Нагартовка алюминия это: Классификация алюминиевых листов
Содержание
Классификация алюминиевых листов
Классифицируют алюминиевый лист:
По способу изготовления
Алюминиевые листы подразделяются на плакированные и неплакированные. Процесс плакирования заключается в нанесении на поверхность листа дополнительного слоя металла, способствующего улучшению коррозионной стойкости и иных свойств.
Для плакирования применяют алюминий с добавлением цинка, железа, кремния, меди, марганца, титана, магния.
Плакировка может быть нормальной (обозначается буквой А), технической (Б), утолщенной (У).
По состоянию материала
Еще одна причина классифицировать алюминиевые листы — состояние материала. Листам без термической обработки дополнительное обозначение не присваивается. В соответствии с ГОСТ 21631-76 «Листы из алюминия и алюминиевых сплавов. Технические условия» нагартованные листы маркируются буквой Н (например, лист алюминиевый АД1Н), полунагартованные — Н2, отожженные — М; закаленные и естественно состаренные — Т, закаленные и искусственно состаренные — Т1, нагартованные после закалки и естественного старения — ТН.
Иногда к маркировке листа прибавляют букву «Р». Это означает, что для его производства использовался рафинированный, т. е. специально очищенный от газов и неметаллических включений алюминий.
Нагартовка — холодная обработка давлением — эффективный способ повысить твердость и прочность алюминиевого листа. Например, у нагартованного листа из сплава АМг2 толщиной 2 миллиметра временное сопротивление разрыву почти в два с половиной раза выше, чем у отожженного листа такой же толщины.
Отжиг, закаливание и старение — виды термической обработки металлов.
Отжиг — нагрев до определенной температуры, а затем выдержка и медленное охлаждение — позволяет снять внутренние напряжения, улучшить структуру и обрабатываемость.
Сопровождаемая быстрым охлаждением закалка способствует сохранению улучшенной структуры, образовавшейся при нагреве металла.
Старение, как технология упрочнения металлов, впервые было применено именно на алюминиевых сплавах. Различают естественное старение при небольших температурах и искусственное старение при температуре выше 100 °C. Вместо прилагательных «естественное» и «искусственное» могут использоваться другие — «низкотемпературное» и «высокотемпературное».
Вместо прилагательных «естественное» и «искусственное» могут использоваться другие — «низкотемпературное» и «высокотемпературное».
По качеству отделки поверхности и точности изготовления
Отделка поверхности листа бывает обычной (специально не маркируется), повышенной (П) и высокой (В).
Согласно ГОСТ 21631-76 листы с высокой отделкой поверхности изготавливают толщиной до 4,0 мм из алюминия марок А7, А6, А5, А0, АД00, АД0, АД1, АД и алюминиевых сплавов марок АМц, АМг2.
Другой важный для потребителя критерий алюминиевых листов — точность изготовления. Листы повышенной точности (по толщине, ширине, длине, одному или двум из указанных параметров) маркируются буквой «П». Листам нормальной точности дополнительное обозначение не присваивается.
Параметр шероховатости поверхности листа должен быть не более Ra=1,25 мкм по ГОСТ 2789.
Архивы Нагартовка — aluminium-guide.com
Aluminium Fabrication Aluminium Properties REFERENCE BOOKS Нагартовка
admin
BRIEF CONTENTS Part I – Mechanical Properties of Metals and Alloys 1 Tension
Нагартовка Самые популярные
admin
