Машина сварочная контактная: Машины контактной сварки: каталог машин для контактной и точечной сварки, цены от производителя
Содержание
Контактная сварка
Контактная сварка — это процесс образования соединения в результате нагрева металла проходящим через него электрическим током и пластической деформации зоны соединения под действием сжимающего усилия.
Преимущества контактной сварки перед другими способами:
— Высокая производительность (время сварки одной точки или стыка составляет 0,02… 1,0 с)
— Малый расход вспомогательных материалов (воды, воздуха)
— Высокое качество и надежность сварных соединений при небольшом числе управляемых параметров режима, что снижает требования к квалификации сварщика
— Это экологически чистый процесс, легко поддающийся механизации и автоматизации
Основные способы контактной сварки — это точечная, шовная (роликовая) и стыковая сварка.
Машины для контактной сварки бывают стационарными, передвижными и подвесными (сварочные клещи). По роду тока в сварочном контуре могут быть машины переменного или постоянного тока от импульса тока, выпрямленного в первичной цепи сварочного трансформатора или от разряда конденсатора. По способу сварки разлчают машины для точечной, рельефной, шовной и стыковой сварки.
По способу сварки разлчают машины для точечной, рельефной, шовной и стыковой сварки.
Любая машина для контактной сварки состоит из электрической и механической частей, пневмо- или гидросистемы и системы водяного охлаждения (рис. 1).
Рис. 1. Типовые схемы машин для контактной точечной (а), шовной (б) и стыковой (в) сварки:
1 — трансформатор; 2 — переключатель ступеней; 3 — вторичный сварочный контур; 4 — прерыватель первичной цепи; 5 — регулятор; 6 — привод сжатия; 7- привод зажатия деталей; 8 — привод осадки деталей; 9 — привод вращения роликов; 10- аппаратура подготовки; 11 — орган включения
Электрическая часть включает в себя силовой сварочный трансформатор 1 с переключателем ступеней 2 его первичной обмотки, с помощью которого регулируют вторичное напряжение, вторичный сварочный контур 3 для подвода сварочного тока к деталям, прерыватель 4 первичной цепи сварочного трансформатора 1 и регулятор 5 цикла сварки, обеспечивающий заданную последовательность операций цикла и регулировку параметров режима сварки.
Механическая часть состоит из привода сжатия 6 точечных и шовных машин, привода 7 зажатия деталей и привода 8 осадки деталей стыковых машин. Шовные машины снабжены приводом 9 вращения роликов.
Пневмогидравлическая система состоит из аппаратуры 10 подготовки (фильтры, лубрикаторы, которые смазывают движущиеся части), регулирования (редукторы, манометры, дросселирующие клапаны) и подвода воздуха к приводу 6 (электропневматические клапаны, запорные вентили, краны, штуцера).
Система водяного охлаждения включает в себя штуцера разводящей и приемной гребенок, охлаждаемые водой полости в трансформаторе 1 и вторичном контуре 3, разводящие шланги, запорные вентили и гидравлические реле, отключающие машину, если вода отсутствует или ее мало.
