Нанесение хона на цилиндр: Хонингование цилиндров: что это, как выполняется
Содержание
Хонингование цилиндров: что это, как выполняется
Что это? Во время работы двигателя на стенках цилиндров неизбежно образуются царапины и шероховатости. Для устранения дефектов слесарь растачивает блок до следующего ремонтного размера, и поверхность становится зеркальной. Но она не смазывается маслом, и кольца двигаются «на сухую». Хонингование цилиндра – это нанесение с помощью хона на стенки специальных насечек, в которых будет задерживаться масло.
Как выполняют? На хоне закрепляют абразивные бруски, вначале с крупным зерном, потом с мелким. Используют алмазные и керамические материалы, также возможно применение лазерной финишной обработки. По окончании хонингования цилиндров блок промывают.
В этой статье:
- Технология хонингования цилиндров
- Влияние параметров хонингования на работу двигателя
- Оборудование для хонингования цилиндров
- Плосковершинное хонингование цилиндров
Технология хонингования цилиндров
Термин «хонингование» происходит от английского to hone – «точить». Эта процедура представляет собой обработку внутренней поверхности стенок цилиндров. При помощи хонинговальных головок, хонов, двигающихся возвратно-поступательно и одновременно вращающихся внутри полости цилиндра, выполняется шлифовка стенок с применением смазочно-охлаждающей жидкости.
Эта процедура представляет собой обработку внутренней поверхности стенок цилиндров. При помощи хонинговальных головок, хонов, двигающихся возвратно-поступательно и одновременно вращающихся внутри полости цилиндра, выполняется шлифовка стенок с применением смазочно-охлаждающей жидкости.
При обслуживании деталей двигателя данной процедуре подвергаются втулки верхней и нижней головки шатуна, втулки коромысел привода клапанного механизма, постели коленчатого вала, цилиндры двигателя.
Вполне уместна здесь следующая аналогия. Говорят, что мотор – это сердце автомобиля. Если так, то хонингование можно расценивать не иначе, как кардиологию, которая обеспечивает безотказную работу всего двигателя и продление срока его службы.
Чтобы поршневые кольца работали так, как задумано производителем, стенки цилиндра должны иметь совокупность пересекающихся рисок, образующих собственный микропрофиль внутренних стенок цилиндра.
От размера и направления таких рисок зависит целый ряд важнейших параметров работы двигателя: сила сжатия, мощность, потребление смазочных жидкостей, расход горючего, износ цилиндро-поршневых узлов, срок работы двигателя до очередного обслуживания. Выточка таких рисок выполняется именно в ходе хонингования.
Выточка таких рисок выполняется именно в ходе хонингования.
Вращение хона при одновременном возвратно-поступательном перемещении определяет угол хонингования цилиндров двигателя, то есть угол пересечения рисок между собой на стенках. Материал абразива, применяемого в хоне, размер зерна, смазка обусловливают шероховатость поверхности, размер и глубину рисок. Для черновой и чистовой обработки используются разные головки.
Влияние параметров хонингования на работу двигателя
Полученная в ходе хонингования шероховатость поверхности позволяет маслу удерживаться на стенках. Если поверхность будет идеально гладкой, то смазочная жидкость станет стекать с нее слишком быстро. В результате излишки масла сгорят, а новая его порция, необходимая для нормального хода поршня, не успеет поступить в цилиндр. Возникает сухое трение, которое значительно повышает износ двигателя и сокращает его эксплуатационный ресурс.
В данном случае работают простейшие физические законы. Если поверхность имеет высокую шероховатость, то на ней дольше задерживается масло, и цилиндр способен работать в режиме повышенной механической нагрузки на детали. Низкая шероховатость хуже удерживает смазку, что ограничивает предельно допустимое трение.
Если поверхность имеет высокую шероховатость, то на ней дольше задерживается масло, и цилиндр способен работать в режиме повышенной механической нагрузки на детали. Низкая шероховатость хуже удерживает смазку, что ограничивает предельно допустимое трение.
