Машины контактной сварки: Машины контактной сварки: каталог машин для контактной и точечной сварки, цены от производителя
Содержание
Машина контактной сварки МТМ-289 — БалтПомКомплект
Купить Машину контактной сварки МТМ-289
Машина контактной сварки МТМ-289
Предназначена для контактной многоэлектродной точечной сварки арматурных сеток шириной до 2000 мм с ячейкой от 100х100 до 300х300 мм из прутков круглого сечения, диаметром от 3+3 мм до 6+8 мм.
Особенности:
— Поперечные прутки подаются автоматически электроприводом из бокового подающего устройства, продольные прутки закладываются вручную (прутки должны быть мерные и правленые).
— По заказу ячейка 30х80 мм.
— По заказу может быть оснащена микропроцессорным контроллером.
Технические характеристики многоэлектродных машин МТМ-289
Параметры | Значение | |
Напряжение питания, 50 Гц | В | 3х380 |
Потребляемая мощность | кВа | 308 |
Номинальный длительный вторичный ток | кА | 3,2 |
Номинальный сварочный ток | кА | 8 |
Наибольшая ширина свариваемой сетки (каркаса) | мм | 2000 |
Количество пар электродов | шт. | 20 |
Количество трансформаторов | шт. | 4 |
Диаметры свариваемых прутков: | мм | 3…6 |
Расстояние между осями: | мм | |
Наибольшая производительность | цикл/ мин. | 10 |
Количество переменных шагов, автоматически выполняемых машиной | 1 | |
Усилие перемещения каретки подачи сетки | даН | 600 |
Усилие сжатия электродов | даН | 300 |
Расход воздуха при номинальном усилии и наибольшем ходе каретки | м3 за 10 цикл. | 0,9 |
Расход охлаждающей воды | л/час | 1200 |
Масса: | кг | 2300 |
Габариты (ДхШхВ): | мм | 2230х2645х1673 |


Гарантия — 1 год. Поставка запчастей, наладка, ремонт и восстановление.
Купить Машину контактной сварки МТМ-289
Существуют ли какие-либо стандарты для воздуха и воды, используемых в горелках или машинах для точечной сварки?
Ответ: ДА . Стандарт AWS J1.2M/J1. 2:2016 Руководство по установке и техническому обслуживанию машин для контактной сварки
2:2016 Руководство по установке и техническому обслуживанию машин для контактной сварки
Этот стандарт охватывает как установку, так и текущее обслуживание. Это относится к сварочным пистолетам или аппаратам.
Многие пистолеты для точечной сварки и большинство машин для контактной сварки используют воздух. Во всех операциях контактной сварки используется охлаждающая вода для управления, проводников, трансформатора и электродов. Установка надлежащего количества и качества воздуха и воды важна для операции контактной сварки.
ВОЗДУХ
Воздушная система должна быть правильно установлена и обслуживаться для надлежащей контактной сварки.
Качество воздуха:
1. Давление 0–120 фунтов на кв. дюйм
2. Объем, указанный производителем
3. Падение давления не должно превышать 10 фунтов на кв. дюйм
4. Фильтры – ловушки и фильтры для удаления воды и твердых частиц должны присутствовать и проверено.
5. Масленки используются часто, следуйте рекомендациям производителя.
Масленки используются часто, следуйте рекомендациям производителя.
Регулятор давления, фильтр и лубрикатор
ВОДА
Давление воды должно быть не более 75 фунтов на квадратный дюйм, а перепад давления должен составлять не менее 30 фунтов на квадратный дюйм, чтобы обеспечить поток.
Расход должен соответствовать спецификациям машины.
Температура должна быть 65-85 градусов по Фаренгейту.
Необходимо предотвращать образование конденсата на охлаждаемых компонентах.
