Маркировка сварочных электродов: Маркировка сварочных электродов и их расшифровка
Содержание
Маркировка сварочных электродов или что нужно знать сварщикам
✅ Дата публикации статьи: 2021-03-21| 📌 Категория: Электроды
Содержание статьи:
Маркировка электродов или что нужно знать сварщикам
Сварочные электроды могут иметь простую маркировку, которая состоит всего из 2-3 символов и сложную, в которой очень легко запутаться. Например, электроды Э50А расшифровываются крайне просто: буква «Э» означает «Электрод», а цифры, идущие за ней, указывают минимальное время сопротивление разрыву. Буква «А» на конце маркировки говорит о том, что при сварке данными электродами допустимо применять пластичный металл с повышенной вязкостью.
В маркировке электродов могут применяться и другие обозначения. Рутиловые электроды обозначаются буквой «Р» в отличие от электродов с основным покрытием. Из данной статьи вы сможете узнать, какие маркировки сварочных электродов бывают, и что именно они означают. Данной информацией должен владеть каждый сварщик, ведь от правильного выбора сварочных электродов во многом зависит успех проведения работ связанных со сваркой металлов.
Маркировка сварочных электродов или что нужно знать сварщикам
В маркировке к электродам могут указываться как параметры обмазки, так и непосредственно самого сердечника. Здесь мы можем узнать, для сварки, каких именно металлов допускается применять данный тип электродов.
Св — буквенным обозначением указываются какие-то конкретные характеристики проволоки, из которой изготовлен сердечник электродов. Напомним, что он выступает в роли наплавленного металла и должен по своим свойствам быть близким к характеристикам основного металла, который сваривается.
Числа на конце, как правило, указывает на процент содержания углерода. Буквенные обозначения говорят о процентном содержании легирующих веществ и добавок. Кроме того, некоторые виды неплавящихся электродов могут иметь и цветовое отличие для простоты идентификации.
Маркировка электродов для сварки ЛЭЗАНО-21
Рассмотрим на примере маркировку популярных электродов для сварки Э46-ЛЭЗАНО-21 Е 43 1(3) — РЦ13:
Э46 — указывает на тип электрода. В данном случае электроды предназначены для сварки низколегированных и углеродистых сталей. Цифра 46 после буквы «Э» говорит о допустимом пределе прочности на разрыв, но не менее чем 46 кгс/мм².
В данном случае электроды предназначены для сварки низколегированных и углеродистых сталей. Цифра 46 после буквы «Э» говорит о допустимом пределе прочности на разрыв, но не менее чем 46 кгс/мм².
Буква «У» — электроды предназначены для сварки низколегированных и углеродистых сталей с максимально допустимым пределом прочности на растяжение до 60 кгс/мм².
Буква «Е» — данная буква указывает на международное обозначение плавящихся электродов с покрытием.
РЦ — электроды имеют рутилово-целлюлозное покрытие. Ранее уже говорилось о том, что буквой «Р» на электродах указывается именно рутиловое покрытие.
Цифры 1 и 3 после международного обозначения говорят о следующем: цифра 1 — электродами можно варить во всех пространственных положениях, а цифра 3 — о том, что электродами можно варить, как постоянным, так и переменным током обратной полярности. При этом напряжение холостого хода инвертора для сварки должно составлять не менее 50 Вольт.
Поделиться в соцсетях
Сварочные электроды: их маркировка и назначение
- ПОСЛЕДНИЕ ЗАПИСИ
- РУБРИКИ
- Автоматическое открывание, проветривание и полив теплиц
- Акриловые краски
- Балкон
- Блоки арболитовые
- Бурение скважин на воду
- Вода из скважины
- Водосток кровельный
- Воздух в квартире
- Выращивание дома
- Гидроизоляция
- Гидрофобизация материалов
- Дорожки садовые
- Камин своими руками
- Каркасный дом
- Кладка печи своими руками
- Крыша из металлочерепицы
- МДФ
- Монтаж кровли
- Монтаж ламината
- Монтаж линолеума
- Монтаж подложки под ламинат
- Натяжные потолки
- Опилкобетон
- ОСБ плита
- Отделка откосов
- Оштукатуривание
- Полипропиленовые трубы
- Расход материалов
- Тротуарная плитка
- Устройство отмостки
- Утепление
- Утепляем баню самостоятельно
- Фасад
- Фундамент из свай
- Шлакоблок
- Эмаль для ванны
Поиск обрыва провода в стене быстро и безошибочно
Что такое гидроаккумулятор и как его подключить?
Как выбрать фрезер: советы домашнему мастеру
Как почистить кулер для воды своими руками
Сварка
Общее назначение сварочных электродов
Для качественного прочного соединения металлических конструкций и сплавов применяются сварочные работы. При этом важно правильно подобрать марку электрода. Для этого необходимо знать классификацию электродов, их способы маркировки, области, в которых их рекомендуется применять.
