Метчик машинно ручной и ручной отличие: Метчик машинный – конструкция, виды и правила нарезания резьбы + Видео
Содержание
Всё о метчиках и нарезании резьбы
Все мы знаем, что такое метчики. Они все разные и специализируются на разных задачах. Одни отлично подходят для ручной нарезки, а другие для такой работы совсем не подходят. Также метчики нужно выбирать исходя из вида отверстий и обрабатываемых материалов. Хорошо видно, что эти метчики отличаются друг от друга, если знать, куда смотреть. Вот сейчас мы этим и займемся. Поговорим о метчиках и уборке снега. Сейчас вы все это увидите.
Важная конструктивная особенность метчиков — канавка, которая находится у его вершины, рядом с режущей кромкой. Угол наклона стружечной канавки дает большие преимущества при использовании метчика.
Для примера мы возьмем немного снега и снегоочиститель. Если мы установим отвал под отрицательным углом, то куда он будет толкать снег? Лезвие наклонено влево и снег будет уходить влево. Теперь сделаем положительный угол, повернем лезвие вправо. Снег должен сыпаться вправо. Если установить отвал прямо, то он будет раздвигать снег в обе стороны, и влево и вправо от траектории нашего движения. Мы можем предсказать, куда будет сдвигаться снег. Это зависит от угла нашего отвала. Точно так же мы можем понять, куда пойдет стружка для каждого типа метчика. Это зависит от направления режущей кромки.
Снег должен сыпаться вправо. Если установить отвал прямо, то он будет раздвигать снег в обе стороны, и влево и вправо от траектории нашего движения. Мы можем предсказать, куда будет сдвигаться снег. Это зависит от угла нашего отвала. Точно так же мы можем понять, куда пойдет стружка для каждого типа метчика. Это зависит от направления режущей кромки.
У меня три метчика: метчик со спиральной подточкой заборной части (spiral point), метчик со спиральной стружечной канавкой (spiral flute) и метчик с прямой стружечной канавкой (straight flute). Да, канавки у метчиков могут быть разные. Но, пока не будем обращать на это внимание и сосредоточимся только на вершинах метчиков, на режущей поверхности, где происходит самое важное.
Давайте возьмем какой-нибудь метчик и рассмотрим его режущую кромку. Глядя на неё, можно сказать, куда пойдет стружка — вверх или вниз. Точно так же, как можно сказать, куда будет отбрасываться снег. Метчик со спиральной подточкой направляет стружку вниз, в отверстие. Метчик со спиральной канавкой направляет стружку вверх, из отверстия. А метчик с прямой канавкой отправит стружку как вверх, так и вниз, как получится в данный момент.
Метчик со спиральной канавкой направляет стружку вверх, из отверстия. А метчик с прямой канавкой отправит стружку как вверх, так и вниз, как получится в данный момент.
Важно знать направление вывода стружки! Это имеет решающее значение при выборе метчика и при программировании.
Если у нас несквозное отверстие, т.е. через него нельзя посмотреть, то нужно очень осторожно пользоваться метчиком со спиральной подточкой заборной части. У такого метчика стружка движется к вершине, и если останется мало места до дна отверстия, то стружка будет плотно набиваться между метчиком и дном. Метчик может даже сломаться.
Стружка не всегда одинаковая. При обработке одних материалов получается длинная стружка. Материалы с длинной стружкой, например, некоторые стали или алюминий, образуют при нарезании резьбы проволоку, которую нужно куда-то отводить: либо выводить из отверстия, либо загонять вглубь.
Метчики со спиральной подточкой или с винтовой канавкой определяют направление отвода стружки. Это зависит от угла режущей кромки. У некоторых материалов, например у чугуна, стружка короткая, напоминает порошок. Обычно, для обработки таких материалов с короткой стружкой мы используем метчики с прямой канавкой.
Это зависит от угла режущей кромки. У некоторых материалов, например у чугуна, стружка короткая, напоминает порошок. Обычно, для обработки таких материалов с короткой стружкой мы используем метчики с прямой канавкой.
Направление отвода стружки — этот только часть рассказа. Другим параметром метчиков является форма заборной части у вершины. На метчиках видна разница между распространенными типами заборных частей. Метчики называются первый (TAPER), второй (PLUG) и чистовой (BOTTOMING).
В США, если говорят метчик PLUG, то это не просто название. Это технический термин, определяющий длину заборной части. На режущей кромке нашего метчика 4 или 5 витков на заборной части.
Коническая заборная часть у первого чернового метчика (TAPER) обычно состоит из 8–9 витков. У чистового метчика (BOTTOMING) заборная часть состоит всего из 1–2 витков. Это наш словарик по метчикам.
Угол наклона режущей кромки и длина заборной части до полной резьбы отражаются в названии метчика.
Вот второй метчик с прямой канавкой. У этого чистового метчика спиральная канавка. Мы знаем, что он выталкивает стружку вверх из отверстия и имеет примерно 2 витка на заборной части до перехода к полной резьбе.
Этот чистовой метчик с прямой канавкой. У него два витка на заборной части. И помните, метчик с любой заборной частью, первый-черновой, второй и чистовой, могут быть с любой канавкой.
Отлично! Теперь мы знаем названия метчиков и их назначение. Сейчас несколько примеров, как правильно выбрать метчик.
Вот классическое глухое отверстие, т.е. несквозное. Нужно нарезать 3/4 дюйма полной резьбы. Метчик со спиральной подточкой заборной части здесь не подойдет, может сломаться. Второй метчик не сможет нарезать полную резьбу на необходимую глубину. У него 5 витков на заборной части. Для такого глухого отверстия лучше взять чистовой метчик со спиральной стружечной канавкой.
Так как мы нарезаем резьбу довольно близко к дну отверстия, то нам не нужен метчик со спиральной подточкой, который гонит стружку вниз. Поэтому, лучше выбрать чистовой метчик с винтовой канавкой.
Поэтому, лучше выбрать чистовой метчик с винтовой канавкой.
Чтобы нарезать резьбу до дна отверстия, нужно чтобы перед метчиком не было стружки. С помощью метчика со спиральной подточкой такую резьбу получить нельзя, не сломав его из-за стружки. Нужно использовать метчик с винтовой канавкой.
Но, если метчик с винтовой канавкой так хорошо, почему бы не использовать его для всех отверстия, в том числе и сквозных. Такие резьбы часто будут дороже, кроме того, возникает бОльшая сила резания, по сравнению с другими метчиками.
