Модели токарный станок: Классификация и расшифровка токарных станков
Содержание
250.01 Станок токарно-винторезный высокой точности универсальный — УПК Групп
Заказать станок
Станок 250.01
Назначение и область применения
Станки токарно-винторезные универсальные моделей 250.01 (Станок 250ИТВМ) предназначены для токарной обработки в центрах, патроне или цанге, а также для нарезания резьб метрической, модульной и дюймовой для эксплуатации на крупных и малых предприятиях.
Станки могут применяться в инструментальном и приборостроительном производстве, связанном с точной обработкой небольших по размерам деталей.
С целью длительного сохранения точности обработки станки необходимо использовать только для финишных или получистовых операций.
Конструкция универсальных токарно-винторезных универсальных станков моделей 250.01 (Станок 250ИТВМ) выполнена на базе станка ИЖ1И611П — наиболее удачного по конструкции и техническим возможностям станка
Привод главного движения осуществляется от электродвигателя через двенадцати скоростной редуктор, клиновые и поликлиновые ремни.
Станок 250.Ф1 (с УЦИ)
Назначение и область применения
Станок модели 250.Ф1 (Станок 250ИТВМ) оснащен системой цифровой индикации (в дальнейшем УЦИ), позволяющей повысить производительность труда за счет сокращения вспомогательного времени на пробные проходы, на измерение деталей. Применение УЦИ облегчает работу токаря за счет исключения расчетов и необходимости запоминания оборотов лимба.
Оснащение станка УЦИ позволяет:
- осуществлять индикацию размеров в мм или в дюймах с дискретностью от 0,1 до 100 мкм;
- проводить линейную компенсацию погрешностей механических элементов станка, например, износ направляющих;
- вводить компенсацию износа инструмента.
Технические характеристики универсального токарно-винторезного станка 250.01
| Наименование параметра | 250.01 |
| Основные параметры | |
| Класс точности по ГОСТ 8-82 | В |
| Наибольший диаметр заготовки над станиной, мм | 240 |
| Наибольший диаметр заготовки над суппортом, мм | 168 |
| Наибольшая длина заготовки (РМЦ), мм | 500 |
| Шпидель | |
| Диаметр сквозного отверстия в шпинделе, мм | 25 |
| Наибольший диаметр прутка, мм | 24 |
| Число ступеней частот прямого вращения шпинделя | |
| Частота прямого вращения шпинделя, об/мин | 50.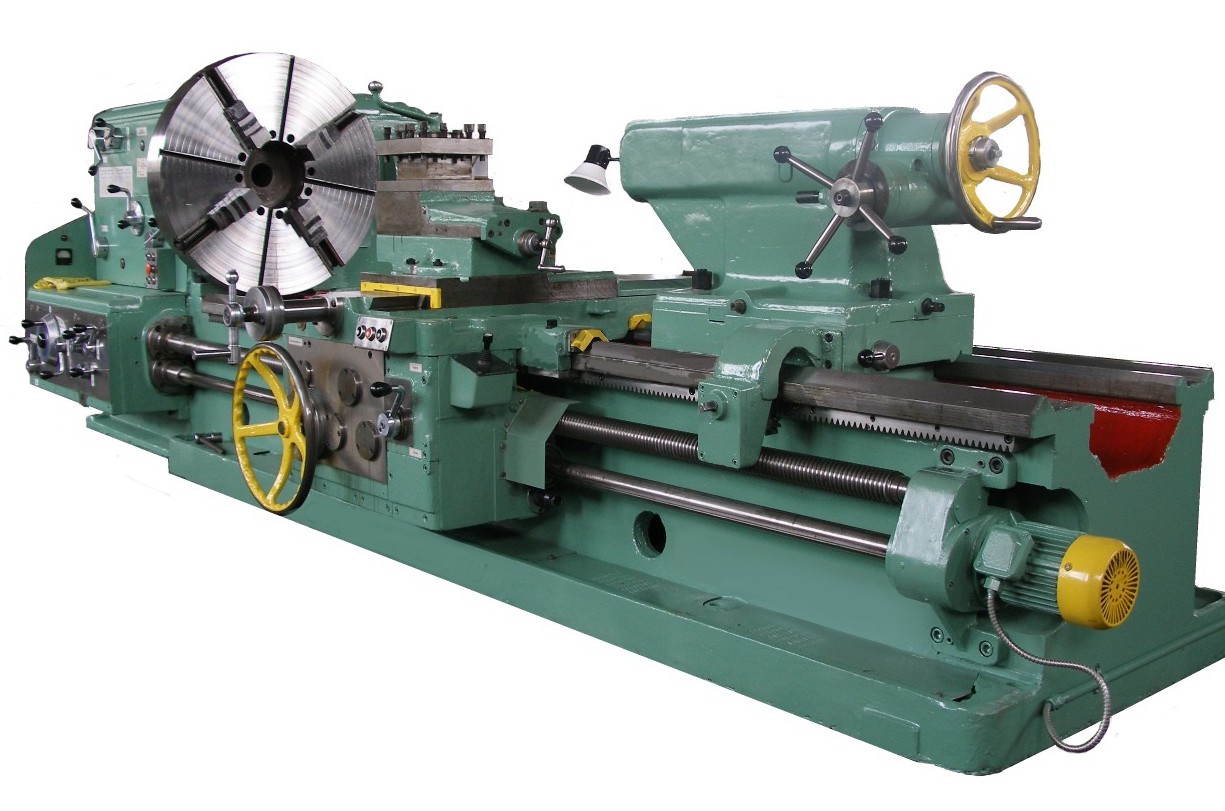 .2500 .2500 |
| Число ступеней частот обратного вращения шпинделя | |
| Частота обратного вращения шпинделя, об/мин | |
| Размер внутреннего конуса в шпинделе, М | Морзе 4 |
| Конец шпинделя по ГОСТ 12593-72 | 4 |
| Подачи | |
| Наибольшая длина хода каретки, мм | 500 |
| Число ступеней продольных подач | |
| Пределы рабочих подач продольных, мм/об | 0,01..1,8 |
| Число ступеней поперечных подач | |
| Пределы рабочих подач поперечных, мм/об | 0,005..0,9 |
| Скорость быстрых перемещений суппорта, продольных, м/мин | нет |
| Скорость быстрых перемещений суппорта, поперечных, м/мин | нет |
| Количество нарезаемых резьб метрических | |
| Пределы шагов нарезаемых резьб метрических, мм | 0,2..24 |
| Количество нарезаемых резьб дюймовых | |
| Пределы шагов нарезаемых резьб дюймовых | 24.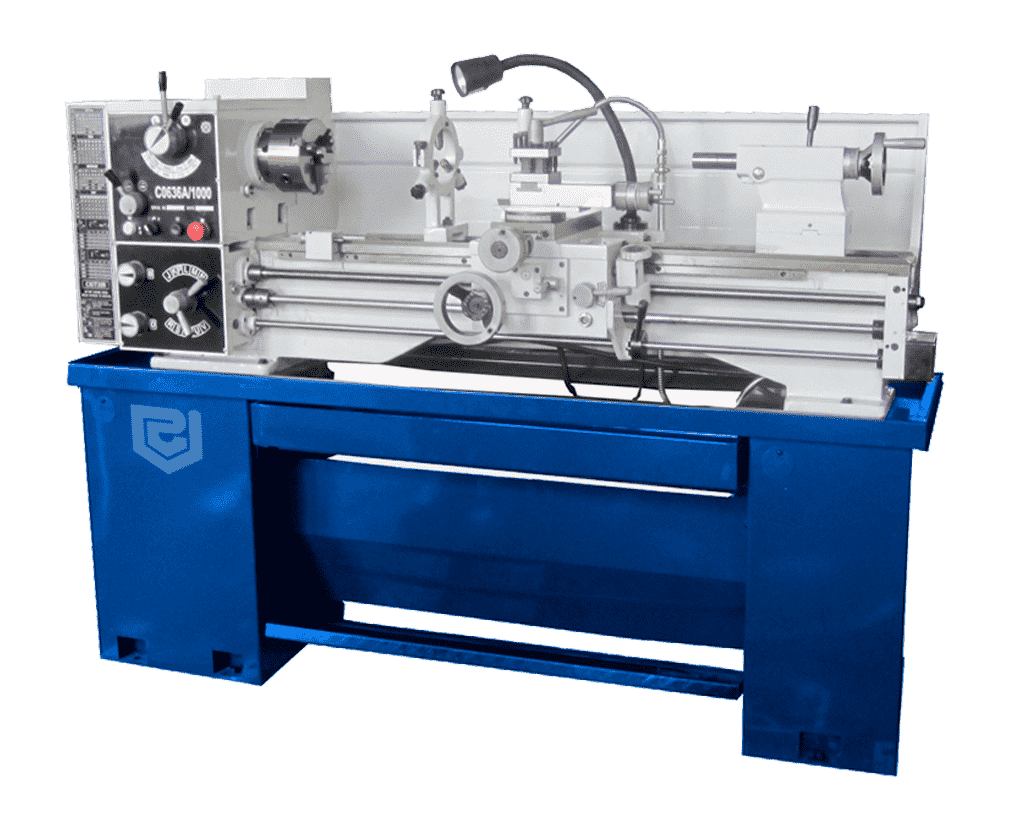 .0,5 .0,5 |
| Количество нарезаемых резьб модульных | |
| Пределы шагов нарезаемых резьб модульных | 0,2..12 |
| Количество нарезаемых резьб питчевых | нет |
| Пределы шагов нарезаемых резьб питчевых | нет |
| Электрооборудование | |
| Количество электродвигателей на станке | 3 |
| Мощность электродвигателя главного привода, кВт | 3 |
| Габариты и масса станка | |
| Габариты станка (длина ширина высота), мм | 1790_810_1400 |
| Масса станка, кг | 1180 |
Станок для промышленной революции
Промышленную революцию в Англии XVIII века обычно связывают с усовершенствованием ткацкого станка и изобретением паровой машины.
Эти и другие усовершенствования и изобретения породили настоятельную потребность в увеличении производства новых машин. Того же требовало развитие кораблестроения и производства вооружений, обусловленное расширением британской колониальной империи и торговли со всем миром. Англия стала «владычицей морей».
Того же требовало развитие кораблестроения и производства вооружений, обусловленное расширением британской колониальной империи и торговли со всем миром. Англия стала «владычицей морей».
Флот тогда был парусным. Паруса управлялись системой канатов, пропущенных через блоки. В начале XIX века только для британского военного флота требовалось более 130 тысяч блоков в год. Потребность в таком количестве однотипной продукции могло удовлетворить только массовое производство.
Генри Модсли, 1827 год
Фотография: gettyimages.ru
