Нахлест при сварке арматуры: Сварка арматуры внахлест — Астим
Содержание
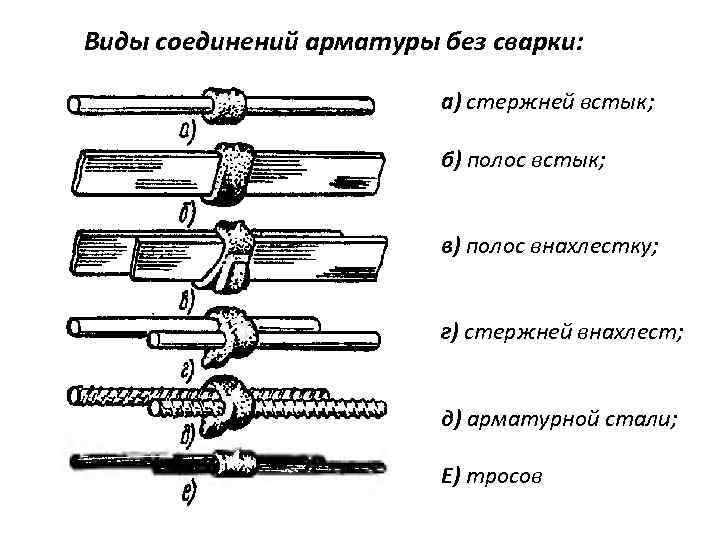
контактная, внахлест, встык ванным методом
Арматура может применяться как по отдельности, так в составе сложных конструкций. Для создания сложных конструкций арматурные запчасти часто соединяются друг с другом. Основной способ соединения — это проведение сварочных работ. Сварка осуществляется с помощью оборудования, которое выполняет локальный нагрев краев деталей с последующим расплавлением и затвердеванием. Сварка арматуры может выполняться различными способами — внахлест, встык, ванным способом, контактным методом. Но какие электроды следует применять для сваривания арматурных изделий? Как правильно определить силу тока? И как проконтролировать качество проведенных работ? В нашей статье мы узнаем ответы на эти вопросы.
Содержание
- 1 Краткие сведения
- 2 Сварочные методики
- 2.1 Встык ванным методом
- 2.2 Сварка арматуры внахлест
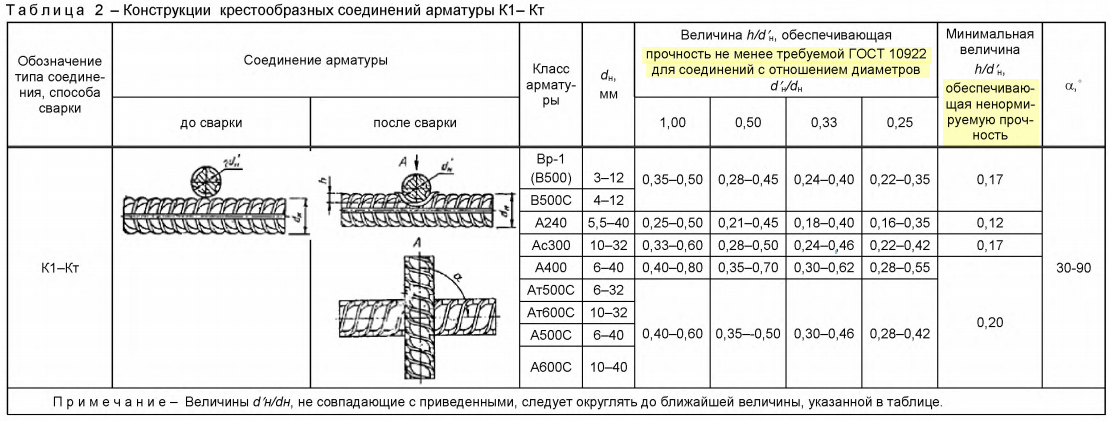
- 2.3 Крестообразное сварение
- 2.4 Контактная сварка
- 3 Правила подбора электродов
- 4 Качество работы
- 5 Заключение
Краткие сведения
Сварка арматуры является основным методом соединения арматурных прутков. С помощью сваривания можно соединить прутки любой длины и формы. Сварка может вестись встык, нахлестом и крестообразным способом. В фабричном производстве также применяется точечная контактная сварка. Для проведения работ применяется стандартное сварочное оборудование с автоматической или полуавтоматической подачей электрода в активную зону. Сварение прутков рекомендуется проводить при подаче в активную зону инертных газов — это улучшает качество сварного шва, препятствует появлению коррозии в активной зоне.
С помощью сваривания можно соединить прутки любой длины и формы. Сварка может вестись встык, нахлестом и крестообразным способом. В фабричном производстве также применяется точечная контактная сварка. Для проведения работ применяется стандартное сварочное оборудование с автоматической или полуавтоматической подачей электрода в активную зону. Сварение прутков рекомендуется проводить при подаче в активную зону инертных газов — это улучшает качество сварного шва, препятствует появлению коррозии в активной зоне.
Сварка помогает создать конструкцию любой формы — сетку, квадраты, треугольники, многоугольники. Сварка арматуры ГОСТ проводится в защитной одежде (костюм, маска, рукавицы), которая будет защищать человека от воздействия высоких температур. Сварочные работы рекомендуется проводить в сухом проветриваемом помещении, хотя при необходимости сварку можно проводить в любое время при отсутствии сильного ветра и/или осадков (дождь, туман, снег). Сварочные работы регулируются отечественными и международными нормами. Основной регулирующий закон — ГОСТ 14098-2014 (обратите внимание, что старый ГОСТ 14098-91 действовал до 2014 года).
Основной регулирующий закон — ГОСТ 14098-2014 (обратите внимание, что старый ГОСТ 14098-91 действовал до 2014 года).
Сварочные методики
Для сварки арматуры применяется несколько технологий. Основные методики — сварка арматуры ванным способом, сварное соединение внахлест, создание крестообразных соединений, контактная технология. Ниже мы рассмотрим каждую методику более подробно.
Встык ванным методом
Ванная сварка арматуры — оптимальный метод сварения арматурных прутков. Ванночкой называют U-образную скобу, к которой будет привариваться стальные прутки. Ванная технология позволяет получить качественный надежный шов, который не растрескается под действием механических ударов или химически активных веществ. К тому же ванная технология уменьшает контакт прутков с окружающей средой, поэтому риск коррозии в данном случае будет минимальным.
Сварочные работы проводятся так:
- С помощью металлической щетки нужно зачистить края стержней на 3-4 сантиметра (у концов должен появиться характерный металлический блеск).
 Для более качественной, быстрой обработки щетка должна иметь оцинкованное покрытие. После зачистки нужно промыть и обезжирить края, чтобы они стали чистыми.
Для более качественной, быстрой обработки щетка должна иметь оцинкованное покрытие. После зачистки нужно промыть и обезжирить края, чтобы они стали чистыми. - Теперь нужно поместить края внутрь ванночки. Некоторые мастера для более надежной фиксации обвязывают ванночку проволокой, а во время сварки проволока быстро удаляется из активной зоны. Новичкам манипуляции с проволокой делать не рекомендуется, поскольку есть большой риск приваривания проволоки к поверхности ванночки.
- Сварку следует проводить на высоких токах (оптимальная сила тока — 400 ампер при диаметре электрода 5 миллиметров) с помощью автоматического или полуавтоматического оборудования. Сперва выполняется плавление края одного прутка — потом второго. После этого операция повторяется до тех пор, пока ванночка полностью не покроется расплавленным металлом.