При этом важно правильно подобрать марку электрода. Для этого необходимо знать классификацию электродов, их способы маркировки, области, в которых их рекомендуется применять.
Две большие группы электродов составляют плавящиеся и неплавящиеся, в свою очередь плавящиеся электроды делятся на некоторые подвиды, такие как покрытые или непокрытые (проволока).
Плавящиеся электроды
По типу свариваемых или наплавляемых сталей предусмотрено несколько видов электродов:
-
для сварки углеродистых сталей (маркировка – «У»). Это электроды Э38, Э42, Э46, Э50.
-
легированных (маркировка – «Л»). Это электроды Э70, Э85, Э100, Э125, Э150.
-
теплоустойчивых (маркировка – «Т»). Сварка таких сталей проводится с предварительным подогревом и окончательной термической обработкой швов. Обычно используют электроды, которые не описаны в ГОСТ (например АНЖР-2).
-
для сталей, с особыми свойствами, таких как коррозионностойкие, жаропрочные, жаростойкие (маркировка – «В»).
 Список типов электродов регламентирован ГОСТ 10052-75.
Список типов электродов регламентирован ГОСТ 10052-75. -
для наплавки поверхностных слоев металла (маркировка – «Н»). Это электроды Э-09М, Э-09МХ, Э-09Х1М, Э-05Х2М, Э-09Х2М1, Э-09Х1МФ, Э-10Х1М1НФБ, Э-10ХЗМ1БФ, Э-10Х5МФ.
Плавящиеся покрытые (обмазанные) электроды
Покрытие или обмазку на сварочные электроды наносят с целью обеспечить хорошее поджигание и устойчивое горение дуги, защиту сварочной ванны от окружающей среды, получить нужные свойства шва, снизить потери при разбрызгивании, увеличить скорость сварочных работ, снизить токсичность газов, выделяемых при сварке, исключить потерю свойств покрытия при хранении.
По толщине обмазки (покрытия), путем вычисления отношения диаметров D (покрытый электрод) и d (стержень) электроды делятся на:
- тонкопокрытые, с соотношением D/d до 1.2, обозначаются буквой «М»;
- электроды с покрытием средней толщины, D/d до 1.45, обозначаются буквой «С»;
- толстопокрытые (иначе, качественные), D/d от 1.
 45 до 1.8, обозначены буквой «Д»;
45 до 1.8, обозначены буквой «Д»; - с особо толстым слоем обмазки, D/d больше 1.8, маркированы буквой «Г».
По типу химсостава существует несколько видов покрытия электродов:
- Электроды с кислым покрытием (в составе присутствуют оксид железа или марганца). Этот вид покрытия характеризуется высокой температурой дуги, соответственно, высокой скоростью сварки, однако, оксид марганца очень токсичен и опасен при вдыхании. Обозначаются буквой «А» (DIN – A).
- Электроды с рутиловым покрытием, которые содержат двуокись титана, характеризуются спокойной сварочной ванной, малым количеством брызг, что позволяет накладывать тонкие швы на свариваемые детали. Обозначаются буквой «Р» (DIN – R). Распространены также электроды со смешанным покрытием, к которым относятся рутилово-целлюлозные (РЦ), рутилово – основные (РБ), рутилово – кислые (РА) и рутиловые с железным порошком (РЖ). (DIN – RC, RB, RA и RR соответственно).
- Электроды с основными покрытиями (обозначаются буквой «Б», DIN – B) содержат кальцит, углекислый магний и в малых количествах флюорит.
 Такие покрытия чувствительны к влаге, поэтому необходимо ответственно отнестись к условиям их хранения. Однако, шов, полученный при использовании этих электродов, обладает отличными механическими свойствами, лишен склонности к появлению трещин и старению и практически не содержит азота и кислорода. Данными электродами производится сварка наиболее нагруженных и ответственных конструкций.
Такие покрытия чувствительны к влаге, поэтому необходимо ответственно отнестись к условиям их хранения. Однако, шов, полученный при использовании этих электродов, обладает отличными механическими свойствами, лишен склонности к появлению трещин и старению и практически не содержит азота и кислорода. Данными электродами производится сварка наиболее нагруженных и ответственных конструкций. - Электроды с целлюлозным покрытием (обозначаются индексом «Ц») содержат органические вещества, которые при сгорании обволакивают сварочную ванну защитными газами. Их используют при работе в основном с высокопрочными конструкциями, трубопроводами. Они применяются в чаще для сварки вертикально расположенных швов, однако образуют в процессе работы большое количество брызг.
- Электроды, в покрытии которых присутствует железный порошок, применяются при сварке изделий встык с большими зазорами. При использовании таких электродов наблюдается стабильное горение дуги, практически отсутствуют брызги, сварочный шов быстрее охлаждается, сводится к минимуму появление шлака, который легко отделяется от металла.
