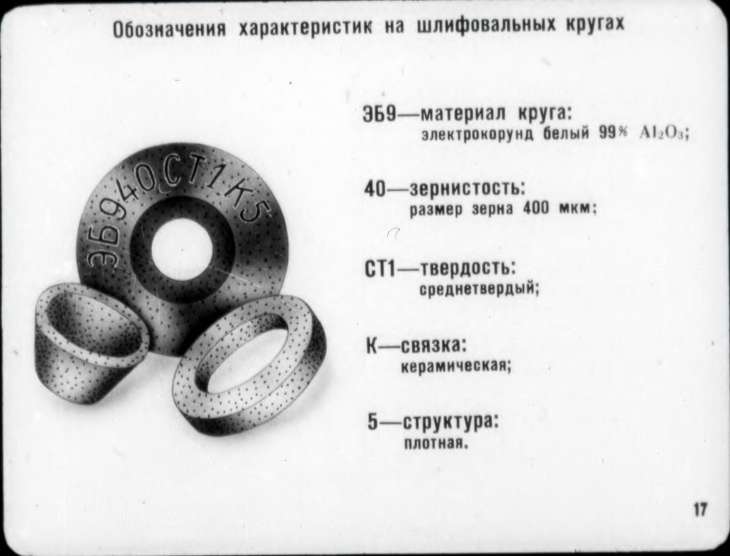
Маркировка шлифовального круга: Расшифровка маркировки шлифовальных кругов — Виды и обозначения абразивных кругов
Содержание
Резка и зачистка материалов шлифовальнми кругами
Главная » Статьи » Резка и зачистка материалов при помощи шлифовальных кругов
Шлифовальные круги – это режущий абразивный инструмент, который используется для следующих операций:
- для обработки металлических, деревянных, стеклянных и пластмассовых поверхностей;
- для зачистки поверхностей от красок и лаков;
- для подготовки поверхностей под покраску и лакировку;
- для зачистки сварных швов, шлифования ровных, вогнутых и выпуклых поверхностей различной сложности.
Круги применяются на специальных шлифовальных машинах и стационарных станках.
Шлифовальные круги, располагая абразивной кромкой и поверхностью из сверхпрочных гранулированных материалов (абразивов), являются прекрасным режущим инструментом. Абразивные частички – остроугольные кусочки стекла, карбида кремния, оксида алюминия и т.д., которые имеют прочность и остроту, подобную прочности и остроте зубьев пилы, расположены по всей поверхности круга и при большой скорости вращения мгновенно срезают у обрабатываемой детали или поверхности лишние фрагменты в виде мелкой стружки.
Особенности зерна и размера зернистости шлифовальных кругов
Все гибкие шлифовальные круги для шлифмашин и станков сделаны по единому принципу: на основу диска с помощью крепящей связки наклеены абразивные зерна, которые удерживаются связкой во время вращения и резки. Абразивные частицы имеют различные физические свойства и технические возможности и применяются для резки и шлифовки различных материалов. От правильного выбора соответствующего шлифовального круга для болгарки или станка зависит качество исполняемой работы и результат обработки поверхности.
Абразивные зерна каждого типа, используемые в шлифовальных кругах, различаются по проценту содержания зерна (насыпке), качеству связки, твердости, износостойкости, сопротивляемости к скалыванию и ударам. Идеальный абразив тупится медленно и сохраняет максимальное количество острых кромок, а при скалывании зерен обнажаются новые режущие кромки, увеличивая срок действия круга.
Типы абразивного зерна
Из наиболее популярных абразивных веществ в шлифовальных кругах используются:
- Карбид кремния (silicon carbide) – используется для резки и шлифовки чугуна, латуни, алюминия и бронзы, неметаллических материалов – резины и камня.
- Оксид алюминия (aluminium oxide) – основной абразивный материал, представленный большим количеством видов для использования в шлифовальных кругах, который неплохо справляется со сплавами высокоуглеродистой и быстрорежущей стали, ковким чугуном, железом, бронзой, металлом.