Все машины снабжены органом включения 11. У точечных и шовных машин это ножная педаль с контактами, у стыковых — это комплект кнопок. С органов управления поступают команды на сжатие «С» электродов или зажатие «3» деталей, на включение «Т» и отключение «О» сварочного тока, на вращение «В» роликов, на включение «а» регулятора цикла сварки.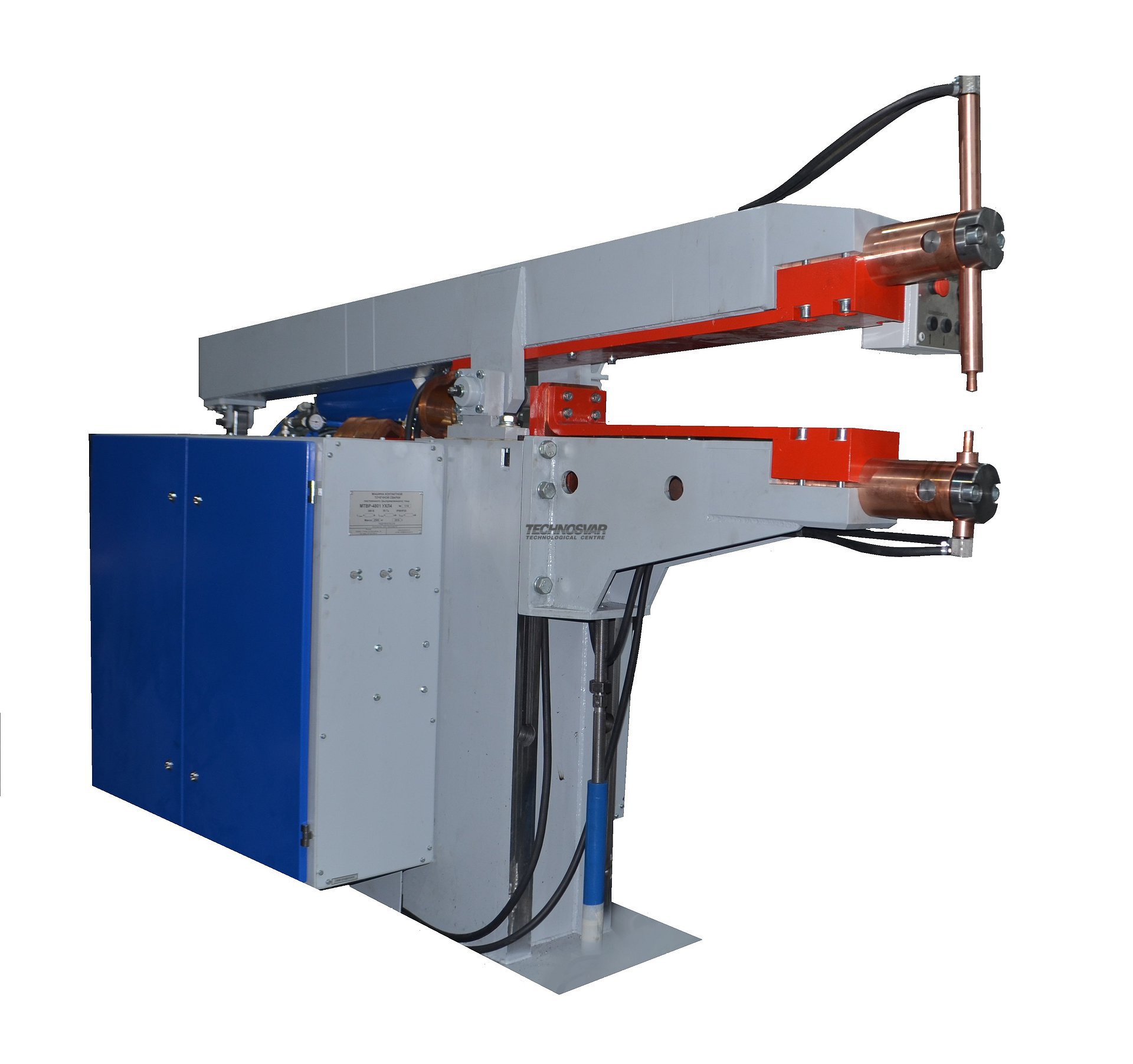 Эти команды отрабатываются соответствующими блоками машины, обеспечивая выполнение операций цикла сварки.
Эти команды отрабатываются соответствующими блоками машины, обеспечивая выполнение операций цикла сварки.
Кроме универсальных применяются специальные машины, приспособленные для сварки конкретных конструкций и типов размеров изделий. Примером могут служить машины для контактной точечной сварки кузовов автомобилей, встроенные в автоматические линии, машины для стыковой сварки оплавлением продольных швов труб в прокатном производстве.
Электроды в контактной сварке служат для замыкания вторичного контура через свариваемые детали. Кроме этого при шовной сварке электроды-ролики перемещают свариваемые детали и удерживают их в процессе нагрева и осадки.
