Медь или нержавейка теплопроводность: Теплопроводность меди и нержавейки — Dudom
Содержание
Способы сварки меди с нержавейкой: ручная аргонодуговая, электродуговая, ультразвуковая
Преимущественные характеристики меди:
- Теплопроводность.
- Хорошая пластичность металла.
- Устойчивость к коррозиям.
- Электропроводность.
- Низкий коэффициент трения.
- Долговечность.
Содержание
- 1 Отличительные особенности меди
- 2 Сложности сварки меди с нержавейкой
- 3 Основные способы сваривания меди с нержавейкой
- 4 Ручная аргонодуговая сварка
- 5 Электродуговая технология сваривания
- 6 Ультразвуковая сварка
Отличительные особенности меди
Медь способна проводить тепло в шесть раз больше по сравнению с обычным железом. Из-за этого сварку необходимо производить с увеличенной тепловой энергией, а в некоторых случаях возможен даже предварительный подогрев основного металла.
В обычных условиях медь инертна, но в процессе нагревания она вступает в реакцию с кислородом, водородом, фосфором и серой. Кислород способен окислять медь при высокой температуре, а выше 900 оС скорость окисления значительно увеличивается. Это происходит из-за того, что в первоначальном составе меди содержится кислород в связанном состоянии. Закись меди образует эвтектику с меньшей температурой плавления (1065 оС). Температура плавления меди 1085 оС. Поэтому кислород, что содержится в ней, ухудшает ее положительные показатели.
Сложности сварки меди с нержавейкой
Наличие водорода и его выход в атмосферу имеет влияние на конечный результат сварки с нержавеющей сталью. Он может вызвать пористость меди и в дальнейшем образовать трещину в сварочном шве. Растворимость водорода зависит от температуры и парциального давления в атмосфере защитных газов. В процессе кристаллизации водород в меди растворяется в два раза быстрее, чем в другом железе.
В процессе сварки есть вероятность появления пористости в околошовной области из-за накапливания там водорода. Поэтому к свариваемому металлу предъявляют жесткие требования по содержанию в нем водорода. Электрошлаковый переплав и вакуумное плавление позволяют понизить содержание водорода в меди.
Сера в меди присутствует до 0,1%, растворяется в жидком виде, но нерастворима в твердой меди. На качество сваривания не имеет существенного влияния.
Из-за перечисленных выше свойств существуют определенные сложности сварки меди с нержавеющей сталью:
- Разный химический состав. Водород и кислород, присутствующие в меди, может существенно снизить качество сварочного шва.
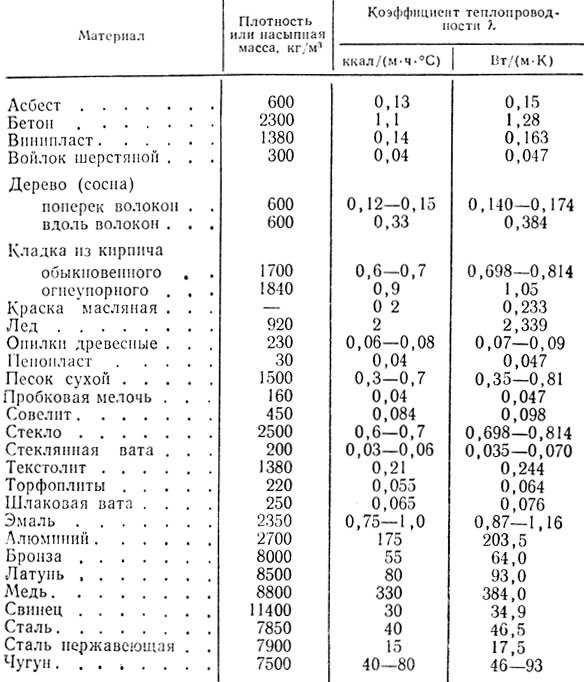
- Разные коэффициенты теплопроводности (у нержавеющей стали он намного ниже).
- Разный температурный режим плавления: нержавейка плавится при 1800 оС, а медь при 1085 оС, активно вступая в реакцию с атмосферными газами.
- Коэффициент растворения меди в нержавейке имеет максимум 0,4%.
- В процессе формирования сварочного шва между сталью и медью формируется резкая граница из-за перенасыщения вкраплений из стали.
- Есть вероятность образования в стали слоя с микротрещинами, которые будут заполнены медью. Для избежания этого необходимо сварочную дугу немного перемещать на медную деталь: таким образом в область шва подается расплав меди.
Надежный и прочный сварной шов можно получить с помощью ручной аргонодуговой сварки. Наплавляя медный металл на нержавейку с использованием флюсов в сфере защитных газов, полученное соединение будет устойчиво к длительным статическим нагрузкам (не теряя своей пластичности). Перед началом сварки необходимо обработать кромки шва 10% раствором каустической соды.
Проще выполнить сваривание нержавейки с чистой медью, чем с дополнительными включениями. Встречается такой состав без примесей реже, поэтому выбор свариваемого способа и основная технология процесса сварки такая же, как и для других цветных металлов.
Основные способы сваривания меди с нержавейкой
Нержавейка и медь достаточно различны по своим составам, самый распространенный способ их сваривания – аргонодуговой. Также возможно применение электродуговой, совсем редко – ультразвуковой сварки.
Ручная аргонодуговая сварка
Данный тип сварки выполняется с повышенной силой сварочного тока, это вызвано высокой способностью меди к теплопроводности. В некоторых случаях допустимо применение стальной подкладки. Суть ручной аргонодуговой сварки – в образовании сварочного шва с помощью расплавления присадочного материала.
Использование газа аргона защищает сварочную ванну от негативного воздействия химических элементов атмосферы, таким образом убирается вероятность появления дефектов и брака в сварочном шве.
Для выполнения сварочных работ берутся неплавящиеся вольфрамовые электроды. Если вместо аргона используется другой газ (азот), то в этом случае необходимо применять графитовые электроды. Аргон на 38% тяжелее кислорода, что позволяет успешно вытеснять его из области сварки.
Аргон на 38% тяжелее кислорода, что позволяет успешно вытеснять его из области сварки.
Аргонодуговая технология позволяет добиться содержания железа в сварочном шве до 10%. А если применить холодную сварку, то его содержание будет более 10%. Чтобы увеличить итоговую прочность шва, его дополнительно легируют с помощью цинка.
Необходимая техника:
- инвертор или другой источник питания, подходящий для аргонодуговой сварки;
- вольфрамовые электроды;
- аргон;
- редуктор;
- присадочный материал;
- защитные элементы (сварочная маска, перчатки и т. д.).
Электродуговая технология сваривания
Этот универсальный способ сваривания можно применять и для сварки меди с нержавеющей сталью. Электродуговую сварку необходимо выполнять с помощью источника большого тока с невысоким напряжением. Технология электродугового метода одновременно позволяет произвести плавку металла электрода (или присадочного материала) и соединяемого металла, вследствие этого формируется сварочная ванна.
Электродуговую сварку необходимо выполнять с помощью источника большого тока с невысоким напряжением. Технология электродугового метода одновременно позволяет произвести плавку металла электрода (или присадочного материала) и соединяемого металла, вследствие этого формируется сварочная ванна.
Между электродом и металлом возникает дуговой разряд. Расплавление происходит за счет локального распределения тепловой энергии дуги, образовывая сварочную ванну и защитный шлак.
Необходимое оборудование:
- источник питания;
- плавящиеся или неплавящиеся электроды;
- молоток, зубило;
- металлическая щетка;
- присадочный материал;
- защитная одежда (маска, перчатки).
Ультразвуковая сварка
Данный вид сварки используется только в промышленных сферах. Сущность данного способа в преобразовании электрических колебаний в механические. Чаще используют для сваривания пластмассы, но возможно использование и для цветных металлов.
Сущность данного способа в преобразовании электрических колебаний в механические. Чаще используют для сваривания пластмассы, но возможно использование и для цветных металлов.
Оборудование:
- источник питания;
- кронштейн для крепления;
- система преобразования колебаний;
- привод для увеличения силы давления.
Нержавеющая сталь против алюминия, в чем разница?
Остин Пэн
- 26 января 2021
- Категория: Блог
Использование нержавеющей стали и алюминия сегодня стало неизбежным. Практически невозможно прожить день, не соприкасаясь с алюминием или нержавеющей сталью. Эти два металла содержатся в автомобилях, кухнях, мостовых конструкциях, самолетах, строительных конструкциях и многом другом.
Эти два металла содержатся в автомобилях, кухнях, мостовых конструкциях, самолетах, строительных конструкциях и многом другом.
Хотя нержавеющая сталь и алюминий могут выглядеть одинаково, они обладают разными свойствами, которые отличают оба металла от использования в обрабатывающей промышленности.
Следовательно, принятия наилучшего решения о дизайне вашего проекта недостаточно, тип металла также играет важную роль в успехе и долговечности проекта.
В связи с этим в этой статье делается попытка провести сравнение между нержавеющей сталью и алюминием, используя около 17 свойств.
Давайте сравним 17 различий между нержавеющей сталью и алюминием
Нержавеющая сталь и алюминий обладают огромным разнообразием впечатляющих свойств, которые можно использовать для различения обоих металлов. Эти свойства будут использоваться в этой главе, чтобы отличить нержавеющую сталь от алюминия. Эти характеристики включают состав элементов, коррозионную стойкость, электрическое сопротивление, теплопроводность, температуру плавления, твердость, вес и многое другое.
Нержавеющая сталь против алюминия: состав элементов
Учет элементного состава металла имеет решающее значение при выборе материала для проекта. Это связано с тем, что компоненты такого металла отвечают за его свойства, такие как твердость, коррозионная стойкость, температура плавления и многое другое. Для сравнения, нержавеющая сталь состоит из самых разных элементов в разных пропорциях. Нержавеющая сталь содержит хром (11%), в то время как другие элементы имеют состав от 0.03% до более 1.0%. Другие компоненты включают алюминий, кремний, серу, никель, селен, молибден, азот, титан, медь и ниобий.
Как уже говорилось, каждый элементный состав играет активную роль в свойствах металла, например, содержание хрома отвечает за обеспечение теплостойкости и коррозионной стойкости.
С другой стороны, алюминий содержит различные компоненты, включая алюминий, кремний, цинк, магний, марганец, медь, железо, титан, хром, цирконий и многие другие.
Нержавеющая сталь против алюминия: коррозионная стойкость
И нержавеющая сталь, и алюминий обладают превосходными антикоррозионными свойствами. Однако нержавеющая сталь имеет преимущество перед алюминием благодаря своему элементному составу. Нержавеющая сталь состоит из хрома, железа, никеля и других компонентов. Хром является добавленным агентом, который помогает придать нержавеющей стали невидимый экран для предотвращения коррозии. Когда происходит ржавление нержавеющей стали, этот защитный слой принимает на себя основной удар. Всякий раз, когда ржавчина на его поверхности очищается, содержание хромового экрана в нержавеющей стали просто обновляется.
Однако нержавеющая сталь имеет преимущество перед алюминием благодаря своему элементному составу. Нержавеющая сталь состоит из хрома, железа, никеля и других компонентов. Хром является добавленным агентом, который помогает придать нержавеющей стали невидимый экран для предотвращения коррозии. Когда происходит ржавление нержавеющей стали, этот защитный слой принимает на себя основной удар. Всякий раз, когда ржавчина на его поверхности очищается, содержание хромового экрана в нержавеющей стали просто обновляется.
С другой стороны, алюминий не ржавеет так, как нержавеющая сталь, а алюминий подвергается коррозии. Интересно, что алюминий имеет экран, представляющий собой тонкий защитный слой оксида алюминия, который защищает его поверхность от ржавчины. Однако защитный экран – оксид алюминия не защищает алюминий от других форм коррозии.
Нержавеющая сталь против алюминия: электропроводность
Электропроводность — это фундаментальное свойство металла, которое количественно определяет, насколько сильно он проводит электрический ток. Для определения электропроводности нержавеющей стали и алюминия в качестве стандарта для оценки электропроводности обоих металлов используется медь. Это связано с тем, что медь обладает высокой проводимостью и оценивается в 100 баллов по шкале от 0 до 100.
Для определения электропроводности нержавеющей стали и алюминия в качестве стандарта для оценки электропроводности обоих металлов используется медь. Это связано с тем, что медь обладает высокой проводимостью и оценивается в 100 баллов по шкале от 0 до 100.
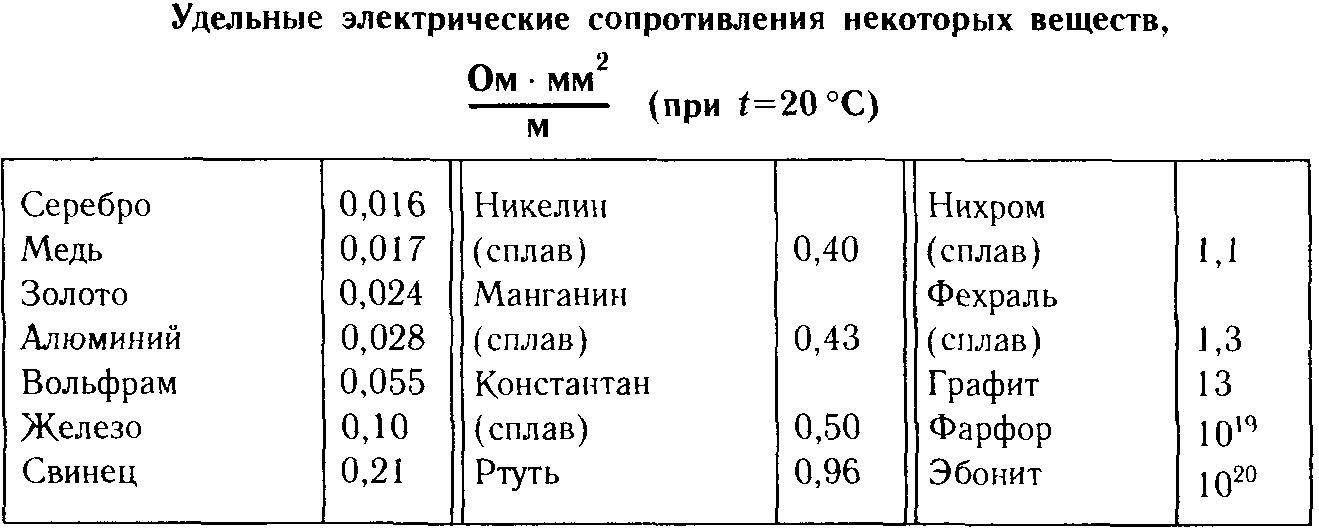
По сравнению с электропроводностью меди алюминий является лучшим проводником, чем сталь. Он демонстрирует около 61 процента проводимости меди при примерно 30% веса меди. Это делает его идеальным материалом для использования в дальних электропередачах и высоковольтных воздушных линиях электропередач. В отличие от алюминия по отношению к электропроводности меди нержавеющая сталь является плохим проводником. Он демонстрирует только около 3.5% проводимости меди.
Нержавеющая сталь против алюминия: теплопроводность
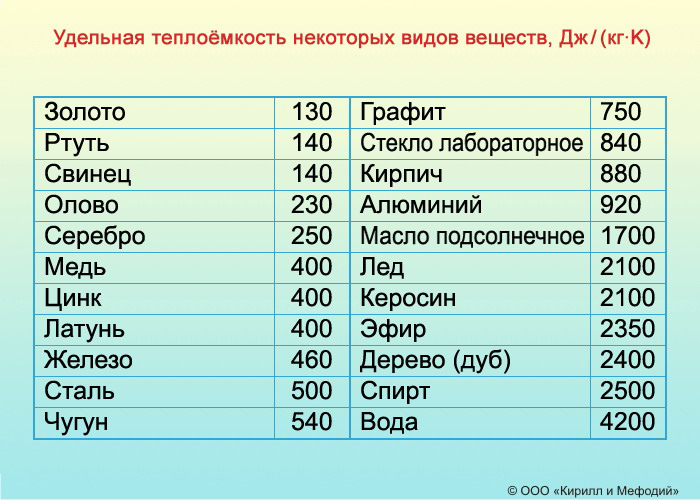
Теплопроводность является решающим фактором, который следует учитывать при выборе материала для вашего проекта. Теплопроводностью металла называют его способность проводить или передавать тепло. В некоторых приложениях важно определить теплопроводность, чтобы знать, какой материал является идеальным выбором. По сути, хороший радиатор должен иметь высокую теплопроводность, а материал с низкой теплопроводностью — хороший изолятор.
По сути, хороший радиатор должен иметь высокую теплопроводность, а материал с низкой теплопроводностью — хороший изолятор.
Для сравнения, алюминий имеет гораздо лучшую теплопроводность — 1460 БТЕ-дюйм/час-фут²-°F (210 Вт/мК). Вот почему он в основном используется для кондиционеров и радиаторов. С другой стороны, нержавеющая сталь может использоваться при гораздо более высоких температурах по сравнению с алюминием, который в основном становится мягким при температуре выше 400 градусов по Фаренгейту.
Нержавеющая сталь против алюминия: температура плавления
Температура плавления материала также важна при выборе материала. Это связано с тем, что металлы наиболее пластичны, когда они находятся в жидком состоянии. Это означает, что температуру плавления можно использовать для определения формуемости материала. Еще одна вещь, которую следует учитывать, это то, что отказ компонента может произойти, как только материал достигнет своей точки плавления или температуры.
Следовательно, точка плавления — это температура, при которой материал начинает переходить из твердого состояния в жидкое. Для сравнения, нержавеющая сталь имеет более высокую температуру плавления в диапазоне от 1230 ° C до примерно — 1530 ° C (2250 — 2790 ° F). С другой стороны, алюминий имеет более низкую температуру плавления 660.37 ° C (1220.7 ° F) по сравнению с нержавеющей сталью. Это показывает, что нержавеющая сталь более применима для термостойких применений, чем алюминий.
Для сравнения, нержавеющая сталь имеет более высокую температуру плавления в диапазоне от 1230 ° C до примерно — 1530 ° C (2250 — 2790 ° F). С другой стороны, алюминий имеет более низкую температуру плавления 660.37 ° C (1220.7 ° F) по сравнению с нержавеющей сталью. Это показывает, что нержавеющая сталь более применима для термостойких применений, чем алюминий.
Нержавеющая сталь против алюминия: твердость
Когда дело доходит до твердости, это сравнительная ценность металла, которая описывает реакцию металла на травление, деформацию, вмятины или царапины на его поверхности. Этот тест на твердость широко проводится в производственных помещениях с помощью инструмента, известного как индентор.
Твердость материала важна для получения прочности материала. Она измеряется несколькими методами, в данном случае мы используем шкалу Бринелля как средство измерения твердости нержавеющей стали и твердости алюминия для сравнения. Твердость нержавеющей стали по Бринеллю (80–600 HB) больше, чем у алюминия (15 HB), поэтому нержавеющая сталь труднее поддается формованию по сравнению с алюминием. Поэтому в приложениях, требующих твердости, нержавеющая сталь предпочтительнее алюминия.
Поэтому в приложениях, требующих твердости, нержавеющая сталь предпочтительнее алюминия.
Нержавеющая сталь против алюминия: плотность
Как правило, алюминий не так прочен, как нержавеющая сталь, которую можно перерабатывать без потери прочности. Это примерно треть веса нержавеющей стали. Алюминий имеет плотность 2.7 г/см.3 в то время как нержавеющая сталь демонстрирует около 8.0 г/см3. Эти значения показывают, что алюминий легче по весу, чем нержавеющая сталь. Из-за легкости алюминия он в основном используется в небоскребах и самолетах. В последнее время большинство небоскребов мира построено из алюминия.
Кроме того, алюминиевые сплавы разработаны более прочными по сравнению с чистым алюминием, чтобы они могли выдерживать вес тяжелых стеклянных панелей, используемых для строительства высоких зданий.
Нержавеющая сталь против алюминия: долговечность
Материал считается долговечным, если он остается функциональным без использования чрезмерного ремонта или технического обслуживания всякий раз, когда на него воздействуют проблемы нормальной эксплуатации. Алюминий и нержавеющая сталь долговечны в своих областях. Тем не менее, очень важно определить наиболее прочный материал, особенно когда долговечность является ключевым фактором в требованиях вашего проекта.
Алюминий и нержавеющая сталь долговечны в своих областях. Тем не менее, очень важно определить наиболее прочный материал, особенно когда долговечность является ключевым фактором в требованиях вашего проекта.
Для сравнения, с точки зрения прочности и твердости нержавеющая сталь считается бесспорным победителем. Вот почему в подавляющем большинстве грузовиков и легковых автомобилей используется больше нержавеющей стали, чем алюминия. Нержавеющая сталь прочнее и долговечнее, чем алюминий, поэтому она предпочтительнее алюминия в автомобильной и других подобных областях.
Нержавеющая сталь против алюминия: обрабатываемость
Обрабатываемость любого материала относится к легкости, с которой материал может быть обработан. Кроме того, степень обрабатываемости материала зависит от условий резания и физических свойств материала.