Нагартовка Нагартовка или деформационное упрочнение – это важный технологический процесс, которые применяют для увеличения прочности и/или твердости металлов и сплавов,
Нагартовка
admin
Наклеп или нагартовка являются естественным следствием большинства деформационных операций алюминия и его сплавов.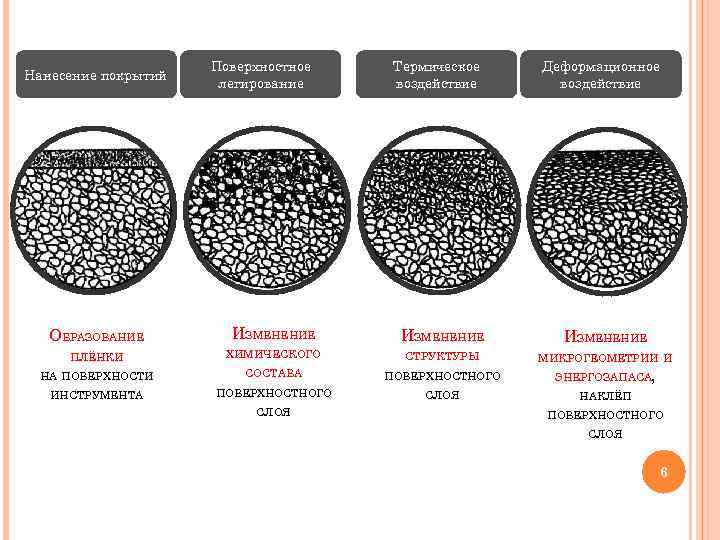 Иногда это называют еще деформационным упрочнением. Наклеп
Иногда это называют еще деформационным упрочнением. Наклеп
Нагартовка
admin
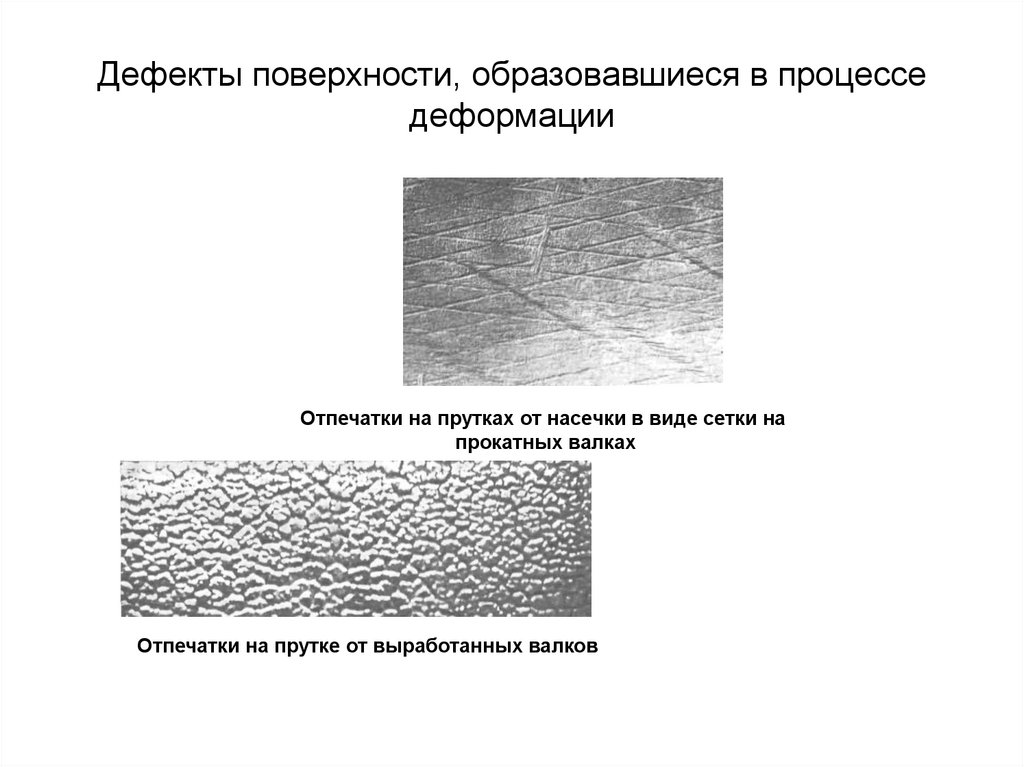
Методы обработки металлов давлением – прокатка, ковка, штамповка, прессование – превращают литой алюминиевый слиток в готовый полуфабрикат или конечное изделие
Нагартовка
admin
Алюминиевые сплавы для нагартовки Деформационно упрочняемые сплавы чаще называют «не упрочняемые термической обработкой». Такое «негативисткое» и громоздкое определение звучит весьма
Нагартовка
admin
Нагартовка алюминия Нагартовка (наклеп) возникает в процессе холодной деформации изделия. При пластическом деформировании алюминевого сплава при температуре ниже той, при которой происходит возврат
При пластическом деформировании алюминевого сплава при температуре ниже той, при которой происходит возврат
Нагартовка Самые популярные
admin
Нагартованные состояния алюминия и алюминиевых сплавов – их называют еще “Н-состояния” – применяют к алюминиевым изделиям, которые подверглись пластическому деформированию
Language
EnglishDeutschРусский
ПОИСК НА САЙТЕ
Рубрики
РубрикиВыберите рубрикуAluminum ET Seminars (7)INFO (3)Information resources (8)REFERENCE BOOKS (53) Aluminium and Aluminium Alloys (10) Aluminium Casting (8) Aluminium Design (7) Aluminium Extrusion (3) Aluminium Fabrication (4) Aluminium Industry Equipment (2) Aluminium Metallurgy (6) Aluminium Properties (8) Aluminium Recycling (3) Other Lightweight Metals (7)Алюминиевый лом (11)Алюминий (20)АРХИВЫ (7)Вопросы-ответы (5)Качество (26) Дефекты анодирования (15) Дефекты литья (1) Дефекты прессованных профилей (2) Металлография алюминия (7)Корректировка матриц (5)Магний (1)Металлургия (72) Вторичный алюминий (10) Литье (10) Нагартовка (7) Плавление алюминия и обработка расплава (12) Прокатка (4) Термическая обработка (10) Экструзия алюминия (19)Оборудование (30) Литейное оборудование (12) Оборудование порошковой окраски (1) Оборудование прессового производства (12) Печное оборудование (5)Обработка (54) Анодирование алюминия (14) Защита алюминия от коррозии (9) Механическая обработка (5) Пайка алюминия (7) Порошковое окрашивание (10) Сварка алюминия (11)Обучение персонала (15)Особое применение (2)Платный контент (1)Порошковая металлургия (1)Применение (65) Алюминиевая упаковка (4) Алюминиевые колесные диски (5) Алюминиевый прокат (5) Алюминий в автомобиле (13) Алюминий в строительстве (10) Алюминий в судостроении (2) Инновации (7) Профили (17)Рынок алюминия (4)Самые популярные (23)Свойства алюминия и его сплавов (18)Служебное (2)События (24)Сплавы (50) Деформируемые сплавы (26) Классификация сплавов (5) Литейные сплавы (13) Состояния сплавов (4)Стандарты (40) ASTM и ANSI (2) ISO, EN и DIN (7) QUALANOD (3) QUALICOAT (1) ГОСТ (18) Еврокод 9 (7)Футеровка печей (1)Экономика алюминия (3)Электротехнический алюминий (2)
Подписаться на новые статьи
Leave This Blank:Leave This Blank Too:Do Not Change This:
Ваш email:
САМЫЕ ПОЛЕЗНЫЕ КНИГИ
Самый полный справочник по алюминию и алюминиевым сплавам
Лучшее введение в технологию экструзии алюминия
