Метчик машинно ручной и ручной отличие: ООО «ПЗО» — Подольский завод оборудования
Содержание
INOX машинно-ручные ( ручные) комплектные метчики
Цена:
от: до:
Название:
Артикул:
Текст:
Выберите категорию:
Все Категории» Абразивный инструмент»» Абразивный инструмент на керамической связке»»» Шлифовальные круги тип 1( прямой профиль) 25А (белые)»»» Шлифовальные круги тип 1( прямой профиль) 63С (зеленые)»»» Шлифовальные круги тип 11( чашечные конические) 25А (белые)»»» Шлифовальные круги тип 11( чашечные конические) 63С (зеленые)»»» Шлифовальные круги тип 12( тарельчатые плоские) 25А (белые)»»» Шлифовальные круги тип 12( тарельчатые плоские) 63С (зеленые)»»» Шлифовальные круги тип 14( тарельчатые) 25А (белые)»»» Шлифовальные круги тип 14( тарельчатые) 63С (зеленые)»»» Шлифовальные круги тип 6»»» Бруски»» Инструмент на бакеллитовой связке»»» Круги отрезные армированные по черным, цветным металлам и нержавеющим сталям тип 41»»» Круги отрезные армированныепо бетону (камню, кирпичу) тип 41»»» Круги зачистные армированные тип 1 (прямой профиль)»»» Сегменты шлифовальные»»» Круги отрезные не армированные»»» Круги для заточки пил тип 3 (конический профиль) »»» Круги зачистные не армированные тип 1 (прямой профиль)»» Инструмент на гибкой основе»»» Наждачная бумага»»»» Наждачная бумага в рулонах»»»» Наждачная бумага в листах»»» Лепестковые круги КЛТ»»» Лепестковые круги КЛ»»» Лепестковые круги КЛО»»» Фибровые диски»»» Клетированные диски»»» Ленты бесконечные»»» Шлифблоки»» Паста ГОИ»» Вулканитовые круги»» Тигли» Измерительный инструмент»» Штангенциркули»» Измерительные приборы»» Калибры»»» Гладкие калибры-пробки»»» Резьбовые калибры-пробки и калибры-кольца для метрической основной М и мелкой резьбы Mf»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта UNC»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта UNF»»» Резьбовые калибры-пробки и калибры-кольца для трубной цилиндрической резьбы стандарта G»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта BSW»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта Rc и R»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта NPT»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта PG»»» Резьбовые калибры-пробки и калибры-кольца для трапециедальной резьбы стандарта Tr»» Концевые меры длины»» Линейки металлические»» Рулетки»» Угольники слесарные» Стальные клейма и инструменты для маркировки HEIDENPETER»» Серия GRAVUREM-S Standart ( стандартные требования, до 800 МПа)»» Серия CYRILLIC ALPHABET ( КИРИЛЛИЦА)»» Серия OVERSIZES ( высота > 16 мм)»» Серия GRAVUREM-№1 extra-extra ( маркировка нержавеющих сталей, защита от коррозии)»» Серия GRAVUREM-SPECIAL ( повышенная точность оттиска)»» Серия GRAVUREM-T ( контролируемая глубина оттиска)»» Серия GRAVUREM-RP ( точечные)»» Серия GRAVUREM-R ( бережная маркировка)»» ПУАНСОНЫ В НАБОРАХ С ДЕРЖАТЕЛЯМИ»» НУМЕРАЦИОННЫЕ ГОЛОВКИ серии "Compact Marker"»» РУЧНЫЕ ДЕРЖАТЕЛИ ДЛЯ СТАЛЬНЫХ КЛЕЙМ» Металлорежущий инструмент»» Сверла»»» Сверла с коническим хвостовиком Р6М5(HSS) ГОСТ 10903-77, DIN-345»»» Сверла с коническим хвостовиком HSSCo5 (Р6М5К5) ГОСТ 10903-77, DIN-345»»» Сверла с коническим хвостовиком длинные, ГОСТ 12121-77»»» Сверла с цилиндрическим хвостовиком Р6М5, HSS ГОСТ-10902, DIN-338»»» Сверла с цилиндрическим хвостовиком HSSCo5 (Р6М5К5) ГОСТ-10902, DIN-338»»» Сверла с цилиндрическим хвостовиком длинные ГОСТ 886-77, DIN-340»»» Сверла с цилиндрическим хвостовиком длинные HSSCo5 DIN-340»»» Cвёрла с цилиндрическим хвостовиком сверхдлинные для металла и нержавеющей стали»»» Сверла с цилиндрическим проточенным хвостовиком»»» Сверла для сварных точек с центральной вставкой по DIN-1897»»» Центровочные сверла тип "А" ГОСТ 14952-75, ТУ 2-3912-001, DIN 333»»» Центровочные сверла тип "NC" для станков с ЧПУ»»» Сверла монолитные твердосплавные с цилиндрическим хвостовиком»»» Наборы сверл»»» Сверла для печатных плат»»» Ступенчатые сверла для листовых материалов»»» Сверла двухсторонние»» Метчики»»» M- метрическая резьба с основным (крупным) шагом»»»» M- машинные метчики для материалов до 600 MПа (N/mm2)»»»» M- машинные метчики для материалов до 800 MПа (N/mm2)»»»» M- машинные метчики для материалов до 1000 MПа (N/mm2)»»»» M- машинные метчики для материалов до 1200 MПа (N/mm2)»»»» M- машинные метчики для чугуна до 1400 MПа (N/mm2)»»»» M- машинные метчики для материалов до 1400 MПа (N/mm2)»»»» M- машинные метчики для нержавеющих сталей до 1000 MПа (N/mm2)»»»» M- машинные метчики HSSE-PM универсального применения»»»» M- машинные метчики удлиненной серии EL»»»» M- машинно-ручные однопроходные метчики»»»» M- гаечные метчики»»»» M — комплекты метчиков из 2-х или 3-х штук»»»» M- метчики-раскатники для материалов до 1000 MПа (N/mm2)»»» Mf- метрическая резьба с мелким шагом»»»» Mf- машинные метчики для материалов до 1000 MПа (N/mm2)»»»» Mf- машинные метчики для материалов до 800 MПа (N/mm2)»»»» Mf- машинные метчики для материалов до 1400 MПа (N/mm2)»»»» Mf- машинные метчики для нержавеющих сталей до 1000 MПа (N/mm2)»»»» Mf- машинные метчики HSSE-PM универсального применения»»»» Mf- гаечные метчики»»»» Mf-машинно-ручные однопроходные метчики»»»» Mf — комплекты метчиков из 2-х штук»»»» Mf- метчики-раскатники для материалов до 1000 MПа (N/mm2)»»» G- трубная цилиндрическая резьба»»» UNC- дюймовая резьба с крупным шагом»»» UNF- дюймовая резьба с мелким шагом»»» BSW / BSF- дюймовая резьба Витворта с крупным и мелким шагом»»» NPT- дюймовая коническая резьба»»» Rc — трубная коническая резьба»»» Pg — электротехническая трубная резьба»»» Vg- вентильная резьба»» Плашки круглые»»» М- метрическая резьба с основным ( крупным) шагом»»» Mf — метрическая резьба с мелким шагом»»» NPT ( К ) — дюймовая коническая резьба»»» R — трубная коническая резьба»»» G — трубная цилиндрическая резьба»»» Pg — электротехническая трубная резьба»»» UNC — дюймовая цилиндрическая резьба с основным (крупным) шагом»»» UNF — дюймовая цилиндрическая резьба с мелким шагом»»» Vg — вентильная резьба»» Наборы сверл, метчиков и плашек»» Зенковки»»» Зенковки 60 градусов»»» Зенковки 90 градусов»» Развертки»»» Развертки ручные»»» Развертки машинные»»» Развертки — расширители 1:16»» Фрезы»»» Борфрезы»»» Фрезы дисковые отрезные ГОСТ 2679-93»»» Фрезы для пазов шпонок сегментных ГОСТ 6648-79»»» Фрезы концевые с коническим хвостовиком ГОСТ 170»»» Фрезы концевые с цилиндрическим хвостовиком ГОСТ 1702»»» Фрезы модульные»»» Фрезы монолитные (концевые и шпоночные)»»» Фрезы торцевые»»» Фрезы трехсторонние»»» Фрезы цилиндрические»»» Фрезы шпоночные»»» Фрезы червячные»»» Фрезы радиусные выпуклые и вогнутые»» Пластины твердосплавные»»» Напайные пластины»»» Сменные пластины»» Токарные резцы»»» Резцы отрезные ГОСТ 18884-73»»» Резцы подрезные отогнутые ГОСТ 18880-82»»» Резцы проходные отогнутые ГОСТ 18877-82»»» Резцы проходные прямые ГОСТ 18878-73»»» Резцы проходные упорные отогнутые ГОСТ 18879-73»»» Резцы проходные упорные прямые ГОСТ 18879-73»»» Резцы расточные ГОСТ 18882-73, ГОСТ 18883-73»»» Резцы резьбовые ГОСТ 