Если риски расположены под большим углом друг к другу, то повышается расход смазки (угар), но снижается волнистость цилиндра. В то же время малый угол между рисками позволяет экономить масло. Выбранный способ хонингования определяется задачами, которые выполняет тот или иной узел, материалами, использованными в его конструкции.
При черновом хонинговании применяется абразив с крупным алмазным зерном на медной основе. Используется большое количество смазочно-охлаждающей жидкости, которая позволяет эффективно удалять из рабочей зоны частицы материала бруска и самих стенок. В результате такой обработки формируется поверхность с высокой шероховатостью.
В этом виде цилиндр не может быть отправлен сразу в двигатель, он не обеспечит нормальную работу поршня или иных узлов. Нередко подобный способ хонингования заменяет традиционную расточку цилиндра, поскольку он позволяет выполнить данную операцию быстрее и может быть автоматизирован.
Нередко подобный способ хонингования заменяет традиционную расточку цилиндра, поскольку он позволяет выполнить данную операцию быстрее и может быть автоматизирован.
На второй стадии стенки подвергаются обработке абразивом с меньшим размером зерна – 1/150 мм, что позволяет создать новый микропрофиль, но это еще не чистовая обработка.
Чистовая шлифовка осуществляется абразивом, имеющим зернистость от 1/300 до 1/500 мм. В итоге формируется окончательный профиль поверхности, позволяющий эксплуатировать деталь в оптимальном режиме.
После чистовой шлифовки выполняете финишное крацевание. В ходе этой процедуры не изменяется микропрофиль, здесь происходит только очистка рисок от остатков материала хона и стенок, обнажаются графитовые зерна (если цилиндр изготовлен из чугуна). Это дает возможность снизить трение о поверхность сопряженных с цилиндром деталей и повысить их ресурс. На данном этапе работ применяется специальная щетка из нейлона с добавлением кремния.
При помощи устройств для хонингования блока цилиндров также производят нанесение анифрикционных покрытий на внутреннюю поверхность стенок, шлифовку цилиндров алюминиевых блоков (доступно не для всех моделей), плосковершинное хонингование.
По существу, в ходе данных процедур выполняется такая же обработка хонами, но при этом используются специфические материалы и бруски.
Оборудование для хонингования цилиндров
При ремонте блока цилиндров используются современные автоматические устройства с электронно-программным управлением. Наиболее совершенные модели позволяют отцентрировать хон по тем частям цилиндра, которые наименее изношены – в нижней и верхней трети. В результате новые риски формируются с тем же углом и направлением, что и заводской микропрофиль. Шлифовальные бруски в ходе обработки разжимаются, что позволяет пренебречь возможными огрехами формы отработанной части цилиндра. Новый профиль приобретает точную конусность и овальность, обеспечивая достаточную смазку и корректный ход поршня.
Удобство автоматической обработки в том, что в этом случае не нужно проводить классическую расточку. Расширение диаметра цилиндра, например, на 0,4 мм выполняется разными хонами в несколько этапов. Сначала используется крупноабразивная головка с диаметром зерна 0,3 мм. Далее она заменяется на брусок с зерном 0,1 мм. Окончательная обработка выполняется мелкозернистыми головками или щетками с алмазным напылением, образующими плоские вершины.
На финишном этапе расширение цилиндра составляет не более 1 микрона и не отражается на эксплуатационных свойствах детали. Происходит очистка от остатков материала стенок и головки, обнажаются зерна графита, который входит в состав чугуна. В результате удается минимизировать трение колец.
Немаловажный момент – экономия времени. Процесс хонингования четырехцилиндрового блока на подобном станке занимает не больше получаса.
Силовые элементы двигателя со сменными гильзами непросто отшлифовать при помощи хона, поскольку их сложно установить на станине строго вертикально.