Главным преимуществом ванной технологии является небольшой расход расходного материала. Еще один крупный плюс — возможность проведения сварочных работ при отрицательных температурах (силу тока нужно увеличить на 15-20%).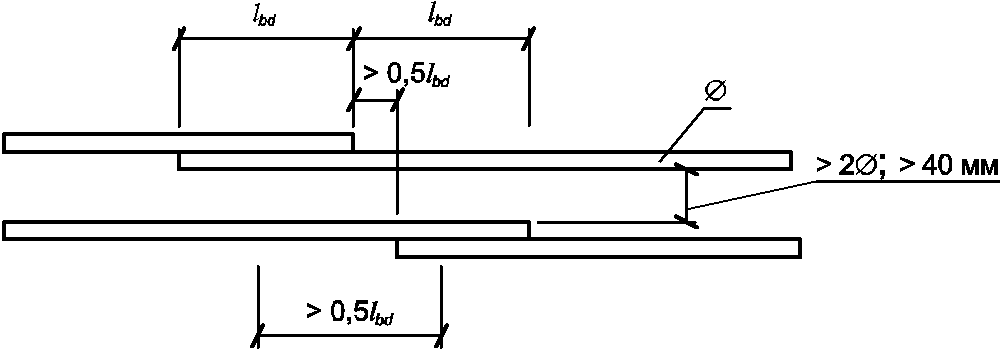 В качестве ванночки могут использовать как стальные скобы, так и скобы из других металлических сплавов (медь, латунь, дюралюминий, чугун). Также допускается применение графитовых ванночек.
В качестве ванночки могут использовать как стальные скобы, так и скобы из других металлических сплавов (медь, латунь, дюралюминий, чугун). Также допускается применение графитовых ванночек.
Сварка арматуры внахлест
Если сварная конструкция не будет подвергается серьезной механической нагрузке, то в таком случае можно применять сварение арматуры внахлест. Главные плюсы технологии — простота, высокая скорость работ, минимум расходных материалов, неплохая надежность. Нахлест арматуры при сварке должен быть полным, чтобы получился прочный большой шов. Сварочные работы рекомендуется проводить с нижнего, а не с верхнего положения (это обеспечит более активное расплавление металла в активной зоне). Также можно выполнять боковую сварку внахлест под углом наклона до 15-20 градусов.
Оптимальный алгоритм действий:
- Зачистите поверхность арматуры с помощью металлической щетки или грубой наждачной бумаги. Также рекомендуется сделать обезжиривание поверхности, чтобы получить высококачественный сварной шов в активной зоне.
- Наложите сварные прутки друг на друга. Оптимальный уровень нахлеста — от 15 до 30 сантиметров. Скреплять детали проволокой не рекомендуется, поскольку при нагреве проволока быстро расплавится.
- Выполните обварку сверху минимум в двух местах (по краям). Потом выполните обварку снизу (по центру).
Крестообразное сварение
Если делать большую объемную решетку, то можно выполнить крестообразную сварку арматурных прутков. Все работы нужно проводить в строго горизонтальном или вертикальном положении, чтобы прутки надежно давили друг на друга. Делать сварку под углом не рекомендуется, поскольку будет проблематично получить надежный качественный шов (расплавленный металл будет активно стекать или испаряться). Крестообразную технологию также не рекомендуется выполнять при отрицательной температуре окружающей среды.
Особенности крестообразной технологии:
- Оптимальным методом соединения прутков является дуговая сварка в среде защитных газов. Соединение арматуры следует выполнять короткими прихватами с короткой подачей дуги в активную зону.
- Во время подачи электрод должен находиться под углом 30-45 градусов относительно плоскости стержней. В противном случае расплавление будет идти менее активно, что увеличит время проведения работ и снизит качество шва.
- Для улучшения фиксации прутков можно приварить на арматуру прихватки. Накладывать их рекомендуется с двух сторон, чтобы зафиксировать детали как в нижнем, так и верхнем положении.
Контактная сварка
Точечная контактная сварка арматуры является надежным методом соединения прутков друг с другом. Для сварения требуется применения станкового сварочного оборудования, которое обладает большой массой. Поэтому на практике эта технология получила мало распространения, хотя ее часто применяют в фабричном производстве. Контактное точечное сварение выглядит так:
- Прутки помещаются в станок, который имеет вид промышленных клещей. Станочные клещи надежно фиксируют детали, а во время сварения их положение не меняется.
- Потом рабочий выполняет настройку станка с помощью электронной панели.
 Рабочий может выбрать все технологические особенности операции (сила тока, глубина обработки, температура нагрева).
Рабочий может выбрать все технологические особенности операции (сила тока, глубина обработки, температура нагрева). - Потом рабочий запускает станок, который выполняет сварку контактным методом. При работе сдавливающие поверхности нагреваются до высоких температур, что приводит к расплавлению арматуры.
- Во время работы возможно перемещение прутков с помощью подвижной консоли. Новые станки могут также выполнять перемещение сдавливающих нагревателей, что делает такие станки более универсальными, простыми в использовании.
Правила подбора электродов
Для сварения арматурных прутков рекомендуется использоваться электроды марок Э42, СМ-11, АНО-5, АНО-6, ВСЦ-4, УОНИ-13. Преимущества — высокое качество сварного шва, минимальный расход во время сварочных работ, хорошая температурная устойчивость, отсутствие коррозийного риска. Электроды этих марок могут работать при низких температурах окружающей среды, что будет весьма кстати в зимнее время. Для сварения стандартной арматуры диаметром 5-10 миллиметров применяются электроды диаметром 2-4 миллиметра. Для более крупных запчастей применяются электродные детали диаметром 4-6 миллиметров.
Для более крупных запчастей применяются электродные детали диаметром 4-6 миллиметров.
Также не забудьте проконтролировать силу сварочного тока:
- Для работы с популярными электродами диаметром 3 мм марки Э42 или СМ-11 лучше применять ток силой от 100 до 150 ампер. Для более толстых электродов силу тока нужно увеличить до 150-220 ампер (4 мм) или до 180-290 ампер (5 мм).
- Электроды АНО-5 и АНО-6 диаметром 4 мм варятся с помощью тока, сила которого составляет 170-220 ампер. Если диаметр составляет 5 мм, то силу тока нужно увеличить на 40-60 ампер.
- Маломощные электроды ВСЦ-4 варятся с помощью небольшого тока — 90-100 ампер (диаметр 3 миллиметра) или 120-150 ампер (диаметр 4 миллиметра).
- Также на рынке Вы можете встретить новые электроды марки УОНИ-13. Их следует варить слабым током — для устройств диаметром 2 миллиметра нужно применять ток силой 30-50 ампер. За каждый дополнительный миллиметр диаметра нужно увеличить силу тока на 50-70 ампер.
Качество работы
После проведения сварочных работ рекомендуется проконтролировать качество полученного шва. Правила ГОСТ не дают точных указаний относительно проведения проверочных работ. Обратите внимание, что следует выполнять после полного остывания соединения (в идеале проверку нужно проводить на следующий день). Большинство мастеров на практике применяют следующие методы проверки:
Правила ГОСТ не дают точных указаний относительно проведения проверочных работ. Обратите внимание, что следует выполнять после полного остывания соединения (в идеале проверку нужно проводить на следующий день). Большинство мастеров на практике применяют следующие методы проверки:
- Небольшие удары молотком по месту шва. С помощью металлического молотка выполняется простукивание конструкции на местах швов. Удары должны быть несильными, но точными. Перед простукиванием ударную часть молотка желательно помыть и вытереть насухо (мусор или частички воды могут негативно сказываться на качестве удара). Во время проверки сварной шов не должен растрескиваться и облущиваться — в противном случае сварочную процедуру нужно повторить.
- Сброс получившейся конструкции с высоты 1-2 метров. Если сварочные работы были проведены качественно, то падение с небольшой высоты не должно нанести конструкции какие-либо повреждения. Сбрасывать конструкцию желательно на плоскую ровную поверхность, на которой отсутствует мусор.
