Машина контактной сварки арматуры: Аппарат контактной сварки арматуры — БЕСПЛАТНАЯ ДОСТАВКА в Москве, купить по низкой цене
Содержание
используемые аппараты, технология процесса и меры предосторожности.
Содержание
- 1 Аппарат точечной сварки: описание
- 1.1 Какова схема сварочного аппарата?
- 2 Технология сварки
- 2.1 Точечная сварка арматуры
- 3 Необходимые меры безопасности
Сварка – процедура, наверняка известная каждому. Однако это понятие охватывает целый ряд различного рода процессов. Так, одним из видов является точечная контактная сварка. Данный процесс предполагает соединение деталей в одной либо сразу нескольких точках. С учетом размера сварной точки и ее структуры определяется прочность полученного соединения. А достижение высоких показателей возможно при условии применения правильного сварочного аппарата (подбирается нужная схема, выполняется установка, тщательно соблюдается технология сварочного процесса). К слову, возможна его самостоятельная установка и дальнейшее использование.
Одно из направлений точечной сварки, изготовление конструкций из арматуры
Необходимо отметить, что контактная точечная сварка применяется в целях сваривания арматуры. Применение именно данного вида сварки позволяет максимально автоматизировать и механизировать весь процесс изготовления арматуры, а также добиться снижения трудоемкости работ. Однако это далеко не единственная область применения точечной сварки. Так, широко используется данная разновидность и в некоторых иных промышленных целях, например, нередко прибегают к контактной точечной сварке для аккумуляторов. Применение контактной точечной сварки возможно и в домашних условиях для ремонта бытовой техники, выполнения работ с кабелем и др.
Применение именно данного вида сварки позволяет максимально автоматизировать и механизировать весь процесс изготовления арматуры, а также добиться снижения трудоемкости работ. Однако это далеко не единственная область применения точечной сварки. Так, широко используется данная разновидность и в некоторых иных промышленных целях, например, нередко прибегают к контактной точечной сварке для аккумуляторов. Применение контактной точечной сварки возможно и в домашних условиях для ремонта бытовой техники, выполнения работ с кабелем и др.
Аппарат точечной сварки: описание
Аппараты, применяемые при контактной точечной сварке, различны, разнообразна и их схема. К примеру, при относительно небольших объемах работ широко используются машины одно- и двухэлектродные. При необходимости сварки тяжелой арматуры, а также в целях приварки отдельных стержней применяют иные аппараты: подвесные контактные машины со сварочными клещами.
Все выпускаемые машины имеют либо односторонний подвод тока, либо двусторонний. Во втором случае ток подводится к нижнему и верхнему стержням.
Во втором случае ток подводится к нижнему и верхнему стержням.
Когда же подвод тока односторонний, то осуществляется это от вторичного витка трансформатора (снизу). Аппараты с односторонним подводом характеризуются меньшей длиной протекания, что оказывает существенное воздействие на сопротивление (в сторону его снижения). В результате наблюдается повышение производительности за счет появления возможности одновременной сварки нескольких пересечений.
Все сварочные аппараты для одно- и многоточечной контактной сварки разделяются на стационарные и подвесные. При этом подвесные еще бывают со встроенным трансформатором либо выносным.
Относительно невысокой производительностью и малым вылетом хобота электродержателя характеризуются одноточечные стационарные аппараты, оснащенные гидравлическим приводом, и некоторые подвесные, имеющие пневмопривод (типа МТП-75 и МТПП-75 соответственно). Подобные аппараты применяются в целях выполнения работ небольшого объема.
Подобные аппараты применяются в целях выполнения работ небольшого объема.
Одноточечные подвесные машины, имеющие номинальную мощность до 75 кВт, позволяют осуществлять соединение арматуры, где меньший стержень будет иметь минимальный диаметр до 16 мм. Аналогичные стационарные аппараты позволяют сваривать стержни с диаметром до 22 мм.
При необходимости сварки арматуры большего диаметра применяются иные аппараты, обладающие значительно большей мощностью. Также прибегают к многоточечной контактной сварке.
Какова схема сварочного аппарата?