В этом случае алюминий лучше поддается механической обработке, чем нержавеющая сталь и большинство металлов. Это связано с тем, что его более низкая твердость делает его легко скалываемым при механической обработке.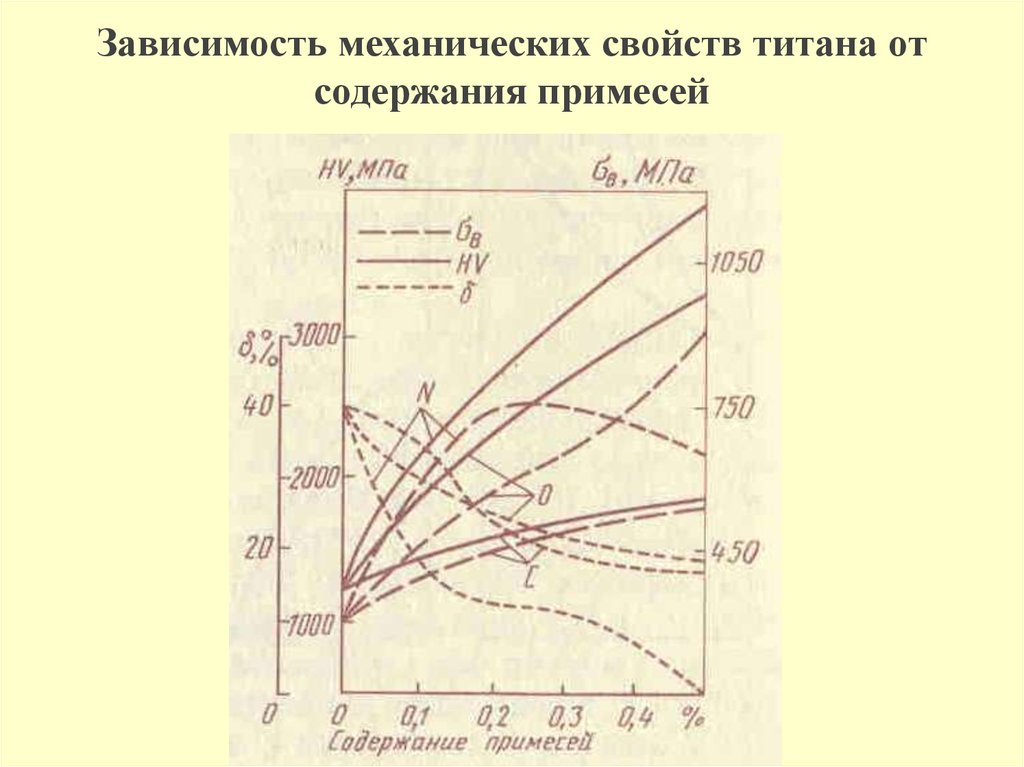 Можно сказать, что алюминий относительно легко формуется, чем нержавеющая сталь. Легкое скалывание означает, что металл более свободно обрабатывается, поскольку режущие инструменты тратят больше времени и усилий на резку заготовки, а не на только что образовавшуюся стружку. Алюминий также можно обрабатывать в 3 или 4 раза быстрее, чем нержавеющую сталь.
Можно сказать, что алюминий относительно легко формуется, чем нержавеющая сталь. Легкое скалывание означает, что металл более свободно обрабатывается, поскольку режущие инструменты тратят больше времени и усилий на резку заготовки, а не на только что образовавшуюся стружку. Алюминий также можно обрабатывать в 3 или 4 раза быстрее, чем нержавеющую сталь.
Нержавеющая сталь против алюминия: формуемость
Способность к формованию – это способность материала проявлять пластическую деформацию при формовании без повреждения. Нержавеющая сталь устойчива к износу и истиранию, она тверже по сравнению с алюминием, который довольно мягок и его легче формовать и резать. Большинство алюминиевых закаленных сплавов и сплавов более легко вмятины, потертости или царапины по сравнению с нержавеющей сталью. Хотя нержавеющая сталь является прочной и твердой, она с меньшей вероятностью деформируется, деформируется или изгибается под действием веса, силы или тепла. В приложениях, где формуемость материала считается важной для проекта, алюминий является идеальным выбором.
Нержавеющая сталь против алюминия: свариваемость
Выбор нержавеющей стали или алюминия для проекта часто сводится к области применения. При сварке алюминиевых деталей или деталей из нержавеющей стали всегда требуется качественный сварной шов. Помимо различных сортов качества, которые могут быть весьма выгодными для различных промышленных применений, нержавеющая сталь и алюминий также свариваются по-разному.
Если сравнивать, то сварка нержавеющей стали более экономична и проста в выполнении, чем сварка алюминия. Сварка алюминия требует больших навыков и чистоты, но алюминиевые детали устойчивы к коррозии и легче по весу. С другой стороны, нержавеющая сталь в 2.5 раза тяжелее и намного прочнее алюминия. Следовательно, он может изгибаться и деформироваться при сварке, но не трескается так легко, как алюминий.
Нержавеющая сталь против алюминия: предел текучести
Предел текучести детали при растяжении — это максимальное напряжение, при котором деталь или материал начинает постоянно деформироваться, а предел текучести — это точка, в которой начинается нелинейная деформация. Как только материал преодолеет предел текучести, некоторая часть деформации будет постоянной и необратимой. Алюминий демонстрирует предел текучести в диапазоне от 7 МПа для низкопрочного алюминия до примерно 11 МПа для высокопрочного алюминия.
Как только материал преодолеет предел текучести, некоторая часть деформации будет постоянной и необратимой. Алюминий демонстрирует предел текучести в диапазоне от 7 МПа для низкопрочного алюминия до примерно 11 МПа для высокопрочного алюминия.
С другой стороны, нержавеющая сталь демонстрирует предел текучести в диапазоне от 25 МПа для низкопрочной нержавеющей стали до примерно 2500 МПа для высокопрочной нержавеющей стали. Поэтому, если требования вашего проекта связаны с пределом текучести, предпочтительнее использовать нержавеющую сталь.
Нержавеющая сталь против алюминия: прочность на растяжение
Предел прочности при растяжении называют самым высоким на кривой напряжения-деформации. Говорят, что это максимальное напряжение, которое материал может выдержать при растяжении. Если это напряжение будет приложено и будет поддерживаться, это приведет к перелому. В большинстве случаев это значение значительно превышает предел текучести примерно на 50–60 % больше, чем предел текучести для нескольких металлов.
В этом случае мы сравнили нержавеющую сталь с алюминием, что показывает, что нержавеющая сталь обладает более высокой прочностью на растяжение, чем алюминий. Нержавеющая сталь показала 34.5-3100 МПа, в то время как чистый алюминий имеет предел прочности при растяжении 90 МПа и может быть увеличен до более чем 690 МПа для некоторых термообрабатываемых сплавов алюминия.
Нержавеющая сталь против алюминия: прочность на сдвиг
Прочность материала на сдвиг — это его стойкость к нагрузке сдвига до того, как компонент разрушится при сдвиге. Обычно это явление происходит на плоскости в направлении, параллельном направлению действующей на нее силы. Напряжение сдвига нержавеющей стали составляет от 74.5 до 597 МПа в зависимости от свойств сплава, а прочность на сдвиг алюминия составляет от 85 до 435 МПа. Это показывает, что в приложениях, требующих высокой устойчивости к нагрузке сдвига, нержавеющая сталь является идеальным выбором по сравнению с алюминием.
Нержавеющая сталь против алюминия: цвет
Чтобы избежать использования неподходящего материала для вашего проекта, желательно, чтобы пользователи были знакомы с цветом используемых материалов. В этом случае алюминий и нержавеющая сталь — это два металла, которые очень похожи, но отличаются друг от друга.
В этом случае алюминий и нержавеющая сталь — это два металла, которые очень похожи, но отличаются друг от друга.
Алюминий имеет серебристо-белый цвет, цвет которого варьируется от серебристого до тускло-серого в зависимости от поверхности материала. Внешний вид алюминия обычно ближе к серебру для гладких поверхностей. Нержавеющая сталь, в отличие от алюминия, относительно блестящая и имеет скорее серебристый, чем серый оттенок. В большинстве случаев нержавеющая сталь по-прежнему будет более блестящей и яркой по сравнению с внешним видом алюминия, даже если этот внешний вид со временем был изменен погодными условиями.
Нержавеющая сталь против алюминия: области применения
Нержавеющая сталь
Нержавеющая сталь в промышленном пространстве в настоящее время используется в самых разных областях. Хотя он на 100% подлежит вторичной переработке, его можно найти почти везде, и граждане ежедневно взаимодействуют с продуктами, изготовленными из нержавеющей стали. Это приложение варьируется от кухни, дороги, больниц, зданий и многого другого. Ниже приведены основные области применения нержавеющей стали:
Это приложение варьируется от кухни, дороги, больниц, зданий и многого другого. Ниже приведены основные области применения нержавеющей стали:
- Кулинария (кухонные мойки, посуда, столовые приборы и многое другое)
- Архитектура (мосты, крыши аэропортов, памятники и скульптуры)
- Хирургические инструменты и медицинское оборудование (временные коронки, хирургические имплантаты, гемостаты)
- Автомобильные приложения (кузова автомобилей, железнодорожные вагоны, легкие пригородные поезда)
- Аэрокосмические приложения (самолеты, космические корабли)
- Вода (сантехника, очистка колодцев, очистка сточных вод, опреснение)
- Конверсия бумаги, целлюлозы и биомассы (варочный котел, отбеливатель, бумагоделательная машина)
- Химическая и нефтехимическая переработка
- Еда и напитки
- Энергетика (электролизер, электроэнергетика)
- ювелирных изделий
- Выталкивающие штифты из нержавеющей стали в пластиковой форме
- Огнестрельное оружие
- 3D печать
Алюминий
Как правило, алюминий обычно используется в самых разных отраслях промышленности из-за его превосходной коррозионной стойкости. Он существует в самых разных сплавах и формах, которые заметно помогают улучшить механические характеристики алюминия, особенно при отпуске. Например, наиболее распространенной формой алюминиевого сплава является его форма в виде фольги и банок для напитков, которые на 92-99% состоят из алюминия. Ниже приведены основные области применения алюминия:
Он существует в самых разных сплавах и формах, которые заметно помогают улучшить механические характеристики алюминия, особенно при отпуске. Например, наиболее распространенной формой алюминиевого сплава является его форма в виде фольги и банок для напитков, которые на 92-99% состоят из алюминия. Ниже приведены основные области применения алюминия:
- Транспорт (самолеты, велосипеды, железнодорожные вагоны, автомобили, морские суда, грузовики, космические корабли и многое другое)
- Упаковка (каркас, банки, фольга,)
- Строительство и строительство (сайдинг, окна, кровля, строительная проволока, двери, обшивка и многое другое)
- Приложения, связанные с электричеством (трансформаторы, двигатели, генераторы, сплавы проводников и многое другое)
- Предметы домашнего обихода (мебель, посуда и многое другое)
- Оборудование и машины (инструменты, трубы, технологическое оборудованиеи многое другое)
Нержавеющая сталь против алюминия: стоимость
При сравнении веса алюминий относительно дороже нержавеющей стали. Однако алюминий составляет около одной трети веса нержавеющей стали. В результате, когда один и тот же объем нержавеющей стали и алюминия помещаются рядом, нержавеющая сталь обычно дороже на 30%. Это означает, что если стоимость материала является очень важным общим критерием, то алюминий является самым дешевым и считается более дешевым, чем нержавеющая сталь.
Сводная сравнительная таблица
Используя около 17 свойств для сравнения между нержавеющей сталью и алюминием в главе 1, мы представляем ниже сводную таблицу, чтобы помочь вам сравнить и сопоставить эти два металла.
Нержавеющая сталь против алюминия: часто задаваемые вопросы
Заключение
Нержавеющая сталь и алюминий являются одними из наиболее часто используемых металлов в производственных помещениях. Они широко применяются в аэрокосмической, медицинской, кулинарной, архитектурной, строительной и многих других областях. Хотя и нержавеющая сталь, и алюминий похожи, они оба обладают специфическими и уникальными свойствами. Однако это больше, чем просто стоимость, факторы или свойства, описанные в этой статье, очень важны при выборе правильного типа металла для вашего проекта. Если им следовать, то ваш проект успешен.
Другие посты, которые могут вам понравиться..
Титан против алюминия, в чем разница?
Титан против нержавеющей стали, в чем разница?
Бронза против меди, в чем разница?
Бронза против латуни, в чем разница?
Латунь против меди, в чем разница?
Какой лучше самогонный аппарат медный или из нержавейки?
Особенности аппаратов из меди
Первые самогонные аппараты делали именно из меди. До 20 века это был самый популярный материал. Позже, когда была изобретена нержавейка, многие отдали предпочтение ей. Почему, поговорим чуть ниже. А пока — к плюсам и минусам меди.
Плюсы меди
- Медь позволяет лучше сохранять исходный аромат браги (фруктовой, зерновой или ягодной), чем нержавейка.
- Медь отлично осаждает серные соединения, на которые очень богаты зерновые и фруктовые браги. Конечный продукт становится чище и качественнее.
- Медь имеет более высокую теплопроводность. Если из нее сделаны элементы колонны (дефлегматор, холодильник), в теории это должно увеличить мощность аппарата.
Минусы меди
- Медь — довольно мягкий металл. Аппараты из нее недолговечны.
- Медь требует тщательного ухода. Аппарат из меди нужно промывать лимонной кислотой до и после перегонки.
- Медь дороже, чем нержавейка.
Аппараты из меди могут производить действительно классные ароматные напитки. Но надо учитывать, что за медью нужен очень тщательный уход, да и цена на нее в среднем в 1,5-2 раза больше, чем у нержавейки. К тому же медные аппараты — недолговечны. Вполне может статься, что через несколько лет новенький блестящий аламбик, который вы купили за немалые деньги, придется выкидывать на свалку.
Если вы готовы мириться с такими серьезными минусами, если для вас во главе угла именно вкусовые качества и аромат напитка, медь — ваш выбор.
Плюсы и минусы использования
Для удобства сравнения различных конструкций мы возьмём за основу медь и нержавеющую сталь. При сравнении основных характеристик и оценке качества получаемых напитков можно выделить следующие положительные стороны:
- Высокая теплопроводность медных изделий позволяет достаточно быстро и равномерно распределить тепло по всей поверхности перегонного куба и других элементов аппарата.
- Удаление ненужных примесей сивушных масел.
- Взаимодействие с содержащейся в браге серой и удаление сульфатов позволяет избавиться от неприятных запахов.
Отрицательных сторон в использовании данного металла практически нет. Вековой опыт использования медных элементов подтверждает это. К числу незначительных недостатков можно отнести достаточно большую стоимость меди, из-за которой она очень редко применяется винокурами в домашнем производстве самогона. Также детали периодически могут покрываться налетом (это никак не влияет на качество напитка, но портит внешний вид), для его удаления нужно промывать все элементы с содой и лимонной кислотой.
В результате многочисленных лабораторных исследований шотландского института были получены положительные результаты именно с использованием меди. Медный самогонный аппарат имел отличные показатели качества и чистоты получаемого на выходе напитка. Также благодаря удалению лишней части серных примесей алкоголь имел приятный запах и прозрачность даже при первой перегонке.
Особенности аппаратов из нержавейки
Аппараты из нержавейки появились на рынке гораздо позже. Но за счет своих плюсов они очень быстро отвоевали свою долю винокуров. И надо признать, вполне заслуженно.
Плюсы нержавейки
- Более низкая цена по сравнению с медью (примерно в 1,5-2 раза).
- Нержавейка не требует слишком тщательного ухода.
- Долговечность. Нержавейка — очень прочный материал, который не боится влажности и коррозии. Аппарат из нее прослужит много лет.
Минусы нержавейки
- Скрадывает ароматы фруктовых и зерновых браг.
Все. Особенных минусов у нержавейки перед медью нет. Тем, кто хочет заниматься самогоноварением, а не постоянно начищать «лампу джина», мы рекомендуем присмотреться к аппаратам из нержавейки. Они долговечнее, надежнее и практичнее.
Выводы
Мы пришли к тому, с чего и начали.
- Медь подойдёт для фруктовой и зерновой браги, производства кальвадоса, бренди, чачи и коньяка, а также экспериментов с различными травами и продуктами.
- Нержавейка будет оптимальным решением для перегонки сахарной браги.

И не забывайте, что нержавейка гораздо проще в уходе, поэтому и прослужит вам дольше. С медью проблем и забот будет гораздо больше.
Полезное видео подготовил канал Сур — Ликбез, в котором автор подробно рассказывает и преимуществах и недостатках этих материалов. В целом, всё остаётся на своих местах: ароматный самогон для меди, а сахарный для нержавейки.
Медная насадка — альтернатива аламбику?
Медная насадка — отличный вариант для тех, кто любит ароматные вкусные напитки, но терпеть не может медные аппараты за их непрактичность и недолговечность. Она выполняет те же функции, что и аламбик: чистит пары спирта от серы и придает им приятный фруктовый аромат.
Все, что нужно — установить ее в колонну или «голову» аппарата из нержавейки и запустить процесс перегонки.
Сравнима ли медная насадка по эффекту с аламбиком?
Определенный результат вы заметите: напиток действительно станет более ароматным. Но полностью повторить эффект, который дает медный аппарат напитку, не получится. Зато за насадкой гораздо проще ухаживать, да и стоит она в десятки раз меньше целого аппарата.
Но полностью повторить эффект, который дает медный аппарат напитку, не получится. Зато за насадкой гораздо проще ухаживать, да и стоит она в десятки раз меньше целого аппарата.
Медная насадка действительно является неплохой альтернативой для тех, кто хочет готовить ароматные дистилляты, но при этом не желает покупать для этого дорогой медный аппарат.
Итог
Аппараты из меди действительно способны получать более качественные, вкусные и ароматные напитки, чем аппараты из нержавейки. Но все указанные плюсы перечеркивает их ужасная непрактичность, недолговечность и очень высокая цена.
Для новичка в самогоноварении на первом месте должны стоять простота, надежность аппарата и интуитивно понятный процесс перегонки. Все это может дать аппарат из нержавейки, но никак не медный аламбик. А если все же захочется поэкспериментировать с ароматами и вкусами, проще прикупить к аппарату из нержавейки медную насадку, нежели брать полноценный дорогой аппарат из меди.
Мы считаем, что покупка аппарата из нержавейки — более надежное и оправданное вложение, чем покупка медного аппарата. Особенно для новичка.
Особенно для новичка.
Читай комментарии (2) или комментируй
Медь
К преимуществам медных самогонных аппаратов относится:
- Высокая теплопроводность. Изделие быстро и равномерно прогревается и так же остывает. Благодаря подходу алкоголь получается более насыщенным и ярким по вкусу. Эффект усиливается при использовании классического медного аламбика.
- Абсорбция соединений серы. Медь вступает в химическую реакцию с элементом и очищает от него напиток. В результате на стенке аппарата образуется черный налет сульфата меди. Такая очистка особенно важна для перегонки зернового, фруктового и ягодного сырья. Поскольку в процессе дистилляции продуктов образуются сернистые соединения, которые при употреблении вызывают головную боль и похмельный синдром.
К минусам медных аппаратов относится их дороговизна и сложность в уходе. Изделия нужно чистить спецсредствами, полировать и промывать раствором лимонной кислоты до и после эксплуатации. Кроме того, медь не устойчива к коррозии и менее прочна, чем сталь. Прибор склонен к поломкам, его необходимо хранить в сухом месте без пыли. Аппарат больше подходит для самогонщиков-профессионалов.
Прибор склонен к поломкам, его необходимо хранить в сухом месте без пыли. Аппарат больше подходит для самогонщиков-профессионалов.
Преимущества меди
Их немного, но они ощутимы.
Старый, элитный и дорогой аппарат под названием аламбик.
- Самогон получается более насыщенным и ярким по вкусу.
- Пары очищаются от серы, ввиду чего напиток получается более качественным.
- Владеть медным дистиллятором или аламбиком это круто.
С чувством. С толком. С расстановкой.
Эти аппараты подходят для опытных самогонщиков, которые готовы тратить время на подготовку оборудования к перегонке и получать за это действительно вкусные дистилляты.
Важно !!! Обзор самогонного аппарата Германия 3 (честный отзыв)
Даже на уровне самовнушения владеть таким медным дистиллятором это элитно, поэтому обычно их владельцы хвалят свой продукт (все остальные просто не хотят чистить куб и трубки лимонной кислотой).
Медный самогонный аппарат
Добротная конструкция характерного золотистого цвета. Привлекательный внешний вид – не единственное преимущество оборудования:
- напиток обладает насыщенным вкусом, даже без добавления ароматизаторов;
- высокое качество за счет очищения паров от примесей серы;
- повышенная теплопроводность. Аппарат нагревается быстро и равномерно.
Несмотря на преимущества, стоит отдельно особенности перегонки, вызывающие трудности:
- гибкость. Мягкий металл уязвим к механическим повреждениям. Небольшой удар способен перерасти в глубокую вмятину;
- сложность ухода. Капризная медь нуждается в постоянном контроле. Это необходимо для сохранения эстетики внешнего вида. Внешняя часть полируется специальными пастами. Благодаря этому сохраняется первозданный блеск, отсутствует характерный налет. Элементы системы промываются до и после эксплуатации.
Кроме этого, сырье относится к линейке дорогих. Цена медного оборудования на порядок выше аналогов.
Особенности самогонных аппаратов из нержавеющей стали
Особенностью нержавейки можно назвать неприхотливость в уходе. Поверхность не вступает в химические реакции с брагой. Для очистки аппарата не требует прилагать дополнительных усилий или использовать дополнительные моющие средства. Ополосните водой, и он сверкает как новый.
Какой выбрать перегонный куб или самогонный аппарат каждый винокур решает сам. Медный вариант дороже, но изделие подчеркивает качество напитка и престиж винокура. Нержавейка практичнее и удобнее. Позволяет изготавливать самогон из любого вида браги, не задумываясь, что внутреннюю поверхность куба придется долго отмывать.