В маркировке электрода обязательно присутствует указатель (в виде цифры от 1 до 4), либо международное обозначение (схема) на пространственное положение сварочного шва:
1 – любое положение;
2 – любое, кроме вертикальных сверху-вниз;
3 – нижнее положение, горизонтальное и вертикальное снизу-вверх;
4 – нижнее или угловые соединения снизу «лодочкой».
Если положение сварочного шва обозначено схемой, то стрелки указывают его направление в пространстве.
При подборе электродов для разных режимов сварки необходимо учитывать полярность источника постоянного тока и номинальное (базисное) напряжение (Uxx) холостого хода источника питания (переменного тока). Эти параметры на электродах обозначаются цифрой от «0» до «9»:
|
Индекс:
|
Используемая полярность
|
Uхх
| |
|
Прямая
|
Обратная
| ||
|
0
|
Нет
|
Да
|
н/и
|
|
1
|
Да
|
Да
|
50V
|
|
2
|
Да
|
Нет
|
50V
|
|
3
|
Нет
|
Да
|
50V
|
|
4
|
Да
|
Да
|
70V
|
|
5
|
Да
|
Нет
|
70V
|
|
6
|
Нет
|
Да
|
70V
|
|
7
|
Да
|
Да
|
90V
|
|
8
|
Да
|
Нет
|
90V
|
|
9
|
Нет
|
Да
|
90V
|
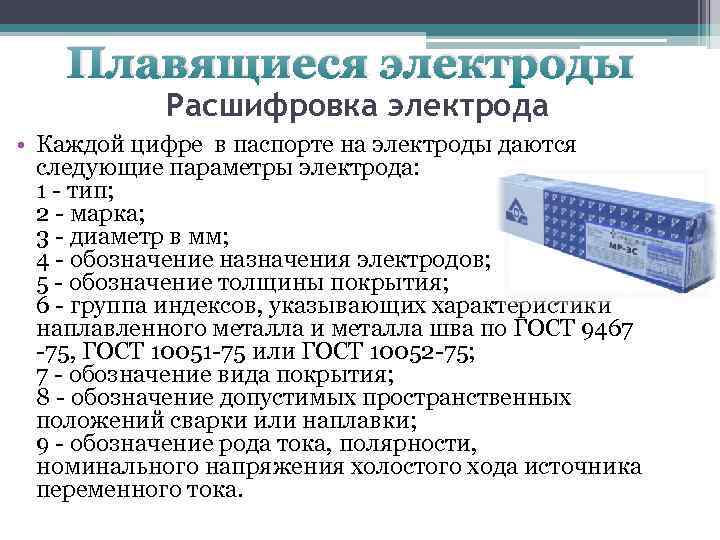
ГОСТ 9466-75, регламентирующий изготовление и маркировку плавящихся электродов, требует, чтобы упаковка содержала все необходимые сведения:
— — —
Е — —
В позиции «1» обозначается тип электрода.
Затем, в позиции «2» указывается его марка.
В позиции «3» либо явно пишется диаметр (в мм.), либо ставится знак Ø, который означает, что диаметр указан отдельно.
Позиции «4» и «5» предназначены для указания назначения и толщины покрытия.
В позиции «6» указан индекс.
Вид покрытия по химическому составу указан в позиции «7».
В позициях «8» и «9» указаны соответственно положение шва в пространстве и цифра, обозначающая род сварочного тока.
Например:
Из маркировки видно: тип электрода – Э46, марка – «ЛЭЗМР-3С», диаметры указаны в таблице, сам электрод с толстым покрытием (иначе называется качественным) применяется для сварочных работ в любом положении углеродистых сталей. В нижней части маркировки указано, что электрод с рутилово-целлюлозным покрытием, возможна сварка как переменным током, так и постоянным обратной полярности.
Таблицы различных индексов (позиция «6») для характеристик металла шва или наплавки различных видов сталей указаны ниже:
Данные индексы отражают различные характеристики и свойства шва или наплавления (непосредственно после сварки, без термообработки), такие как ударная вязкость, удлинение или сопротивление разрыву, указанным типом электрода. Информация берется из ГОСТа 9467-75.
Непокрытые плавящиеся электроды
В настоящее время широко используются электроды без покрытия (или сварочная проволока). Техническими условиями и ГОСТом (2246-70) определены около 80 ее видов. Однако в бытовых нуждах для сварки металлических конструкций из обычного проката или нержавейки используются единицы. Проволока подразделяется на легированную (представлена в ГОСТ 30 марками, содержит до 10% легирующих элементов), низко- (6 типов, с содержанием легирующих добавок до 2,5%) и высоколегированную (41 марка в ГОСТ, содержание легирующих примесей превышает 10%), в зависимости от процента содержания легирующего вещества.
Сварочная проволока обозначается буквами «СВ» в начале маркировки. Затем идет обозначение сотых долей процента углерода, после указывается наименование и процентное содержание легирующего(-их) элементов. Если процентное соотношение не указано явно, то оно находится в пределах от 0.5 до 1%.