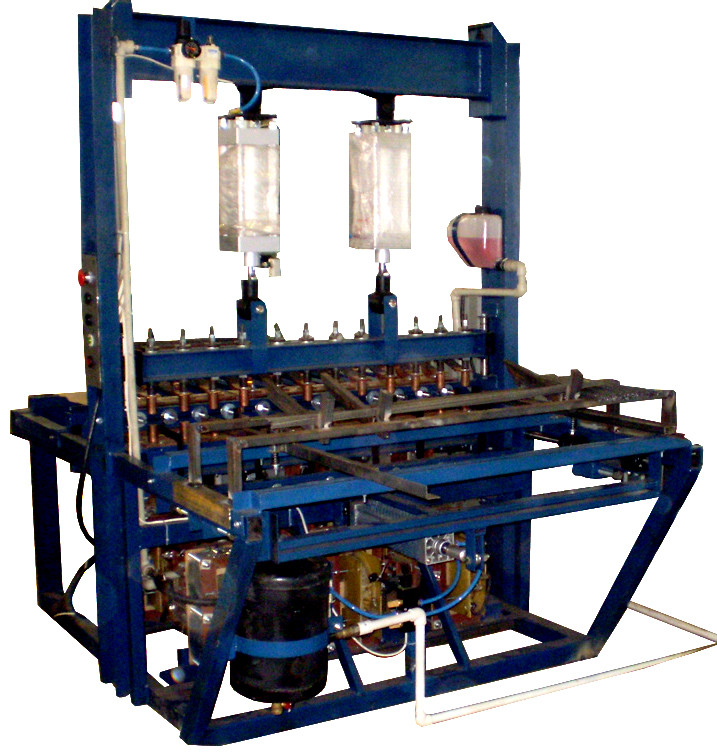
Для начала ознакомимся с одноточечной стационарной машиной. Итак, такая установка состоит из следующих элементов:
- Корпус;
- Пневмопривод;
- Система подвода тока;
- Система охлаждения.
Схема предполагает, что корпус вмещает в себя трансформатор, контактор, переключатель ступеней и панель зажимов.
Сжатый воздух в пневмоцилиндре обеспечивает вертикальное перемещение верхнего электрода, а также сжатие свариваемых стержней. Охлаждение производится при помощи воды.
Охлаждение производится при помощи воды.
Разумеется, схема иных аппаратов выглядит несколько иначе. Необходимо также отметить, что допустима и самостоятельная сборка и установка аппарата для контактной точечной сварки арматуры. Различных вариантов довольно много, но, как правило, в основе лежит определенная схема контактной точечной сварки, требующая минимально возможного количества деталей. Впрочем, любая подобная схема позволит собрать относительно маломощный аппарат для сварки арматуры.
Технология сварки
Поскольку точечная сварка арматуры представляет собой разновидность контактной сварки, то в основу процесса положен небезызвестный закон Джоуля-Ленца, в соответствии с которым происходит тепловое воздействие электрического тока, а также принцип усилия сжатия свариваемых деталей.
Практически ювелирная работа, медными электродами
Более подробно технология выглядит так. В ходе одно- либо многоточечной контактной сварки арматуры ток от одного электрода проходит к другому непосредственно через металл. К слову, сами электроды, применяемые при контактной точечной сварке, производятся из сплавов, обладающих высокой электропроводностью. Это позволяет обеспечить в связи «электрод-деталь» наименьшее сопротивление. В результате в связи «деталь-деталь» — наибольшее нагревание, поскольку там как раз и оказывается максимальное сопротивление.
К слову, сами электроды, применяемые при контактной точечной сварке, производятся из сплавов, обладающих высокой электропроводностью. Это позволяет обеспечить в связи «электрод-деталь» наименьшее сопротивление. В результате в связи «деталь-деталь» — наибольшее нагревание, поскольку там как раз и оказывается максимальное сопротивление.
Точечная сварка арматуры
Она осуществляется в одном из двух режимов: мягком и жестком. Первая технология отличается тем, что:
- Времени для сварки требуется больше;
- Заготовки нагреваются плавно;
- Плотность тока непосредственно на рабочей поверхности электрода не превышает, как правило, 100 А/мм2;
- Сам ток протекает за 0,5-3 с.
Плюсами, которыми характеризуется эта технология, являются:
- Меньшее количество потребляемой мощности;
- Меньшие сетевые нагрузки;
- Необходимость в аппаратах меньшей мощности и, соответственно, меньшей стоимости;
- Наконец, необходимо отметить и такое преимущество, как уменьшение закалки сварочной зоны.

Второй режим – жесткий – характеризуется иными особенностями:
- Продолжительность сварки здесь меньше;
- Показатели силы тока выше, они достигают 120-300 А/мм2;
- Ток при жестком режиме протекает за 0,1-1,5 с.
Основным преимуществом, которым обладает подобная технология сварки арматуры, является общее уменьшение времени, затрачиваемого на соединение, и значительное повышение производительности.
Впрочем, отмечаются и некоторые недостатки, в частности: повышенная мощность, которая потребляется при работе, серьезные сетевые нагрузки.