 Сбрасывать конструкцию рекомендуется 2 раза — это повысит качество проверки.
Сбрасывать конструкцию рекомендуется 2 раза — это повысит качество проверки. - Рентгенологическое исследование. Если сварка была проведена некачественно, то на рентгенограмме будут видны все микротрещины и неровности. Рентгенографическое исследование является очень точным, надежным, а с его помощью можно получить точные сведения о качестве шва. Метод имеет множество недостатков — дополнительные траты на покупку оборудования, нельзя часто проводить исследования, сложность при работе с большими конструкциями.
Заключение
Подведем итоги. Для соединения арматурных прутков можно применять сварку. Основные сварочные методики — стыковое соединение ванным методом, сварка внахлест, крестообразное соединение, контактная сварка. Каждая из технологий обладает своими преимуществами и недостатками. Оптимальным методом соединения арматуры является сварка встык ванным методом, при котором прутки соединяются друг с другом с помощью U-образной металлической дуги.
Еще один хороший метод соединения арматуры — это точечная технология сварки.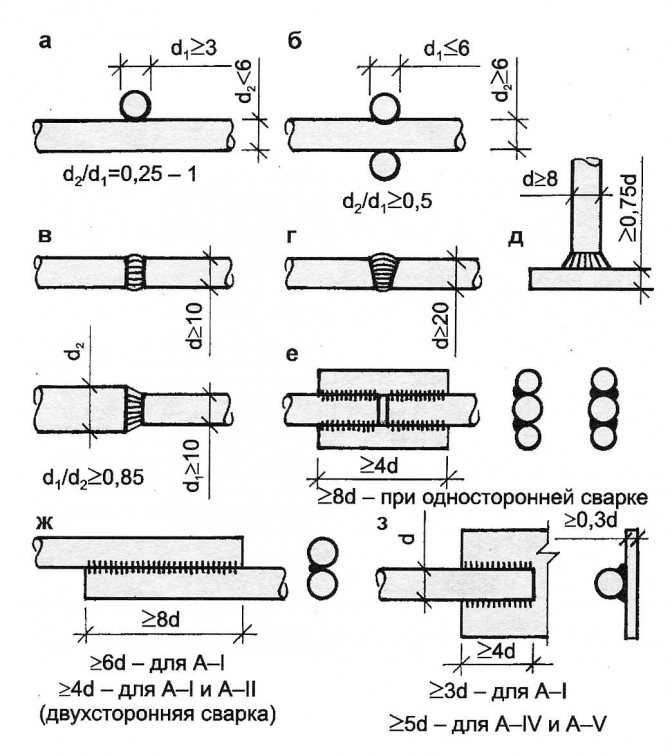 Она позволяет получить очень прочный качественный шов, однако для ее применения требуются тяжелые станки. Для проведения сварочных работ могут применяться различные электроды — Э42, СМ-11, АНО-5, АНО-6, ВСЦ-4, УОНИ-13. После сварочных работ посмотрите качество шва.
Она позволяет получить очень прочный качественный шов, однако для ее применения требуются тяжелые станки. Для проведения сварочных работ могут применяться различные электроды — Э42, СМ-11, АНО-5, АНО-6, ВСЦ-4, УОНИ-13. После сварочных работ посмотрите качество шва.
Используемая литература и источники:
- Яковлев, С. К. Расчет железобетонных конструкций по Еврокоду EN 1992. В 2 частях. Часть 1. Изгибаемые и сжатые железобетонные элементы без предварительного напряжения. Определение снеговых, ветровых и крановых нагрузок. Сочетание воздействий / С.К. Яковлев, Я.И. Мысляева. — М.: МГСУ, 2015.
- Ферстер, М. Справочная книга для инженеров-строителей. Часть I. Математика, механика, сопротивление материалов, статика сооружений, железобетон, геодезия / М. Ферстер. — М.: Государственное научно-техническое издательство, 1976.
- Салов, Александр Монолитное строительство: от теории к практике: моногр. / Александр Салов. — М.: LAP Lambert Academic Publishing, 2013.

- Статья на Википедии
сварка для широкого круга задач
Из этого материала вы узнаете:
- Понятие нахлесточного соединения
- Сфера применения нахлесточного соединения в сварке
- Плюсы и минусы сварки внахлест
- Виды нахлесточных сварных соединений
- Подготовка металла к сварке внахлест
- 2 метода нахлесточных соединений при сварке
- Нюансы нахлесточного соединения при сварке арматуры
- Технологические требования к нахлесточным соединениям
Сварка нахлесточного соединения не является сложной, даже неопытные сварщики способны быстро его освоить. Такой тип шва практически невозможно испортить, что делает его довольно распространенным в самых разных сферах.
Однако, несмотря на свою простоту, нахлесточное соединение все же требует определенных навыков и соблюдения правил. В нашей статье мы расскажем о технологических требованиях к таким швам, поговорим об их разновидности и опишем особенности создания соединений внахлест.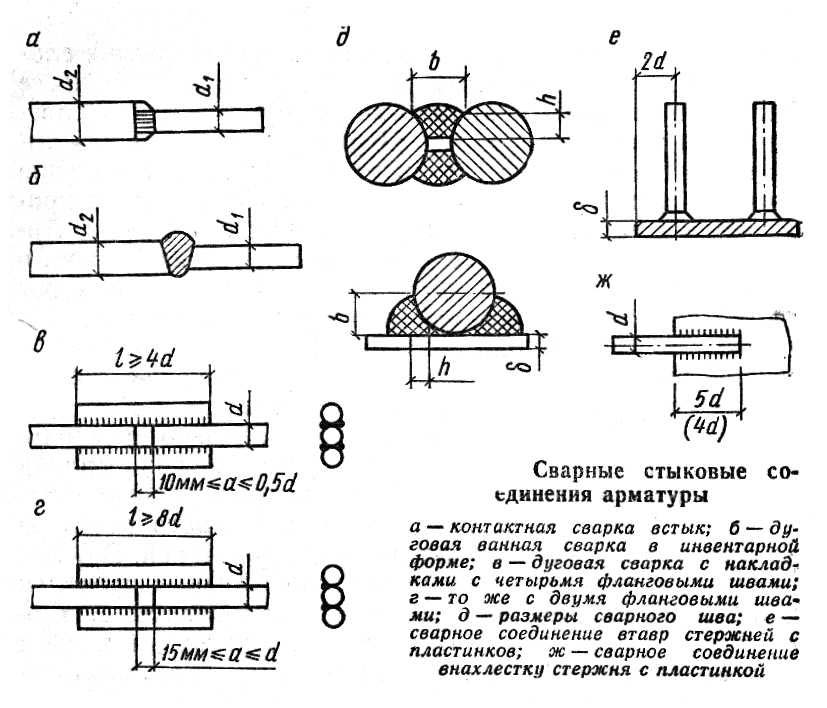
Понятие нахлесточного соединения
Для формирования нахлесточного соединения листовые заготовки размещают параллельно друг другу таким образом, чтобы край одной частично закрывал кромку другой. Технология подходит для сварки металлических листов толщиной 0,4–0,8 см. Размер нахлеста должен быть больше толщины обеих заготовок. До начала сварных работ кромки необходимо зачистить, специальная подготовка деталей не требуется. Место соединения проваривают с двух сторон во избежание попадания внутрь шва воды и, как следствие, снижения его качества.
Для сваривания внахлест заготовки прочно скрепляют друг с другом при помощи косого, бокового, лобового или комбинированного способов соединения. В редких случаях пользуются заклепочными или прорезными швами.
В первом случае в листе делают прорези, по которым проходятся электродом при сварочных работах. Во втором – в расположенной сверху заготовке прожигаются отверстия.