Качество воды:
1. Поддержание pH в пределах 7,0–9,0
2. Максимальное содержание хлоридов 20 частей на миллион
3. Максимальное содержание нитратов 10 частей на миллион
4. Максимальное содержание сульфатов 100 частей на миллион
5. Максимальное содержание твердых частиц 250 частей на миллион
6. Максимальное содержание карбоната кальция 250 частей на миллион
7. Удельное сопротивление воды более 2000 Ом-см
Вода не должна содержать загрязнений, таких как водоросли и слизь.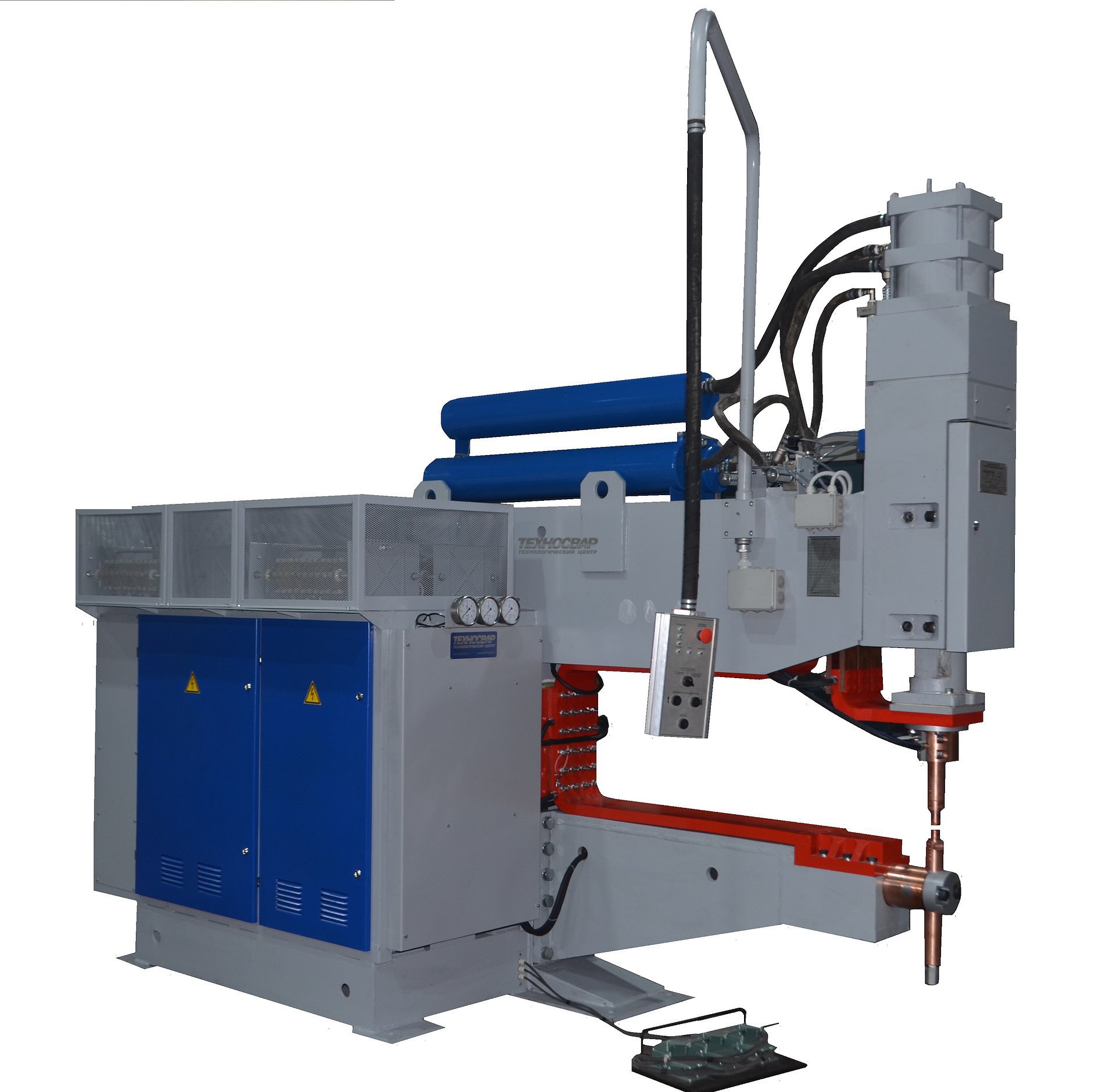 Вода с запахом или мутная требует внимания. Не используйте добавки к воде, которые могут повредить компоненты циркуляции, включая резиновые шланги. Водяные шланги не должны содержать графита или сажи, которые могут сделать их проводящими.
