Н478М гильотина тех характеристики: Ножницы гильотинные Н-478 – технические характеристики и особенности эксплуатации + Видео
Содержание
Ножницы гильотинные механические Н478.01 — цена, характеристики с фото и видео, инструкция, отзывы
Гильотинные ножницы модели Н478.01 изготовлены по ТУ3828-010-23881227-2014 и предназначены для прямой продольной и поперечной резки листового металла толщиной не более 22 мм и шириной 2000 мм, с σ = 50 кГс/мм2. Резка листа производится за один ход ножа по разметке или по упору.
Ножницы эксплуатируются в закрытых помещениях или на открытом воздухе при температуре окружающей среды -20 оС+40оС. Категория 2 по ГОСТ 15150-69.
Ножницы могут быть использованы в любой отрасли народного хозяйства. На входе в помещение, в котором эксплуатируются ножницы и на рабочем месте должны быть установлены знаки безопасности по ГОСТ 12.4.026, сигнализирующие о том, что работает оборудование с повышенным уровнем шума.
|
Технические характеристики Н478.01
| |
|
Толщина разрезаемых листов с временным сопротивлением σвр = 500МПа,мм
|
22
|
|
Ширина разрезаемых листов, мм
|
2000
|
|
Длина листа отрезанного с упором, мм
|
900
|
|
Размер разрезаемого уголка, мм
|
63x63x5
|
|
Диаметр разрезаемого прутка, мм
|
40
|
|
Частота ходов ножа, холостых, мин-1
|
20
|
|
Ход ножа, мм
|
140
|
|
Число режущих кромок ножа
|
4
|
|
Расстояние от верхней кромки нижнего ножа до уровня пола, мм
|
800
|
|
Расстояние между стойками в свету, мм
|
2250
|
|
Мощность электродвигателя, кВт
|
37
|
|
Длина
|
3300
|
|
Ширина
|
2600
|
|
Высота
|
2500
|
|
Масса Н478.
|
12500
|
 01, кг
01, кгСтандартная комплектация Н478.01
- Н478, Ножницы в сборе;
- Н478.03.000Пульт управления с педалью;
- Н478.300.00.001 РЭ Механическая часть;
- Н478.00.001 РЭ1Электрооборудование;
- Н478.00.001;Технический паспорт;
- Задний упор 650мм;
- Прижим листа установлен на ножницах;
- Ножная педаль с клавишей аварийного останова.
- Светодиодная линия освещения рабочей зоны;
Дополнительные опции Н478.01
- Угловая линейка 0-180;
- Передние удлинители стола;
- Боковой упор;
- Задний упор 1000мм;
- Сортовые ножи для резки уголка и прутка.
- Резиновые накладки прижима;
- Рольганг неприводной;
- Рольганг приводной;
- Тележка откатная;
- Лазерный указатель реза;
- Задний упор с УЦИ.

Ножницы гильотинные, кривошипные Н-478.01
Конструкция ножниц гильотинных Н-478.01
- линейка
- линейка прижимная
- муфта включения
- вал коленчатый
- устройство автоматического отключения
- винт
- болт
Схема кинематическая ножниц Н-478.01
Станина ножниц гильотинных, кривошипных Н-478.01
Станина сварная из листовой стали. В передней части ее болтами укреплен стол. Для регулировки зазора между ножами стол можно перемещать, предварительно отпустив болты, которые после регулировок необходимо снова затянуть.
Привод и валы ножниц гильотинных Н-478.01
На задней части станины установлен электродвигатель 1 Вращение передается через 5 клиновых ремней на маховик 9, через зубчатые колеса 4,5,6,7 на коленчатый вал III, Промежуточный вал I установлен на радиальных сферических роликоподшипниках, коленчатый вал III — на подшипниках скольжения.
