Метчик ручной и машинно ручной отличие: Метчик. Назначение, все виды и хар-ки. Чем отличаются метчики?
Содержание
INOX машинно-ручные ( ручные) комплектные метчики
Цена:
от: до:
Название:
Артикул:
Текст:
Выберите категорию:
Все Категории» Абразивный инструмент»» Абразивный инструмент на керамической связке»»» Шлифовальные круги тип 1( прямой профиль) 25А (белые)»»» Шлифовальные круги тип 1( прямой профиль) 63С (зеленые)»»» Шлифовальные круги тип 11( чашечные конические) 25А (белые)»»» Шлифовальные круги тип 11( чашечные конические) 63С (зеленые)»»» Шлифовальные круги тип 12( тарельчатые плоские) 25А (белые)»»» Шлифовальные круги тип 12( тарельчатые плоские) 63С (зеленые)»»» Шлифовальные круги тип 14( тарельчатые) 25А (белые)»»» Шлифовальные круги тип 14( тарельчатые) 63С (зеленые)»»» Шлифовальные круги тип 6»»» Бруски»» Инструмент на бакеллитовой связке»»» Круги отрезные армированные по черным, цветным металлам и нержавеющим сталям тип 41»»» Круги отрезные армированныепо бетону (камню, кирпичу) тип 41»»» Круги зачистные армированные тип 1 (прямой профиль)»»» Сегменты шлифовальные»»» Круги отрезные не армированные»»» Круги для заточки пил тип 3 (конический профиль) »»» Круги зачистные не армированные тип 1 (прямой профиль)»» Инструмент на гибкой основе»»» Наждачная бумага»»»» Наждачная бумага в рулонах»»»» Наждачная бумага в листах»»» Лепестковые круги КЛТ»»» Лепестковые круги КЛ»»» Лепестковые круги КЛО»»» Фибровые диски»»» Клетированные диски»»» Ленты бесконечные»»» Шлифблоки»» Паста ГОИ»» Вулканитовые круги»» Тигли» Измерительный инструмент»» Штангенциркули»» Измерительные приборы»» Калибры»»» Гладкие калибры-пробки»»» Резьбовые калибры-пробки и калибры-кольца для метрической основной М и мелкой резьбы Mf»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта UNC»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта UNF»»» Резьбовые калибры-пробки и калибры-кольца для трубной цилиндрической резьбы стандарта G»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта BSW»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта Rc и R»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта NPT»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта PG»»» Резьбовые калибры-пробки и калибры-кольца для трапециедальной резьбы стандарта Tr»» Концевые меры длины»» Линейки металлические»» Рулетки»» Угольники слесарные» Стальные клейма и инструменты для маркировки HEIDENPETER»» Серия GRAVUREM-S Standart ( стандартные требования, до 800 МПа)»» Серия CYRILLIC ALPHABET ( КИРИЛЛИЦА)»» Серия OVERSIZES ( высота > 16 мм)»» Серия GRAVUREM-№1 extra-extra ( маркировка нержавеющих сталей, защита от коррозии)»» Серия GRAVUREM-SPECIAL ( повышенная точность оттиска)»» Серия GRAVUREM-T ( контролируемая глубина оттиска)»» Серия GRAVUREM-RP ( точечные)»» Серия GRAVUREM-R ( бережная маркировка)»» ПУАНСОНЫ В НАБОРАХ С ДЕРЖАТЕЛЯМИ»» НУМЕРАЦИОННЫЕ ГОЛОВКИ серии "Compact Marker"»» РУЧНЫЕ ДЕРЖАТЕЛИ ДЛЯ СТАЛЬНЫХ КЛЕЙМ» Металлорежущий инструмент»» Сверла»»» Сверла с коническим хвостовиком Р6М5(HSS) ГОСТ 10903-77, DIN-345»»» Сверла с коническим хвостовиком HSSCo5 (Р6М5К5) ГОСТ 10903-77, DIN-345»»» Сверла с коническим хвостовиком длинные, ГОСТ 12121-77»»» Сверла с цилиндрическим хвостовиком Р6М5, HSS ГОСТ-10902, DIN-338»»» Сверла с цилиндрическим хвостовиком HSSCo5 (Р6М5К5) ГОСТ-10902, DIN-338»»» Сверла с цилиндрическим хвостовиком длинные ГОСТ 886-77, DIN-340»»» Сверла с цилиндрическим хвостовиком длинные HSSCo5 DIN-340»»» Cвёрла с цилиндрическим хвостовиком сверхдлинные для металла и нержавеющей стали»»» Сверла с цилиндрическим проточенным хвостовиком»»» Сверла для сварных точек с центральной вставкой по DIN-1897»»» Центровочные сверла тип "А" ГОСТ 14952-75, ТУ 2-3912-001, DIN 333»»» Центровочные сверла тип "NC" для станков с ЧПУ»»» Сверла монолитные твердосплавные с цилиндрическим хвостовиком ГОСТ 17274-71»»» Наборы сверл»»» Сверла для печатных плат»»» Ступенчатые сверла для листовых материалов»»» Сверла двухсторонние»» Метчики»»» Метчики с метрической (М) резьбой»»»» Метчики гаечные прямые и изогнутые»»»» Метчики машинно-ручные ГОСТ 3266-81»»»» Метчики ручные»»» Метчики с трубной цилиндрической (G) резьбой»»» Метчики с трубной конической (Rc) резьбой ГОСТ 6227-80»»» Метчики с дюймовой резьбой»»» Метчики с дюймовой конической (К) резьбой ГОСТ 6227-80»» Развертки»»» Развертки ручные»»» Развертки машинные»» Фрезы»»» Борфрезы»»» Фрезы дисковые отрезные ГОСТ 2679-93»»» Фрезы для пазов шпонок сегментных ГОСТ 6648-79»»» Фрезы концевые с коническим хвостовиком ГОСТ 170»»» Фрезы концевые с цилиндрическим хвостовиком ГОСТ 1702»»» Фрезы модульные»»» Фрезы монолитные (концевые и шпоночные)»»» Фрезы торцевые»»» Фрезы трехсторонние»»» Фрезы цилиндрические»»» Фрезы шпоночные»»» Фрезы червячные»»» Фрезы радиусные выпуклые и вогнутые»» Круглые плашки»»» М- метрическая резьба с основным ( крупным) шагом»»» Mf — метрическая резьба с мелким шагом»»» Плашки круглые коническая дюймовая (К) резьба ГОСТ 6228-80»»» Плашки круглые коническая трубная (Rc) резьба ГОСТ 6228-80»»» G — трубная цилиндрическая резьба»» Пластины твердосплавные»»» Напайные пластины»»» Сменные пластины»» Токарные резцы»»» Резцы отрезные ГОСТ 18884-73»»» Резцы подрезные отогнутые ГОСТ 18880-82»»» Резцы проходные отогнутые ГОСТ 18877-82»»» Резцы проходные прямые ГОСТ 18878-73»»» Резцы проходные упорные отогнутые ГОСТ 18879-73»»» Резцы проходные упорные прямые ГОСТ 18879-73»»» Резцы расточные ГОСТ 18882-73, ГОСТ 18883-73»»» Резцы резьбовые ГОСТ 18876-73»»» Канавочные резцы»»» Резцы левые» Алмазный инструмент и инструмент из СТМ»» Карандаши алмазные правящие»» Круги алмазные»» Бруски алмазные правящие»» Круги эльборовые»» Надфили алмазные»» Паста алмазная»» Сверла алмазные»» Сверла алмазные трубчатые»» Стеклорезы алмазные» Оснастка для электро-бензо-пневмоинструмента»» Оснастка для перфораторов»»» Буры для перфораторов SDS+»»» Буры для перфораторов SDSmax»»» Пики, долота, зубила, переходники для перфораторов »» Биты для шуруповертов»»» Биты, насадки, головки, держатели USH»»» Биты, насадки, головки, держатели ПРАКТИКА»» Коронки биметаллические»» Коронки твердосплавные»» Сверла по кирпичу и бетону твердосплавные»» Сверла по стеклу и кафелю»» Сверла по дереву»»» Перовые сверла по