Продавцы новых гильз нередко заявляют, что изделие уже прошло всю необходимую обработку и ему не нужно никаких дополнительных шлифовок. Согласившись с поставщиком, покупатель действует на свой страх и риск, поскольку без микропрофиля на стенках двигатель очень быстро износится и выйдет из строя. По этой причине настоятельно советуем выполнять хонингование даже новых гильз цилиндров.
Для того чтобы обеспечить равномерное прижатие гильзы по вертикали, используют толстую прокладку, которая по форме похожа на сам хон. В ней имеются необходимые технологические отверстия, поэтому присутствие такой прокладки никак не препятствует формированию микропрофиля.
Пластина устанавливается после монтажа гильзы и фиксируется аналогично головке блока цилиндров, в точной последовательности и при соблюдении моментов затяжки. Далее выполняется шлифовка хоном точно так же, как это делается при обработке безгильзового цилиндрового блока.
Использование пластины-прокладки помогает свести к минимуму разность размеров. Процедура включает в себя несколько этапов.
Процедура включает в себя несколько этапов.
- Черновая обработка. Здесь выполнятся удаление толстого слоя металла, поэтому аналогичным способом может проводиться и традиционная расточка. Используется большое количество смазывающе-охлаждающей жидкости и хоны с алмазным зерном.
- Шлифовка бруском с зерном 150.
- Проход головкой с зернистостью 300-500.
- Крацевание. Удаление металла со стенок не производится, выполняется лишь очистка стенок от частиц материала бруска и цилиндра. На данном этапе используются специальные нейлоновые щетки с кремниевыми кристаллами.
Товары из категории
Перейти в каталог
Плосковершинное хонингование цилиндров
Плосковершинное хонингование применялось еще при обработке цилиндров поршневых авиационных моторов и получило свое развитие в автомобилестроении. Суть в следующем.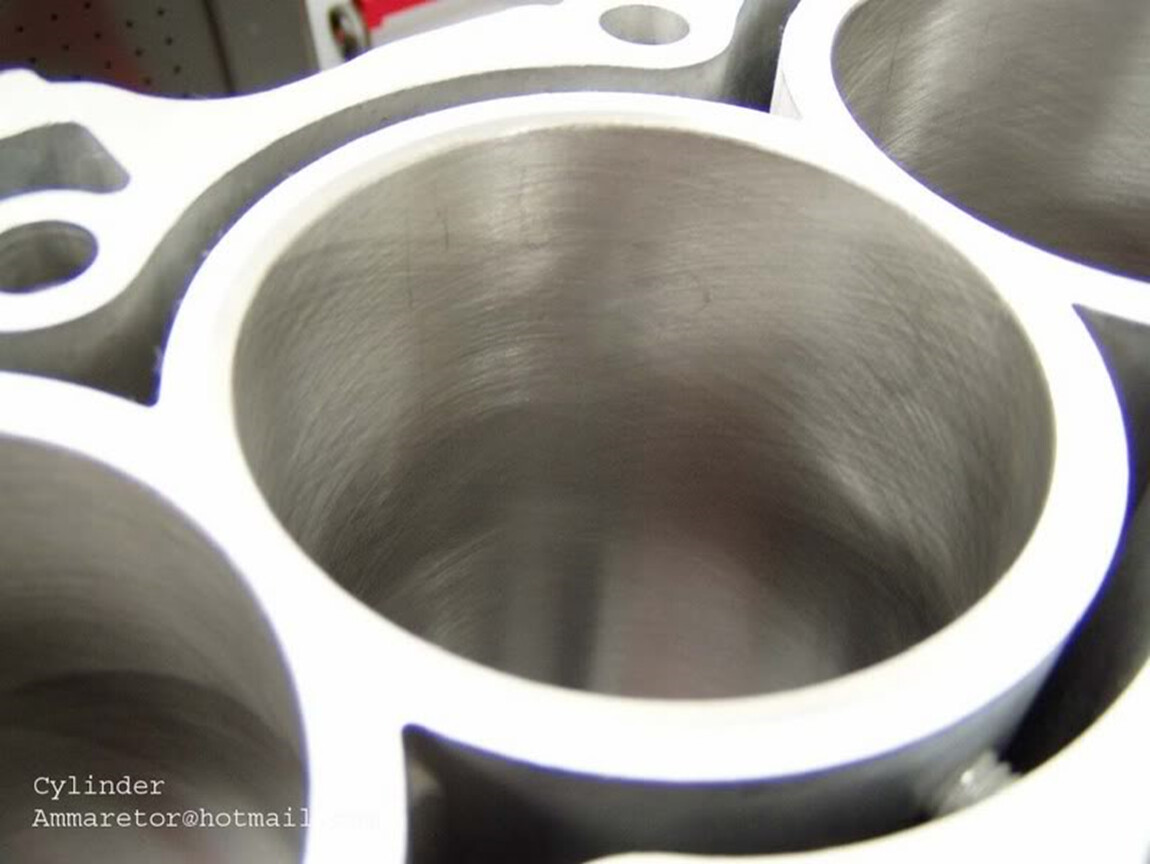 При сборке двигателя цилиндр, сошедший с конвейера, имеет микропрофиль внутренних стенок в виде горной цепи с острыми вершинами. На первых порах работы мотора острые выступы сглаживаются при трении поршня о цилиндр, формируются крупные опорные плоскости, после чего износ деталей снижается. Однако можно сформировать требуемый профиль не в ходе обкатки, а сразу на станке, нарезав плоские вершины с учетом монтажных отступов, необходимых для точной сборки.
