Метчик что такое: ООО «ПЗО» — Подольский завод оборудования
Содержание
Раскатник (метчик-накатник)
Метчик-раскатник, накатник (такой метчик еще называют бесстружечным) предназначен для получения внутренней резьбы. Если традиционные режущие метчики ликвидируют избытки металла из отверстия путем нарезания отдельных витков резьбы, то накатные модели работают по принципу перемещения пластифицированных слоев с помощью резьбонакатной головки. Метод накатывания резьбы приобретает все большую популярность, а спрос на данный вид инструмента стремительно растет. Попробуем разобраться почему.
В отличие от метчиков, которые срезают припуск, накатники создают внутреннюю резьбу путем деформирования материала и формирования V — образного профиля. Распространенным заблуждением является мнение о наличии осевого сдвига материала при накатывании. В действительности же резьба формируется в пределах заходной части накатника в процессе его вращения в отверстии. В процессе углубления инструмента осуществляется пластическое вытеснение материала в радиальном направлении между боковыми поверхностями профиля резьбы накатника до его врезания на всю длину. После этого резьба с соответствующей высотой будет полностью сформирована.
После этого резьба с соответствующей высотой будет полностью сформирована.
Накатники имеют множество преимуществ по сравнению с традиционными метчиками:
1) Наиболее очевидное из них состоит в том, что накатники не генерируют стружку. Навивание стружки вокруг хвостовика метчика характерно для операций нарезания резьбы в глухих отверстиях в деталях из материалов, образующих длинную стружку. Использование накатников на таких операциях позволит избежать трудностей со стружкоотводом.
2) Так как не возникают проблемы с отводом стружки, мы имеем возможность обработки резьб в глубоких отверстиях (от 3 × D и выше)
3) Резьба на выходе получается лучше, чем нарезанная – более плотная, гладкая, прочная к смятию и стойкая к износу, более точная с низкой шероховатостью поверхности (высокое качество резьбы даже на вязких металлах и сплавах).
4) Следующим плюсом накатников является их повышенная прочность и стойкость к поломке, так как в бесстружечном инструменте нет канавок это увеличивает его прочность (получаем значительное снижение брака деталей из-за поломок метчиков).
5) Высокая производительность при накатывании резьбы является одним из главных достоинств данного вида метчиков (скорость накатывания резьбы может достигать 30м/мин).
6) Раскатники боле универсальны, один тип метчика можно использовать для обработки различных материалов (алюминий, мягкая латунь, медь, бронза с преобладанием меди, цинк, свинцовые сплавы, низкоуглеродистая сталь, пластичная нержавеющая и жаропрочная сталь).
7) Один и тот же метчик-накатник может применяться как для глухих, так и для сквозных отверстий, что, в совокупности с предыдущим пунктом, может значительно сократить номенклатуру инструмента.
8) Срок службы бесканавочного метчика гораздо больше обычного благодаря длинной резьбовой части (дает возможность перетачивать метчик несколько раз) и нанесению защитного покрытия (нитрид титана, нитрид хрома, карбонитрид титана, оксидированное и другие).
Но как и любой другой инструмент, метчик-накатник имеет ряд особенностей и ограничений связанных с ними.
Начнем с того, что накатники могут использоваться только для обработки пластичных материалов. Из-за увеличенного по сравнению с традиционными метчиками трения накатники требуют более высокого крутящего момента и более мощного оборудования.
Метчики-накатники бывают с каналами для подачи СОЖ и без них. В большинстве случаев необходимо использовать технологические жидкости, при этом процент масла в них должен быть порядка 6-12%. Применение смазки на масляной основе может быть неудобным для обрабатывающих центров с ЧПУ, использующих водорастворимую СОЖ. В этой ситуации концентрацию смазки следует увеличить.
Диаметр накатных метчиков может варьироваться в пределах от 0,5 мм до 19 мм. Модели больших размеров требуют использования станков с высоким уровнем мощности.