Вода с запахом или мутная требует внимания. Не используйте добавки к воде, которые могут повредить компоненты циркуляции, включая резиновые шланги. Водяные шланги не должны содержать графита или сажи, которые могут сделать их проводящими.
Не следует использовать деионизированную воду. Он может вызвать коррозию системы водоснабжения и снизить удельное сопротивление воды.
Грязь и мусор, такие как листья, залетевшие в водонапорную башню, могут привести к ограничению потока воды и перегреву компонентов сварочного аппарата. Сетчатые фильтры и фильтры следует часто проверять.
Водяной коллектор с отдельными линиями для компонентов
Трубопроводы подачи и выпуска воздуха и воды должны быть не меньше размеров точек подключения машины, чтобы обеспечить достаточный объем.
Для получения дополнительной информации об установке и обслуживании оборудования для контактной сварки обращайтесь:
Стандарт AWS J1.2M/J1.2:2016 Руководство по установке и обслуживанию машин для контактной сварки
Ссылки:
AWS J1. 2M/J1.2:2016 Руководство по установке и обслуживанию машин для контактной сварки
2M/J1.2:2016 Руководство по установке и обслуживанию машин для контактной сварки
Бюллетень RWMA 14
Бюллетень RWMA 16
Руководство RWMA по контактной сварке
Демистификация технологии контактной точечной сварки
Большинство средств управления контактной сваркой не имеют показаний сварочного тока и усилия. Поэтому хорошей идеей будет приобрести специализированный портативный амперметр и датчик силы для контактной сварки.
Точечная сварка сопротивлением выглядит просто и легко, пока сварные швы не разваливаются, и в этот момент процесс внезапно приобретает совершенно новый уровень важности.
Однако успех точечной сварки не обязательно должен быть неуловимым и таинственным.
В отличие от дуговой сварки, при которой образуется валик, легко проверяемый визуально, точечные сварные швы могут выглядеть нормально, но все равно разрушаться из-за непровара. Однако это не вина процесса. Это может быть признаком того, что ваш аппарат для точечной сварки слишком мал для данного применения или неправильно настроен.
Это может быть признаком того, что ваш аппарат для точечной сварки слишком мал для данного применения или неправильно настроен.
Несмотря на то, что для некоторых задач может подойти небольшая легкая машина, вы должны быть полностью информированы, чтобы знать, что вы получаете, прежде чем делать инвестиции.
Точечная сварка сопротивлением уникальна тем, что это высокоскоростной метод соединения металлов без добавления присадочного металла. Когда машина для контактной сварки правильно подобрана и настроена, прочное кованое соединение, называемое самородком, образуется за счет локализованного применения точно контролируемого тепла, выделяемого сопротивлением металла потоку сварочного тока. Правильная сила зажима также является важной переменной, поскольку она помогает определить сопротивление.
При правильном применении контактная точечная сварка является самым быстрым, прочным и наименее дорогим методом соединения листового металла. Однако, несмотря на то, что точечная сварка используется в производстве уже более 100 лет, она до сих пор недостаточно изучена за пределами автомобильной промышленности.
Несмотря на то, что процесс выглядит простым, вы должны понимать многочисленные переменные и способы корректировки каждой из них для достижения желаемого результата — кованого соединения, которое прочнее основного металла.
Точечная сварка сопротивлением имеет три основные переменные, которые необходимо правильно настроить. Эти переменные можно запомнить как FCT:
1. Сила — усилие ковки
2. Ток — количество используемых сварочных ампер
Точечная сварка сопротивлением выглядит простой и легкой до тех пор, пока швы не разваливаются, и в этот момент процесс внезапно приобретает совершенно новый уровень важности.
3. Время — продолжительность текущего потока
Непонимание того, насколько важны эти переменные и как они соотносятся друг с другом, может привести к получению слабых и некрасивых сварных швов. К сожалению, в этих проблемах часто обвиняют сам процесс, что заставляет мастерские заменять более медленные и дорогие методы соединения металлов, такие как дуговая сварка, заклепка, клепка и клей.