При сборке двигателя цилиндр, сошедший с конвейера, имеет микропрофиль внутренних стенок в виде горной цепи с острыми вершинами. На первых порах работы мотора острые выступы сглаживаются при трении поршня о цилиндр, формируются крупные опорные плоскости, после чего износ деталей снижается. Однако можно сформировать требуемый профиль не в ходе обкатки, а сразу на станке, нарезав плоские вершины с учетом монтажных отступов, необходимых для точной сборки.
Плосковершинное хонингование позволяет сократить время, необходимое для обкатки, и повысить срок эксплуатации цилиндров. В немалой степени именно наличием такой обработки определяется более высокий ресурс двигателей иностранного производства, моторов, устанавливаемых на моделях ВАЗ с восьмой серии по десятую.
В практике ремонта цилиндров существует понятие «ремонтный размер». Оно неактуально для самых современных моторов, для которых необходима установка только запчастей заводского диаметра при разнице размеров не более 0,01 мм. Для цилиндров двигателей отечественного производства существует целая классификации допустимых ремонтных размеров: A, B, C, D, E. Каждая буква означает изменение диаметра на 0,01 мм по сравнению с предыдущим.
Для цилиндров двигателей отечественного производства существует целая классификации допустимых ремонтных размеров: A, B, C, D, E. Каждая буква означает изменение диаметра на 0,01 мм по сравнению с предыдущим.
По достижении максимального диаметра хонингования цилиндров должен быть уставлен соответствующий поршень, который обеспечит необходимые тепловые зазоры. Так, для модели ВАЗ с передним приводом различие диаметров поршня и цилиндра (монтажный зазор) составляет от 0,025 до 0,045 мм.
Ресурс двигателя зависит от целого ряда факторов, одним из них является распределение рисок по поверхности стенок, их глубина, ширина. Этими параметрами определяется качество смазки рабочих поверхности деталей. Если риски слишком широки, то при поверхностном натяжении масла частицы смазки практически не попадают на кольца и поршень, вызывая почти сухое трение. Если же ширина профиля слишком мала, то смазка стекает по стенкам, вызывая перерасход масла и угар.