Легирующие примеси в составе проволоки обозначаются следующим образом:
|
Литера
|
Обозначение в таблице Менделеева (номер)
|
Элемент
|
|
«А»
|
N (7)
|
Азот
|
|
«Б»
|
Nb (41)
|
Ниобий
|
|
«В»
|
W (74)
|
Вольфрам
|
|
«Г»
|
Mn (25)
|
Марганец
|
|
«Д»
|
Cu (29)
|
Медь
|
|
«М»
|
Mo (42)
|
Молибден
|
|
«С»
|
Si (14)
|
Кремний
|
|
«Т»
|
Ti (22)
|
Титан
|
|
«Х»
|
Cr (24)
|
Хром*
|
|
«Н»
|
Ni (28)
|
Никель*
|
|
«Ю»
|
Al (13)
|
Алюминий
|
|
«Ф»
|
V (23)
|
Ванадий
|
|
«Ц»
|
Zr (40)
|
Цирконий
|
Также в самом конце маркировки могут присутствовать одна или две буквы «А», что означает высокую и очень высокую степень очистки применяемой стали.
Таким образом, маркировка «Проволока 3 СВ04Х19Н9» означает 3-х миллиметровый плавящийся электрод с содержанием углерода – 0.04%, хрома – 19% и никеля – 9%. Проволока с хромом и никелем в составе (в таблице обозначены звездочкой) используется для сварки легированных сталей, устойчивых к коррозии (нержавейка).
Неплавящиеся электроды
Вольфрамовые
Вольфрамовые электроды предназначены для сварки, резки преимущественно в среде защитных газов, таких как аргон, гелий, азот или их смеси. Помимо вольфрама, электрод может содержать различные примеси, которые повышают его износостойкость. Такой вид электродов обеспечивает высокую устойчивость сварочной дуги и позволяет работать с любыми металлами и сплавами.
|
Обозначение
|
Режим сварки
|
Металл
|
Цвет
| |
|
Постоянный ток
|
Переменный ток
| |||
|
WP
|
Нет
|
Да
|
Магний, алюминий, сплавы
|
Зеленый
|
|
WT-20
|
Да
|
Нет
|
Низколегированная сталь, нержавейка, углеродистая сталь
|
Красный
|
|
WC-20
|
Да
|
Да
|
Универсальный.
|
Серый
|
|
WL-15
|
Да
|
Да
|
Нержавейка, легированная сталь
|
Золотой
|
|
WL-20
|
Да
|
Да
|
Нержавейка и ламинированная сталь
|
Синий
|
|
WY-20
|
Да
|
Нет
|
Титан, низколегированная сталь, нержавейка, углеродистая сталь, медь
|
Темно-синий
|
|
WZ-8
|
Нет
|
Да
|
Алюминий и магний
|
Белый
|
 Все виды стали
Все виды сталиУгольные
На рынке присутствуют также другие виды неплавящихся электродов, в том числе угольные и графитовые.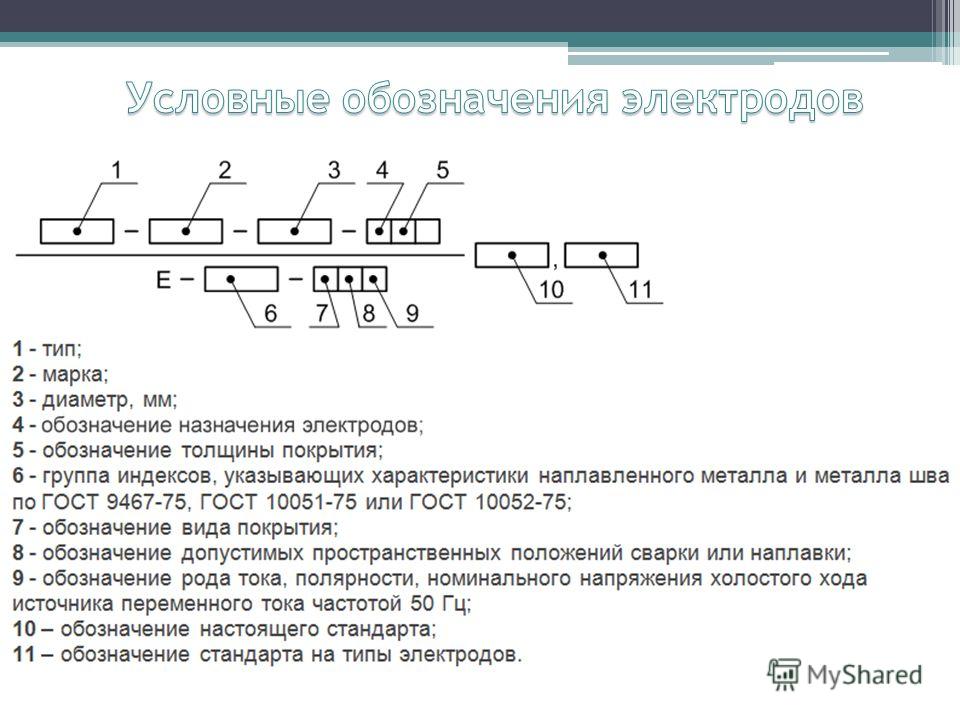 Учитывая, что уголь – мягкий материал, для повышения качества и сохранности покрытия в них применяют омеднение. Они применяются преимущественно для работы с тонкими металлами, а также для поверхностной резки , обработки кромок, строжки и т.д.