Но невиданный доселе спрос на машины нельзя было удовлетворить до тех пор, пока их изготовляли вручную: машины создавались искусными ремесленниками-механиками, которые зачастую хранили в тайне свои производственные секреты. За это их даже часто называли арканистами, то есть людьми, владеющими тайным знанием. Качество машин зависело от искусства рабочих. Так что машины были редкостью и стоили дорого.
Известно, что тот же Джеймс Уатт довольно долго не мог изготовить изобретенную им паровую машину, так как ему не удавалось добиться необходимой точности изготовления цилиндра.
Ручное изготовление деталей машин исключало их взаимозаменяемость, в результате каждая машина становилась уникальной, а ее ремонт был невозможен либо требовал кропотливой подгонки новых деталей. Аналогичные проблемы возникали при изготовлении всех сложных устройств. Например, того же оружия.
Главную роль в решении этих проблем сыграло усовершенствование токарного станка, осуществленное британским инженером-механиком Генри Модсли
(1771–1831). Его можно считать отцом-основателем современной станкостроительной промышленности — именно Модсли первым организовал производство машин машинами в промышленных масштабах, создал методику конструирования машин и разработки технологических процессов, внедрил в повседневную практику машиностроения точные измерительные инструменты.
Ручное изготовление деталей машин исключало их взаимозаменяемость, в результате каждая машина становилась уникальной, а ее ремонт был невозможен либо требовал кропотливой подгонки новых деталей
Детство и юность
Генри Модсли родился 22 августа 1771 году в Вулвиче, расположенном в восьми милях от Лондона, он был пятым ребенком в многодетной семье плотника местного арсенала. О детских годах будущего станкостроителя ничего не известно, кроме того, что ему, сыну плотника, путь в школу был заказан. Судя по всему, он овладел грамотой самостоятельно и достаточно поздно. Как и других детей из рабочих семей, Генри в двенадцать лет послали работать. Он поступил в тот же арсенал набивальщиком патронов — в Англии таких рабочих называли powder monkey,
«пороховой обезьянкой». Через два года его перевели учеником в плотницкую мастерскую. А еще через год он сам попросился учеником в кузницу, где по собственному почину еще и слесарил. К восемнадцати годам Модсли стал не только лучшим кузнецом арсенала, но и слесарем-механиком, о чем свидетельствуют измерительные инструменты, сделанные им самостоятельно в период работы в Вулвичском арсенале.
В то время в Пимлико, предместье Лондона, большой мастерской владел Джозеф Брама, известный механик и изобретатель, пионер в области гидравлики и слесарной работы. Он был грамотен и умел хорошо чертить.
Первоначально Брама устанавливал в Лондоне ватерклозеты. Он придумал для них совершенно новое устройство, на которое взял патент. С тех пор изобретение Брама претерпело лишь небольшие изменения.
Затем Брама усовершенствовал дверной замок. Он разработал новую схему механизма, которая превосходила все известные до него по качеству и надежности. Исправное действие нового замка зависело от точности изготовления деталей. И Брама стал искать искусного механика, которому он мог бы поручить это дело. Но платить много не хотел. Таким человеком оказался Модсли: молодой парень был рад интересной работе и не требовал большой оплаты.
Оригинальный токарно-винторезный станок Генри Модсли
Фотография: gettyimages. ru
ru
Вскоре он стал лучшим рабочим в мастерской. Брама назначил его мастером и поручил ему механизацию изготовления деталей своего замка. Попутно Модсли овладевал грамотой и учился чертить. Работа с замком велась секретно, в отдельном, всегда запертом помещении, что давало Модсли дополнительные возможности для самостоятельной углубленной работы.
Сохранились некоторые машины и приспособления из секретной мастерской Джозефа Брама, в том числе механизированная пила, станок для навивания пружин и шаблон для разметки при сверлении. Механизированная пила имеет призматические направляющие, применение которых в конструкциях позднейших токарных станков, созданных Модсли, относят к его важнейшим усовершенствованиям. А в конструкции станка для навивания пружин кроме призматических направляющих имеются суппорт, механизированный с помощью пары «винт–гайка», и комплект сменных зубчатых колес. Иными словами, набор всех тех устройств, которые легли в основу будущих токарных станков, были разработаны Модсли еще в период его работы на Брама.
Годы обучения и труда в мастерской Брама во многом подготовили Модсли к его дальнейшей работе. Многие заказы Брама выполнял с участием Модсли, который учился у Джозефа не только искусству машиностроителя, но и деловой хватке: он стал понимать, при производстве каких изделий массового спроса механизация и автоматизация наиболее эффективны.