Требуется более тщательная подготовка отверстия со строгими допусками. Поскольку накатники вытесняют материал, предварительно сформированные отверстия должны иметь больший диаметр. Это особенно важно учитывать при переходе с традиционных метчиков на накатники. При накатывании резьбы в отверстии, предназначенном под режущий метчик, вытесняемый материал будет «забивать» резьбу накатника, что приведет к поломке. Размеры предварительных отверстий приводятся в соответствующих таблицах для накатников.
Имеется ограничение по твердости обрабатываемого металла или сплава (до 40 HRC), что так же может сказаться на выборе данного вида инструмента.
Как правило, мы имеем более высокую стоимость инструмента по сравнению с традиционными метчиками. Однако, благодаря высокой скорости обработки, универсальности и долговечности инструмента, в конечном итоге, мы получаем, что раскатники — более экономически выгодное решение. И поэтому, если условия и задачи позволяют использовать бесстружечные метчики-раскатники, то выгоднее применять именно их. Из всего вышесказанного неудивительно, что данные метчики нашли широкое применение, по большей мере, в массовом производстве.
Из всего вышесказанного неудивительно, что данные метчики нашли широкое применение, по большей мере, в массовом производстве.
При создании статьи использованы:
1) Технические руководства и каталоги Kennametal, Dormer, Pramet, Sandvik Coromant.
2) https://cncmagazine.ru/polezno-znat/metchiki-raskatniki-osobennosti-plyusy-i-minusy-narezaniya-rezby-raskatyvaniem-bez-struzhki/
3) http://www.escada-instrument.ru/poleznaya-informaciya/state-sravnenie-rezhushih-i-nakatnih-metchikov…
Каталог метчиков на онлайн-выставке Enex: https://enex.market/catalog/Raskhodnye_materialy/metallorezhushchiy_instrument/metchiki/.
Метчики для нарезания резьбы. Таблица размеров
Руки из нужного места |
05.03.2016
Любое техническое изделие состоит из отдельных деталей, скрепляемых между собой с помощью крепёжных элементов. Хотя резьбовые соединения были известны ещё в Древнем Риме, Китае, а также цивилизации Майя, метчик стал использоваться в качестве резьбообразующего инструмента лишь в конце Средних веков (XV–XVI столетие). До этого внутреннюю спираль гайки изготавливали другими способами, в том числе и с помощью токарного станка.
Хотя резьбовые соединения были известны ещё в Древнем Риме, Китае, а также цивилизации Майя, метчик стал использоваться в качестве резьбообразующего инструмента лишь в конце Средних веков (XV–XVI столетие). До этого внутреннюю спираль гайки изготавливали другими способами, в том числе и с помощью токарного станка.
Особенности устройства
Вначале использовали трёх- или четырехгранный стержень, на котором выпиливали зубчики. Конец затачивали на пологий конус. При завинчивании такого артефакта в отверстие гайки или корпуса зубчатые перемычки нарезали внутреннюю резьбу. Понятно, что такой инструмент был далёк от совершенства, поскольку режущие зубья не имели заднего угла, а передний угол был отрицательным. Однако постепенно его конструкция совершенствовалась, пока не стала более рациональной. Сегодня любой метчик для нарезания резьбы имеет схожие конструктивные элементы:
- Канавки для выхода стружки и подведения охлаждающе-смазочной жидкости (СОЖ). Количество их обычно — от 2 до 6.

- Профиль впадин может быть разным: однорадиусный, прямолинейные передняя и задняя поверхности, прямолинейная передняя и радиусная задняя.
- Направление канавок: прямолинейные, спиральные правые и левые. Первые применяются в обычных универсальных метчиках. Канавки с левонаправленной винтовой линией служат для нарезания резьбы на проход. При этом стружка идёт перед метчиком, чтобы не портить нарезку. Правые углубления применяют для глухих отверстий, чтобы стружка выводилась назад, в противном случае она, будучи спрессованной, сломает инструмент.