Учитывая, что уголь – мягкий материал, для повышения качества и сохранности покрытия в них применяют омеднение. Они применяются преимущественно для работы с тонкими металлами, а также для поверхностной резки , обработки кромок, строжки и т.д.
Изготавливают несколько видов графитовых или угольных электродов, в том числе круглые, соединяемые (бесконечные, с ниппелем), плоские и полукруглые. Круглые и бесконечные электроды содержат в маркировке диаметр электрода от 3 мм до 25 мм, плоские могут быть представлены квадратными или прямоугольными, с различным сечением. В полукруглых (самые универсальные) указывают размеры плоской стороны, радиус окружности и длину электрода.
Существуют также полые электроды, применяющиеся исключительно для строжки, они выпускаются в основном зарубежными компаниями.
Маркировка и упаковка сварочных присадочных металлов
Toggle Nav
Поиск
Маркировка и упаковка присадочных материалов для сварки
Точно так же, как мы проверяем свежесть продуктов, которые мы покупаем в продуктовом магазине, проверяя информацию на упаковке, так и в случае с присадочными металлами, которые используются для любого вида сварки процедуры.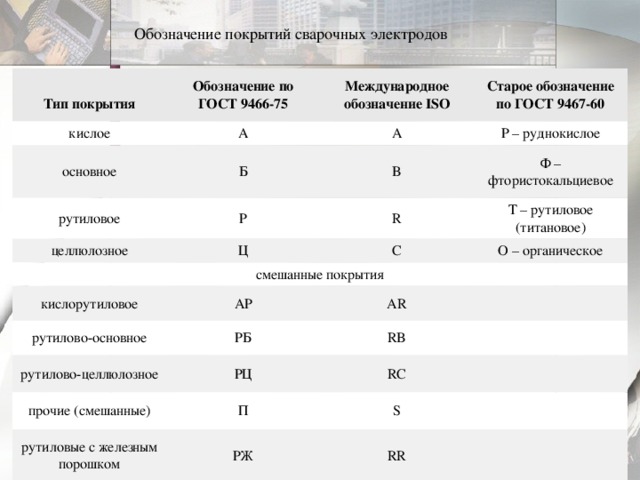 Подобно пищевым продуктам, которые имеют упаковку и печать, чтобы защитить их от любого вмешательства и порчи, они также должны быть с присадочными металлами, чтобы они были безопасными и чистыми.
Подобно пищевым продуктам, которые имеют упаковку и печать, чтобы защитить их от любого вмешательства и порчи, они также должны быть с присадочными металлами, чтобы они были безопасными и чистыми.
С присадочными металлами может произойти много изменений с момента их производства до момента их использования. Есть вероятность того, что присадочный металл будет поврежден или испорчен, если он не будет должным образом упакован и защищен, поскольку от этого в значительной степени зависит его качество. Недорогие и низкокачественные присадочные металлы в большинстве случаев не будут иметь барьера для влаги и практически не будут иметь упаковки или вообще не будут иметь упаковки. Качественные и стандартные присадочные металлы имеют отличную защиту и упаковку как для защиты от влаги, так и для защиты от повреждений.
Очень часто мы сталкиваемся с поврежденным присадочным металлом, поврежденной проволокой или флюсом при открытии нового контейнера только потому, что с присадочным металлом обращались неаккуратно. С наполнителями нужно обращаться очень деликатно, как с яйцами! Электроды для дуговой сварки в защитном металле с флюсом снаружи особенно подвержены повреждениям при неосторожном бросании или грубом обращении.
С наполнителями нужно обращаться очень деликатно, как с яйцами! Электроды для дуговой сварки в защитном металле с флюсом снаружи особенно подвержены повреждениям при неосторожном бросании или грубом обращении.
Повреждение внешнего флюса может сделать бесполезными многие электроды. В некоторых случаях картонная упаковка, расположенная по окружности, поможет противостоять или проложить любое разрушение флюса. Некоторые доступны в металлических банках, которые защищают электроды или стержни от вмятин и других повреждений. Когда катушка с проволокой падает,
он потеряет свою форму или отдельные слои проволоки перепутаются и запутаются, что приведет к проблемам в механизме подачи, что приведет к нестабильной сварочной дуге и другим проблемам. Еще одним заклятым врагом некоторых видов присадочных металлов является влага. Когда стальная присадочная проволока контактирует с влагой или водой, она может образовать ржавчину и другие подобные отложения на верхней части присадочного металла. Проволока для дуговой сварки с флюсовой сердцевиной и ржавые катушки сварки MIG могут создать много проблем для направляющих пистолетов, механизмов подачи проволоки и контактных наконечников.