Что случится, если мы увеличим нагрузку на первых витках заборной части? Это означает, что чистовой метчик быстрее выйдет из строя, чем черновой. Помимо этого, метчик с винтовой канавкой обычно слабее метчика с прямыми канавками с подточкой. У такого метчика канавки для отвода стружки крупнее. А ещё может быть внутренний канал для подачи СОЖ. Всё это ослабляет метчик, делает его менее жестким.
Если вы сломали метчик, то, скорее всего, это был чистовой метчик с винтовой канавкой, который работал в тяжелом материале. Это слабые, непрочные метчики. Если вы сломали метчик с прямыми канавками и спиральной подточкой, то, возможно, вы нарезали резьбу в глухом отверстии. Стружка не смогла выйти наружу.
Это слабые, непрочные метчики. Если вы сломали метчик с прямыми канавками и спиральной подточкой, то, возможно, вы нарезали резьбу в глухом отверстии. Стружка не смогла выйти наружу.
Метчик со спиральной подточкой — наиболее частый выбор. Он имеет прочное основание, так как канавкам для выхода стружки не нужно быть очень большими.
Заборная часть второго метчика распределяет нагрузку, имея 4–5 витков. Это уменьшает требуемый крутящий момент, если сравнивать с чистовым метчиком.
Вот по этим причинам, везде, где можно, мы используем второй метчик с прямыми канавками и спиральной подточкой заборной части. Метчик с винтовой канавкой используем только по необходимости, например, для нарезания глубокой резьбы в глухом отверстии.
Если нам нужно где-то нарезать резьбу, то лучше взять первый-черной метчик. Главная причина такого выбора — он легко выравнивается в отверстии. Делает это самостоятельно.
Если вы попробуете вручную нарезать резьбу чистовым метчиком с короткой заборной частью, то вам будет непросто его выровнять. Он никак не желает стоять ровно. Так что при ручном нарезании резьбы возьмите хотя бы второй метчик, а лучше черновой. Если же вам нужно нарезать резьбу до дна несквозного отверстия, то начните с чернового метчика, а затем доделайте чистовым. Можно пройти одним метчиком, потом другим.
Он никак не желает стоять ровно. Так что при ручном нарезании резьбы возьмите хотя бы второй метчик, а лучше черновой. Если же вам нужно нарезать резьбу до дна несквозного отверстия, то начните с чернового метчика, а затем доделайте чистовым. Можно пройти одним метчиком, потом другим.
Итак, мы говорили о метчиках и о том, как сделать правильный выбор инструмента. Мне как программисту станка в G и М-кодах, нужно знать, какой метчик будет использоваться, еще до написания программы. Это важно.
Посмотрите на эти болты. Для нарезания резьбы для этих трех болтов использовалась одна и та же программа. Использовался цикл нарезания резьбы метчиком G84. Резьба нарезалась на глубину –1 дюйм по оси Z. Но, болты в эти резьбовые отверстия вкручиваются по-разному. Одни выступают больше, чем другие.
Почему же так получилось? Мы использовали разные метчики, с разной заборной частью. Мы не нарезали полную резьбу на одну глубину. Одно отверстие получено с помощью первого чернового метчика, а другое — с помощью второго, в третьем случае работал чистовой метчик.
Если вы используете черновой метчик, то вам нужно дополнительно увеличить глубину на пять витков для получения необходимого результата. Необходимо программировать на пять витков глубже, чтобы получить полную резьбу необходимой глубины. Это надо иметь в виду.
Сегодня мы говорили о метчиках, и некоторые из вас могут спросить, почему мы не рассказали о накатниках. Эти бесстружечные метчики очень хороши. Они применяются для пластичных материалов, которые можно подвергнуть деформации. О накатниках можно рассказывать очень долго, поэтому, думаю, мы посвятим им отдельное видео.
Сейчас я хочу дать вам несколько советов, которые помогут избежать проблем при нарезании резьбы. Проверьте концентрацию охлаждающей жидкости. Она должна быть высокой при нарезании резьбы метчиком. Правильно настройте программируемое сопло подачи СОЖ или используйте прокачку СОЖ через шпиндель и инструмент. Так вы продлите срок службы инструмента.
Также проверьте свою управляющую программу. У нас есть видео, как определить скорость подачи при нарезании резьбы метчиком. И нужно убедиться, что мы используем сверло и метчик нужных диаметров.
И нужно убедиться, что мы используем сверло и метчик нужных диаметров.
Существуют специальные справочники. Можно использовать несколько сверл разного размера. Необходимо сделать правильный выбор для каждого конкретного случая. Используйте это с максимальной выгодой. Иногда лучше взять сверло большего диаметра, тогда резьба нарезается легче. Конечно, нужно оставаться в рамках указанного диапазона.
И всегда проверяйте глубину сверления и учитывайте углы при вершинах сверл и метчиков. Для некоторых задач лучше подходят одни метчики, для других — другие. Выбор зависит от конкретной задачи. Нужно всё тщательно продумать перед выбором инструмента.
Теперь о сверлах. Для стандартных сверл с углом при вершине 118 градусов можно просто умножать их диаметр на 0,3, чтобы рассчитать высоту конуса. Поговорите со своим поставщиком инструмента. Эти люди знают о метчиках гораздо больше, чем мы.
И вот ещё что. Если вы нарезаете резьбу в алюминии, то возьмите светлый хорошо отполированный метчик с блестящей поверхностью, чтобы алюминий на него не налипал. А для обычных сталей возьмите метчик с черным покрытием. В следующий раз, когда будете выбирать метчик, вспомните про снегоочиститель. Посмотрите на режущую кромку и вы легко поймете, будет ли стружка направляться вниз в отверстие или выводиться из него вверх.
А для обычных сталей возьмите метчик с черным покрытием. В следующий раз, когда будете выбирать метчик, вспомните про снегоочиститель. Посмотрите на режущую кромку и вы легко поймете, будет ли стружка направляться вниз в отверстие или выводиться из него вверх.
И ещё. Те названия метчиков, которые я называл, приняты в США: TAPER (первый), PLUG (второй) и BOTTOMING (чистовой). У вас они могут называться как-то иначе: в Великобритании, Германии, Японии или России.
Напишите нам в комментариях, как эти метчики называются у вас. Нам будет интересно почитать.
Спасибо, что позволили нам стать частью Вашего успеха, и что посмотрели этот «Совет дня от Haas».