Сфера применения нахлесточного соединения в сварке
Сварка нахлесточных соединений широко применяется в самых разных сферах производства. При помощи специальных сварочных аппаратов:
При помощи специальных сварочных аппаратов:
- собирают различные павильоны и комплексы, автотенты;
- изготавливают рекламные конструкции и баннеры с разными параметрами и различной конфигурации;
- конструируют навесы, предназначенные для защиты от солнца.
Сварка нахлесточным соединением широко применяется в автосервисе. С ее помощью приваривают заплаты, ремонтные вставки, соединяют детали. В основном технологию используют при работе с силовыми элементами автомобиля.
Также поговорим о соединении проволоки. Делают это двумя способами:
- два пересекающихся элемента соединяют вместе точечной сваркой;
- концы проволоки соединяют и сваривают встык.
Плюсы и минусы сварки внахлест
Достоинства сварки нахлесточным соединением заключаются в:
- простоте сборки, возможности изменять габариты изделия за счет размера нахлеста;
- отсутствии скошенных краев заготовки;
- небольшой усадке металла при сварке внахлест.
Среди недостатков сварки нахлесточным соединением отметим:
- небольшую эффективность при динамической и переменной нагрузке;
- больший расход металла для формирования соединения;
- повышенной вероятности появления коррозии из-за проникновения влаги в зазор между элементами изделия.
Виды нахлесточных сварных соединений
Выделяют четыре основных вида сварных соединений:
- Одностороннее, при котором шов проваривают только с одной стороны. Сварка односторонним нахлесточным соединением подходит для изделий, которые предполагается использовать для работы с минимальными нагрузками в нормальных условиях.
- Двустороннее, при котором шов проваривают с двух сторон. Это наиболее распространенное нахлесточное соединение сварки. Данный тип шва прочнее, надежнее, выдерживает большие нагрузки по сравнению с односторонним.
- Со скошенными кромками, при котором кромки соединяемых заготовок срезают под определенным углом в зависимости от толщины металла.
 Такой прием помогает лучше сваривать шов.
Такой прием помогает лучше сваривать шов. - Без скошенных кромок. Сварка таким нахлесточным соединением подходит для заготовок из тонколистовых металлов. Нахлест должен быть достаточно большим.
Подготовка металла к сварке внахлест
До начала сварных работ нахлесточным способом металлические заготовки нужно соответствующим образом подготовить.
Поверхность должна быть очищена от загрязнений, ржавчины, остатков краски, грунта, смазки, антикоррозионных составов.
Рекомендуем статьи:
- Приспособления для сварочного стола: обзор наиболее важных
- Сварка арматуры: выбираем оптимальный способ
- Как варить тонкий металл: руководство для начинающих и профессионалов
Если поверхность будет грязной, то нахлесточное соединение при сварке получится некачественным. В ряде случаев сварные работы будут невозможны, поскольку:
- загрязнения могут препятствовать прохождению тока;
- некоторые загрязнения могут спровоцировать разбрызгивание жидкого металла при работе, что влечет вероятность получения ожогов мастером или возникновения пожара;
- газы, образующиеся при определенных видах загрязнений, могут спровоцировать пористость соединения с существенным снижением его качества;
- повышается вероятность задымления при работе.

При сварке проволоки нахлесточным соединением ее необходимо выровнять и обрезать.
Соединяемые детали должны быть прочно прижаты друг к другу с помощью зажимов, временных креплений саморезами, болтами и пр.
Для получения качественного нахлесточного соединения деталей при сварных работах нужно четко соблюдать названные выше несложные правила.
2 метода нахлесточных соединений при сварке
1. Электродуговая сварка.
Выбор типа сварки для нахлесточного соединения зависит от расположения деталей в пространстве. Во избежание коррозии шов лучше проваривать с обеих сторон.
Электродуговой способ нахлесточного сваривания элементов используют при проведении монтажных и сборочных работ стальных конструкций. Если положение заготовок можно менять, то сложностей в работе у сварщика не возникает.
Например, при необходимости соединения внахлест листовой заготовки с металлическим потолком формирование потолочного шва будет затруднено.
Использование одного или двух нахлесточных швов зависит от конкретных требований, предъявляемых к изделиям.
Формирование сварного шва с края заготовки практически полностью исключает появление прожигов металла. Края деталей не нуждаются в тщательной подготовке, как, к примеру, при стыковой технологии сварочных работ.
Детали могут немного не совпадать по размерам, главное условие – соответствие требованиям внешних габаритов.
Сварка внахлест может выполняться по технологии углового соединения деталей, если свариваемые заготовки соединяют под углом друг к другу.
2. Контактная сварка.
Для металлических листов обычно используют сваривание нахлесточным способом при помощи специальных выступов – рельефов. Для работы берут сферические рельефы. Такую сварочную технологию относят к контактным видам крепления деталей.
Для сварных работ используют рельефы, изготовленные методом холодной штамповки с образованием лунок.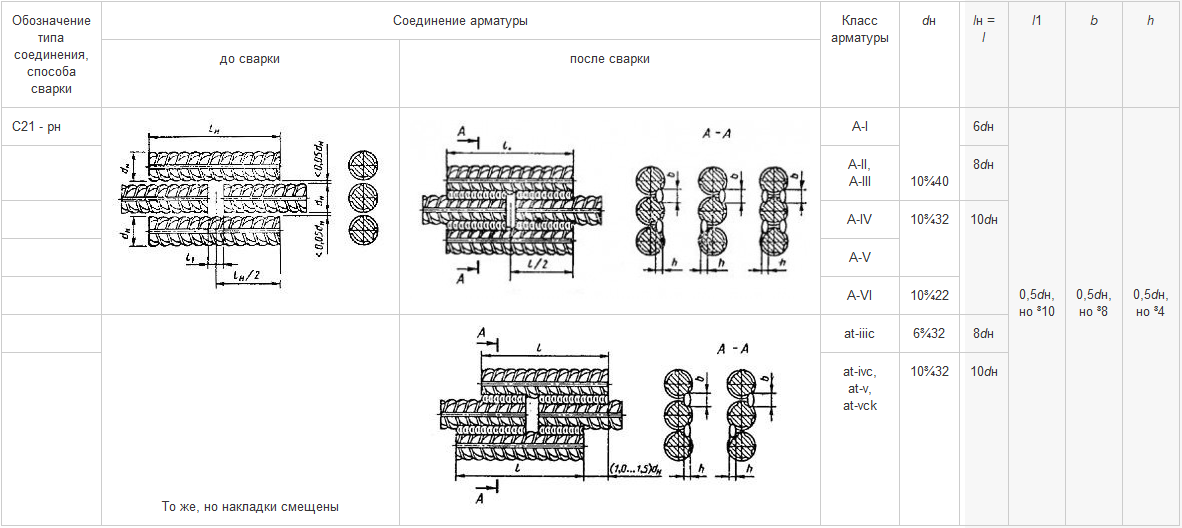 Высокопластичные материалы позволяют создавать рельефы различной формы и сложности. При невозможности применения рельефы заменяют специальными вставками.
Высокопластичные материалы позволяют создавать рельефы различной формы и сложности. При невозможности применения рельефы заменяют специальными вставками.
Разница между обычной контактной и рельефной сваркой заключается в способе формирования шва. Во втором случае шов образуется за счет пластической деформации, а не плавления материала заготовки.
Такая сварка нахлесточным соединением позволяет получать эстетичные и привлекательные швы, на которых отсутствуют следы плавления электродов, кроме того, она не требует предварительной тщательной обработки поверхностей заготовок, поскольку они соединяются по краям кромок. Технологию применяют в массовом производстве.
При контактной технологии сварных работ нельзя располагать точки сварки в непосредственной близости от краев стыка. Также они не должны быть близко друг к другу из-за воздействия шунтирующих токов.
Тем не менее контактную нахлесточную сварку широко используют в автомобиле- и приборостроении, для производства бытовой техники. При этой технологии детали всегда соединяются внахлест.