Брама был многим обязан Модсли, но все равно не хотел повышать ему зарплату. Это подтолкнуло Модсли к тому, чтобы уйти от скупого хозяина.
Тем более что у каждого рабочего мануфактуры была заветная мечта — самому стать владельцем мастерской. К этому шли постепенно, мало-помалу изготовляли для себя лично кузнечные, слесарные и измерительные инструменты. Модсли начал делать это еще в арсенале Вулвича. Работая у Брама, он продолжал накапливать запас. Со временем эти инструменты ему очень пригодились.
Жестоко экономя на самом необходимом, Генри скопил небольшую сумму и в 1797 году снял маленькую мастерскую и заброшенную кузницу при ней. Так Модсли покинул Брама, проработав у него восемь лет.
Так Модсли покинул Брама, проработав у него восемь лет.
#image-kit_561
Станок нового типа
Долгое время с заказами в мастерской было туго, и у Модсли оставалось свободное время, которое он тратил на усовершенствование токарно-винторезного станка, конструкцию которого начал разрабатывать еще в мастерской Брама.
Одна из основных проблем токарных станков в то время состояла в том, что резец приходилось держать в руках. Для удобства токари придумали длинные держатели резцов, особые упоры для них. Но и с ними работать было очень трудно. Действуя ручным резцом, почти невозможно добиться при обработке правильной круглой формы обтачиваемой заготовки. Отсталая технология обработки материалов задерживала развитие техники. Практически невозможно было, держа резец в руках, нарезать на металлическом стержне точную винтовую резьбу.
В 1798 году Модсли построил станок с крестовым суппортом для установки на нем резца, движение которого в продольном и поперечном направлениях происходило с помощью двух ходовых винтов.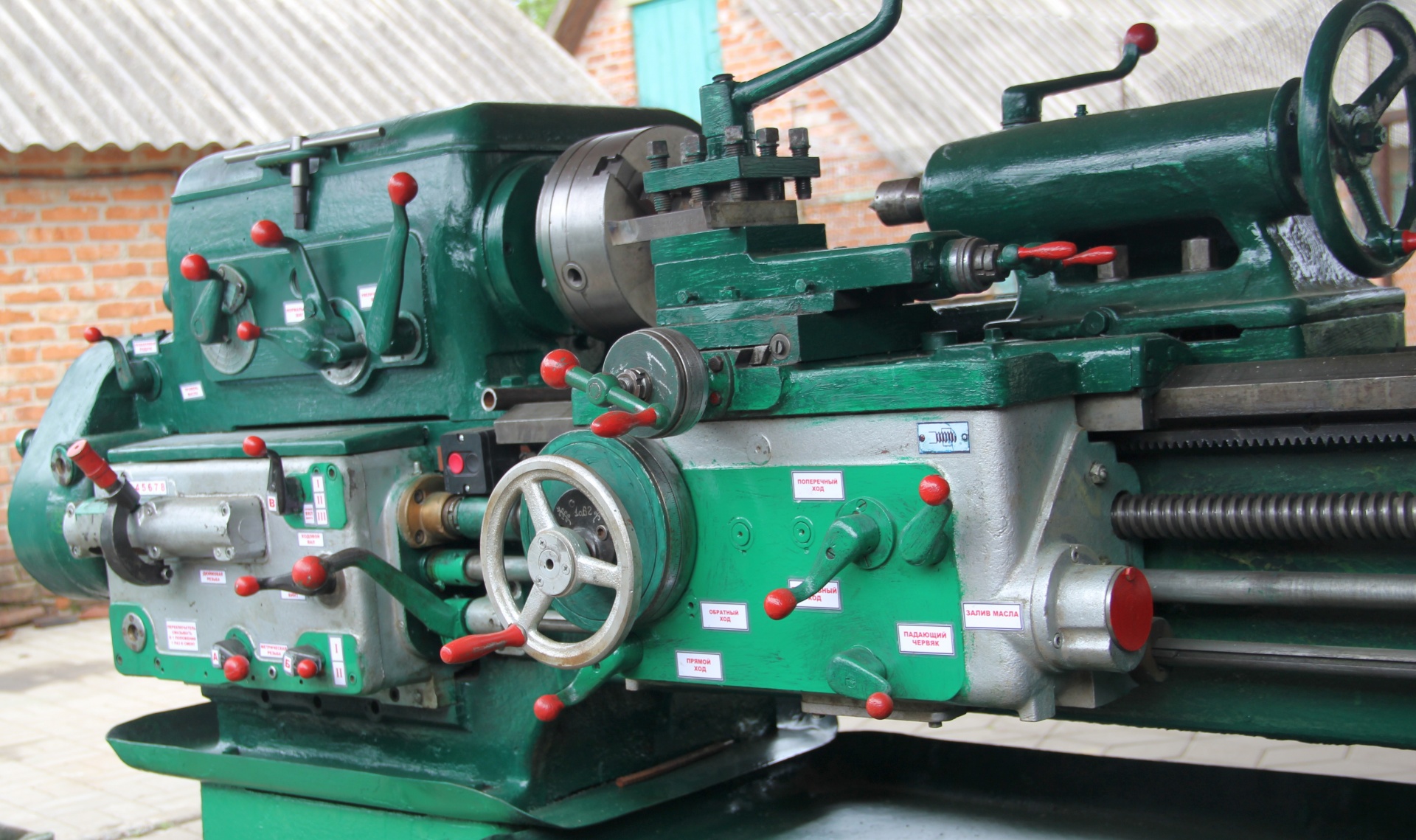 Подвинув резец с помощью суппорта вплотную к заготовке, жестко установив его на поперечных салазках, а затем перемещая вдоль обрабатываемой поверхности, можно было с большой точностью срезать лишний металл.
Подвинув резец с помощью суппорта вплотную к заготовке, жестко установив его на поперечных салазках, а затем перемещая вдоль обрабатываемой поверхности, можно было с большой точностью срезать лишний металл.
Для того чтобы заставить суппорт перемещаться вдоль станка, Модсли соединил с помощью двух зубчатых колес шпиндель передней бабки с ходовым винтом суппорта. Вращающийся винт вкручивался в гайку, которая тянула за собой салазки суппорта и заставляла их скользить вдоль станины
Для того чтобы заставить суппорт перемещаться вдоль станка, Модсли соединил с помощью двух зубчатых колес шпиндель передней бабки с ходовым винтом суппорта. Вращающийся винт вкручивался в гайку, которая тянула за собой салазки суппорта и заставляла их скользить вдоль станины. Поскольку ходовой винт вращался с той же скоростью, что и шпиндель, то на заготовке нарезалась резьба с тем же шагом, что и на винте.
Для нарезки винтов с различным шагом при станке имелся запас ходовых винтов.
В 1800 году Модсли внес усовершенствование в свой станок — взамен набора сменных ходовых винтов он применил набор сменных зубчатых колес, которые соединяли шпиндель и ходовой винт (их было 28 с числом зубьев от 15 до 50). Теперь можно было при помощи одного ходового винта получать различные резьбы с разнообразным шагом.
Меняя комбинацию колес, можно было добиваться разного эффекта, например нарезать правую резьбу вместо левой. На своем станке Модсли выполнял нарезку резьб с такой точностью и аккуратностью, что это казалось современникам почти чудом. Он, в частности, нарезал регулировочные винт и гайку для астрономического прибора, который в течение долгого времени считался непревзойденным шедевром точности. Винт имел пять футов длины и два дюйма в диаметре с 50 витками на каждый дюйм.