дереву»»» Сверла для мебельных стяжек»»» Сверло по дереву 3-х заходное»»» Сверло по дереву спиральное»»» Винтовое сверло по дереву»»» Сверла ФОРСТНЕРА»»» Сверла фрезерные»» Диски пильные с твердосплавными пластинками»» Диски алмазные»» Коронки алмазные»» Корщетки для дрелей и шлифмашинок»» Патроны и переходники для дрелей»» Пилки для электролобзиков»»» Пилки REBIR для электролобзиков »»» Пилки BOSCH для электролобзиков»»» Пилки ПРАКТИКА для электролобзиков»» Полировальные приспособления»» Аккумуляторы для электроинструмента»» Ножи для электрорубанков»» Наборы инструментов и приспособлений» Сварка и пайка»» Все для сварки»» Сварочные электроды»» Сварочная проволока»» Все для пайки» Слесарно-монтажный инструмент»» Головки сменные и приспособления к ним»» Зубила слесарные»» Кельмы»» Стамески, долота»» Клещи»» Ключи»»» Ключи динамометрические»»» Ключи комбинированные»»» Ключи накидные»»» Ключи разводные»»» Ключи рожковые»»» Ключи свечные»»» Ключи торцевые»»» Ключи трубные (КТРы)»»» Ключи шестигранные Г-образные»» Молотки и кувалды»» Наборы инструментов»» Топоры »» Надфили»» Напильники»»» Напильники квадратные»»» Напильники круглые»»» Напильники плоские»»» Напильники полукруглые»»» Напильники ромбические»»» Напильники трехгранные»»» Напильники для заточки цепей бензопил»» Ножевки по металлу»» Ножницы по металлу»» Отвертки»» Плоскогубцы, кусачки, и т. д.»» Струбцины»» Степлеры ручные и скобы к ним»» Пинцеты» Средства индивидуальной защиты» Станочная оснастка и приспособления»» Воротки для метчиков и плашек»» Станочные оправки тип 7711, тип 7616, тип 7626»» Втулки переходные тип 1751, тип 1761, тип 5361, тип 1655, тип 1676»» Цанги ER тип 7618»» Патроны для сверлильных станков»» Патроны токарные»» Резьбонарезные патроны и головки»» Тиски »» Центры вращения и упорные» Электро- и бензоинструмент» Ручной инструмент»» Степлеры ручные механические и скобы»» Различный ручной инструмент» Смазочные материалы Бренды» ANDRE абразивный инструмент» GRATTEC — инструменты для снятия заусенцев, фасок и шабрения поверхностей.» GRAVUREM MASUS стальные клейма»» КЛЕЙМА БУКВЕННЫЕ»» КЛЕЙМА ЦИФРОВЫЕ»» НАБОРЫ ПУАНСОНОВ С ДЕРЖАТЕЛЯМИ»» ГОЛОВКИ НУМЕРАЦИОННЫЕ серии "Compact Marker"»» ДЕРЖАТЕЛИ ДЛЯ КЛЕЙМ» FANAR металлорежущий инструмент»» Метчики»»» М, Mf- метрическая основная и метрическая мелкая резьба»»»» Машинные метчики»»»»» Серия MasterTAP»»»»» Серия 800»»»»» Серия 800X»»»»» Серия INOX (для обработки нержавеющих сталей)»»»»» Метчики для левой резьбы LH»»»»» Серия 1400»»»»» S-NC серия (для использования в станках с ЧПУ и ОЦ)»»»»» Серия FAN (для обработки сталей, нержавейки, чугуна)»»»»» Серия WGN ( метчики-раскатники)»»»»» Серия AL (для обработки алюминия)»»»»» Серия GAL (для обработки алюминиевых сплавов)»»»»» Серия Az (с шахматным расположением зубов)»»»»» Серия EL (сверхдлинные метчики для глубоких отверстий)»»»»» Серия FAN-Ni (для обработки никеля и жаропрочных сплавов на его основе)»»»»» Серия GG (для обработки чугуна)»»»»» Серия Ti (для обработки титана, никеля, бронзы, легированных и нержавеющих сталей)»»»»» Серия Ms (для обработки меди, бронзы, латуни)»»»»» Серия HRC 50 (для обработки материалов с твердостью до 50HRC)»»»» Машинно-ручные (машинные) однопроходные метчики»»»» Машинно-ручные ( ручные) комплектные метчики»»»»» HSS машинно-ручные ( ручные) комплектные метчики »»»»» INOX машинно-ручные ( ручные) комплектные метчики»»»»» HSS левые машинно-ручные ( ручные) комплектные метчики»»»»» HRC40 машинно-ручные ( ручные) комплектные метчики»»»» Гаечные метчики»»»» Комбинированные метчики-сверла»»»» Метчики-биты»»» G- трубная цилиндрическая резьба»»» UNC- унифицированная американская дюймовая резьба с крупным шагом»»» UNF- унифицированная американская дюймовая резьба с мелким шагом»»» BSW- дюймовая резьба Витуорта с крупным шагом»»» BSF- дюймовая резьба Уитворта с мелким шагом»»» NPT- дюймовая коническая резьба»»» Pg — трубопроводная резьба»»» Rc — трубная коническая резьба»»» Vg- вентильная резьба»» Сверла спиральные ц/х по нержавеющим сталям DIN-338 серия INOX»» Плашки круглые»»» М- метрическая основная и Mf- метрическая мелкая резьба»»»» Плашки круглые серия 800 правая метрическая резьба»»»» Плашки круглые серия 800 левая метрическая резьба»»»» Плашки круглые серии INOX (для обработки нержавеющих сталей) метрическая резьба»»» G- трубная цилиндрическая резьба »»»» Плашки круглые для трубной цилиндрической резьбы G cерия 800»»»» Плашки круглые для трубной цилиндрической резьбы G серия INOX (для обработки нержавеющих сталей)»»» Плашки круглые для американской унифицированной дюймовой резьбы UNC с крупным шагом»»» Плашки круглые для американской унифицированной дюймовой резьбы UNF с мелким шагом»»» Плашки круглые для дюймовой резьбы BSW ( дюймовая резьба Уитворта с крупным шагом)»»» Плашки круглые для дюймовой резьбы BSF ( дюймовая резьба Уитворта с мелким шагом)»»» NPT- американская коническая трубная резьба»»» Pg — трубопроводная резьба»»» R — трубная коническая резьба»»» Vg — вентильная резьба»» Воротки для метчиков и плашек»» Калибры»»» Гладкие калибры-пробки»»» Резьбовые калибры-пробки и калибры-кольца для метрической основной М и мелкой резьбы Mf»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта UNC»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта UNF»»» Резьбовые калибры-пробки и калибры-кольца для трубной цилиндрической резьбы стандарта G»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта BSW»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта Rc и R»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта NPT»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта PG»»» Резьбовые калибры-пробки и калибры-кольца для трапециедальной резьбы стандарта Tr»» Наборы резьбонарезного инструмента»» Станочная оснастка»» Твердосплавные фрезы»» Фрезы из быстрорежущей стали»» Зенковки с направляющей»» Зенковки»» Конические развертки 1:16» WIERTLA BAILDON сверла»» Сверла с к/х шлифованные HSS, NWKc, DIN 345»» Сверла с к/х по нержавеющей стали серии INOX »» Сверла с ц/х вальцованные HSS, светлые NWKa, DIN 338»» Сверла с ц/х шлифованные HSS, длинные , DIN 340»» Сверла с проточенным хвостовиком» TIVOLY металлорежущий инструмент»» Сверла по металлу средней серии»»» Универсальные сверла для малых диаметров ( < 2.