Метчики для нарезания резьбы: таблица
Содержание
- Понятие метчика для нарезания
- Предназначение
- Конструктивные особенности
- Принцип работы
- Государственный стандарт (ГОСТ)
- Классы точности
- Маркировка
- Видовое разнообразие: классификация
- По назначению
- По конструкции
- По типу нарезаемой резьбы
- По материалу изготовления
- Критерии выбора метчика: на что обратить внимание
- Как правильно самостоятельно нарезать резьбу метчиком
- Возможные проблемы и сложности
Резьба на металлических деталях создается с помощью специального приспособления – метчика. Разновидностей таких инструментов существует несколько. Метчики для нарезания резьбы могут классифицироваться по назначению, конструкции, классу точности, материалу, использованному при изготовлении на заводе.
Разновидностей таких инструментов существует несколько. Метчики для нарезания резьбы могут классифицироваться по назначению, конструкции, классу точности, материалу, использованному при изготовлении на заводе.
Металлическая резьба создается с помощью метчика.
Понятие метчика для нарезания
Метчик – это профильный инструмент, предназначенный для резки в заготовках с отверстиями внутренней резьбы. Внешне такое приспособление представляет собой металлический винт с проделанными в нем канавками.
Предназначение
Использоваться метчики могут как в промышленности, так и домашними мастерами.
С их применением подготавливаются резьбовые соединения в ДВС, магистральных сетях, узлах промышленного оборудования. Используются такие устройства и при ремонте деталей с уже нанесенной, но сорванной резьбой.
Конструктивные особенности
Современные метчики имеют продуманную конструкцию, позволяющую создавать максимально качественную внутреннюю резьбу. Основными их элементами являются:
Основными их элементами являются:
- заборная часть;
- хвостовик с зажимной зоной;
- калибрующая часть;
- квадрат.
Зубцы на метчике, посредством которых делается нарезка, могут располагаться с разным шагом. По всей длине приспособления предусматриваются канавки, выполняющие одновременно 2 функции: удаление стружки и подачу в зону обработки смазывающей, охлаждающей жидкости. Количество таких канавок может варьироваться от 2 до 6.
Заборная зона инструмента отличается конической формой, а калибрующая – цилиндрической. Такая конфигурация позволяет уменьшить трение между элементами в процессе нарезки, а также добиться того, чтобы готовый результат получился максимально точным.
Принцип работы
Работает стандартный метчик за счет своего вращения. Совершать обороты приспособление при резке может в любом направлении в горизонтальной плоскости. Чаще всего вращение происходит вправо. Иногда на деталях требуется нанести левую резьбу. Для выполнения такой работы применяется левосторонний метчик.
Для выполнения такой работы применяется левосторонний метчик.
Работа инструментом может производиться вручную или на промышленном станке. Нарезка выполняется на заготовке с уже имеющимся в ней отверстием. Иногда его приходится просверливать на месте. Резьба чаще всего создается по стандартным размерам ГОСТ.
Для выполнения резьбы отверстие может обрабатываться в несколько проходов или в один. Рабочая часть приспособления подразделяется на калибровочную и режущую зоны.
Первая формирует профиль резьбы в процессе ее нанесения, обеспечивает движение метчика по уже созданным виткам.
Государственный стандарт (ГОСТ)
При изготовлении метчиков производители руководствуются чертежами, разработанными с учетом требований ГОСТ. Помимо размеров, стандартами регламентируются твердость рабочей части, степень ее биения, допуски. Точность резки зависит от класса точности метчика по ГОСТ.
При изготовлении метчиков руководствуются требованиями ГОСТ.
Классы точности
Этот параметр устанавливается для приспособлений с учетом полей допуска среднего диаметра резьбы. Для инструментов метрического типа существуют 4 класса точности. Приспособления класса 1, 2, 3 изготавливаются со шлифованным резьбовым профилем, класса 4 – с нешлифованным. Метчики 4-го класса предназначены для работы вручную. Инструменты классов 1, 2, 3 бывают машинно-ручными и гаечными. Трубные устройства могут иметь класс точности В1, А2, А3, дюймовые – C и D.
Маркировка
Характеристики метчика можно определить, посмотрев имеющиеся на нем надписи. В маркировке приспособления указываются по порядку:
- размер и тип резьбы;
- класс точности.
На левосторонние инструменты добавляется пометка LH. Бывает так, что резьба приспособления отличается мелким или крупным шагом, не являющимся стандартным. В этом случае после показателя диаметра резьбы проставляется параметр этого шага. Стандартный шаг на метчиках в маркировках не указывается. Если устройство сделано из нержавейки, в отметке дополнительно присутствует обозначение HSS.
Если устройство сделано из нержавейки, в отметке дополнительно присутствует обозначение HSS.
В маркировке приспособления может содержаться дополнительная информация:
- резьбовой сбег;
- шаг канавок;
- марка стали, использованной для изготовления;
- группа применения;
- угол канавок;
- внутреннее охлаждение;
- вращение канавок;
- номер партии производителя.
В маркировке содержится информация об изделии.
Наносятся отметки на хвостики метчиков.
Видовое разнообразие: классификация
Все существующие на рынке метчики делятся на несколько видов. Приспособления могут подразделяться по нескольким признакам.
По назначению
По этому параметру существуют такие типы метчиков:
- ручные;
- машинные;
- машинно-ручные.
При выполнении резьбы приспособлениями ручного типа дополнительно используются тиски и вороток. Такие метчики во многих случаях поставляются производителями комплектами. Наборы чаще всего включают в себя 3 вида инструментов: средний, черновой и чистовой.
Наборы чаще всего включают в себя 3 вида инструментов: средний, черновой и чистовой.
Тиски и вороток используются для выполнения резьбы.
Машинные разновидности крепятся в станочном оборудовании. Основное их отличие от ручных приспособлений – в геометрии. Машинные метчики должны быть удобными для высокоскоростной работы. Это определяет особенности их конструкции.