Проволока для дуговой сварки с флюсовой сердцевиной и ржавые катушки сварки MIG могут создать много проблем для направляющих пистолетов, механизмов подачи проволоки и контактных наконечников.
Любая присутствующая влага приведет к тому, что флюс на электродах для дуговой сварки защищенным металлом распадется и отпадет, что даже создаст проблемы как в сварном шве, так и вокруг него. Некоторыми из серьезных проблем, возникающих из-за присутствия влаги, являются пористость и водород при растрескивании бортов. Электроды с низким содержанием водорода, такие как 7018, предназначены для хранения в сухих стержневых печах, чтобы избежать этих проблем с электродами для дуговой сварки в защитном металле.
Следует помнить, что качественные присадочные металлы и электроды должны быть герметизированы как для воздухонепроницаемости, так и для водонепроницаемости, чтобы влага не могла попасть внутрь. На упаковке должен быть четко указан вид металла, классификация и спецификация AWS. и такие другие торговые данные и идентификационные данные. В случае стержневых электродов каждый из стержней должен быть четко обозначен номером электрода, а если они представляют собой куски присадочного металла, то каждый из стержней должен быть промаркирован, проштампован, выгравирован лазером или отмечен флагом. Жезлы никогда не следует вынимать из контейнера, если они нам не нужны для немедленного использования. я
и такие другие торговые данные и идентификационные данные. В случае стержневых электродов каждый из стержней должен быть четко обозначен номером электрода, а если они представляют собой куски присадочного металла, то каждый из стержней должен быть промаркирован, проштампован, выгравирован лазером или отмечен флагом. Жезлы никогда не следует вынимать из контейнера, если они нам не нужны для немедленного использования. я
В случае, если мы их удалим, немедленно сохраните их, иначе они могут оказаться не в том контейнере. Если речь идет о катушке с проволокой, не забудьте четко пометить каждую катушку. Всегда помните, что качество сварного шва будет зависеть от используемой присадочной проволоки. С качественным проводом можно избавиться от многих проблем и помнить, чтобы получить максимальную пользу в долгосрочной перспективе, храните его надлежащим образом.
Посетите веб-сайт Longevity (www. Longevity.inc.com) или посетите канал YouTube (www.youtube.com/longevitywelding) для получения дополнительной информации и подробностей о различном оборудовании, используемом для различных процедур сварки и резки. У компании Longevity есть все подходящие машины для вашего конкретного применения, поэтому проверьте и выберите то, что лучше всего подходит для вашего продукта, материалов и требований.
У компании Longevity есть все подходящие машины для вашего конкретного применения, поэтому проверьте и выберите то, что лучше всего подходит для вашего продукта, материалов и требований.
Выбор проволоки для сварки MIG, настройки и классификация
Руководство по выбору проволоки для сварки MIG
Это подробная страница о выборе проволоки для сварки MIG. Он охватывает большинство электродов, которые обычно используются в полевых условиях для:
- Углеродистая сталь
- Нержавеющая сталь
- Алюминий
Электрод для сварки MIG
Поиск программ для специалистов по сварке
Получите информацию о программах для специалистов по сварке, введя свой почтовый индекс и запросив информация о зачислении.
Наиболее широко используемые размеры электродов для сварки MIG
Типичные электроды для сварки MIG представляют собой сплошную проволоку толщиной от 0,023 до 0,045. Некоторые из них намного толще для тяжелых промышленных применений. Наиболее распространенные размеры, используемые большинством сварщиков:
Наиболее распространенные размеры, используемые большинством сварщиков:
- .023
- .030
- .035
- .045
Для большинства производственных цехов наиболее распространенным является размер .035 с. Если вы сварщик в домашних условиях, используйте электроды небольшого диаметра, когда это возможно. Чем меньше электрод, тем меньше энергии вам нужно от вашей машины для работы. Просто помните, когда дело доходит до сварки MIG, один размер электрода позволяет сваривать широкий диапазон толщин металла, потому что именно настройка машины определяет толщину свариваемого металла.
MIG Welding Electrode Guide Guide Direction
MIG Welding Electry Selection ChartLincoln MIG Сварки сварки и настройки схемы газа
Сварные углеродные стали и мягкие стали
- AWS Electrode Classification: ER70S-6
- . : C25 (25 % углекислого газа и 75 % аргона) или 100 % Co2
Сварочная нержавеющая сталь
Марки нержавеющей стали: 301, 302, 304, 305 и 308.