При этой технологии детали всегда соединяются внахлест.
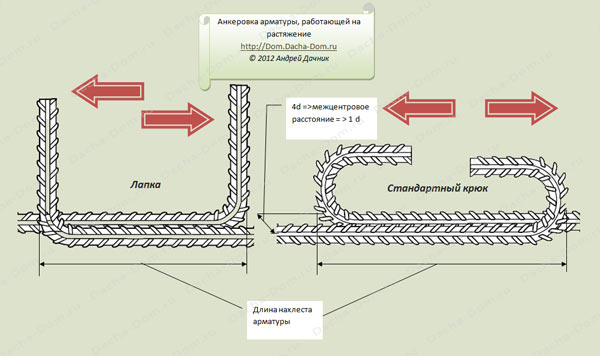
Нюансы нахлесточного соединения при сварке арматуры
Для придания строительным конструкциям прочности и долговечности используют бетонные элементы, прочность которых увеличена каркасами из арматуры. Арматурные пруты соединяются при помощи сварки.
Создать прочный армированный металлический каркас достаточно сложно. Качество готовых арматурных стержней во многом зависит от соблюдения технологии и нормативных требований при проведении работ.
Сварка арматуры нахлесточным соединением применима в тех случаях, когда нагрузка должна быть равномерно распределена по поверхности конструкции. Нахлест образуют в местах наименьшего напряжения. Арматурные пруты должны иметь одинаковый диаметр, толщина стержней не должна превышать 2 см.
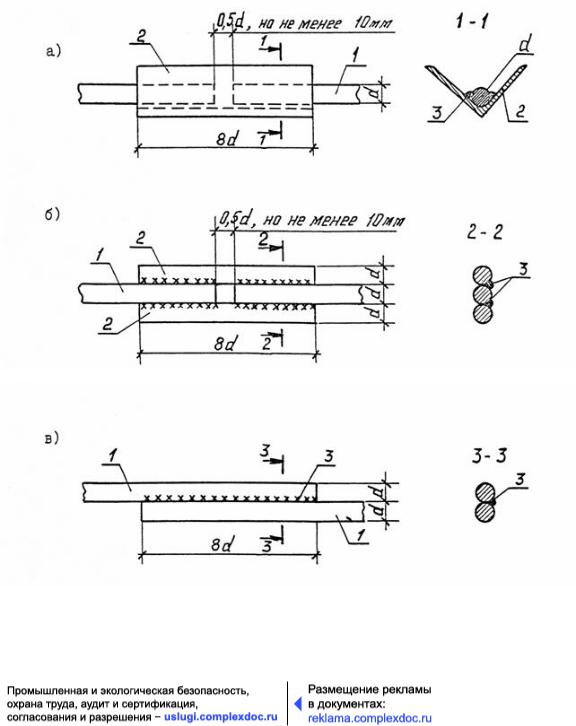
При соединении арматуры учитывают рельефы и швы, сварные работы выполняют ручным электродуговым способом.
Тавровые сварочные соединения должны соответствовать инвентарной форме, при работе используется один электрод. При применении флюса отсутствует необходимость в дополнительном использовании присадочной проволоки.
При применении флюса отсутствует необходимость в дополнительном использовании присадочной проволоки.
Внахлест сваривают арматурные прутья марок А400С и А500С, поскольку они хорошо соединяются сваркой.
Сталь этих марок относится к дорогостоящей, поэтому чаще всего используют арматурные стержни марки А400. Однако при нагревании ее прочность и коррозионная устойчивость снижаются.
Места перекрещивания арматурных прутьев сваривать запрещено в соответствии с западными нормативными документами и разрешено российскими стандартами при условии, что толщина арматуры составляет не более 2,5 см.
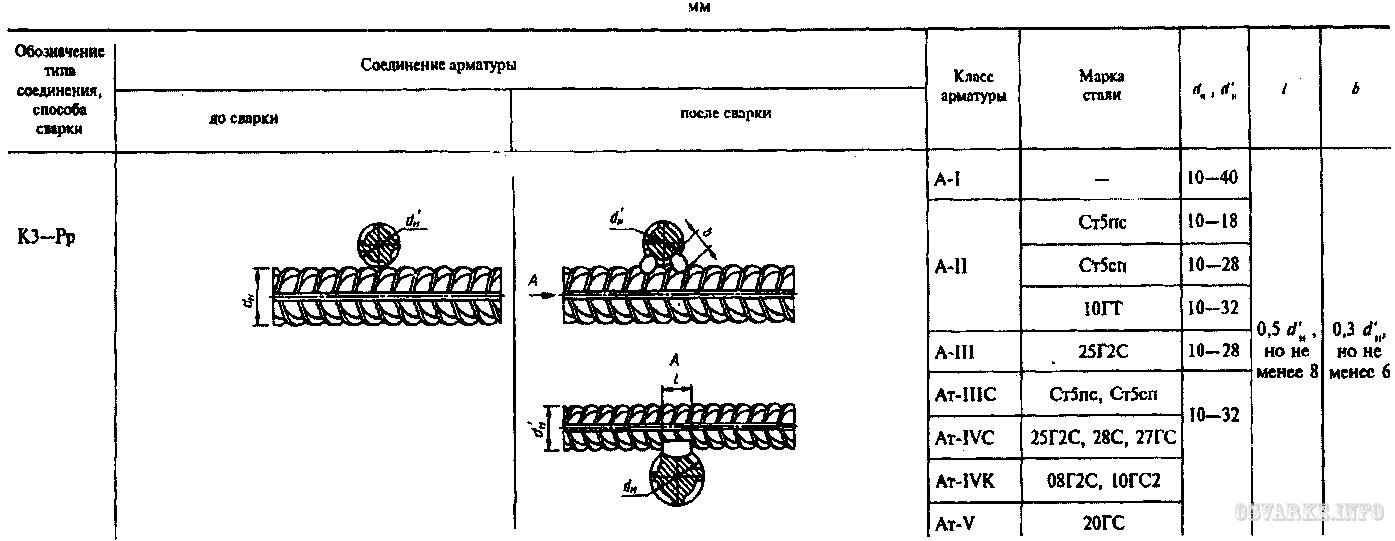
Сварка нахлесточным соединением выполняется с учетом диаметра электродов. В соответствии с требованиями ГОСТ 14098 и ГОСТ 10922 при длине нахлеста свыше десяти диаметров арматурных прутов используются электроды толщиной 4,4–0,5 см.