18876-73»»» Канавочные резцы»»» Резцы левые» Алмазный инструмент и инструмент из СТМ»» Карандаши алмазные правящие»» Круги алмазные»» Бруски алмазные правящие»» Круги эльборовые»» Надфили алмазные»» Паста алмазная»» Сверла алмазные»» Сверла алмазные трубчатые»» Стеклорезы алмазные» Оснастка для электро-бензо-пневмоинструмента»» Оснастка для перфораторов»»» Буры для перфораторов SDS+»»» Буры для перфораторов SDSmax»»» Пики, долота, зубила, переходники для перфораторов »» Биты для шуруповертов»»» Биты, насадки, головки, держатели USH»»» Биты, насадки, головки, держатели ПРАКТИКА»» Коронки биметаллические»» Коронки твердосплавные»» Сверла по кирпичу и бетону твердосплавные»» Сверла по стеклу и кафелю»» Сверла по дереву»»» Перовые сверла по дереву»»» Сверла для мебельных стяжек»»» Сверло по дереву 3-х заходное»»» Сверло по дереву спиральное»»» Винтовое сверло по дереву»»» Сверла ФОРСТНЕРА»»» Сверла фрезерные»» Диски пильные с твердосплавными пластинками»» Диски алмазные»» Коронки алмазные»» Корщетки для дрелей и шлифмашинок»» Патроны и переходники для дрелей»» Пилки для электролобзиков»»» Пилки REBIR для электролобзиков »»» Пилки BOSCH для электролобзиков»»» Пилки ПРАКТИКА для электролобзиков»» Полировальные приспособления»» Аккумуляторы для электроинструмента»» Ножи для электрорубанков»» Наборы инструментов и приспособлений» Сварка и пайка»» Все для сварки»» Сварочные электроды»» Сварочная проволока»» Все для пайки» Слесарно-монтажный инструмент»» Головки сменные и приспособления к ним»» Зубила слесарные»» Кельмы»» Стамески, долота»» Клещи»» Ключи»»» Ключи динамометрические»»» Ключи комбинированные»»» Ключи накидные»»» Ключи разводные»»» Ключи рожковые»»» Ключи свечные»»» Ключи торцевые»»» Ключи трубные (КТРы)»»» Ключи шестигранные Г-образные»» Молотки и кувалды»» Наборы инструментов»» Топоры »» Надфили»» Напильники»»» Напильники квадратные»»» Напильники круглые»»» Напильники плоские»»» Напильники полукруглые»»» Напильники ромбические»»» Напильники трехгранные»»» Напильники для заточки цепей бензопил»» Ножевки по металлу»» Ножницы по металлу»» Отвертки»» Плоскогубцы, кусачки, и т. д.»» Струбцины»» Степлеры ручные и скобы к ним»» Пинцеты» Средства индивидуальной защиты» Станочная оснастка и приспособления»» Воротки для метчиков и плашек»» Станочные оправки тип 7711, тип 7616, тип 7626»» Втулки переходные тип 1751, тип 1761, тип 5361, тип 1655, тип 1676»» Цанги ER тип 7618»» Патроны для сверлильных станков»» Патроны токарные»» Резьбонарезные патроны и головки»» Тиски »» Центры вращения и упорные» Электро- и бензоинструмент» Ручной инструмент»» Степлеры ручные механические и скобы»» Различный ручной инструмент» Смазочные материалы Бренды» ANDRE абразивный инструмент» GRATTEC — инструменты для снятия заусенцев, фасок и шабрения поверхностей.» GRAVUREM MASUS стальные клейма»» КЛЕЙМА БУКВЕННЫЕ»» КЛЕЙМА ЦИФРОВЫЕ»» НАБОРЫ ПУАНСОНОВ С ДЕРЖАТЕЛЯМИ»» ГОЛОВКИ НУМЕРАЦИОННЫЕ серии "Compact Marker"»» ДЕРЖАТЕЛИ ДЛЯ КЛЕЙМ» FANAR металлорежущий инструмент»» Метчики»»» М, Mf- метрическая основная и метрическая мелкая резьба»»»» Машинные метчики»»»»» Серия MasterTAP»»»»» Серия 800»»»»» Серия 800X»»»»» Серия INOX (для обработки нержавеющих сталей)»»»»» Метчики для левой резьбы LH»»»»» Серия 1400»»»»» S-NC серия (для использования в станках с ЧПУ и ОЦ)»»»»» Серия FAN (для обработки сталей, нержавейки, чугуна)»»»»» Серия WGN ( метчики-раскатники)»»»»» Серия AL (для обработки алюминия)»»»»» Серия GAL (для обработки алюминиевых сплавов)»»»»» Серия Az (с шахматным расположением зубов)»»»»» Серия EL (сверхдлинные метчики для глубоких отверстий)»»»»» Серия FAN-Ni (для обработки никеля и жаропрочных сплавов на его основе)»»»»» Серия GG (для обработки чугуна)»»»»» Серия Ti (для обработки титана, никеля, бронзы, легированных и нержавеющих сталей)»»»»» Серия Ms (для обработки меди, бронзы, латуни)»»»»» Серия HRC 50 (для обработки материалов с твердостью до 50HRC)»»»» Машинно-ручные (машинные) однопроходные метчики»»»» Машинно-ручные ( ручные) комплектные метчики»»»»» HSS машинно-ручные ( ручные) комплектные метчики »»»»» INOX машинно-ручные ( ручные) комплектные метчики»»»»» HSS левые машинно-ручные ( ручные) комплектные метчики»»»»» HRC40 машинно-ручные ( ручные) комплектные метчики»»»» Гаечные метчики»»»» Комбинированные метчики-сверла»»»» Метчики-биты»»» G- трубная цилиндрическая резьба»»» UNC- унифицированная американская дюймовая резьба с крупным шагом»»» UNF- унифицированная американская дюймовая резьба с мелким шагом»»» BSW- дюймовая резьба Витуорта с крупным шагом»»» BSF- дюймовая резьба Уитворта с мелким шагом»»» NPT- дюймовая коническая резьба»»» Pg — трубопроводная резьба»»» Rc — трубная коническая резьба»»» Vg- вентильная резьба»» Сверла спиральные ц/х по нержавеющим сталям DIN-338 серия INOX»» Плашки круглые»»» М- метрическая основная и Mf- метрическая мелкая резьба»»»» Плашки круглые серия 800 правая метрическая резьба»»»» Плашки круглые серия 800 левая метрическая резьба»»»» Плашки круглые серии INOX (для обработки нержавеющих сталей) метрическая резьба»»» G- трубная цилиндрическая резьба »»»» Плашки круглые для трубной цилиндрической резьбы G cерия 800»»»» Плашки круглые для трубной цилиндрической резьбы G серия INOX (для обработки нержавеющих сталей)»»» Плашки круглые для американской унифицированной дюймовой резьбы UNC с крупным шагом»»» Плашки круглые для американской унифицированной дюймовой резьбы UNF с мелким шагом»»» Плашки круглые для дюймовой резьбы BSW ( дюймовая резьба Уитворта с крупным шагом)»»» Плашки круглые для дюймовой резьбы BSF ( дюймовая резьба Уитворта с мелким шагом)»»» NPT- американская коническая трубная резьба»»» Pg — трубопроводная резьба»»» R — трубная коническая резьба»»» Vg — вентильная резьба»» Воротки для метчиков и плашек»» Калибры»»» Гладкие калибры-пробки»»» Резьбовые калибры-пробки и калибры-кольца для метрической основной М и мелкой резьбы Mf»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта UNC»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта UNF»»» Резьбовые калибры-пробки и калибры-кольца для трубной цилиндрической резьбы стандарта G»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта BSW»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта Rc и R»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта NPT»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта PG»»» Резьбовые калибры-пробки и калибры-кольца для трапециедальной резьбы стандарта Tr»» Наборы резьбонарезного инструмента»» Станочная оснастка»» Твердосплавные фрезы»» Фрезы из быстрорежущей стали»» Зенковки с направляющей»» Зенковки»» Конические развертки 1:16» WIERTLA BAILDON сверла»» Сверла с к/х шлифованные HSS, NWKc, DIN 345»» Сверла с к/х по нержавеющей стали серии INOX »» Сверла с ц/х вальцованные HSS, светлые NWKa, DIN 338»» Сверла с ц/х шлифованные HSS, длинные , DIN 340»» Сверла с проточенным хвостовиком» TIVOLY металлорежущий инструмент»» Сверла по металлу средней серии»»» Универсальные сверла для малых диаметров ( < 2.