Не менее важна глубина профиля (чаще всего она не превышает 5 мкм), угол их пересечения между собой.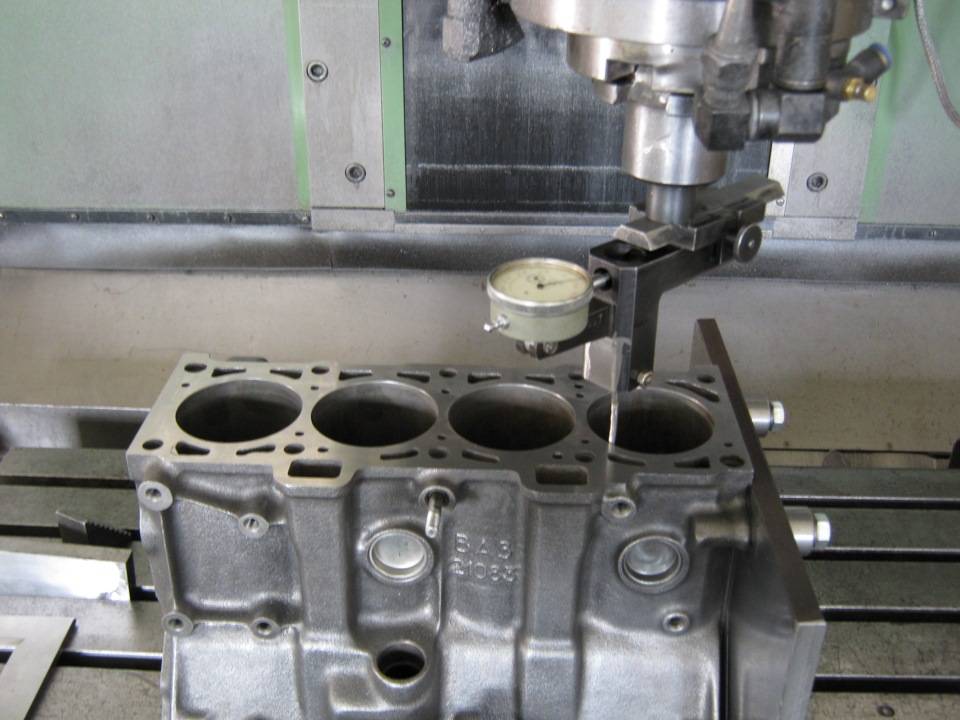 Если угол рисок относительно продольной плоскости цилиндра острый, то на пересечении между ними возникают большие углубления, вызывая низкое качество смазывания. Оптимальное значение – 30-35 градусов. При слишком большом угле, наоборот, растет расход масла и происходит угар.
Если угол рисок относительно продольной плоскости цилиндра острый, то на пересечении между ними возникают большие углубления, вызывая низкое качество смазывания. Оптимальное значение – 30-35 градусов. При слишком большом угле, наоборот, растет расход масла и происходит угар.
В российском автопроме плосковершинное хонингование впервые использовано на моделях ВАЗ 2108 и ВАЗ 2109. Соответствующие технические требования были разработаны при участии немецкого автоконцерна Porsche, сотрудники которого и настояли на применении данной технологии.
Несмотря на высочайшую точность, необходимую при качественном хонинговании, можно найти немало автолюбителей, которые пытаются выполнить эту процедуру прямо в гараже при помощи дрели или перфоратора. Необходимо учитывать, что погрешность в несколько сотых долей миллиметра может значительно повлиять на качество смазывания деталей двигателя и расход масла. Настоятельно рекомендуется обращаться для проведения подобных работ сразу в автосервис.
Если бы хонингование цилиндров можно было сделать в домашних условиях, то не возникало бы необходимости в разработке высокоточного и дорогостоящего оборудования и его использовании всеми производителями автомобилей. Не стоит рисковать, иначе испорченный микропрофиль может привести к покупке нового блока цилиндра и огромным расходам для автовладельца.
что это, для чего делается хон и как правильно проводится
Хонингование цилиндров двигателя – операция, придающая нужный микрорельеф поверхности этих элементов. По принципу выполнения процедура напоминает шлифовку, но по сути она ближе к полированию с особым результатом. Предварительно следует разобраться, для чего нужен хон гильзы цилиндра.