Важнейшая характеристика электродов — стойкость, способность сохранять исходную форму, размеры и свойства при нагреве рабочей поверхности до температуры 600 0С и ударных усилиях сжатия до 5 кг/мм2. Электроды для точечной сварки — это быстроизнашивающийся сменный инструмент сварочной машины. Для изготовления электродов используют медь и жаропрочные медные сплавы — бронзы.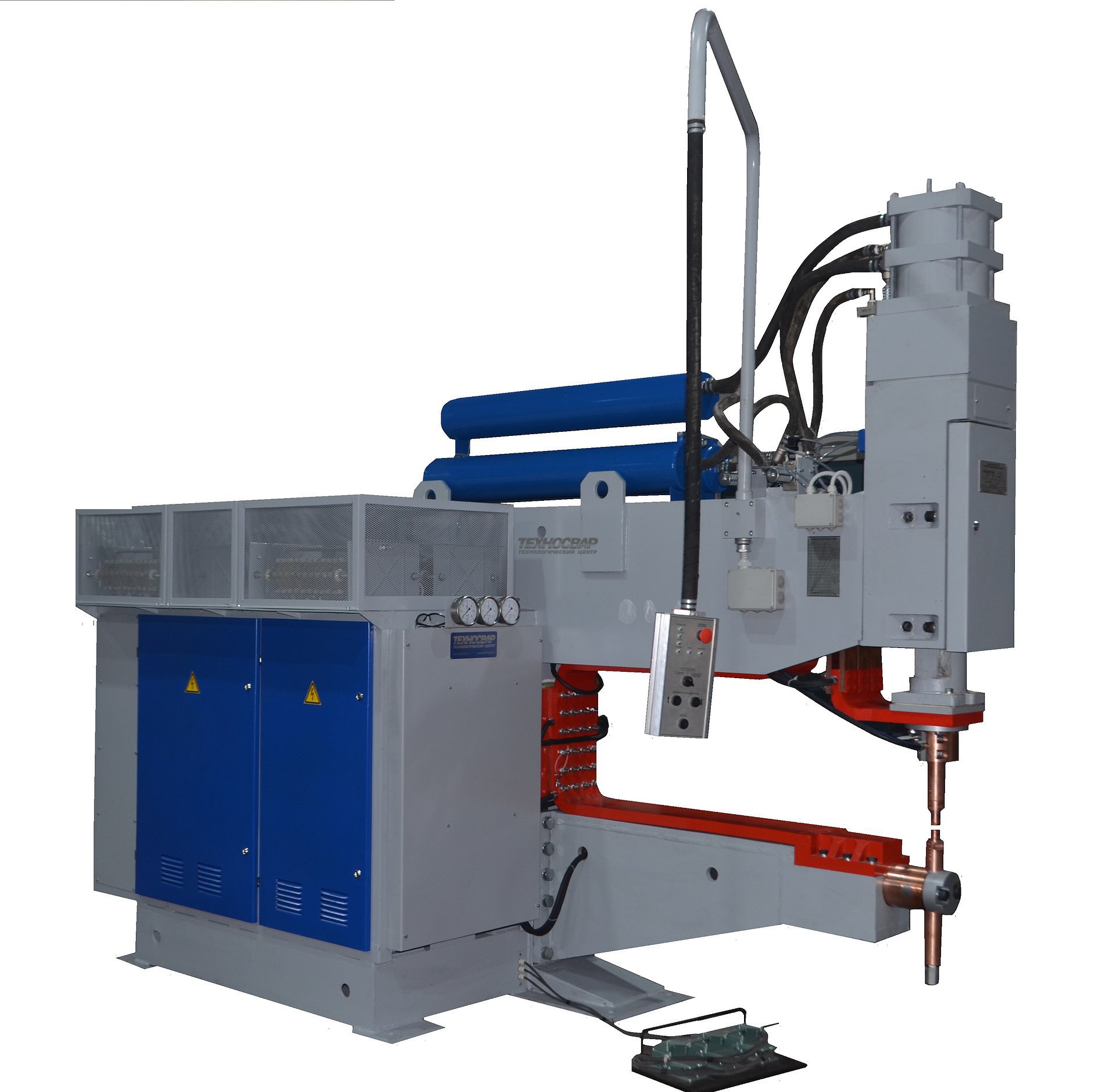 Но материалы для электродов должны обладать также высокой электро- и теплопроводностью, чтобы их нагрев в процессе сварки был меньше. Температура разупрочнения бронз не превышает 0,5 их температуры плавления, а рабочая поверхность электрода нагревается до 0,6 Тпл. При таких условиях электродные бронзы относительно быстро разупрочняются. Повысить износостойкость электродов можно, используя технологические факторы,а также смену материала для их производства. В настоящее время многие производственные компании и заводы предпочитают традиционным материалам дисперсно-упрочненные материалы на основе порошковой меди( ДУКМ ). Они обладают уникальными характеристиками: высокой электро- и теплопроводностью,высокой твердостью и износостойкостью,низкой способностью к адгезии (прилипанию )к различным металлам.Температура рекристаллизации таких материалов достигает 900 ºС, в следствие чего электроды из ДУКМ имеют очень высокий ресурс,что является определяющим показателем на производстве.