- Заборная часть выполняется конической, для того чтобы облегчить врезание режущих зубьев в материал детали. Угол наклона выполняют от 3 до 20 градусов, в зависимости от назначения метчика (черновой, промежуточный, чистовой).
- Калибрующая часть — цилиндрическая, имеет обратное занижение до 0,1 мм, служащее для уменьшения силы трения.
 С этой же целью калибрующие зубья затылуют на расстоянии 1/3 ширины пера от вершины зуба. Занижение составляет около одной десятой миллиметра для резьб диаметром от 12 до 30 мм.
С этой же целью калибрующие зубья затылуют на расстоянии 1/3 ширины пера от вершины зуба. Занижение составляет около одной десятой миллиметра для резьб диаметром от 12 до 30 мм.
Виды метчиков
По назначению
- Слесарные (ручные) метчики используют для изготовления резьбы с помощью воротка. С целью уменьшения усилия, изготавливаются комплектом, в составе которого 2–3 инструмента, каждый из которых снимает лишь часть припуска на обработку. Первый метчик является черновым, последний — чистовым. Чтобы различить их между собой, на хвостовик наносят маркировку в виде чёрточек (одна, две, три черты). Слесарные метчики в основном используют для нарезания резьбы в корпусных деталях.
- Машинные (машинно-ручные). Применяются для механизированного нарезания резьбы на станках: сверлильных, токарных, агрегатных, типа обрабатывающий центр. Конструктивно не отличаются от слесарных, разве что имеют укороченную заборную часть и более высокую стойкость.
 Основное назначение — нарезание резьбы в деталях.
Основное назначение — нарезание резьбы в деталях.
- Гаечные. Как видно из названия, используются для нарезания гаек. Состоят всегда из одного метчика с удлинённым заборным конусом. При работе метчик из гайки не вывинчивают, а готовые гайки нанизывают на удлинённый хвостовик, который имеет 2 исполнения: прямолинейный и радиусный (изогнутый). Первое используют на сверлильных и токарных станках. После заполнения накопительной части хвостовика инструмент вынимают из быстрозажимного патрона и стряхивают готовые гайки. Кривой метчик применяют на резьбонарезных автоматах. В этом случае гайки под напором друг друга перемещаются до конца инструмента, где падают в тару.
Конструктивные исполнения
- Метчики с короткими канавками (бесканавочные). Используются для нарезания резьбы в алюминиевых сплавах, вязких низкоуглеродистых или высокопрочных легированных сталях.
- С винтовыми канавками. Используют на обрабатывающих центрах, при нарезании глухих резьб.

- С шахматным расположением зубьев. Последние на калибрующей части срезаны через один, тем самым уменьшается сила трения, что актуально для вязких материалов.
- Ступенчатые. Режущая часть инструмента разделена на два участка, каждый из которых работает по своей схеме формообразования. Например, 1-й участок режет по генераторной схеме, 2-й — по профильной. Или, 1-й работает как режущий инструмент, 2-й — как выглаживающий.
- Комбинированные. 1-я ступень представляет собой сверло, 2-я метчик. Как говорится — два в одном.
- Метчик-протяжка. С его помощью нарезают резьбу любого диаметра и шага в деталях со сквозным отверстием на токарном станке. Деталь надевают на хвостовик инструмента, после чего зажимают её в патрон станка, а хвостовик закрепляют в резцедержателе. Устанавливают автоматическую подачу, равную шагу нарезки и включают соответствующее вращение шпинделя. После того как протяжка выйдет из обрабатываемой детали, резьба готова.

- С внутренним подводом СОЖ. Применяют на специализированных или многооперационных станках для повышения производительности.
- Колокольного типа. Используют при нарезании сквозной резьбы большого диаметра (50–400 мм). Инструмент выполняется составным, состоящим из отдельных режущих секторов. Внутрь подводится СОЖ, количество перьев достигает 16, а просторные канавки вмещают большой объем стружки.