Лучшее руководство по переработке алюминиевого лома: сортировка, переработка, плавление, рекомендации по выбору оборудования (2 изд.
 , 2014)
, 2014)
Все подробности по литью металлов, в том числе алюминия: плавление, обработка расплава, литье, плавильное и литейное оборудование и многое другое
Подробное руководство по фасонному литью алюминия: литейные сплавы, методы литья, литейное оборудование, свойства и применение алюминиевых отливок
Все для полного понимания преимуществ и недостатков комбинаций алюминиевых сплавов и их состояний. Связь состояний алюминиевых сплавов с технологическими операциями
БОЛЬШЕ КНИГ ПО АЛЮМИНИЮ
ALUMINIUM BOOKS
закалка алюминия | Металлургия для чайников
Термин « термическая обработка » для алюминиевых сплавов часто ограничивается конкретными операциями, используемыми для повышения прочности и твердости дисперсионно-твердеющих деформируемых и литейных сплавов. Их обычно называют «термообрабатываемыми» сплавами, чтобы отличить их от тех сплавов, в которых нельзя добиться значительного упрочнения путем нагревания и охлаждения.
Алюминий
Термическая обработка для повышения прочности алюминиевых сплавов представляет собой трехэтапный процесс:
- Термообработка раствором: растворение растворимых фаз
- Закалка: развитие пересыщения
- Старение: осаждение растворенных атомов либо при комнатной температуре (естественное старение), либо при повышенной температуре (искусственное старение или термическая обработка с осаждением).
Дисперсионное твердение, также называемое старением, представляет собой метод термической обработки, используемый для повышения предела текучести ковких материалов, включая большинство конструкционных сплавов алюминия, магния, никеля и титана, а также некоторые нержавеющие стали. Он основан на изменении растворимости твердого вещества с температурой для образования мелких частиц примесной фазы, которые препятствуют движению дислокаций или дефектов в кристаллической решетке.
Поскольку дислокации часто являются доминирующими носителями пластичности, они служат для упрочнения материала. Примеси играют ту же роль, что и вещества частиц в композиционных материалах, армированных частицами. Подобно тому, как образование льда в воздухе может привести к образованию облаков, снега или града, в зависимости от термической истории данной части атмосферы, осаждение в твердых телах может привести к образованию частиц самых разных размеров, которые имеют радикально разные свойства. В отличие от обычного отпуска сплавы необходимо выдерживать при повышенной температуре в течение нескольких часов, чтобы произошло осаждение. Эта временная задержка называется старением. Обработка раствором и старение иногда обозначаются аббревиатурой «STA» в спецификациях и сертификатах на металлы.
Примеси играют ту же роль, что и вещества частиц в композиционных материалах, армированных частицами. Подобно тому, как образование льда в воздухе может привести к образованию облаков, снега или града, в зависимости от термической истории данной части атмосферы, осаждение в твердых телах может привести к образованию частиц самых разных размеров, которые имеют радикально разные свойства. В отличие от обычного отпуска сплавы необходимо выдерживать при повышенной температуре в течение нескольких часов, чтобы произошло осаждение. Эта временная задержка называется старением. Обработка раствором и старение иногда обозначаются аббревиатурой «STA» в спецификациях и сертификатах на металлы.