Но материалы для электродов должны обладать также высокой электро- и теплопроводностью, чтобы их нагрев в процессе сварки был меньше. Температура разупрочнения бронз не превышает 0,5 их температуры плавления, а рабочая поверхность электрода нагревается до 0,6 Тпл. При таких условиях электродные бронзы относительно быстро разупрочняются. Повысить износостойкость электродов можно, используя технологические факторы,а также смену материала для их производства. В настоящее время многие производственные компании и заводы предпочитают традиционным материалам дисперсно-упрочненные материалы на основе порошковой меди( ДУКМ ). Они обладают уникальными характеристиками: высокой электро- и теплопроводностью,высокой твердостью и износостойкостью,низкой способностью к адгезии (прилипанию )к различным металлам.Температура рекристаллизации таких материалов достигает 900 ºС, в следствие чего электроды из ДУКМ имеют очень высокий ресурс,что является определяющим показателем на производстве. Немаловажным фактором является также то, что стоимость электродов из ДУКМа будет существенна ниже, чем на аналогичные из бронз из-за разной себястоимости материалов. Материалы БрХ, БрХЦр,БрНБТ стоят неоправданно дорого.
Немаловажным фактором является также то, что стоимость электродов из ДУКМа будет существенна ниже, чем на аналогичные из бронз из-за разной себястоимости материалов. Материалы БрХ, БрХЦр,БрНБТ стоят неоправданно дорого.
В случае интенсивных и постоянных сварочных работ, сэкономив на покупке высокоресурсных электродов, в итоге Вы получаете ощутимо большие затраты на их постоянную покупку в огромных количествах. В этом случае рекомендации однозначны – используйте электроды из ДУКМ. Бронзы — для специфических производств.
Теперь о стоимости: самые дешёвые электроды – медные, их стоимость самая низкая, следующие в ценовом ряду электроды из дисперсно-упрочнённой меди (ДУКМ) и самые дорогие – бронзовые.
Основные параметры режима всех способов контактной сварки — это сила сварочного тока, длительность его импульса и усилие сжатия деталей. Теплота в свариваемом металле выделяется при прохождении через него импульса тока Iсв длительностью t в соответствие с законом Джоуля-Ленца: Q= Iсв2Rсвt, где за Rсв принимают сопротивление столбика металла между электродами. При расчете сварочного тока, времени импульса, сварочного трансформатора Rсв — исходный параметр, так как его легко рассчитать, зная материал детали, ее толщину и требуемую температуру сварки. При этом сопротивлениями в контактах между деталями и между электродами и деталями пренебрегают.
При расчете сварочного тока, времени импульса, сварочного трансформатора Rсв — исходный параметр, так как его легко рассчитать, зная материал детали, ее толщину и требуемую температуру сварки. При этом сопротивлениями в контактах между деталями и между электродами и деталями пренебрегают.