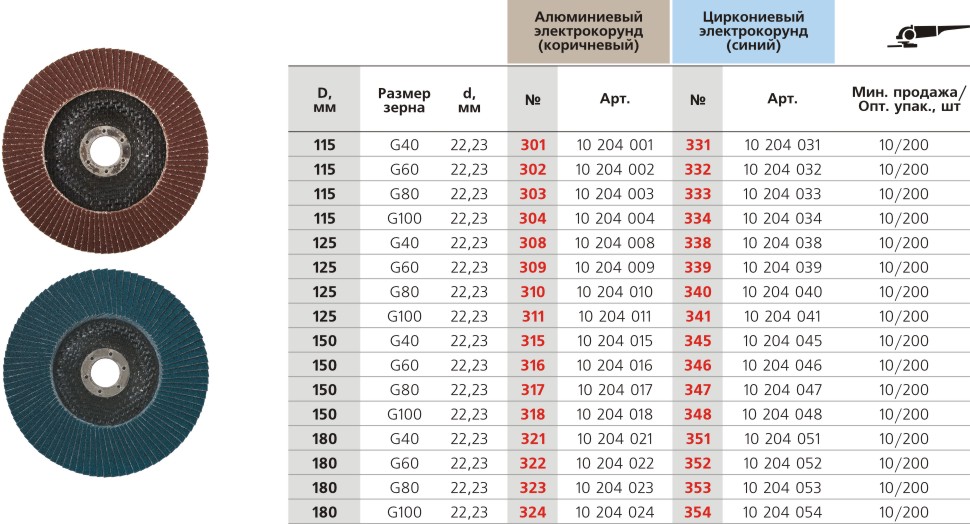
- Циркониевый оксид алюминия (zirconia alumina) – крепкий сплав абразивного материала для грубой резки железных и стальных изделий.
- Керамический оксид алюминия (ceramic aluminium oxide) – самый крепкий абразивный материал, создаваемый гель-спеканием, он обладает оптимальным скалыванием режущих кромок на молекулярном уровне и используется для обработки самых прочных металлов и сплавов.
Величина зерна абразива в шлифовальных кругах на основе – это индивидуальный размер частиц в круге, соответствующий количеству ячеек на один дюйм «сита» самого круга. Чем больше размер зерна, тем меньшее количество зерен абразива можно разместить на сите.
Маркировка шлифовальных кругов для станков учитывает этот параметр: чем крупнее зерна абразива в круге, тем меньшее число P (10-24-40) указывается в маркировке. Такие круги используются на станках для грубой обработки материалов и для снятия большого количества материала с обрабатываемой поверхности. Круги с большими числами зернистости (60-240-1500) предназначены для финишной и более тонкой обработки металлов, лакированной поверхности и других материалов, отличающихся повышенной хрупкостью.
Такие круги используются на станках для грубой обработки материалов и для снятия большого количества материала с обрабатываемой поверхности. Круги с большими числами зернистости (60-240-1500) предназначены для финишной и более тонкой обработки металлов, лакированной поверхности и других материалов, отличающихся повышенной хрупкостью.
Особенности связок
Связка – это материал, удерживающий зерна абразива на поверхности шлифовального круга. От ее прочности также зависит качество обработки и выбор типа шлифовального круга. Она не должна изнашиваться быстрее абразивного материала и обязана прочно удерживать зерна в основе шлифовального круга. Связка влияет на вид обработки материалов, ее чистоту и скорость вращения круга. Таких связок – три:
- стекловидная связка – создаваемая из смеси огнеупорных глин, сплавляет абразивные зерна в стекло. Круги на такой связке имеют высокую жесткость, прочность и пористость, способны работать с различными материалами, гарантируют точность обработки, не реагируют на воздействие температуры, воды, кислот и масел.

- смолянистая связка – органическая связка на основе синтетических смол. Круги на этой связке годятся для грубой и быстрой обработки металлов, заточки инструментов, работают на высоких скоростях.
- резиновая связка – обеспечивает идеальную гладкость шлифования. Круги на этой связке используются для финишной обработки поверхностей.