д.»» Струбцины»» Степлеры ручные и скобы к ним»» Пинцеты» Средства индивидуальной защиты» Станочная оснастка и приспособления»» Воротки для метчиков и плашек»» Станочные оправки тип 7711, тип 7616, тип 7626»» Втулки переходные тип 1751, тип 1761, тип 5361, тип 1655, тип 1676»» Цанги ER тип 7618»» Патроны для сверлильных станков»» Патроны токарные»» Резьбонарезные патроны и головки»» Тиски »» Центры вращения и упорные» Электро- и бензоинструмент» Ручной инструмент»» Степлеры ручные механические и скобы»» Различный ручной инструмент» Смазочные материалы Бренды» ANDRE абразивный инструмент» GRATTEC — инструменты для снятия заусенцев, фасок и шабрения поверхностей.» GRAVUREM MASUS стальные клейма»» КЛЕЙМА БУКВЕННЫЕ»» КЛЕЙМА ЦИФРОВЫЕ»» НАБОРЫ ПУАНСОНОВ С ДЕРЖАТЕЛЯМИ»» ГОЛОВКИ НУМЕРАЦИОННЫЕ серии "Compact Marker"»» ДЕРЖАТЕЛИ ДЛЯ КЛЕЙМ» FANAR металлорежущий инструмент»» Метчики»»» М, Mf- метрическая основная и метрическая мелкая резьба»»»» Машинные метчики»»»»» Серия MasterTAP»»»»» Серия 800»»»»» Серия 800X»»»»» Серия INOX (для обработки нержавеющих сталей)»»»»» Метчики для левой резьбы LH»»»»» Серия 1400»»»»» S-NC серия (для использования в станках с ЧПУ и ОЦ)»»»»» Серия FAN (для обработки сталей, нержавейки, чугуна)»»»»» Серия WGN ( метчики-раскатники)»»»»» Серия AL (для обработки алюминия)»»»»» Серия GAL (для обработки алюминиевых сплавов)»»»»» Серия Az (с шахматным расположением зубов)»»»»» Серия EL (сверхдлинные метчики для глубоких отверстий)»»»»» Серия FAN-Ni (для обработки никеля и жаропрочных сплавов на его основе)»»»»» Серия GG (для обработки чугуна)»»»»» Серия Ti (для обработки титана, никеля, бронзы, легированных и нержавеющих сталей)»»»»» Серия Ms (для обработки меди, бронзы, латуни)»»»»» Серия HRC 50 (для обработки материалов с твердостью до 50HRC)»»»» Машинно-ручные (машинные) однопроходные метчики»»»» Машинно-ручные ( ручные) комплектные метчики»»»»» HSS машинно-ручные ( ручные) комплектные метчики »»»»» INOX машинно-ручные ( ручные) комплектные метчики»»»»» HSS левые машинно-ручные ( ручные) комплектные метчики»»»»» HRC40 машинно-ручные ( ручные) комплектные метчики»»»» Гаечные метчики»»»» Комбинированные метчики-сверла»»»» Метчики-биты»»» G- трубная цилиндрическая резьба»»» UNC- унифицированная американская дюймовая резьба с крупным шагом»»» UNF- унифицированная американская дюймовая резьба с мелким шагом»»» BSW- дюймовая резьба Витуорта с крупным шагом»»» BSF- дюймовая резьба Уитворта с мелким шагом»»» NPT- дюймовая коническая резьба»»» Pg — трубопроводная резьба»»» Rc — трубная коническая резьба»»» Vg- вентильная резьба»» Сверла спиральные ц/х по нержавеющим сталям DIN-338 серия INOX»» Плашки круглые»»» М- метрическая основная и Mf- метрическая мелкая резьба»»»» Плашки круглые серия 800 правая метрическая резьба»»»» Плашки круглые серия 800 левая метрическая резьба»»»» Плашки круглые серии INOX (для обработки нержавеющих сталей) метрическая резьба»»» G- трубная цилиндрическая резьба »»»» Плашки круглые для трубной цилиндрической резьбы G cерия 800»»»» Плашки круглые для трубной цилиндрической резьбы G серия INOX (для обработки нержавеющих сталей)»»» Плашки круглые для американской унифицированной дюймовой резьбы UNC с крупным шагом»»» Плашки круглые для американской унифицированной дюймовой резьбы UNF с мелким шагом»»» Плашки круглые для дюймовой резьбы BSW ( дюймовая резьба Уитворта с крупным шагом)»»» Плашки круглые для дюймовой резьбы BSF ( дюймовая резьба Уитворта с мелким шагом)»»» NPT- американская коническая трубная резьба»»» Pg — трубопроводная резьба»»» R — трубная коническая резьба»»» Vg — вентильная резьба»» Воротки для метчиков и плашек»» Калибры»»» Гладкие калибры-пробки»»» Резьбовые калибры-пробки и калибры-кольца для метрической основной М и мелкой резьбы Mf»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта UNC»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта UNF»»» Резьбовые калибры-пробки и калибры-кольца для трубной цилиндрической резьбы стандарта G»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта BSW»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта Rc и R»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта NPT»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта PG»»» Резьбовые калибры-пробки и калибры-кольца для трапециедальной резьбы стандарта Tr»» Наборы резьбонарезного инструмента»» Станочная оснастка»» Твердосплавные фрезы»» Фрезы из быстрорежущей стали»» Зенковки с направляющей»» Зенковки»» Конические развертки 1:16» WIERTLA BAILDON сверла»» Сверла с к/х шлифованные HSS, NWKc, DIN 345»» Сверла с к/х по нержавеющей стали серии INOX »» Сверла с ц/х вальцованные HSS, светлые NWKa, DIN 338»» Сверла с ц/х шлифованные HSS, длинные , DIN 340»» Сверла с проточенным хвостовиком» TIVOLY металлорежущий инструмент»» Сверла по металлу средней серии»»» Универсальные сверла для малых диаметров ( < 2. 5 мм)»»» Сверла c ц/х по металлу серия "FURIUS"»»» Сверла c ц/х по металлу серия "T"»»» Сверла с ц/х проточенным хвостовиком»» Сверла по металлу экстрадлинной серии»» Метчики машинные HSS»» Метчики сверхдлинной серии»» Зенковки с цилиндрическим хвостовиком»» Воротки для плашек» ZPS-FN — осевой металлорежущий инструмент»» Метчики машинные»»» Метчики машинные P-K-N»»» Метчики машинные серия UNI P-M-K-N»»» Метчики машинные серия -M- ( для нержавеющей стали)»» Сверла»»» Сверла спиральные с цилиндрическим хвостовиком DIN 338 HSSCo5»»» Сверла спиральные с цилиндрическим хвостовиком DIN 338 HSS»»» Сверла спиральные с цилиндрическим хвостовиком DIN 340 длинная серия HSSCo5»»» Сверла спиральные с цилиндрическим хвостовиком DIN 340 длинная серия HSS»»» Сверла спиральные с цилиндрическим хвостовиком с направляющей (для сварных точек)»»» Сверла спиральные с цилиндрическим хвостовиком DIN 1869 сверхдлинной серии HSS»»» Сверла спиральные с цилиндрическим хвостовиком DIN 1869 сверхдлинной серии HSSCo5»»» Сверла спиральные с коническим хвостовиком HSS, DIN 345»»» Сверла спиральные с коническим хвостовиком HSSCo5, DIN 345»»» Центровочные сверла тип "А"»»» Центровочные сверла тип "NC"»» Плашки круглые»»» Плашки круглые HSS метрическая резьба P-K-N»»» Плашки круглые HSSCo5 метрическая резьба P-K-M-N»» Фрезы»»» Фрезы концевые быстрорежущие HSSCo8»»» Фрезы концевые твёрдосплавные VHM»» Зенковки конические с цилиндрическим хвостовиком» NAREX Zdanice»» Метчики»»» M, Mf- метчики для метрической резьбы»»»» Машинные метчики»»»» Ручные метчики»»»» Гаечные метчики»»» G- метчики для трубной цилиндрической резьбы»»» UNC — метчики для дюймовой резьбы с крупным шагом»»» UNF — метчики для дюймовой резьбы с мелким шагом
5 мм)»»» Сверла c ц/х по металлу серия "FURIUS"»»» Сверла c ц/х по металлу серия "T"»»» Сверла с ц/х проточенным хвостовиком»» Сверла по металлу экстрадлинной серии»» Метчики машинные HSS»» Метчики сверхдлинной серии»» Зенковки с цилиндрическим хвостовиком»» Воротки для плашек» ZPS-FN — осевой металлорежущий инструмент»» Метчики машинные»»» Метчики машинные P-K-N»»» Метчики машинные серия UNI P-M-K-N»»» Метчики машинные серия -M- ( для нержавеющей стали)»» Сверла»»» Сверла спиральные с цилиндрическим хвостовиком DIN 338 HSSCo5»»» Сверла спиральные с цилиндрическим хвостовиком DIN 338 HSS»»» Сверла спиральные с цилиндрическим хвостовиком DIN 340 длинная серия HSSCo5»»» Сверла спиральные с цилиндрическим хвостовиком DIN 340 длинная серия HSS»»» Сверла спиральные с цилиндрическим хвостовиком с направляющей (для сварных точек)»»» Сверла спиральные с цилиндрическим хвостовиком DIN 1869 сверхдлинной серии HSS»»» Сверла спиральные с цилиндрическим хвостовиком DIN 1869 сверхдлинной серии HSSCo5»»» Сверла спиральные с коническим хвостовиком HSS, DIN 345»»» Сверла спиральные с коническим хвостовиком HSSCo5, DIN 345»»» Центровочные сверла тип "А"»»» Центровочные сверла тип "NC"»» Плашки круглые»»» Плашки круглые HSS метрическая резьба P-K-N»»» Плашки круглые HSSCo5 метрическая резьба P-K-M-N»» Фрезы»»» Фрезы концевые быстрорежущие HSSCo8»»» Фрезы концевые твёрдосплавные VHM»» Зенковки конические с цилиндрическим хвостовиком» NAREX Zdanice»» Метчики»»» M, Mf- метчики для метрической резьбы»»»» Машинные метчики»»»» Ручные метчики»»»» Гаечные метчики»»» G- метчики для трубной цилиндрической резьбы»»» UNC — метчики для дюймовой резьбы с крупным шагом»»» UNF — метчики для дюймовой резьбы с мелким шагом
Производитель:
ВсеABRABOROANDRE abrasive articlesAPX TechnologieASKAYNAK, ТурцияBISON-BIALBOSCHESABFANARFELO, ГерманияGLOBUS, ПольшаGRATTECHavera, ГерманияHeidenpeterHeller, ГерманияIZAR, ИспанияKARNASCHKEMMLERKULLENMP-SNAREX ZdaniceNOOK, ЛатвияOregonParitet, ЛатвияPFERDREBIR, ЛатвияSAIT, ИталияTaerosol OYTITEX+, ГерманияTIVOLYUSHWiertla BaildonWILPU, ГерманияYG-1ZM-KOLNOZPS-FNБАЗ (Белгород)БелоруссияБуревестник (Гатчина)ВМПАВТОГерманияЕСАБ-СВЭЛ (СПб)Каменец-ПодольскийКитайКМЗ (Копейск)КОМЗ (Каменск)КРИН (Киров)ЛАЗ (Луга)Межгосметиз (Мценск)МЕТАЛЛИСТ (Глазов)НИЗ (Новосибирск)ПМ (Рязань)ПРАКТИКАРоссияСеверсталь(Череповец)Северсталь-метиз(Орел)СМИ (Арефино)СПРИНТ (Москва)СтИЗСЭЗ (Сычевка)тестТруд (Вача)ЧИЗ (Челябинск)
Новинка:
Всенетда
Спецпредложение:
Всенетда
Результатов на странице:
5203550658095
Различные типы резьбовых метчиков — подробное руководство
Существует множество различных типов метчиков, которые можно использовать для нарезания внутренней резьбы в металле, но знаете ли вы, как выбрать эти разные типы метчиков для разных применений? А что еще поможет выбрать подходящий метчик для работы нарезки? Эта статья однозначно поможет вам ответить на следующие вопросы:
- Что такое метчик с резьбой?