Обратите внимание, что две различные термообработки с выделением осадков могут изменить прочность материала: термообработка на твердый раствор и термообработка с осаждением. Упрочнение твердого раствора включает образование однофазного твердого раствора путем закалки и делает материал более мягким. Осадительная термообработка заключается в добавлении примесных частиц для повышения прочности материала. Дисперсионное твердение с помощью дисперсионной термической обработки является основной темой обсуждения в этой статье. Термическая обработка в самом широком смысле относится к любой из операций нагревания и охлаждения, выполняемых с целью изменения механических свойств, металлургической структуры или остаточного напряженного состояния металлического изделия.
Дисперсионное твердение с помощью дисперсионной термической обработки является основной темой обсуждения в этой статье. Термическая обработка в самом широком смысле относится к любой из операций нагревания и охлаждения, выполняемых с целью изменения механических свойств, металлургической структуры или остаточного напряженного состояния металлического изделия.
Печь для старения алюминия
Когда этот термин применяется к алюминиевым сплавам, его использование часто ограничивается конкретными операциями, применяемыми для повышения прочности и твердости дисперсионно-твердеющих деформируемых и литейных сплавов. Их обычно называют «термообрабатываемыми» сплавами, чтобы отличить их от тех сплавов, в которых нельзя добиться значительного упрочнения путем нагревания и охлаждения. Последние, обычно называемые «нетермообрабатываемыми» сплавами, в первую очередь зависят от холодной обработки для повышения прочности. Нагрев для снижения прочности и повышения пластичности (отжиг) применяют для сплавов обоих типов; металлургические реакции могут варьироваться в зависимости от типа сплава и желаемой степени размягчения.
Одним из основных свойств системы дисперсионно-твердеющих сплавов является зависящая от температуры равновесная растворимость в твердом состоянии, характеризующаяся увеличением растворимости с повышением температуры. Основные системы алюминиевых сплавов с дисперсионным твердением включают:
- Алюминиево-медные системы с усилением из CuAl2
- Системы алюминий-медь-магний (магний интенсифицирует осаждение)
- Системы алюминий-магний-кремний с усилением из Mg2Si
- Алюминиево-цинково-магниевые системы с усилением из MgZn2
- Системы алюминий-цинк-магний-медь
Общее требование к дисперсионному упрочнению пересыщенных твердых растворов заключается в образовании мелкодисперсных осадков в процессе термообработки старением (которое может включать как естественное старение, так и искусственное старение). Старение должно происходить не только ниже равновесной температуры сольвуса, но и ниже метастабильной щели смешиваемости, называемой линией сольвуса зоны Гинье-Престона (GP).
Коммерческие термообрабатываемые сплавы, за немногими исключениями, основаны на тройных или четвертичных системах по отношению к растворенным веществам, участвующим в развитии прочности путем осаждения. К промышленным сплавам, прочность и твердость которых можно значительно увеличить путем термической обработки, относятся деформируемые сплавы серий 2ххх, 6ххх и 7ххх и литейные сплавы серий 2хх.0, 3хх.0 и 7хх.0.
Некоторые из них содержат только медь или медь и кремний в качестве основного упрочняющего сплава. Однако большинство термообрабатываемых сплавов содержат комбинации магния с одним или несколькими элементами, медью, кремнием и цинком. Характерно, что даже небольшие количества магния в сочетании с этими элементами ускоряют и усиливают дисперсионное твердение, а сплавы серии 6ххх содержат кремний и магний примерно в пропорциях, необходимых для рецептуры силицида магния (Mg2Si). Хотя они и не такие прочные, как большинство сплавов 2ххх и 7ххх, сплавы 6ххх обладают хорошей формуемостью, свариваемостью, обрабатываемостью и коррозионной стойкостью при средней прочности.
В термообрабатываемых деформируемых сплавах, за некоторыми заметными исключениями (2024, 2219 и 7178), такие растворенные элементы присутствуют в количествах, которые находятся в пределах взаимной растворимости в твердом состоянии при температурах ниже эвтектической температуры (самая низкая температура плавления) . Напротив, некоторые литейные сплавы серии 2xx.0 и все сплавы серии 3xx.0 содержат количества растворимых элементов, которые намного превышают пределы растворимости в твердом состоянии. В этих сплавах фаза, образованная соединением избытка растворимых элементов с алюминием, никогда не растворится, хотя форма нерастворенных частиц может быть изменена частичным растворением.