д.»» Струбцины»» Степлеры ручные и скобы к ним»» Пинцеты» Средства индивидуальной защиты» Станочная оснастка и приспособления»» Воротки для метчиков и плашек»» Станочные оправки тип 7711, тип 7616, тип 7626»» Втулки переходные тип 1751, тип 1761, тип 5361, тип 1655, тип 1676»» Цанги ER тип 7618»» Патроны для сверлильных станков»» Патроны токарные»» Резьбонарезные патроны и головки»» Тиски »» Центры вращения и упорные» Электро- и бензоинструмент» Ручной инструмент»» Степлеры ручные механические и скобы»» Различный ручной инструмент» Смазочные материалы Бренды» ANDRE абразивный инструмент» GRATTEC — инструменты для снятия заусенцев, фасок и шабрения поверхностей.» GRAVUREM MASUS стальные клейма»» КЛЕЙМА БУКВЕННЫЕ»» КЛЕЙМА ЦИФРОВЫЕ»» НАБОРЫ ПУАНСОНОВ С ДЕРЖАТЕЛЯМИ»» ГОЛОВКИ НУМЕРАЦИОННЫЕ серии "Compact Marker"»» ДЕРЖАТЕЛИ ДЛЯ КЛЕЙМ» FANAR металлорежущий инструмент»» Метчики»»» М, Mf- метрическая основная и метрическая мелкая резьба»»»» Машинные метчики»»»»» Серия MasterTAP»»»»» Серия 800»»»»» Серия 800X»»»»» Серия INOX (для обработки нержавеющих сталей)»»»»» Метчики для левой резьбы LH»»»»» Серия 1400»»»»» S-NC серия (для использования в станках с ЧПУ и ОЦ)»»»»» Серия FAN (для обработки сталей, нержавейки, чугуна)»»»»» Серия WGN ( метчики-раскатники)»»»»» Серия AL (для обработки алюминия)»»»»» Серия GAL (для обработки алюминиевых сплавов)»»»»» Серия Az (с шахматным расположением зубов)»»»»» Серия EL (сверхдлинные метчики для глубоких отверстий)»»»»» Серия FAN-Ni (для обработки никеля и жаропрочных сплавов на его основе)»»»»» Серия GG (для обработки чугуна)»»»»» Серия Ti (для обработки титана, никеля, бронзы, легированных и нержавеющих сталей)»»»»» Серия Ms (для обработки меди, бронзы, латуни)»»»»» Серия HRC 50 (для обработки материалов с твердостью до 50HRC)»»»» Машинно-ручные (машинные) однопроходные метчики»»»» Машинно-ручные ( ручные) комплектные метчики»»»»» HSS машинно-ручные ( ручные) комплектные метчики »»»»» INOX машинно-ручные ( ручные) комплектные метчики»»»»» HSS левые машинно-ручные ( ручные) комплектные метчики»»»»» HRC40 машинно-ручные ( ручные) комплектные метчики»»»» Гаечные метчики»»»» Комбинированные метчики-сверла»»»» Метчики-биты»»» G- трубная цилиндрическая резьба»»» UNC- унифицированная американская дюймовая резьба с крупным шагом»»» UNF- унифицированная американская дюймовая резьба с мелким шагом»»» BSW- дюймовая резьба Витуорта с крупным шагом»»» BSF- дюймовая резьба Уитворта с мелким шагом»»» NPT- дюймовая коническая резьба»»» Pg — трубопроводная резьба»»» Rc — трубная коническая резьба»»» Vg- вентильная резьба»» Сверла спиральные ц/х по нержавеющим сталям DIN-338 серия INOX»» Плашки круглые»»» М- метрическая основная и Mf- метрическая мелкая резьба»»»» Плашки круглые серия 800 правая метрическая резьба»»»» Плашки круглые серия 800 левая метрическая резьба»»»» Плашки круглые серии INOX (для обработки нержавеющих сталей) метрическая резьба»»» G- трубная цилиндрическая резьба »»»» Плашки круглые для трубной цилиндрической резьбы G cерия 800»»»» Плашки круглые для трубной цилиндрической резьбы G серия INOX (для обработки нержавеющих сталей)»»» Плашки круглые для американской унифицированной дюймовой резьбы UNC с крупным шагом»»» Плашки круглые для американской унифицированной дюймовой резьбы UNF с мелким шагом»»» Плашки круглые для дюймовой резьбы BSW ( дюймовая резьба Уитворта с крупным шагом)»»» Плашки круглые для дюймовой резьбы BSF ( дюймовая резьба Уитворта с мелким шагом)»»» NPT- американская коническая трубная резьба»»» Pg — трубопроводная резьба»»» R — трубная коническая резьба»»» Vg — вентильная резьба»» Воротки для метчиков и плашек»» Калибры»»» Гладкие калибры-пробки»»» Резьбовые калибры-пробки и калибры-кольца для метрической основной М и мелкой резьбы Mf»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта UNC»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта UNF»»» Резьбовые калибры-пробки и калибры-кольца для трубной цилиндрической резьбы стандарта G»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта BSW»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта Rc и R»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта NPT»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта PG»»» Резьбовые калибры-пробки и калибры-кольца для трапециедальной резьбы стандарта Tr»» Наборы резьбонарезного инструмента»» Станочная оснастка»» Твердосплавные фрезы»» Фрезы из быстрорежущей стали»» Зенковки с направляющей»» Зенковки»» Конические развертки 1:16» WIERTLA BAILDON сверла»» Сверла с к/х шлифованные HSS, NWKc, DIN 345»» Сверла с к/х по нержавеющей стали серии INOX »» Сверла с ц/х вальцованные HSS, светлые NWKa, DIN 338»» Сверла с ц/х шлифованные HSS, длинные , DIN 340»» Сверла с проточенным хвостовиком» TIVOLY металлорежущий инструмент»» Сверла по металлу средней серии»»» Универсальные сверла для малых диаметров ( < 2. 