По виду нарезаемой резьбы
- Метрические, обозначаются буквой М. Размеры, в том числе и шаг резьбы, измеряются в миллиметрах. Ниже приведена таблица параметров метчиков с основным (крупным) шагом. Для каждого типоразмера ГОСТ 8724–2002 устанавливает несколько дополнительных (мелких) шагов.
 Три миллиметра — максимальный, который под силу нарезать с помощью воротка.
Три миллиметра — максимальный, который под силу нарезать с помощью воротка.
Обозначение Размеры, мм Основной шаг Сверление под резьбу
М 3 0,5 2,5
М 4 0,7 3,3
М 5 0,8 4,2
М 6 1,0 5,0
М 8 1,25 6,7
М 10 1,5 8,5
М 12 1,75 10,2
М 14 2 12,0
М 16 2 14,0
М 18 2,5 15,4
М 20 2,5 17,4
М 22 2,5 19,4
М 24 3 20,9
М 27 3 23,9
- Дюймовые конические.
 Диаметр выражается в английских единицах длины — дюймах (25,4 мм), а вместо шага записывается обратная величина — количество витков на 1”, или на техническом лексиконе — количество ниток. Чем больше ниток, тем меньше шаг резьбы. Средняя поверхность резьбы имеет уклон, составляющий 1° 47′ 24», поэтому метчик в конце нарезания доходит до упора, что следует иметь в виду, чтобы не сломать его.
Диаметр выражается в английских единицах длины — дюймах (25,4 мм), а вместо шага записывается обратная величина — количество витков на 1”, или на техническом лексиконе — количество ниток. Чем больше ниток, тем меньше шаг резьбы. Средняя поверхность резьбы имеет уклон, составляющий 1° 47′ 24», поэтому метчик в конце нарезания доходит до упора, что следует иметь в виду, чтобы не сломать его.
- Трубные цилиндрические. Разновидность дюймовых резьб, ограниченная ассортиментом стандартных металлических труб. Шаг также выражается в нитках на 1 дюйм.
- Трубные конические. То же, что и цилиндрические, но с уклоном. Диаметр сверления под резьбу на несколько десяток меньше. Резьба нарезается до упора.
Сводная таблица содержит параметры метчиков с дюймовым шагом резьбы
Конические
Обозначение Шаг резьбы (ниток на дюйм) Диаметр отверстия, мм
K 1/16” 27 6,0
K 1/8” 27 8,3
K 1/4” 18 10,7
K 3/8” 18 14,3
K 1/2” 14 17,5
K 3/4” 14 23,0
K 1” 11,5 28,7
Трубные цилиндрические
G 1/8” 29 8,6
G 1/4” 19 11,5
G 3/8” 19 15,0
G 1/2” 14 18,7
G 5/8” 14 20,6
G 3/4” 13 24,2
G 7/8” 12 27,9
G 1” 11 30,3
Трубные конические
Rc 1/8” 28 8,2
Rc 1/4” 19 11,0
Rc 3/8” 16 14,5
Rc 1/2” 14 18,1
Rc 3/4” 12 23,6
Rc 1” 11 29,6
Инструментальный материал
Ручные метчики при работе нагреваются незначительно, поэтому их изготавливают из высокоуглеродистых инструментальных сталей У10А, У12А. Для машинных метчиков, работающих на повышенных скоростях, применяют быстрорежущие стали Р6М5, Р6М5К5, Р6М5К8. Самый лучший быстрорез — Р18. Наконец, высокопроизводительные станки оснащают твердосплавным инструментом. Небольшие метчики изготавливают полностью из твёрдого сплава, средние выполняют напайными, а крупные обычно имеют сборную конструкцию.
Для машинных метчиков, работающих на повышенных скоростях, применяют быстрорежущие стали Р6М5, Р6М5К5, Р6М5К8. Самый лучший быстрорез — Р18. Наконец, высокопроизводительные станки оснащают твердосплавным инструментом. Небольшие метчики изготавливают полностью из твёрдого сплава, средние выполняют напайными, а крупные обычно имеют сборную конструкцию.