Источник
Какой лучше самогонный аппарат? Медный или из нержавейки
Самогонный аппарат продается в специализированных магазинах или на интернет-площадках. Существует много разных моделей и конфигураций. И поначалу трудно выбрать необходимый модификацию. К тому же они отличаются конфигурацией и материалом. Для изготовления используется пищевая нержавеющая сталь и медь. Каждый вариант обладает плюсами и минусами.
Для изготовления используется пищевая нержавеющая сталь и медь. Каждый вариант обладает плюсами и минусами.
Преимущества меди
Медь используется для изготовления аламбиков. Это самогонный аппарат из Португалии. Перегонный куб для самогонного аппарата и форма не меняется долгое время. Многие компании, производящие оборудование для самогоноварения, начали выпуск медных аппаратов классической формы.
Среди преимуществ медных изделий хотелось бы отметить следующие факторы:
- При использовании медного перегонного куба самогон обладает насыщенным и приятным вкусом и ароматом;
- При перегонке происходит очищение продукта от серы (вступает в реакции с медью). В готовом самогоне отсутствует серные соединения, что способствует улучшению вкусовых свойств;
- Не стоит забывать о престижности. Медный самогонный аппарат или аламбик способен вызвать зависть у знакомых и друзей.
Но не стоит забывать, что для получения самогона необходимо правильно ухаживать за конструкцией.
После каждого приготовления следует очищать перегонный куб.
Преимущества нержавейки
Сейчас читают
Обзор самогонного аппарата “Миджет” 2.0 | Производитель…
Спиртовые дрожжи. Анализ рынка
Нержавейка самый распространенный материал для изготовления самогонных аппаратов. Она обладает следующими преимуществами:
- Стоимость изделия из нержавеющей стали в два раза ниже, чем у медного варианта;
- Очищение конструкции не занимает много времени. Достаточно избавиться от засохшей браги, и ополоснуть проточной водой;
- Срок эксплуатации выше, чем у медного варианта;
- Сталь крепче меди, и поэтому конструкцию сложно сломать и погнуть.
Самогонный аппарат подойдет для любого винокура, как для начинающего самогонщика, так и для мастера самогоноварения, который занимается делом на протяжении нескольких лет.
Статьи — Материалы теплообменников
Статьи — Материалы теплообменников
Ведущий завод теплообменного оборудования в РФ
-
Вся разрешительная документация -
Гибкая система скидок -
Собственное производство
Для изготовления теплообменного оборудования, как правило, используют углеродистые и низколегированные стали, нержавейку, латунь, медь, чугун или титан. Поскольку основной рабочей частью теплообменников является трубный пучок и теплообменный процесс происходит именно за счет него, то необходимо быть уверенным в качестве этой системы.
Поскольку основной рабочей частью теплообменников является трубный пучок и теплообменный процесс происходит именно за счет него, то необходимо быть уверенным в качестве этой системы.
Выбор материала зависит от многих факторов, одним из основных показателей пригодности материала для изготовления теплообменников являются механические свойства, такие как:
- пластичность,
- скорость изнашивания,
- удобство при монтаже и сварке,
- отсутствие внутренних дефектов и однородность,
- стойкость к резким перепадам давления и температур,
- устойчивость структуры в процессе механических нагрузок,
- стойкость к коррозии в условиях высоких температур и агрессивных сред,
- прочность материала в условиях высокого давления и температурного режима.
Рассмотрим наиболее популярные материалы, из которых производят трубные пучки и теплообменники.
Медь
За счет того что медь обладает очень большой теплопроводностью, то изготовленное из нее оборудование имеет высокий коэффициент теплопередачи. Благодаря пластичности данного металла, возможно изготовление из него теплообменника с высокой степенью оребрения.
Благодаря пластичности данного металла, возможно изготовление из него теплообменника с высокой степенью оребрения.
Стоить отметить и габариты таких агрегатов – они имеют малый вес, небольшой объем и весьма компактны. Медь зачастую подвластна коррозии и омеднению, но если придерживаться профилактических мер, этого можно избежать. Пожалуй, основной недостаток такого оборудования – высокая цена.
Латунь
Перед тем как использовать латунный теплообменник, необходимо провести анализ жидкости, с которой аппарат будет взаимодействовать. Латунь используется с пресной водой без примесей и солей, в противном же случае пучок труб начнет ржаветь и приходить в негодность.
Несмотря на то, что тепло- и электропроводность латуни ниже, чем у меди, она обладает более высоким показателем прочности и коррозостойкости. Некоторые латунные сплавы устойчивы к морской воде и перегретому пару – их прочность к специфическим средам и условиям определяет сферу их применения. Более того, латунь значительно дешевле меди.
Нержавеющая сталь
Теплообменники из нержавейки обладают максимальной стойкостью к коррозии и используются в системах с жидкостями, по химическому составу не подходящими ни меди, ни латуни. Это может быть вода с высокой кислотностью, жесткостью, щелочностью, с большой концентрацией сульфатов. Именно нержавейку используют для производства труб, по которым будет течь соленая вода с различными примесями.
Кроме того, нержавейка сочетает достоинства чугуна и стали: она долговечна, невосприимчива к перепадам температур и обладает малой инертностью. Она также не выделяет ионы металла, которые окрашивают и загрязняют воду и обладает более доступной ценой.
Важно помнить, что выбор материала для теплообменника зависит от определенных параметров и в каждом случае индивидуален. К данному вопросу стоит подходить с особой тщательностью, чтобы теплообменник прослужил максимально долго и эффективно.
Возможно, Вас заинтересуют:
- Разборные пластинчатые теплообменники
- Погружные теплообменники
- Спиральные теплообменники
- Сварные теплообменники
о продукции
11. 04.2014, 13034 просмотра.
04.2014, 13034 просмотра.
20
июня
Как получить перерасчет тарифов за вывоз мусора в 2022 году?
Согласно постановлению Правительства Российской Федерации от 6 мая 2011 года № 354, граждане РФ имеют право получить перерасчет тарифов за вывоз мусора.
10
мая
В России вырос спрос на онлайн квитанции за ЖКУ
Резкий рост количества потребителей ЖКУ, выбравших электронный формат платёжек, в первую очередь, связан с дефицитом и подорожанием бумаги в марте — апреле 2022 года.
04
апреля
Застройщик не сможет назначать управляющую компанию по умолчанию
В рамках разработки Стратегии развития строительной отрасли и ЖКХ до 2030 года застройщиков хотят лишить права назначать свою управляющую компанию в новостройках.
Система управления сайтом HostCMS v. 5
ПОИСК ЗАКАЗА
Теплопроводность — титан — Большая Энциклопедия Нефти и Газа, статья, страница 1
Cтраница 1
Теплопроводность титана составляет — 14 0 Вт / м град, что несколько ниже теплопроводности легированной стали. Материал хорошо куется, штампуется, обрабатывается резанием. Сварка изделий из титана производится вольфрамовым электродом в защитной атмосфере аргона. В последнее время титан используется для изготовления широкого ассортимента труб, листа, проката.
Материал хорошо куется, штампуется, обрабатывается резанием. Сварка изделий из титана производится вольфрамовым электродом в защитной атмосфере аргона. В последнее время титан используется для изготовления широкого ассортимента труб, листа, проката.
[1]
Теплопроводность титана низкая — примерно в 13 раз ниже алюминия и в 4 4 раза ниже железа.
[2]
Теплопроводность титана близка к теплопроводности нержавеющей стали и составляет 14 ккал / м С час. Титан хорошо куется, штампуется и удовлетворительно обрабатывается резанием. При температуре более 200 С склонен поглощать газы. Сварка титана производится вольфрамовым электродом в защитной атмосфере аргона.
[3]
Теплопроводность титана и его сплавов примерно в 15 раз ниже, чем у алюминия, и в 3 5 — 5 раз ниже, чем у стали. Коэффициент линейного термического расширения титана также значительно ниже, чем у алюминия и нержавеющей стали.
[4]
Теплопроводность титана составляет — 14 0 Вт / ( м — К), что несколько ниже теплопроводности легированной стали. Материал хорошо куется, штампуется, обрабатывается резанием. Сварка изделий из титана производится вольфрамовым электродом в защитной атмосфере аргона. В последнее время титан используется для изготовления широкого ассортимента труб, листа, проката.
Материал хорошо куется, штампуется, обрабатывается резанием. Сварка изделий из титана производится вольфрамовым электродом в защитной атмосфере аргона. В последнее время титан используется для изготовления широкого ассортимента труб, листа, проката.
[5]
Коэффициент теплопроводности титана в области рабочих температур ( 20 — 400 С) составляет 0 057 — 0 055 кал / ( см-с — С), что примерно в 3 раза меньше теплопроводности железа, в 16 раз меньше теплопроводности меди и близко к теплопроводности нержавеющих сталей аустенитного класса.
[6]
Поэтому, например, теплопроводность титана в 8 — 10 раз меньше теплопроводности алюминия.
[7]
Полученные расчетные значения фононнои теплопроводности титана совпадают с оценкой этой величины, сделанной в работе [5], где она принята равной 3 -: — 5 вт / м-град.
[8]
Прежде всего необходимо учитывать, что теплопроводность титана и его сплавов при невысоких температурах очень низка. При комнатной температуре теплопроводность титана равна приблизительно 3 % от теплопроводности меди и в несколько раз ниже, чем, например, у сталей ( теплопроводность титана равна 0 0367 кал / см сек С, а теплопроводность стали 40 равна 0 142 кал. С повышением температуры теплопроводность титановых сплавов возрастает и приближается к теплопроводности сталей. Это сказывается на скоростях нагрева титановых сплавов в зависимости от температуры, на которую они нагреваются, что видно по скоростям нагрева и охлаждения технически чистого титана ( сплав ВТ1) сечением 150 мм ( фиг.
При комнатной температуре теплопроводность титана равна приблизительно 3 % от теплопроводности меди и в несколько раз ниже, чем, например, у сталей ( теплопроводность титана равна 0 0367 кал / см сек С, а теплопроводность стали 40 равна 0 142 кал. С повышением температуры теплопроводность титановых сплавов возрастает и приближается к теплопроводности сталей. Это сказывается на скоростях нагрева титановых сплавов в зависимости от температуры, на которую они нагреваются, что видно по скоростям нагрева и охлаждения технически чистого титана ( сплав ВТ1) сечением 150 мм ( фиг.
[9]
При легировании так же, как и при увеличении содержания примесей, теплопроводность титана, как правило, уменьшается. При нагреве теплопроводность сплавов, как и чистого титана, увеличивается; уже при 500 — 600 С она приближается к теплопроводности нелегированного титана.
[10]
Модуль упругости титана почти вдвое меньше модуля упругости железа, находится на одном уровне с модулем медных сплавов и значительно выше, чем у алюминия. Теплопроводность титана низкая: она составляет около 7 % от теплопроводности алюминия и 16 5 % от теплопроводности железа. Это необходима учитывать при нагреве металла для обработки давлением и при сварке. Электросопротивление титана примерно в 6 раз больше чем у железа и в 20 раз больше, чем у алюминия.
Теплопроводность титана низкая: она составляет около 7 % от теплопроводности алюминия и 16 5 % от теплопроводности железа. Это необходима учитывать при нагреве металла для обработки давлением и при сварке. Электросопротивление титана примерно в 6 раз больше чем у железа и в 20 раз больше, чем у алюминия.
[11]
Прежде всего необходимо учитывать, что теплопроводность титана и его сплавов при невысоких температурах очень низка. При комнатной температуре теплопроводность титана равна приблизительно 3 % от теплопроводности меди и в несколько раз ниже, чем, например, у сталей ( теплопроводность титана равна 0 0367 кал / см сек С, а теплопроводность стали 40 равна 0 142 кал. С повышением температуры теплопроводность титановых сплавов возрастает и приближается к теплопроводности сталей. Это сказывается на скоростях нагрева титановых сплавов в зависимости от температуры, на которую они нагреваются, что видно по скоростям нагрева и охлаждения технически чистого титана ( сплав ВТ1) сечением 150 мм ( фиг.
[12]
Титан обладает низкой теплопроводностью, которая в 13 раз меньше теплопроводности алюминия и в 4 раза меньше теплопроводности железа. С повышением температуры теплопроводность титана несколько понижается и при 700 С составляет 0 0309 кал / см сек СС.
[13]
Титан обладает низкой теплопроводностью, которая в 13 раз меньше теплопроводности алюминия и в 4 раза меньше теплопроводности железа. С повышением температуры теплопроводность титана несколько понижается и при 700 С составляет 0 0309 кал / см сек С.
[14]
При сварке плавлением для получения соединения хорошего качества необходима надежная защита от газов атмосферы ( О2, Nj, h3) металла сварного соединения, нагретого до температуры выше 400 С с обеих сторон шва. Рост зерна усугубляется низкой теплопроводностью титана, увеличивающей время пребывания металла сварного соединения при высоких температурах. Для преодоления указанных трудностей сварку выполняют при минимально возможной погонной энергии.
[15]
Страницы:
1
2
Как выбрать материал и конструкцию самогонного аппарата
- Ужасно
- Плохо
- Нормально
- Хорошо
- Отлично
Что лучше – самогонный аппарат или аламбик, нержавеющая сталь или медь? Сегодня я расскажу об основных особенностях различного оборудования для производства домашнего дистиллята. В результате каждый мой ученик сможет сделать осознанный и правильный выбор аппарата. Итак, звонок прозвенел – начинаем урок.
Старинный самогонный аппарат в Швейцарии
История вопроса
Первые известные нам аппараты для производства дистиллятов были изготовлены из меди. Уже в XIII веке этот металл был хорошо известен антикоррозионными свойствами и высокой теплопроводностью. Пластичность позволяла делать из металла сложные конструкции. Главенствующее положение в этой отрасли медь сохраняла вплоть до второй половины XX века. Но затем нержавеющая сталь потеснила медь. Сегодня аппараты для изготовления дистиллятов делают и из стали, и из меди. У каждого типа приборов есть свои поклонники и противники. Мы не будем вступать в полемику, а разберем особенности типовых конструкций и выясним свойства каждого из металлов. После этого каждый из вас сможет сделать собственный аргументированный выбор.
Главенствующее положение в этой отрасли медь сохраняла вплоть до второй половины XX века. Но затем нержавеющая сталь потеснила медь. Сегодня аппараты для изготовления дистиллятов делают и из стали, и из меди. У каждого типа приборов есть свои поклонники и противники. Мы не будем вступать в полемику, а разберем особенности типовых конструкций и выясним свойства каждого из металлов. После этого каждый из вас сможет сделать собственный аргументированный выбор.
Современный компактный самогонный аппарат из нержавейки
Конструкция самогонного аппарата
Есть много разновидностей самогонного аппарата. Типовая конструкция выглядит следующим образом.
- Перегонный куб, в котором находится исходная жидкость, например, брага. Куб снабжен термометром.
- Сухопарник. В нем пар из перегонного куба конденсируется, а затем жидкость снова нагревается, и спиртовые пары поступают в змеевик. Вредные вещества остаются в сухопарнике.
- Охладитель или конденсатор, в котором поступающие спиртовые пары охлаждаются и конденсируются, а затем выводятся в виде дистиллята.
Типовая конструкция может усложняться. Сухопарник может быть не отдельным элементом, а встроенным. Охладитель может иметь вид колонны. Самогонный аппарат с колонной дает возможность получать более крепкие дистилляты для виски или коньяков. Есть аппараты с ректификационными колоннами, которые дают чистый этиловый спирт крепостью в 96 градусов.
Самогонный аппарат типовой конструкции
Особенности нержавеющей стали как материала для самогонных аппаратов
Самогонные аппараты в большинстве случаев делают из нержавеющей стали. В чем особенности и преимущества этого материала?
- Коррозионная устойчивость.
- Более низкая цена по сравнению с медными аппаратами.
- Стойкость к окислению.
- Практичность.
- Простота в уходе.
Самогонные аппараты из нержавейки доступны и просты в эксплуатации.
Конструкция аламбика
Аламбики имеют весьма солидную историю, их используют для изготовления дистиллятов вот уже 800 лет. За это время конструкция устройства почти не изменилась.
- Перегонный куб с куполообразным шлемом.
- Отводная трубка, по которой поступают пары спирта.
- Змеевик, который размещен в охлаждающей камере.
Медный аламбик вискарного типа
Существует много разновидностей аламбиков, помимо описанной.
- Алькитара, которая отличается компактными размерами и отсутствием отводной трубки.
- Вискарный, который имеет высокий шлем для повышения крепости спиртов.
- С колонной, в котором также можно делать высокоградусные дистилляты.
- Аламбик с гидрозатвором, перегонный куб которого имеет двойные стенки. Он хорошо подходит для работы в небольших помещениях, так как обеспечивает отсутствие запахов.

- Аламбик с ректификационной линзой, используется для получения очищенных спиртов.
- Аламбик на водяной бане хорошо подходит для переработки густого сырья, так как исключает пригорание.
Особенности меди как материала для самогонных аппаратов
- Высокая теплопроводность, что обеспечивает хорошие показатели производительности, а также равномерный и быстрый прогрев аппарата.
- Медь – единственный материал, который осаждает оксид серы из сырья.
- Медь химически активна, поэтому эффективно связывает аммиачные соединения и даже ацетоны.
В медных приборах получают высококлассные дистилляты. Из меди делают не только аламбики, но и классические самогонные аппараты.
Самогонный аппарат из меди
Что выбрать?
Выбор конструкции аппарата зависит от нескольких факторов.
Какие напитки вы хотите производить?
Для обычных домашних дистиллятов подойдут португальский или шарантский аламбик, а также классический самогонный аппарат. Для коньяков и виски лучше сразу выбрать вискарный аламбик или аппарат с колонной. Они дадут качественные дистилляты высокой крепости. Если вам нужен чистый этиловый спирт, то выбирайте аппарат с ректификационной колонной.
Для коньяков и виски лучше сразу выбрать вискарный аламбик или аппарат с колонной. Они дадут качественные дистилляты высокой крепости. Если вам нужен чистый этиловый спирт, то выбирайте аппарат с ректификационной колонной.
Для тех, кто задумывается о возгонке растительного сырья с целью получения натуральных ароматизаторов, советую приобрести алькитару или аламбик с гидрозатвором.
Условия работы
Для небольших помещений, например для кухни обычной городской квартиры, подойдут аламбики емкостью 5–10 литров. Максимальную экономию места обеспечит алькитара.
Если у вас наполеоновские планы и вместительное помещение, то обратите внимание на самогонные аппараты больших объемов.
Если у вас плохая вентиляция, то покупайте аламбик с гидрозатвором, он не позволит распространиться неприятным запахам.
Предпочтения в материале
- Нержавейка дешевле, устойчивее к коррозии, проще в уходе.
- Медь дороже, требует внимательного ухода, но обеспечивает получение дистиллятов с лучшими вкусовыми характеристиками и более качественной очисткой.
Я для себя давно выбрал медь. Она позволяет очистить дистиллят от серных примесей, сохраняя органолептику природного сырья. Готовый продукт имеет богатый вкус и минимальное содержание вредных веществ. Плюсом в моих глазах является и высокая производительность медных аппаратов, их равномерный и быстрый нагрев.
Отмечу, что во всех классических трудах по самогоноварению или по получению крепких дистиллятов высокого качества четко указано – материалом для перегонных аппаратов может быть только медь.
Всемирно известные бренды дистиллятов – марочный кальвадос, коньяки, виски – используют в производстве медные перегонные аппараты. Зарубежные коллеги также применяют в производстве домашних дистиллятов преимущественно медные приборы.
В производстве односолодового виски используют только медные дистилляторы
Факт, что оборудование для получения качественного дистиллята должно быть только из меди, никогда не подвергался сомнению в научных и промышленных кругах. Об этом говорили и советские ГОСТы, и зарубежные специалисты. Интересующихся отсылаю к труду Г. Вюстенфельда: «Производство ликероводочных изделий», а также рекомендую классическую книгу «Технология вин и коньяков», написанную А. Глазуновым и И. Царану.
Об этом говорили и советские ГОСТы, и зарубежные специалисты. Интересующихся отсылаю к труду Г. Вюстенфельда: «Производство ликероводочных изделий», а также рекомендую классическую книгу «Технология вин и коньяков», написанную А. Глазуновым и И. Царану.
Поэтому я рекомендую приобретать медные аппараты, если вы хотите получить по-настоящему качественный и ароматный домашний дистиллят.
Практика
Для закрепления теоретического материала просмотрите, пожалуйста, два видео.
Видеоматериалы познакомят вас с конструкцией аппарата из нержавейки и с медным аламбиком.
Домашнее задание
Расскажите, из какого материала изготовлен ваш аппарат, довольны ли вы им. Если нет, то на что планируете сменить? Хорошо, если вы к рассказу приложите фотографии.
Наш урок окончен. Теперь вы знаете, какой аппарат выбрать для себя.
Добавляйте хештеги к своим домашним работам #школа_крафта #cosmogon
Свойства материалов Ссылки
Алюминий 1100
Линейное расширение
Тепловое расширение некоторых технических материалов от 20 до 293 K
Арп, В., Уилсон, Дж. Х., Винрич, Л. и Сикора, П.
Криогеника, июнь 1962 г., стр. 230-235Теплопроводность
Материалы и жидкости для СПГ. Эд. Дуглас Манн
Национальное бюро стандартов, Отдел криогеники
Первое издание, 1977.
Алюминий 1100-F
Теплопроводность
Технический отчет Вадда. Часть II: Свойства твердых тел. Редактор: Виктор Дж. Джонсон.