5 мм)»»» Сверла c ц/х по металлу серия "FURIUS"»»» Сверла c ц/х по металлу серия "T"»»» Сверла с ц/х проточенным хвостовиком»» Сверла по металлу экстрадлинной серии»» Метчики машинные HSS»» Метчики сверхдлинной серии»» Зенковки с цилиндрическим хвостовиком»» Воротки для плашек» ZPS-FN — осевой металлорежущий инструмент»» Метчики машинные»»» Метчики машинные P-K-N»»» Метчики машинные серия UNI P-M-K-N»»» Метчики машинные серия -M- ( для нержавеющей стали)»» Сверла»»» Сверла спиральные с цилиндрическим хвостовиком DIN 338 HSSCo5»»» Сверла спиральные с цилиндрическим хвостовиком DIN 338 HSS»»» Сверла спиральные с цилиндрическим хвостовиком DIN 340 длинная серия HSSCo5»»» Сверла спиральные с цилиндрическим хвостовиком DIN 340 длинная серия HSS»»» Сверла спиральные с цилиндрическим хвостовиком с направляющей (для сварных точек)»»» Сверла спиральные с цилиндрическим хвостовиком DIN 1869 сверхдлинной серии HSS»»» Сверла спиральные с цилиндрическим хвостовиком DIN 1869 сверхдлинной серии HSSCo5»»» Сверла спиральные с коническим хвостовиком HSS, DIN 345»»» Сверла спиральные с коническим хвостовиком HSSCo5, DIN 345»»» Центровочные сверла тип "А"»»» Центровочные сверла тип "NC"»» Плашки круглые»»» Плашки круглые HSS метрическая резьба P-K-N»»» Плашки круглые HSSCo5 метрическая резьба P-K-M-N»» Фрезы»»» Фрезы концевые быстрорежущие HSSCo8»»» Фрезы концевые твёрдосплавные VHM»» Зенковки конические с цилиндрическим хвостовиком» NAREX Zdanice»» Метчики»»» M, Mf- метчики для метрической резьбы»»»» Машинные метчики»»»» Ручные метчики»»»» Гаечные метчики»»» G- метчики для трубной цилиндрической резьбы»»» UNC — метчики для дюймовой резьбы с крупным шагом»»» UNF — метчики для дюймовой резьбы с мелким шагом» VÖLKEL — металлорежущий инструмент»» МЕТЧИКИ»»» M, MF — метрическая резьба»»»» Машинные метчики»»»»» Машинные метчики универсального применения»»»»» Машинные метчики для нержавеющей стали и титана»»»» Метчики-раскатники»»»» Ручные метчики»»»» Машинно-ручные метчики»»»» КОМБИНИРОВАННЫЕ МЕТЧИКИ-СВЕРЛА»»»» УДЛИНЕННЫЕ МАШИННЫЕ МЕТЧИКИ»»» UNC, UNF — дюймовая резьба»»» BSW, BSF — дюймовая резьба Уитфорта»»» G — трубная резьба»»» NPT- коническая дюймовая резьба»»» Pg — электротехническая резьба»»» Rc — трубная коническая резьба»» ПЛАШКИ»»» M, Mf — плашки с метрической резьбой»»» UNC, UNF — плашки с дюймовой резьбой»»» G — плашки с трубной резьбой»»» BSW, BSF — плашки с резьбой Витворта»»» NPT — плашки с конической дюймовой резьбой»»» Vg — плашки с вентильной резьбой»»» Pg — плашки с электротехнической резьбой»» ВОРОТКИ ДЛЯ МЕТЧИКОВ И ПЛАШЕК
5 мм)»»» Сверла c ц/х по металлу серия "FURIUS"»»» Сверла c ц/х по металлу серия "T"»»» Сверла с ц/х проточенным хвостовиком»» Сверла по металлу экстрадлинной серии»» Метчики машинные HSS»» Метчики сверхдлинной серии»» Зенковки с цилиндрическим хвостовиком»» Воротки для плашек» ZPS-FN — осевой металлорежущий инструмент»» Метчики машинные»»» Метчики машинные P-K-N»»» Метчики машинные серия UNI P-M-K-N»»» Метчики машинные серия -M- ( для нержавеющей стали)»» Сверла»»» Сверла спиральные с цилиндрическим хвостовиком DIN 338 HSSCo5»»» Сверла спиральные с цилиндрическим хвостовиком DIN 338 HSS»»» Сверла спиральные с цилиндрическим хвостовиком DIN 340 длинная серия HSSCo5»»» Сверла спиральные с цилиндрическим хвостовиком DIN 340 длинная серия HSS»»» Сверла спиральные с цилиндрическим хвостовиком с направляющей (для сварных точек)»»» Сверла спиральные с цилиндрическим хвостовиком DIN 1869 сверхдлинной серии HSS»»» Сверла спиральные с цилиндрическим хвостовиком DIN 1869 сверхдлинной серии HSSCo5»»» Сверла спиральные с коническим хвостовиком HSS, DIN 345»»» Сверла спиральные с коническим хвостовиком HSSCo5, DIN 345»»» Центровочные сверла тип "А"»»» Центровочные сверла тип "NC"»» Плашки круглые»»» Плашки круглые HSS метрическая резьба P-K-N»»» Плашки круглые HSSCo5 метрическая резьба P-K-M-N»» Фрезы»»» Фрезы концевые быстрорежущие HSSCo8»»» Фрезы концевые твёрдосплавные VHM»» Зенковки конические с цилиндрическим хвостовиком» NAREX Zdanice»» Метчики»»» M, Mf- метчики для метрической резьбы»»»» Машинные метчики»»»» Ручные метчики»»»» Гаечные метчики»»» G- метчики для трубной цилиндрической резьбы»»» UNC — метчики для дюймовой резьбы с крупным шагом»»» UNF — метчики для дюймовой резьбы с мелким шагом» VÖLKEL — металлорежущий инструмент»» МЕТЧИКИ»»» M, MF — метрическая резьба»»»» Машинные метчики»»»»» Машинные метчики универсального применения»»»»» Машинные метчики для нержавеющей стали и титана»»»» Метчики-раскатники»»»» Ручные метчики»»»» Машинно-ручные метчики»»»» КОМБИНИРОВАННЫЕ МЕТЧИКИ-СВЕРЛА»»»» УДЛИНЕННЫЕ МАШИННЫЕ МЕТЧИКИ»»» UNC, UNF — дюймовая резьба»»» BSW, BSF — дюймовая резьба Уитфорта»»» G — трубная резьба»»» NPT- коническая дюймовая резьба»»» Pg — электротехническая резьба»»» Rc — трубная коническая резьба»» ПЛАШКИ»»» M, Mf — плашки с метрической резьбой»»» UNC, UNF — плашки с дюймовой резьбой»»» G — плашки с трубной резьбой»»» BSW, BSF — плашки с резьбой Витворта»»» NPT — плашки с конической дюймовой резьбой»»» Vg — плашки с вентильной резьбой»»» Pg — плашки с электротехнической резьбой»» ВОРОТКИ ДЛЯ МЕТЧИКОВ И ПЛАШЕК
Производитель:
ВсеABRABOROANDRE abrasive articlesAPX TechnologieASKAYNAK, ТурцияBISON-BIALBOSCHESABFANARFELOGLOBUSGRATTECHavera, ГерманияHeidenpeterHeller, ГерманияIZAR, ИспанияKARNASCHKEMMLERKULLENMP-SNAREX ZdaniceNOOK, ЛатвияOregonParitet, ЛатвияPFERDREBIR, ЛатвияSAIT, ИталияTaerosol OYTITEX+, ГерманияTIVOLYUSHVÖLKELWiertla BaildonWILPU, ГерманияYG-1ZM-KOLNOZPS-FNБАЗ (Белгород)БелоруссияБуревестник (Гатчина)ВМПАВТОГерманияЕСАБ-СВЭЛ (СПб)Каменец-ПодольскийКитайКМЗ (Копейск)КОМЗ (Каменск)КРИН (Киров)ЛАЗ (Луга)Межгосметиз (Мценск)МЕТАЛЛИСТ (Глазов)НИЗ (Новосибирск)ПМ (Рязань)ПРАКТИКАРоссияСеверсталь(Череповец)Северсталь-метиз(Орел)СМИ (Арефино)СПРИНТ (Москва)СтИЗСЭЗ (Сычевка)тестТруд (Вача)ЧИЗ (Челябинск)
Новинка:
Всенетда
Спецпредложение:
Всенетда
Результатов на странице:
5203550658095
Ручной метчик – что предстоит «наметить» таким инструментом? + видео
Содержание
- 1 Конструкция ручных метчиков – чем обрабатывается резьба?
- 2 Ручной метчик – особенность приобретения
- 3 Метчик машинно-ручной и другие виды этого инструмента
- 4 Секреты работы ручным метчиком
Ручной метчик – это инструмент, который лучше всего подойдет для создания внутренней резьбы, причем без привлечения громоздких станков. Чаще всего, мы увидим его в руках слесаря.
Чаще всего, мы увидим его в руках слесаря.
Конструкция ручных метчиков – чем обрабатывается резьба?
