущим мировым поставщиком абразивов и высокоэффективных материалов. Saint-Gobain, мировой лидер, приобрел компанию в 1990, но сохранила торговую марку Norton для многих своих продуктов, продаваемых по всему миру. Штаб-квартира Saint-Gobain, занимающаяся производством абразивных материалов по всему миру, по-прежнему находится в Вустере, именно там, где 125 лет назад была основана компания Norton.
«Эта годовщина — фантастическая возможность отметить богатую историю нашей компании и выразить признательность за то, что стало передовым мировым брендом абразивов», — говорит Марк Рэйфилд, вице-президент подразделения абразивов в Северной Америке и суперабразивов по всему миру компании Saint-Gobain. «В течение 125 лет Norton была жизненно важной частью города Вустер. Хотя компания превратилась из гончарной мастерской девятнадцатого века в мирового лидера в области абразивов и высококачественных материалов, мы никогда не забывали, откуда мы пришли, или город, который сделал это возможным.Это также прекрасная возможность привлечь внимание к большому вкладу, связанному с именем Norton в абразивных, керамических и пластмассовых предприятиях по всему миру, и, конечно же, для тысяч сотрудников, связанных с компанией и брендом. последние 125 лет».
«В течение 125 лет Norton была жизненно важной частью города Вустер. Хотя компания превратилась из гончарной мастерской девятнадцатого века в мирового лидера в области абразивов и высококачественных материалов, мы никогда не забывали, откуда мы пришли, или город, который сделал это возможным.Это также прекрасная возможность привлечь внимание к большому вкладу, связанному с именем Norton в абразивных, керамических и пластмассовых предприятиях по всему миру, и, конечно же, для тысяч сотрудников, связанных с компанией и брендом. последние 125 лет».
В течение года запланированы различные мероприятия, посвященные годовщине, в том числе специальный праздник для сотрудников в июне в кампусе компании в Гриндейле.
О компании Saint-Gobain
Компания Saint-Gobain, имеющая более 1000 дочерних компаний в 57 странах, является крупнейшим в мире производителем и дистрибьютором строительных материалов, а также лидером в производстве высококачественных материалов и стеклотары.