Сборник свойств материалов при низкой температуре (фаза I).
Национальное бюро стандартов. октябрь 1960 г.Сборник свойств материалов при низких температурах. Часть II.
Свойства твердых тел
Технический отчет WADD 60-56
Октябрь 1960
Алюминий 3003
Линейное тепловое расширение
Материалы и жидкости для СПГ.
Эд. Дуглас Манн
Национальное бюро стандартов, Отделы криогеники
Первое издание, 1977 г.Удельная теплоемкость
Материалы и жидкости для СПГ. Эд. Дуглас Манн
Национальное бюро стандартов, Отдел криогеники
Первое издание, 1977 г.Теплопроводность
Материалы и жидкости для СПГ. Эд. Дуглас Манн
Национальное бюро стандартов, Отдел криогеники
Первое издание, 1977 г.
Алюминий 5083
Линейное тепловое расширение алюминия 5083 в зависимости от температуры
Материалы и жидкости для СПГ. Эд. Дуглас Манн
Национальное бюро стандартов, Отдел криогеники
Первое издание, 1977 г.Удельная теплоемкость алюминия 5083 в зависимости от температуры
Материалы и жидкости для СПГ. Эд. Дуглас Манн
Национальное бюро стандартов, Отдел криогеники
Первое издание, 1977 г.Теплопроводность алюминия 5083-O в зависимости от температуры
Материалы и жидкости для СПГ. Эд. Дуглас Манн
Национальное бюро стандартов, Отдел криогеники
Первое издание, 1977 г.Модуль Юнга
Материалы и жидкости для СПГ. Эд. Дуглас Манн
Национальное бюро стандартов, отдел криогеники
Первое издание, 1977 г. Таблица 1009
Алюминий 6061
Удельная теплоемкость
Материалы и жидкости для СПГ. Эд. Дуглас Манн
Национальное бюро стандартов, Отдел криогеники
Первое издание, 1977 г.Y.S. Touloukian (Эти данные не используются)
Рекомендуемые значения теплофизических свойств восьми сплавов, основных компонентов и их оксидов
Purdue University. февраль 1965 г.Теплопроводность
База данных тепловых свойств материалов при криогенных температурах.

Изд. Холли М. Верес. Том 1Рекомендуемые значения теплофизических свойств восьми сплавов,
Основные составляющие и их оксиды
Ю. С. Тулукиан (Университет Пердью), февраль 1965 г.Модуль Юнга
Материалы и жидкости для СПГ. Эд. Дуглас Манн
Национальное бюро стандартов, отдел криогеники
Первое издание, 1977 г. Таблица 1009
Алюминий 6063-T5
Теплопроводность
Материалы и жидкости для СПГ. Эд. Дуглас Манн
Национальное бюро стандартов, Отдел криогеники
Первое издание, 1977 г.
Апьезон N
Теплопроводность
Корреляция между аномалиями теплопроводности и удельной теплоемкости и температурой стеклования смазок Apiezon N и T
Криогеника т.12 №2 стр.32-34 Февраль 1972 г.
М.М. Крейтман, Т. Эшворт и М. РеховичУдельная теплоемкость
Удельная теплоемкость смазки Apiezon N.
Дж.Г. Бантинг, Т. Эшворт и Х. Стипл.
Криогеника, версия 9, номер 10, октябрь 1969 г.Теплоемкость смазки Apiezon N от 1 до 50 К.
J. Bevolo.
Криогеника, версия 14, номер 12, декабрь 1974 г.Низкотемпературная удельная теплоемкость смазки Apiezxon N Grease.
М. Вун и Н. Э. Филлипс.
Криогеника v.15Удельная теплоемкость высоковакуумной смазки Apiezon N и боросиликатного стекла Duran.
W. Schnelle, J. Engelhardt и E. Gemlin,
Cryogenics v.39 n.3 March 1999
Apiezon T
Удельная теплоемкость
Корреляция между аномалиями теплопроводности и удельной теплоемкости и температурой стеклования смазок Apiezon N и T
М.М. Крейтман, Т.Эшворт, М. Рехович 93) —
Материалы и жидкости для СПГ. Эд. Дуглас Манн
Национальное бюро стандартов, Отдел криогеники
Первое издание, 1977 г.
Бук/фенол
Линейное тепловое расширение древесины бука/фенола (поперечно-волокнистая), (одноплоскостная), (одноволокнистая)
Материалы и жидкости для СПГ. Эд. Дуглас Манн
Национальное бюро стандартов, Отдел криогеники
Первое издание, 1977.Теплопроводность (однослойная), (однозернистая)
Материалы и жидкости для СПГ. Эд. Дуглас Манн
Национальное бюро стандартов, Отдел криогеники
Первое издание, 1977 г.
Бериллий
Тепловое расширение
Серия данных TPRC.
Тулукиан, Кирби Р.К., Тейлор Р.Э. и Десаи П.Д.
Том 12.Удельная теплоемкость
Серия данных TPRC.
Тулукян Ю.С. и Байко, Э.Х.
Том 4: Удельная теплоемкость металлических элементов и сплавов
Нью-Йорк, Вашингтон, 1970Технический отчет Вадда. Часть II: Свойства твердых тел. Редактор: Виктор Дж. Джонсон.
Сборник свойств материалов при низкой температуре (фаза I).
Национальное бюро стандартов. октябрь 1960 г.Теплопроводность
Серия данных TPRC.
Ю.С. Тулукиан, Р.В. Пауэлл, С.Ю. Хо и П.Г. Клеменс.
Том 1: Теплопроводность – металлические элементы и сплавы
NewYork-Washington 1970
Бериллий-медь
Тепловое расширение
Тепловое расширение технических твердых тел при низких температурах.
Монография NBS 29
Национальное бюро стандартов
Beenakker and Swenson 1955
2 Be, 0,3 Co, бал.Cu (БЕРИЛКО 25)
Теплопроводность
Технический отчет Вадда. Часть II: Свойства твердых тел. Редактор: Виктор Дж. Джонсон.
Сборник свойств материалов при низкой температуре (фаза I).
Национальное бюро стандартов. октябрь 1960 г.2 Be, 98 Cu, выдержка при 300°C в течение двух часов.
Р. Берман, Э.Л. Фостер, Х.М. Розенберг,
Британия. Дж. А;; л. Физика 6, 181-182 (1955)Модуль Юнга
Свойства меди и медных сплавов при криогенных температурах.
Н.Дж.Саймон, Э.С.Дрекслер и Р.П.Рид.
Монография NIST 177.
, февраль 1992 г., с. 13-4 до 13-5.
Латунь
Теплопроводность
Теплопроводность меди и медных сплавов
Пауэлл Р.Л., Роджерс В.М. и Родер Х.М.
Достижения в области криогенной техники, том. 2, 1956, стр. 166-171.Линейное расширение
Исследование измерения теплового расширения латунной полосы H62 после высокой плотности тока
Электроимпульсное воздействие методом ПЗС.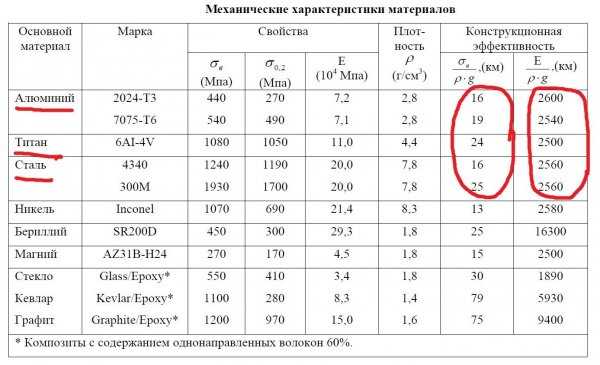
GH He, BQ Wang, XN Guo, F Yang, JD Guo, BL Zhou.
Материаловедение и инженерия А т. 292, с. 183-188, 2000.
Медь OFHC
Теплопроводность
Свойства меди и медных сплавов при криогенных температурах
Монография NIST 177
NJ Simon, E.S. Дрекслер и Р. П. Рид
, февраль 1992 г., стр. 7-23Среднее тепловое расширение
Свойства меди и медных сплавов при криогенных температурах.
Монография NIST 177.
Н.Дж.Саймон, Э.С.Дрекслер и Р.П.Рид.
, февраль 1992 г., с. 7-35.Коэффициент теплового расширения
Свойства меди и медных сплавов при криогенных температурах.
Монография NIST 177.
Н.Дж.Саймон, Э.С.Дрекслер и Р.П.Рид.
, февраль 1992 г., с. 7-23.Удельная теплоемкость
Свойства меди и медных сплавов при криогенных температурах.

Монография NIST 177.
N
Дж. Саймон, Э. С. Дрекслер и Р. П. Рид.
, февраль 1992 г., с. 7-1.Сборник свойств материалов при низких температурах (фаза i)
Технический отчет Wadd 60-55. (Часть II)
Виктор Дж. Джонсон стр. 4.112-1База данных тепловых свойств материалов при криогенных температурах
под редакцией Холли М. ВересМодуль упругости Юнга
Свойства меди и медных сплавов при криогенных температурах.
Монография NIST 177.
Н.Дж.Саймон, Э.С.Дрекслер и Р.П.Рид.
, февраль 1992 г., с. 7-1.Модуль сдвига
Свойства меди и медных сплавов при криогенных температурах
Монография NIST 177.
Н.Дж.Саймон, Э.С.Дрекслер и Р.П.Рид.
, февраль 1992 г., с. 7-1.Коэффициент Пуассона
Свойства меди и медных сплавов при криогенных температурах.
Монография NIST 177.
Н.Дж.Саймон, Э.С.Дрекслер и Р.П.Рид.
, февраль 1992 г., с. 7-1.
Медь ETP
Теплопроводность
Механические, тепловые, электрические и магнитные свойства конструкционных материалов.
Справочник по материалам для сверхпроводникового оборудования
Информационный центр по металлам и керамике, Баттель, Лаборатории Колумбуса.
ноября 1974 г. (с ноября 1975 г. и 19 января77 Дополнения) п. 5.1.2-7.Технический отчет Вадда. Часть II: Свойства твердых тел. Редактор: Виктор Дж. Джонсон.
Сборник свойств материалов при низкой температуре (фаза I).
Национальное бюро стандартов. Октябрь 1960 г. Страница 45
Чистая медь
Теплопроводность
Материалы и жидкости для СПГ. Эд. Дуглас Манн
Национальное бюро стандартов, отдел криогеники
Первое издание, 1977 г.
01.06.1979Тепловое расширение
Термическое расширение технических твердых тел при низких температурах
Монография NBS 29
Сборник литературы
Национальное бюро стандартовТеплопроводность
Технический отчет Вадда. Часть II: Свойства твердых тел Редактор: Виктор Дж. Джонсон
Сборник свойств материалов при низкой температуре (фаза I).
Национальное бюро стандартов. Октябрь 1960 года.
Эпоксидное стекловолокно — G10
Теплопроводность
База данных тепловых свойств материалов при криогенных температурах.
Изд. Холли М. Верес.
стр. 4.503Теплопроводность опорных лент из стекловолокна/эпоксидного композита для криогенных сосудов Дьюара,
JC Hust.
Фаза II NBS, Боулдер, 1984 г.Теплопроводность твердых тел при комнатной температуре и ниже,
Г.Чайлд, Л. Дж. Эрикс, Р. Л. Пауэлл.
Монография NBS 131 (1973).Линейное тепловое расширение
Материалы и жидкости для СПГ. Эд. Дуглас Манн
Национальное бюро стандартов, Отдел криогеники
Первое издание, 1977 г.Материалы при низких температурах
Ричард П. Рид и Аллен Ф. Кларк
Национальное бюро стандартов
Эпоксидное стекловолокно — G11
Теплопроводность
База данных тепловых свойств материалов при криогенных температурах.
Изд. Холли М. Верес.
стр. 4.503
Стеклоткань – полиэстер
Линейное тепловое расширение
Направления нормалей, деформации и заливки
Материалы и жидкости для СПГ. Эд. Дуглас Манн
Национальное бюро стандартов, Отдел криогеники
Первое издание, 1977 г.
01.06.1979Теплопроводность
(Не, деформация), (Азот, норма) и (Азот, деформация) направления
Материалы и жидкости для СПГ. Эд. Дуглас Манн
Национальное бюро стандартов, Отдел криогеники
Первое издание, 1977 г.
01.06.1979
Стекломат/эпоксидная смола
Ссылки для публикации
Инконель — 718
Теплопроводность
Справочник по материалам для сверхпроводникового оборудования
Механические, тепловые, электрические и магнитные свойства конструкционных материалов.
Информационный центр металлов и керамики, Баттель, Лаборатории Колумбуса.
, ноябрь 1974 г. (с дополнениями от ноября 1975 г. и января 1977 г.), стр. 5.1.2-7.Линейное тепловое расширение
Справочник по материалам для сверхпроводникового оборудования
Механические, тепловые, электрические и магнитные свойства конструкционных материалов.
Информационный центр металлов и керамики, Баттель, Лаборатории Колумбуса.
, ноябрь 1974 г. (с дополнениями от ноября 1975 г. и января 1977 г.), стр. 5.1.2-7.
Индий
Удельная теплоемкость
Сборник свойств материалов при низких температурах (этап 1)
Библиотека криогенной инженерии Национального бюро стандартов.
Часть 2: Свойства твердых тел. Виктор Дж. Джонсон Эд. Октябрь 1960.
А К А…
Технический отчет Вадда. Часть II: Свойства твердых тел. Редактор: Виктор Дж. Джонсон. Сборник свойств
материалов при низкой температуре (фаза I).
Национальное бюро стандартов. Октябрь 1960 г., стр. 4.132Коэффициент теплового расширения
Сборник свойств материалов при низких температурах (этап 1)
Библиотека криогенной инженерии Национального бюро стандартов.
Часть 2: Свойства твердых тел.Виктор Дж. Джонсон Эд. 19 октября60, с. 4.132.
Теплопроводность
Сборник свойств материалов при низких температурах (этап 1)
Библиотека криогенной инженерии Национального бюро стандартов.
Часть 2: Свойства твердых тел. Виктор Дж. Джонсон Эд. Октябрь 1960 г., стр. 3.132.
Инвар (Fe-36Ni)
Линейное тепловое расширение
Материалы и жидкости для СПГ. Эд. Дуглас Манн
Национальное бюро стандартов, Отдел криогеники
Первое издание, 1977 г.Теплопроводность
Материалы и жидкости для СПГ. Эд. Дуглас Манн
Национальное бюро стандартов, Отдел криогеники
Первое издание, 1977 г.Удельная теплоемкость
Материалы и жидкости для СПГ. Эд. Дуглас Манн
Национальное бюро стандартов, Отдел криогеники
Первое издание, 1977 г.Модуль Юнга
Материалы и жидкости для СПГ. Эд. Дуглас Манн
Национальное бюро стандартов, Отдел криогеники
Первое издание, 1977 г.
01.06.1979
Таблица 1005
Кевлар 49 Волокно
Теплопроводность
Теплопроводность кевлара 49 в диапазоне от 7 до 290 К,
Вентура Г. и В. Мартелли
Криогеника 49 (2009): 735-37.Очень низкотемпературная теплопроводность кевлара 49
Ventura, G., and V. Martelli
Cryogenics 49 (2009): 376-77.Температурное изменение теплопроводности кевлара
Polymer Communications, 1985, том 26, май
B. Poulaert, JC Chiliens, C. Vandehande и R. Legras
(оцифрованные данные)Модуль Юнга
Волокнисто-эпоксидные композиты при низких температурах
Г. Хартвиг и С. Кнаак
Криогеника ноябрь 1984 г.т.24 №11
Кевлар 49Композитный
Теплопроводность
Низкотемпературная теплопроводность двух волокнисто-эпоксидных композитов
J.G. Хуст,
Криогеника, том. 15 (1975), стр. 125-128.Измерения теплопроводности конструкционных труб из стекловолокна/эпоксидной смолы от 4 до 320 К
В. Г. Фостер, Л.Г. Naes, and CB Barnes
, статья AIAA 75-711, 10-я теплофизическая конференция AIAA, Денвер, 1975.Теплопроводность композитов, армированных кевларовым волокном
Дж. П. Харрис, Б. Йейтс, Дж. Бэтчелор и П. Дж. Гаррингтон
J. of Material Science 17 (1982), стр. 2925-2935.Модуль Юнга
Волокнисто-эпоксидные композиты при низких температурах
Г. Хартвиг и С. Кнаак
Криогеника ноябрь 1984 г. т.24 №11
Свинец
Теплопроводность
Сборник свойств материалов при низких температурах (этап 1)
Библиотека криогенной инженерии Национального бюро стандартов.
Часть 2: Свойства твердых тел. Виктор Дж. Джонсон Эд. Октябрь 1960 г., стр. 3.132.Удельная теплоемкость
Сборник свойств материалов при низких температурах (этап 1)
Библиотека криогенной инженерии Национального бюро стандартов.
Часть 2: Свойства твердых тел. Виктор Дж. Джонсон Эд. Октябрь 1960 г.
A K A…
Технический отчет Wadd. Часть II: Свойства твердых тел. Редактор: Виктор Дж. Джонсон.
Сборник свойств материалов при низкой температуре (фаза I).
Национальное бюро стандартов. Октябрь 1960 г., стр. 4.132
Молибден
Линейное тепловое расширение
Серия данных TPRC. Тулукиан,
Кирби Р.К., Тейлор Р.Э. и Десаи П.Д.
Том 12: Тепловое расширение — металлические элементы и сплавы
Нью-Йорк, Вашингтон, 1970. с. 209-218
AKA
TPRC Data Series
Touloukian
Volume
p. 209-218Теплопроводность
Справочник по материалам CRC
.

Редакторы: Джеймс Шакелфорд и Уильям Александр.
Серия данных TPRC. Ю.С. Тулукиан, Р.В. Пауэлл, С.Ю. Хо и П.Г. Клеменс.
Том 1: Теплопроводность – металлические элементы и сплавы
NewYork-Washington 1970
AKA
Теплофизические свойства вещества Том 1
Теплопроводность – металлические элементы и сплавы
R.S. Тулукиан, Р.В. Пауэлл, С.Ю. Хо, П.Г. Клеменс
Никелированная сталь
Никелированная сталь (Fe-2,5Ni)
Линейное тепловое расширение
Материалы и жидкости для СПГ. Эд. Дуглас Манн
Национальное бюро стандартов, Отдел криогеники
Первое издание, 1977 г.Теплопроводность
Материалы и жидкости для СПГ. Эд. Дуглас Манн
Национальное бюро стандартов, Отдел криогеники
Первое издание, 1977 г.Удельная теплоемкость
Материалы и жидкости для СПГ.
Эд. Дуглас Манн
Национальное бюро стандартов, Отдел криогеники
Первое издание, 1977 г.Модуль Юнга
Материалы и жидкости для СПГ. Эд. Дуглас Манн
Национальное бюро стандартов, Отдел криогеники
Первое издание, 1977 г.
01.06.1979 , Таблица 1001
Никелированная сталь (Fe-3,5Ni)
Линейное тепловое расширение
Материалы и жидкости для СПГ. Эд. Дуглас Манн
Национальное бюро стандартов, Отдел криогеники
Первое издание, 1977 г.
01.06.1979 , Таблица 1001Теплопроводность
Материалы и жидкости для СПГ. Эд. Дуглас Манн
Национальное бюро стандартов, Отдел криогеники
Первое издание, 1977 г.
01.06.1979Удельная теплоемкость
Материалы и жидкости для СПГ. Эд. Дуглас Манн
Национальное бюро стандартов, отдел криогеники
Первое издание, 1977 г.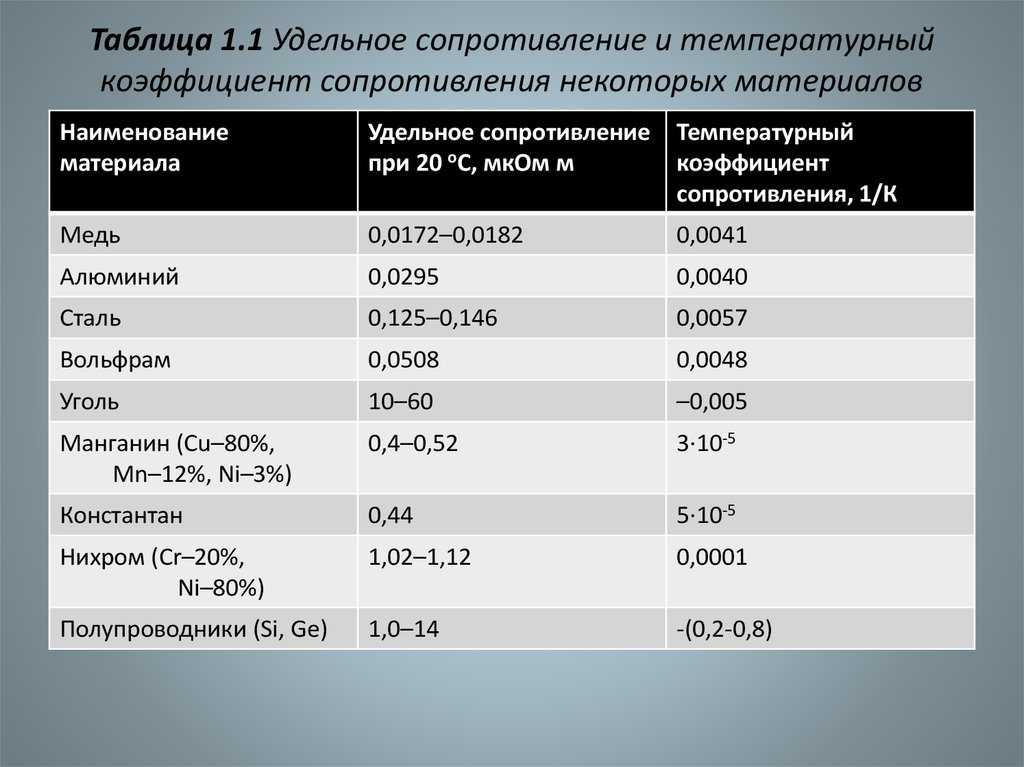
01.06.1979Модуль Юнга
Материалы и жидкости для СПГ. Эд. Дуглас Манн
Национальное бюро стандартов, Отдел криогеники
Первое издание, 1977 г.