Необходимые меры безопасности
При осуществлении контактной точечной сварки арматуры необходимо тщательное соблюдение всех мер предосторожности. Приведем основные из предпринимаемых мер.
Итак, прежде всего, важно добиться того, чтобы нагрузка по фазам распределялась равномерно.
Очень важно, чтобы сварочная установка была прочно закреплена, если речь идет о тех случаях, когда аппараты размещаются на столе либо на подставке.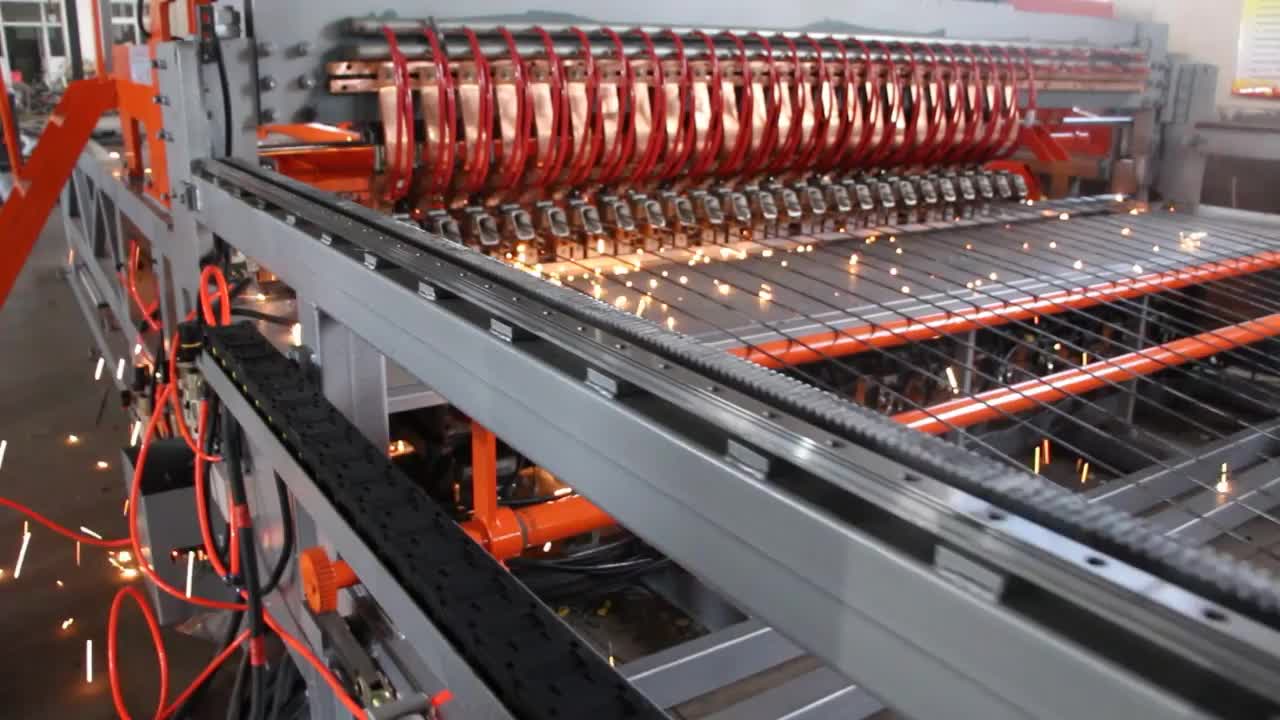 При установке на пол обычно крепление не требуется.
При установке на пол обычно крепление не требуется.
Еще одной немаловажной мерой является заземление корпуса аппарата. Заземлить нужно в любом случае, независимо от того, как именно устанавливается аппарат для точечной сварки арматуры.
Наряду с заземлением следует оснащать сварочные аппараты щитами, предназначенными для защиты от брызг расплавленного металла. Для этого же применяются и очки с простыми стеклами, которые надевает лицо, осуществляющее соединение арматуры.
В массовом производстве, очень щепетильно относятся к мерам безопастности
Должное внимание следует уделять состоянию всех проводов, не допуская их пережатий и появления каких-либо потертостей.
Наконец, важно правильно оборудовать и само рабочее место. Это предполагает не только наличие защитных элементов, но и снабжение рабочего места отсасывающей вентиляцией.
Необходимо отметить, что меры предосторожности, которым нужно следовать при осуществлении контактной точечной сварки арматуры, можно назвать общими для всех видов сварочных работ. Однако это нисколько не умаляет значения подобных мер, поскольку безопасность – одна из неотъемлемых составляющих.