Твердость абразивных связок обозначается в степени твердости шлифовального круга: чем тверже связка, тем крепче она удерживает зерна абразива в гнездах круга. Чем тверже связка – тем дольше способны работать шлифовальные круги для станков, тем более прочные материалы они способны обрабатывать, тем больший объем материала они способны снять при обработке.
Шлифовальные круги для ручных шлифовальных машинок и станков, разных по типу, форме, составу, твердости связки круга вы можете приобрести в «Магазин инструментов», расположенного в московском ТЦ Синдика на 65 км МКАД.
[РЕШЕНО] Производитель на шлифовальном круге имеет маркировку «A 27 K 7 V
| Производитель имеет маркировку на шлифовальном круге «A 27 K 7 V». Код «K» означает:
Код «K» означает:
. Прокрутите вниз до , чтобы увидеть правильный ответ и руководство по решению .
Правильный ответ: C
РЕШЕНИЕ
Концепция:
Обозначение шлифовального круга:
20002 Префикс / суффикс: это секретные коды, используемые производителями для представления колеса по его размеру и форме соответственно.
Тип абразива/тип зерна:
- Указывает на материалы, используемые для производства абразивных частиц.
- Из абразивов B4C дает плохие характеристики при обработке, а алмаз очень дорог, поэтому Al2O3 или SiC являются наиболее часто используемыми абразивами в шлифовальном круге.
- Al2O3 мягче и прочнее, чем SiC, тогда как SiC будет твердым и хрупким, чем Al2O3
- Тип абразива выбирается на основе механических свойств материала заготовки, т.е. для обработки мягких и пластичных заготовок будет использоваться Al2O3, а для обработки твердых и хрупких заготовок — SiC.

- A-Al2O3, B – B4C, C – SiC, D – алмаз
Размер зерна или Размер зерна:
- Указывает размер абразивных частиц.
- Размер абразивов = 1/номер размера зерна (GSN)
- При GSN > 600 размер абразивных частиц становится очень-очень маленьким и он не может выступать в качестве режущего инструмента, поэтому MRR меньше.
- Когда GSN < 600, фактический размер абразива увеличивается, увеличивается размер стружки и увеличивается MRR.
- По мере уменьшения GSN или увеличения размера абразива MRR сначала увеличивается, а затем уменьшается.
- Размер зерна выбирается на основе требуемой чистоты поверхности заготовки, т. е. для грубого шлифования выбирается средний или средний размер зерна, а для чистового шлифования будет выбран мелкий или очень мелкий размер зерна.
- 10–24 = грубая, 30–60 = средняя, 80–180 = тонкая, 220–600 = очень тонкая
Марки шлифовального круга:
- Обозначение указывает на твердость шлифовального круга , с которой круг удерживает зерна на месте.
- Марка шлифовального круга выбирается исходя из механических свойств материала заготовки.
- Мягкие круги используются для шлифования твердых заготовок , потому что силы трения, вызванные тупой абразивной частицей, т.е. происходит самозатачивание, и правка не требуется.
- Твердые круги используются для шлифования мягких заготовок , абразивная частица будет эффективно утилизирована, так что по окончании эффективного использования правка будет осуществляться для переточки шлифовального круга.
- Марка или количество связки в абразивном круге обозначается буквой алфавита.
- A – H = мягкая, I – P = средняя, Q – Z = жесткая
- Следовательно, буква «К» представляет класс шлифовального круга
Структура:
- Структура указывает средний зазор между двумя последовательными абразивными частицами.
- Поскольку средний зазор большой, количество абразивных частиц на единицу площади будет небольшим, поэтому такая структура называется открытой.
- Структуру шлифовального круга можно варьировать, изменяя процентное содержание абразивных частиц и связующего материала при производстве шлифовального круга. то есть, когда в производстве используется более высокий % абразивов и более низкий % связующего материала, получается плотная структура, и наоборот.
- 0–7 = плотное, 8–16 = открытое
Тип связки:
- Связка указывает на связующий материал, используемый для изготовления шлифовального круга.
- Из различных связующих материалов стекловидный является наиболее часто используемым связующим материалом, поскольку он обеспечивает более высокую прочность сцепления, способность выдерживать высокие температуры и высокую теплопроводность.