01.06.1979 , Таблица 1001
Никелированная сталь (Fe-5.0Ni)
Линейное тепловое расширение
Материалы и жидкости для СПГ. Эд. Дуглас Манн
Национальное бюро стандартов, отдел криогеники
Первое издание, 1977 г.
01.06.1979 , Таблица 1001Теплопроводность
Материалы и жидкости для СПГ. Эд. Дуглас Манн
Национальное бюро стандартов, Отдел криогеники
Первое издание, 1977 г.
01.06.1979Удельная теплоемкость
Материалы и жидкости для СПГ. Эд. Дуглас Манн
Национальное бюро стандартов, Отдел криогеники
Первое издание, 1977 г.
01.06.1979Модуль Юнга
Материалы и жидкости для СПГ. Эд. Дуглас Манн
Национальное бюро стандартов, Отдел криогеники
Первое издание, 1977 г.
01.06.1979 , Таблица 1001
Никелированная сталь (Fe-9.0Ni)
Линейное тепловое расширение
Материалы и жидкости для СПГ. Эд. Дуглас Манн
Национальное бюро стандартов, Отдел криогеники
Первое издание, 1977 г.
01.06.1979 , Таблица 1001Теплопроводность
Материалы и жидкости для СПГ. Эд. Дуглас Манн
Национальное бюро стандартов, Отдел криогеники
Первое издание, 1977 г.
01.06.1979Удельная теплоемкость
Материалы и жидкости для СПГ. Эд. Дуглас Манн
Национальное бюро стандартов, Отдел криогеники
Первое издание, 1977 г.
01.06.1979Модуль Юнга
Материалы и жидкости для СПГ.
Эд. Дуглас Манн
Национальное бюро стандартов, Отдел криогеники
Первое издание, 1977 г.
01.06.1979 , Таблица 1001
Ниобий Титан
Линейное Тепловое расширение
Материалы при низких температурах
Ричард П. Рид и Алан Ф. Кларк
Национальное бюро стандартов. Боулдер, Колорадо
Перлит
Удельная теплоемкость
Материалы и жидкости для СПГ. Эд. Дуглас Манн
Первое издание, 1977 г.
01.06.1979
Фосфористая бронза
Коэффициент теплового расширения
Свойства меди и медных сплавов при криогенных температурах.
Монография NIST 177. NJSimon, E.S.Drexler, and R.P.Reed.
стр.21-19Удельная теплоемкость
Свойства меди и медных сплавов при криогенных температурах.

Монография NIST 177. Н.Дж.Саймон, Э.С.Дрекслер и Р.П.Рид.
стр. 21-1
Платина
Теплопроводность
Технический отчет Вадда. Часть II: Свойства твердых тел. Редактор: Виктор Дж. Джонсон.
Сборник свойств материалов при низкой температуре (фаза I).
Национальное бюро стандартов. Октябрь 1960 г., 3.182Удельная теплоемкость
Технический отчет Вадда. Часть II: Свойства твердых тел. Редактор: Виктор Дж. Джонсон.
Сборник свойств материалов при низкой температуре (фаза I).
Национальное бюро стандартов. Октябрь 1960 г., 4.182
Полиамид (нейлон)
Тепловое расширение
Материалы при низких температурах
Ричард П. Рид и Алан Ф. Кларк
Национальное бюро стандартов. Боулдер, КолорадоТермическое расширение технических твердых тел при низких температурах
Монография НБС 29
Сборник литературы
Министерство торговли США
Национальное бюро стандартовБаза данных тепловых свойств материалов при криогенных температурах
под редакцией Холли М.Верес
Теплопроводность
Технический отчет Вадда. Часть II: Свойства твердых тел. Редактор: Виктор Дж. Джонсон.
Сборник свойств материалов при низкой температуре (фаза I).
Национальное бюро стандартов. октябрь 1960 г.База данных тепловых свойств материалов при криогенных температурах
под редакцией Холли М. Верес
ПЭТ (полиэтилентерефталат) (аморфный) Майлар
Теплопроводность
Низкотемпературная теплопроводность полукристаллического полимера полиэтилентерефталата
Journal of Physics C: Solid State Physics
v.8 n.19 p.3121-3129 October 1975
C.L. Choy and D. Grieg
Полиимид (каптон)
Теплопроводность
Теплопроводность полиимидной пленки от 4,2 до 300 К,
С частицами оксида алюминия в качестве наполнителя и без них,
D.L. Правило, Д.Р. Смит и Л.Л. Спаркс
NISTIR 3948, август 1990 г.
Полистирол
Линейное тепловое расширение
Материалы и жидкости для СПГ.
Изд. Дуглас Манн
Национальное бюро стандартов,
Криогенное отделение Первое издание, 1977. 01.06.1979Теплопроводность
Материалы и жидкости для СПГ.
Изд. Дуглас Манн
Национальное бюро стандартов
Первое издание, 1977 г. 01.06.1979Удельная теплоемкость
Материалы и жидкости для СПГ.
Изд. Дуглас Манн
Национальное бюро стандартов,
Отдел криогеники
Первое издание, 1977 г. 01.06.1979
Полиуретан
Линейное тепловое расширение
Материалы и жидкости для СПГ.
Изд.Дуглас Манн
Национальное бюро стандартов,
Криогенный отдел
Первое издание, 1977 г. 01.06.1979Теплопроводность
Материалы и жидкости для СПГ.
Изд. Дуглас Манн
Национальное бюро стандартов
Первое издание, 1977 г. 01.06.1979Удельная теплоемкость
Материалы и жидкости для СПГ.
Изд. Дуглас Манн
Национальное бюро стандартов,
Криогенный отдел
Первое издание, 1977 г. 01.06.1979
Поливинилхлорид
Линейное тепловое расширение
Материалы и жидкости для СПГ.
Изд. Дуглас Манн
Национальное бюро стандартов,
Криогенный отдел
Первое издание, 1977 г. 01.06.1979Теплопроводность
Материалы и жидкости для СПГ.
Изд. Дуглас Манн
Национальное бюро стандартов
Первое издание, 1977 г.01.06.1979
Удельная теплоемкость
Материалы и жидкости для СПГ.
Изд. Дуглас Манн
Национальное бюро стандартов,
Отдел криогеники
Первое издание, 1977 г. 01.06.1979
Сапфир
Линейное тепловое расширение
Предлагаемый эталонный материал для высокотемпературного теплового расширения
Стандартные эталонные материалы
D.E. Апостолеску, П.С. Гаал и А.С. Чепмен
стр.637-646Коэффициент теплового расширения
Измерение коэффициента теплового расширения полностью сапфирового оптического резонатора
Колин Т. Тейлор, Марк Ноткатт, Энг Кионг Вонг, Энтони Г. Манн и Дэвид Г. Блэр
IEEE Transactions on Instrumentation and Measurement
v.46 n. 2 апреля 1997 г.
Кремний
Линейное тепловое расширение
Серия данных TPRC.

Тулукиан, Кирби Р.К., Тейлор Р.Э. и Десаи П.Д.
Том 12: Тепловое расширение — металлические элементы и сплавы
Нью-Йорк, Вашингтон, 1970.Коэффициент теплового расширения
Измерения линейного теплового расширения кремния от 6 до 340 К
Лайон К.Г., Сэлинджер Г.Л., Свенсон К.А. и Уайт Г.К.
Дж. Заявл. физ. 48 , № 3 (1977)
стр. 865-868Измерения линейного теплового расширения монокристаллического кремния для
Валидация криогенного дилатометра на основе интерферометра
Карлманн, П.Б., Клейн, К.Дж., Халверсон, Р.Д., и др.
Доп. Криогенная техника 52 (2006):
стр. 35-42.Справочные данные по тепловому расширению: кремний 300-850 K.
Roberts, R.B.
J. Phys. D: Прикладная физика 14 (1981)
стр. L163-L166.Теплофизические свойства некоторых ключевых твердых тел: обновление
Уайт, Г.К., и Мингес, М.Л.
Int’l J. Thermophysics 18 (1997)
стр.1269-1327.
Нержавеющая сталь 304
Линейное тепловое расширение
Тепловое расширение технических твердых тел при низких температурах.
A Сборник литературы, Монография NBS 29
Национальное бюро стандартовМатериалы и жидкости для СПГ. Эд. Дуглас Манн
Национальное бюро стандартов, отдел криогеники
Первое издание, 1977 г.
01.06.1979Теплопроводность
Материалы и жидкости для СПГ. Эд. Дуглас Манн
Национальное бюро стандартов, Отдел криогеники
Первое издание, 1977 г.
01.06.1979Теплофизические свойства отдельных аэрокосмических материалов
Часть II: Теплофизические свойства семи материалов
Ю.С. Тулукян и С.Ю. Ho Editors
1976, стр. 39-46Удельная теплоемкость
Материалы и жидкости для СПГ. Эд. Дуглас Манн
Национальное бюро стандартов, Отдел криогеники
Первое издание, 1977 г.Теплофизические свойства отдельных аэрокосмических материалов
Часть II: Теплофизические свойства семи материалов
Ю.С. Тулукян и С.Ю. Ho Editors
1976, стр. 39-46Рекомендуемые значения теплофизических свойств восьми сплавов,
Основные составляющие и их оксиды,
Y.S. Тулукян, 19 февраля65.Модуль Юнга
Материалы и жидкости для СПГ. Эд. Дуглас Манн
Национальное бюро стандартов, Отдел криогеники
Первое издание, 1977 г.
01.06.1979
Таблица 1016

Нержавеющая сталь 304L
Линейное тепловое расширение
Тепловое расширение технических твердых тел при низких температурах.
А Сборник литературы, Монография НБС 29
Национальное бюро стандартовМатериалы и жидкости для СПГ. Эд. Дуглас Манн
Национальное бюро стандартов, Отдел криогеники
Первое издание, 1977 г.
01.06.1979Теплопроводность
Материалы и жидкости для СПГ. Эд. Дуглас Манн
Национальное бюро стандартов, Отдел криогеники
Первое издание, 1977 г.
01.06.1979Теплофизические свойства некоторых аэрокосмических материалов
Часть II: Теплофизические свойства семи материалов
Ю.С. Тулукян и С.Ю. Ho Editors
1976, стр. 39-46Удельная теплоемкость
Материалы и жидкости для СПГ. Эд. Дуглас Манн
Национальное бюро стандартов, Отдел криогеники
Первое издание, 1977 г.Теплофизические свойства отдельных аэрокосмических материалов
Часть II: Теплофизические свойства семи материалов
Ю.С. Тулукян и С.Ю. Ho Editors
1976, стр. 39-46Рекомендуемые значения теплофизических свойств восьми сплавов,
Основные составляющие и их оксиды,
Y.S. Тулукиан, февраль 1965 г.Модуль Юнга
Материалы и жидкости для СПГ.
Эд. Дуглас Манн
Национальное бюро стандартов, Отдел криогеники
Первое издание, 1977 г.
01.06.1979
Таблица 1016
Нержавеющая сталь 310
Линейное тепловое расширение
Тепловое расширение технических твердых тел при низких температурах.
A Сборник литературы, Монография NBS 29
Национальное бюро стандартовМатериалы и жидкости для СПГ. Эд. Дуглас Манн
Национальное бюро стандартов, Отдел криогеники
Первое издание, 1977 г.
01.06.1979Теплопроводность
Материалы и жидкости для СПГ. Эд. Дуглас Манн
Национальное бюро стандартов, Отдел криогеники
Первое издание, 1977 г.
01.06.1979Теплофизические свойства некоторых аэрокосмических материалов
Часть II: Теплофизические свойства семи материалов
Ю.С. Тулукян и С.Ю. Ho Editors
1976, стр.39-46
Удельная теплоемкость
Материалы и жидкости для СПГ. Эд. Дуглас Манн
Национальное бюро стандартов, Отдел криогеники
Первое издание, 1977 г.Теплофизические свойства отдельных аэрокосмических материалов
Часть II: Теплофизические свойства семи материалов
Ю.С. Тулукян и С.Ю. Ho Editors
1976, стр. 39-46Рекомендуемые значения теплофизических свойств восьми сплавов,
Основные составляющие и их оксиды,
Y.S. Тулукиан, февраль 1965 г.Модуль Юнга
Материалы и жидкости для СПГ. Эд. Дуглас Манн
Национальное бюро стандартов, Отдел криогеники
Первое издание, 1977 г.
01.06.1979
Таблица 1016
Нержавеющая сталь 316
Линейное тепловое расширение
Тепловое расширение технических твердых тел при низких температурах.

Сборник литературы, Монография НБС 29
Национальное бюро стандартовМатериалы и жидкости для СПГ. Эд. Дуглас Манн
Национальное бюро стандартов, Отдел криогеники
Первое издание, 1977 г.
01.06.1979Теплопроводность
Материалы и жидкости для СПГ. Эд. Дуглас Манн
Национальное бюро стандартов, отдел криогеники
Первое издание, 1977 г.
01.06.1979Теплофизические свойства отдельных аэрокосмических материалов
Часть II: Теплофизические свойства семи материалов
Ю.С. Тулукян и С.Ю. Ho Editors
1976, стр. 39-46Удельная теплоемкость
Материалы и жидкости для СПГ. Эд. Дуглас Манн
Национальное бюро стандартов, Отдел криогеники
Первое издание, 1977 г.Теплофизические свойства некоторых аэрокосмических материалов
Часть II: Теплофизические свойства семи материалов
Ю.С. Тулукян и С.Ю. Ho Editors
1976, стр.39-46
Рекомендуемые значения теплофизических свойств восьми сплавов,
Основные составляющие и их оксиды,
Y.S. Тулукиан, февраль 1965 г.Модуль Юнга
Материалы и жидкости для СПГ. Эд. Дуглас Манн
Национальное бюро стандартов, Отдел криогеники
Первое издание, 1977 г.
01.06.1979
Диаграмма 1016
Стайкаст
Линейное тепловое расширение
Линейное тепловое расширение (1,5–300 K) и теплоемкость (1,2–90 K) Stycast 2850FT,
Review of Sicentific Instruments v.68 n.2, февраль 1997 г., стр. 1312–1315,
C.A. Свенсон.
Тефлон
Линейное тепловое расширение
Тепловое расширение технических твердых тел при низких температурах.
A Сборник литературы, Монография NBS 29
Национальное бюро стандартовТеплопроводность
База данных тепловых свойств материалов при криогенных температурах.

Изд. Холли М. Верес. стр. 4.503Удельная теплоемкость
База данных тепловых свойств материалов при криогенных температурах.
Изд. Холли М. Верес. стр. 4.503
Титан-6Ал-4В
Линейное тепловое расширение
Серия данных TPRC. Тулукиан, Кирби Р.К., Тейлор Р.Э. и Десаи П.Д.
Том 12: Тепловое расширение — металлические элементы и сплавы
Нью-Йорк, Вашингтон, 1970.Теплопроводность
Удельная теплоемкость и теплопроводность четырех коммерческих титановых сплавов от 20 до 300K,
W.T. Ziegler, JC Mullins и S.C.P. Хва,
Достижения в области криогенной техники Том. 8, 1963, с. 268-277.Удельная теплоемкость
Удельная теплоемкость и теплопроводность четырех коммерческих титановых сплавов от 20 до 300K,
W.T. Ziegler, JC Mullins и S.C.P. Хва,
Достижения в области криогенной техники Том.8, 1963, с. 268-277.
Титан 15-3-3-3
Теплопроводность
Измерения теплопроводности и удельной теплоемкости кандидата
Конструкционные материалы для оптической скамьи JWST,
Э.Р. Канаван и Дж.Г. Таттл,
Достижения в области криогенной техники Том. 52, 2006, с. 233-240.
Медь Свойства материала: Латунь VS Красная медь
В электротехнике и торговле используется много видов металлов, поэтому это вызвало много дискуссий в обрабатывающей промышленности. Эти аргументы связаны с неспособностью пользователей металлов различать различные металлические материалы. Особенно, когда разница очень мала и используется как проводник под напряжением.
Красная медь и латунь — это два вида металлических материалов, которые часто смешивают друг с другом. Если положить два металла рядом, можно заметить, что медь и латунь выглядят немного похоже. Тем не менее, есть небольшие различия в цвете, и для их различения требуется много профессиональных знаний. Чтобы избежать использования неправильных вариантов в вашем проекте, чтение их может иметь решающее значение для успешного проекта. В этом посте подробно объясняются эти проблемы, чтобы определить разницу между красной медью и латунью.
Тем не менее, есть небольшие различия в цвете, и для их различения требуется много профессиональных знаний. Чтобы избежать использования неправильных вариантов в вашем проекте, чтение их может иметь решающее значение для успешного проекта. В этом посте подробно объясняются эти проблемы, чтобы определить разницу между красной медью и латунью.
Что такое красная медь?
Красная медь, также называемая чистой медью, является одним из первых металлов, открытых, обработанных и использованных людьми. Это потому, что медь существует в естественном состоянии. Этот чистый металл использовался в доисторические времена для изготовления инструментов, оружия и украшений. В отличие от искусственной латуни, это вид чистого металла, непосредственно подходящего для обработки. Красная медь может использоваться отдельно или в сочетании с другими сплавами и чистыми металлами для формирования подмножества сплавов.
Красная медь состоит из элементов с высокой проводимостью и теплопроводностью.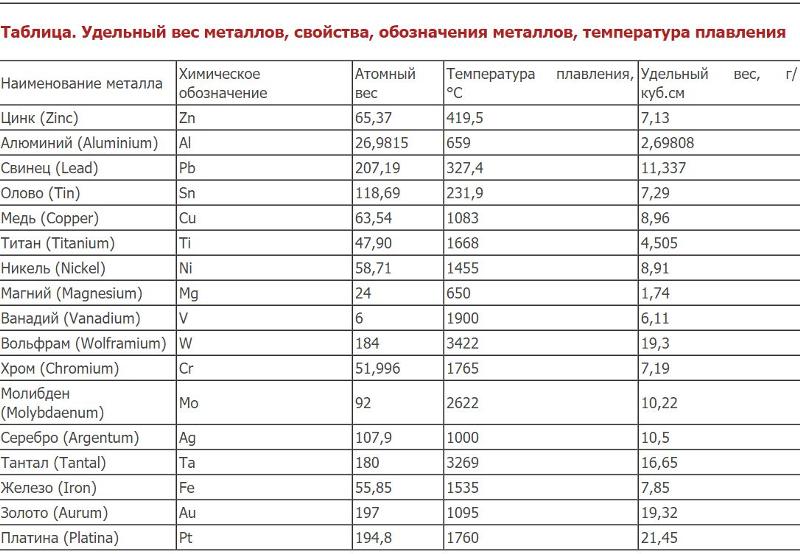 В чистом виде он мягкий и податливый. На протяжении тысячелетий он использовался в качестве строительных элементов и строительных материалов из других сплавов.
В чистом виде он мягкий и податливый. На протяжении тысячелетий он использовался в качестве строительных элементов и строительных материалов из других сплавов.
Что такое латунь?
Латунь – это сплав меди, содержащий определенное количество цинка. Поэтому этот металл часто принимают за медь. Кроме того, латунь состоит из других металлов, таких как олово, железо, алюминий, свинец, кремний и марганец. Добавление этих других металлов способствует более уникальному сочетанию свойств. Например, содержание цинка в латуни помогает улучшить пластичность и прочность медных материалов на основе латуни. Чем выше содержание цинка в латуни, тем сильнее гибкость сплава. Кроме того, в зависимости от количества добавленного цинка его цвет также может варьироваться от красного до желтого.
Латунь в основном используется для украшения, потому что она похожа на золото. Кроме того, из-за своей прочности и технологичности он часто используется в производстве музыкальных инструментов.
Различия между красной медью и латунью
В этом разделе мы подробно сравним различия между латунью и красной медью, а затем подведем итоги.
Элементный состав
Эти два металла можно различить по их элементному составу. Как мы уже говорили, красная медь обладает высокой проводимостью. Его электронная структура аналогична структуре серебра и золота. Как металл латунь представляет собой сплав меди и цинка. В отличие от красной меди, он содержит много элементов в зависимости от формы сплава. Общий элементный состав латуни включает ее основные компоненты медь (Cu) и цинк (Zn).
Коррозионная стойкость
Коррозия также может быть использована для различения двух металлов. Эти два металла не содержат железа, поэтому их нелегко ржаветь. После периода окисления красная медь образует зелено-зеленую медь. Это предотвращает дальнейшую коррозию поверхности медного металла. Однако латунь представляет собой сплав меди, цинка и других элементов, который также может противостоять коррозии. В заключение, по сравнению с красной медью, латунь имеет более золотистый цвет и более сильную коррозионную стойкость.