Тормоз Н-478.01
На правом конце коленчатого вала 8 (рис.3.) установлен ленточный тормоз 3 периодического действия. Периодичность торможения осуществляется за счет шкива. Эксцентрически распложенного на оси вращения коленчатого вала 8. Торможение происходит в момент, когда линейка ножа 5 находится в верхнем положении. За счет тормоза устраняется забегание под действием инерции коленвала.
Муфта включения ножниц гильотинных, кривошипных Н-478.01
Муфта включения ножниц H-478.01 в разрезе
На левом конце коленчатого вала и ступице зубчатого колеса установлена шпоночная муфта включения. Втулки неподвижно посажены в ступице зубчатого колеса. Остальные де Гильотинные ножницы модели Н478.01 изготовлены по ТУ3828-010-23881227-2014 и предназначены для прямой продольной и поперечной резки листового металла толщиной не более 22 мм и шириной 2000 мм, с σ = 50 кГс/мм2. Резка листа производится за один ход ножа по разметке или по упору.
Ножницы эксплуатируются в закрытых помещениях или на открытом воздухе при температуре окружающей среды -20 оС+40оС. Категория 2 по ГОСТ 15150-69.
Ножницы могут быть использованы в любой отрасли народного хозяйства. На входе в помещение, в котором эксплуатируются ножницы и на рабочем месте должны быть установлены знаки безопасности по ГОСТ 12.4.026, сигнализирующие о том, что работает оборудование с повышенным уровнем шума.
тали соединяются с валом через втулку. Поворотные (рабочая и запорная) шпонки 3, 4 муфты включаются пружинами 5, поворачиваясь, захватываются полукруглыми пазами втулки 6. Втулки 7, имеющие полукруговые пазы, дополняют гнезда для круглых концов шпонки. Правый конец рабочей шпонки снабжен легкоотводным языком, который, ударяясь об один из пальцев, отключает шпонки, соединенные между собой рычагами 9. При включении шпонок угол поворота последних ограничивается пазом ведущей втулки 10
Работы муфты включения Н-478.06.00.000 СБ
При нажатии кнопки «ручной рез» или педали «Рез педалью» включается электромагнит.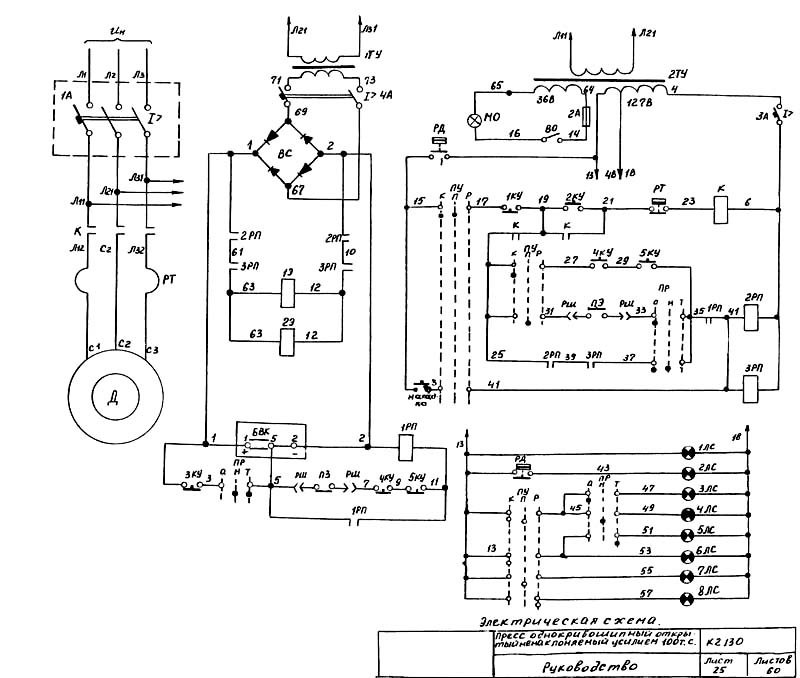 Фиксатор 058 отклоняется вправо, освобождая от упора хвостовик 013. Хвостовик 013 находясь в чугунной ведущей втулке 011 входит в зацепление с шпонкой включения 010. Шпонка 010 соединена с рычагом 016 и под действием пружины 004 поворачивается вместе с рычагом 016, освобождая рычаг 015, который поворачивает шпонку 019.