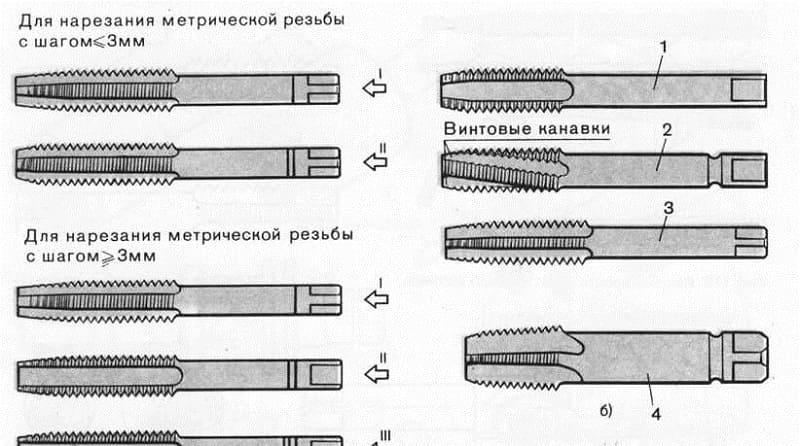
Машинно-ручные инструменты подходят и для станочного оборудования, и для резки вручную. В последнем случае резьба может иметь шаг до 3 мм. Эти метчики поставляются изготовителями в нескольких вариантах – для разного вида отверстий.
По конструкции
В соответствии с конструктивными особенностями существует несколько типов метчиков:
- Бесканавочные инструменты подходят для работы на вязких материалах. Канавки они имеют короткие. Такими метчиками производится нарезка в деталях из низкоуглеродистых сталей.
- У ступенчатых приспособлений рабочая зона состоит из 2 частей.
 Первая – наносит резьбу, а вторая ее выглаживает.
Первая – наносит резьбу, а вторая ее выглаживает.
- У устройств винтового типа канавки прокладываются спиралью. Этот вариант инструментов применяется на современных станках высокой производительности.
- В конструкции комбинированных инструментов имеется сверло. С помощью приспособления такого типа в заготовке резьба создается одновременно со сверлением отверстия.
- Инструменты колокольного типа предназначаются для резки на заготовках большого диаметра. Конструктивно они включают в себя несколько режущих частей, установленных в единой оправе.
- Метчики – протяжки устанавливаются в токарных станках. Применяются они для обработки заготовок по сквозным отверстиям.
Существует несколько метчиков, которые различаются по конструкции.Существует конструктивный тип метчиков, полость для подачи СОЖ у которых проходит внутри. Производители выпускают на рынок и инструменты, предназначенные для нарезки редко используемых и специальных разновидностей резьбы.
По типу нарезаемой резьбы
По этому признаку устройства могут быть:
- метрические;
- трубные;
- дюймовые.
Профиль метрического приспособления выглядит как равнобедренный треугольник с углами 60°. С помощью приспособлений этой разновидности можно создавать практически любые профили. Метрические инструменты разных размеров имеют собственный основной шаг, т. е. расстояние в резьбе между витками. Подбирая устройство для резки с нужным шагом, необходимо пользоваться таблицей ГОСТ.
| Типоразмер метчика | Диаметр отверстия, мм | Шаг резьбы основной |
|---|---|---|
| М1 | 0,75 | 0,25 |
| М2 | 1,6 | 0,4 |
| М3 | 2,5 | 0,5 |
| М4 | 3,3 | 0,7 |
| М5 | 4,2 | 0,8 |
| М6 | 4,95 | 1 |
| М7 | 5,95 | 1 |
| М8 | 6,7 | 1,25 |
| М9 | 7,7 | 1,25 |
| М10 | 8,43 | 1,5 |
| М11 | 9,43 | 1,5 |
Рабочая часть дюймовых метчиков отличается конической формой. Профиль наносимой ими резьбы характеризуется более острым углом – 55°.
Профиль наносимой ими резьбы характеризуется более острым углом – 55°.
Трубные инструменты бывают цилиндрические либо конические. Нужны такие инструменты для создания надежных соединений частей трубопроводов.
По материалу изготовления
При производстве метчиков на заводе материал используется с учетом того, для чего предназначается инструмент. Ручные устройства делают из высокоуглеродистых инструментальных сталей. При этом наиболее популярными марками такого металла являются У10А, У12А.
Ручные устройства делают из инструментальных сталей.
Машинные метчики делают из сталей быстрорежущих. Чаще всего при производстве машинных приспособлений изготовитель использует стали этого типа марки Р6М5К5.
В заготовках из труднообрабатываемых материалов нарезка выполняется твердосплавными инструментами.
Критерии выбора метчика: на что обратить внимание
Таким образом, при покупке метчика стоит ориентироваться на такие его характеристики:
- способ применения – ручной, машинно-ручной или машинный;
- размер резьбы;
- тип стали, использованной при производстве приспособления;
- профиль создаваемой резьбы;
- направление вращения инструмента.

При подборе устройства следует учитывать и параметры материала той заготовки, внутри которой будет наноситься резьба. Приспособление должно быть сделано из подходящей по качеству стали.
При выборе метчика обращайте внимание на размер резьбы.
Приобретать инструменты лучше в комплекте, чтобы иметь возможность создавать резьбу в 2 или 3 прохода. Комплексный подход позволяет выполнять резьбу максимально качественно.
Другая характеристика, на которую стоит ориентироваться при выборе приспособления, – это диаметр отверстия в заготовке.
Показатель метчика должен немного превышать этот параметр. Только при таком соотношении можно будет наносить точную резьбу.
Как правильно самостоятельно нарезать резьбу метчиком
Технологически процесс выполнения резьбы метчиком можно разбить на несколько несложных операций:
- Заготовка надежно зажимается в стандартных тисках.
 Крепится она таким образом, чтобы сверлить отверстие и наносить резьбу было максимально удобно.
Крепится она таким образом, чтобы сверлить отверстие и наносить резьбу было максимально удобно. - В заготовке сверлится отверстие. Сверло при сверлении удерживается строго вертикально.
- Сверло подбирается исключительно остро заточенное для предотвращения перегрева металла при работе. Резьба, нанесенная на перегретой стали, получается менее прочной. Готовое отверстие зенкуется. В глухих пазах выполняется припуск по глубине.
- Резка производится точными, размеренными движениями посредством воротка. При комплексном применении метчиков не допускается пропуска номеров. Сначала должен использоваться черновой инструмент, затем – средний и на заключительном этапе – чистовой.
- После каждого оборота воротка дается половина оборота в другую сторону для избавления от стружки путем выбрасывания ее из канавок.
- После резки производится прочистка отверстия. Сквозные пазы проходятся ершиком из проволоки, глухие чистятся методом продувки.
- На заключительном этапе выполняется проверка готовой резьбы с помощью болта или винта.
 Последние должны заходить в отверстие плавно, без усилия и перекоса.
Последние должны заходить в отверстие плавно, без усилия и перекоса.