Однако это нисколько не умаляет значения подобных мер, поскольку безопасность – одна из неотъемлемых составляющих.
Контактная точечная сварка арматуры: режимы, оборудование, технология
Главная » Технологии
Технологии
Автор Сварщик На чтение 5 мин Просмотров 141 Опубликовано
Точечный метод контактной сварки арматуры применяют при сборке каркасов для ЖБИ, изготовлении сеток из прутка. Технология основана на принципе преобразования кинетической энергии тока в тепловую, металл соединяют без применения присадок. Оборудование для контактно-точечной сварки делают самостоятельно на базе имеющихся сварочных аппаратов. Для производства армирующих сеток в промышленных масштабах используют автоматы. Режим рабочего тока выбирают под арматуру, учитывают вид сплава, толщину прутка.
Режим рабочего тока выбирают под арматуру, учитывают вид сплава, толщину прутка.
Содержание
- Преимущества и недостатки метода
- Способы контактной сварки арматуры
- Применяемое оборудование
- Режимы точечной сварки арматуры
- Технология сварки
Как у любого другого способа горячего соединения металла, у контактно-точечного метода есть ряд преимуществ:
- высокая производительность, особенно при использовании автоматов;
- низкий выход брака, образуются качественные однородные соединения;
- шов получается прочный, выносит нагрузку на изгиб, кручение;
- не нужны расходные материалы для наплавки, диффузионный слой образуется при расплаве прутка;
- работы проводят в любом пространственном положении;
- оборудование бывает двух типов: стационарное и переносное;
- регулируя параметры рабочего тока, подбирают режим для любого вида прутков:
- не создаются остаточные напряжения в металле.
Наряду с достоинствами, у метода имеются недостатки:
- подготовительный этап занимает много времени – предъявляются особые требования к зоне контакта с электродами;
- необходимо прикладывать физические усилия;
- большой расход электроэнергии;
- нужен мощный источник тока;
- при работе ручным оборудованием задействованы обе руки, сила сжатия ограничена физическим возможностями сварщика.

Способы контактной сварки арматуры
Сначала несколько слов о сути сварочного процесса. Ток подается в рабочую зону по контактным неплавящимся электродам, пруток располагают между ними. Когда электрическая цепь замыкается, возникает электрическая дуга, она в считанные секунды нагревает металл. Зона воздействия ограничена площадью электродов.
Метод контактной сварки основан на высоком сопротивлении арматуры и принципе преобразования кинетической энергии электронов в тепловую. Контактные электроды делают из цветных металлов, имеющих низкое сопротивление, поэтому в процессе работы они не нагреваются. При сжимании контактов диффузный слой уплотняется, для соединения толстой арматуры применяют специальные рычажные или пневмоприводы.
Варить прутки можно встык – торцы расправляются полностью, внахлест – с образованием нескольких контактных точек. Металлические стержни при монтаже железобетонных каркасов соединяют внахлест под прямым углом.
При контактной точечной сварке арматуры металл проваривают:
- с образованием монолитного узла, сплав разогревают до состояния расплава;
- с образованием контактной зоны, металл нагревают до температуры пластичности.

Скорость подачи тока при необходимости ограничивают, соединять стержни допустимо:
- Непрерывным оплавлением, этот способ актуален для арматур из сталей категории А1, прутков, получаемых методом холодной деформации без последующей закалки. Ток подается непрерывно, дуга пронизывает металл в постоянном режиме.
- Прерывистым оплавлением, способ удобен при сварке закаленных горячедеформированных стержней из сплавов категорий А2–А4. Дуга пронзает металл в импульсном режиме.
Сварочные аппараты обычно поддерживают оба режима прогрева.
Применяемое оборудование
Переносные сварочные аппараты делают на основе имеющегося сварочного аппарата большой мощности. В качестве вторичной обмотки используют витки медного кабеля. Контакты сжимаются рычажным устройством по типу клещей. Выносные рычаги для сварки арматуры удлиняют, чтобы увеличить давление на рабочую зону.
Клещи для сварки бывают двух видов:
- стационарные, когда один из рычагов плотно закрепляют на горизонтальной платформе или рабочем столе;
- подвесные, когда рычаг крепится вертикально;
- переносные, оба рычага свободны, подвижность оборудования ограничивается длиной провода.

Модульные машины или станки устроены сложнее, предусмотрен охлаждающий контур, автоматическая подача прутка, есть дополнительные функции, возможна установка сразу нескольких электродов.
Режимы точечной сварки арматуры
Выделяют два основных режима: жесткий и мягкий. О каждом стоит сказать подробнее.