Нахлесточные соединения формируются электрошлаковым полуавтоматическим способом, при помощи ручной электродуговой, ванно-шовной, контактной технологий сварных работ.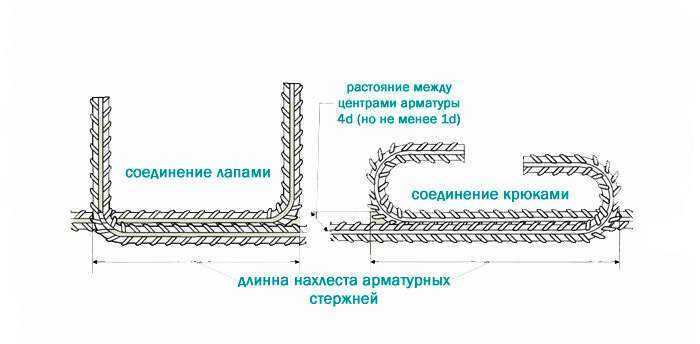
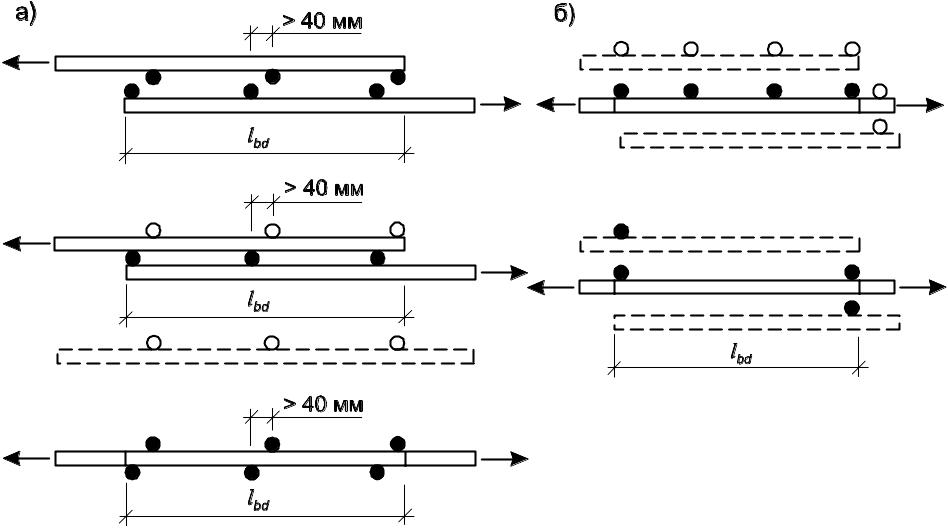
Горизонтальные и вертикальные крепления арматурного каркаса выполняют длинными швами внахлест или с помощью накладок.
Помимо длинных швов, используются также дуговые точки. Нахлест может быть длинным или коротким, шов проваривают с одной или двух сторон.
Длина сварного стыка накладки и арматурного стержня может различаться. Допустимо смещение накладок по длине. Для сварки нахлесточным соединением арматуры используют различные фланговые швы.
При сварочных работах с вертикально расположенными арматурными прутами требуется снижение тока на 10–20 %. Если нахлесточное соединение формируется за счет двустороннего шва, возникает риск появления горячих трещин. Во избежание подобных дефектов важно строго следовать технологию работы и тщательно подходить к выбору электродов.
Технологические требования к нахлесточным соединениям
Для того чтобы выполнить сварку нахлесточным соединением и получить качественный шов, важно правильно настроить сварочное оборудование.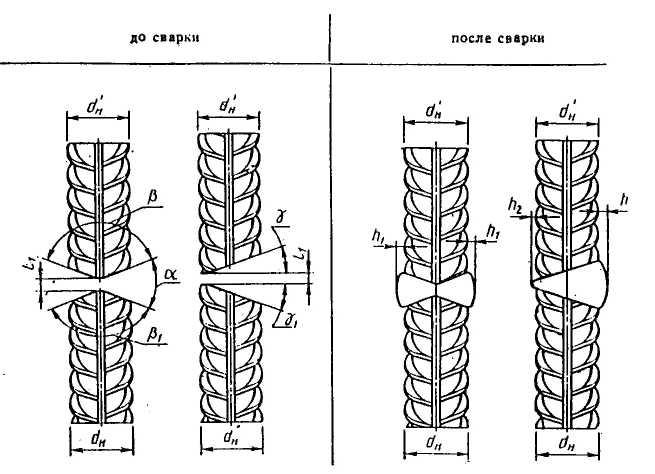 В нижеприведенной таблице указаны рекомендуемые параметры работы оборудования при сваривании различных заготовок:
В нижеприведенной таблице указаны рекомендуемые параметры работы оборудования при сваривании различных заготовок:
1
25–40
1,5
2
60–70
12
3
90–140
4
4
120–160
4
5
150–180
4
6
160–220
4
7
220–300
5
8
280–340
5
более 10
от 400
5
Если края заготовок предварительно не разделывались, то при выборе размера стержня необходимо руководствоваться данными, приведенными в таблице. Если кромки срезаны, то для формирования шва подойдет электрод диаметром 0,2–0,4 см. При применении электродов большей толщины повышается вероятность возникновения дефектов, включая непровары, шлаковые вкрапления.
Для верхних слоев шва используют электродные стержни диаметром 0,4 см. Если обработке подвергаются заготовки толщиной более 12 мм, то можно пользоваться электродами диаметром 0,5 см.
Применение электродов диаметром 0,2 см уменьшает риск появления трещин за счет меньшего нагревания основного металла.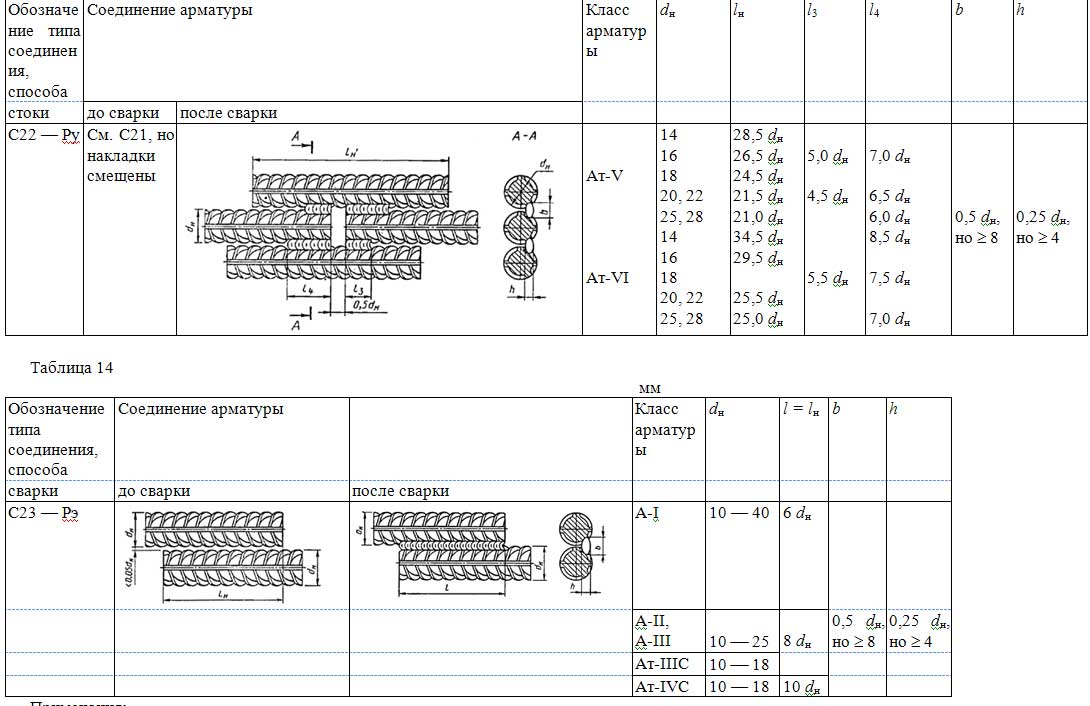 Шов при этом будет иметь вид тонкого валика.
Шов при этом будет иметь вид тонкого валика.
Соединяемые детали помечаются определенными отметками, означающими тот или иной способ их крепления друг к другу. Так, для обозначения нахлесточного сварного шва используется буква Н. Она указывается на схематичном рисунке с параметрами собираемой конструкции. На схеме также могут встречаться параметры Н1, Н2, в которых цифрой обозначают номер соединения в чертеже.
Сварка нахлесточным соединением используется в тех случаях, когда другие варианты не применимы, например, из-за пространственного расположения элементов конструкции. Для усиления прочности таких соединений необходимо использовать дополнительные детали, повышающие жесткость изделий.