Диаметр сверла под отверстие в заготовке подбирается по таблицам ГОСТ.
| Диаметр резьбы | Шаг | Диаметр сверла |
|---|---|---|
| 2 | 0,4 | 1,6 |
| 3 | 0,5 | 2,5 |
| 4 | 0,7 | 3,3 |
| 5 | 0,8 | 4,2 |
Рассчитать диаметр несложно самостоятельно. Этот показатель для сверла всегда меньше диаметра резьбы примерно на размер шага. Если отнять от диаметра резьбы в 2 мм показатель шага 0,4 мм, получится необходимый диаметр сверла – 1,6 мм. Для примера: необходимый диаметр сверла для резьбы на 10 мм с шагом в 1,5 мм таким образом будет равен 8,5 мм.
Процесс выполнения резьбы происходит в несколько этапов.
Возможные проблемы и сложности
При нарушении технологии использования или из-за износа устройства при нарезке резьбы могут ломаться. Такая ситуация всегда перерастает в трудноразрешимую проблему. Изготавливаются метчики из лучших марок сталей. Поэтому высверлить оставшуюся в отверстии часть сломанного инструмента стандартным сверлом невозможно.
Таким образом, допускать поломки инструмента нельзя. Чтобы такого не случилось, во время работы следует соблюдать следующие правила:
- отверстие в заготовке нужно сверлить достаточно большое;
- во время работы нельзя допускать перекосов;
- к воротку не стоит прикладывать слишком большие усилия;
- нельзя забывать делать обратный половинный оборот для удаления стружки.
Высверлить сломавшийся фрагмент инструмента из отверстия невозможно. Но для его извлечения можно применить инструмент экстрактор. Его шпильки заводятся в канавки и зажимаются с другой стороны в цилиндрической оправке. Проворачивая оправку воротком, можно аккуратно выкрутить оставшийся в отверстии фрагмент. Также для извлечения обломков из заготовок может использоваться точечная сварка или метод вытравливания кислотой.
Но для его извлечения можно применить инструмент экстрактор. Его шпильки заводятся в канавки и зажимаются с другой стороны в цилиндрической оправке. Проворачивая оправку воротком, можно аккуратно выкрутить оставшийся в отверстии фрагмент. Также для извлечения обломков из заготовок может использоваться точечная сварка или метод вытравливания кислотой.
Другой проблемой использования метчиков является их слишком быстрый износ. Происходит так, когда во время работы в зону резания подается недостаточное количество СОЖ. Сильно изнашивается приспособление и при недостаточно высокой скорости нарезки.
В некоторых случаях поверхность выполненной резьбы может получаться рваной. Так происходит или из-за слишком высокой скорости нарезки, или из-за того, что на режущей кромке инструмента образовался нарост.
Чтобы избежать образования наростов, метчики для работы следует выбирать правильно. Для мягких материалов полагается использовать устройства без покрытия, для нержавеющих сталей – с покрытием типа V. Образовываться нарост может и из-за низкой скорости резания или недостаточного подвода СОЖ.
Ручная и автоматическая эспрессо-машина
: в чем разница?
Покупка дорогой эспрессо-машины пугает, особенно когда есть из чего выбирать.
Ручной, автоматический, полуавтоматический, суперавтоматический… Что все это значит и какой из них вам подходит? Продолжайте читать, чтобы узнать.
Правила приготовления эспрессо
Интересно, что строгого определения того, что представляет собой эспрессо, не существует. Хотя, уверен, любой итальянец будет настаивать на обратном.
Но есть несколько общепринятых рекомендаций.
Эспрессо — это концентрированная порция кофе с плотным слоем пены на поверхности, известной как пенка.
Вы делаете это, пропуская горячую воду под высоким давлением, обычно не менее 9 бар, через плотно упакованную корзину с мелкомолотым кофе. Обратите внимание, что использование «зерен эспрессо» ни в коем случае не требуется.
Обратите внимание, что использование «зерен эспрессо» ни в коем случае не требуется.
Эспрессо-машина — это любой инструмент, который делает эспрессо по этому определению, поэтому существует такое огромное разнообразие. Вот почему Кофеварка Moka и Aeropress технически не являются эспрессо-машинами . Да, они делают концентрированные порции кофе, но не создают достаточного давления и не дают ценной пенки.
Выбор лучшей домашней эспрессо-машины зависит от ваших потребностей, но мы собрали лучшие эспрессо-машины и автоматические эспрессо-машины на любой вкус.
Что мы подразумеваем под ручной кофеваркой эспрессо?
Итак, мы выяснили, что для приготовления эспрессо требуется высокое давление (1). В ручной кофеварке эспрессо вы создаете это давление вручную. Ручные машины также известны как поршневые или рычажные, потому что бариста качает рычаг, чтобы произвести необходимые 9 порций.бары.
Наряду с давлением пользователь отвечает за все остальные аспекты шота при использовании ручной эспрессо-машины. Вы перемалываете кофе, взвешиваете правильную дозу, упаковываете и утрамбовываете корзину фильтра, качаете рычаг и оказываете необходимое давление в течение нужного времени, чтобы сделать шот.
Посмотрите, как работают рычажные станки, в нашем видеообзоре ниже.
Если вам кажется, что это много работы, вы правы. Так зачем кому-то нужна ручная кофеварка для эспрессо?
Если вы ищете простое и элегантное решение для подачи качественных напитков, то рычажная кофемашина определенно сделает эспрессо приятным занятием, не говоря уже о прекрасной теме для разговора.
Во-первых, большинство бариста согласны с тем, что они готовят лучший эспрессо (2). Потребуется практика, чтобы настроить каждую переменную, и в процессе вы можете приготовить ужасный эспрессо. Но как только вы освоите свой рецепт, именно этот жесткий контроль над каждым аспектом позволит вам сделать идеальный снимок.
Кроме того, ручные машины часто имеют эстетику стимпанк, что делает их невероятным украшением вашей кухни.
Что считается автоматической эспрессо-машиной? №
Определить автоматическую эспрессо-кофеварку сложно, потому что существует несколько типов, но общей для всех характеристикой является встроенный механический насос. Вам не нужно создавать давление вручную.
Суперавтоматические эспрессо-кофемашины сделают все за вас, как робот-бариста. Он измельчает, дозирует и утрамбовывает бобы. Это тянет выстрел. Часто он даже вспенивает молоко для вашего латте. И все это делается одним нажатием кнопки. У автоматических машин есть программируемые настройки, но они не предлагают такого большого контроля со стороны пользователя.