Фиксатор 058 отклоняется вправо, освобождая от упора хвостовик 013. Хвостовик 013 находясь в чугунной ведущей втулке 011 входит в зацепление с шпонкой включения 010. Шпонка 010 соединена с рычагом 016 и под действием пружины 004 поворачивается вместе с рычагом 016, освобождая рычаг 015, который поворачивает шпонку 019.
Шпонки 010 и 019 поворачиваясь, захватываются полукруглыми пазами втулки 006, которая запрессована в зубчатое колесо. Зубчатое колесо поворачивает коленчатый вал, совершая полный оборот. Происходит рез металла.
По окончании оборота хвостовика 013 при соприкосновении с фиксатором 058 (фиксатор к этому времени занял исходное положение) поворачивается в гнезде чугунной ведущей втулки 011, одновременно поворачивает в исходное положение шпонку включения 010 с рычагами 016 и 015.
Шпонки занимают положение обеспечивающие свободное вращение втулки 006 совместно с зубчатым колесом. Осуществляется холостое вращение. Для включения в работу необходимо опять нажать кнопку «ручной рез» или педаль (в зависимости от установленного режима работы).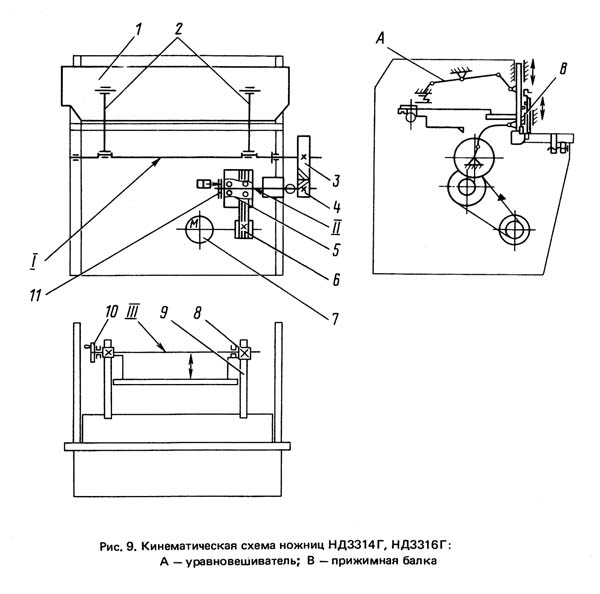
Примечание: при положении шпонок 019 и 010 изображенном на рис.8. осуществляется свободное вращение зубчатого колеса (холостой ход), при повороте шпонок 010 и 019 осуществляется включение муфты.
Линейка ножа и прижимная линейка
Усилие от коленчатого вала передается на линейку ножа посредством двух шатунов. Прижимная линейка прижимает разрезаемый материал и работает автоматически согласованно с движением линейки ножа. Усилие нажатия прижима регулируется пружинами вмонтированными в стаканы на прижимной линейке.