- Какие бывают типы резьбовых метчиков?
- 1, Метчики с прямой канавкой
- 2, Метчики со спиральной канавкой
- 3, Спиральные метчики
- 4, формирование метчиков
- Материалы Thread Tap
- 1, метчики HSS
- 2, карбидные метчики
- 3.
 Метчики из карбида в сравнении с метчиками из быстрорежущей стали
Метчики из карбида в сравнении с метчиками из быстрорежущей стали - Размер метчика резьбы
- Таблица допусков метчиков резьбы
- Покрытия для резьбовых метчиков
- Как правильно обслуживать метчики с резьбой?
Что такое метчик с резьбой?
Определение метчика резьбы:
Метчик — это нарезной инструмент для обработки внутренней резьбы с канавками в осевом направлении. Также называется метчиком. Метчики резьбы используются для нарезания резьбы по металлу различной средней и малой внутренней резьбы.
Большинство метчиков с резьбой изготавливаются из быстрорежущей стали или карбида и используются для обработки различных металлов. Инструменты для нарезания резьбы имеют простую конструкцию и удобны в использовании, им можно управлять вручную или на машинный метчик.
Для изготовления внутренней резьбы малого диаметра метчик является практически единственным обрабатывающим инструментом.
Нарезание резьбы по металлу — это относительно сложный процесс обработки, поскольку метчик почти утоплен в заготовке для нарезания. Его обрабатывающая нагрузка на зуб более значительна, чем у других инструментов. Поверхность контакта метчика с заготовкой по резьбе огромна. При нарезании резьбы она должна содержать и исключать стружку. Поэтому можно сказать, что кран работает в очень суровых условиях.
Какие бывают типы резьбовых метчиков?
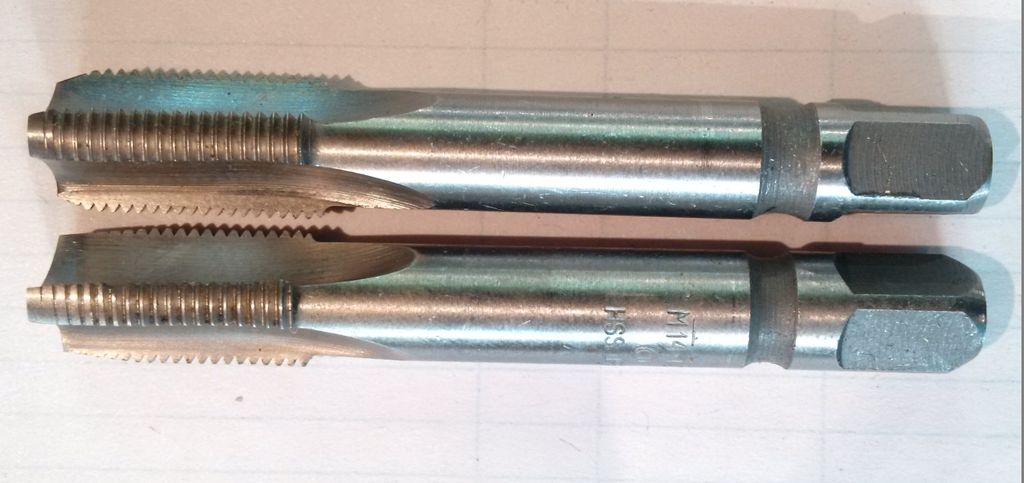
По другому драйву: метчики ручные и машинные.
- Метчики машинные обычно относятся к метчикам из быстрорежущей стали с высокой точностью изготовления. Метчики подходят для нарезания резьбы на станках;
- Ручные метчики относятся к метчикам для накатки (или резцов) из углеродистой инструментальной стали или легированной инструментальной стали, подходящим для ручного нарезания резьбы.
По способу обработки: метчики для нарезания резьбы и метчики для формования.
По потокам, которые будут обрабатываться: метчики с метрической резьбой, метчики с метрической мелкой резьбой и метчики с трубной резьбой.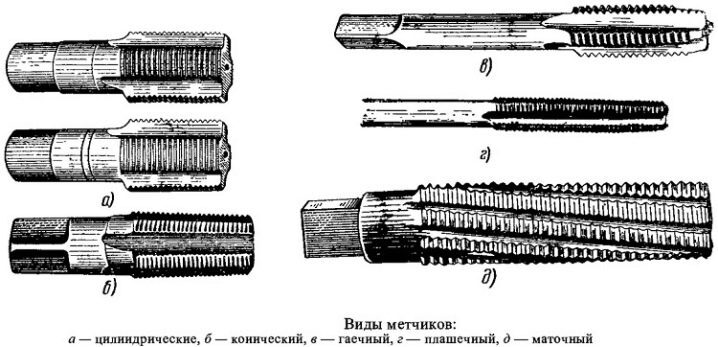
По форме он делится на метчики с прямой канавкой, метчики со спиральными канавкамии метчики спиральные.
По стандартам: Метчики DIN, ISO, JIS и ANSI.
По материалам: обычные метчики из быстрорежущей стали, кобальтовые и твердосплавные метчики.
В этой статье, Хейго более подробно расскажет о следующих типах метчиков с резьбой: метчики с прямой канавкой, метчики со спиральной канавкой, метчики со спиральным концом и метчики для формования.
1, Метчики с прямой канавкой
Метчики с прямой канавкой являются наиболее часто используемым типом метчиков. Прямые метчики изготавливаются из материалов высокой твердости, таких как быстрорежущая сталь и твердый сплав. Метчики с прямой канавкой могут иметь 2, 4 или 6 зубьев в режущем конусе. Скорость резания ниже. Метчик с длинным хвостовиком и прямой канавкой используется для сквозных отверстий, а метчик с прямым хвостовиком — для глухих отверстий.
Преимущество метчиков с прямой канавкой:
- Метчиками с прямой канавкой легко нарезать металлическую резьбу, но они имеют немного меньшую точность и большую производительность.
- Метчики с прямой канавкой широко используются в обрабатывающей промышленности благодаря удобству обработки, низкой цене и надежной универсальности.