Полностью автоматические эспрессо-машины аналогичны, но у пользователя может быть несколько больше задач. Возможно, вам придется перемолоть, дозировать или утрамбовать бобы самостоятельно, прежде чем передать управление полностью автоматической машине.
Полуавтоматические эспрессо-кофемашины — золотая середина и наш личный фаворит. Как и в случае с полностью автоматическим вариантом, вы перемалываете зерна, взвешиваете правильную дозу и утрамбовываете с помощью полуавтомата. Но в этом случае вы также отвечаете за время выстрела. Этот дополнительный контроль означает, что вы можете улучшить свой эспрессо, если выберете полуавтоматическую кофемашину.
Для получения дополнительной информации у нас есть подробная статья об автоматических и полуавтоматических эспрессо-кофемашинах.
Заключительные мысли
Если вы настоящий фанат эспрессо, которому нравится делать шот за шотом, настраивая каждую переменную в поисках совершенства, во что бы то ни стало приобретите кофемашину с ручным управлением. Без сомнения, они производят невероятный эспрессо.
Для остальных полуавтоматическая машина обеспечивает выдающийся баланс между удобством и контролем.
Часто задаваемые вопросы
Стоят ли суперавтоматические машины ваших денег, зависит от ваших предпочтений. Суперавтоматика надежна и проста в использовании. Но имейте в виду, что за этим супер-удобством стоит много работ по техническому обслуживанию.
Эспрессо-машины дороги, потому что для приготовления правильного эспрессо требуется точность как температуры, так и давления, для чего требуются высококачественные детали. С другой стороны, такие бренды, как Saeco и DeLonghi, предлагают модели из разных ценовых категорий.
Лучшие кофейные зерна для эспрессо снова зависят от личных предпочтений. На наш вкус, это средняя или темная обжарка с богатым вкусом и низкой кислотностью.
Ссылки
- Носовиц, Д. (2012, 12 июня). К вашему сведению: что такое эспрессо? Получено с https://www.popsci.com/technology/article/2012-06/fyi-what-espresso/
- Падение и подъем рычажной эспрессо-машины.
 (2018, 4 января). Получено с https://www.caffeinemag.com/articles/the-fall-rise-of-the-lever-espresso-machine
(2018, 4 января). Получено с https://www.caffeinemag.com/articles/the-fall-rise-of-the-lever-espresso-machine
Пневматический пресс для канифоли по сравнению с ручным прессом для канифоли
Пневматический и ручной пресс для канифоли являются одними из лучших типов прессов без растворителей на рынке, но по совершенно разным причинам. Когда вы знаете, что вам нужно от пресса для канифоли, выбор правильного типа становится простым.
Пневматический пресс для канифоли и ручной пресс для канифоли: процесс прессования
Основное различие между пневматическим и ручным прессом для канифоли заключается в типе цилиндра.
Ручной
Ручные прессы для канифоли, как следует из названия, приводятся в действие вручную. Каждое устройство оснащено ручным кривошипным или поворотным механизмом, который прижимает нагретые пластины друг к другу.
Ходовой винт с ручным вращением на 3-тонном прессе для канифоли Helix.
Пневматические
Пневматические прессы для канифоли, иногда называемые пневматическими прессами, используют сжатый воздух для подачи необходимой силы. Воздушный компрессор используется для подачи воздуха в машину, создавая достаточное давление для перемещения цилиндра. Затем воздух выпускается через клапаны, и цилиндр возвращается в нормальное положение.
Воздушный компрессор используется для подачи воздуха в машину, создавая достаточное давление для перемещения цилиндра. Затем воздух выпускается через клапаны, и цилиндр возвращается в нормальное положение.
Пневматический цилиндр пресса для канифоли Longs Peak.
Что лучше?
Оба метода работы имеют свои достоинства. Если вам нужен полный практический контроль, ручное управление — отличный способ. Если производительность и автоматизация являются более важными приоритетами, выберите пневматический пресс.
Пневматический пресс для канифоли и ручной пресс для канифоли: давление и подача тепла
Тепло и давление являются двумя основными элементами любого пресса для канифоли. И ручные, и пневматические прессы способны работать с обоими этими элементами.
Давление
Типичный пресс для канифоли способен развивать усилие от 3 до 20 тонн. Некоторые модели гидравлических прессов для канифоли способны даже до 250 тонн давления, но это перебор; такое большое давление может ухудшить качество вашего продукта. Наше исследование показало, что оптимальный диапазон давления для прессования канифоли (особенно гашишной канифоли) составляет от 300 до 1000 фунтов на квадратный дюйм, хотя у каждого свои предпочтения. С помощью 3-, 5- или 8-тонного пресса вы можете выполнить работу в совершенстве. В этом диапазоне давления вы без труда найдете как ручные, так и пневматические прессы.
Наше исследование показало, что оптимальный диапазон давления для прессования канифоли (особенно гашишной канифоли) составляет от 300 до 1000 фунтов на квадратный дюйм, хотя у каждого свои предпочтения. С помощью 3-, 5- или 8-тонного пресса вы можете выполнить работу в совершенстве. В этом диапазоне давления вы без труда найдете как ручные, так и пневматические прессы.
Нагрев
Как ручные, так и пневматические прессы обычно могут работать при температуре до 300°F или выше. При использовании пресса для канифоли вы, как правило, стремитесь к температуре от 130°F до 220°F. Холодное прессование обычно происходит при температуре от 130°F до 170°F, а горячее прессование обычно происходит при температуре от 170°F до 220°F. Для разделения THCA на поздних стадиях вы можете подняться до 300 ° F, но в большинстве случаев вам никогда не понадобятся более высокие температуры.
Что лучше?
Для нагрева и давления подходят как ручные, так и пневматические варианты. В основном вам нужно обратить внимание на подачу давления, так как оно может значительно различаться от одной машины к другой.
Pressware Технология сенсорного экрана с ЖК-дисплеем, которой оснащены все ручные и пневматические прессы для канифоли PurePressure.
Пневматический пресс для канифоли и ручной пресс для канифоли: выход
Когда дело доходит до выхода, основная разница между пневматическим и ручным прессом для канифоли становится гораздо более очевидной.
Учтите, что ручной пресс, такой как Helix Pro, может прессовать до 12 граммов цветов или около 20 граммов просеянной или гашишной канифоли за цикл.