Граверы электрические. Какой выбрать?
Пневмозаклёпочник. Быстро и надёжно!
Определение
в кембриджском словаре английского языка
Примеры маркеров
Маркер
Маркер , вероятно, был украден из-за металла.
Из Далласских утренних новостей
Конечно, зарабатывание денег — это только один маркер успеха на работе.
От Хаффингтон Пост
Полиция разместила рядом с телом несколько маркеров для улик.
Из Чикаго Трибьюн
У них нет совпадений на 25, 37, 67 или 111 маркерах.
Из National Geographic
Поэтому отдельные часовые метки наносятся и приклепываются вручную.
Из Business Insider
Он сказал, что вы можете стоять у нового столба , маркер и видеть линию старых маркеров.
Из Вашингтон Пост
Опять же, не забывайте, что хотя режиссеры могут видеть актеров в сцене, сами актеры видят только зеленые экраны и маркеры.
Из Лос-Анджелес Таймс
Женщины делают что-то более важное, чем показывают эти маркеры.
От обычного дилера
Они образуют тонкую линию, соединяющую все эти маркеры.
От обычного дилера
У каждого царства есть справочная карта и маркеры контроля, которые позволяют вам определить, какая армия взяла под контроль вражескую территорию.
Из проводного
Около трех четвертей студентов имеют право на питание, субсидируемое из федерального бюджета, еще маркер имеют статус малообеспеченного.
От OregonLive.com
Новое исследование предполагает, что операция по снижению веса может привести к удлинению теломер, ключевому маркеру старения.
Из NBCNews.com
Просто с точки зрения физических маркеров дети, рожденные недоношенными, также продолжают делать огромные успехи.
От Huffington Post
Тот факт, что это последнее чувство так распространено при депрессии, объясняет, почему состояние «стресс» является таким хорошим маркером для большой депрессии.
От CNN
Это может быть просто маркер чего-то еще, что пара делает.
Из новостей CBS
Эти примеры взяты из корпусов и источников в Интернете. Любые мнения в примерах не отражают мнение редакторов Кембриджского словаря, издательства Кембриджского университета или его лицензиаров.
Любые мнения в примерах не отражают мнение редакторов Кембриджского словаря, издательства Кембриджского университета или его лицензиаров.
Сочетания с маркером
маркер
Эти слова часто используются в сочетании с маркером.
Нажмите на словосочетание, чтобы увидеть больше его примеров.
биохимический маркер
Наиболее чувствительным биохимическим маркером является активность сывороточной щелочной фосфатазы.
Из Кембриджского английского корпуса
биологический маркер
Таким образом, настоящее исследование уникально тем, что оно включает объективный биологический маркер регуляции эмоций, а также показатели самоотчета.
Из Cambridge English Corpus
черный маркер
Ранние образцы были правильно напечатаны с полосами, но более поздние образцы, как правило, просто перечеркиваются черным маркером.
From
Wikipedia
Этот пример взят из Википедии и может быть повторно использован под лицензией CC BY-SA.
Эти примеры взяты из корпусов и источников в Интернете. Любые мнения в примерах не отражают мнение редакторов Кембриджского словаря, издательства Кембриджского университета или его лицензиаров.