Недостатки метчиков с прямой канавкой:
Сильная универсальность означает слабую актуальность. Поэтому метчики с прямыми канавками не подходят для нарезания резьбы по пластиковым материалам с высокой пластичностью (например, нержавеющей стали, титановым сплавам и т. Д.). Важно отметить, что это не рекомендуется, когда глубина резьбы такого материала превышает диаметр в два раза.
Метчики с прямой канавкой Применение:
- Метчики с прямой канавкой широко используются для нарезания внутренней резьбы обычных токарных, сверлильных и нарезных станков.
- Метчик с прямой канавкой обладает максимальной универсальностью и максимальной жесткостью.
 Следовательно, метчики с прямой канавкой обычно предпочтительны при нарезании резьбы по металлу с более высокой твердостью (например, для нарезания резьбы из закаленной стали выше 40HRC) и частиц порошка (например, для нарезания резьбы чугуна и литого алюминия).
Следовательно, метчики с прямой канавкой обычно предпочтительны при нарезании резьбы по металлу с более высокой твердостью (например, для нарезания резьбы из закаленной стали выше 40HRC) и частиц порошка (например, для нарезания резьбы чугуна и литого алюминия). - Независимо от сквозного или глухого отверстия, можно обрабатывать металл и неметалл, стандартную сталь и различные цветные металлы.
Метчики для прямой флейты Heygo
2, метчики со спиральной канавкой
Метчики со спиральной канавкой в основном используются для сверления глухих отверстий в CNC-обработка центры. Метчики со спиральной канавкой подразделяются на метчики со спиральной канавкой слева, а метчики с правой спиральной канавкой в основном разработаны для нарезания резьбы с глубокими отверстиями. Под «глубоким отверстием» здесь понимается резьбовое отверстие с отношением глубины к диаметру> 2. В зависимости от условий работы используются разные углы спирали. Обычные — 15 ° и 42 ° правые.
Обычные — 15 ° и 42 ° правые.
Преимущества метчиков со спиральной канавкой:
- Длительный срок службы: По сравнению с обычными метчиками с прямыми канавками срок службы метчиков со спиральными канавками может быть увеличен на 30% ~ 50%, а у некоторых — до 2 раз. Это связано с тем, что стружка быстро выводится вместе с метчиком спиральной канавки во время нарезания резьбы и не блокируется в канавке и не выводится. Существует несколько явлений выкрашивания и поломки, что увеличивает срок службы.
- Высокая эффективность и низкая стоимость: Для нарезания металлической резьбы в труднообрабатываемых материалах, таких как нарезание глухих отверстий и нарезание резьбы в нержавеющей стали, конструкционной легированной стали и различных цветных металлах, с помощью метчиков со спиральными канавками, необходимо использовать только один метчик для обработки, и не нужно использовать сгруппированные отводы для обработки.
- При нарезании внутренней резьбы нет необходимости многократно продвигать и отводить метчик для удаления стружки, что повышает эффективность нарезания резьбы и экономит материалы из быстрорежущей стали, используемые для изготовления метчиков, а также снижает стоимость.
- Соответствующие условия охлаждения и смазки: Поскольку металлическая стружка может автоматически удаляться вместе со спиральной канавкой, ее нелегко заблокировать, потребности в охлаждении и смазке во время резки улучшаются, а тепловыделение режущей части метчика снижается. Это также увеличивает срок службы крана.
- Гладкая резка, легко застегивается, низкая шероховатость
- Малый крутящий момент: Благодаря плавному удалению стружки стружка не блокируется в узкой канавке для стружки, а наличие угла наклона спирали увеличивает фактическую работу.
- Угол, поэтому крутящий момент небольшой, обычно примерно на 30% меньше, чем у метчика с прямой канавкой.
Недостатки метчиков со спиральной канавкой:
Метчики со спиральной канавкой не подходят для нарезания крупногабаритной резьбы. При нарезании резьбы большого размера, особенно материалов с высокой прочностью на разрыв, крутящий момент, необходимый для использования метчиков со спиральной канавкой, будет огромным.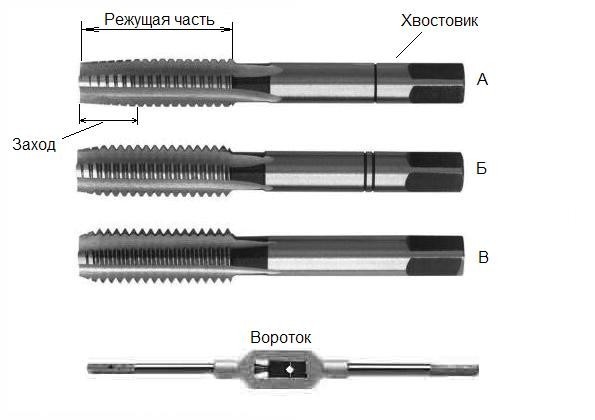 Такой огромный крутящий момент может легко привести к разрушению или даже поломке крана. Поэтому обычно используемые метчики со спиральной канавкой находятся в диапазоне от M3 до M36.
Такой огромный крутящий момент может легко привести к разрушению или даже поломке крана. Поэтому обычно используемые метчики со спиральной канавкой находятся в диапазоне от M3 до M36.
Применение метчиков со спиральной канавкой:
- Вообще говоря, метчики со спиральными канавками — это почти лучший выбор для нарезания резьбы глухих отверстий в гибких и пластичных материалах с длинной стружкой (например, нарезание резьбы в нержавеющей стали). Основное внимание здесь уделяется нарезанию резьбы малого и среднего размера (≤M36).
- Метчики со спиральной канавкой больше подходят для обработки резьбы без сквозных отверстий (также называемой глухими отверстиями), а стружка во время обработки выводится вверх. Фактический передний угол резания метчика будет увеличиваться по мере увеличения угла наклона спирали из-за угла наклона спирали.
- Опыт подсказывает: для обработки материалов с более высокой твердостью угол наклона спирали должен быть меньше, обычно около 30 градусов, чтобы обеспечить жесткость и продлить срок службы метчика.

- Для обработки цветных металлов, таких как медь, алюминий, магний и цинк, которые являются не очень твердыми материалами, угол наклона спирали должен быть более широким, около 45 градусов, а резка более острой, подходящее удаление стружки.
Метчики Heygo со спиральной флейтой
3, метчики со спиральным концом
Метчики спиральные также называются концевыми метчиками, характеризующимися открытием клиновидной канавки на головке метчика с прямой канавкой, изменением формы режущего конуса, и стружка выводится вперед нарезкой. Подходит для нарезания резьбы сквозных отверстий и глубокой резьбы.
Преимущества метчиков спирально-точечных:
- Машинные метчики со спиральным острием имеют высокую скорость резания, стандартный размер и четкий рисунок зубьев.
- Метчики со спиральным острием имеют преимущества высокой прочности, длительного срока службы, высокой скорости резания, стандартного размера, четкого рисунка зубьев (отличные зубья) и т.
 Д.
Д. - Чипсы не так легко спутываются
- Высокая прочность на изгиб
- Хорошая режущая способность
Применение спиральных метчиков:
- Эффект нарезания резьбы в цветных металлах, нержавеющей стали и черных металлах идеален, и метчики со спиральным острием следует предпочтительно использовать для резьбы сквозных отверстий.
- При обработке резьбы стружка отводится вперед, и для сквозной резьбы следует предпочтительно использовать метчик с наконечником.
- Чипсы быстро образуют скрученные материалы
Хейго Спиральные метчики
4, формирование метчиков
Метчики-формовочные метчики — это разновидность технологии обработки без стружки, в которой для обработки внутренней резьбы используется обработка металлов давлением, называемая метчиками для винтов.
В отличие от трех вышеперечисленных метчиков, метод нарезания резьбы метчиками заключается в выдавливании формы внутренней резьбы забоя за счет пластической деформации самого материала. Следовательно, целевой обрабатывающий материал не может быть слишком твердым.
Следовательно, целевой обрабатывающий материал не может быть слишком твердым.
Преимущество формовочных метчиков:
- Резьба, выдавливаемая формовочным метчиком, имеет гладкую поверхность, хорошую точность, износостойкость, сопротивление разрыву и высокую прочность. Он широко используется в электронной и пластмассовой промышленности.
- Чипы не генерируются, поэтому можно устранить 90% проблем обработки.
- Резьбовые отверстия, обработанные методом экструзионного формования, обладают высокой прочностью на растяжение и сдвиг, а также хорошей шероховатостью обработанной поверхности.
Недостатки метчиков-формовщиков:
Поскольку это экструзионное формование, на верхней части обработанной внутренней резьбы есть мелкие канавки, поэтому он не подходит для видов работ, требующих высокой герметичности.