В отличие от этого, профессиональный пневматический пресс, такой как Longs Peak, может прессовать 40 или более граммов цветов или 80 граммов просеянной или гашишной канифоли за один раз. В течение дня та же пневматическая машина может произвести около 7 фунтов цветов или 12 фунтов просеянного или гашиша. Руководство и близко не подходит к такому количеству граммов материала.
Некоторые пневматики могут быть даже автоматизированы до такой степени, что они работают почти полностью без ручного вмешательства.
Например, модели Longs Peak и Pikes Peak V2 можно модернизировать с помощью автоматизированной системы контроля давления PurePressure, что позволяет в значительной степени автоматизировать работу. Просто установите размер материала и время мешка, а затем загрузите мешочек. Это отличный способ максимизировать вашу эффективность, поскольку один оператор может одновременно управлять двумя прессами, что обеспечивает непрерывное производство канифоли.
Один оператор управляет двумя пневматическими прессами для канифоли Longs Peak в Papa’s Select.
Что лучше?
Если на первое место выходит объем, лучше всего использовать пневматику. Вот почему многие профессиональные лаборатории в значительной степени полагаются на пневматические устройства. Однако некоторые проницательные лаборатории предпочитают работать с меньшими нагревательными пластинами, и в этом случае ручное устройство может быть идеальным. В конечном итоге все сводится к предпочтениям пользователя. Если вы предпочитаете маленькие тарелки, вам подойдет Helix или Helix Pro. Эти ведущие в отрасли устройства предлагают те же типы компактных планшетов, что и другие модели с ручным управлением, но с улучшенным пользовательским интерфейсом, значительно улучшенным управлением и отсутствием пневматики.
Если вы предпочитаете маленькие тарелки, вам подойдет Helix или Helix Pro. Эти ведущие в отрасли устройства предлагают те же типы компактных планшетов, что и другие модели с ручным управлением, но с улучшенным пользовательским интерфейсом, значительно улучшенным управлением и отсутствием пневматики.
Пневматический пресс для канифоли по сравнению с ручным прессом для канифоли: стоимость
Поскольку пневматические прессы для канифоли являются наиболее профессиональным вариантом, вы можете ожидать, что заплатите больше. Ручной пресс начального уровня можно купить всего за 300 долларов (хотя высококачественные ручные прессы стоят около 3000 долларов). С другой стороны, пневматическое устройство профессионального качества может стоить вам около 6500 долларов на нижнем уровне.
При покупке профессионального пресса для канифоли вы должны учитывать потенциальную отдачу от инвестиций, а не саму стоимость. С моделью, которая может производить дюжину фунтов продукта в день, вы можете окупить свои инвестиции в течение нескольких недель.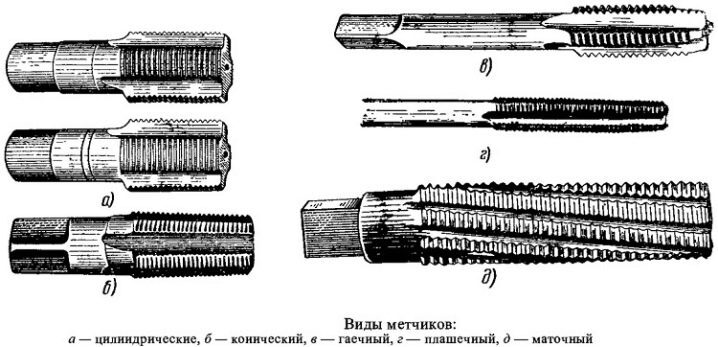 Устройство может стоить дороже, но оно окупается в рекордно короткие сроки.
Устройство может стоить дороже, но оно окупается в рекордно короткие сроки.
Что лучше?
Если у вас ограниченный бюджет, ручное управление — самый экономичный вариант. Если вы ищете долгосрочную ценность и потенциальную прибыль, пневматика всегда стоит дополнительных первоначальных затрат.
Пневматический пресс для канифоли по сравнению с ручным прессом для канифоли: простота использования
Ручные и пневматические прессы для канифоли просты в эксплуатации. Это просто вопрос подготовки исходного материала и прижимания нагревательных пластин друг к другу. Однако у пневматических устройств есть преимущество.
Ручной
Ручные прессы, как правило, просты в эксплуатации, если они хорошо спроектированы. Например, модели Helix и Helix Pro оснащены механизмом ходового винта, который вращается практически без усилий. Любой может легко применить необходимое усилие без необходимости использования воздушного компрессора или гидравлического насоса.
Изготовленный на заказ ходовой винт с ручным закручиванием на ручных прессах для канифоли Helix.
Пневматические
Пневматические прессы работают одним нажатием кнопки. Вам нужно подготовить исходный материал и настроить предпочтительные параметры, но тогда это так же просто, как нажать кнопку, чтобы активировать цилиндр. А с автоматизированной системой давления работа становится еще проще. Машина делает практически всю работу за вас.
Что лучше?
Пневматические прессы для канифоли обеспечивают непревзойденную простоту использования. Тем не менее, вы получаете гораздо больше тактильной обратной связи с ручным прессом, таким как Helix или Helix Pro, и это функция, которую любят многие производители хэшей. В конце концов, это вопрос личных предпочтений.
Пневматический пресс для канифоли в сравнении с ручным прессом для канифоли: требования к техническому обслуживанию
Пневматический и ручной прессы практически не требуют обслуживания. Это одно из ключевых преимуществ обоих типов по сравнению с гидравлическими прессами, которые приводятся в действие жидкостью и поэтому требуют постоянного обслуживания.
Это одно из ключевых преимуществ обоих типов по сравнению с гидравлическими прессами, которые приводятся в действие жидкостью и поэтому требуют постоянного обслуживания.
Можно утверждать, что ручные прессы требуют меньшего обслуживания, чем пневматические прессы, только потому, что в них меньше движущихся частей, которые могут вызвать проблемы. В конце концов, они полностью управляются пользователем. Однако разница незначительна, поскольку как пневматические, так и ручные устройства могут работать безупречно в течение многих лет без какого-либо обслуживания.
Что лучше?
Жеребьевка. Если вы ищете устройство, не требующее особого обслуживания, вам подойдут как пневматика, так и ручное управление. Просто держитесь подальше от гидравлических прессов для канифоли, так как они могут стать кошмаром при обслуживании.