Смазка ножниц Н-478.01
|
№ п/п
|
Наименование мест, номер позиции
|
Наименование смазочных материалов и обозначение стандарта
|
Способ нанесения смазочных материалов
|
Периодичность проверки и замены смазки
|
|
1
|
Подшипниковые узлы промежуточного вала.
|
Циатим 201 ГОСТ 8773
|
Шприцем
|
Пополнение через 50ч. Замена через 3500ч.
|
|
2
|
Опоры шеек коленчатого вала, опоры вал-шестерен.
|
Циатим 201 ГОСТ 8773
|
Шприцем
|
Не менее 3-х раз в смену.
|
|
3
|
Оси шатунов, оси рычагов, ось мех-ма включения муфты.
|
Циатим 201 ГОСТ 8773
|
Шприцем
|
Один раз в смену. Не менее 3-х раз в смену.
|
|
4
|
Шатунные шейки коленчатого вала.
|
Циатим 201 ГОСТ 8773
|
Шприцем
|
Не менее 3-х раз в смену.
|
|
5
|
Подушки, направляющие линейки ножа, прижимной линейки, муфта включения.
|
Циатим 201 ГОСТ 8773
|
Шприцем
|
Один раз в смену.
|

Подготовка ножниц Н-478.01 к работе и порядок работы
При подготовке к работе необходимо:
- осмотреть ножницы, убрать посторонние предметы со стола;
- проверить надежность крепления ножей, а также соответствие величины зазора между ножами согласно табл.7.;
- смазать ножницы согласно табл.4. смазки;
- проверить натяжение клиновых ремней и при необходимости подтянуть;
- установить упор на задаваемый размер;
- обнаружение недостатки устранить.
Включить автоматический выключатель QF1, при этом загорится сигнальная лампочка на пульте управления.
Установить переключатель в положение «Одиночный ход» и «Управление кнопкой».
Нажать кнопку «Электродвигатель», после того как двигатель наберет обороты (1-2 мин.) подать разрезаемый лист до упора и нажать кнопку «Рез». Последующие резы осуществляются нажатием на кнопку «Рез».
Для работы с педалью установить переключатель в положение «Управление педалью». Рез осуществляется путем нажатия на педаль.
Для выключения ножниц необходимо нажать кнопку «Стоп» или «Общий стоп».
Техническое обслуживание ножниц Н-478.01
Техническое обслуживание ножниц Н-478.01 по периодичности, выполняемым операциям и трудоемкости подразделяется на ежемесячное (ЕО) и периодическое техническое обслуживание (ТО).
- Ежемесячное техническое обслуживание выполняется в течение рабочей смены.
- Периодическое техническое обслуживание выполняется через 700 часов работы.
- Текущий ремонт необходимо проводить через 3500 часов, капитальный – через 30000 часов.
- Перечень работ ежемесячного обслуживания должен соответствовать таблице 7.
Установка ножниц кривошипных Н-478.01
Поставка ножниц кривошипных Н-478 заказчику осуществляется в собранном виде. Подъем ножниц Н-478.01 в распакованном виде следует производить за строповочные уши, согласно схеме
Схема строповки ножниц кривошипных Н-478
Ножницы должны быть установлены на фундаменте согласно плану фундамента
План фундамента для установки ножниц кривошипных Н478
- Болт 1.2 М24х710 Ст3пс ГОСТ 243791-80,
- .Гайка М24.6.05 ГОСТ 5927-70
- .Шайба А24.01.05 ГОСТ 11371-78
Подготовка ножниц кривошипных Н478 к работе
При подготовке к работе необходимо:
- осмотреть ножницы Н478, убрать посторонние предметы со стола;
- проверить надежность крепления ножей, а также соответствие величины зазора между ножами согласно табл.7.;
- смазать ножницы согласно таблицы смазки;
- проверить натяжение клиновых ремней и при необходимости подтянуть;
- установить упор на задаваемый размер;
- обнаружение недостатки устранить.

Включить автоматический выключатель QF1, при этом загорится сигнальная лампочка на пульте управления.
Установить переключатель в положение «Одиночный ход» и «Управление кнопкой».
Нажать кнопку «Электродвигатель», после того как двигатель наберет обороты (1-2 мин.) подать разрезаемый лист до упора и нажать кнопку «Рез». Последующие резы осуществляются нажатием на кнопку «Рез».
Для работы с педалью установить переключатель в положение «Управление педалью». Рез осуществляется путем нажатия на педаль.