Согласно закону Джоуля-Ленца увеличение Rсв должно увеличивать количество выделяющейся теплоты. Но по закону Ома
Iсв=U2/Z, где U2 — напряжение на вторичном контуре сварочной машины, a Z — полное сопротивление вторичного контура, в которое входит Rсв. Поэтому при увеличении Rсв уменьшится Iсв, а он входит в закон Джоуля-Ленца в квадрате. Следовательно, увеличение Rсв не всегда увеличивает количество выделяющейся при сварке теплоты, многое зависит от соотношения Rсв и полного сопротивления вторичного контура сварочной машины. Отсюда следуют несколько практических выводов. С ростом общего сопротивления вторичного контура от 50 до 500 мкОм тепловыделение в зоне сварки уменьшается по мере падения Rсв примерно в 10 раз. Недостаток тепла компенсируется увеличением мощности (U2) или времени сварки. Сварка на контактных машинах с малым сопротивлением вторичного контура (~ 50 мкОм) сопровождается интенсивным ростом нагрева по мере падения Rсв в процессе увеличения сварного ядра. При достижении равенства Rсв = Z нагрев достигает максимума, а затем, по мере еще большего снижения Rсв (по достижении требуемого размера ядра), уменьшается. Таким образом, сварка на контактных машинах с малым сопротивлением вторичного контура (а их большинство) сопровождается нестационарным нагревом и нестабильным качеством соединений. Уменьшить этот недостаток можно надежным сжатием зачищенных деталей, обеспечивающим поддержание Rсв на минимальном уровне, либо поддерживая высокий уровень Rсв за счет слабого сжатия деталей и разделения импульса сварочного тока на несколько коротких импульсов. Последнее еще и экономит энергию и обеспечивает прецизионное соединение с остаточной деформацией 2…5 %.
Недостаток тепла компенсируется увеличением мощности (U2) или времени сварки. Сварка на контактных машинах с малым сопротивлением вторичного контура (~ 50 мкОм) сопровождается интенсивным ростом нагрева по мере падения Rсв в процессе увеличения сварного ядра. При достижении равенства Rсв = Z нагрев достигает максимума, а затем, по мере еще большего снижения Rсв (по достижении требуемого размера ядра), уменьшается. Таким образом, сварка на контактных машинах с малым сопротивлением вторичного контура (а их большинство) сопровождается нестационарным нагревом и нестабильным качеством соединений. Уменьшить этот недостаток можно надежным сжатием зачищенных деталей, обеспечивающим поддержание Rсв на минимальном уровне, либо поддерживая высокий уровень Rсв за счет слабого сжатия деталей и разделения импульса сварочного тока на несколько коротких импульсов. Последнее еще и экономит энергию и обеспечивает прецизионное соединение с остаточной деформацией 2…5 %.
При сварке на машинах с большим сопротивлением вторичного контура (> 500 мкОм) снижение Rсв в процессе сварки практически не влияет на выделение теплоты, нагрев остается стационарным, что характерно для сварки на подвесных машинах с длинным кабелем во вторичном контуре. Сваренные на них соединения обладают более стабильным качеством.
Сваренные на них соединения обладают более стабильным качеством.
Качество сварных соединений, выполненных контактной сваркой, определяется подготовкой поверхностей к сварке, а также правильным выбором параметров режима и их стабильностью. Основной показатель качества точечной и шовной сварки — это размеры ядра сварной точки. Для всех материалов диаметр ядра должен быть равен трем толщинам S более тонкого свариваемого листа. Допускается разброс значений глубины проплавления в пределах 20…80 % S. За меньшим из этих пределов следует непровар, за большим — выплеск. Глубина вмятины от электрода не должна превышать 0,2 S. Размер нахлестки в точечных и шовных соединениях должен выбираться в пределах 2,5…5,0 диаметров ядра.
Основные дефекты сварных соединений при точечной и шовной сварке — это непровар, заниженный размер литого ядра, трещины, рыхлоты и усадочные раковины в литом ядре и выплеск, который может быть наружным, из-под контакта электрод — деталь, и внутренним, из-под контакта между деталями. Причины этих дефектов — недостаточный или избыточный нагрев зоны сварки из-за плохой подготовки поверхностей и плохой сборки деталей или из-за неправильно выбранных параметров режима сварки.
Причины этих дефектов — недостаточный или избыточный нагрев зоны сварки из-за плохой подготовки поверхностей и плохой сборки деталей или из-за неправильно выбранных параметров режима сварки.
При стыковой сварке по тем же причинам могут возникать непровары. Перегрев зоны сварки может вызвать структурные изменения (укрупнение зерна) и обезуглераживание сталей. Это ухудшает механические свойства соединений.