Выбор правильной машины и системы управления
Выбор правильной машины для контактной точечной сварки и системы управления может запутать владельца магазина, поскольку доступно очень много марок и ценовых диапазонов. В дополнение к обычно используемым аппаратам для контактной сварки на переменном токе теперь доступны среднечастотные модели для сварки постоянным током и конденсаторным разрядом.
Электронные элементы управления, устанавливаемые на аппарат для контактной сварки, часто имеют другую марку и выбираются отдельно. В дополнение к управлению временем сварки и силой тока большинство современных моделей управления теперь включают в себя цифровые программируемые функции, которые ранее были дорогими опциями, такие как нарастание и пульсация. Некоторые даже предлагают обратную связь и мониторинг процесса сварки в качестве встроенных функций.
KVA Rating
Сегодня в США продается много импортных аппаратов для точечной сварки, но лишь немногие из них соответствуют спецификациям Союза производителей контактной сварки для тяжелых условий эксплуатации (RWMA) по силе тока и мощности.
Некоторые аппараты сравниваются по размерам и параметрам в соответствии с их номинальной мощностью в киловольт-амперах (кВА), тепловой номинальной мощностью, которой производители сварочных аппаратов могут манипулировать для увеличения возможностей своих аппаратов, что вызывает путаницу у покупателей.
Промышленные стандарты RWMA требуют, чтобы машина для точечной сварки имела трансформатор с номинальным рабочим циклом 50%. Рабочий цикл измеряет процент времени, в течение которого трансформатор может проводить ток в течение одной минуты интегрирования без перегрева. Это значение используется для того, чтобы гарантировать, что электрические компоненты не превышают свои тепловые возможности. Однако, чтобы сбить с толку покупателя, некоторые производители машин оценивают свои трансформаторы всего на 10%, что более чем вдвое превышает номинальную мощность KVA, указанную на паспортной табличке.
Кроме того, рейтинг KVA часто имеет мало общего с фактическими сварочными возможностями аппарата для точечной сварки. Доступная выходная мощность сварочного тока во вторичной обмотке сильно зависит от длины плеча аппарата (глубины горловины), вертикального зазора между плечами и вторичного напряжения трансформатора.
Доступная выходная мощность сварочного тока во вторичной обмотке сильно зависит от длины плеча аппарата (глубины горловины), вертикального зазора между плечами и вторичного напряжения трансформатора.
Как и давление воды, вторичное напряжение трансформатора должно быть достаточно высоким, чтобы вторичная сварочная сила тока выходила из трансформатора и проходила через медные рукава сварщика и электроды для точечной сварки (наконечники).
Трансформаторы для точечной сварки обычно имеют вторичный выход только от 6 до 8 В, и если для вашего сварочного процесса требуется аппарат для глубокой сварки с длинными плечами, вам, вероятно, потребуется трансформатор с более высоким номинальным вторичным напряжением, чтобы преодолеть индуктивность большого вторичная петля.
Когда машина для контактной сварки правильно подобрана и настроена, прочное кованое соединение, называемое самородком, образуется за счет локализованного приложения точно контролируемого тепла, выделяемого сопротивлением металла потоку сварочного тока.
Это особенно важно, если места сварки требуют глубокой загрузки детали в горло машины. Сталь в горловине разрушает магнитное поле между руками и лишает машину доступных сварочных токов.
Да пребудет с вами сила ковки!
Сила ковки при сварке обычно создается с помощью пневматического цилиндра. Например, на машине с коромыслом доступное усилие сварки зависит от отношения длины рычага к расстоянию от пневматического цилиндра или ножного рычажного механизма до точки опоры. Другими словами, если короткие плечи заменить длинными, доступное усилие сварки существенно уменьшится.
Машины с ножным управлением требуют, чтобы оператор нажимал на механическую ножную педаль, чтобы закрыть электроды. Из-за ограниченного усилия оператора эти машины редко создают усилие ковки, необходимое для выполнения наиболее желательных требований к точечной сварке класса А.
Точечная сварка класса А имеет самую высокую прочность и самый привлекательный внешний вид. Эти оптимизированные результаты достигаются путем настройки аппарата на относительно высокую вторичную силу тока, короткое время сварки и надлежащее усилие.