Для выключения ножниц необходимо нажать кнопку «Стоп» или «Общий стоп».
Порядок работы на ножницах кривошипных Н-478.01
- Включить автоматический выключатель QF1 (при этом загорится сигнальная лампочка на пульте управления).
- Установить переключатель в положение «Одиночный ход» и «Управление кнопкой».
- Нажать кнопку «Электродвигатель».
- После того как двигатель наберет обороты (1-2 мин.
 ) подать разрезаемый лист до упора и нажать кнопку «Рез» (последующие резы осуществляются нажатием на кнопку «Рез»).
) подать разрезаемый лист до упора и нажать кнопку «Рез» (последующие резы осуществляются нажатием на кнопку «Рез»). - Для работы с педалью установить переключатель в положение «Управление педалью». Рез осуществляется путем нажатия на педаль.
- Для выключения ножниц нажать кнопку «Стоп» или «Общий стоп
Техническое обслуживание ножниц кривошипных
Н-478.01
- Техническое обслуживание ножниц по периодичности, выполняемым операциям и трудоемкости подразделяется на ежемесячное (ЕО) и периодическое техническое обслуживание (ТО).
- Ежемесячное техническое обслуживание выполняется в течение рабочей смены.
- Периодическое техническое обслуживание выполняется через 700 часов работы.
- Текущий ремонт необходимо проводить через 3500 часов, капитальный – через 30000 часов.
- Перечень работ ежемесячного обслуживания должен соответствовать таблице.
|
Содержание работ и методика их проведения
|
Технические требования
|
Приборы, инструменты, приспособления и материалы, необходимые для выполнения работ
|
|
1.
|
|
|
|
2.Проверить надежность крепления болтовых соединений.
|
|
Набор гаечных ключей
|
|
3.Проверить состояние верхних и нижних ножей, наличие между ними зазора.
|
Величина зазора согласно таблице 6
|
Визуально.
Щуп.
|
|
4.Смазать ножницы в соответствии с таблицей смазки 4.
|
|
Циатим 201 ГОСТ 8773
|
|
5.Проверить работу ножниц на холостом ходу.
|
Температура подшипников качения не должна превышать 70 оС, подшипников скольжения – 60оС, направляющих — 50оС.
|
|
|
6.
|
|
|
 Произвести контрольный осмотр ножниц и электроаппаратуры перед началом работы.
Произвести контрольный осмотр ножниц и электроаппаратуры перед началом работы. Контролировать работу подшипников с целью предупреждения их чрезмерного нагрева.
Контролировать работу подшипников с целью предупреждения их чрезмерного нагрева.Все замеченные неисправности должны быть устранены. При этом отключить питание ножниц.
|
Толщина разрезаемого листа, мм
|
5 – 6
|
7 — 8
|
9 — 12
|
12 — 16
|
17 — 20
|
20-22
|
|
Зазор между ножами, мм
|
0,3
|
0,4
|
0,5
|
0,6
|
0,7
|
0,8
|
Для регулировки зазора между ножами отпустить болты 7 и при помощи винтов 6 осуществить перемещение стола до получения заданного зазора. Периодическое техническое обслуживание включает работы, предусмотренные ежесменным техническим обслуживанием.
Периодическое техническое обслуживание включает работы, предусмотренные ежесменным техническим обслуживанием.
|
Содержание работ и методика их проведения
|
Технические требования
|
Приборы, инструменты, приспособления и материалы, необходимые для выполнения работ
|
|
1.Контролировать состояние рабочих поверхностей быстроизнашивающихся деталей.
|
|
Визуально
|
|
2.Отрегулировать натяжение производных клиновых ремней.
|
Не допускается проскальзывание.
|
Визуально. Гаечные ключи
|
|
3.Проверить состояние режущей кромки ножей. Переустановить ножи, а при затуплении обеих режущих кромок шлифовать
|
Не допускается работами с затупленными и выкрошенными кромками ножа.