Термическая обработка для повышения прочности алюминиевых сплавов представляет собой трехстадийный процесс:
- Термическая обработка на твердый раствор : растворение растворимых фаз
- Закалка : развитие пересыщения
- Старение : осаждение атомов растворенных веществ либо при комнатной температуре (естественное старение), либо при повышенной температуре (искусственное старение или термическая обработка с осаждением).

Упрочнение осаждением возможно, если линия растворимости в твердом состоянии сильно наклонена к центру фазовой диаграммы. Хотя желателен большой объем частиц осадка, следует добавлять достаточно небольшое количество легирующего элемента, чтобы он оставался легко растворимым при некоторой приемлемой температуре отжига.
Элементы, используемые для дисперсионного упрочнения типичных алюминиевых и титановых сплавов, составляют около 10% их состава. В то время как бинарные сплавы легче понять как академическое упражнение, коммерческие сплавы часто используют три компонента для дисперсионного упрочнения в таких композициях, как Al (Mg, Cu) и Ti (Al, V). Большое количество других компонентов может быть непреднамеренным, но безопасным, или может быть добавлено для других целей, таких как измельчение зерна или коррозионная стойкость. В некоторых случаях, например во многих алюминиевых сплавах, повышение прочности достигается за счет коррозионной стойкости.
Добавление большого количества никеля и хрома, необходимых для коррозионной стойкости в нержавеющих сталях, означает, что традиционные методы закалки и отпуска неэффективны. Однако выделения хрома, меди или других элементов могут упрочнить сталь на аналогичную величину по сравнению с закалкой и отпуском. Прочность можно регулировать, регулируя процесс отжига, при этом более низкие начальные температуры приводят к более высокой прочности. Более низкая начальная температура увеличивает движущую силу нуклеации. Больше движущей силы означает больше мест зарождения, а больше мест означает больше мест для разрушения дислокаций во время использования готовой детали.
Однако выделения хрома, меди или других элементов могут упрочнить сталь на аналогичную величину по сравнению с закалкой и отпуском. Прочность можно регулировать, регулируя процесс отжига, при этом более низкие начальные температуры приводят к более высокой прочности. Более низкая начальная температура увеличивает движущую силу нуклеации. Больше движущей силы означает больше мест зарождения, а больше мест означает больше мест для разрушения дислокаций во время использования готовой детали.
Многие сплавы позволяют регулировать температуру старения. Например, некоторые алюминиевые сплавы, используемые для изготовления заклепок для авиастроения, выдерживают в сухом льду с момента их первоначальной термической обработки до момента их установки в конструкцию. После того, как этот тип заклепок деформируется в свою окончательную форму, происходит старение при комнатной температуре и увеличивается его прочность, скрепляя структуру. Более высокие температуры старения могут привести к чрезмерному старению других частей конструкции и потребовать дорогостоящей термообработки после сборки. Слишком высокая температура старения способствует слишком быстрому росту осадка.
Слишком высокая температура старения способствует слишком быстрому росту осадка.
Термическая обработка раствором
Чтобы воспользоваться реакцией дисперсионного твердения, необходимо сначала получить твердый раствор. Процесс, с помощью которого это достигается, называется термообработкой на твердый раствор, и его цель состоит в том, чтобы перевести в твердый раствор максимальное практическое количество растворимых упрочняющих элементов в сплаве. Процесс заключается в выдержке сплава при достаточно высокой температуре и в течение времени, достаточного для получения почти гомогенного твердого раствора.
Осадительная термообработка без предварительной термообработки на раствор
Некоторые сплавы, относительно нечувствительные к скорости охлаждения во время закалки, могут подвергаться либо воздушному охлаждению, либо закалке в воде непосредственно после окончательной операции горячей обработки давлением. В любом состоянии эти сплавы сильно реагируют на термическую обработку осаждением. Этот метод широко используется при производстве тонких прессованных профилей из сплавов 6061, 6063, 6463 и 7005.
Этот метод широко используется при производстве тонких прессованных профилей из сплавов 6061, 6063, 6463 и 7005.
При дисперсионной термообработке после закалки на экструзионном прессе эти сплавы приобретают прочность, почти равную прочности, полученной при добавлении отдельной операции термообработки на твердый раствор. . Изменения свойств, происходящие во время дисперсионной обработки, следуют принципам, изложенным при обсуждении сплавов, подвергнутых термообработке на твердый раствор.
Закалка
Закалка во многих отношениях является наиболее важным этапом в последовательности операций термообработки. Целью закалки является сохранение твердого раствора, образовавшегося при температуре термической обработки раствора, путем быстрого охлаждения до некоторой более низкой температуры, обычно близкой к комнатной температуре.
В большинстве случаев, чтобы избежать тех видов осаждения, которые вредны для механических свойств или коррозионной стойкости, твердый раствор, образующийся во время термообработки на раствор, должен быть быстро охлажден (и без перерыва), чтобы получить пересыщенный раствор при комнатной температуре — оптимальные условия для дисперсионного твердения.