Резьба была такой мелкой, что ее невозможно было рассмотреть невооруженным глазом. В скором времени усовершенствованный Модсли станок получил повсеместное распространение и послужил образцом для многих других металлорежущих станков. Выдающееся достижение Модсли принесло ему громкую и заслуженную славу.
Выдающееся достижение Модсли принесло ему громкую и заслуженную славу.
Устройство для изготовления винтов, разработанное Генри Модсли
Фотография: gettyimages.ru
Хотя попытки применения суппорта были известны и до Модсли, как другие его усовершенствования, его заслуга состояла в том, что он впервые объединил их и его вариант оказался конструктивно самым совершенным. Он же первым установил, что каждый винт определенного диаметра должен иметь резьбу с определенным шагом. До тех пор пока винтовая нарезка наносилась вручную, каждый винт имел свои особенности.
Для всякого винта изготовлялась своя гайка, обычно не подходившая ни к какому другому винту. Введение механизированной нарезки обеспечило единообразие всех резьб. Теперь любой винт и любая гайка одного диаметра подходили друг к другу вне зависимости от того, где они были изготовлены.
Более того, Модсли впервые в машиностроительной практике выпустил наборы метчиков и плашек; таким образом, любой болт соответствующего размера подходил к любой гайке того же размера.
Это было началом унификации и стандартизации деталей, имевшей чрезвычайно большое значение для машиностроения.
Наконец, Модсли впервые изобрел микрометр с точностью измерения до одной десятитысячной доли дюйма, или около 3 мкм. Он назвал его «лордом-канцлером», поскольку им пользовались, чтобы решать любые вопросы, возникавшие в его мастерских относительно точности измерения деталей.
Джеймс Несмит, один из учеников Модсли, в последующем сам ставший выдающимся изобретателем, в своих воспоминаниях писал о Модсли как о зачинателе стандартизации. «Он перешел к распространению важнейшего дела единообразия винтов. Можно назвать это усовершенствованием, но вернее будет назвать это переворотом, произведенным Модсли в машиностроении… Только тот, кто жил в относительно ранние дни производства машин… правильно оценит великую заслугу, оказанную Модсли машиностроению».
От создания станка к созданию промышленности
Внедрение станка, созданного Модсли, в промышленность стало одним из важнейших событий эпохи промышленной революции. Основные узлы станка 1800 года сохраняются в конструкциях токарных станков и в наши дни.
Основные узлы станка 1800 года сохраняются в конструкциях токарных станков и в наши дни.
Модсли не имел влиятельных знакомых среди богатых людей, которые помогли бы ему в получении крупного заказа. Он был всего лишь одиноким ремесленником. Нужен был счастливый случай. И в первые годы XIX века такой случай представился. Он был связан с развитием английского флота.
Модсли впервые в машиностроительной практике выпустил наборы метчиков и плашек; таким образом, любой болт соответствующего размера подходил к любой гайке того же размера. Это было началом унификации и стандартизации деталей, имевшей чрезвычайно большое значение для машиностроения
До третьей четверти XVIII века корабельные блоки, которые мы уже упомянули выше, изготовлялись вручную столярами. Работа эта требовала много времени и стоила дорого. Всех операций при изготовлении блоков насчитывалось более сорока пяти. Механизирована была лишь незначительная их часть.
Идея полной механизации процесса изготовления корабельных блоков возникла в конце XVIII века у французского военного инженера Марка Изамбара Брюнеля, ученика знаменитого математика и инженера Гаспара Монжа. Реализовать эту идею было суждено Генри Модсли.
Реализовать эту идею было суждено Генри Модсли.
В 1798 году Брюнель переехал в Англию. Здесь он разработал проект поточной линии для изготовления корабельных блоков и в 1801 году получил на свое изобретение британский патент.
Генерал-инспектор строительных и ремонтных работ английского военного флота Сэмюель Бентам поддержал изобретателя и начал ходатайствовать за него.
Получив одобрение Адмиралтейства, Брюнель приступил к доработке своих чертежей и подготовке к созданию действующей модели линии по производству блоков. Изготовить модель должен был механик, которого еще предстояло найти.
Поиски механика привели Брюнеля к Модсли. Во время знакомства Брюнель описал предполагаемый заказ в самых общих чертах. Но Модсли очень быстро понял суть дела и показал Брюнелю, как его исполнить. Большое впечатление произвел на Брюнеля и станок Модсли с механизированным суппортом и набором сменных зубчатых колес. Этот станок должен был стать основным при изготовлении деталей машин поточной линии. Он был тогда единственной машиной для производства других машин.
Он был тогда единственной машиной для производства других машин.
Новая работа хорошо оплачивалась. Благодаря заказу Модсли смог разработать и реализовать свои передовые идеи в области технологии машиностроения. Строя специальные машины для производства блоков, Модсли разработал также общие принципы механизации металлорежущего оборудования.
Обдирочный станок и циркулярная пила, изготовленные Генри Модсли для производства корабельных блоков (Гравюра, 1820 г.)
Фотография: gettyimages.ru
15 апреля 1802 году действующая модель линии по производству блоков была установлена в портсмутских доках. Испытания ее прошли успешно, и Модсли получил заказ на изготовление линии машин в натуре.
Эта линия состояла из сорока трех специализированных деревообрабатывающих и металлорежущих станков. В движение их приводили две паровые машины, по тридцать лошадиных сил каждая. Получилась целая система машин, с помощью которой рабочие выполняли все операции, нужные для изготовления блока: от распиливания деревьев особо твердых пород — бакаута и вяза — до обточки бронзовых подшипников и нарезания резьбы на соединительных болтах. Блочные машины Модсли войдут в историю как самые первые станки, изготовленные с помощью других станков, стоявших в мастерских изобретателя. Машины, которые сделаны машинами. Так началась история крупной машинной промышленности.
Блочные машины Модсли войдут в историю как самые первые станки, изготовленные с помощью других станков, стоявших в мастерских изобретателя. Машины, которые сделаны машинами. Так началась история крупной машинной промышленности.
Выполнение этого заказа сделало Модсли состоятельным человеком (он получил огромную сумму — около 12 тысяч фунтов стерлингов). А Брюнель и Бентам, ставшие близкими друзьями Модсли, ввели его в круг своих друзей и знакомых — видных деятелей техники, науки и культуры.
Одним из тех, кто близко сошелся с Модсли, был Майкл Фарадей, в эти годы работавший над созданием качественных сталей. Качественные стали, особенно инструментальные, интересовали и Генри Модсли.
Со временем Модсли и сам стал не только виднейшим деятелем техники, но и знатоком и ценителем музыки, живописи, скульптуры, архитектуры, собрал большую библиотеку, которая была любимым местом его отдыха.
В портсмутском доке Модсли познакомился с Джошуа Филдом, который работал чертежником. В 1805 году он начал работать совместно с Модсли, став через некоторое время его компаньоном. Сотрудничество Модсли и Филда оказалось очень удачным. Оно продолжалось в течение всей их жизни.
В 1805 году он начал работать совместно с Модсли, став через некоторое время его компаньоном. Сотрудничество Модсли и Филда оказалось очень удачным. Оно продолжалось в течение всей их жизни.
Филд взял на себя чертежное хозяйство, ведение учета и отчетности, переговоры и переписку с заказчиками и поставщиками, прием и увольнение рабочих. Модсли сохранил за собой разработку конструкций машин и руководство технологическим процессом их постройки.