- Классификация электродов AWS: ER308L и ER308LSI
- . Легированная сталь
- Классификация электродов AWS: ER309L
- Защитный газ: C2 или 2 % двуокиси углерода и 98 % аргона
Марки нержавеющей стали: 304,305, 308, 310, 312, 314, 316, 317, 321, 347 and 348.
- AWS Electrode Classification: ER316L and ER316LSi
- Shielding Gas: C2 or 2% Carbon Dioxide and 98% Argon
Welding Aluminum
Aluminum Grades: 2014, 3003, 3004, 4043, 5052, 6061, 6062 and 6063. It may also be used to weld cast Aluminum grades 43, 214, 355 and 356.
- Классификация электродов AWS: ER4043
- Экранирующий газ: 100% Argon
Алюминиевые классы: 5050, 5052, 5056, 5083, 5086, 5154, 5356, 5454, 5456.

- 65535353533533535535355353535355535355355555535555555355555555555555555555555555555555555555555555355555555535erser66555555555555555555555555555555555555555335533553. Газ: 100% аргон
Выбор электрода из углеродистой стали
Сварка MIG углеродистой или малоуглеродистой стали обычно выполняется электродом ER70s-6″ с использованием либо 100% углекислого газа, либо газа C25, содержащего 25% углекислого газа. и 75% смеси аргона. Если вы свариваете углеродистую сталь более высокого качества, обычно изменяется минимальный предел прочности при растяжении. Например, если вы свариваете высокопрочную сталь, «ER70S-6» будет «ER9».0S-6″. Изменение прочности стали будет отличаться.
Сварка низкоуглеродистой стали, выполненная электродом ER70S-6 и газом C25.
Углеродистая сталь ER70S-6 Электрод Обозначение этикетка
ER70S-6 представляет следующее:
- ER – Электрод или присадочный стержень, используемый при сварке MIG с подачей проволоки или при сварке TIG 6,0
- 0 минимум 7 0 фунтов прочности на растяжение на квадратный дюйм сварного шва.

- S — Сплошная проволока.
- 6 – Количество раскислителя и очищающего средства на электроде. Это медное покрытие на электроде и тоже бывает разных видов.
Метка проволочного электрода MIG Значение для этикетки ER70S-6
Выбор и выбор электрода для сварки MIG нержавеющей стали
Сварка MIG нержавеющей стали имеет множество электродов, поскольку она используется в широком диапазоне проектов, требующих различных типов нержавеющей стали. оценки. Его также обычно приваривают к углеродистой стали на тех же работах. Например, скоба из нержавеющей стали, приваренная к зданию, в котором находятся трубы из нержавеющей стали. Вот различные типы электродов из нержавеющей стали. Нержавеющая сталь обычно сваривается электродами следующих классов:
- ER308L
- ER309L
- ER316L
ER308L и ER308LSI MIG MIG Обозначение Electration и используйте
, это Stainless, в основном, STAINLESS, STAINLESS, в основном STAINLESS, в основном STAINLESS, в основном STAINLESS, в основном STAINLESS, в основном STAINLESS, в основном STAINLESS, в основном STAINLESS 30.  STRAILES 308. Это не тот блестящий материал, который большинство людей считают нержавеющей сталью. Обычно он используется в промышленных целях, и время от времени на нем появляются пятна ржавчины. На изображении слева нержавеющая сталь 304, сваренная проволокой серии ER308L. Обозначение провода следующее:
STRAILES 308. Это не тот блестящий материал, который большинство людей считают нержавеющей сталью. Обычно он используется в промышленных целях, и время от времени на нем появляются пятна ржавчины. На изображении слева нержавеющая сталь 304, сваренная проволокой серии ER308L. Обозначение провода следующее:- ER – Электрод или присадочный стержень, используемый при сварке MIG с подачей проволоки или TIG.
- 308 – Марка электрода из нержавеющей стали.
- L – Низкоуглеродистый. Содержание углерода — это то, что вызывает пятна ржавчины на нержавеющей стали.
- Si – (опционально) Иногда добавляется «Si», что означает высокое содержание силикона. По сути, это помогает сварному шву лучше проникнуть в металл. Это как увеличить огонь и подержать стороны подольше.
Сварка MIG из нержавеющей стали с использованием электрода 308L в газе C2.
Электроды для сварки MIG ER309L и ER309Si Назначение и применение (сварка разнородных металлов)
Серия 309 имеет универсальное обозначение, поскольку она используется для сварки нержавеющей стали с низкоуглеродистой или нержавеющей стали с углеродистыми или низколегированными сталями.