- Точечная сварка на мягком режиме обеспечивает медленный прогрев контактной зоны. Максимальная плотность тока не превышает 100 А/мм2, скорость тока поддерживается в пределах от 1,5 до 3 секунд в зависимости от диаметра стержня. При мягком режиме используют оборудование большой мощности, электрическая сеть при работе «проседает» меньше. Снижен риск возникновения остаточных напряжений.
 При нагреве не изменяются свойства стали – не возникает эффекта закалки. Метод применяется для холоднотянутых арматурных стержней.
При нагреве не изменяются свойства стали – не возникает эффекта закалки. Метод применяется для холоднотянутых арматурных стержней. - Жесткий режим предусматривает работу на плотном токе, от 120 до 300 А на единицу площади. Скорость воздействия, соответственно, ниже, чем при мягком режиме: от 0,1 до 1,5 секунд. При таком методе возникает эффект закалки, поэтому на жестком режиме варят только горячекатанные прутки, которые прогревались в процессе изготовления.
Технология сварки
- Подготовительный этап. Перед контактной сваркой арматуры важно правильно подготовить прутки. Места контактов зачищают до металлического блеска, затем обезжиривают. От качества подготовки поверхности зависит прочность шва. На поверхности не должно быть следов краски, масла, ржавчины. Даже после обработки металла резаком требуется зачистка металлической щеткой.
- Выбор режима работы. В зависимости от марки арматуры настраивают рабочие параметры тока, чтобы не допустить дефектов сваривания.
 Определяют временные интервалы воздействия, силу зажима арматуры. При работе с прутками тоньше 5 мм важно не пережать зону контакта.
Определяют временные интервалы воздействия, силу зажима арматуры. При работе с прутками тоньше 5 мм важно не пережать зону контакта. - Процесс сварки. Уложенную встык арматуру помещают между электродными контактами. Сжимают в зоне будущего шва, только потом включают питание. В процессе нагрева электроды продолжают сжимать, чтобы обеспечить взаимодиффузию.
- После окончания работ проводят контроль качества соединения. Если есть необходимость, арматуру проваривают еще раз с другими параметрами тока.
При работе важно соблюдать технику безопасности, щиток надевать не нужно, но защитные очки нужны обязательно. Оборудование заземляют, руки изолируют рукавицами. Проверяют прочность крепления стационарных установок. Перед работой проверяют качество изоляции кабеля. При нагревании выделяются вредные компоненты, необходимо предусмотреть вентиляцию.
Перед работой проверяют качество изоляции кабеля. При нагревании выделяются вредные компоненты, необходимо предусмотреть вентиляцию.
Контактно-точечный метод сварки арматуры – самый экономичный и простой. Не требует расходных материалов. Зона контакта создается за счет внутреннего разогрева металла электрической дугой. Скорость проведения работ – высокая, но плотность соединения органичена силой сдавливания электродов.
АППАРАТЫ ДЛЯ СТЫКОВОЙ СВАРКИ ДЛЯ БЕТОННОЙ АРМАТУРЫ ПО CEA
УСТРОЙСТВА СОПРОТИВНОЙ СВАРКИ
АППАРАТЫ ДЛЯ СТЫКОВОЙ СВАРКИ ДЛЯ БЕТОННОЙ АРМАТУРЫ der, специально разработанный для соединения бетонных арматурных стальных стержней.
Рабочая высота регулируется на двух уровнях, педали доступны с задней стороны машины, мощная сила осадки: это оборудование было тщательно разработано с учетом всех повседневных потребностей обычного пользователя.
Н20 стандартно оснащен устройством для отжига и четырьмя колесами для удобства транспортировки.
- Простой в использовании
- Высокая надежность
- Подвижная губка на подшипниках для очень точного скольжения с низким коэффициентом трения для обеспечения качественной сварки
Категория: Машины для ручной стыковой сварки
Метки: стыковая сварка, Бетонная арматура, но сварщики, N20, контактная сварка, сварка, проволока
- Описание
- Дополнительная информация
ПОЛУЧИТЬ БОЛЬШЕ ИНФОРМАЦИИ
ОСНОВНЫЕ ХАРАКТЕРИСТИКИ
АППАРАТ ДЛЯ СТЫКОВОЙ СВАРКИ ДЛЯ БЕТОННОЙ АРМАТУРЫ
N20 — это аппарат для стыковой сварки с ручным управлением, специально разработанный для соединения бетонных арматурных стальных стержней.