На собственном заводе прославленный машиностроитель выполнял многочисленные заказы на металлорежущие станки, прессы для изготовления монет, текстильное, мукомольное и другое оборудование для промышленности, насосы, судовые паровые котлы и машины по заказам многих стран мира
Создание системы машин для изготовления корабельных блоков стало сенсацией в среде промышленников. Репутация Модсли как машиностроителя упрочилась настолько, что заказов стало больше, чем могли выполнить сравнительно небольшие мастерские, в которых работало до 80 рабочих. Встал вопрос о строительстве большого машиностроительного завода.
Встал вопрос о строительстве большого машиностроительного завода.
В 1810 году в Ламбете, одном из районов Лондона, был основан завод, вскоре ставший знаменитым. Начался третий этап деятельности Модсли. На собственном заводе прославленный машиностроитель выполнял многочисленные и обширные заказы на металлорежущие станки, прессы для изготовления монет, текстильное, мукомольное и другое оборудование для промышленности, насосы, судовые паровые котлы и машины по заказам многих стран мира.
Сохранилось описание завода Модсли. Там было около дюжины токарных станков с чугунными станинами. Большинство из них были снабжены механизированными суппортами. Над станками имелись тали для установки и съема тяжелых деталей. Почти все станки приводились в движение с помощью трансмиссий от паровой машины. Кроме обычных токарных станков имелись лоботокарный, несколько продольно-строгальных, большой поперечно-строгальный и специальный станок, предназначенный для обточки шеек коленчатых валов. В последнем станке инструмент вращался вокруг неподвижно устанавливаемой заготовки.
В последнем станке инструмент вращался вокруг неподвижно устанавливаемой заготовки.
Деятельность Модсли получила широкую известность во многих странах мира, для которых его завод выполнял заказы. Крупным заказчиком была Пруссия. В 1829 году Модсли был избран почетным членом Прусского общества поощрения промышленности в Берлине.
В начале 1831 года Модсли отправился во Францию. На обратном пути он сильно простудился и, вернувшись домой, слег в постель. Болезнь продолжалась около месяца, и 14 февраля 1831 года Модсли скончался. Его похоронили в Вулвиче на приходском кладбище церкви Св. Марии, где по его собственному проекту был воздвигнут чугунный мемориал семьи Модсли, отлитый на заводе в Ламбете.
Новый токарный станок Kingston размером 34 x 120 дюймов, модель HP3000
• Адаптер шпинделя передней бабки: ASA-450 на MT#6
• Закаленные и отшлифованные направляющие станины
• Т-образный паз на салазках
• Двухскоростной привод Задняя бабка
• Патрон Защитный кожух
• Система охлаждения с насосом и трубопроводом
• Выдвижной поддон для стружки (масла)
Условия: уточняйте при заказе
F. O.B Завод
O.B Завод
Опции
11,9-дюймовый люнет с роликовыми захватами (мин. вместимость 1,25 дюйма)
190,7-дюймовый люнет с роликовыми захватами (мин. вместимость 11,1 дюйма)
23,5-дюймовый люнет с роликовыми захватами (мин. вместимость 11,9 дюймов)
7,9″ Follow Rest (мин. емкость 0,75″)
Роликовый кронштейн (34″: 15,75-27,5″ / 40″: 20″-33,5″)
Телескопическая коническая насадка (закаленная и отшлифованная)
Буровая установка
Ограничитель каретки микрометра
Остановка лафета башни
Галогенный рабочий свет
Добавьте концевой выключатель в защиту патрона
Только пост инструмента Alloris DA
Держатели Aloris DA Tool Post Plus 6 (набор №5)
Только сообщения Aloris EA Tool
Держатели Aloris EA Tool Post Plus 6 (набор №6)
Newall DP-700 2-осевое цифровое считывание + установка (сеть)
Охранник стойки инструментов
Количество
Новый токарный станок Kingston размером 34 x 120 дюймов, модель HP3000 (видео)
Артикул: 18546
Категории: Руководство по токарным станкам Kingston, Токарные станки
Описание
Описание
Новый токарный станок Kingston 34″ x 120″ Модель HP3000
Новый токарный станок Kingston 34″ x 120″ чрезвычайно популярен на нефтяных месторождениях и в других местах. .1″) Модель HPX с отверстием обеспечивает превосходную мощность и производительность резки больших и длинных заготовок. В основе этих машин лежит прочная и жесткая передняя бабка и 22-дюймовая станина, изготовленная из высококачественного литья для большей стабильности и точности при работе в тяжелых условиях. Мощный двигатель шпинделя мощностью 30 л.с. имеет 16 скоростей вращения шпинделя, а коробка передач обеспечивает 40 видов изменения подачи. Модель Kingston HP больше, мощнее, точнее и надежнее, чем машины с 6-дюймовым отверстием, а более крупная модель HPX находится в своей собственной лиге. Доступны модели с поворотами 34 и 40 дюймов и длиной от 80 до 280 дюймов. Посмотрите видео, чтобы увидеть HPX в действии!
.1″) Модель HPX с отверстием обеспечивает превосходную мощность и производительность резки больших и длинных заготовок. В основе этих машин лежит прочная и жесткая передняя бабка и 22-дюймовая станина, изготовленная из высококачественного литья для большей стабильности и точности при работе в тяжелых условиях. Мощный двигатель шпинделя мощностью 30 л.с. имеет 16 скоростей вращения шпинделя, а коробка передач обеспечивает 40 видов изменения подачи. Модель Kingston HP больше, мощнее, точнее и надежнее, чем машины с 6-дюймовым отверстием, а более крупная модель HPX находится в своей собственной лиге. Доступны модели с поворотами 34 и 40 дюймов и длиной от 80 до 280 дюймов. Посмотрите видео, чтобы увидеть HPX в действии!
Новый токарный станок Kingston размером 34″ x 120″, модель HP3000.
 и ниток на дюйм
и ниток на дюймХарактеристики:
- Главный двигатель 30 л.
 с., 230 В/460 В, 3 фазы, 60 циклов, переключатель и проводка в сборе
с., 230 В/460 В, 3 фазы, 60 циклов, переключатель и проводка в сборе - Отверстие шпинделя: HP 7,09”
- Нос шпинделя: ASA-A2-15
- Адаптер заднего патрона установлен
- Передний и задний кожух патрона
- Набор сменных шестерен для специальных проводов
- Закаленные и отшлифованные кровати
- Суппорт с Т-образным пазом
- Регулятор резьбонарезной ручки
- 4-ходовой ускоренный траверс
- Гидравлическая тормозная система
- Самоустанавливающаяся опора для ходового винта, подающего стержня и управляющего стержня
- Система охлаждающей жидкости с насосом и трубопроводом
- Предохранительный стопор задней бабки
- 2-скоростная пиноль задней бабки
- Поддон для чипа выдвижного ящика (охлаждающая жидкость)
- UL электрические компоненты и кабели
- Ящик для инструментов с необходимыми ключами и гаечными ключами
- Вводное руководство и список деталей
Дополнительные аксессуары:
- 11,9-дюймовый люнет с роликовыми захватами (мин.
 вместимость 1,25 дюйма). 3950 долларов США
вместимость 1,25 дюйма). 3950 долларов США - 19,7-дюймовый люнет с роликовыми захватами (мин. вместимость 11,1 дюйма) 4800 долл. США
- 23,5-дюймовый люнет с роликовыми захватами (мин. вместимость 11,9 дюйма) 6 700 долл. США
- 7,9-дюймовый следящий упор (мин. емкость 0,75 дюйма). 2750 долларов США
- Роликовый кронштейн (34″: 15,75″-27,5″ / 40″: 20″-33,5″). 7500 долларов США
- Телескопическая конусная насадка (закаленная и отшлифованная). 6 200 долларов США
- Насадка для сверления. $2,900
- Ограничитель каретки микрометра. 750 долларов
- Остановка лафета турели. 750 долларов
- Галогенная рабочая фара. 250 долларов
- Добавить концевой выключатель к защите патрона. 150 долларов
- Только резцедержатель Aloris DA. 1350 долларов США
- Aloris DA Tool Post Plus 6 держателей (набор № 5) 2595 долл. США
- Aloris EA Tool Post всего за 2050 долларов США
- Aloris EA Tool Post Plus, 6 держателей (набор №6).