- Для изготовления гибких шлифовальных кругов, также называемых полировальными кругами, в качестве связующего материала можно использовать шеллак или резину.
- В – стекловидный, Б – бакелит, С – силикат, Е – шеллак, Р – каучук.
Связанные вопросы
- Использование уравнения Тейлора для срока службы инструмента Vt 0,5 = C, каков процент
- उपकरण के जीवनक जीवनक के लिए टेल टेल के समीक समीक vt 0,5 = C का प्читанный Между:
- धातु मशीनिंग के दौरान द्वितीयक अपरूपण क्षेत्र किसके बीच होता है?
Абразивная обработка | Основы шлифовального круга | Практик Машинист
Привет, ребята, нашли это здесь.
http://www.georgiagrindingwheel.com/grindingwheels_basics.htm#faq2
Думаю, это избавит от многих вопросов , так как это очень просто и понятно, и его можно сделать липким
ШЛИФОВАНИЕ
[ШРИФТ=verdana, Arial, Helvetica] ИНДЕКС [/ШРИФТ]
[ШРИФТ=verdana, Arial, Helvetica] General Abrasives – Конструкция и идентификация [/font]
Спецификация шлифовальных руль.
Идентификация вашего алмазного или эльборового круга
Алмазный круг только для твердых сплавов и эльборовый круг только для сталей?
[ШРИФТ=verdana, Arial, Helvetica] T Спецификация
Вопреки тому, что вы можете подумать, длинные коды, связанные со шлифовальными кругами, на самом деле могут быть интерпретированы и, как правило, имеют ясное значение. Почти все производители указывают тип и размер зерна, твердость круга, структуру и связку в каждом произведенном шлифовальном круге. Важно отметить, что среди производителей шлифовальных кругов НЕТ СТАНДАРТА. Каждый будет использовать свой собственный уникальный метод маркировки; Однако есть некоторые общие правила — по крайней мере, здесь, в США. Типичная спецификация шлифовального круга может быть «A60-I10-VS». «A» — тип зерна (в данном случае оксид алюминия), «60» — размер зерна, «I» — относительная твердость, «10» — структура, а «VS» — тип связки (VS для этого компания означает стеклянную связку. Есть и вариации. Например, можно увидеть это ’97C80 +F/-G-B11-DC’. В данном случае 97C — это тип зерна/зерна (здесь «C», вероятно, означает карбид кремния), 80 — размер зерна, +F/-G указывает на зонный или градуированный круг промежуточной твердости. -B11 — это связка (B11, вероятно, связка из смолы). DC — это некоторый процесс, выполняемый с колесом, такой как прорези, канавки, отверстия или индуцированная пористость. Другие суффиксы добавляются каждым отдельным производителем для особых условий. Только взглянув на производственную документацию или технологический лист, кто-нибудь точно узнает, из чего именно состоял этот конкретный шлифовальный круг.