Этот аппарат для контактной сварки имеет функцию регулировки рабочей высоты на двух уровнях, а также педали, доступные с задней стороны аппарата, для максимального удобства использования и большой силы осадки
Это оборудование было тщательно разработано CEA с учетом всех повседневных потребностей обычного пользователя. Эргономика, удобство использования и надежность — это лучшие решения на рынке без каких-либо компромиссов.
N20 в стандартной комплектации оснащен устройством для отжига и четырьмя прочными колесами для удобства транспортировки. Эти дополнительные стандартные части нашего продукта обеспечивают каждому пользователю исключительную гибкость в повседневном использовании.
ХАРАКТЕРИСТИКИ:
- Простота использования
- Высокая надежность
- Подвижная губка на подшипниках для очень точного скольжения с низким трением для обеспечения качественной сварки
ФОТОГАЛЕРЕЯ
КАТАЛОГ
ТЕХНИЧЕСКОЕ ОПИСАНИЕ
| ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ | Н 20 | |
| Однофазный вход 50/60 Гц | В | 400 |
| Номинальная мощность при 50 % | кВА | 20 |
Макс. мощность сварки мощность сварки | кВА | 88 |
| Установленная мощность | кВА | 15 |
| Сечение соединительных кабелей | мм² | 16 |
| Предохранитель замедленного действия | А | 40 |
| Вторичное напряжение | В | 4,4 |
| Вторичный ток короткого замыкания | кА | 25 |
| Зажимное усилие | даН | 400 |
| Усиливающая сила | даН | 250 |
| Диаметр проволоки (мм) | мин макс. | 8 22 |
| Размеры | мм | 800 |
| мм | 880 | |
| мм | 1650 | |
| Вес | кг | 320 |
Вам также может понравиться…
Electroweld Press Type TMT Steel Rebar Projection Welder 200KVA (SP-20 — Electroweld Industries
+
Часто задаваемые вопросы (FAQ):
Как мы можем запросить ценовые предложения или запросить машину для нашего конкретное приложение для сварки?
Для запроса ценового предложения отправьте электронное письмо с требованиями к сварочному аппарату на адрес sales@electroweld. com
com
или
Отправьте запрос ценового предложения по следующей ссылке:
9 0003
Для прямой помощи выбрав аппарат, соответствующий вашим требованиям и области применения, вы также можете заказать онлайн-совещание в масштабе Zoom с нашими инженерами по продажам электросварки или позвонить нам напрямую по номерам телефонов, указанным ниже.
Electroweld Industries
5, Hira Compound, R.C Marg, Chembur, Mumbai, INDIA — 400074
Телефон (офис в Индии): +91 22 2 522 6180, +91-9702579330
Моб. /Whatsapp: +91-9820160332
Звоните (отдел продаж в США/Мексике): +1 (214)-636-3048
Электронная почта: [email protected]
Напишите нам и мы свяжемся с вами как можно скорее
Как мы размещаем заказы на сварочные аппараты и/или детали машин?
Онлайн-заказ можно разместить непосредственно в Интернет-магазине Electroweld , добавив свою машину в корзину и заполнив формы заказа в процессе оформления заказа.
Примечание. В конце процесса оформления заказа у вас будет возможность завершить оплату через Paypal или разместить онлайн-заказ без реквизитов платежа. Мы свяжемся с вами отдельно при получении онлайн-заказа и обсудим способ оплаты в офлайн-режиме.
или
Заказ на покупку также можно отправить напрямую по адресу [email protected] или по факсу: + 91-22-25272731.
Для заказа деталей отправьте электронное письмо по адресу [email protected] с указанием номера модели машины и требуемого названия/номера детали (или изображения детали). Мы вернемся с информацией о ценах на детали и деталях выполнения заказа.
Примечание. Машины будут доступны для отправки на условиях FOB/CIF Ex-Works через 4 недели после оплаты. Мы можем запустить ваш заказ в производство только после оплаты.
Как работает обработка счетов и платежей?
Платежи могут быть обработаны либо через PAYPAL, используя ссылку: https://paypal. me/electroweld74
me/electroweld74
ИЛИ
Запросите платежные инструкции для банковского перевода или кассы Проверьте при отправке заказа на покупку, отправив электронное письмо по адресу [email protected]
— Заказ будет отправлен в соответствии с нашим почтовым чеком и подтверждением оплаты. Время доставки может варьироваться в зависимости от настройки машины, необходимой для вашего приложения, и любые дополнительные расходы будут добавлены к окончательному счету. Пожалуйста, присылайте любые запросы на настройку по адресу [email protected]
— Для международных заказов указанная цена включает доставку, оплаченную поставщиком, через CIF — стоимость, страховку и фрахт (название порта назначения). Котировки FOB или DAP доступны по запросу.