Важно отметить, что усилие сварки должно быть в правильном диапазоне. Слишком низкое значение усилия может привести к выдавливанию металла и образованию глубоких вмятин, рваных точечных сварных швов. А слишком высокое значение снижает сопротивление в месте соединения, что снижает прочность и пластичность сварного шва.
Выбор правильного графика сварки
Таблицы, в которых перечислены настройки машин классов A, B и C для металла различной толщины, включены в такие справочники, как «Руководство по контактной сварке» RWMA, пересмотренное 4-е издание.
Несмотря на относительно высокую прочность, сварные швы класса C часто считаются неприемлемыми из-за большой зоны термического влияния (ЗТВ) в результате увеличения времени сварки.
Например, характеристики точечной сварки класса А для двух кусков чистой малоуглеродистой стали 18-го калибра составляют 10 300 ампер при сварке, 650 фунтов. силы сварки и 8 циклов времени сварки. (Один цикл составляет всего 1/60 секунды, поэтому восемь циклов — это очень быстро. )
)
График сварки класса C для той же комбинации сталей: 6100 ампер, 205 фунтов. силы и целых 42 цикла сварочного тока. Это увеличенное время сварки, превышающее полсекунды, может привести к перегреву электродов, созданию чрезвычайно большой ЗТВ и, в конечном итоге, к перегоранию сварочного трансформатора.
По сравнению со сварным швом класса А предел прочности при сдвиге одиночного точечного сварного шва класса С снижен только с 1820 фунтов. до 1600 фунтов, но изделия выглядят намного лучше с привлекательным сварным швом класса А с малой маркировкой, выполненным с помощью машины для точечной сварки подходящего размера. Кроме того, в условиях производственной линии сварные наггетсы класса А будут неизменно прочными, а срок службы электрода будет намного дольше.
Инвестиции в инструменты для настройки
Загадочность процесса добавляет тот факт, что в большинстве средств управления контактной сваркой отсутствуют показания силы тока и силы сварки. Поэтому, чтобы правильно отрегулировать эти важные переменные, рекомендуется инвестировать в специализированный портативный амперметр и датчик силы для контактной сварки.
Управление сваркой — сердце системы
Каждый раз, когда вы выполняете точечную сварку, ее качество и стабильность зависят от контроля контактной сварки. Старая технология управления может не обеспечивать одинаковое значение времени и тепла для каждого сварного шва. В результате вам нужно будет проводить непрерывные разрушающие испытания прочности сварного шва, чтобы убедиться, что ваш сварочный отдел не производит сварные швы su-par.
Обновление системы управления контактной сваркой — это наиболее экономичный способ приведения операции контактной сварки в соответствие со стандартами качества, сварка за сваркой.
Для максимально эффективной точечной сварки рассмотрите возможность установки новой системы управления сваркой со встроенным контролем силы тока и силы электрода для каждого сварного шва в режиме реального времени. Некоторые из этих элементов управления даже позволяют вам устанавливать график сварки непосредственно в амперах, в то время как функция программируемого воздуха элемента управления устанавливает желаемое усилие сварки. Кроме того, некоторые из этих современных средств управления работают по замкнутому контуру, чтобы обеспечить однородность сварных швов даже при изменении материала и напряжения в цеховой линии.
Кроме того, некоторые из этих современных средств управления работают по замкнутому контуру, чтобы обеспечить однородность сварных швов даже при изменении материала и напряжения в цеховой линии.
Важность водяного охлаждения
Компоненты машины для точечной сварки должны иметь надлежащее водяное охлаждение, чтобы обеспечить качество сварных швов и длительный срок службы электрода во время производственных циклов. В некоторых магазинах используются небольшие неохлаждаемые рециркуляторы воды радиаторного типа, которые в лучшем случае могут подавать воду с температурой, близкой к комнатной. Эти рециркуляторы могут негативно повлиять на производительность, когда наконечники для точечной сварки разрастаются от тепла и требуют ремонта или замены несколько раз в смену.
Поскольку идеальная температура воды для аппаратов контактной сварки составляет от 55 до 65 градусов по Фаренгейту (или выше преобладающей точки росы для предотвращения образования конденсата), лучше всего подключать аппарат к автономному охладителю/рециркулятору охлажденной воды.