Однако стойкость к коррозионному растрескиванию некоторых алюминиево-цинково-магниевых сплавов, не содержащих медь, улучшается при медленной закалке. Чаще всего детали закаливают погружением в холодную воду или при непрерывной термической обработке листа, плиты или прессованного профиля на первичных производственных предприятиях, путем постепенного обливания или высокоскоростного орошения холодной водой.
Старение
После обработки на твердый раствор и закалки твердение достигается либо при комнатной температуре (естественное старение), либо при термической обработке осаждением (искусственное старение). В некоторых сплавах достаточное осаждение происходит за несколько дней при комнатной температуре, чтобы получить стабильные продукты со свойствами, подходящими для многих применений. Эти сплавы иногда подвергают дисперсионной термообработке для придания повышенной прочности и твердости кованым или литым изделиям. Другие сплавы с медленными реакциями осаждения при комнатной температуре всегда перед использованием подвергают термической обработке с осаждением. В некоторых сплавах, особенно сплавах серии 2ххх, холодная обработка или свежезакаленный материал значительно увеличивает его реакцию на последующую термическую обработку осаждением.
В некоторых сплавах, особенно сплавах серии 2ххх, холодная обработка или свежезакаленный материал значительно увеличивает его реакцию на последующую термическую обработку осаждением.
Естественное старение. Более высоколегированные сплавы серии 6ххх, медьсодержащие сплавы группы 7ххх и все сплавы 2ххх почти всегда подвергаются термообработке на твердый раствор и закалке. Для некоторых из этих сплавов, в частности сплавов 2ххх, дисперсионное твердение, являющееся результатом только естественного старения, приводит к полезным состояниям (типы Т3 и Т4), которые характеризуются высоким отношением предела прочности при растяжении к пределу текучести, высокой вязкостью разрушения и сопротивлением усталости.
Для сплавов, которые используются в этих состояниях, относительно высокое пересыщение атомов и вакансий, сохраняемых при быстрой закалке, вызывает быстрое образование зон ГП, и прочность быстро возрастает, достигая почти максимальных стабильных значений за четыре-пять дней. Характеристики прочности при растяжении для изделий в состояниях типа Т3 и Т4 основаны на номинальном времени естественного старения, равном четырем дням. В сплавах, для которых стандартными являются состояния типа Т3 или Т4, изменения, происходящие при дальнейшем естественном старении, имеют относительно небольшую величину, и продукты этих комбинаций сплава и отпуска считаются по существу стабильными примерно через одну неделю.
Характеристики прочности при растяжении для изделий в состояниях типа Т3 и Т4 основаны на номинальном времени естественного старения, равном четырем дням. В сплавах, для которых стандартными являются состояния типа Т3 или Т4, изменения, происходящие при дальнейшем естественном старении, имеют относительно небольшую величину, и продукты этих комбинаций сплава и отпуска считаются по существу стабильными примерно через одну неделю.
В отличие от относительно стабильного состояния, достигаемого за несколько дней сплавами 2ххх, которые используются в отпусках типа Т3 или Т4, сплавы 6ххх и, в еще большей степени, сплавы 7ххх значительно менее стабильны при комнатной температуре и продолжают демонстрировать значительные изменения механических свойств в течение многих лет. Термическая обработка осаждением обычно представляет собой низкотемпературный длительный процесс. Диапазон температур от 115 до 190°C; время варьируется от 5 до 48 часов.
Выбор циклов время-температура для термической обработки осадков должен быть тщательно продуман. Более крупные частицы осадка возникают в результате более длительного времени и более высоких температур; однако более крупные частицы по необходимости должны быть меньше по числу и с большими расстояниями между ними. Цель состоит в том, чтобы выбрать цикл, обеспечивающий оптимальный размер осадка и характер его распределения. К сожалению, цикл, необходимый для максимизации одного свойства, такого как предел прочности при растяжении, обычно отличается от цикла, необходимого для максимизации других, таких как предел текучести и коррозионная стойкость. Следовательно, используемые циклы представляют собой компромиссы, обеспечивающие наилучшее сочетание свойств. Производство материала в состояниях Т5-Т7 требует термической обработки осадка при повышенных температурах (искусственное старение).
Более крупные частицы осадка возникают в результате более длительного времени и более высоких температур; однако более крупные частицы по необходимости должны быть меньше по числу и с большими расстояниями между ними. Цель состоит в том, чтобы выбрать цикл, обеспечивающий оптимальный размер осадка и характер его распределения. К сожалению, цикл, необходимый для максимизации одного свойства, такого как предел прочности при растяжении, обычно отличается от цикла, необходимого для максимизации других, таких как предел текучести и коррозионная стойкость. Следовательно, используемые циклы представляют собой компромиссы, обеспечивающие наилучшее сочетание свойств. Производство материала в состояниях Т5-Т7 требует термической обработки осадка при повышенных температурах (искусственное старение).