 Он сваривает нержавеющие стали марок от 304 до 310, когда это необходимо, или сваривает разнородные металлы вместе, где это необходимо. Недостатком использования этого электрода для сварки стали с нержавеющей сталью является шероховатость внешнего вида сварного шва. Он выполняет свою работу, но независимо от того, насколько сильно вы включаете машину, кажется, что она холодная. Независимо от того, что вы делаете, сварные швы кажутся грубыми по сравнению со сваркой нержавеющей стали с нержавеющей сталью. Чаще всего используется тот же газ C2 или 2% углекислого газа и 98% аргон. Есть много других вариантов (некоторые лучше) для газа, но чаще всего используется C2. Вот обозначение электрода:
Он сваривает нержавеющие стали марок от 304 до 310, когда это необходимо, или сваривает разнородные металлы вместе, где это необходимо. Недостатком использования этого электрода для сварки стали с нержавеющей сталью является шероховатость внешнего вида сварного шва. Он выполняет свою работу, но независимо от того, насколько сильно вы включаете машину, кажется, что она холодная. Независимо от того, что вы делаете, сварные швы кажутся грубыми по сравнению со сваркой нержавеющей стали с нержавеющей сталью. Чаще всего используется тот же газ C2 или 2% углекислого газа и 98% аргон. Есть много других вариантов (некоторые лучше) для газа, но чаще всего используется C2. Вот обозначение электрода:- ER — Электрод или присадочный стержень, который используется при сварке MIG с подачей проволоки или TIG.
- 309 – Марка электрода из нержавеющей стали.
- L – Низкоуглеродистый.
- Si – (опционально) Иногда добавляется «Si», что означает высокое содержание силикона.
 По сути, это помогает сварному шву лучше проникнуть в металл. Это как увеличить огонь и подержать стороны подольше.
По сути, это помогает сварному шву лучше проникнуть в металл. Это как увеличить огонь и подержать стороны подольше.
Электроды для сварки MIG ER3016L и ER316LSi Назначение и применение
Эти электроды из нержавеющей стали в основном используются для сварки высококачественных нержавеющих сталей, главным образом, в пищевой промышленности и на судах. Основными металлами сварных швов ER316 являются нержавеющие марки 304, 305, 308, 310, 312, 314, 316, 317, 321, 347 и 348. Что касается газов, то наиболее широко используется С2 (2% двуокиси углерода и 98% аргона). Есть много других смесей на выбор, и все зависит от того, что может предложить поставщик сварки. Обозначение проводов для ER316L и ER316LSI следующее:
- ER – Электрод или присадочный стержень, используемый при сварке MIG с подачей проволоки или TIG.
- 316 – Марка электрода из нержавеющей стали. Это пищевой и настоящий морской сорт. Но нигде не лучший сорт нержавейки.

- L – Низкоуглеродистый. Содержание углерода — это то, что вызывает пятна ржавчины на нержавеющей стали.
- Si – (опционально) Иногда добавляется «Si», что означает высокое содержание силикона. По сути, это помогает сварному шву лучше проникнуть в металл. Это как увеличить огонь и подержать стороны подольше.
Выбор алюминиевых электродов для сварки MIG и проволоки
Выбор алюминиевых электродов для сварки MIG довольно прост. Существует два типичных варианта:
- ER4043
- ER5350
Теперь есть и другие варианты, но редко когда требуются какие-либо другие электроды. Что касается выбора газа, это всегда 100% аргон. Если вы свариваете алюминий толще 1/2 дюйма, вы можете попробовать аргон-гелиевую смесь. В большинстве случаев 100% аргон — это то, что используют большинство верфей, электростанций и производственных цехов, независимо от толщины алюминия. Вот обозначения алюминиевых электродов:
ER4043 Электрод для сварки MIG Назначение и применение
ER4043 — это наиболее часто используемая присадочная проволока для сварки MIG.
 Сваривает алюминий марок 2014, 3003, 3004, 4043, 5052, 6061, 6062 и 6063. Может также использоваться для сварки литого алюминия марок 43, 214, 355 и 356. Используемый газ всегда 100% аргон и в редких случаях смесь гелия и аргона можно использовать на неблагородных металлах толще ½ дюйма. Электроды классифицируются и обозначаются следующим образом:
Сваривает алюминий марок 2014, 3003, 3004, 4043, 5052, 6061, 6062 и 6063. Может также использоваться для сварки литого алюминия марок 43, 214, 355 и 356. Используемый газ всегда 100% аргон и в редких случаях смесь гелия и аргона можно использовать на неблагородных металлах толще ½ дюйма. Электроды классифицируются и обозначаются следующим образом:- ER – Электрод или присадочный стержень, который используется либо при сварке MIG с подачей проволоки, либо при сварке TIG.
- 4 – Серия алюминий. Этот электрод изготовлен из алюминия серии 4000.
- 043 – Этот номер указывает количество силикона, добавленного в электрод. В алюминиевые сплавы серии 4000 добавлен силикон.
ER5350 Сварочный электрод MIG Назначение и применение
ER4043 — наиболее часто используемая присадочная проволока MIG. Он сваривает алюминий марок 5050, 5052, 5056, 5083, 5086, 5154, 5356, 5454, 5456. В большинстве случаев используется 100% аргон, а в редких случаях смесь гелия и аргона может использоваться для сварки основных металлов толщиной более ½ дюйма.