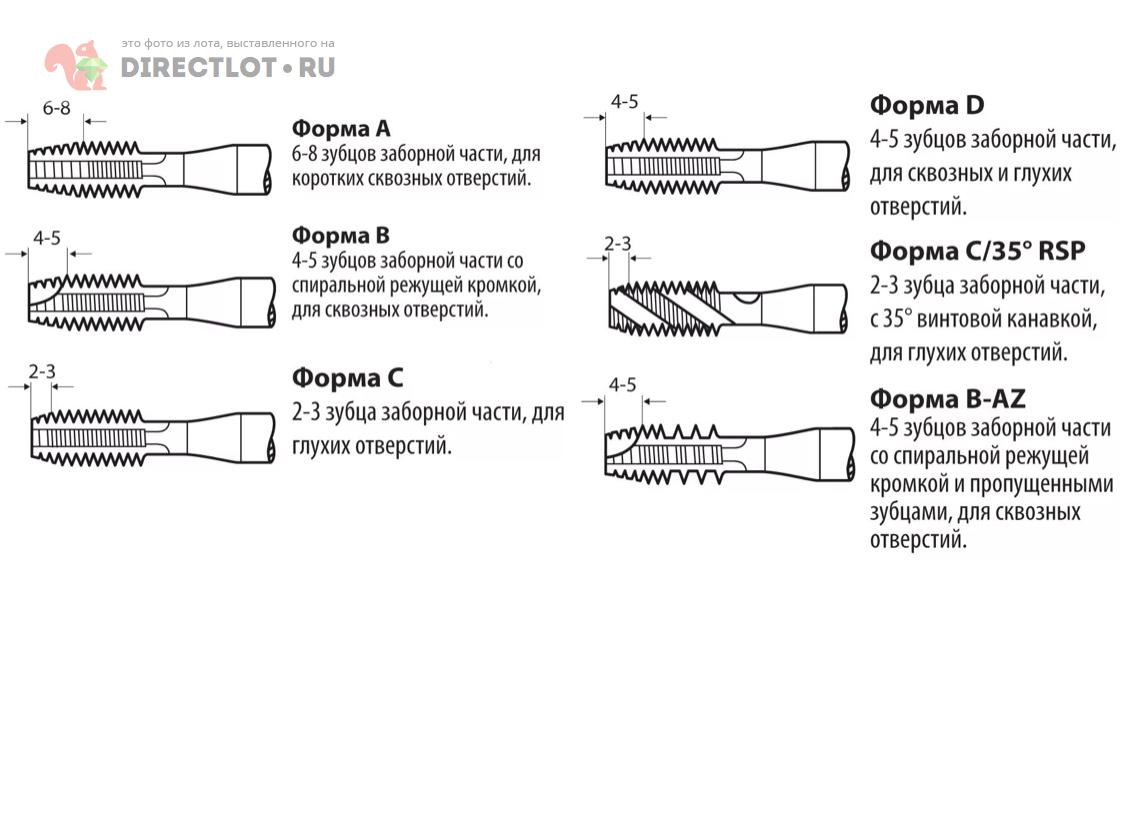
В целом, метчики широко применимы не только на токарных станках, но и на обрабатывающих центрах. Ручные модели отличаются от машинных тем, что у первых несколько другая форма заходной части. Данные инструменты сделаны в виде винта, на котором имеются несколько продольных прямых прорезей или же винтовых канавок с образующими режущими кромками. Стандартный метчик состоит из таких элементов, как хвостовик и рабочий корпус, который имеет заборную часть и калибрующую. Роль хвостовика в данном инструменте – плотно закреплять метчик в патроне во время прорезания резьбы или в воротке.
Рабочая часть на метчике – это то место, где происходит нарезание резьбы. Она сделана в виде винта, на котором находятся продольные канавки и винтовые. Больше преимуществ у метчиков с прямыми прорезями, нежели у вариантов с винтовыми. Прямой тип канавок помогает обеспечить наиболее благоприятные условия для отхода стружки. Заборная часть инструмента сделана в виде конуса. Именно эта часть входит в прорезаемое отверстие первой, и именно с ее помощью производится основная работа по нарезке резьбы. Калибрующая часть помогает продолжать работу заборной части. Ее функция – защита и калибровка нарезаемого отверстия.
Заборная часть инструмента сделана в виде конуса. Именно эта часть входит в прорезаемое отверстие первой, и именно с ее помощью производится основная работа по нарезке резьбы. Калибрующая часть помогает продолжать работу заборной части. Ее функция – защита и калибровка нарезаемого отверстия.
Режущие зубчики или перья, находящиеся на резьбовой части инструмента, имеют форму резцов и расположены по всей окружности. Канавки или углубления между режущими перьями предназначены для того, чтобы образовывать режущие кромки и для вывода стружек при нарезании. Если диаметр метчиков составляет около 20 мм, то их изготавливают с тремя канавками, а инструменты с диаметром от 20 и 40 мм имеют четыре канавки.
Ручной метчик – особенность приобретения
Как же выглядит такой инструмент уже в руках слесаря? Так как ручные метчики относят к слесарным инструментам и с их помощью можно нарезать резьбы вручную, то было решено, чтобы они изготавливались набором, который состоит из двух или трех инструментов. Обычно в набор входят несколько метчиков: черновые, средние и чистовые. Различить их можно по маркировкам или, чаще, по номерам, которые обозначают последовательность применения в работе, как правило, это номера 1, 2 и 3.
Обычно в набор входят несколько метчиков: черновые, средние и чистовые. Различить их можно по маркировкам или, чаще, по номерам, которые обозначают последовательность применения в работе, как правило, это номера 1, 2 и 3.
Предназначение чернового метчика – накрутить резьбу начерно, то есть это некий набросок. Средним резьба подравнивается, и она получается более точной. Использование чистового приспособления необходимо для окончательной работы, с его помощью получается точное нарезание. Также им выполняется и калибровка. Определить, какой именно метчик: черновой, средний или чистовой – несложно. Для этого есть специальные отметки на хвостовой части. Они сделаны в виде круговых рисок или колец, или, как мы уже упомянули, вы можете увидеть там цифры.
Если необходимо выполнить основную слесарную резьбу, где диаметр составляет от 8 и до 18 мм, то можно воспользоваться ручными одиночными метчиками. Для резьбы с диаметром от 6 и до 24 мм уже потребуется комплект из двух метчиков.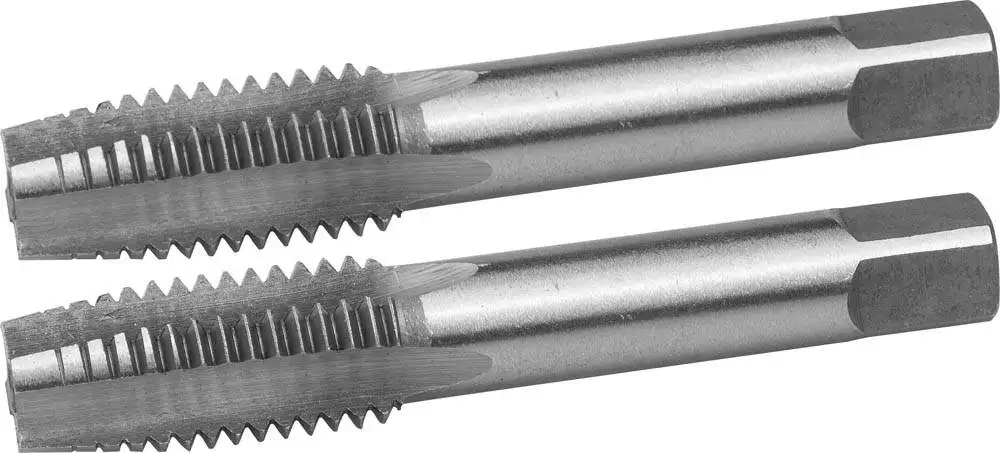 Обычно необходимо использовать в работе черновые и чистовые. А если диаметр резьбы от 2 и до 52 мм, то невозможно сделать работу качественно без комплекта из трех предметов. Если резьба трубная, а диаметр составляет от 1/8 и до 4, потребуется комплект из двух метчиков.
Обычно необходимо использовать в работе черновые и чистовые. А если диаметр резьбы от 2 и до 52 мм, то невозможно сделать работу качественно без комплекта из трех предметов. Если резьба трубная, а диаметр составляет от 1/8 и до 4, потребуется комплект из двух метчиков.