. Стоимость, страхование и фрахт (CIF) — это расходы, оплачиваемые продавцом для покрытия расходов, страхования и фрахта заказа покупателя, пока он находится в пути. Товар экспортируется в порт, указанный в договоре купли-продажи.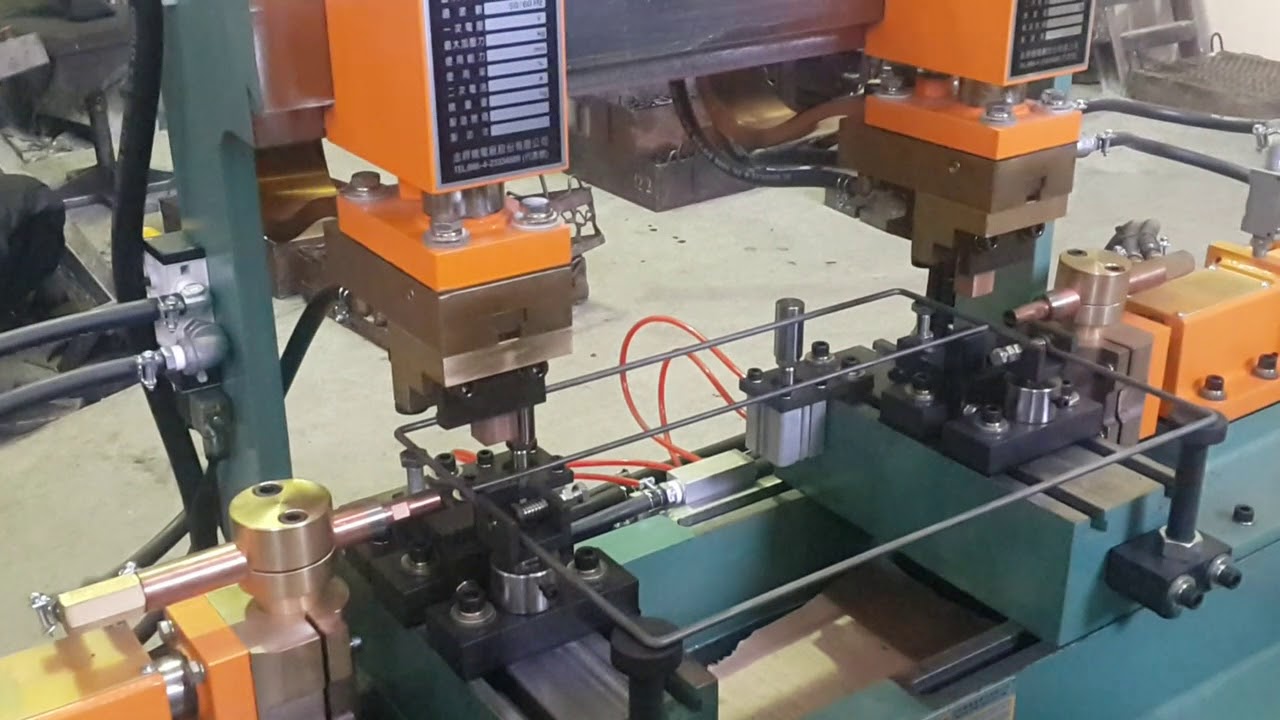 До полной погрузки товара на транспортное судно продавец несет расходы по утере или повреждению товара. Кроме того, если товар требует дополнительных таможенных пошлин, экспортных документов, проверок или перенаправления, продавец должен покрыть эти расходы. После загрузки груза покупатель берет на себя все остальные расходы.
До полной погрузки товара на транспортное судно продавец несет расходы по утере или повреждению товара. Кроме того, если товар требует дополнительных таможенных пошлин, экспортных документов, проверок или перенаправления, продавец должен покрыть эти расходы. После загрузки груза покупатель берет на себя все остальные расходы.
— Любые дополнительные брокерские, таможенные и пошлинные сборы, связанные с международными перевозками, являются ответственностью клиента и не включены.
Что такое процесс доставки?
БЕСПЛАТНАЯ международная доставка до ближайшего порта морским транспортом (название порта назначения CIF). Это гарантирует, что конечная стоимость доставки будет эквивалентна покупке машины у местного дилера в вашей стране. Отдельно стоимость доставки для всех местных заказов в пределах ИНДИИ указывается при выставлении счета 9.0006
— Машины обычно готовы к отправке в течение 4 недель после получения платежа. Для некоторых сложных запросов на настройку может потребоваться дополнительное время.