Что такое хонинговка блока цилиндров
Хон двигателя – это результат обработки, «правильная шероховатость», способствующая удержанию на элементах моторного масла. Представляет собой риски мелкой глубины, проходящие сеткой по поверхности. Глубина их не превышает 0,05 мм. Хон в двигателе обеспечивает герметизацию гильзы и поршня, снижает износ оборудования. Защитный эффект – это то, для чего и делают операцию. Но он работает, когда сетка хона нанесена без брака: детали сети расположены с выдержанной частотой, ровно, без ошибок в направлении.
Хон в двигателе обеспечивает герметизацию гильзы и поршня, снижает износ оборудования. Защитный эффект – это то, для чего и делают операцию. Но он работает, когда сетка хона нанесена без брака: детали сети расположены с выдержанной частотой, ровно, без ошибок в направлении.
Хонингование взаимодействует с самыми маленькими неровностями на объекте, устраняет изъяны размером в 10 мкм и более объемные. Так создают практически зеркально ровную гладь с сеткой назначенной шероховатости на полируемой поверхности.
Когда нужна хонинговка
Нет общего срока, когда элементам двигателя понадобится эта процедура. Хонингуют цилиндры по достижении определенного уровня износа, а для каждого мотора это будет свое значение времени работы. На износ влияет бензин, используемое владельцем авто моторное масло, стиль вождения (темп езды), исправность сопутствующих систем и т. д.
Определить, что хон в цилиндрах двигателя уже нужен, помогают внешние признаки. Чем интенсивнее проявляется проблема, тем скорее нужно проводить обработку. Если владелец авто заметил один из нижеприведенных маркеров, следует показать авто слесарям для проведения работ.
Если владелец авто заметил один из нижеприведенных маркеров, следует показать авто слесарям для проведения работ.
Список возможных признаков:
- Появление синего дыма из выхлопной трубы.
- Нестабильность оборотов двигателя на холостом ходу.
- Снижение мощности мотора.
- Возросший расход масла по сравнению с прошлыми измерениями.
Возникшая необходимость нанесения хона на блоки цилиндров часто вызывает полную совокупность этих факторов – они тесно связаны. Синеватый дым на выхлопе образуется, когда кольцо поршня не собирает масло с цилиндрической поверхности без остатка. Масляные следы остаются и сгорают вместе с топливом. Так как дефекты внутреннего канала приводят к пустому сгоранию машинного масла, его расход возрастает.
Изменениями в цилиндре также объясняется снижение мощности двигателя и нестабильность его работы. Кольца поршня неплотно примыкают к стенам цилиндра, нарушение герметичности приводит к попаданию в картер газов, а они снижают компрессию в камере сгорания.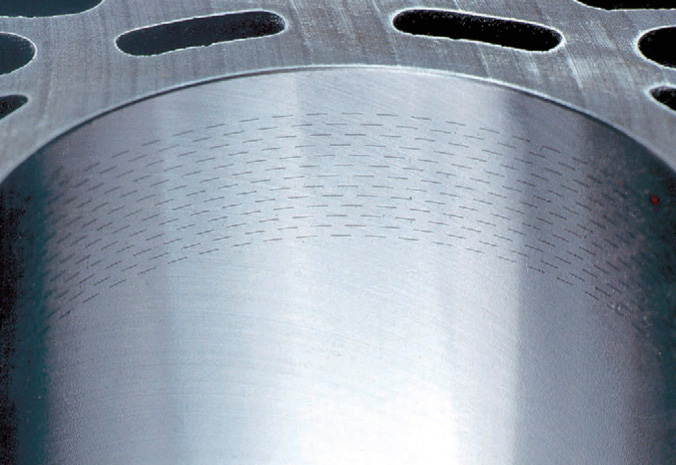 Поскольку газообразные продукты горения пропадают впустую, транспорту требуется больше бензина.
Поскольку газообразные продукты горения пропадают впустую, транспорту требуется больше бензина.
Хонингование исправит цилиндрические поверхности, после чего все сопутствующие проблемы с машиной исчезнут.