Метчик машинно-ручной и другие виды этого инструмента
Различаются метчики направлением канавок. Помимо того, что канавки могут быть прямыми или винтовыми, также они могут быть либо с левой резьбой, либо с правой. Обычно их так и называют – левыми и правыми, правда, расшифровывать эти названия нужно навыворот, то есть, если вам нужна левая резьба, то работать следует правым метчиком. Если необходимо выполнить очень точное нарезание резьб, то нужно использовать метчики с винтовыми канавками, работать будет сложнее, но результат порадует.
Отличие бесканавочных метчиков от обычных в том, что у них полностью отсутствуют продольные канавки на всей длине резьбовой части. Отличие имеется и в приемном конусе, у данных инструментов он намного короче. Отличаются они также и в небольших симметрично расположенных канавках, которые имеются в конце резьбовой части. Оси канавок наклоняются к оси инструмента. Метчики такого типа помогают повысить производительность. Их срок службы значительно выше, чем у других разновидностей. Кроме того, их можно использовать для нарезания резьбы не только в глухих отверстиях, но и в сквозных.
Отличие имеется и в приемном конусе, у данных инструментов он намного короче. Отличаются они также и в небольших симметрично расположенных канавках, которые имеются в конце резьбовой части. Оси канавок наклоняются к оси инструмента. Метчики такого типа помогают повысить производительность. Их срок службы значительно выше, чем у других разновидностей. Кроме того, их можно использовать для нарезания резьбы не только в глухих отверстиях, но и в сквозных.
Профессионалы часто используют в работе комбинированные метчики. Они бывают бесканавочными, двухступенчатыми, выделяют еще и сверло-метчик. Но данный тип больше относится к машинным метчикам. Бывает, что специалисты на конец инструмента приспосабливают рукоятку и применяют для ручной работы. Смешанная функция для данного инструмента – не редкость, есть целый класс таких приспособлений. Метчики машинно-ручные (ГОСТ 3266-81) имеют отличия от обычных ручных в материале, из которого они изготовлены. Для них сплав берется потверже, потому что их задача делать отверстие за один проход, если их используют на станке.
Подразделяют ручные метчики и по конструктивному решению режущей части. Они бывают коническими и цилиндрическими. Конические инструменты отличаются удлиненной заборной частью, резьба у них неполная и постепенно переходит в полную калибрующую часть. Данные модели применяют в тех случаях, когда нужно сделать нарезание резьбы в сквозных отверстиях. Инструментами цилиндрического типа пользуются, когда нужно выполнить нарезание резьбы в глухих отверстиях.
Устройство ручных метчиков может видоизменяться, в зависимости от их предназначения. По этому признаку выделяют гаечные, плашечные, маточные и специальные варианты. Метчики гаечного типа можно использовать для нарезания резьбы, как на станках, так и в ручной работе, поэтому это весьма популярный метчик машинно-ручной разновидности. У них сделан удлиненный хвостовик, с помощью которого можно собирать гайки. Все собранные гайки крепятся именно на хвостовике. Главное отличие плашечного метчика – в большом заборном конусе. Его предназначение – предварительное нарезание резьбы в плашках за один проход.
После того, как работа выполнена плашечным метчиком, нужно зачищать резьбу маточным инструментом. Они отличаются канавками, у них сделана правая спираль.
Секреты работы ручным метчиком
Начинать работу с метчиком надо с вычисления длины шага. То есть нужно уточнить диаметр резьбы. Это нужно для получения качественной работы. Пример: если нужна резьба М20х1, то внутреннее отверстие будет составлять около 1,9 см. Сначала выполняется черновая нарезка. Это можно сделать специальным приспособлением – своеобразным кольцевым ободком. Работать надо аккуратно, потому что хоть сделан инструмент из твердых металлов, но все же он очень хрупкий. Когда подготовка сделана, можно работать самим метчиком. Многие предпочитают сделать все дрелью, но нет гарантии, что отверстие будет перпендикулярным и без перекосов.
Работая ручными метчиками, надо использовать и такое устройство, как вороток, иногда вместо него применяют обычный разводной ключ. Чтобы работа шла плавно, не помешает обработка рабочей поверхности машинным маслом. Во время работы может появляться стружка, ее необходимо сразу убирать инструментом, используя круговые движения. Если инструмент сделан из мягких металлов, то нужно вовремя убирать всю стружку. Это делается при помощи поворота инструмента в обратную сторону. В работе нужно использовать весь инструментальный набор (желательно, все три номера) и своевременно следует проверять положение резка, обычно для этого используют угольник.
Чтобы работа шла плавно, не помешает обработка рабочей поверхности машинным маслом. Во время работы может появляться стружка, ее необходимо сразу убирать инструментом, используя круговые движения. Если инструмент сделан из мягких металлов, то нужно вовремя убирать всю стружку. Это делается при помощи поворота инструмента в обратную сторону. В работе нужно использовать весь инструментальный набор (желательно, все три номера) и своевременно следует проверять положение резка, обычно для этого используют угольник.
- Автор: Михаил Малофеев
- Распечатать
Оцените статью:
(0 голосов, среднее: 0 из 5)
Поделитесь с друзьями!
Различия между ручными и электронными системами водоразбора
Сравнение систем кранов и руководство для покупателя
Системы кранов сейчас обсуждают в отрасли, особенно с появлением Borg & Overström серий C и U с их инновационными обновлениями T1 и T2.
Компания Borg & Overström предлагает разнообразную линейку продукции для водоразборных систем, и рынок остается конкурентоспособным. Если вы установили систему электронного крана, но все еще не решили, какая из них вам нужна, обратитесь к этой статье Центра обучения для сравнения. Если вы еще не определились с ручным или электронным, то это сравнение для вас.
В стороне от соленоида
Сначала краткое определение. Проще говоря, соленоид — это устройство, которое преобразует электрическую энергию в направленную механическую силу для перемещения небольших внутренних частей. Они используются во многих бытовых приборах (например, в дверных звонках) и являются движущей силой нашей линейки электронных кранов.
Сравнение метода работы и внутренней технологии
Системы с ручным краном не имеют внутренних соленоидов, полностью полагаясь на движение пользователя. По этой причине ручная система в просторечии известна как «барный кран». Как следует из названия, это простой в использовании прибор, управляемый с помощью простой шарнирной ручки. Такие крановые системы отличаются высокой скоростью потока. Системы кранов C2 и C3 могут выдавать до 80 литров в час. И высокая скорость потока также не означает бесконтрольность; эти продукты поставляются с дополнительными переключателями клапанов, которые изменяют скорость, предоставляя пользователю еще больший контроль.
Такие крановые системы отличаются высокой скоростью потока. Системы кранов C2 и C3 могут выдавать до 80 литров в час. И высокая скорость потока также не означает бесконтрольность; эти продукты поставляются с дополнительными переключателями клапанов, которые изменяют скорость, предоставляя пользователю еще больший контроль.
Благодаря простоте использования и быстрому потоку эта система лучше подходит для наполнения бутылок в ресторане или баре, учитывая быстрый темп и высокую посещаемость таких мест. Если время имеет существенное значение, а терпения не хватает, возможно, вам лучше использовать ручную систему.
Однако в этом сравнении электронные системы едва ли проигрывают. Оснащенный ProCore+™, T2 может сравниться с серией C по производительности, а также достичь максимальной производительности 80 литров в час по той же цене, что и ручная.
Конечные пользователи, которые не решаются использовать более сложные технологии в вопросах ремонта и обслуживания, могут склоняться к ручной системе. Однако и у этого есть обратная сторона. Одним из основных преимуществ системы ответвителей T1 является ее передовая технология и потенциал будущей модернизации, который она содержит. Система крана проста в использовании, но электронные системы на основе соленоидов в таких сложных воплощениях могут опередить ручные системы на технологическом фронте.
Однако и у этого есть обратная сторона. Одним из основных преимуществ системы ответвителей T1 является ее передовая технология и потенциал будущей модернизации, который она содержит. Система крана проста в использовании, но электронные системы на основе соленоидов в таких сложных воплощениях могут опередить ручные системы на технологическом фронте.