— Перед отправкой мы отправляем фактические видео работы, показывающие работу вашей машины и сварку любых образцов деталей в соответствии с вашими требованиями, на адрес электронной почты, указанный в счете-фактуре.
— Мы также гарантируем, что машины упакованы в ящики и упакованы в соответствии с требованиями доставки в вашу страну доставки.
— Детали отслеживания будут отправлены по электронной почте или SMS, когда они будут доступны.
— Для международных заказов указанная цена включает доставку, оплаченную поставщиком, через CIF — стоимость, страховку и фрахт (название порта назначения). Котировки FOB или DAP доступны по запросу.
. Стоимость, страхование и фрахт (CIF) — это расходы, оплачиваемые продавцом для покрытия расходов, страхования и фрахта заказа покупателя, пока он находится в пути. Товар экспортируется в порт, указанный в договоре купли-продажи. До полной погрузки товара на транспортное судно продавец несет расходы по утере или повреждению товара.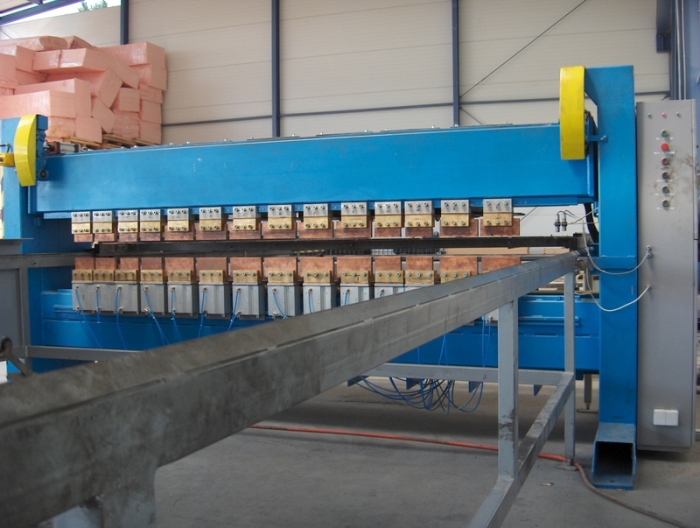 Кроме того, если товар требует дополнительных таможенных пошлин, экспортных документов, проверок или перенаправления, продавец должен покрыть эти расходы. После загрузки груза покупатель берет на себя все остальные расходы.
Кроме того, если товар требует дополнительных таможенных пошлин, экспортных документов, проверок или перенаправления, продавец должен покрыть эти расходы. После загрузки груза покупатель берет на себя все остальные расходы.
— Любые дополнительные брокерские, таможенные и пошлинные сборы, связанные с международными перевозками, являются ответственностью клиента и не включены в стоимость .
Стандартные условия Инкотермс Информация о включенной доставке в порт назначения через CIF (стоимость, страхование и фрахт) доступна ЗДЕСЬ
Что такое стандартная гарантия и процесс поддержки машины?
ГАРАНТИЯ:
Мы гордимся качеством и надежностью наших хорошо спроектированных сварочных аппаратов. Наши машины поставляются со стандартной годовой гарантией на детали и работу.
РАСШИРЕННАЯ ГАРАНТИЯ:
Мы также предоставляем варианты расширенной гарантии на 1 и 2 года для покупки, которые могут дать вам дополнительное спокойствие при покупке оборудования.
Для запроса предложения по расширенной гарантии отправьте электронное письмо с вашими требованиями к расширенному сроку на адрес [email protected]
Информация о гарантии на продукцию ELECTROWELD INDUSTRIES доступна ЗДЕСЬ 9000 3
ПОДДЕРЖКА:
Руководства по продуктам Electroweld содержат технические подробности по установке и вводу в эксплуатацию. Мы можем дополнительно оказать удаленную поддержку вашим инженерам для успешного запуска и ввода в эксплуатацию вашей машины. Мы также можем предоставить расценки на обслуживание на месте, если оно доступно в вашей стране.
Отправьте запрос на обслуживание по следующей ссылке:
Вы также можете отправить запрос на обслуживание по электронной почте [email protected]
УСЛОВИЯ приобретения продукции ELECTROWELD INDUSTRIES доступны ЗДЕСЬ
Electroweld Industries
5, Hira Compound, RC Marg, Чембур, Мумбаи, ИНДИЯ — 400074
Звоните ( Офис в Индии): +91 222 522 6180, +91-9702579330
Мобильный телефон/WhatsApp: +91-9820160332
Телефон (продажи в США/Мексике): +1 (214)-63 6-3048
Электронная почта: sales@electroweld.