В заключение, по сравнению с красной медью, латунь имеет более золотистый цвет и более сильную коррозионную стойкость.
Электропроводность
Разница в электропроводности различных металлов часто неизвестна. Однако предположение о проводимости одного материала только потому, что он похож на другой проводящий материал с известной емкостью, может иметь катастрофические последствия для проекта. Эта ошибка более или менее очевидна в явлении замены красной меди латунью в электрических устройствах.
Напротив, красная медь является стандартом электропроводности для большинства материалов. Эти измерения выражены относительными измерениями красной меди. Это означает, что медь не имеет сопротивления и является на 100% проводящей в абсолютном смысле. С другой стороны, латунь представляет собой сплав меди, и ее проводимость составляет всего 28% от проводимости меди.
Теплопроводность
Теплопроводность материала является лишь мерой его теплопроводности. Этот тип теплопроводности различается для разных металлов, поэтому его необходимо учитывать, когда материал необходимо использовать в высокотемпературной рабочей среде. Теплопроводность чистых металлов не меняется с повышением температуры, а теплопроводность сплавов с повышением температуры увеличивается. В данном случае красная медь — это чистый металл, а латунь — легированный металл. Напротив, красная медь имеет самую высокую проводимость 223 британских тепловых единиц/(HR·фут·f), а латунь имеет самую высокую проводимость 64 британских тепловых единиц/(HR·фут·f).
Этот тип теплопроводности различается для разных металлов, поэтому его необходимо учитывать, когда материал необходимо использовать в высокотемпературной рабочей среде. Теплопроводность чистых металлов не меняется с повышением температуры, а теплопроводность сплавов с повышением температуры увеличивается. В данном случае красная медь — это чистый металл, а латунь — легированный металл. Напротив, красная медь имеет самую высокую проводимость 223 британских тепловых единиц/(HR·фут·f), а латунь имеет самую высокую проводимость 64 британских тепловых единиц/(HR·фут·f).
Твердость
Твердость материала – это его способность сопротивляться локальной деформации, которая может возникнуть в результате вдавливания заданного геометрического индентора в металлическую плоскость под действием заданной нагрузки. Как металл латунь прочнее красной меди. По показателю твердости твердость латуни колеблется от 3 до 4. С другой стороны, твердость красной меди составляет 2,5 – 3 на диаграмме жгута металлов.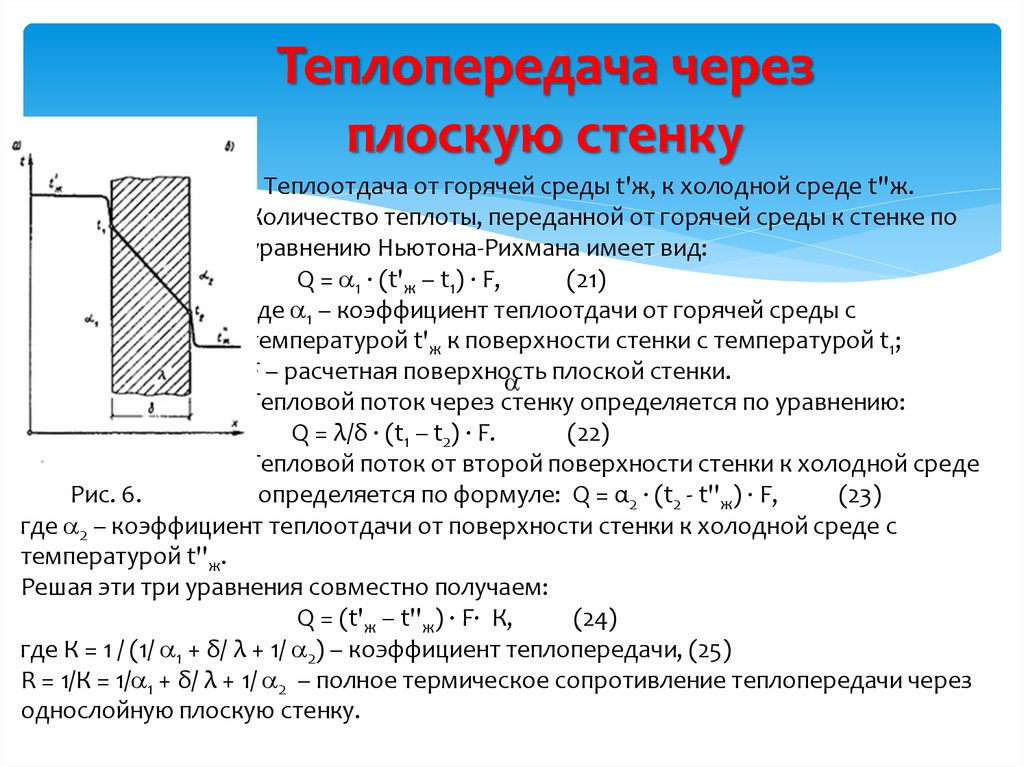 Латунь является продуктом различных компонентов меди и цинка. Чем выше содержание цинка, тем лучше твердость и пластичность латуни.
Латунь является продуктом различных компонентов меди и цинка. Чем выше содержание цинка, тем лучше твердость и пластичность латуни.
Долговечность
Долговечность материалов относится к способности материалов сохранять свои функции без чрезмерного ремонта или технического обслуживания, когда они сталкиваются с проблемами нормальной эксплуатации в течение своего периода полураспада. Эти два металла демонстрируют почти одинаковый уровень прочности в соответствующих проектах. Однако по сравнению с латунью красная медь проявляет наибольшую гибкость.
Обрабатываемость
Обрабатываемость материалов означает, что материалы можно резать (обрабатывать) для получения приемлемого качества поверхности. Механическая обработка включает фрезерование, резку, литье под давлением и т. д. Обрабатываемость также можно рассматривать с точки зрения производства материалов. Напротив, обрабатываемость латуни выше, чем у красной меди.
Свариваемость
Медь сваривается легче, чем латунь. Однако все латунные сплавы, кроме тех, которые содержат свинец, пригодны для сварки. Кроме того, чем меньше содержание цинка в латуни, тем легче ее сваривать. Поэтому латунь с содержанием цинка ниже 20 % имеет хорошую свариваемость, а латунь с содержанием цинка выше 20 % — хорошую свариваемость. Наконец, литой латунный металл можно только сварить.
Однако все латунные сплавы, кроме тех, которые содержат свинец, пригодны для сварки. Кроме того, чем меньше содержание цинка в латуни, тем легче ее сваривать. Поэтому латунь с содержанием цинка ниже 20 % имеет хорошую свариваемость, а латунь с содержанием цинка выше 20 % — хорошую свариваемость. Наконец, литой латунный металл можно только сварить.
Как упоминалось ранее, латунные сплавы, содержащие свинец и олово, не поддаются пайке. Следует избегать воздействия входной среды с высокой температурой сварки, высоким предварительным нагревом и медленной скоростью охлаждения.
Цвет
Красная медь — чистый металл, а латунь — сплав меди. Поэтому цвета меди обычно достаточно, чтобы отличить красную медь от латуни. Красная медь обычно красновато-коричневая, тогда как латунь может быть разных цветов, в зависимости от ее элементного состава, включая золотисто-желтый, красновато-золотой или серебряный.
Цена
Цена на латунь и медь может варьироваться в зависимости от марки сравниваемого материала.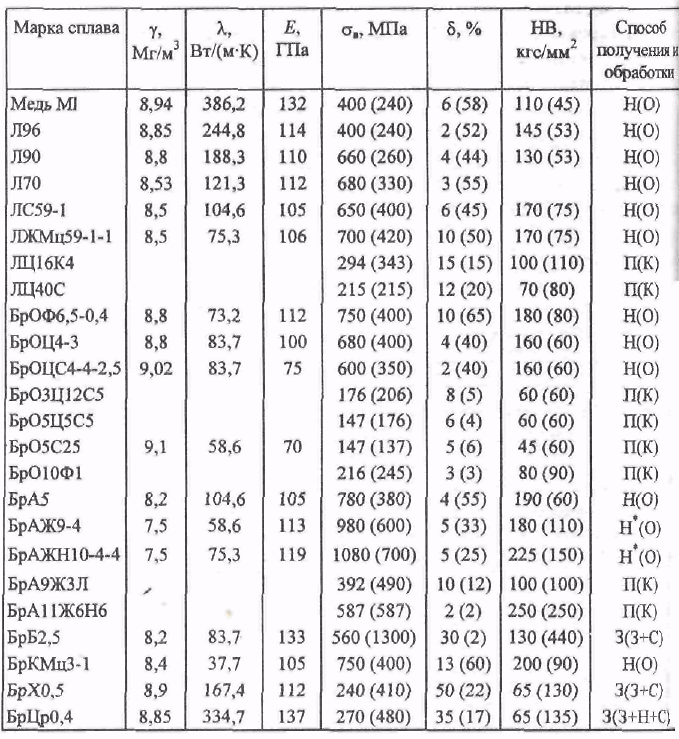 Хотя это может отличаться, красная медь обычно является самым дорогим из двух материалов. Для латуни низкое содержание меди привело к снижению цен.
Хотя это может отличаться, красная медь обычно является самым дорогим из двух материалов. Для латуни низкое содержание меди привело к снижению цен.
Сравнение характеристик теплообменника из медной трубы и трубы из нержавеющей стали.
Сравнение характеристик медной трубы и теплообменной трубы из нержавеющей стали.
Теплообменная трубка из нержавеющей стали: устройство из нержавеющей стали, один из компонентов теплообменника, размещенное внутри трубки, используемое для теплообмена между двумя средами.
Теплообменная трубка из нержавеющей стали имеет следующие преимущества:
1. В теплообменной трубке используется тонкостенная трубка толщиной 0,5-0,8 мм, что улучшает общие характеристики теплопередачи. При той же площади теплообмена общий коэффициент теплопередачи на 2,121-8,408% выше, чем у медной трубы.
2. Поскольку материал изготовлен из высококачественной легированной нержавеющей стали SUS304, он обладает высокой твердостью, а степень стали трубы явно улучшена. Поэтому он обладает высокой ударопрочностью и антивибрационными характеристиками.
Поэтому он обладает высокой ударопрочностью и антивибрационными характеристиками.
3. Поскольку внутренняя стенка трубы гладкая, толщина нижнего слоя ее пограничного слоя утончена, что не только интенсифицирует теплопередачу, но и улучшает противообрастающие свойства. Чтобы исключить сварку напряжение в защитном газе при высокотемпературной термообработке 1050 ℃. Для проверки на утечку использовалась разница давлений, испытание под давлением составляло 10 МПа, и давление не снижалось в течение 5 минут.
Медная труба: также известная как медная труба, разновидность трубы из цветного металла, представляет собой бесшовную трубу, которая прессуется и вытягивается. Медная труба обладает прочными и коррозионно-стойкими характеристиками, и это лучший выбор для современного подрядчика. для установки водопроводных труб, труб отопления и охлаждения во всех жилых коммерческих домах. Медная труба — лучшая труба для водоснабжения.
Преимущества медной трубы:
1. Легкий вес, хорошая теплопроводность и высокая температура. Используется для изготовления теплообменного оборудования (например, конденсатора и т. д.). Он также используется для сборки низкотемпературного трубопровода в производстве кислорода. оборудование. Медные трубы небольшого диаметра часто используются для транспортировки жидкостей под давлением (таких как смазочные системы, системы давления масла и т. д.), а манометры используются в качестве инструментов.
Используется для изготовления теплообменного оборудования (например, конденсатора и т. д.). Он также используется для сборки низкотемпературного трубопровода в производстве кислорода. оборудование. Медные трубы небольшого диаметра часто используются для транспортировки жидкостей под давлением (таких как смазочные системы, системы давления масла и т. д.), а манометры используются в качестве инструментов.
2. Медная труба обладает прочными и коррозионно-стойкими свойствами, и это лучший выбор для современного подрядчика для установки водопроводных труб, труб отопления и охлаждения во всех жилых коммерческих домах.
3. Медная трубка имеет много преимуществ: она прочная, обладает высокой прочностью обычного металла; опять же, в то же время, чем обычный металл, гибкая, легко реверсируется, не легко трескается, не легко ломается, и имеют определенную антифризную выпуклость и ударопрочную способность, поэтому конструкция системы водоснабжения из медного трубопровода установлена, безопасна и надежна в использовании, даже не требует технического обслуживания и обслуживания.
Недостаток медной трубы: самый большой недостаток медной трубы — высокая цена. В настоящее время это самая дорогая водопроводная труба, и она никогда не протечет после установки сварочного процесса. Соединение соединений медных труб в основном зависит от уровня процесса строительства, а качество строительства выше.
Следующие аспекты иллюстрируют различия между медной трубой и трубкой теплообменника из нержавеющей стали.
Сравнение производительности медной трубы и трубы теплообменника из нержавеющей стали выглядит следующим образом:
1. Теплопроводность медной трубки и теплообменной трубки из нержавеющей стали.
Поскольку коэффициент теплопроводности медной трубы для 100 Вт/м ℃, коэффициент теплопроводности трубы из нержавеющей стали для 13 Вт/м ℃, это, конечно, повлияет на общий коэффициент теплопередачи. Однако стена Толщина трубы из нержавеющей стали может быть уменьшена на 0,5~0,8 мм, тогда как толщина медной трубы может быть уменьшена из-за прочности и эрозионного износа.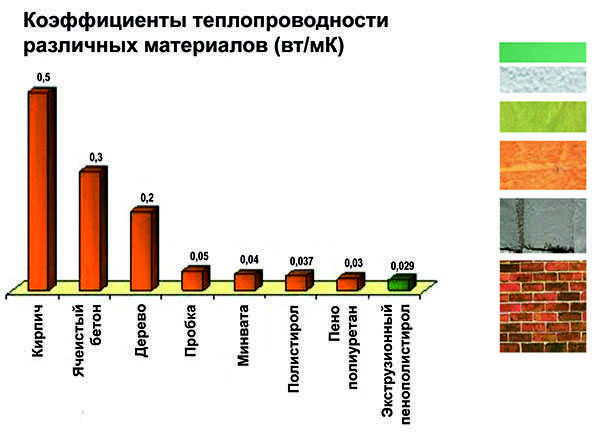
Толщина стенки не может быть менее 1,2 мм.
По формуле: Rc= (1) : Rc — тепловое сопротивление, м2к/Вт. Lambda — теплопроводность, Вт/(м.К).
Дельта — толщина стенки трубы, м.
Материал трубы должен быть, при неизменности, согласно формуле (1), чем меньше дельта, тем меньше Rc, тем больше коэффициент теплопередачи. Это позволяет уменьшить разницу между общим коэффициентом теплопередачи трубка из нержавеющей стали и медная трубка.
Поскольку внутренняя и внешняя стенки медной трубы более шероховатые, чем у нержавеющей стали, ее легко масштабировать и увеличить тепловое сопротивление медной трубы, что делает разницу в общем коэффициенте теплопередачи медной трубы и трубы из нержавеющей стали узкой.
Проведено сравнение производительности медной трубы и трубы теплообменника из нержавеющей стали.
При использовании трубы из нержавеющей стали или меди скорость потока в трубе является турбулентной. Самым большим фактором, влияющим на конвективное экзотермическое тепло, является толщина ламинарного слоя, поскольку теплопередача в нижнем слое является теплопроводностью, в то время как тепловая проводимость воды очень низкая.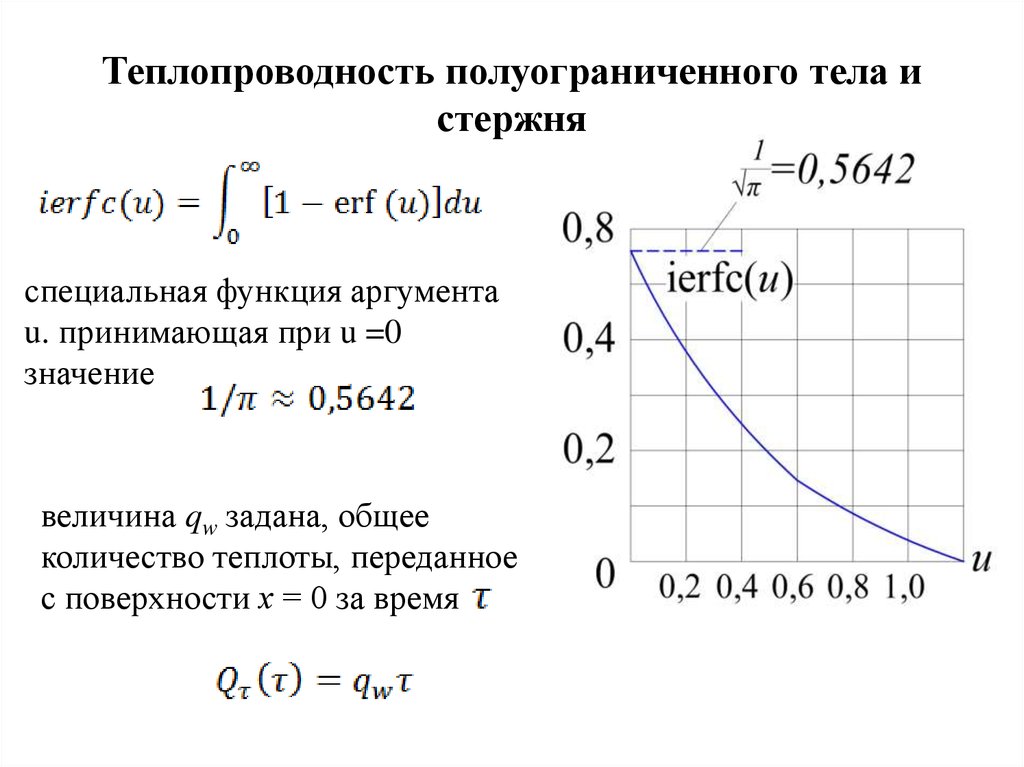 В случае одного и того же состояния течения толщина ламинарного слоя зависит от шероховатости внутренней стенки. Поверхность медной трубки покрыта оксидом, и ее шероховатость намного больше, чем у из трубы из нержавеющей стали. Толщина ламинарного слоя медной трубы больше, чем у ламинарного слоя трубы из нержавеющей стали. Конвективный экзотермический коэффициент трубы из нержавеющей стали больше, чем у медной трубы.
В случае одного и того же состояния течения толщина ламинарного слоя зависит от шероховатости внутренней стенки. Поверхность медной трубки покрыта оксидом, и ее шероховатость намного больше, чем у из трубы из нержавеющей стали. Толщина ламинарного слоя медной трубы больше, чем у ламинарного слоя трубы из нержавеющей стали. Конвективный экзотермический коэффициент трубы из нержавеющей стали больше, чем у медной трубы.
Rw = (2)
Среди них: Rw — термическое сопротивление изгнанию, м2k/w.W — конвективно-экзотермический коэффициент, Вт/м2. K.?Согласно формуле (2), чем больше альфа w, тем меньше Rw.
3. Коэффициент тепловыделения конденсации медной трубы и трубы теплообменника из нержавеющей стали.
Существует два вида экзотермического коэффициента конденсации, такие как мембранная конденсация и капельная конденсация, а тепловой коэффициент шариковой конденсации намного больше, чем у мембранной конденсации. Однако внешняя стенка трубы из нержавеющей стали и внешняя стенка медная трубка более неясна, но можно сказать, что большая часть внешней стенки трубы представляет собой мембранную конденсацию. Коэффициент теплопередачи мембранной конденсации имеет большое отношение к толщине тонкой пленки, поскольку теплопроводность находится внутри пленки. , теплопроводность водяной пленки очень низкая, а толщина пленки зависит от шероховатости наружной стенки. Внешняя стенка медной трубки намного шероховатее, чем трубка из нержавеющей стали из-за оксидного слоя. Поэтому Коэффициент теплоты конденсации наружной стенки трубки из нержавеющей стали больше, чем у наружной стенки медной трубки.
Коэффициент теплопередачи мембранной конденсации имеет большое отношение к толщине тонкой пленки, поскольку теплопроводность находится внутри пленки. , теплопроводность водяной пленки очень низкая, а толщина пленки зависит от шероховатости наружной стенки. Внешняя стенка медной трубки намного шероховатее, чем трубка из нержавеющей стали из-за оксидного слоя. Поэтому Коэффициент теплоты конденсации наружной стенки трубки из нержавеющей стали больше, чем у наружной стенки медной трубки.
Rm = (3)
Где: Rm — конденсационное тепловое сопротивление наружной стенки трубы, м2к/Вт, конденсационно-экзотермический коэффициент наружной стенки, Вт/м2. K. Согласно формуле (3), чем больше альфа m, тем меньше Rm.
Общий коэффициент теплопередачи медной трубы и теплообменной трубы из нержавеющей стали.
К = (4)
Где: R — общее тепловое сопротивление, м2К/Вт.К — общий коэффициент теплопередачи, Вт/м2. К.
Из (4) можно узнать, что конвективное тепловое сопротивление, тепловое сопротивление и теплосопротивление конденсации уменьшаются, но общее тепловое сопротивление уменьшается: общее тепловое сопротивление уменьшается, а общий коэффициент теплопередачи увеличивается.
При одинаковой толщине стенки общий коэффициент теплопередачи трубы из нержавеющей стали на 6% ниже, чем у медной трубы. Общий коэффициент теплопередачи трубы из нержавеющей стали больше, чем у медной трубы, и общий коэффициент теплопередачи коэффициент передачи трубы из нержавеющей стали улучшен.
Сравнительная таблица характеристик теплообмена медной трубки
и трубки из нержавеющей стали.