Сравнение расхода воды и затрат
Основным недостатком ручной системы является более высокий потенциальный расход воды, вызванный человеческими ошибками и несовершенством оценки, поскольку пользователь должен определить, где именно заканчиваются размеры порций. Электронные краны (даже с дистанционным разливом) могут активироваться касанием и также определяться пользователем, но нажатие и отпускание кнопки — это более быстрое движение, чем сброс ручки.
Опять же, это не сравнение яблок с яблоками. Электронные смесители сохраняют свои преимущества в предотвращении перелива и сокращении отходов на macro , но ручки дозатора C2 и C3 сконструированы таким образом, что при отпускании пружинят обратно в положение «выключено», подобно дверному ограничителю.
Но если на повестке дня стоит задача сократить количество отходов и экономить копейки в долгосрочной перспективе, вы можете рассмотреть возможность использования электронной системы, поскольку только она имеет дополнительные функции экономии, такие как режим Eco. Этот режим со временем будет только улучшаться, и, поскольку цены на энергоносители остаются неопределенными, это может быть инвестицией, без которой вы не сможете обойтись.
Сравнение пространства и эффективности помещения
Электронные системы кранов способствуют более тихой обстановке; их функции сделаны с учетом удобства отдельного пользователя. Мы рекомендуем их устанавливать в офисных помещениях и столовых, где их совместимость с самообслуживанием может быть оптимизирована.
Это подводит нас к вопросу о требованиях к помещению. C2 и C3 поставляются с заметно большими внешними кранами, по одной для каждого варианта дозирования, всего до трех. Его основной корпус должен быть толстым и прочным, чтобы поддерживать это, а это означает, что для установки и эксплуатации потребуется больше места.
И наоборот, центральным элементом привлекательности T1 является его мощность по сравнению с небольшими размерами. Наши электронные системы раздачи не только выигрывают в размерах, но и обеспечивают превосходную высоту дозирования. Пользователь, который хочет получить много из малого, должен склоняться в сторону электронного крана.
Гигиена и безопасность в сравнении
Гигиена и безопасность пользователей — это то, в чем электронные смесители обладают наибольшим преимуществом. Еще до пандемии это был чрезвычайно важный вопрос. Теперь любой продукт, который может обеспечить дистанцирование или исключить ненужный риск, актуален как никогда.
Только наши электронные системы раздачи дают пользователям возможность дистанционной выдачи, благо для тех, кто осознает перекрестное загрязнение. Пользователи также могут установить еще один вариант дозирования без помощи рук в виде педального переключателя.
А какие минусы? Помните, что раздача через приложение ставит перед пользователем дополнительный этап перед тем, как он на самом деле получит свою воду, и скорость и функциональность его телефона решают, произойдет ли это.
Ручная система полностью не побеждена. Стоит отметить, что черные модели T1 и T2 имеют PVD-покрытие, обеспечивающее минималистическую очистку практически без усилий. Покупатели должны решить, будет ли предпочтительный для них метод гигиенического обслуживания профилактическим или рутинным, но простым.
Выводы
Как вы, наверное, уже догадались, существует множество взаимосвязанных факторов, которые необходимо учитывать перед покупкой. Ни одна система кранов Borg & Overström не соответствует премиальным стандартам ни по одному из аспектов. Нет оснований полагать, что электронная система не может удовлетворить высокий спрос, а руководство не может быть безопасным и подходящим для более тихого места. Как и все сравнения, это представляет собой компромиссное решение, и никто не будет ставить все галочки. Взвесьте вышеупомянутые атрибуты объема дозирования, скорости и гигиены, а затем примите решение.
Для получения дополнительной информации о том, как приобрести нужный диспенсер, вы можете посетить наш Учебный центр. Если у вас есть дополнительные вопросы, наш отдел продаж готов и может ответить на них.
Если у вас есть дополнительные вопросы, наш отдел продаж готов и может ответить на них.
Главная страница блога
Наши дозаторы питьевой воды можно приобрести у избранных партнеров
Узнайте, где купить
Стать дистрибьютором
Механическая или автоматизированная механическая коробка передач: в чем разница? — Техническое обслуживание
Автоматизированная механическая коробка передач НЕ является автоматической коробкой передач. И это отличается от традиционного руководства. Проверьте это!
И это отличается от традиционного руководства. Проверьте это!
Фото: Work Truck/Allison Transmission
Что лучше? Автоматическая механическая или механическая коробка передач? В чем разница между этими двумя типами? Work Truck встретился с Бранденом Харбином, исполнительным директором по глобальному маркетингу Allison Transmission, чтобы узнать немного больше об этой разнице.
Помните, что между автоматизированной механической коробкой передач и механической коробкой передач ЕСТЬ разница — это НЕ одно и то же.
В этой статье мы сосредоточимся на деталях и различиях между автоматической и механической коробкой передач. Ознакомьтесь с тем, что мы узнали:
Вопросы и ответы по Allison Transmission: автоматизированная механическая коробка передач по сравнению с механической коробкой передач
Очевидно, что как автоматическая механическая, так и механическая трансмиссия имеют преимущества.
Но каковы преимущества автоматизированной механической коробки передач?
Рабочий грузовик: Можете ли вы кратко описать различия между автоматической коробкой передач и автоматизированной механической коробкой передач (АМТ)? Что такое автоматизированная механическая коробка передач?
BRANDEN HARBIN: Основное различие между полностью автоматической коробкой передач и автоматизированной механической коробкой передач заключается в пусковом устройстве.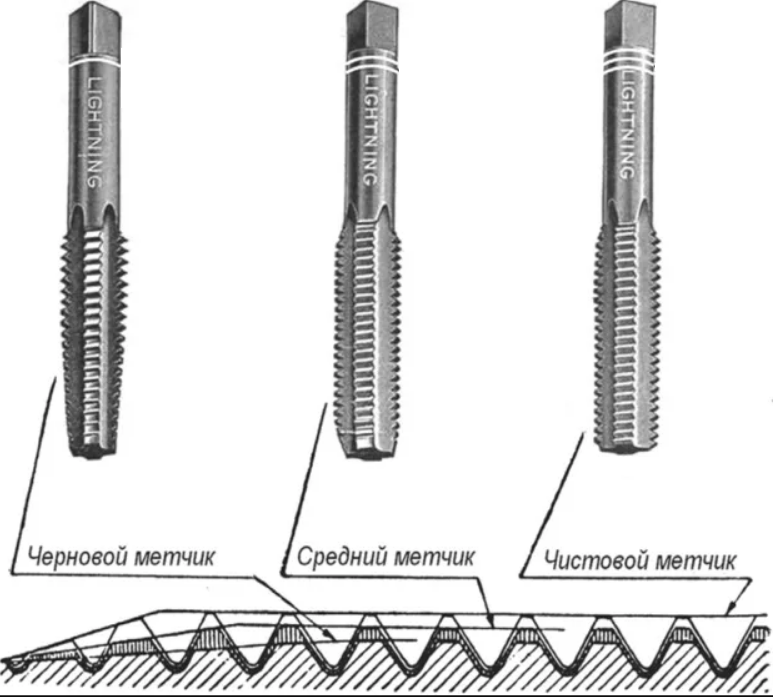 В полностью автоматической трансмиссии используется гидравлический преобразователь крутящего момента, который соединяет двигатель с планетарной коробкой передач, обеспечивая непрерывное и непрерывное переключение передач.
В полностью автоматической трансмиссии используется гидравлический преобразователь крутящего момента, который соединяет двигатель с планетарной коробкой передач, обеспечивая непрерывное и непрерывное переключение передач.
В то время как педаль сцепления удалена в автоматизированной механической коробке передач, автоматические механические коробки передач по-прежнему используют стандартную механическую коробку передач с электрическим или пневматическим приводом сцепления, что приводит к прерываниям крутящего момента и потере мощности во время переключений.
Эти прерывания подачи электроэнергии отнимают у водителей время и приводят к увеличению затрат на техническое обслуживание из-за износа сцепления. Для сравнения, гидротрансформатор автоматической коробки передач не является изнашиваемым компонентом.
Помимо увеличения времени безотказной работы полностью автоматической коробки передач, гидротрансформатор обеспечивает улучшенную маневренность на мягком/рыхлом грунте или там, где водителю требуется больший контроль.