Различия в типе, объемной доле, размере и распределении осажденных частиц определяют свойства, а также изменения, наблюдаемые со временем и температурой, и все они зависят от исходного состояния структуры. Исходная структура деформируемых изделий может варьироваться от нерекристаллизованной до рекристаллизованной и может проявлять лишь небольшую деформацию от закалки или дополнительную деформацию от холодной обработки давлением после термической обработки на твердый раствор. Эти условия, а также время и температура термической обработки осадков влияют на конечную структуру и получаемые механические свойства.
Исходная структура деформируемых изделий может варьироваться от нерекристаллизованной до рекристаллизованной и может проявлять лишь небольшую деформацию от закалки или дополнительную деформацию от холодной обработки давлением после термической обработки на твердый раствор. Эти условия, а также время и температура термической обработки осадков влияют на конечную структуру и получаемые механические свойства.
Термическая обработка осаждением, следующая за термообработкой на твердый раствор и закалкой, дает отпуск типа Т6 и Т7. Сплавы в состоянии типа Т6, как правило, имеют самую высокую практическую прочность без ущерба для минимальных уровней других свойств и характеристик, которые, как показал опыт, являются удовлетворительными и полезными для инженерных приложений. Сплавы в состоянии Т7 перестарены, что означает, что некоторая степень прочности была принесена в жертву или «уступлена» для улучшения одной или нескольких других характеристик. Прочностью можно пожертвовать для улучшения размерной стабильности, особенно в изделиях, предназначенных для эксплуатации при повышенных температурах, или для снижения остаточных напряжений, чтобы уменьшить деформацию или деформацию при механической обработке. Отпуск типа Т7 часто применяется для литых или кованых деталей двигателя. Температуры дисперсионной термообработки, используемые для получения этих сплавов, как правило, выше, чем те, которые используются для получения сплавов типа Т6 в тех же сплавах.
Две важные группы отпусков типа Т7 — типы Т73 и Т76 — были разработаны для деформируемых сплавов серии 7ххх, содержащих более 1,25% меди. Эти отпуска предназначены для повышения сопротивления расслаивающей коррозии и коррозионному растрескиванию под напряжением, но в результате перестаривания они также повышают вязкость разрушения и при некоторых условиях снижают скорость распространения усталостной трещины.
Вам также может понравиться
Алюминиевый сплав Колесо из алюминиевого сплава | Азотирование — Как это работает? | Ковка | Литейное производство и литье |
 …
… Термическая обработка алюминия: дисперсионное твердение | L&L печь
23 июля 2020 г.
Дисперсионное твердение, также иногда называемое искусственным старением, представляет собой процесс термообработки , используемый для доведения некоторых алюминиевых сплавов до максимальной твердости, когда одного естественного старения недостаточно. Это выполняется после завершения термической обработки раствора, и процесс позволяет полностью осаждаться растворенным элементам от предыдущей термической обработки.
Процесс дисперсионного твердения
Атмосфера
Дисперсионное твердение осуществляется либо в вакууме, либо в атмосфере инертного газа при рабочих температурах в диапазоне от 300 до 1400°F (от 149 до 760°C). Вакуум или атмосфера инертного газа предотвращает дальнейшее взаимодействие химических реакций, происходящих внутри алюминия, с внешними элементами, что может вызвать негативные побочные эффекты.
Вакуум или атмосфера инертного газа предотвращает дальнейшее взаимодействие химических реакций, происходящих внутри алюминия, с внешними элементами, что может вызвать негативные побочные эффекты.
Термическая обработка
Процесс дисперсионного твердения начинается после термообработки на твердый раствор и завершения первого цикла закалки. Затем алюминиевый сплав снова нагревают до определенной температуры от 240 до 460°F +/- 5°F (от 116 до 238°C +/- 3°C). Точная температура, до которой нагревается алюминий, зависит от конкретных легирующих элементов в нем.
Этот нагрев заставляет атомы, из которых состоит сплав, формировать упорядоченные массивы. Определенные массивы атомов могут привести к увеличению физических преимуществ, таких как повышенная прочность или твердость. Наиболее известным примером этого является то, как атомы углерода могут располагаться в определенном порядке из-за температуры и давления, образуя алмаз — чрезвычайно твердый материал. Дисперсионное твердение алюминиевых сплавов следует тому же принципу.
Дисперсионное твердение алюминиевых сплавов следует тому же принципу.
Наконец, растворенные в сплаве элементы осаждаются из детали. Это устраняет любые нежелательные свойства, которые могли появиться на стадии термообработки на раствор в процессе.