|
Визуально. Гаечные ключи
|

Характерные неисправности ножниц кривошипных Н478.01 и методы их устранения
Затягивание лист между ножами.
|
Зазор между ножами не соответствует толщине разрезаемого листа.
|
Уменьшить зазор путем перемещения стола, отрегулировать зазор в соответствии с инструкцией.
|
Материал не прижимается или прижимается с одного конца
|
Вышла из строя или слабо натянута пружина.
|
Сменить или подтянуть пружину.
|
Тормоз не останавливает коленчатый вал в верхнем положении.
|
Изношена лента или ослаблена пружина тормоза.
|
Сменить ленту или подтянуть или сменить пружину.
|

Греются подшипники коренных шеек коленчатого вала.
|
Плохо пришабрены втулки, в зазоры на валу или втулку не поступает смазка.
|
Прошлифовать или зачистить шейки коленчатого вала и пришабрить втулки. Проверить поступление смазки.
|
У выступившей смазки по бокам вкладышей шатунов заметны частицы металла.
|
Отсутствует смазка.
|
Проверить поступление смазки.
|
Тугой ход ножевой или прижимной балки.
|
Направляющие слишком затянуты, отсутствие смазки, задиры.
|
Отпустить направляющие. Проверить поступление смазки. Разобрать и пришабрить ножевую балку и направляющие.
|
Электрооборудование ножниц гильотинных Н478. 01
01
- Род тока – переменный , 3-х фазный.
- Напряжение – 380 В; 50 Гц.
- Напряжение цепей управления: переменного тока 110 В; 50 Гц.
- Напряжение цепей сигнализации – 22 В; 50 Гц.
- Напряжение цепей освещения – 24 В; 50 Гц.
- Количество точек освещения – 3.
- Электродвигатель главного привода А200М2 37кВт 2950 об/мин.
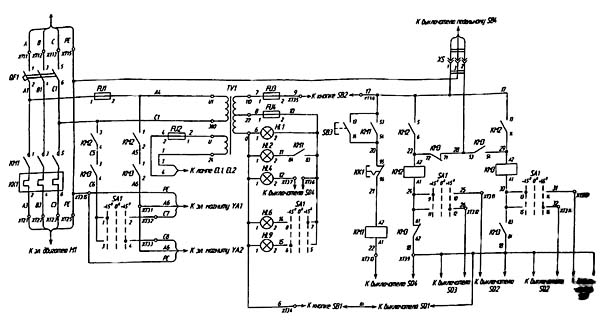
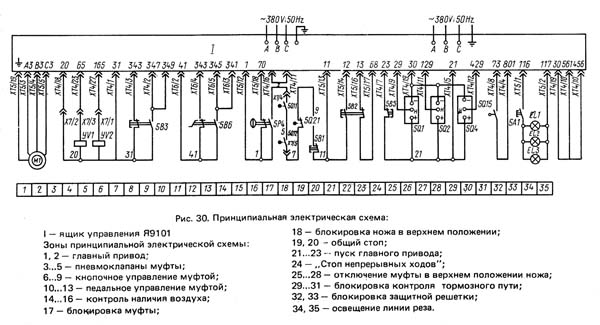
Электрическая схема ножниц гильотинных Н-478.01 предусматривает следующие режимы:
- отключено;
- ручное управление;
- педальное управление;
- автоматический цикл;
- одиночный ход.
Выбор режимов осуществляется переключателями, установленным на пульте управления.