Автоматическая механическая коробка передач, для сравнения, обычно начинает перегреваться и отключает мощность, чтобы защитить коробку передач в мягкой/рыхлой почве. Преобразователь крутящего момента создает бесступенчатое передаточное отношение, позволяя водителям легко управлять мощностью, подаваемой на колеса. Водители могут контролировать скорость автомобиля, чтобы плавно и точно ползти, легче маневрировать и лучше контролировать уклоны — и все это при защите трансмиссии от ударов и снижении износа автомобиля.
Без гидротрансформатора автоматизированные механические коробки передач не могут плавно передавать мощность на колеса, что создает больше возможностей для неэффективной и неконтролируемой работы.
WT : Какие преимущества имеет автоматическая коробка передач по сравнению с автоматизированной механической коробкой передач с точки зрения производительности водителя?
HARBIN: Автоматическая коробка передач обеспечивает многочисленные преимущества в производительности по сравнению с конкурирующими автоматизированными механическими коробками передач. Среди многих преимуществ автоматы более производительны, поскольку они обеспечивают более быстрое ускорение, чем АМТ.
Среди многих преимуществ автоматы более производительны, поскольку они обеспечивают более быстрое ускорение, чем АМТ.
Преобразователь крутящего момента Allison Transmission плавно увеличивает крутящий момент двигателя при запуске и поддерживает постоянное подключение трансмиссии к максимально доступной мощности двигателя в течение каждой смены, обеспечивая ускорение до 14 % быстрее. Переключения на полную мощность обеспечивают превосходное ускорение автомобиля, позволяя выполнять больше работы за меньшее время.
СОВЕТ АВТОМОБИЛЯ: Знаете ли вы, как правильно выбрать двигатель и трансмиссию для своего рабочего грузовика? Ознакомьтесь с этими 13 советами!
Для сравнения, автоматические механические коробки передач должны уменьшать крутящий момент двигателя при запуске, чтобы защитить сцепление. Таким образом, грузовики с системой AMT никогда не используют полный крутящий момент двигателя при запуске. К сожалению, для тех, кто эксплуатирует грузовики, оборудованные системой AMT, именно в этот момент наиболее необходим максимальный крутящий момент, чтобы полностью загруженный автомобиль начал движение с места.
Автоматизированные механические трансмиссии не выигрывают от увеличения крутящего момента двигателя, поскольку они требуют контроля или ограничения крутящего момента при запуске, чтобы продлить срок службы пусковой муфты. Они также требуют уменьшения дроссельной заслонки двигателя при каждом переключении передач, что приводит к прерыванию крутящего момента. Эти перерывы приводят к увеличению количества смен и снижению скорости автомобиля, что требует больше времени для выполнения той же работы.
В качестве второго примера полностью автоматические трансмиссии исключают пусковую муфту, тем самым исключая время простоя грузовика для необходимой замены сцепления. Это обеспечивает максимальное время безотказной работы и производительность грузовых автомобилей парка. Многие автопарки указали, что они могут управлять меньшим парком грузовиков с автоматическим оборудованием, потому что каждый грузовик тратит меньше времени на ремонт, будь то упреждающий или, в худшем случае, реактивный. В случае автобетоносмесителя потерянное время простоя может достигать 7500 долларов США на грузовик в день.
В случае автобетоносмесителя потерянное время простоя может достигать 7500 долларов США на грузовик в день.
И это при условии, что ствол не был полон, когда произошел отказ сцепления автоматической механической коробки передач, что привело бы к дополнительным затратам на ремонт для замены ствола.
Серия Allison 4000 предназначена для большегрузных автомобилей.
Фото: Allison Transmission
WT : Какие преимущества имеет автоматическая коробка передач по сравнению с полностью механической коробкой передач в плане производительности труда водителя?
HARBIN : Автоматическая коробка передач имеет те же преимущества по сравнению с механической коробкой передач с точки зрения бесперебойной мощности при каждой смене, без физических нагрузок на водителя, который должен переключаться весь день, или износа ручного сцепления.
При снижении утомляемости водителя автоматика повышает удержание водителя и обеспечивает более контролируемую среду для водителя и автомобиля.
Плавная и плавная работа позволяет водителю легко маневрировать автомобилем, чтобы сосредоточиться на текущей работе. Также легче нанять водителей для работы с автоматической коробкой передач по сравнению с усиленным обучением вождению с механической коробкой передач.
Некоторые проблемы с механической коробкой передач включают:
- Сегодня доступно меньше водителей, имеющих опыт вождения с механической коробкой передач.
- Многие водители отметили, что их карьера продлилась благодаря переходу с механической коробки передач на полностью автоматическую.
- Несмотря на то, что этот переход выгоден для отдельных лиц, он имеет дополнительное преимущество, заключающееся в решении проблемы нехватки водителей, с которой сталкивается наша отрасль.
Кроме того, дополнительные затраты на автоматическую коробку передач часто значительно меньше, чем затраты бизнеса на набор, обучение и удержание нового водителя.
Выбор правильного ВОМ не должен быть трудным. Подробнее…
Подробнее…
Транспортные средства с механической коробкой передач также имеют пониженную маневренность, трудности на узких дорогах, мягком грунте, крутых подъемах или при движении задним ходом к погрузочным платформам. Кроме того, коробка отбора мощности (ВОМ) не может использоваться на лету, как это может быть с автоматической коробкой передач Allison.
Все это может привести к разочарованию водителя, неправильному использованию компонентов трансмиссии и снижению производительности.
WT: Есть ли у механической или автоматической коробки передач какие-либо преимущества/плюсы по сравнению с автоматической коробкой передач?
HARBIN : В краткосрочной перспективе механические коробки передач и некоторые автоматизированные механические коробки передач будут стоить меньше, чем полностью автоматические коробки передач, с точки зрения цены приобретения. Однако из-за технического обслуживания сцепления и простоя автомобилей с механической и автоматической коробкой передач автомобили, оснащенные автоматической коробкой передач Allison, как правило, имеют более низкие затраты на техническое обслуживание, более высокую стоимость при перепродаже и более низкую общую стоимость владения в течение всего срока службы автомобиля.
На Allison отсутствует изнашиваемое сцепление, а сокращенные интервалы технического обслуживания обеспечивают более длительный срок службы автомобиля.
Вот почему большинство крупных национальных парков рабочих грузовиков используют автоматику Allison. Они осознали превосходные преимущества Allison Automatics в отношении совокупной стоимости владения.
Несмотря на то, что на автоматизированной механической коробке передач педаль ручного сцепления снимается, механическое сцепление по-прежнему облегчает трогание автомобиля с места, оно изнашивается и в конечном итоге сгорает, требуя традиционного обслуживания и замены.
Дополнительные изнашиваемые компоненты сцепления включают:
- Крышка сцепления/промежуточная пластина
- Диск сцепления в сборе
- Механизм регулировки
- Тормоза сцепления
- Муфта Solo
- Поперечный вал
- Подшипник
900 03 Первичный вал
Со временем производители автоматизированных механических коробок передач пытались имитировать неотъемлемые возможности Allison Automatic, продвигая такие функции, как Urge to Move, Creep Mode, Power Launch, Rock Free, Hill Assist и смешанная педаль. Однако все эти функции могут увеличить стоимость и привести к износу сцепления и отказам трансмиссии.
Однако все эти функции могут увеличить стоимость и привести к износу сцепления и отказам трансмиссии.
А когда дело доходит до драки, автоматические механические коробки передач всегда будут вести себя так, чтобы защитить пусковую муфту. Когда водитель больше всего в этом нуждается, автоматизированная механическая коробка передач, скорее всего, снизит крутящий момент и ограничит действия водителя, чтобы защитить автоматическую коробку передач.
WT : Что еще вы хотели бы сегодня рассказать об автоматических или автоматизированных механических коробках передач?
HARBIN : Существует некоторая дезинформация относительно топливной экономичности автоматической коробки передач по сравнению с механической коробкой передач или AMT. Некоторые считают, что водитель с механической коробкой передач лучше контролирует расход топлива, но это не так.
Полностью автоматические трансмиссии усовершенствованы новыми технологиями для повышения эффективности использования топлива, включая нейтральную передачу при остановке, управление ускорением и динамическое переключение передач.