Применение формовочных метчиков:
- Подходит для обработки материалов с меньшей прочностью, таких как нарезание резьбы из алюминиевого сплава,
- Материалы с правильной пластичностью (алюминиевый сплав, медные детали, низкоуглеродистая и среднеуглеродистая сталь)
- Нарезание глухих и сквозных отверстий
Материалы Thread Tap
Обычно используемые материалы для метчиков — это различные быстрорежущие стали (HSS) и твердые сплавы. Его твердость варьируется в зависимости от материала: обычная быстрорежущая сталь: 62 ~ 64HRC, кобальтсодержащая быстрорежущая сталь: 67 ~ 68HRC и твердый сплав: 69 ~ 79HRC.
Его твердость варьируется в зависимости от материала: обычная быстрорежущая сталь: 62 ~ 64HRC, кобальтсодержащая быстрорежущая сталь: 67 ~ 68HRC и твердый сплав: 69 ~ 79HRC.
Подобно твердосплавным инструментам, постепенно заменяющим инструменты из быстрорежущей стали при токарной обработке с ЧПУ, твердосплавные метчики также начали все больше использоваться для обработки резьбовых отверстий.
По сравнению с метчиками из быстрорежущей стали твердосплавные метчики имеют более высокую твердость и большую хрупкость. Для нарезания резьбы используйте твердосплавные метчики. Проблема с удалением стружки. Тем не менее, метчики из цементированного карбида очень полезны для нарезания резьбы в чугуне и материалах из алюминиевых сплавов, и основной формой повреждения метчиков является механический износ.
В автомобильной промышленности многие детали из чугуна и алюминиевых сплавов, твердосплавные метчики используются для увеличения срока службы инструмента. При обработке деталей из этих материалов твердосплавные метчики имеют более длительный срок службы, чем метчики из быстрорежущей стали, в автомобильной промышленности сокращение времени смены инструмента при проталкивании проволоки является существенным фактором, а длительный срок службы метчиков из твердосплавной проволоки минимизирует время смены инструмента.
1, метчики HSS
Быстрорежущая сталь (HSS) — более популярный материал для изготовления метчиков. Хотя метчики из быстрорежущей стали имеют недостатки, связанные с высокой температурой и вибрацией, они все же могут сохранять свою целостность во время нарезания резьбы. Существуют различные виды быстрорежущей стали с разной твердостью.
По разным материалам, обычная быстрорежущая сталь: 62 ~ 64HRC, кобальтсодержащая быстрорежущая сталь: 67 ~ 68HRC, но основные «компоненты» включают высокоуглеродистую инструментальную сталь, вольфрам, хром, ванадий и железо.
Метчик HSS лучше всего подходит для проникновения в относительно мягкие металлы, такие как легированная сталь, чугун, медь, магний
Для нарезания внутренней резьбы в чугуне или других пластичных материалах можно использовать HSS с нитридно-оксидной обработкой, которая помогает предотвратить износ метчика. Другие покрытия, такие как нитрид титана (или нитрид алюминия-титана), также могут повысить долговечность метчика.
Метчики для резьбы Heygo HSS
2, карбидные метчики
Цементированный карбид намного плотнее быстрорежущей стали и обладает высокой сопротивляемостью трению и жаропрочности.
Несмотря на устойчивость к абразивным материалам, твердый карбид, как и другие материалы для метчиков, имеет тенденцию становиться хрупким и не выдерживает вибрации. Поэтому твердосплавные метчики следует использовать только с современным высокоскоростным режущим оборудованием с минимальной вибрацией во время работы.
Твердосплавные метчики могут обрабатывать множество различных материалов, таких как нарезание резьбы из легированной стали, алюминия, латуни, углеродистой стали, чугуна, меди, закаленной стали, инконеля, никеля (и другого твердого сплава), спеченного материала, нержавеющей стали и титана. .
3. Метчики из карбида в сравнении с метчиками из быстрорежущей стали
- Метчик из твердого сплава дороже метчика из быстрорежущей стали,
- Метчики из цементированного карбида обладают сверхпрочностью.

- Острая режущая кромка метчиков из твердого сплава длиннее, чем у метчиков из быстрорежущей стали.
- Использование твердосплавных метчиков означает, что вам понадобится меньше метчиков и меньше времени на замену метчиков.
- Выдерживают гораздо более высокие температуры, чем HSS.
- Он работает с более высокой скоростью резания, чем HSS.
- Обеспечивает более чистые и гладкие края, чем HSS.
Thread Размер метчика
Технические характеристики размеров резьбовых метчиков включают метчики с метрической и дюймовой резьбой. Например, метрические метчики M8 * 1.2, где M — код треугольной резьбы, 8 — диаметр метчика, а 1.2 — шаг метчика в мм. Например, для дюймового метчика 5 / 16-18 диаметр метчика составляет 5/16 дюйма, а 18 за ним означает, что в 18 дюйме 1 резьбы.
Вы можете найти больше таблиц размеров резьбовых метчиков:
| Размер крана | Базовый майор диаметр (мм) | Основной основной диаметр (Дюйм) | мм на резьбу | Размер сверла (Мкм) | Размер сверла (Дюйм) |
| M1. 6 х 0.35 | 1,6мм | .0630 | .35 | 1,25мм | #55 |
| M2 х 0.4 | 2мм | .0787 | .4 | 1,6мм | #52 |
| M2.5 х 0.45 | 2,5мм | .0984 | .45 | 2,05мм | #46 |
| M3 х 0.5 | 3мм | .1181 | .5 | 2,5мм | #39 |
| M3.5 х 0.6 | 3,5мм | .1378 | .6 | 2,9мм | #32 |
| M4 х 0.7 | 4мм | .1575 | .7 | 3,3мм | #30 |
| M5 х 0.8 | 5мм | .1969 | .8 | 4,2мм | #19 |
| M6 х 1 | 6мм | .2362 | 1 | 5мм | #8 |
| M8 х 1.25 | 8мм | .3150 | 1.25 | 6,8мм | H |
| M8 х 1 | 8мм | .3150 | 1 | 7мм | J |
| M10 х 1.5 | 10мм | .3937 | 1.5 | 8,5мм | R |
| M10 х 1.25 | 10мм | . 3937 | 1.25 | 8,8мм | 11/32 |
| M12 х 1.75 | 12мм | .4724 | 1.75 | 10,2мм | 13/32 |
| M12 х 1.25 | 12мм | .4724 | 1.25 | 10,8мм | 27/64 |
| M14 х 2 | 14мм | .5512 | 2 | 12мм | 15/32 |
| M14 х 1.5 | 14мм | .5512 | 1.5 | 12,5мм | 1/2 |
| M16 х 2 | 16мм | .6299 | 2 | 14мм | 35/64 |
| M16 х 1.5 | 16мм | .6299 | 1.5 | 14,5мм | 37/64 |
| M18 х 2.5 | 18мм | .7087 | 2.5 | 15,5мм | 39/64 |
| M18 х 1.5 | 18мм | .7087 | 1.5 | 16,5мм | 21/32 |
| M20 х 2.5 | 20мм | .7874 | 2.5 | 17,5мм | 11/16 |
| M20 х 1.5 | 20мм | .7874 | 1.5 | 18,5мм | 47/64 |
M22 х 2. 5 5 | 22мм | .8661 | 2.5 | 19,5мм | 49/64 |
| M22 х 1.5 | 22мм | .8661 | 1.5 | 20,5мм | 13/16 |
| M24 х 3 | 24мм | .9449 | 3 | 21мм | 53/64 |
| M24 х 2 | 24мм | .9449 | 2 | 22мм | 7/8 |
| M27 х 3 | 27мм | 1.0630 | 3 | 24мм | 15/16 |
| M27 х 2 | 27мм | 1.0630 | 2 | 25мм | 1 |
Таблица допусков метчиков резьбы
Метчики машинные обозначены кодом поля допуска диаметра деления: h2, h3 и h4 соответственно указывают на различные положения зоны допуска, но значения допуска равны. Код зоны допуска ручных метчиков — h5, значение допуска, шаг и угловая погрешность больше, чем у машинных метчиков, а материал, термообработка и производственный процесс не так хороши, как у машинных метчиков. h5 не может быть помечен как требуемый. Классы зоны допуска внутренней резьбы, которые могут быть обработаны зоной допуска шага метчика, следующие:
Классы зоны допуска внутренней резьбы, которые могут быть обработаны зоной допуска шага метчика, следующие:
Код зоны допуска метчика применяется к классу зоны допуска внутренней резьбы:
| Код допуска Tap | Код допуска внутренней резьбы |
| h2 | 4H, 5H |
| h3 | 5 г, 6 ч |
| h4 | 6Г, 7Ч, 7Г |
| h5 | 6H, 7H |
Таблица допусков крана
Покрытия для резьбовых метчиков
Большинство из производители резьбовых метчиков выпускаем метчики с покрытием, которые значительно увеличили срок службы, и режем метчики без покрытия. Метчики неодинакового диаметра имеют разумное распределение режущей нагрузки, высокое качество обработки, но высокую стоимость изготовления.