Посмотреть все словосочетания с маркером
Переводы marker
на китайский (традиционный)
標誌, 標識, 標誌, 筆…
Подробнее
на китайском (упрощенном)
标志, 标识,标志, 笔…
Подробнее
на испанском языке
rotulador, subrayador [мужской род, единственное число]…
Увидеть больше
на португальском языке
marcador, caneta marcadora, pincel atômico [мужской род]…
Увидеть больше
на других языках
на японском языке
на турецком языке
на французском языке
на каталанском языке
на голландском языке
на арабском языке
на чешском языке
на датском
в индонезийском
в Thai
во вьетнамском языке
в польском
в малайском
на немецком
в норвежском
на корейском языке
в Украине
9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000
(ホワイトボード用)マーカー, マーカー, 目印(めじるし)…
Подробнее
işaretleme kalemi, işaret, belirti…
Увидеть больше
marqueur [мужской род], repère, marqueur/-euse…
Узнать больше
ретодор…
Подробнее
кассир, бакен, вильцштифт…
See more
Увидеть больше
маркер, -ка, знак…
Узнать больше
Подробнее
пенкатат нилаи, танда, спидол…
См.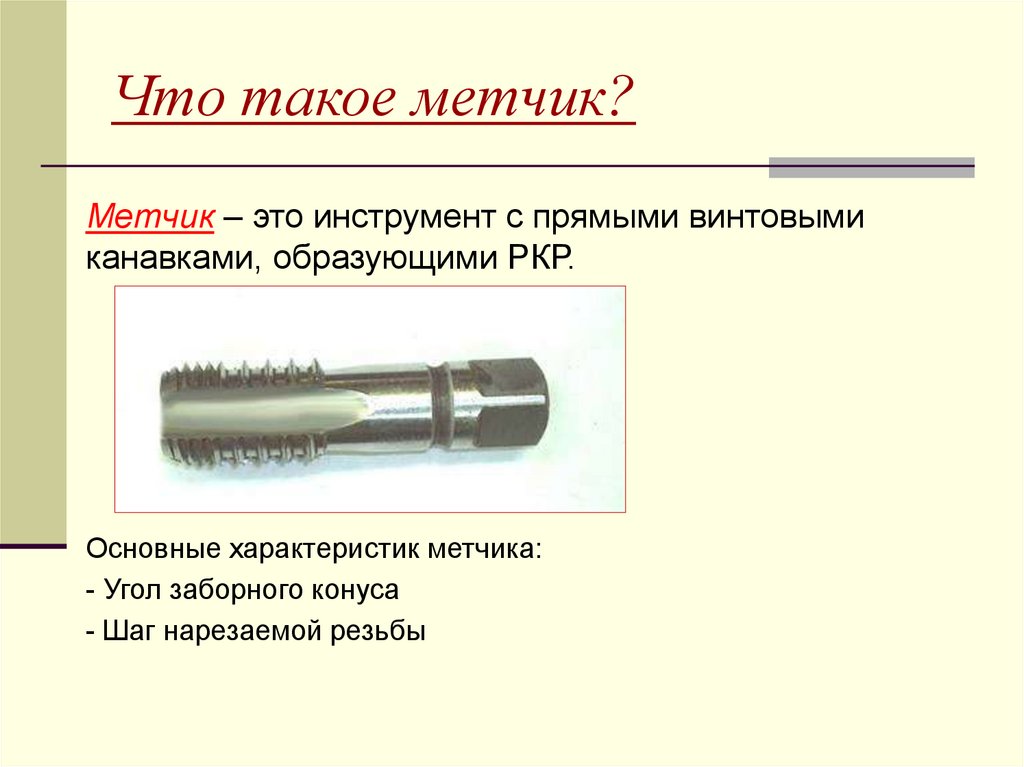 Больше
Больше
ผู้ เครื่อง หมาย หมาย, เครื่อง หมาย, สิ่ง ที่ ทำ เครื่อง หมาย หรือ ร่องรอย ร่องรอย…
Увидеть больше
người ghi điểm, vật dùng để đánh dấu, bút dạ…
Подробнее
писак, маркер, знак…
Узнать больше
pencatat markah, tanda, pen bermata tebal…
Подробнее
der Anschreiber, die Markierung, der Textmarker…
Увидеть больше
markerspenn [мужской род], merking [мужской род], markør [мужской род]…
Узнать больше
마커…
Подробнее
маркер, позначка…
Узнать больше
pennarello, segna-punti, marcatore…
Увидеть больше
фломастер, знак, метка…
Узнать больше
Нужен переводчик?