Поверхностные дефекты, ухудшающие качество сварки | Качество сварки и проблемы | Основы автоматизированной сварки
В принципе, процессы сварки должны соединять материалы в соответствии с чертежами на основе соответствующей схемы сварки. Кроме того, важно обеспечить качество сварки, включая внешний вид и прочность сварного шва.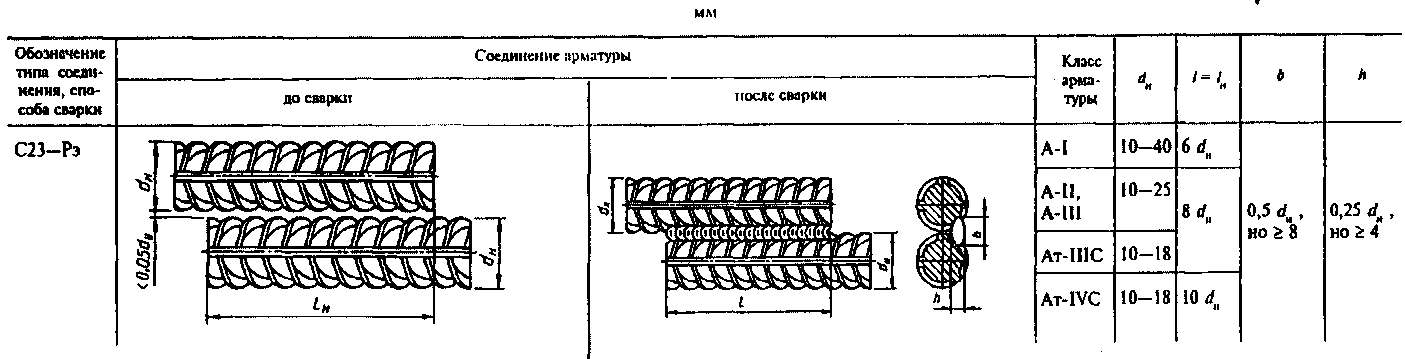 На этой странице представлены типичные дефекты поверхности, ухудшающие качество сварки.
На этой странице представлены типичные дефекты поверхности, ухудшающие качество сварки.
Обязательна к прочтению всем, кто занимается сваркой!
Это руководство содержит основные сведения о сварке, такие как типы и механизмы сварки, а также подробные сведения об автоматизации сварки и устранении неисправностей.
Скачать
- Ямы
- Подрез
- Перекрытие
- Недостаточное армирование
- Поверхностное растрескивание
- Зажигание дуги
- Извилистая кромка (изогнутая/смещенная кромка)
- Оставшаяся канавка
Ямки (открытые дефекты) представляют собой поверхностные дефекты, возникающие при затвердевании газовых полостей, образовавшихся внутри металла сварного шва, после выхода газа с поверхности валика. Газовые полости, остающиеся внутри борта, представляют собой внутренний дефект, известный как газовые дыры. Причины этих дефектов включают использование неподходящего защитного газа; недостаточный раскислитель; масло, ржавчина, покрытие или другие вещества, прилипшие к поверхности канавки в основном материале; и влаги, содержащейся в материале.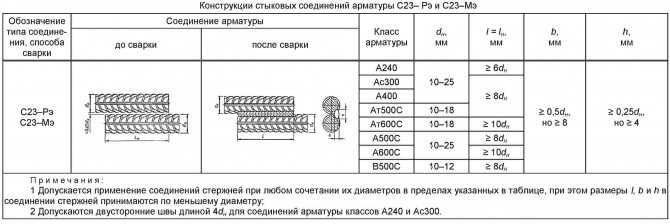
- Ямы
- Дыхательное отверстие
Скачать
Подрез — это канавка на кромке сварного шва, образованная основным материалом, выходящим из сварного шва. Типичными причинами являются чрезмерно высокий сварочный ток или скорость сварки. Слишком большая ширина плетения также может быть причиной подреза.
- Подрез
Скачать
Наложение происходит, когда расплавленный металл течет по поверхности основного материала, а затем охлаждается, не сплавляясь с основным материалом. Типичной причиной перехлеста является подача слишком большого количества металла шва из-за низкой скорости сварки. Нахлест в угловых швах возникает из-за падения избыточного количества расплавленного металла под действием силы тяжести. Необходимой контрмерой является пересмотр условий сварки (например, установка более высокой скорости сварки или более низкого сварочного тока).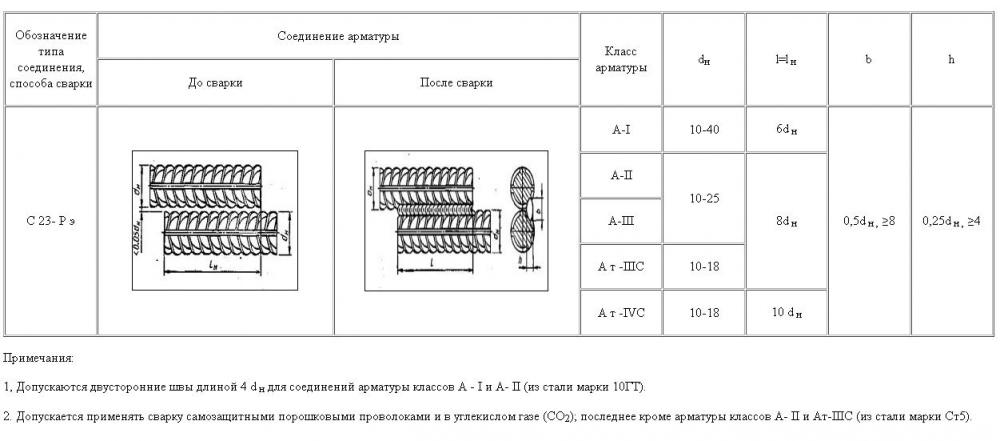
- Перекрытие
Скачать
Усиление – это металл сварного шва, нарастающий над поверхностью сверх необходимого размера в сварном шве с разделкой кромок или угловом шве. Типичной причиной является высокая скорость сварки (скорость перемещения источника тепла), из-за которой наплавка металла шва в канавке оказывается недостаточной.
- Недостаточное армирование
Скачать
Поверхностное растрескивание образует трещины на поверхности горячих сварных швов сразу после сварки. Он широко делится на растрескивание при затвердевании и растрескивание при разжижении. Растрескивание происходит при затвердевании сварного шва. Растрескивание при разжижении возникает при многослойной сварке, когда предыдущий сварочный слой расплавляется последующей сваркой. Другая классификация относится к сгенерированному положению и форме трещины, такой как продольное растрескивание, растрескивание носка, поперечное растрескивание, растрескивание кратера и так далее.
- Продольные трещины
- Трещины на пальцах ног
- Поперечные трещины
- Растрескивание кратера
Скачать
Это дефект, вызванный мгновенным зажиганием дуги на основном материале. Другими словами, зажигание дуги – это место неудавшегося зажигания дуги, которое не расплавилось при последующей сварке и осталось на основном материале. Удар дуги может быть причиной растрескивания основного материала.
Аналогичный дефект может возникнуть, когда крупные частицы брызг прилипают и остаются на поверхности.
Скачать
Этот дефект возникает, когда валик изгибается и отклоняется от линии сварки. Возможные причины включают в себя неправильное исправление волнистости или завитка автоматически подаваемой сварочной проволоки или направление линии сварки и закручивания проволоки под прямым углом друг к другу. Этот дефект также может возникать при несоответствии настроек скорости подачи проволоки и сварочного тока.
Скачать
Это состояние, при котором части канавки не сварены и остаются открытыми, потому что процесс не может сформировать валик, продолжающийся от начальной точки до конечной точки канавки. Когда этот дефект обнаруживается при роботизированной сварке вокруг начальной или конечной точки, может возникнуть проблема в управлении роботом. Если дуга, подача газа или проволоки нестабильны, канавка также может оставаться открытой в середине валика.