Требования к оборудованию
Нанесение хона на цилиндр проводится посредством специального слесарного агрегата – хонинговального станка. Он состоит из поверхности, на которой закрепляют обрабатываемую деталь, блока управления, привода. Характеристики, по которым различают оборудование:
- Расположение шпинделя. Хон удерживается шпинделем, в зависимости от его расположения станок считают вертикальным или горизонтальным, а для специализированного хонинга используют наклонный станок.
- Количество шпинделей. Для обработки сложных, многоуровневых деталей применяют многошпиндельные станки, облегчающие работу с объектами. Хонингование простых элементов проводят на оборудовании с одним шпинделем.
- Наличие системы автоматизации. Станок может быть автоматизирован, чтобы облегчить мастеру работу со сложными деталями.

Программное управление контролирует проведение обработки, обеспечивает стабильность шлифовки, рассчитывает точное количество масла для орошения, отвечает за расчет чистоты полировки.
Особенности процесса
В ремонтных мастерских хонингование делают поэтапно, в два основных захода и третий – дополнительный. Эти работы отличаются от заводской процедуры, но для стабилизации двигателя их достаточно. Проводят хонинговку цилиндров так:
- Обрабатывают детали крупноабразивным бруском. Это первичный этап, который подготовит деталь к финальным работам.
- Второй шаг – абразив с мелким зерном. Точная обработка приводит поверхность в нужное состояние.
- Применение абразивной пасты. Завершающий шаг, который устраняет микродефекты, сглаживает впадины и уголки. Паста делает хон в цилиндрах двигателя максимально ровным. Этап является дополнительным, т. к. это самая тонкая обработка, призванная улучшить результат основных работ, часто автослесари обходятся и без нее.
После завершения процедуры цилиндры очищают, чтобы избавиться от металлической стружки и остатков полировочных материалов.
Самостоятельный хонинг – сложная работа, но посильная для опытного слесаря. Чтобы не испортить цилиндр, мастер должен следить за четкостью рисок, их расположением. Оборудование для самостоятельного проведения процедуры тоже называют хон – обычно он похож на ершик для бутылок. Бывают конструкции из рабочих элементов, закрепленных на стержне, но первый вариант проще в обращении.
В гаражных условиях хон в цилиндрах создают так: оборудование вставляют в патрон для дрели, обеспечив точность работ с помощью уровня и рейки подачи. Это исключит брак в процессе обработки. Во время нанесения сетки хона поверхность и сам он орошается смазкой – смесью машинного масла с керосином.
Во время нанесения сетки хона поверхность и сам он орошается смазкой – смесью машинного масла с керосином.
После процедуры стружку абразива и металлический мусор смывают с поверхности мыльным раствором. Деталь сушат и покрывают антикоррозийным маслом.
После самостоятельного хонингования потребуется подождать, пока цилиндр сработается с поршнем. В это время нельзя подвергать двигатель сильной нагрузке.
Хонингование или шлифовка цилиндров: что лучше
Обе процедуры на первый взгляд похожи, но фундаментально это разные вещи. Шлифовка создает зеркало цилиндра, это понятие означает идеальную гладкость поверхности (без хонинговых рисок). Зеркало создается в процессе длительной работы двигателя, иными словами – набивается. Шлифование в условиях мастерской применяют в таких случаях:
- Если деформация ГБЦ привела к нарушению общей геометрии и прочности конструкции мотора.
- Были проведены сварочные работы.
Хонингованный цилиндр защищен от перерасхода масла и работает стабильнее зеркального. Если режим хона был выбран верно, а в работе выдержан точный угол, двигатель будет работать лучше и прослужит дольше.
Если режим хона был выбран верно, а в работе выдержан точный угол, двигатель будет работать лучше и прослужит дольше.
Объяснение подготовки цилиндра к восстановлению
Возможно, вы читали, что цилиндры вашего мотоцикла имеют специальное покрытие, но что это означает на самом деле? Что еще более важно, если вы приступаете к первоклассной работе на своем двигателе, правильная подготовка цилиндра является важной частью процесса.