Получите быстрый бесплатный перевод!
Как произносится маркер ?
Обзор
уценка
отмечен
отмеченный мужчина/женщина
заметно
маркер
рынок
анализ рынка
рыночный аналитик
рыночный арбитраж
Проверьте свой словарный запас с помощью наших веселых викторин по картинкам
- {{randomImageQuizHook.
 copyright1}}
copyright1}} - {{randomImageQuizHook.copyright2}}
Авторы изображений
Попробуйте пройти викторину
Слово дня
фиолетовый
Соединенное Королевство
Ваш браузер не поддерживает аудио HTML5
/ˌʃrɪŋ.kɪŋ ˈvaɪə.lət/
НАС
Ваш браузер не поддерживает аудио HTML5
/ˌʃrɪŋ.kɪŋ ˈvaɪə.lət/
человек очень застенчивый или скромный и не любит привлекать к себе внимание
Об этом
Блог
Мотыги и скряги (язык того, как мы тратим)
Подробнее
New Words
продуктивный театр
Больше новых слов
добавлено в список
Наверх
Содержание
АнглийскийПромежуточный языкБизнесПримерыСочетанияПереводы
Что такое маркер казино? Адвокат защиты объясняет
Опубликовано
Плейлист: законы штата Невада для «маркеров казино»
Посмотреть этот плейлист на YouTube клиентов использовать для азартных игр. Ожидается, что Игроки быстро погасят эти беспроцентные кредиты, обычно в течение 30 дней.
Невада объявляет невыполнение обязательств по маркерам казино (NRS 205. 130) уголовным преступлением категории D с
130) уголовным преступлением категории D с
- от одного до четырех лет лишения свободы плюс
- штрафы и реституция.
На самом деле, в окружной прокуратуре округа Кларк есть целое подразделение, занимающееся невыплаченными долгами по азартным играм судебными преследованиями , которое называется Отделом безнадежных чеков.
В большинстве других штатов невыплата кредита по кредитной линии казино является просто гражданским правонарушением , а не преступлением.
Как получить маркер казино?
Сначала вы должны заполнить кредитная заявка , а затем пит-босс или хозяин казино проверяет информацию о вашем банковском счете. Если казино одобрит заявку, вы получите маркер , который можно обменять на наличные или игровые фишки.
Что произойдет, если я не верну фишки казино?
Если крайний срок для возврата маркера казино Невада проходит (обычно это 30 дней), казино попытается выкупить маркер в вашем банке. Если маркер отскакивает от при недостаточности средств казино пришлет вам заказное письмо с «уведомлением об отказе от платежа». Это дает вам 10 дней для погашения долга.
Если маркер отскакивает от при недостаточности средств казино пришлет вам заказное письмо с «уведомлением об отказе от платежа». Это дает вам 10 дней для погашения долга.
Если истечет 10-дневный срок, казино подаст жалобу окружному прокурору. В этот момент дело выходит из-под контроля казино, и любые будущие сделки по этому вопросу будут с окружным прокурором. — не казино.
Д.А. затем отправит вам еще одно заказное письмо дает вам еще 10 дней, чтобы погасить задолженность плюс сборы D.A за обработку (около 10% от стоимости неоплаченного маркера). Если этот 10-дневный срок пройдет, то вам будет выдан ордер на арест.
После выдачи ордера вас могут арестовать в любое время. Обычно это происходит во время остановки или на пограничном переходе во время поездки. Полиция также может искать вас, как правило, у вас дома или в офисе.
И если вы находитесь за пределами штата, вы можете быть экстрадировал обратно в Неваду, чтобы предстать перед обвинением в маркере казино. Сам процесс экстрадиции длительный, и вас могут задержать на месяц, а затем отправить обратно в Неваду.
Какой штраф за невыплату маркеров казино?