 4050 долларов
4050 долларов - Newall DP-700 2-осевое цифровое считывающее устройство + установка (нетто): HP-3000 6700 долл. США
- Защита стойки инструмента 1250 долларов США
- Конвейер для стружки. По запросу
- Полноразмерный брызговик. По запросу
- Патроны. По запросу
О нас
Worldwide Machine Tool является лидером в предоставлении полных продаж, запасных частей и услуг, финансирования, транспортировки и обучения новых и бывших в употреблении станков для клиентов в США, Канаде и Мексике. Наши склады и офис расположены всего в нескольких минутах к северу от Колумбуса, штат Огайо. Обладая более чем 28-летним опытом работы в индустрии промышленных станков, мы обладаем знаниями и опытом, чтобы предоставить нашим клиентам лучшее обслуживание клиентов, поддержку и техническую экспертизу по всем новым и подержанным станкам для удовлетворения их потребностей.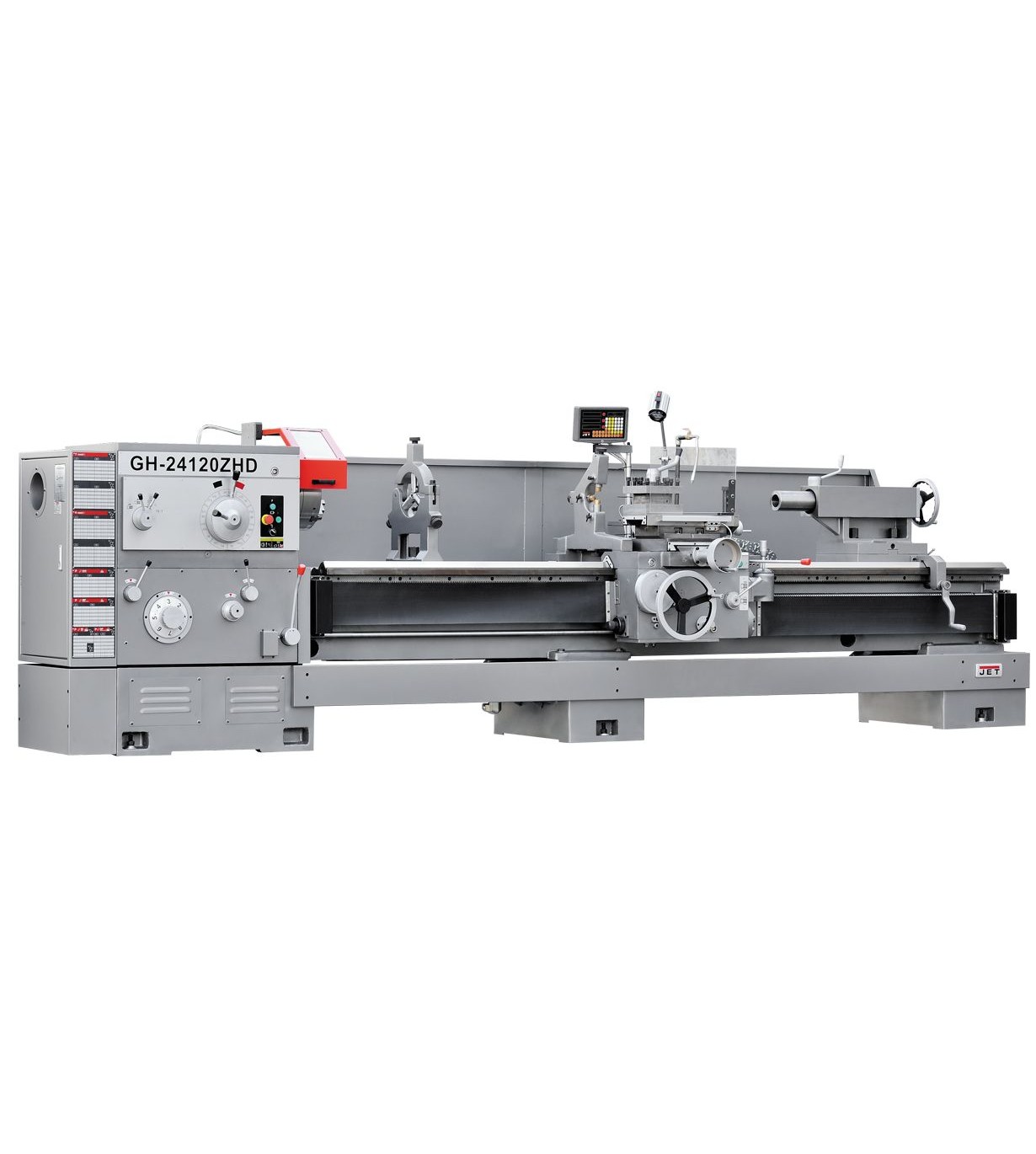
Мы покупаем и продаем новые и подержанные металлорежущие станки, ножницы, токарные станки, фрезерные станки, сверла, пилы, листогибочные прессы, фрезерные станки, модели револьверных пуансонов, прессы, сварочные аппараты, машины для удаления заусенцев и снятия фаски, листовые валки, лазеры, гидроабразивные станки и сопутствующие инструменты и аксессуары. Мы гордимся тем, что являемся надежным партнером, на которого наши клиенты полагаются на протяжении многих лет. Наш опытный отдел продаж будет рад помочь вам с покупкой нового станка. Позвоните нам сегодня или Запросите предложение . Позвоните по номеру 614-255-9000 или свяжитесь с нами сегодня, чтобы узнать о различиях станков по всему миру.
Следите за нами в Twitter, Facebook, Youtube и Instagram.
ООО «Уорлдуайд Машин Тул».
Условия и положения: https://www.worldwidemachinetool.com/terms-conditions/
18″ x 24″ Токарный станок VSR – Электроинструменты Rikon
Артикул: 70-182 4ВСР
Категория: Токарные станки
18″ x 24″ Токарный станок с регулируемой скоростью #70-1824VSR предлагает ряд новых функций, которые делают его самым универсальным токарным станком в линейке RIKON — V1 оснащен мощным двигателем 1,75 л. с., 115 В, 16 А, обеспечивающим достаточную мощность для все токарные нужды, в то время как V2 предлагает двигатель мощностью 2,5 л.с., 230 В. Токарный станок использует инвертор для управления эффективностью работы двигателя, скоростью и регулирует крутящий момент, чтобы дать мастеру постоянство, необходимое при токарной обработке. Включая поворотную переднюю бабку, блокировку шпинделя, индексацию шпинделя, 3 положения выдвижения станины, регулируемую скорость от 50 до 3850 об/мин, цифровой дисплей для считывания показаний, подвижный магнитный блок управления, розетку 115 В для подключения источников света или других аксессуаров, а также увеличенное место для хранения инструментов.
с., 115 В, 16 А, обеспечивающим достаточную мощность для все токарные нужды, в то время как V2 предлагает двигатель мощностью 2,5 л.с., 230 В. Токарный станок использует инвертор для управления эффективностью работы двигателя, скоростью и регулирует крутящий момент, чтобы дать мастеру постоянство, необходимое при токарной обработке. Включая поворотную переднюю бабку, блокировку шпинделя, индексацию шпинделя, 3 положения выдвижения станины, регулируемую скорость от 50 до 3850 об/мин, цифровой дисплей для считывания показаний, подвижный магнитный блок управления, розетку 115 В для подключения источников света или других аксессуаров, а также увеличенное место для хранения инструментов.