- лампочка – электросеть подключена
- лампочка – двигатель включен
- ключ
- переключатель – местное освещение
- кнопка пуск
- кнопка стоп
- кнопка ручное управление
- кнопка – стоп непрерывных циклов
- переключатель педаль-пульт
- переключатель циклов
Ручное управление ножницами Н-478.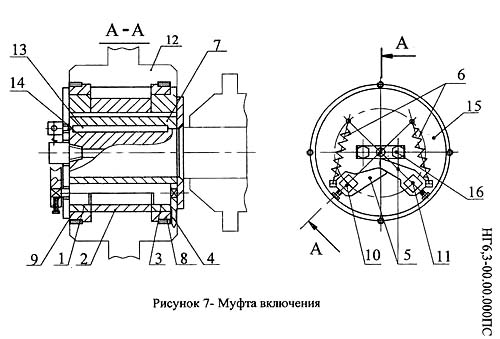 01
01
Переключатель режимов SA2 ставится в положение «Ручное управление», при нажатии кнопки SB4 происходит одиночный цикл: включается реле KМ2, и включает электромагнит YА, который включает муфту.
Педальное управление ножницами Н-478.01
Переключатель режимов SA2 ставится в положение «Педальное управление», и при нажатии педали SB5 происходит одиночный цикл.
Автоматический цикл ножниц Н-478.01
Переключатель режимов SA3 ставится в положение «Автоматический цикл», и при нажатии кнопки SB4 включается KМ2 и становится на самопитание, электромагнит YА1 постоянно включен, происходят непрерывные хода (циклы) ножевой балки. Отключение производится кнопкой SB3.
Защита и блокировка
Защита схемы осуществляется автоматическими выключателями. Тепловая защита двигателя осуществляется тепловым реле. Электросхемой предусмотрена блокировка – невозможность работы ножниц, если решетка снята, то есть конечный выключатель SQ должен быть нажат.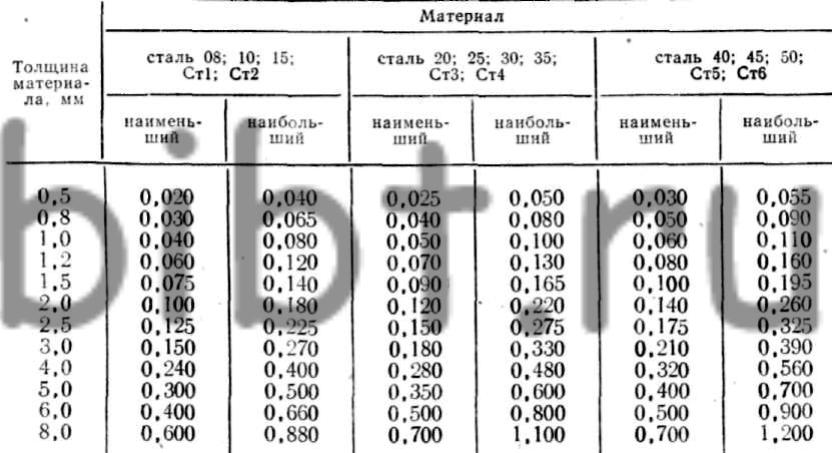
Сигнализация и местное освещение
Электросхемой предусмотрена следующая сигнализация:
- наличие напряжения HL1;
- двигатель включен HL2;
Для освещения линии реза предусмотрены лампы местного освещения EL1.
Меры безпасности при работе на ножницах гильотинных Н-478.01
К работе на ножницах Н-478.01 допускаются лица не моложе 18 лет, прошедшие обучение, имеющие удостоверение на право работы на ножницах, ознакомленные с особенностями конструкции и эксплуатации данных ножниц. Подключение ножниц от источника питания должно производится кабелем с сечением токопроводящей жилы не менее 10 мм2. Ножницы должны быть надежно заземлены путем присоединения к цеховому заземлению в соответствии с ГОСТ 27487. Сечение заземляющей шины 6х25мм или круг диаметром не менее 12мм.
- При работе на ножницах гильотинных Н-478.01 категорически запрещается:
- производить осмотр и ремонт электроаппаратуры при включенном вводном автоматическом выключателе.