Имя | спецификация (мм) | Текстура | Общий коэффициент теплопередачи (Вт/м кв. К) |
Медная трубка | 1 | хсн70-ия | 3682. |
Трубка из нержавеющей стали | 1 | АИ304 | г. 3460.327347. |
Трубка из нержавеющей стали | 0,7 | АИ304 | 3760.628476. |
Трубка из нержавеющей стали | 0,8 | АИ304 | 872. |
 423869.
423869. 686729.
686729.
5. Долгосрочные экономические показатели теплообменных труб из меди и нержавеющей стали.
По мере увеличения времени работы оксидный слой медной трубки будет становиться все толще и толще, а эффект теплопередачи будет становиться все хуже и хуже. Нержавеющая сталь не окисляется или окисляется очень медленно. Поэтому, если теплообменник из нержавеющей стальная труба и теплообменник из медной трубы вводятся в эксплуатацию одновременно, чем дольше время работы, тем лучше и лучше будет экономическая эффективность трубчатого теплообменника из нержавеющей стали, чем у теплообменника из медной трубы. в то же время адсорбционная способность медной трубы к охлаждающей воде намного выше, чем у трубы из нержавеющей стали, что значительно снижает экономическую эффективность оборудования.
Сравнение показателей безопасности теплообменных труб из меди и из нержавеющей стали.
Технические характеристики теплообменных труб из меди и нержавеющей стали.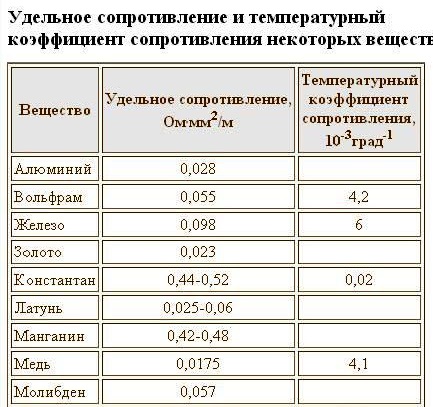
Технические характеристики теплообменника из медных труб и труб из нержавеющей стали.
| г. | |||
|
Посуда из чугуна и нержавеющей стали
Покупки на Amazon. com и других веб-сайтах финансируют этот веб-сайт за счет получения дохода. Любая помощь приветствуется и поддерживает как меня, так и контент, подобный этому.
com и других веб-сайтах финансируют этот веб-сайт за счет получения дохода. Любая помощь приветствуется и поддерживает как меня, так и контент, подобный этому.
Большинство людей не знают, что чугун используется в посуде буквально сотни лет. Мартенситная нержавеющая сталь была открыта в 1912 году Элвудом Хейнсом, металлургом и изобретателем. Внедрение нержавеющей стали в посуду еще короче. Учитывая развитие технологий и науки, некоторые задаются вопросом, что лучше: чугунная посуда или посуда из нержавеющей стали. Оба типа металла имеют свои положительные и отрицательные черты.
Но большинство людей не знает, что оба металла на самом деле плохо проводят тепло. Чтобы обойти эту проблему, производитель посуды поместил кусок алюминия или меди, чтобы улучшить характеристики металла. Для чугуна они сделали его невероятно толстым, чтобы он мог хранить много тепла. В этой статье мы рассмотрим сравнение свойств металла и их влияние на посуду. Какой производитель является пионером, а какой лучше.
Теплопроводность
Теплопроводность — это количество энергии, которое передается от источника тепла. Как указывалось ранее, оба типа металлов имеют очень плохую теплопроводность. У чугуна 52 (Вт/м·К), а у нержавеющей стали – 14,4 (Вт/м·К). Судя по этому числу, чугун намного лучше. Однако, если вы сравните это с медью, вы увидите, что ее теплопроводность составляет 413 (Вт/м·К). Таким образом, вы можете видеть, что и чугун, и нержавеющая сталь являются очень плохими теплопроводниками. Чтобы обойти это, производители часто комбинируют металл с другим, более проводящим металлом, таким как алюминий и медь. All Clad сделали это со своей посудой, и теперь они известны как один из ведущих производителей посуды в США.
Другой способ, с помощью которого производители пытаются решить проблему теплопроводности, заключается в увеличении толщины металла. В среднем, когда я измеряю чугунную посуду от крупных производителей, таких как Lodge и Le Creuset, я обнаруживаю, что они колеблются в районе 3,78 мм. Однако, по моему опыту, это работает лишь незначительно. Единственное реальное преимущество, которое я вижу в том, чтобы сделать его более толстым, — это количество тепла, хранящегося в кастрюле.
Однако, по моему опыту, это работает лишь незначительно. Единственное реальное преимущество, которое я вижу в том, чтобы сделать его более толстым, — это количество тепла, хранящегося в кастрюле.
Результаты испытаний теплопроводности
Чтобы доказать это, я получил две 8-дюймовые кастрюли. один из Lodge и один из All Clad. Это обе 8-дюймовые сковороды, и я нагреваю их обе на одной и той же горелке в течение 2 минут. Металлическая лопатка прижимала тост, чтобы сгладить любые неровности. Ниже вы увидите изображение того, как был проведен тест.
Это результат изготовления сковороды Lodge Cast Iron Skillet. Через 2 минуты тост почти не подрумянился. У меня есть другой результат теста, который также показал, что при достаточном количестве времени распределение тепла все еще было плохим.
Теперь аналогичный тест проводится для 8-дюймовой кастрюли All Clad. Эта конкретная модель была версией d5, и она проводила значительно больше тепла, чем чугунная. Хотя распределение тепла не было идеальным, оно все равно работало очень хорошо. Особенно по сравнению с чугунной сковородой.
Хотя распределение тепла не было идеальным, оно все равно работало очень хорошо. Особенно по сравнению с чугунной сковородой.
Хотя нержавеющая сталь является плохим проводником тепла, они обходят это ограничение, делая ее настолько тонкой, насколько это возможно. Они полагаются на свойства металла, такого как алюминий и нержавеющая сталь, чтобы нести основную тяжесть теплопередачи.
Значит ли это, что вы должны выбросить свою чугунную сковороду? Нет, не совсем, обе сковороды имеют свои особенности, которые делают их уникальными. Как только это так, это антипригарная способность.
Чугун и антипригарное покрытие из нержавеющей стали
Оба металла прилипнут, если их не обработать дальше. Для чугуна им нужна «Приправа», а для нержавеющей стали требуется либо антипригарное покрытие, либо надлежащий контроль нагрева.
Чугунная приправа
Чугунная приправа представляет собой полимеризацию жира на посуде. Слой жира, который запекается на металле, более известен как приправа.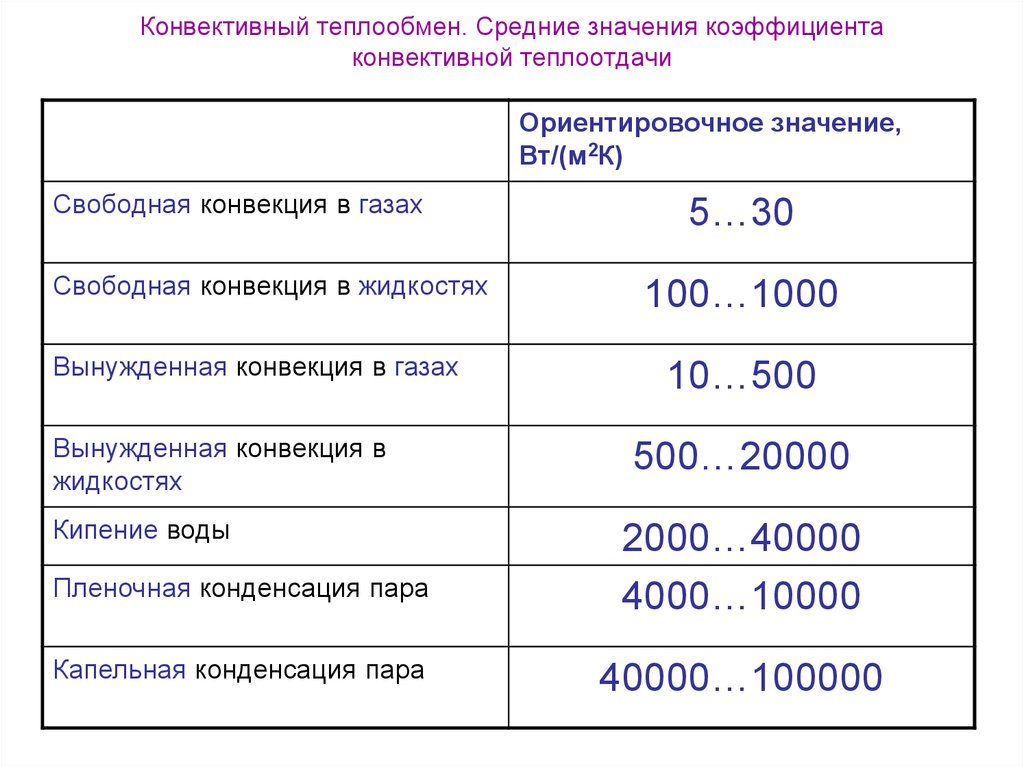 Я думаю, что если бы большинство людей поняли, что это действительно просто запекается на жире, люди были бы более неблагоприятны в покупке чугунной посуды. Тем не менее, приготовление пищи на сковороде не оказывает вредного влияния на ваше здоровье. Со временем на чугунной сковороде будет постепенно накапливаться больше приправ, а ее антипригарные свойства будут увеличиваться. Если вы каким-то образом перегреете или смоете приправу, вам придется заново приправлять сковороду. Это одна из причин, по которой некоторые заядлые коллекционеры чугуна так злятся, если вы «моете» их кастрюлю.
Я думаю, что если бы большинство людей поняли, что это действительно просто запекается на жире, люди были бы более неблагоприятны в покупке чугунной посуды. Тем не менее, приготовление пищи на сковороде не оказывает вредного влияния на ваше здоровье. Со временем на чугунной сковороде будет постепенно накапливаться больше приправ, а ее антипригарные свойства будут увеличиваться. Если вы каким-то образом перегреете или смоете приправу, вам придется заново приправлять сковороду. Это одна из причин, по которой некоторые заядлые коллекционеры чугуна так злятся, если вы «моете» их кастрюлю.
Нержавеющая сталь Прилипание к пищевым продуктам
Основная проблема нержавеющей стали, помимо ее теплопроводности, заключается в том, что почти все прилипает. Удачи вам в попытках приготовить лапшу на сковороде с покрытием из нержавеющей стали. Чтобы обойти это, некоторые производители покрывают посуду тефлоновым покрытием. Однако тефлоновое покрытие со временем испортится, и вам придется его выбросить.
Есть способы готовить в нержавеющей стали, не прилипая к еде. Постоянно жарю яичницу на сковороде из нержавейки. Все, что мне нужно сделать, это полностью разогреть сковороду, а затем добавить масло. Я бы не стал делать это на холодной сковороде. Другие методы заключаются в том, чтобы правильно поджарить пищу и дождаться ее естественного выхода. Это требует немного больше техники, чем чугун.
Очистка чугуна и нержавеющей стали
Это очень важно для американского потребителя. Я вырос, мыл посуду вручную и никогда не пользовался посудомоечной машиной. Большинство посуды от All Clad можно мыть в посудомоечной машине. Покрытие из нержавеющей стали предотвращает коррозию металла ржавчиной. Однако чугун печально известен тем, что ржавеет. Как только вы удалите приправу, начнет образовываться ржавчина, если вы не попробуете это должным образом.
Правильная очистка чугуна
Чтобы сохранить приправу чугуна, нельзя использовать мыло, иначе вы рискуете смыть приправу.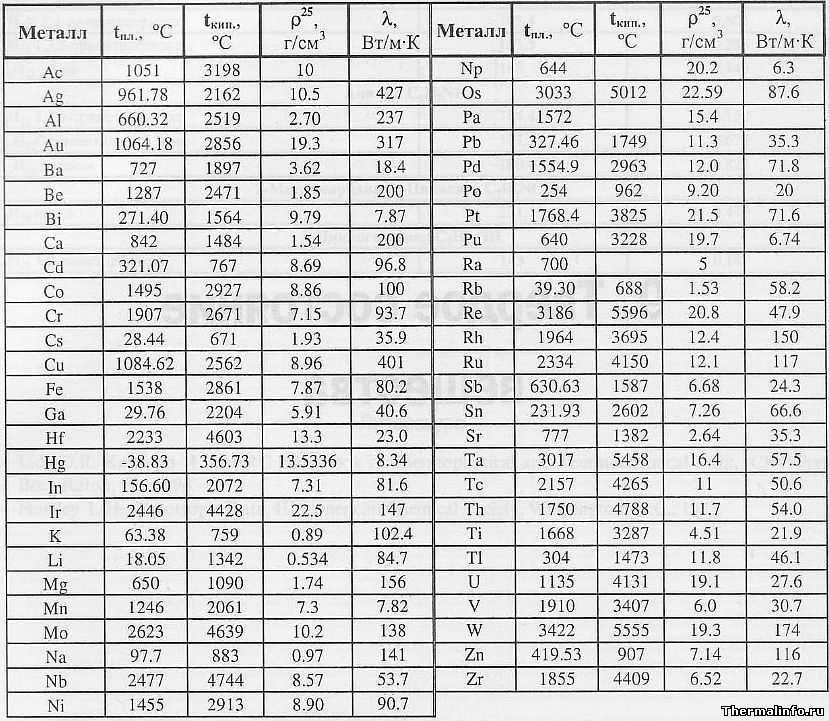 Чтобы очистить его, вы можете насыпать соль в сковороду и протереть ее бумажным полотенцем, чтобы удалить запекшуюся пищу. Другой способ сделать это — использовать мягкий металлический скруббер. Обычно вы можете найти его на Amazon за пару долларов. Одна вещь, которая меня раздражает, это то, что на полотенце всегда остается черная полоса, даже после того, как я «почистил» сковороду.
Чтобы очистить его, вы можете насыпать соль в сковороду и протереть ее бумажным полотенцем, чтобы удалить запекшуюся пищу. Другой способ сделать это — использовать мягкий металлический скруббер. Обычно вы можете найти его на Amazon за пару долларов. Одна вещь, которая меня раздражает, это то, что на полотенце всегда остается черная полоса, даже после того, как я «почистил» сковороду.
Очистка нержавеющей стали
Очистка сковороды из нержавеющей стали намного проще. Вы можете мыть его в посудомоечной машине или мыть вручную. Вы также можете использовать мыло на этой сковороде, чтобы не бояться, что на вашей сковороде появятся бактерии.
Возможности обжаривания из чугуна и нержавеющей стали
Обе кухонные принадлежности могут прекрасно обжаривать пищу, при этом преимущество, придаваемое нержавеющей стали благодаря ее покрытию. Сам по себе он хуже чугуна.
Чугунная жаровня
Чугун так любим просто из-за его веса. Из-за толщины этих сковородок в них можно хранить много еды, не теряя при этом слишком много тепла. Это означает, что пища не будет так быстро испаряться, когда вы опускаете внутрь холодную пищу.
Это означает, что пища не будет так быстро испаряться, когда вы опускаете внутрь холодную пищу.
Обжаривание из нержавеющей стали
Нержавеющая сталь обычно легче и не подгорает так же, как чугун. Тем не менее, производитель выпускает более толстые линии посуды, такие как D5 и D7, для этой конкретной проблемы. Они увеличивают слой и вес этой посуды, так что вы можете обжаривать так же хорошо, как чугун.
Чугун и нержавеющая сталь Цена
Цена является основным фактором, который следует учитывать. Lodge — одна из лучших кухонных принадлежностей, которые вы можете купить. Обычно вы можете найти их сковородки менее чем за 20 долларов. В то время как производитель, такой как All Clad, будет брать за сковороду не менее 100 долларов. В этом случае совершенно понятно, почему люди так любят чугун. Однако, как только вы приобретете чугунную посуду более высокого класса, она начнет стоить от 2 до 300 долларов. Это не имеет смысла для такой старой технологии. Вы получите лучшую производительность от кастрюли All Clad.
На самом деле, я даже провел сравнение между производителями высококачественного чугуна, такими как Le Creuset и Lodge. Я обнаружил, что Lodge на самом деле превзошел Le Creuset в моем тесте на тосты.
Какой купить?
Если у вас есть только 20 долларов, лучше всего подойдет чугун. Он будет красиво поджариваться и будет делать большую часть, если не все, что вам нужно для приготовления пищи. Тем не менее, полностью облицованные кастрюли All Clad в любой момент превзойдут Lodge. За исключением антипригарной части. У меня лично есть обе, поэтому я использую кастрюли для разных целей. Если я хочу поджарить большую порцию еды, я использую сковороду-лоджию просто потому, что мне все равно, если я ее сломаю. Мне было бы не по себе, если бы я сломал свою сковороду All Clad просто потому, что она дорогая.
Надеюсь, моя статья о посуде из чугуна и нержавеющей стали окажется для вас полезной. Пожалуйста, посетите страницу статей, чтобы узнать больше!
Чугун и нержавеющая сталь Источники статей
Инженерный набор инструментов
https://www. engineeringtoolbox.com/thermal-conductivity-metals-d_858.html
engineeringtoolbox.com/thermal-conductivity-metals-d_858.html
Теплопроводность Wikipedia
https://en.wikipedia.org/wiki /Thermal_conductivity
Какое сравнение характеристик теплопередачи между медной трубкой и теплообменной трубкой из нержавеющей стали? — Новости
Какое сравнение производительности теплообмена между медной трубкой и теплообменной трубкой из нержавеющей стали?
Теплообменная трубка из нержавеющей стали: Устройство из нержавеющей стали, которое является одним из компонентов теплообменника, размещается внутри цилиндра и используется для теплообмена между двумя средами.
Теплообменные трубки из нержавеющей стали имеют следующие преимущества:
1. В теплообменной трубке используется тонкостенная труба 0,5-0,8 мм для улучшения общих характеристик теплопередачи. При одинаковой площади теплоотдачи общий коэффициент теплопередачи на 2,121-8,408% выше, чем у медных труб.
2. Поскольку материал изготовлен из высококачественной нержавеющей стали SUS304, он обладает высокой твердостью, а степень жесткости трубы, очевидно, также улучшена. Поэтому он обладает высокой ударопрочностью и виброустойчивостью.
Поэтому он обладает высокой ударопрочностью и виброустойчивостью.
3. Поскольку внутренняя стенка трубы гладкая, толщина нижнего слоя граничного ламинарного потока уменьшается, что не только улучшает теплообмен, но и улучшает характеристики защиты от обрастания. Для устранения сварочных напряжений термическую обработку проводят при высокой температуре 1050°С в среде защитного газа. Все стальные трубы проверяются на герметичность перепадом давления, опрессовкой до 10 МПа, отсутствие падения давления в течение 5 минут.
Латунная труба: также известная как медная труба, тип трубы из цветного металла, которая прессуется и вытягивается без швов. Медные трубы обладают прочными, коррозионно-стойкими характеристиками и становятся первым выбором современных подрядчиков при установке водопроводных труб, труб отопления и охлаждения во всех жилых коммерческих домах. Медная труба – лучшая труба для водоснабжения.
Преимущества медной трубы:
1. Меньший вес, хорошая теплопроводность и низкотемпературная прочность. Обычно используется при изготовлении теплообменного оборудования (например, конденсаторов и т.п.). Он также используется для сборки криогенных трубопроводов на кислородных установках. Медные трубки малого диаметра обычно используются для подачи жидкостей под давлением (таких как системы смазки, системы давления масла и т. д.), а пьезометры используются в качестве инструментов.
Обычно используется при изготовлении теплообменного оборудования (например, конденсаторов и т.п.). Он также используется для сборки криогенных трубопроводов на кислородных установках. Медные трубки малого диаметра обычно используются для подачи жидкостей под давлением (таких как системы смазки, системы давления масла и т. д.), а пьезометры используются в качестве инструментов.
2. Медные трубы обладают прочными, коррозионно-стойкими характеристиками и становятся предпочтительным выбором для современных подрядчиков при установке водопроводных труб, труб отопления и охлаждения во всех жилых коммерческих домах.
3. Медные трубы сочетают в себе множество преимуществ: Прочность при высокой прочности обычных металлов. В то же время его легче сгибать, чем обычные металлы, легко реверсировать, трудно расколоть, трудно сломать, он имеет определенную степень защиты от мороза и ударов. Поэтому монтаж медных труб в системе водоснабжения в здании безопасен и надежен даже без обслуживания.
Недостатки медных труб: В случае медных труб самым большим недостатком является высокая цена. В настоящее время это самый полноценный водопровод. Обычно он устанавливается после процесса сварки и не пропускает воду в течение всего срока службы. Соединение медной трубы в основном зависит от уровня технологии строительства и предъявляет более высокие требования к качеству строительства.