» Подробнее
Изготовленная из тяжелого чугуна станина, ножки классической формы, передняя бабка, задняя бабка и подручник в сборе обеспечивают устойчивость более 370 фунтов при токарной обработке. Кроме того, большой двигатель мощностью 1,75 л. Недавно разработанная передняя бабка может поворачиваться на 180 градусов для наружного поворота! Эта функция увеличивает диаметр чаши или диска с 18″ до 27-1/2″ или до 44″, если передняя бабка закреплена лицом вперед (для этой установки необходим отдельно стоящий упор для инструментов (не входит в комплект)). Точение шпинделя длиной до 24 дюймов можно выполнять на токарном станке, но с добавлением дополнительного 16-дюймового длинного #70-9.08 Расширение кровати, возможны повороты до 40″. Токарный станок имеет 3 дополнительные обработанные поверхности по бокам станины для установки этого специального удлинения станины, что еще больше увеличивает возможности токарной обработки. Токарный станок включает в себя цилиндрический центр, подвижный центр, планшайбу 3-3/8 дюйма, 12-дюймовую опору для инструмента со стойкой диаметром 1 дюйм, инструмент для выравнивания шпинделя MT2-MT2, выбивные стержни, ключи и держатель инструмента.
Точение шпинделя длиной до 24 дюймов можно выполнять на токарном станке, но с добавлением дополнительного 16-дюймового длинного #70-9.08 Расширение кровати, возможны повороты до 40″. Токарный станок имеет 3 дополнительные обработанные поверхности по бокам станины для установки этого специального удлинения станины, что еще больше увеличивает возможности токарной обработки. Токарный станок включает в себя цилиндрический центр, подвижный центр, планшайбу 3-3/8 дюйма, 12-дюймовую опору для инструмента со стойкой диаметром 1 дюйм, инструмент для выравнивания шпинделя MT2-MT2, выбивные стержни, ключи и держатель инструмента.
» Показать меньше
ГДЕ КУПИТЬЗАПЧАСТИ RIKON
• Увеличенная высота шпинделя для создания шпинделей большего диаметра, чаш и тарелок.
• Станина токарного станка имеет обработанные концы и переднюю часть для добавления удлинителей для увеличения возможностей токарной обработки
• Мощный двигатель постоянного тока мощностью 1,75 л. Аварийная остановка.
• Механически обработанная станина и соответствующие компоненты обеспечивают точное выравнивание
• Шарикоподшипниковая конструкция для плавной и точной работы шпинделя
• Регулируемые фиксирующие рукоятки обеспечивают надежное позиционирование компонентов
• Поворотная крышка ремня для облегчения доступа при изменении скорости ремня
• 8-дюймовая подставка PRO с верхним стержнем из закаленной стали для обеспечения дополнительного контроля инструментов при точении
Функции
Сравнивать
Продать листы
Аксессуары
Технические характеристики
Руководства
Список деталей
Характеристики
• Увеличенная высота шпинделя для создания шпинделей, чаш и тарелок большего диаметра. • Станина токарного станка имеет обработанные концы и переднюю часть для добавления удлинителей для увеличения токарных возможностей • Мощный двигатель постоянного тока мощностью 1,75 л.с. • Магниты на задней панели блока управления позволяют размещать его в любом месте, легкодоступном для токарей, для быстрого управления скоростью токарного станка или аварийной остановки. • Механически обработанная станина и подходящие компоненты обеспечивают точное выравнивание • Шарикоподшипниковая конструкция для плавной и точной работы шпинделя • Регулируемые фиксирующие рукоятки обеспечивают надежное позиционирование компонентов • Поворотная крышка ремня для легкого доступа при изменении скорости ремня • 12-дюймовая опора для инструмента PRO Особенности Верхний стержень из закаленной стали для обеспечения дополнительного контроля над инструментами при точении
• Станина токарного станка имеет обработанные концы и переднюю часть для добавления удлинителей для увеличения токарных возможностей • Мощный двигатель постоянного тока мощностью 1,75 л.с. • Магниты на задней панели блока управления позволяют размещать его в любом месте, легкодоступном для токарей, для быстрого управления скоростью токарного станка или аварийной остановки. • Механически обработанная станина и подходящие компоненты обеспечивают точное выравнивание • Шарикоподшипниковая конструкция для плавной и точной работы шпинделя • Регулируемые фиксирующие рукоятки обеспечивают надежное позиционирование компонентов • Поворотная крышка ремня для легкого доступа при изменении скорости ремня • 12-дюймовая опора для инструмента PRO Особенности Верхний стержень из закаленной стали для обеспечения дополнительного контроля над инструментами при точении
Сравнить