Закалка
После нагрева детали наступает время второго цикла закалки. На этот раз деталь замачивается от 6 до 24 часов. Обычно алюминий закаливают в воде, но иногда вместо этого используют легкий рассол. Различные закалочные среды будут иметь разную скорость закалки и по-разному воздействуют на детали. Важно знать, какую среду использовать для детали, которую вы закаливаете, и желаемые свойства.
После завершения замачивания деталь оставляют охлаждаться на воздухе при комнатной температуре. Продолжительность времени, в течение которого деталь остается остывать, зависит от детали. Все алюминиевые сплавы требуют закалки в воде (или слабом соляном растворе), но некоторые сплавы также твердеют по мере старения на воздухе. Такие детали, как заклепки, являются одним из примеров тех, которые выигрывают от старения на воздухе.
Такие детали, как заклепки, являются одним из примеров тех, которые выигрывают от старения на воздухе.
Преимущества дисперсионного твердения
Дисперсионное твердение позволяет получить более твердый и прочный металл. Алюминий является довольно мягким металлом, поэтому этот процесс может значительно увеличить его предел текучести, увеличить предел прочности на растяжение и повысить его износостойкость. Предел текучести относится к тому, какое напряжение деталь может выдержать без необратимой деформации. Прочность на растяжение относится к тому, какое усилие на растяжение и растяжение деталь может выдержать без разрушения. А износостойкость — это просто то, насколько хорошо деталь выдерживает поверхностные царапины и точечную коррозию. Все эти три полезных свойства продлевают срок службы детали, подвергнутой дисперсионному твердению.
Дополнительным преимуществом является снижение пластичности детали. Это почти сочетание увеличения текучести и прочности на растяжение. Это означает, что деталь сможет выдержать большее растягивающее напряжение, прежде чем деформируется, что немного отличается от разрушения из-за растягивающего напряжения. И разрушение, и деформация часто не идеальны, поэтому хорошо иметь высокую прочность на растяжение и низкую пластичность.
Это означает, что деталь сможет выдержать большее растягивающее напряжение, прежде чем деформируется, что немного отличается от разрушения из-за растягивающего напряжения. И разрушение, и деформация часто не идеальны, поэтому хорошо иметь высокую прочность на растяжение и низкую пластичность.
Последнее преимущество дисперсионного твердения алюминия заключается в том, что оно не приводит к деформации детали. Деформация является довольно распространенной проблемой, с которой приходится сталкиваться как при термической обработке, так и при закалке. Однако дисперсионное твердение предполагает гораздо меньший риск этого.
Применение деталей из дисперсионно-твердеющего алюминия
Алюминий, подвергнутый дисперсионному твердению, обычно используется в тех случаях, когда требуется легкий вес и прочность. Когда дело доходит до деталей двигателей, деталей самолетов и других аэрокосмических приложений, легкие детали являются необходимостью, но нельзя ставить под угрозу прочность.
Алюминий является одним из наиболее предпочтительных металлов для использования в автомобильной и аэрокосмической промышленности, поскольку его малый вес обеспечивает более эффективное передвижение. Более тяжелые автомобили требуют больше энергии для движения, поэтому снижение веса везде, где это возможно, экономит время и деньги в долгосрочной перспективе. Тем не менее, использование самых легких материалов не является хорошей идеей, если эти материалы не в состоянии выдержать рабочие нагрузки. Стандартный алюминий просто недостаточно прочен для многих из этих применений, поэтому необходима дисперсионная закалка. Он сохраняет полезные свойства алюминия, такие как малый вес, при этом добавляя столь необходимую прочность для обеспечения безопасности транспортных средств.
Заключение
Дисперсионное твердение — это один из процессов термической обработки, с помощью которого алюминиевые сплавы можно упрочнить различными способами. И этот процесс, также известный как искусственное старение, на самом деле выполняется после предыдущего цикла термообработки на раствор и закалки. Цель использования дисперсионного твердения состоит в том, чтобы удалить любые отрицательные свойства, добавленные к материалу в результате термообработки на твердый раствор, а также повысить как предел текучести, так и предел прочности на растяжение. После закалки алюминиевый сплав часто используется как в автомобильной, так и в аэрокосмической промышленности, где ценятся прочные и легкие материалы.
Специальная печь L&L
Если ваша компания занимается производством деталей для автомобильной и аэрокосмической промышленности, возможность искусственного старения алюминиевых сплавов просто необходима. Вы можете зайти так далеко только с естественно состаренным алюминием, поэтому вам нужна специально разработанная печь от L&L. Мы производим широкий спектр промышленных печей, в том числе специально предназначенных для дисперсионного твердения. Свяжитесь с нами сегодня для получения дополнительной информации о том, какая из наших печей подходит именно вам.