Скачать
- Качество сварки и проблемы Требования к качеству сварки
- Качество сварки и проблемы Внутренние дефекты, ухудшающие качество сварки
ИНДЕКС
General Motors Секционное соединение внахлестку
General Motors Секционное соединение внахлестку
Следите за нашими обновлениями на @Ask_ICAR.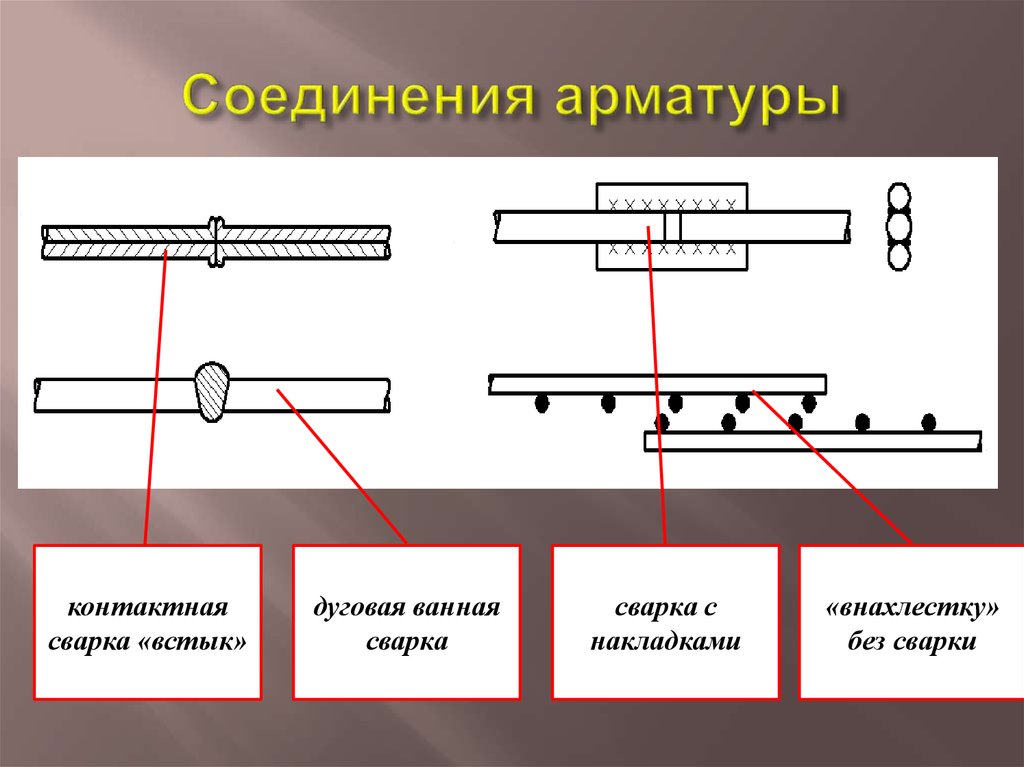
Рис. 1. Поскольку подложка не доходит до приварного фланца, часть сварного шва будет выполняться непосредственно на арматуре.
До недавнего времени General Motors, как правило, использовала стыковые соединения с подкладками при разрезании односторонних деталей. Однако в настоящее время требуется соединение внахлест для некоторых односторонних секционных соединений. Это делается для уменьшения передачи тепла от GMA-сварки в арматуру из термочувствительной высоко- и сверхвысокопрочной стали. Проблема со стыковым соединением с подкладкой заключается в том, что подложка не доходит до приварного фланца и оставляет арматуру открытой. В результате на участке пережимной полки арматуры 9 выполнен сварной шов GMA.0117 (см. рис. 1) .
Соединение внахлест
Соединение внахлест, указанное в некоторых новых процедурах ремонта General Motors, выполняется путем разрезания сменной детали внахлест на оригинальную деталь на 25 мм (1 дюйм). Нахлест позволяет использовать исходную панель. служить подкладкой для сварного шва даже на прижимных фланцах, лучше защищая арматуру от тепла сварного шва (см. рис. 2) . Это также менее сложный процесс по сравнению с стыковым соединением с подкладкой, и снижает вероятность того, что сменная деталь будет слишком короткой.0003
Нахлест позволяет использовать исходную панель. служить подкладкой для сварного шва даже на прижимных фланцах, лучше защищая арматуру от тепла сварного шва (см. рис. 2) . Это также менее сложный процесс по сравнению с стыковым соединением с подкладкой, и снижает вероятность того, что сменная деталь будет слишком короткой.0003
Рис. 2. Оригинальная панель служит подложкой и защищает арматуру от тепла сварки.
Соединение внахлест впервые было указано для внешней панели порога на Chevrolet Camaro 2010 года и упоминалось в предыдущей онлайн-статье I-CAR Advantage «Ремонт при столкновении для Chevrolet Camaro 2010 года». С тех пор соединение внахлест было указано для различных секционных соединений на Chevrolet Volt 2011 года, Buick Regal 2011 года и Chevrolet Sonic 2012 года. Общие процедуры, для которых используется этот тип соединения, включают замену внешней передней стойки, порога, центральной стойки и боковой панели.
Сварка
Соединение внахлестку сваривают угловым швом. Также может потребоваться сварка пробкой, но эта рекомендация зависит от процедуры. Угловой сварной шов должен выполняться методом пропуска или стежка, чтобы свести к минимуму вероятность тепловой деформации. Это делается путем выполнения 25 мм (1″) сварных швов вдоль шва с 25 мм (1″) зазорами между каждым сварным швом и последующего заполнения зазоров (см. рис. 3) .
Также может потребоваться сварка пробкой, но эта рекомендация зависит от процедуры. Угловой сварной шов должен выполняться методом пропуска или стежка, чтобы свести к минимуму вероятность тепловой деформации. Это делается путем выполнения 25 мм (1″) сварных швов вдоль шва с 25 мм (1″) зазорами между каждым сварным швом и последующего заполнения зазоров (см. рис. 3) .
Заключение
Рисунок 3. Первый комплект швов должен оставлять зазор 25 мм (1 дюйм) между каждым швом. Второй комплект швов заполняет зазоры. Автомобили General Motors больше не используются.Становится все более распространенным в процедурах разрезания указывать соединение внахлест при разрезании частей одностороннего соединения.Вот почему так важно всегда обращаться к процедурам производителя транспортного средства, чтобы убедиться, что используется правильное соединение. с процедурами ремонта автомобилей General Motors можно ознакомиться на сайте acdelcotds.com.
Эта статья впервые появилась в выпуске I-CAR Advantage Online от 31 мая 2012 года.
Дополнительные ссылки на GM см. на следующих страницах:
OEM-информация Chevrolet
OEM-информация GMC
Buick OEM-информация
Cadillac OEM-информация
Дополнительные новости о ремонте после столкновений I-CAR, которые могут оказаться полезными:
Информация о столкновениях Доступ к веб-сайту : General Motors
Пошаговое руководство: Доступ к информации о ремонте General Motors
Связанные курсы I-CAR
- Самый популярный
- Самые последние
- Архив
Десять наиболее частых вопросов по транспортным средствам
| Hyundai | Есть ли у Hyundai процедура разделения? |
| Kia | Есть ли в Kia процедура разделения на секции? |
| Chevrolet | Есть ли у Chevrolet предупреждение против разделения на секции, когда нет процедуры? |
| BMW | Может ли I-CAR выслать мне процедуры ремонта BMW? |
| Honda | Что Honda говорит о ремонте поврежденных жгутов проводов системы подушек безопасности? |
| Hyundai | Есть ли у Hyundai процедуры замены деталей? |
| Мерседес-Бенц | Может ли I-CAR выслать мне инструкции по ремонту Mercedes-Benz? |
| Honda | Что Honda говорит о выпрямлении передних нижних направляющих? |
| Subaru | Нужно ли заменять подушку безопасности переднего пассажира на Subaru, даже если подушка безопасности не сработала? Информация о ремонте, похоже, указывает на то, что так и должно быть.  |