Контролируют качество контактной сварки чаще всего внешним осмотром, а также любыми методами неразрушающего контроля. Сложность контроля состоит в том, что этими методами непровар не выявляется, так как поверхности деталей плотно прижаты друг к другу, в их контакте образуется «склейка», проникающие излучения, магнитное поле и ультразвук не отражаются и не ослабляются. Наиболее оперативный метод контроля — разрушение контрольных образцов в тисках молотком и зубилом. Если непровара нет, разрушение происходит по целому металлу одной из деталей, можно измерить диаметр литого ядра при точечной и шовной сварке.
МТ 809 Машина контактной точечной сварки Б/У
- Доска объявлений
- Силовая техника
- Сварочное оборудование
- Аппараты контактной сварки
- Аппараты точечной сварки, споттеры
Объявление не актуально!
МТ 809 Машина контактной точечной сварки
1970г.в.
Масса – 0,735т.
Создано 24.02.2020 Изменено 03.07.2020
Сварочный аппарат
Машина контактной сварки
Сварочная установка
Сварочное оборудование
Сварочный агрегат
Аппарат контактной точечной сварки
Похожие объявления
Интересные статьи партнеров
Красивые девушки и мощные станки
Нужна нестандартная листогибочная оснастка? Напечатайте её на 3D-принтере! [Часть 1]
Пусконаладка оптоволоконного лазерного станка для резки металла XTC-1530H/3000 IPG в Брянске
Быстрая эволюция современной технологии лазерной резки
Пусконаладка в Брянске — оптоволоконный лазер для резки труб XTC-T160/1000 Raycus
Пусконаладка оптоволоконного лазерного станка для резки металла XTC-1530H/3000 Raycus в Солнечногорске
Пусконаладка лазерного станка LM 1616 PRO OPEN 180 Вт в Москве
Пусконаладка фрезерного станка с ЧПУ с водяным охлаждением TS 2030L в Московской области
24 вида стали, которые вы должны знать [Часть 2]
Вы недавно смотрели
Все просмотренные объявления →
МАШИНА ТОЧЕЧНОЙ СВАРКИ ПЕРЕМЕННЫМ ТОКОМ МТ-4240
Машина сварочная МТ-4240 предназначена для контактной точечной сварки переменным током металлических конструкций и изделий. Технологические возможности данного сварочного аппарата позволяют сваривать широкий спектр изделий. Толщина свариваемого материала зависит от вида материала и требований к качеству сварного соединения. Сварочный аппарат обеспечивает диаметр литого стержня сварной точки, соответствующий отраслевым инструкциям с повышенными требованиями к качеству сварного соединения.
Технологические возможности данного сварочного аппарата позволяют сваривать широкий спектр изделий. Толщина свариваемого материала зависит от вида материала и требований к качеству сварного соединения. Сварочный аппарат обеспечивает диаметр литого стержня сварной точки, соответствующий отраслевым инструкциям с повышенными требованиями к качеству сварного соединения.
Диапазоны толщины свариваемого металла
| Низкоуглеродистая сталь | от 0,5+0,5 до 8,0+8,0 мм* |
| Низколегированная сталь | от 0,5+0,5 до 4,0+4,0 мм* |
| Нержавеющая сталь | от 0,3+0,3 до 4,0+4,0 мм* |
| Титановые сплавы | от 0,5+0,5 до 4,0+4,0 мм* |
| Хромоникелевые сплавы | от 0,5+0,5 до 2,0+2,0 мм* |
| Медные сплавы | от 0,3+0,3 до 2,0+2,0 мм* |
| Алюминиевые сплавы | от 0,5+0,5 до 1,5+1,5 мм* |
Диапазоны диаметров сварных крестообразных соединений стержневой арматуры
| Класс АI, БИ | от 8+8 до 40+40 мм* |
| Класс АII, АIII | от 8+8 до 35+36 мм* |
* При сварке деталей разной толщины режим сварки определяется наименьшей толщиной детали.
Преимущества сварочного аппарата МТ-4240
- Изготовлен из российского сырья, имеющего все необходимые сертификаты
- Микропроцессорное управление на базе регулятора контактной сварки РКС-810, также производимого нами, позволяет хранить в памяти 20 программ сварки и последовательно воспроизводить параметры сварки
- Установка параметров сварки на передней панели регулятора контактной сварки РКС-810 и цифровая индикация заданных параметров
- В качестве источника сварочного тока используется трансформатор, также нашего производства, залитый эпоксидным компаундом
- Жидкостное охлаждение сварочного трансформатора, вторичный контур
- Независимая регулировка усилия сжатия при сварке и ковке двумя регуляторами давления с противодавлением на пневмоцилиндре.