Важно отметить, что среди производителей шлифовальных кругов НЕТ СТАНДАРТА. Каждый будет использовать свой собственный уникальный метод маркировки; Однако есть некоторые общие правила — по крайней мере, здесь, в США. Типичная спецификация шлифовального круга может быть «A60-I10-VS». «A» — тип зерна (в данном случае оксид алюминия), «60» — размер зерна, «I» — относительная твердость, «10» — структура, а «VS» — тип связки (VS для этого компания означает стеклянную связку. Есть и вариации. Например, можно увидеть это ’97C80 +F/-G-B11-DC’. В данном случае 97C — это тип зерна/зерна (здесь «C», вероятно, означает карбид кремния), 80 — размер зерна, +F/-G указывает на зонный или градуированный круг промежуточной твердости. -B11 — это связка (B11, вероятно, связка из смолы). DC — это некоторый процесс, выполняемый с колесом, такой как прорези, канавки, отверстия или индуцированная пористость. Другие суффиксы добавляются каждым отдельным производителем для особых условий. Только взглянув на производственную документацию или технологический лист, кто-нибудь точно узнает, из чего именно состоял этот конкретный шлифовальный круг.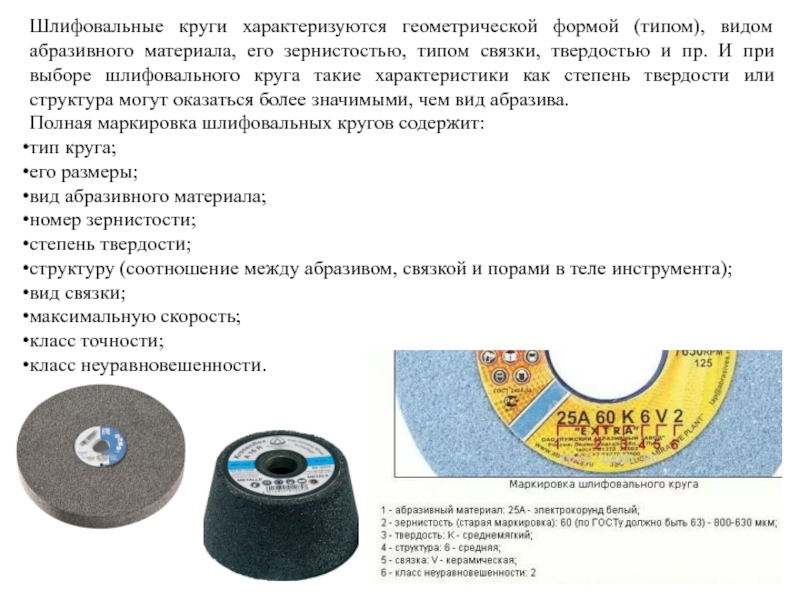 Одна только спецификация не расскажет всю историю.
Одна только спецификация не расскажет всю историю.
[/FONT]
[FONT=verdana, Arial, Helvetica] Как отмечалось выше, как правило, нельзя взять шлифовальный круг одного производителя с аналогичной маркировкой и заменить его шлифовальным кругом другого производителя с такой же маркировкой. Во-первых, весьма вероятно, что они не будут иметь одинаковую маркировку, а во-вторых, различия в методах заводского производства обычно приводят к тому, что шлифовальные круги имеют разную конструкцию. Если кто-то не очень придирчив к своему шлифовальному кругу или не выполняет кропотливую работу и готов принять некоторые огорчения, мы бы не рекомендовали никому пытаться производить замену без какого-либо руководства со стороны инженера, знакомого с процессом и производителями. Вот где мы вступаем: мы работаем с заводами, чтобы предоставить вам правильный шлифовальный круг. Также важно отметить, что конечный пользователь должен ожидать некоторых ПРОБ И ОШИБОК при переходе с одной марки колес на другую. Иногда производителю может потребоваться две или даже три попытки, чтобы окончательно определить точную твердость, зернистость, сцепление и т. д. Терпение и время являются ключом к любому успешному преобразованию и тестированию.[/FONT]
Иногда производителю может потребоваться две или даже три попытки, чтобы окончательно определить точную твердость, зернистость, сцепление и т. д. Терпение и время являются ключом к любому успешному преобразованию и тестированию.[/FONT]
[FONT=verdana, Arial, Helvetica][FONT=verdana, Arial, Helvetica] Тип и цвет зернистости [/FONT]
Тип зернистости обычно либо оксид алюминия (белый, розовый, рубиново-красный, коричневый, серый и т. д. .) карбид кремния (черный или зеленый), керамический (синий и розовый) или любая их комбинация. Оксид алюминия на сегодняшний день является наиболее популярным. Он доступен в следующих цветах: белый, розовый, красный, рубиново-красный, коричневый и серый. Каждый цвет имеет свои характеристики помола. Серая и коричневая зернистость — это рабочая лошадка, используемая для настольного и производственного шлифования. Прочные и недорогие, они являются наиболее «универсальным» зерном из всех найденных. Может использоваться на сталях с низким и высоким содержанием углерода. Розовая и белая зернистость обычно используется для обработки более твердых сталей, которые требуют холодного, рыхлого режущего действия, чтобы избежать ожогов. Рубиново-красная зернистость — это специальная прочная зернистость, которая также используется для обработки инструментальных сталей. Эта крупа немного дороже, чем серо-коричневая. Рубиново-красный очень дорогой.