Пневматический пресс для канифоли по сравнению с ручным прессом для канифоли: шум
Ручные прессы для канифоли в большинстве случаев практически бесшумны.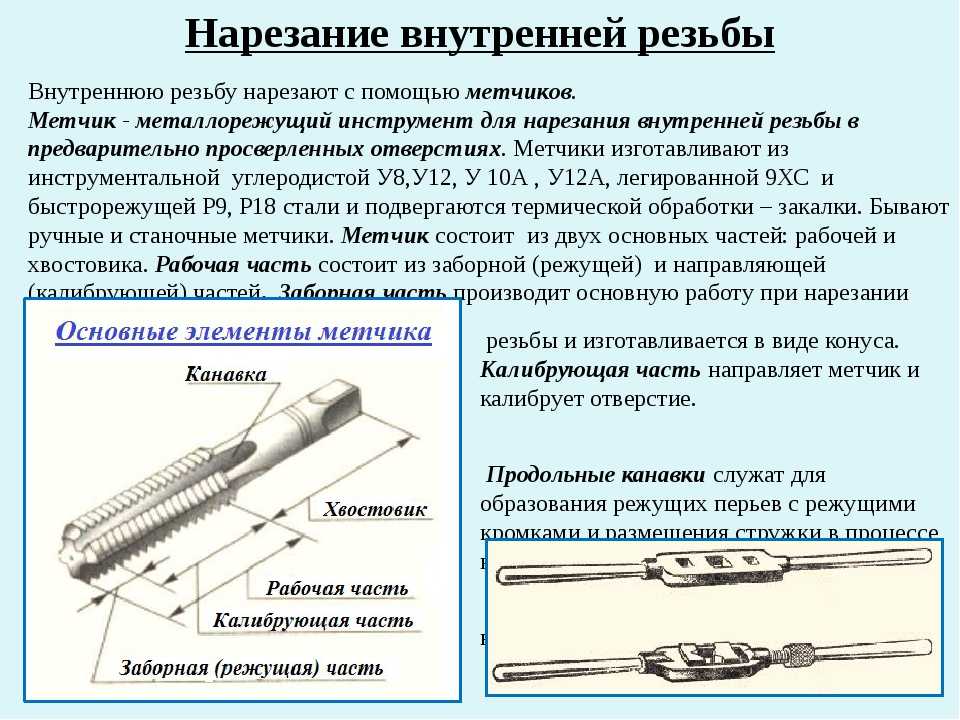 Вы можете услышать хруст растительного материала между двойными пластинами с подогревом, потому что само устройство очень тихое. Это одна из причин, по которой ремесленники-экстракторы любят ручные прессы.
Вы можете услышать хруст растительного материала между двойными пластинами с подогревом, потому что само устройство очень тихое. Это одна из причин, по которой ремесленники-экстракторы любят ручные прессы.
Пневматические прессы для канифоли известны своей громкостью. Больше всего шума исходит от воздушного компрессора.
Если вам нужна мощность пневматического устройства, но вас беспокоит избыточный шум, у вас есть несколько простых решений. Некоторые лаборатории размещают воздушный компрессор в отдельной комнате и направляют шланг к прессу для канифоли, тем самым уменьшая избыточный шум. В качестве альтернативы вы можете выбрать более тихий воздушный компрессор.
Что лучше?
Ручные прессы для канифоли работают тише, но для пневматических прессов доступны варианты снижения шума.
Пневматический пресс для канифоли по сравнению с ручным прессом для канифоли: размер
Размер пресса для канифоли в конечном счете зависит от конструкции. Хотя пневматика, как правило, крупнее, а ручная – меньше, вы можете найти компактные пневматические прессы и большие ручные прессы.
Пневматический пресс для канифоли Longs Peak (слева) и ручной пресс для канифоли Helix Pro (справа).
Однако в подавляющем большинстве случаев руководства занимают меньше места — часто вдвое меньше. Отчасти это связано с практичностью; Производители понимают, что домашние операторы и мелкие производители предпочитают ручные прессы, поэтому они разрабатывают ручные устройства с учетом экономии места.
Разница в размерах также связана с большей сложностью пневматической сборки. Помните, пневматическое устройство должно поддерживать полноразмерный воздушный компрессор.
Что лучше?
Если вы ищете вариант с наименьшими размерами без ущерба для качества, лучше всего начать с ручного пресса. Просто поймите, что у слишком маленького устройства есть свои недостатки, особенно если вы хотите увеличить объем производства. Если ваши нагревательные пластины слишком малы, вы не сможете производить столько канифоли.
Пневматический пресс для канифоли и ручной пресс для канифоли: качество продукции
Как пневматический, так и ручной пресс для канифоли дают канифоль отличного качества (при условии, что у вас есть исходный материал отличного качества), но разница в конечном итоге сводится к контролю и стабильности.
Ручные прессы для канифоли идеально подходят для прессования канифоли в кустарном стиле. Вы полностью контролируете процесс нажатия и буквально чувствуете гашиш или цветок между тарелками. Это может привести к такой крафтовой добыче каннабиса, за которую проницательные знатоки готовы заплатить большие деньги, но только если она создана рукой опытного экстрактора.
Прессование живой канифоли Diablo OG на 5-тонном ручном прессе для канифоли Helix Pro
Пневматический пресс, хотя и более автоматизирован, обеспечивает непревзойденную консистенцию. После того, как вы введете настройки давления и температуры, вы можете рассчитывать на один и тот же результат при каждом нажатии. Для крупных производителей такая надежность может иметь неоценимое значение, поскольку она дает вам уверенность в том, что клиенты могут рассчитывать на такое же премиальное качество при каждой последующей покупке.
Что лучше?
Для изготовления канифоли вручную лучше всего подходит ручной пресс. Для долговременной точности необходима пневматика.
Для долговременной точности необходима пневматика.
Пневматический или ручной: какой пресс для канифоли лучше?
Все еще пытаетесь выбрать лучший пресс для канифоли для ваших нужд?
- Используйте пневматический пресс, если вы занимаетесь коммерческой или крупномасштабной деятельностью.
- Используйте ручной пресс, если вы работаете дома, у вас ограниченный бюджет или вы хотите полностью контролировать каждую экстракцию. Лучшие варианты ручного пресса для канифоли включают Helix и Helix Pro.
При сравнении лучших прессов для канифоли есть и другие факторы, на которые следует обратить внимание. Например, необходимы прямоугольные нагревательные пластины, причем пластины должны быть изготовлены из алюминия (не из нержавеющей стали). Вам нужна модель с программируемыми функциями и с большой гарантией. Когда вы выбираете модель премиум-класса, такую как Pikes Peak V2 или Longs Peak, вы можете получить все это.