Дополнительные опции
- Автономная жидкостная закрытая система охлаждения
- Автономное компрессорное устройство
- Электроды для контактной сварки различной конфигурации
- Устройства для сборки и сварки
*Обратите внимание, что технические характеристики и внешний вид оборудования, размещенные на данном сайте, носят исключительно ознакомительный характер и не являются публичной офертой. Производитель оставляет за собой право вносить любые изменения.
Производитель оставляет за собой право вносить любые изменения.
** Копирование данных без разрешения администрации сайта запрещено.
| Напряжение сети при частоте 50 Гц | 380 В |
| Наибольший вторичный ток | 42 кА |
| Номинальный длительный вторичный ток | 22 кА |
| Максимальная мощность при коротком замыкании | 384 кВа |
| Мощность при 50% ПВ | 285 кВа |
| Сила сжатия электродов: — наибольшая при давлении сжатого воздуха 0,5 МПа — наименьший при давлении сжатого воздуха 0,1 МПа | 3028 даН 500 даН |
| Номинальный вылет | 500 мм |
| Номинальное расстояние | 200 мм |
| Ход верхнего электрода: — полный (рабочий + дополнительный) — рабочий | 120 мм от 5 до 30 мм |
| Пределы регулировки напряжения холостого хода | от 5,9 до 8,7 В |
| Регулировка мощности сварки: — ступенчатый — фаза | 6 шагов 25 – 100 % |
| Привод сжатия электрода | пневматический радиальный |
| Охлаждение токоведущих частей | принудительная жидкость |
| Габаритные размеры машины (Д×Ш×В), не более | 1700×650×2500 мм |
| Масса, не более | 1300 кг |
Купить Машина для точечной сварки постоянным током,Поставщики машины для точечной сварки постоянным током
Двухточечный сварочный аппарат постоянного тока для аккумуляторной батареи мобильного телефона и аккумуляторной батареи 18650 EV
ХАРАКТЕРИСТИКИ
1 Машина для точечной сварки постоянным током TOB-W728 имеет два типа на выбор: пневматический аппарат для точечной сварки с меньшим транспортировочным весом и объемом, но с необходимостью подключения воздушного компрессора. Машина для точечной сварки ног без подачи воздуха, но необходимо отправить вместе со столом.
Машина для точечной сварки ног без подачи воздуха, но необходимо отправить вместе со столом.
2 Этот двухигольный точечный сварочный аппарат постоянного тока специально разработан для профессиональных исследований литий-ионных аккумуляторов. Он в основном используется для сварки печатных плат для аккумуляторной батареи мобильного телефона и аккумуляторной батареи EV для сварки батареи и никелевой вкладки.
Модель | Аппарат для точечной сварки постоянным током TOB-W728 |
Источник питания | 110–240 В с трансформатором, однофазный, 50/60 Гц |
Максимальная выходная мощность | 10кВА |
Гарантия | Ограничение на один год с пожизненной поддержкой |
Преимущества | 1 Двойная импульсная сварка — предварительная сварка и сварка 2 Точность управления микрокомпьютером, гарантия равномерности каждого сварочного эффекта 3 Автоматический подсчет |
Предсварочный ток | 0-99А |
Время сварки | 0-30С |
Сварочный ток | 0-99А |
Сварочный ход | 25 мм, высота сварки может регулироваться |
Операционная | Ножной переключатель и пневматическая модель могут быть выбраны |
Контроль | Управление микросхемой микрокомпьютера, жидкокристаллический ЖК-дисплей, простота и точность |
Толщина сварки | 0,03–0,5 мм Ni сварка на Ni или металлах |
Масса | 50 кг |
Размер(Д*Ш*В) | Модель ножного переключателя со столом: 800*580*1100 мм Пневматическая модель: 400*370*220 мм |
ДИСПЛЕЙ ПРОДУКЦИИ
Аккумулятор EV использует аппарат для точечной сварки постоянным током от клиентов
Электронная почта: tob.