Розовая и белая зернистость обычно используется для обработки более твердых сталей, которые требуют холодного, рыхлого режущего действия, чтобы избежать ожогов. Рубиново-красная зернистость — это специальная прочная зернистость, которая также используется для обработки инструментальных сталей. Эта крупа немного дороже, чем серо-коричневая. Рубиново-красный очень дорогой.
[/FONT][FONT=verdana, Arial, Helvetica]
Крупа из карбида кремния обычно черного или зеленого цвета. Черный карбид кремния используется для шлифовки цветных металлов, таких как алюминий и латунь, а также пластмасс, резины и изделий из камня, таких как мрамор и гранит. Черный карбид кремния — очень острая зернистость. Зеленый карбид кремния имеет даже более острую зернистость, чем черный, и используется в основном для карбидов, титана и материалов с плазменным напылением. Одной интересной характеристикой карбидов кремния является их влияние на стали. Из-за резкости этих зерен можно было бы подумать, что они будут слишком агрессивными и не обеспечат хорошего финиша. На самом деле, для сталей карбид кремния используется в качестве абразива для полировки/финишной обработки. Он используется в процессах галтовки в качестве продукта для отделки поверхности. Кроме того, производители часто смешивают небольшой процент карбида кремния с зернистостью оксида алюминия в шлифовальных кругах и хонинговальных брусках для достижения лучшего качества поверхности обрабатываемой стали. Зерно на самом деле будет притупляться и обеспечивать трение стали, что улучшает качество поверхности.
На самом деле, для сталей карбид кремния используется в качестве абразива для полировки/финишной обработки. Он используется в процессах галтовки в качестве продукта для отделки поверхности. Кроме того, производители часто смешивают небольшой процент карбида кремния с зернистостью оксида алюминия в шлифовальных кругах и хонинговальных брусках для достижения лучшего качества поверхности обрабатываемой стали. Зерно на самом деле будет притупляться и обеспечивать трение стали, что улучшает качество поверхности.
[/FONT]
[FONT=verdana, Arial, Helvetica]
Более новый доступный зернистый материал – керамический (также известный как SolGel® или SG®). Керамическая крошка не тускнеет — она ломается или раскалывается на острые углы, а не тускнеет и вырывается из связки. Это продлевает срок службы круга, а также обеспечивает превосходный агрессивный съем материала без накопления тепла. Этот песок производится всего несколькими производителями и очень дорог, обычно в два или три раза дороже, чем оксид алюминия. Обычно вы не увидите круг из 100% керамического песка. Зерно обычно смешивают с оксидом алюминия в различных процентных соотношениях от 10% до 50%. Керамика одинаково хорошо используется в инструментальных сталях и сталях с низким содержанием углерода. Эти шлифовальные круги, как правило, требуют серьезной индивидуальной разработки для вашего конкретного применения и процесса для достижения прибыльных результатов.
Обычно вы не увидите круг из 100% керамического песка. Зерно обычно смешивают с оксидом алюминия в различных процентных соотношениях от 10% до 50%. Керамика одинаково хорошо используется в инструментальных сталях и сталях с низким содержанием углерода. Эти шлифовальные круги, как правило, требуют серьезной индивидуальной разработки для вашего конкретного применения и процесса для достижения прибыльных результатов.
Типы зернистости иногда смешивают в комбинации для достижения определенных режущих характеристик. Крупу также называют рассыпчатой (белой) или полурассыпчатой (розовой, буро-серой, красной и т. д.). Рыхлый песок легче ломается и полезен для резки более твердых материалов.
[/FONT]
[FONT=verdana, Arial, Helvetica][FONT=verdana, Arial, Helvetica] Размер зерна [/FONT]
Размер зерна обычно варьируется от крупного (зернистость 16–24), средний (зернистость 36–60) и мелкий (зернистость 80–120). Крупы сверхтонкого помола работают от 150 и выше.