Невыполнение на маркере стоимостью менее 1200 долларов является правонарушением в Неваде. Приговор включает:
- До 6 месяцев тюремного заключения и/или
- До 1000 долларов штрафа
Неисполнение маркера стоимостью 1200 долларов или выше является уголовным преступлением категории D. Наказание включает:
- 1–4 года тюрьмы штата Невада,
- Возмещение непогашенной задолженности по маркеру казино,
- Административные сборы (дополнительные 5% от каждого маркера в размере 10 000 долларов США или меньше и дополнительные 10% каждого маркера на сумму более 10 000 долларов США) и
- 5 000 долларов США в виде штрафа (по усмотрению судьи)
D. A. преследует каждый неоплаченный маркер казино как отдельная плата . 1
A. преследует каждый неоплаченный маркер казино как отдельная плата . 1
Кроме того, казино может подать гражданских исков против вас на суммы задолженности.
Можно ли снять обвинения в Неваде?
Д.А. может согласиться снять все расходы на маркеры казино, если вы полностью вернете маркеры. В некоторых случаях они могут позволить ежемесячных платежей до тех пор, пока долг не будет погашен. И в редких случаях прокуратура может согласиться на меньше , чем причитается.
Можно ли списать долг казино в случае банкротства?
Нет, долг казино Невады не может быть погашен в результате банкротства, пока возбуждено уголовное дело. Но если уголовные обвинения будут сняты, тогда вы сможете погасить любой оставшийся долг при банкротстве.
Если вы не вернете маркер казино, закон штата Невада предполагает, что вы намеревались обмануть.
Как бороться с обвинениями?
Обычной защитой в делах о мошенничестве является то, что ответчик имел нет намерения обмануть . Но это трудно доказать в делах с маркерами казино, потому что закон штата Невада предполагает, что у вас было намерение обмануть. Не имеет значения, были ли на вашем банковском счете достаточные средства , когда вы достали маркер и действительно планировали погасить долг.
В зависимости от случая, юрист Лас-Вегаса все еще может доказать, что у вас не было мошеннических намерений . Обстоятельства, которые могут помочь , включают следующее:
- У казино и у вас были давние отношения, когда вы всегда вовремя возмещали деньги казино, и текущая ситуация является аномалией;
- Вы были тяжело больны или находились в больнице, из-за чего не смогли вовремя погасить маркеры;
- Казино давало вам маркеры, когда вы были пьяны или под кайфом, так что вы были не в своем уме, когда брали кредит; или
- В то время, когда вы достали маркеры, банковские записи показывают, что у вас было достаточно средств
Это , а не является действительной защитой, чтобы утверждать, что законы о маркерах казино создают тюрьму для должников или что маркеры на самом деле не являются чеками. Верховный суд Невады уже отклонил эти доводы. 2
Верховный суд Невады уже отклонил эти доводы. 2
Свяжитесь с нами для получения помощи…
Если вы получили повестку или были арестованы за неоплаченные маркеры казино в Лас-Вегасе, штат Невада, обратитесь за юридической консультацией к нашим адвокатам по уголовным делам в Неваде. Возможно, мы сможем договориться с прокуратурой о плане выплат, чтобы вы оставались вне опеки.
Юридическая информация
- NRS 205.130.
- Fleeger v. Bell, (D. Nev. 2000) 95 F. Supp. 2d 1126. Нгуен против штата, (2000) 116 Nev. 1171, 14 P.3d 515, 116 Nev. Adv. Rep. 123.
Об авторе
Neil Shouse
Бывший прокурор Лос-Анджелеса, поверенный Neil Shouse с отличием окончил юридический факультет Калифорнийского университета в Беркли и Гарвардской школы права (и получил дополнительную аспирантуру в Массачусетском технологическом институте). Его показывали на CNN, Good Morning America, Dr Phil, The Today Show и Court TV. Г-н Шаус был признан Национальным судебным адвокатом одним из 100 лучших адвокатов по уголовным делам и 100 лучших адвокатов по гражданским делам.