- производить ремонт, наладку, чистку и смазку гильотинных ножниц Н-478.01 при включенном двигателе.
- находиться с тыльной стороны ножниц во время работы.
- работать при нарушенном заземлении и поврежденной электропроводке.
- работать при несправной блокировке предохранительной решетки.
- работать со снятыми ограждениями шестерен, маховика, ременной передачи, тормоза, ножевой и прижимной линеек.
Перед началом работы необходимо убедиться в правильности регулировки зазора между ножами, состоянием ножей.
Работа при неправильно отрегулированном зазоре между ножами с затупившейся режущей кромкой или поврежденными ножами НЕ ДОПУСКАЕТСЯ.
Не допускается: резка листа сσВ = 50 кГс/мм2 листа толщиной более 22 мм, сортового металлопроката.
При поперечной резке узкой полосы следить, чтобы полоса была расположена строго под прижимом линейки. В случае неисправностей ножниц, необходимо выключить цепь управления и вводной выключатель и оповестить ремонтную службу. Ножницы кривошипные листовые Н478-01 цена
Ножницы кривошипные листовые Н478-01 цена
Способы получения товара в г.
Ножницы гильотинные механические Н478.01 с доставкой в г. подробные условия и стоимость
Самовывоз по предзаказу (бесплатно) из г. Оренбург
Пункт самовывоза: Оренбургская область, г. Кувандык, ул. Заводская, д. 1Б
Часы работы: Пн-Сб 9:00-18:00
В стоимость доставки не включена перевозка до терминала транспортной компании!!!
Гильотина для металла Н478 (Ураз 16)
A+
A
A-
Цена: 88000,00 грн.
Габариты / Вес
Вес
10000.00
KG
Длина товара
3.15
M
Ширина
2.28
M
Высота
2.35
M
Задайте вопрос по этому товару
Описание
Станок после ремонта. Фото до ремонта!
Рабочая длина ,м 2. 2
2
Максимальная толщина металла мм, 12
Установленная мощность кВт 18.5
Частота ходов ножа в минуту 40
Максимальное усилие реза кН 500
Электромеханика. Под заказ возможна поставка пневматического варианта станка
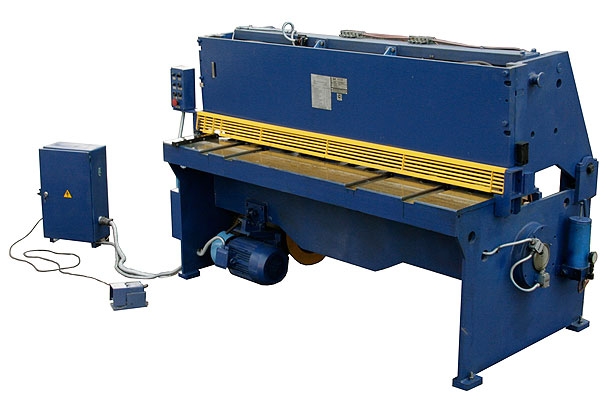
Предлагаемые нами ножницы н478 предназначены для разрезания листовых материалов как вдоль, так и поперёк. Основное применение – заготовительные цеха предприятий машиностроительной направленности.
Н478 снабжены верхним приводом и задним упором как для нарезки полос предварительно размеченного листа, так и без разметки. Во втором случае нарезка листового материала осуществляется по боковым или задним упорным рамкам.
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
 , не менее
, не менее
Отличительными особенностями конструкцииножниц Н478 являются:
• электромеханический привод с жёстким блоком запуска (содержащим две поворотные шпонки), что даёт возможность отказаться от сжатого воздуха;
• нарезка происходит по разметке или упору;
• ножницы возможно снабдить рольгангами (как приводными, так и не приводными), позволяющими автоматизировать подачу разрезаемого материала;
• электронное управление можно настроить для одиночной и автоматической резки;
• максимальная толщина разрезаемого листа — 16 мм.