Упомянутая выше геометрия метчика в сочетании с уникальной поверхностью покрытия (например, TiN, TiCN, CrN или TiAlN) может значительно увеличить срок службы метчика.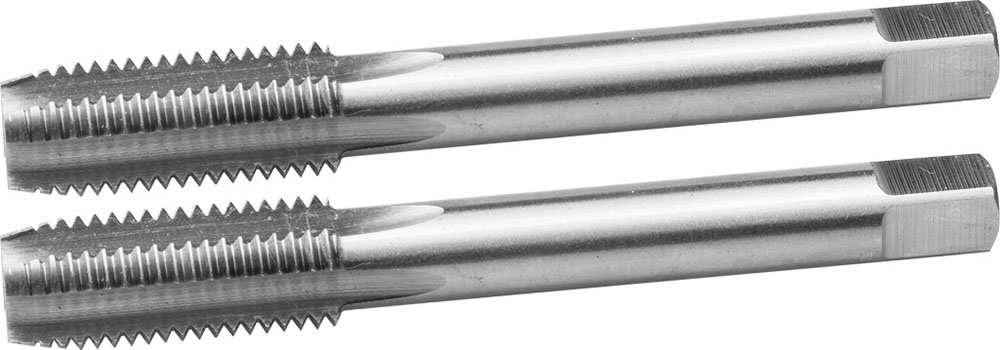 Эти термостойкие гладкие покрытия снижают усилия резания и позволяют нарезать резьбу на более высоких скоростях. Разработка новых высокопроизводительных метчиков резко увеличила скорость и мощность шпинделей станков.
Эти термостойкие гладкие покрытия снижают усилия резания и позволяют нарезать резьбу на более высоких скоростях. Разработка новых высокопроизводительных метчиков резко увеличила скорость и мощность шпинделей станков.
1, TiCN (нитрид углерода титана)-сине-серый, покрытие PVD, покрытие многослойное с слоистой структурой. Метчики с покрытием из TiCN обычно используются для нарезания резьбы по труднообрабатываемым материалам, например, для нарезания резьбы в закаленной и отпущенной стали, износостойкой стали и т. Д.
2, TiAlN (нитрид титана и алюминия) -Внешний вид фиолетовый и черный. Также используется технология PVD. Метчики с покрытием TiAlN в основном используются для нарезания резьбы по металлу в отливках, например, для нарезания резьбы в чугуне и литом алюминии, износостойких материалах, а общая охлаждающая способность при высокой температуре и высокой скорости резания не является хорошей. Это покрытие — лучший выбор;
3, TiN (нитрид титана)-золотистый внешний вид, использование процесса PVD-покрытия, простота изготовления, низкая стоимость, широкий диапазон применения, как правило, может увеличить срок службы крана примерно на 300%. Метчики с резьбой TiN также обеспечивают дополнительную стойкость к тепловому повреждению и уменьшают трение в головке метчика, что обеспечивает высокую смазывающую способность и увеличивает отвод стружки в более мягких материалах.
Метчики с резьбой TiN также обеспечивают дополнительную стойкость к тепловому повреждению и уменьшают трение в головке метчика, что обеспечивает высокую смазывающую способность и увеличивает отвод стружки в более мягких материалах.
4, Vap (испарение)— высокотемпературная окислительная обработка, то есть кран помещается в высокотемпературный водяной пар 530 ℃ для образования черного Fe3O4 на поверхности крана. Основная функция — абсорбция смазочно-охлаждающей жидкости для увеличения смазывающей способности и предотвращения резания. Образование и адгезия конкреций имеет широкий спектр применения, особенно при выпуске резьбы из сталей средней и низкой прочности. Эффект особенно значителен;
5, CH (аморфный углерод)-Аморфный углерод похож на алмаз. Внешний вид темно-серый. При использовании процесса PVD толщина покрытия составляет 1-2 мкм, а твердость составляет около 2500HV. В основном используется для нарезки резьбы по цветным металлам и алюминию и материалам из его сплавов.
Как правильно обслуживать метчики с резьбой?
1. При нарезании резьбы на торцевом отверстии должна быть снята фаска; метчик должен быть соосен отверстию в заготовке; В начале нарезания резьбы следует прикладывать осевое давление, чтобы метчик врезался. После нескольких оборотов осевое усилие не требуется.
2. После калибровки часть метчика попадает в отверстие под винт. Каждые пол-оборота он будет возвращать 1/4 или 1/2 оборота на один оборот, так что фишки будут разбиты, а затем постучат вниз; при нарезании сквозного отверстия его необходимо часто вынимать. Нарезайте для удаления стружки.
3. При нарезании резьбы по стальной заготовке добавьте смазочно-охлаждающую жидкость. При постукивании по чугунным заготовкам добавьте немного керосина; после использования первого метчика, при использовании второго или третьего метчика его необходимо вкрутить в отверстие для винта.
4. При нарезании резьбы конец заготовки должен быть скошен, а торец нарезания резьбы должен быть перпендикулярен оси заготовки; осевое давление должно быть приложено в начале нарезания резьбы, и вращающая сила должна быть соответственно больше; Когда нарезка резьбы обрезает нить на заготовке, не прилагайте большего давления.
5. Чтобы измельчить стружку и удалить ее при нарезании резьбы, зубья следует часто переворачивать.
6. Заготовка должна быть надежно закреплена на зажимах и приспособлениях; когда кран сломан, не прикасайтесь к поврежденному месту руками, используйте зажим или дырокол, чтобы удалить его, и наденьте защитные очки, когда провод сломан.
Ручная или автоматическая эспрессо-машина: какую выбрать?
Выбор идеальной эспрессо-машины: ручная или автоматическая
Кофе — уникальный напиток, являющийся частью самых разных культур мира. В каждом месте есть свой особый ритуал: от итальянского эспрессо, которым наслаждаются утром, до флэт уайта, который пьют холодным днем в Австралии, до американского кофе или кофе с молоком.
С помощью эспрессо-машины вы можете приготовить все эти напитки и многое другое, не выходя из дома, в любое время.
Какая кофемашина из множества моделей, представленных на рынке, лучше всего подходит для использования? Мы предлагаем купить ручную или полностью автоматическую машину? Здесь, в этой статье, вы найдете все, что вам нужно знать, чтобы выбрать лучшее решение для ваших нужд!
Ручные или автоматические кофемашины: технические характеристики
Кофемашины можно разделить на две основные категории: ручные (или «полуавтоматические») и автоматические.
Самая большая разница между ними заключается в технологии и способе работы. Ручные эспрессо-машины имеют держатель фильтра , который может быть герметичным или профессиональным. Их можно использовать с молотым кофе, который пользователь должен дозировать и утрамбовывать вручную, или с одноразовыми кофейными чалдами. Благодаря давлению помпы эти машины извлекают кофейные масла естественным образом и варят традиционный эспрессо с пенкой .
С другой стороны, автоматы имеют встроенные кофемолки , варочную группу, которая утрамбовывает и дозирует кофе, а также меню с предустановленными и настраиваемыми напитками . В некоторых моделях есть еще и автоматическая система вспенивания молока: всего одно нажатие и машина умеет вспенивать молоко для капучино и многого другого.
Ручные машины: как пользоваться
Как говорит само название, ручная машина требует больше усилий, чем автоматическая. Это заставляет вас жить дома, традиционных ритуалов бариста . Итак, вы откроете для себя жесты и движения, которые можно делать и воссоздавать с традиционным подходом.
Это заставляет вас жить дома, традиционных ритуалов бариста . Итак, вы откроете для себя жесты и движения, которые можно делать и воссоздавать с традиционным подходом.
Отличительной чертой ручных машин является число 9.0005 фильтр-держатель. Хороший портафильтр необходим для приготовления великолепного эспрессо с crema naturale . Внутрь фильтродержателя нужно поместить фильтр, для молотого кофе, или переходник и специальный фильтр, если вы используете кофе в чалдах.