| Информация о продукте | Модель 70-1824VSR: токарный станок VSR 18 x 24 дюйма | Модель 70-100: мини-токарный станок 12 x 16 дюймов | Модель 70-105: мини-токарный станок 10 x 18 дюймов | Модель 70-3040:Токарный станок VSR 30 x 40 дюймов с подвижной станиной |
|---|---|---|---|---|
| Артикул | 70-1824ВСР | 70-100 | 70-105 | 70-3040 |
| Мощность двигателя | 1 3/4 HP TEFC | 1/2 HP TEFC | 1/2 HP TEFC | 3 л. с. TEFC с. TEFC |
| Моторные усилители | 16А. 60 Гц | 5,7 | 3,7 | 14,8 |
| Напряжение двигателя | 115 В, 1 фаза | 115 В, 60 Гц | 120 В, 60 Гц | 220 В, 50/60 Гц |
| Мотор, об/мин | 1720 об/мин | 1720 об/мин | 1700 об/мин | 1720 об/мин |
| Направление | Вперед (C-по часовой стрелке) и назад (по часовой стрелке) | Вперед | Вперед | Вперед/Назад |
| Количество скоростей | 3 | 6 | 5 | Переменная |
| Диапазоны скоростей | 50-900/100-1850/200-3850 об/мин | 430, 810, 1 230, 1 810, 2 670, 3 900 | 500, 1175, 1850, 2225, 3200 | 20 – 650 / 50 – 1 750 / 100 – 3 850 |
| Качели над кроватью | 18 дюймов (457 мм) | 12 дюймов | 10 дюймов | от 23-7/32” до 31-1/4” |
| Откидная подставка для инструмента | 13-3/4” (350 мм) | 9-1/2” | 7-1/2” | от 17-13/32 дюйма до 25-7/16 дюйма |
| Рабочее расстояние между центрами | 24 дюйма (610 мм) | 16 дюймов | 18 дюймов | от 20 до 40 дюймов |
| Диаметр стойки подручника | 1 дюйм (25,4 мм) | 5/8” | 5/8” | 1” |
| Нос шпинделя, дюйм x TPI | 1 дюйм x 8 шагов на дюйм | 1 дюйм x 8 | 1 дюйм x 8 | 1-1/4” x 8 |
| Конус передней бабки | МТ2 | МТ2 | МТ2 | МТ2 |
| Конус задней бабки | МТ2 | МТ2 | МТ2 | МТ2 |
| Рам Тревел | 4 1/2″ (101,6 мм) | 2-1/2” | 1-3/4” | 4-11/16” (120 мм) |
| Позиции индексации | 24 | 12 | — | 36 |
| Общая длина | 63 дюйма (1600 мм) | 32 дюйма | 35-1/2” | от 61-5/8” до 81-5/8” |
| Общая ширина | 24-3/8” (620 мм) | 10-1/2” | 10-1/2” | 30-1/8” |
| Общая высота | 47-3/8″ (1206 мм) | 17-1/2” | 14-3/4” | 50-3/8” |
| Общий базовый размер | 47-1/4” x 24-3/8” (1120 x 620 мм) | 27-3/4” x 7-3/4” | 29-1/2” x 7-3/8” | — |
| Общий вес нетто | 373 фунта (169 кг) | 89 фунтов. | 75 фунтов. | 546 фунтов. |
| Гарантия | 5 лет | 5 лет | 5 лет | 5 лет |
| Нижняя часть основания к шпинделю | 43-5/16“ (1100 мм) | 13-1/2” (343 мм) | 11-13/16” (300 мм) *измеряется до дна кровати без установленных резиновых прокладок | 44 дюйма (1118 мм) |
| Транспортировочный вес | — | — | — | 665 фунтов.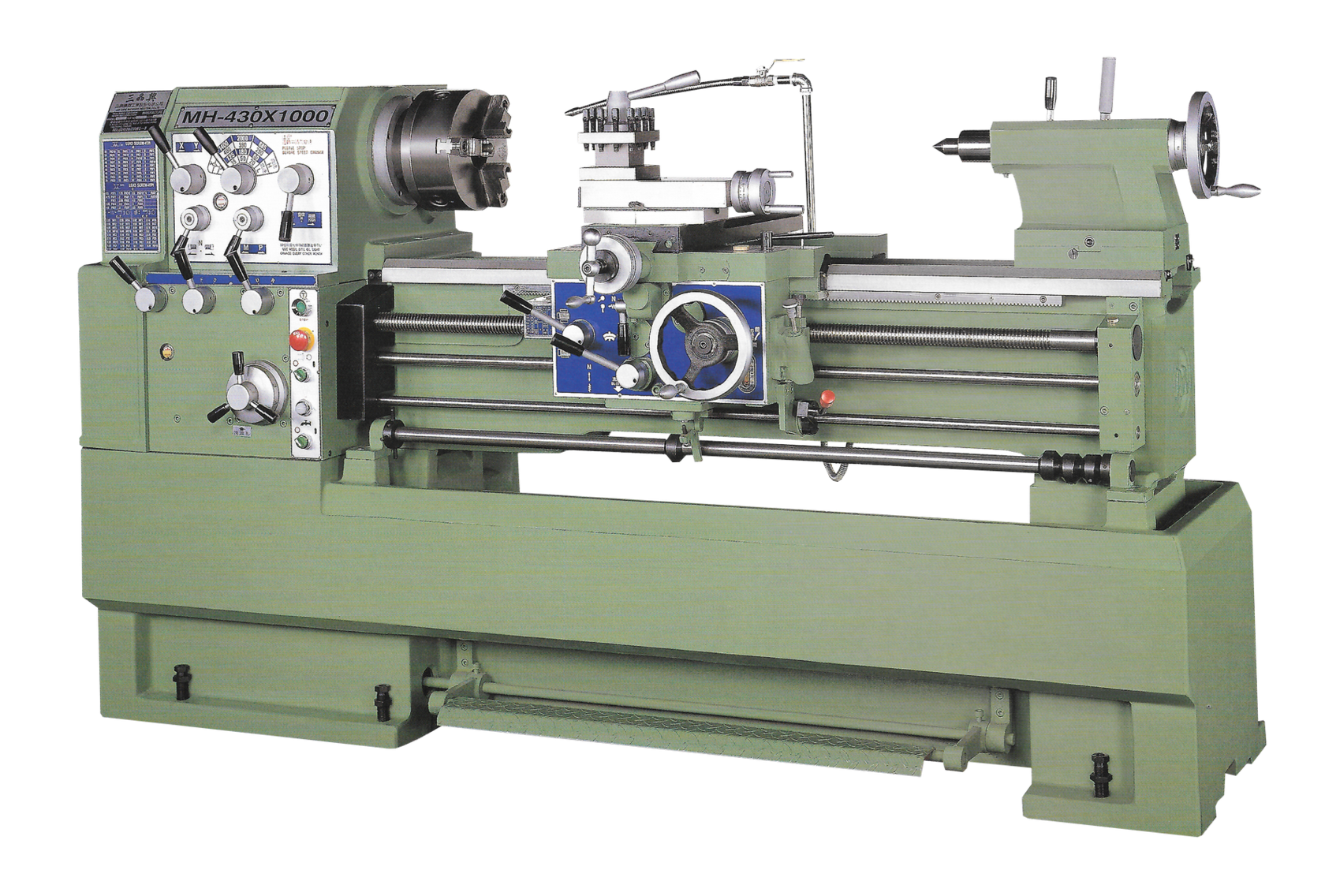 |
| Транспортировочная коробка | — | — | — | 61-3/4” x 26-5/16” x 34-1/4” |
Листы для продажи
Листы для продажи не найдены
Аксессуары
| 70-800 | 70-800 Набор токарных инструментов из 4 предметов с твердосплавными пластинами
Токарная система RIKON, разработанная для опытных или начинающих токарей по дереву, оснащена резцами из карбида вольфрама, которые сохраняют свои острые режущие кромки дольше, чем обычные инструменты из углеродистой или быстрорежущей стали. » Подробнее часов использования, если фреза затупилась, просто поверните ее, чтобы работать с другой новой стороной края. Изменения занимают всего несколько секунд. » Показать меньше ГДЕ КУПИТЬ | 249,99 $ | В наличии | В корзину |
| 70-908 | 70-9083: Расширение станины 16 дюймов для моделей 70-1824 и 70-1420 | 199,99 $ | В наличии | В корзину |
| 70-9083 | Комбинированный набор Включая: 70-908 16-ДЮЙМОВАЯ УДЛИНИТЕЛЬНАЯ СТОЙКА или 70-1824 и 70-1420 70-959 УДЛИНИТЕЛЬ ВЫСОТЫ ОПОРНОЙ ПОДСТАВКИ – поднимает опорные стойки на 4″ выше при работе на токарных станках с большей грузоподъемностью. Имеет 1-дюймовую стойку и 1-дюймовое приемное отверстие для крепления подставки для инструментов с помощью рычажной рукоятки. 70-960 Удлинитель подручника — увеличивает досягаемость подручника для токарной обработки поверхностей, что невозможно со стандартными подручниками. *Снимок Lifestyle Банджо и подставка для инструментов в комплект не входят | 249,99 $ | В наличии | В корзину |
| 70-920 | Универсальная подставка для станков Mini и MIDI | 199,99 $ | В наличии | В корзину |
| 70-969 | 85 мм (3-3/8″) x 1″ Стойка только для подручников PRO | 9,99 $ | В наличии | В корзину |
| 70-971 | Набор роликов для моделей 70-3040 и 70-1824VSR | 269,99 $ | В наличии | В корзину |
| 70-975 | 4-дюймовая верхняя подставка PRO | 24,99 $ | В наличии | В корзину |
| 70-976 | 6-дюймовая верхняя подставка PRO | 29,99 $ | В наличии | В корзину |
| 70-977 | 8-дюймовая верхняя подставка PRO | 34,99 $ | В наличии | В корзину |
| 70-978 | 12-дюймовая верхняя подставка PRO | 39,99 $ | В наличии | В корзину |
 После часов и
После часов и Имеет 1-дюймовую стойку и отверстие, с досягаемостью 7-1/2 дюйма.
Имеет 1-дюймовую стойку и отверстие, с досягаемостью 7-1/2 дюйма.Технические характеристики
Мощность двигателя, л.  |