Ниже поясняется разница между медными и нержавеющими трубами теплопередачи по следующим аспектам:
Сравнение производительности медной трубы и теплообменной трубы из нержавеющей стали выглядит следующим образом:
1. Сравнение теплопроводности между медной трубой и теплообменной трубкой из нержавеющей стали
Поскольку теплопроводность медной трубы составляет 100 Вт/м °C, теплопроводность трубы из нержавеющей стали составляет 13 Вт/м°C, что, безусловно, влияет на общий коэффициент теплопередачи. Однако толщина стенки трубы из нержавеющей стали может быть уменьшена на 0,5-0,8 мм, а медная труба имеет толщину стенки не менее 1,2 мм за счет прочностного и эрозионного износа.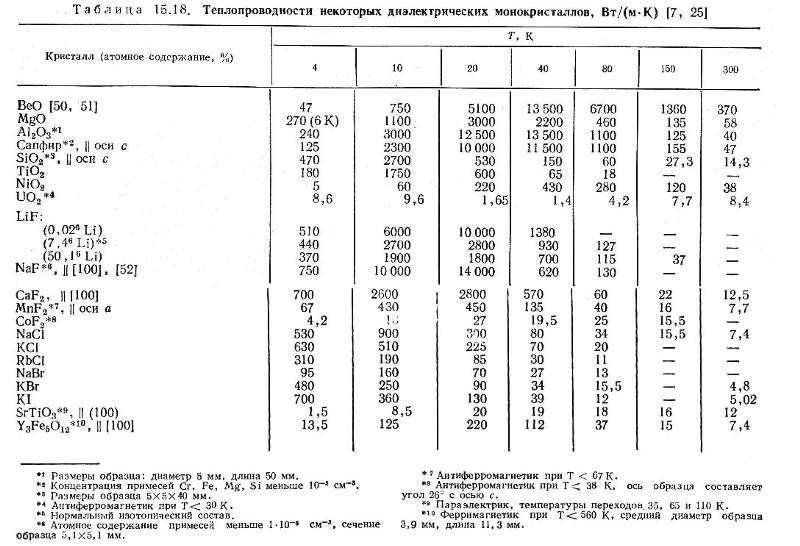
По формуле: Rc = (1) где: Rc — тепловое термическое сопротивление, м2К/Вт. Λ – теплопроводность, Вт/(м·К).
Δ – толщина стенки, м
При неизменной трубе и постоянном λ согласно формуле (1) чем меньше δ, тем меньше Rc и больше коэффициент теплоотдачи. Это может уменьшить разницу в общем коэффициенте теплопередачи между трубой из нержавеющей стали и медной трубой.
Поскольку внутренняя и внешняя стенки медной трубы более шероховатые, чем у нержавеющей стали, они легко загрязняются и увеличивают тепловое сопротивление медной трубы, что, в свою очередь, снижает общую разницу коэффициентов теплопередачи между медной трубой и нержавеющей сталью. стальная труба.
2. Сравнение характеристик конвекции и тепловыделения медных труб и теплообменных труб из нержавеющей стали
При использовании труб из нержавеющей стали или медных труб скорость потока в трубах является турбулентной. Наибольший фактор, способствующий конвективному выделению тепла, — это толщина ламинарного нижнего слоя, поскольку теплопередача в ламинарном донном слое является теплопроводной, а теплопроводность воды очень низкой.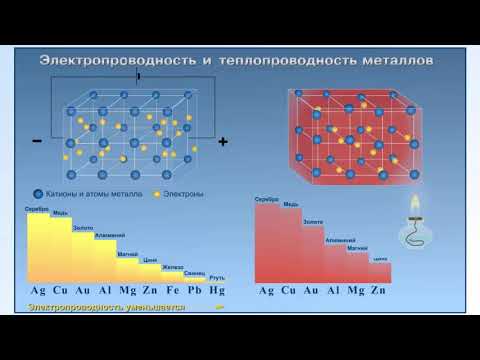 В тех же условиях течения толщина ламинарного нижнего слоя зависит от шероховатости внутренней стенки трубы. Внутренняя поверхность медной трубки имеет окислы, и ее шероховатость намного больше, чем у трубки из нержавеющей стали. Толщина ламинарного нижнего слоя медной трубки больше, чем толщина ламинарного нижнего слоя трубки из нержавеющей стали. Это приводит к тому, что коэффициент конвективной теплопередачи трубы из нержавеющей стали больше, чем коэффициент конвективного тепловыделения медной трубы.
В тех же условиях течения толщина ламинарного нижнего слоя зависит от шероховатости внутренней стенки трубы. Внутренняя поверхность медной трубки имеет окислы, и ее шероховатость намного больше, чем у трубки из нержавеющей стали. Толщина ламинарного нижнего слоя медной трубки больше, чем толщина ламинарного нижнего слоя трубки из нержавеющей стали. Это приводит к тому, что коэффициент конвективной теплопередачи трубы из нержавеющей стали больше, чем коэффициент конвективного тепловыделения медной трубы.
Rw=(2)
Среди них: Rw – Термическая и термическая стойкость к изгнанию, м2к/Вт. Αw – коэффициент конвективного тепловыделения, Вт/м2.k. Согласно формуле (2), чем больше αw, тем меньше Rw.
3. Сравнение коэффициента теплопередачи конденсации медной трубы и теплообменной трубки из нержавеющей стали
Существует два типа коэффициента тепловыделения конденсации: пленочная конденсация и капельная конденсация, причем коэффициент тепловыделения конденсации намного больше, чем пленочная конденсация. коэффициент теплоотдачи. Однако неясно, какой тип каплеобразной конденсации происходит на внешней стенке трубы из нержавеющей стали и внешней стенке медной трубы, но можно сказать, что большая часть внешней стенки двух типов труб покрыта пленкой. — как конденсат. Величина экзотермического коэффициента пленочной конденсации тесно связана с толщиной пленки, поскольку внутренняя часть пленки является теплопроводной. Теплопроводность водяной пленки особенно мала, а толщина пленки зависит от шероховатости наружной стенки трубы. Внешняя стенка медной трубки намного шероховатее, чем у трубки из нержавеющей стали, из-за оксидного слоя. Следовательно, коэффициент теплоты конденсации наружной стенки трубы из нержавеющей стали больше, чем коэффициент теплоты конденсации наружной стенки медной трубы.
коэффициент теплоотдачи. Однако неясно, какой тип каплеобразной конденсации происходит на внешней стенке трубы из нержавеющей стали и внешней стенке медной трубы, но можно сказать, что большая часть внешней стенки двух типов труб покрыта пленкой. — как конденсат. Величина экзотермического коэффициента пленочной конденсации тесно связана с толщиной пленки, поскольку внутренняя часть пленки является теплопроводной. Теплопроводность водяной пленки особенно мала, а толщина пленки зависит от шероховатости наружной стенки трубы. Внешняя стенка медной трубки намного шероховатее, чем у трубки из нержавеющей стали, из-за оксидного слоя. Следовательно, коэффициент теплоты конденсации наружной стенки трубы из нержавеющей стали больше, чем коэффициент теплоты конденсации наружной стенки медной трубы.
Rm=(3)
Среди них: Rm – теплостойкость конденсации наружной стенки трубы, м2к/wαм – коэффициент теплоты конденсации наружной стенки трубы, Вт/м2.к. Согласно формуле (3), чем больше αm, тем меньше Rm.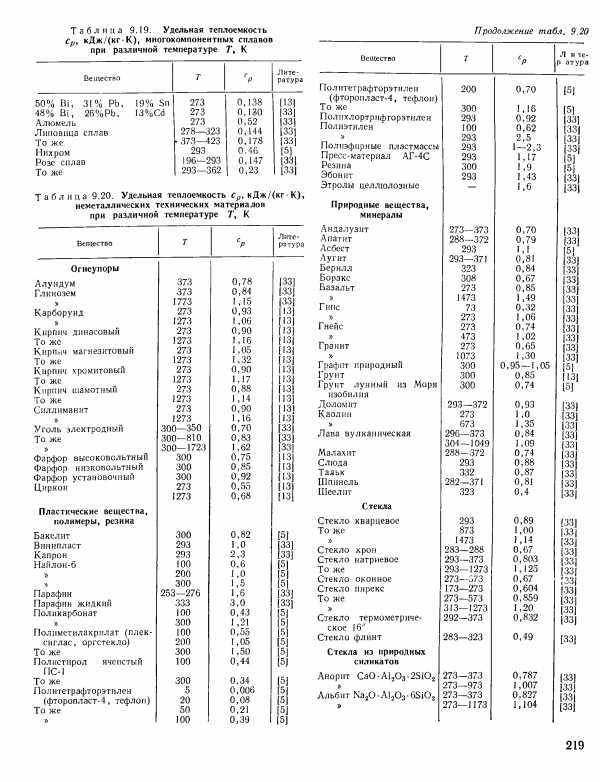
4. Сравнение коэффициентов теплопередачи труб из меди и нержавеющей стали
K=(4)
Среди них: R — полное тепловое сопротивление, м2к/Вт. К — общий коэффициент теплопередачи, Вт/м2.к.
Из (4) видно, что тепловое сопротивление конвекции, теплопроводность и тепловое сопротивление конденсации уменьшаются, а общее тепловое сопротивление уменьшается: общее тепловое сопротивление уменьшается, а общий коэффициент теплопередачи увеличивается.
При одинаковой толщине стенки общий коэффициент теплопередачи трубы из нержавеющей стали на 6% ниже, чем у медной трубы. Из-за использования труб из нержавеющей стали, которые тоньше медных труб, общий коэффициент теплопередачи и коэффициент тепловыделения конденсации труб из нержавеющей стали больше, чем у медных труб, так что общий коэффициент теплопередачи нержавеющей стали стальные трубы улучшены.
Медная трубка и нержавеющая сталь трубки. | |||
Copper tube | 1 | HSn70-IA | 3682.423869 |
Stainless steel tube | 1 | AI304 | 3460.327347 |
Stainless steel tube | 0.7 | AI304 | 3760.628476 |
Stainless steel tube | 0,8 | AI304 | 3872.686729 |
 Сравнение характеристик.
Сравнение характеристик.9. Долгосрочное экономическое сравнение медных и стальных теплообменных труб0016
По мере увеличения времени работы слой оксида меди становится толще, а эффект теплопередачи становится все хуже и хуже. Нержавеющая сталь не окисляется или окисляется очень медленно. Следовательно, если теплообменники из трубок из нержавеющей стали и медных трубок вводятся в эксплуатацию одновременно, то чем дольше время работы, тем более экономичными будут теплообменники из трубок из нержавеющей стали, чем теплообменники из медных трубок. В то же время способность медных трубок поглощать примеси в охлаждающей воде намного выше, чем у труб из нержавеющей стали, что значительно снижает экономическую эффективность оборудования.
В то же время способность медных трубок поглощать примеси в охлаждающей воде намного выше, чем у труб из нержавеющей стали, что значительно снижает экономическую эффективность оборудования.
6. Сравнение эффективности безопасности между медной трубкой и трубкой теплообменной обменной трубы из нержавеющей стали
Медную трубку и теплопередачу из нержавеющей стали. | Медно-никелевая трубка | Трубка из нержавеющей стали 304/316 | |||
Плотность (т/м³) | 8.4 | &<8.9 | 8 | ||
Yield Strength (Mpa) | 120< | 140 | 280-350 | ||
Прочность на растяжение (MPA) | 330 | 390 | 550-659 | ||
. | 43 | 30-60 | |||
Elastic Modulus (Mpa) | 13.3 | 15.4 | 20 | ||
Thermal expansion coefficient (10- 6) | 16 | 16 | 17 | ||
Теплопроводность (W/MK) | 13 | ||||
 0016
0016Из приведенной выше таблицы видно, что предел текучести и предел прочности при растяжении у труб из нержавеющей стали выше, чем у медных труб. Срок службы труб из нержавеющей стали обязательно больше, чем у медных труб. Коэффициент теплового расширения ниже, чем у медных труб, и ближе к трубчатым. Поэтому нелегко повредить трубу или повлиять на расширение из-за теплового расширения и сжатия.
http://www.vrcoolertech.com/heat-exchanger/stainless-steel-tube-heat-exchanger. html
html
Предыдущая статья: Каков принцип работы конденсаторов и как заменить медные трубы конденсатора?
Сварка меди с нержавеющей сталью
Медь и нержавеющая сталь
EB Industries часто спрашивают, как мы соединяем разнородные металлы с помощью прецизионной сварки. Наиболее часто запрашиваемая комбинация — это медь и нержавеющая сталь, поскольку оба металла обладают уникальными свойствами материала, которые делают их очень разными, но в то же время великолепными в сочетании. Медь обладает очень высокой тепло- и электропроводностью, но при этом достаточно мягкая и ковкая. Нержавеющая сталь имеет хорошую твердость и высокую прочность на растяжение, но она не является отличным проводником. Кроме того, нержавеющая сталь обычно является менее дорогим материалом, чем медь. При наличии надлежащего опыта и технологии эти два уникальных металла могут быть экономично сварены вместе для получения высокопрочного герметичного соединения. На фотографии, прикрепленной к этой статье, показан участок сварки трубы из нержавеющей стали 316L толщиной 0,020 дюйма, приваренной электронным лучом к медной заглушке из бескислородной меди.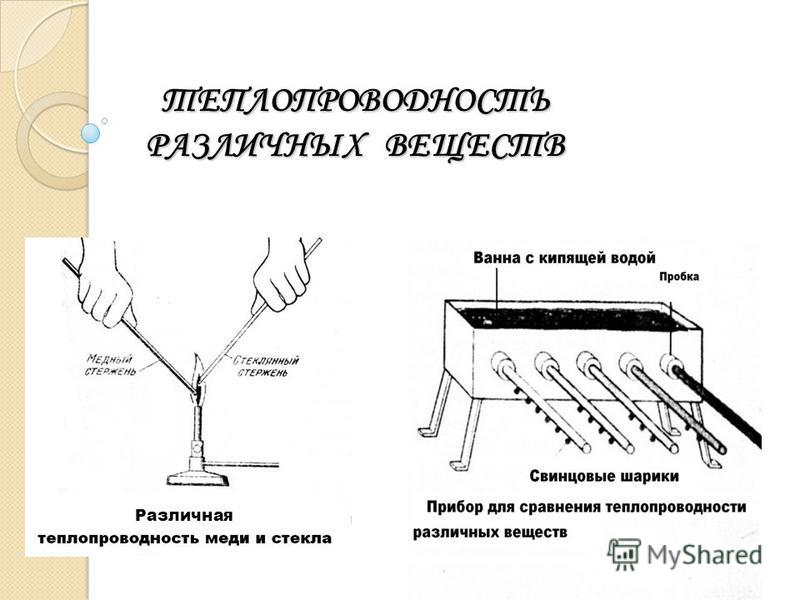 Как видите, при правильном проектировании и правильной технологии сварки можно получить потрясающие результаты.
Как видите, при правильном проектировании и правильной технологии сварки можно получить потрясающие результаты.
Поперечное сечение сварного шва меди и нержавеющей стали
Что лучше всего подходит для вашего приложения?
Сварка меди с нержавеющей сталью сложна, но не невозможна, но выбор правильного процесса сварки является ключом к получению прочного сварного шва, который также экономически эффективен для вашего проекта. Скачайте наше руководство, чтобы разобраться. См. это
Учитывайте сплавы
При проектировании сварного соединения в первую очередь следует учитывать сплавы нержавеющей стали и меди. Наиболее распространенные нержавеющие сплавы, используемые в этом типе приложений, включают 304, 304L и 316L. 316 не является рекомендуемым материалом, так как его более высокое содержание углерода затрудняет сварку в целом, не говоря уже о соединении разнородных металлов. Предпочтительные сплавы меди включают класс бескислородной меди (OFC) и бескислородных сплавов с высокой теплопроводностью (OFHC). Эти сплавы обычно имеют 9Чистота меди 9,95% или лучше с очень низким уровнем кислорода и других химических элементов.
Эти сплавы обычно имеют 9Чистота меди 9,95% или лучше с очень низким уровнем кислорода и других химических элементов.
Сплавы, перечисленные в этой статье, ни в коем случае не являются единственными сплавами, которые можно соединять. Однако по мере добавления в сварочную ванну различных элементов металлургия соединения может резко измениться, что усложнит сварку. Например, латунь, которая состоит из комбинации меди и цинка, имеет серьезные проблемы при сварке, поскольку цинк выкипает из сварочной ванны, оставляя пустоты и трещины под напряжением. Иногда эти проблемы можно преодолеть, применяя различные технологии сварки, термическую обработку до и после сварки, а также использование присадочного материала. Для любого соединения из разнородных материалов настоятельно рекомендуется тщательная разработка и испытание сварного шва квалифицированным и опытным сварщиком или мастерской по сварке, такой как EB Industries.
Конструкция соединения является ключом
Важным аспектом сварки нержавеющей стали с медью является физическая конструкция соединения. Проблемы возникают, если соединение спроектировано так, что энергия сварки сначала проходит через медь. Медь, являясь отличным проводником тепла, как правило, требует значительного количества сварочной энергии, прежде чем она расплавится. Большое количество энергии вызывает две проблемы. Во-первых, дополнительная энергия вызывает большую, чем необходимо, зону теплового влияния и тепловые искажения. Во-вторых, поскольку энергия проходит через медь в нержавеющую сталь, ее высокая энергия в основном разрушает нержавеющую сталь, вызывая дыры и выбросы. Гораздо лучше было бы, чтобы энергия сварки сначала проходила через нержавеющую сталь, а затем в медь. Преимущество этой конструкции заключается в том, что для сплавления нержавеющей стали с медью можно применить нужное количество тепла. Любая дополнительная энергия быстро рассеивается в меди, подобно радиатору. Конструкция обеспечивает гораздо более щадящий сварной шов и, в конечном итоге, требует гораздо меньше энергии для сплавления деталей.
Проблемы возникают, если соединение спроектировано так, что энергия сварки сначала проходит через медь. Медь, являясь отличным проводником тепла, как правило, требует значительного количества сварочной энергии, прежде чем она расплавится. Большое количество энергии вызывает две проблемы. Во-первых, дополнительная энергия вызывает большую, чем необходимо, зону теплового влияния и тепловые искажения. Во-вторых, поскольку энергия проходит через медь в нержавеющую сталь, ее высокая энергия в основном разрушает нержавеющую сталь, вызывая дыры и выбросы. Гораздо лучше было бы, чтобы энергия сварки сначала проходила через нержавеющую сталь, а затем в медь. Преимущество этой конструкции заключается в том, что для сплавления нержавеющей стали с медью можно применить нужное количество тепла. Любая дополнительная энергия быстро рассеивается в меди, подобно радиатору. Конструкция обеспечивает гораздо более щадящий сварной шов и, в конечном итоге, требует гораздо меньше энергии для сплавления деталей.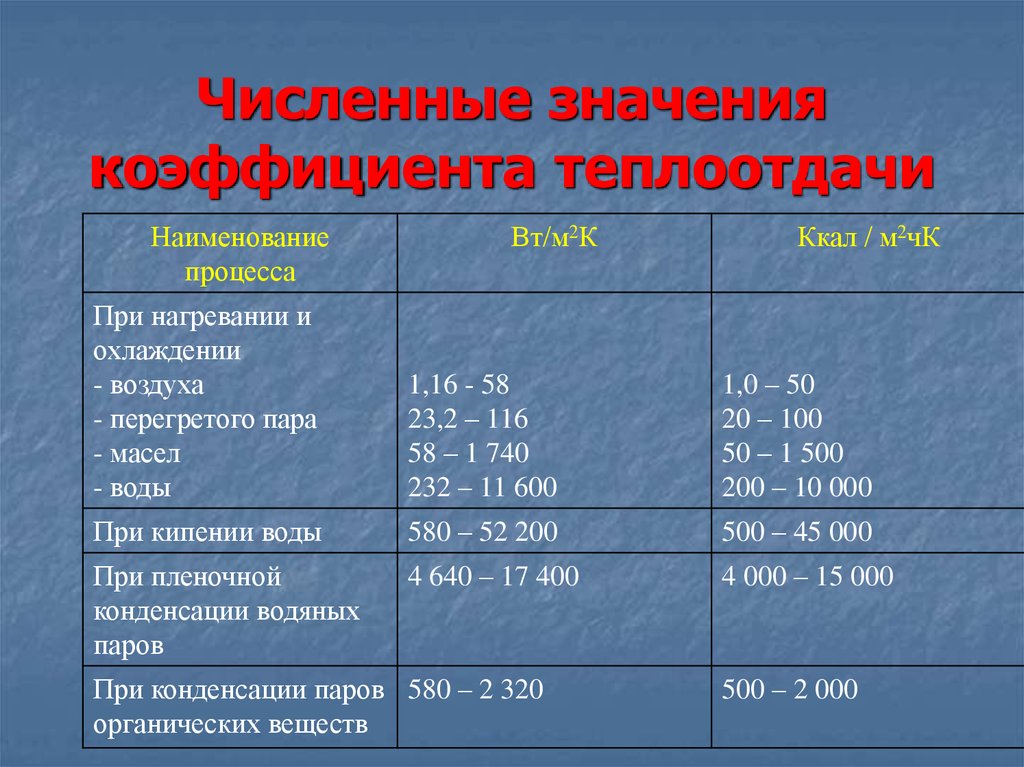
Схема типов соединений
Предпочтительный процесс сварки — электронно-лучевая сварка
Электронно-лучевая сварка — предпочтительный процесс сварки меди с нержавеющей сталью. Основная причина этого заключается в том, что EBW — отличный процесс для сварки меди в целом, которая является более сложной для сварки из двух металлов. Электронный пучок имеет очень высокую плотность энергии, на которую существенно не влияет ни теплопроводность меди, ни высокая отражательная способность меди. Энергия электронов быстро проникает в поверхность меди, в результате чего образуется очень узкая и глубокая сварочная ванна. Затем эту ванну можно легко контролировать до требуемой глубины проникновения.
Обычно считается, что лазерная сварка не подходит для соединения меди с нержавеющей сталью. Однако за последние несколько лет лазеры продвинулись вперед настолько, что регулярно получают хорошие результаты. Основное ограничение лазерной сварки связано с тем фактом, что медь сильно отражает свет лазерного луча.