Это может быть традиционный с профессиональными характеристиками (например, как у Gaggia Classic) или герметичный (как у Carezza, Gaggia Viva и GranGaggia). Если он находится под давлением, даже менее опытные пользователи могут приготовить невероятный эспрессо благодаря своей технологии. Наоборот, если вы используете машину типа Gaggia Classic, вам нужно поэкспериментировать с правильным помолом, дозировкой, утрамбовкой, прежде чем вы получите идеальный эспрессо… но оно того стоит.
Автоматы: как использовать
Сердцем суперавтоматов является варочная группа . Он расположен внутри, с одной стороны машины, и дозирует и утрамбовывает кофе после его измельчения с помощью встроенных кофемолок . Во всех полностью автоматических кофемашинах Gaggia кофемолка на 100 % состоит из керамики — стойкого материала, предотвращающего перегрев и подгорание кофейных зерен.
Как правило, эти модели имеют графический интерфейс , чтобы упростить персонализацию и приготовление широкого спектра напитков. В некоторых машинах можно установить уровень помола, крепость кофе, количество кофе, молока и воды. Что касается технического обслуживания, очень важно содержать машину в чистоте. В большинстве моделей процедуры очистки управляются указаниями на экране.
Любителям молочных напитков… какая эспрессо-машина лучше?
Если вы ищете более традиционный подход, ручные машины — правильный выбор. Благодаря панарелло (пароварке) или профессиональной паровой трубке вы можете вспенить молоко и попробовать латте-арт . Сначала выберите функцию «пар» (нажав соответствующую кнопку или повернув ручку). Затем поверните ручку пара, чтобы отрегулировать поток пара, чтобы вы могли правильно вспенить молоко, как настоящий домашний бариста. Хотите узнать больше? Смотрите наши видео .
Благодаря панарелло (пароварке) или профессиональной паровой трубке вы можете вспенить молоко и попробовать латте-арт . Сначала выберите функцию «пар» (нажав соответствующую кнопку или повернув ручку). Затем поверните ручку пара, чтобы отрегулировать поток пара, чтобы вы могли правильно вспенить молоко, как настоящий домашний бариста. Хотите узнать больше? Смотрите наши видео .
С другой стороны, автоматы предлагают более широкий выбор напитков у вас под рукой. На рынке можно найти множество различных молочных систем. Например, есть автоматические « cappuccinatori » в одно касание, которые набирают молоко из контейнера, вспенивают его и наливают в чашку бархатистые сливки. Вы также можете найти несколько машин со встроенным и съемным графином для молока , которые одним щелчком могут приготовить множество напитков, от латте макиато до флэт уайт. В некоторых машинах даже можно регулировать уровень молочной пены! Чтобы получить лучшее из обоих миров, вы можете выбрать суперавтоматические машины с ручным вспениванием молока , такие как панарелло или, что еще лучше, профессиональная паровая трубка, которую вы активируете одним щелчком мыши. Точно так же, как наши Gaggia Cadorna Plus Barista или Magenta Plus .
Точно так же, как наши Gaggia Cadorna Plus Barista или Magenta Plus .
Ручной или автоматический: какой вариант лучше и для кого?
В конце концов, мы можем сказать, что ручные или «полуавтоматические» кофемашины используются теми, кого мы называем « поклонниками кофе », людьми, которым нравится традиционный подход, для сливочного эспрессо. Выбор правильной смеси, дозировка, трамбовка… все в ваших руках. Щелчком или вращением ручки вы активируете, а затем останавливаете подачу кофе по своему усмотрению. Вы можете экспериментируйте и пробуйте, проверяйте себя и совершенствуйте свои навыки день за днем.
В то время как автоматы идеально подходят для тех, кто ищет больше оперативности и широкий выбор напитков под рукой. Вы можете приготовить множество напитков на основе кофе и молока, настроить и сохранить их для следующего использования несколькими щелчками мыши. С некоторыми кофемашинами, такими как, например, Gaggia Cadorna, вы даже можете сохранить настроенные напитки в различных профилях пользователей , чтобы поделиться своим опытом приготовления кофе.
С некоторыми кофемашинами, такими как, например, Gaggia Cadorna, вы даже можете сохранить настроенные напитки в различных профилях пользователей , чтобы поделиться своим опытом приготовления кофе.
Операции по техническому обслуживанию и очистке являются обязательными для обоих типов машин, но для полностью автоматических вы должны быть более осторожными, учитывая структуру машины.
Еще одним отличием является средняя цена продажи , которая ниже для ручных кофемашин, так как сложность технологии суперавтоматической эспрессо-машины выше по сравнению с ручной.
Философия Gaggia
Будь то ручная или автоматическая эспрессо-кофемашина Gaggia, вы станете главным героем приготовления кофе на заказ. Вы всегда сами выбираете свою любимую смесь, зерна или молотый кофе. С помощью ручной машины вы можете решить смолоть кофейные зерна или использовать предварительно намолотый кофе, затем вы дозируете и утрамбовываете в соответствии со своими способностями и предпочтениями. С автоматическим вы можете выбрать широкий спектр настроек, чтобы настроить свои напитки с помощью нескольких щелчков мыши и поделиться ими со своими друзьями и близкими. У вас всегда будет максимальная свобода выбора и возможность творить, экспериментировать, учиться и развиваться !
С автоматическим вы можете выбрать широкий спектр настроек, чтобы настроить свои напитки с помощью нескольких щелчков мыши и поделиться ими со своими друзьями и близкими. У вас всегда будет максимальная свобода выбора и возможность творить, экспериментировать, учиться и развиваться !
Разница между фрезерным станком с ЧПУ и ручным фрезерным станком
Разница между фрезерным станком с ЧПУ и ручным фрезерным станком. Знаете ли вы их разницу?
Фрезерные станки с ЧПУ имеют те же функции, что и ручные фрезерные станки, но все же они очень разные. В этой статье мы подробно расскажем об одинаковых и разных различиях перед ними.
Если вы запутались в этом вопросе, продолжайте смотреть вниз.
Видео о разнице между фрезерными станками с ЧПУ и ручными фрезерными станками
Разница между фрезерным станком с ЧПУ и ручным фрезерным станком
• Фрезерный станок с ЧПУ более универсален, чем ручной фрезерный станок. Ряд работ, которые невозможно выполнить на ручном фрезерном станке, можно легко выполнить на фрезерном станке с ЧПУ.
Ряд работ, которые невозможно выполнить на ручном фрезерном станке, можно легко выполнить на фрезерном станке с ЧПУ.
• В фрезерном станке с ЧПУ шпиндель неподвижен, а стол может перемещаться как параллельно, так и относительно оси шпинделя в процессе резки. Где как в ручном фрезерном станке шпиндель вращается вокруг своей оси и в нем удерживаются фрезы.
• Фрезерный станок с ЧПУ управляет своим движением с помощью контроллера числового программного управления, что делает его обработку более точной. Ручной фрезерный станок управляется ручным управлением. В результате ошибка очень большая.
• Фрезерный станок с ЧПУ может работать 24 часа в сутки по написанию программ, и никто не дежурит. Ручной фрезерный станок нуждается в ручной непрерывной работе и не может достичь автоматизации.
• Работа, выполняемая на фрезерном станке с ЧПУ, выполняется быстрее, чем на ручном фрезерном станке, поэтому за меньшее время можно изготовить больше деталей.
• Фрезерные станки с ЧПУ могут автоматически менять инструменты, что делает их более эффективными. Ручные фрезерные станки могут менять инструмент только вручную.
Ручные фрезерные станки могут менять инструмент только вручную.
• Конструкция фрезерного станка с ЧПУ отличается от конструкции ручного фрезерного станка. Ось Z фрезерного станка с ЧПУ может перемещаться вверх и вниз, в то время как ручной фрезерный станок представляет собой рабочий стол, перемещающийся вверх и вниз для завершения работы.
• Фрезерные станки с ЧПУ могут выполнять большую часть работы, которую не могут выполнять ручные фрезерные станки, что является их самым большим преимуществом.
• Стандартный фрезерный станок с ЧПУ имеет 3 оси. Мы также можем расшириться до 4-осевой и 5-осевой связи. Ручное фрезерование может обеспечить только 2-осевое соединение.
• Поскольку фрезерные станки с ЧПУ используют компьютерное программирование, даже если они производят большое количество деталей, их размер и поверхность одинаковы, ручные фрезерные станки не могут этого сделать.
• Поскольку фрезерный станок с ЧПУ использует программное управление, можно управлять несколькими станками, а ручной фрезерный станок может управлять только одним станком.