Когда вы заказываете новый комплект поршня, такой как комплект Wiseco, показанный ниже, рекомендации по подготовке цилиндра будут включены в инструкции, прилагаемые к изделию. В зависимости от вашего применения там будет либо «деглазуровать/затачивать», либо «расточка и шлифовка», либо «расточка/переформовка». Мы рассмотрим, что именно означают эти разные термины и как выполнить эти шаги.
Запчасти Wiseco для ремонта внедорожного мотоцикла. Фото Вайсеко.
Деглазируйте цилиндр
Распространенный вопрос: «Нужно ли мне деглазировать цилиндр?» Ответ: да, если только не пришло время для замены или замены рукава.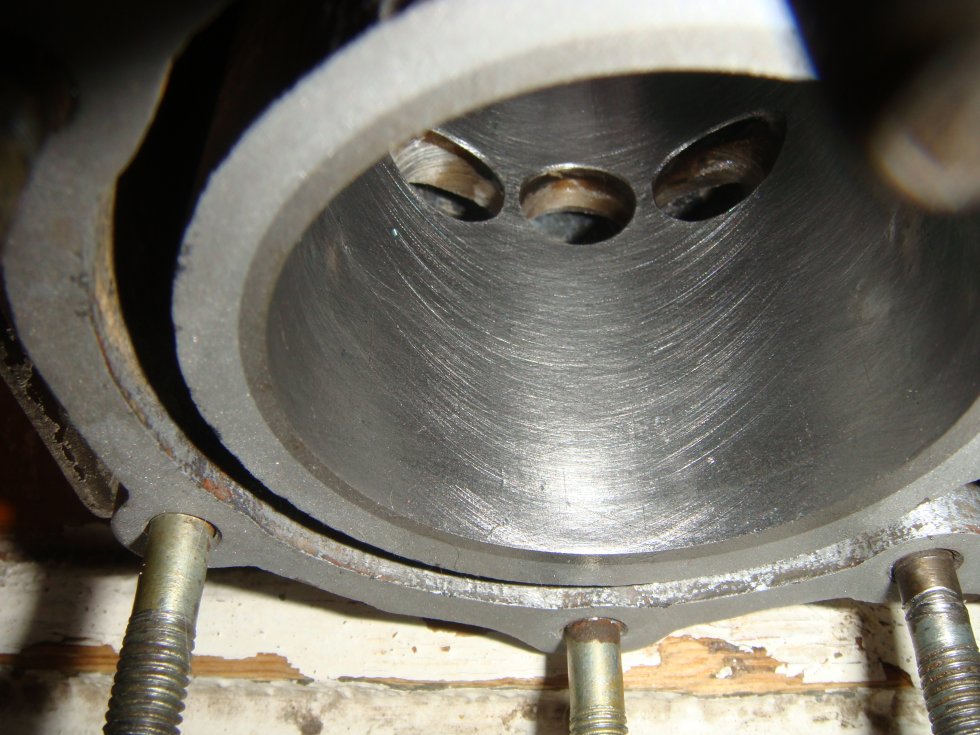 Если у вашего двигателя есть какое-то время, процесс остекления начался. Термин «глазурованный» в этом контексте относится к движению поршневого кольца (колец), сплющивающему и полирующему поверхность стенки цилиндра во время нормальной работы. Чем больше времени на двигателе, тем более застекленным будет цилиндр. Однако, в зависимости от того, сколько времени ваш двигатель находится в эксплуатации и какой у вас тип цилиндра, вам может потребоваться заменить гильзы или гильзы, что мы обсудим далее.
Если у вашего двигателя есть какое-то время, процесс остекления начался. Термин «глазурованный» в этом контексте относится к движению поршневого кольца (колец), сплющивающему и полирующему поверхность стенки цилиндра во время нормальной работы. Чем больше времени на двигателе, тем более застекленным будет цилиндр. Однако, в зависимости от того, сколько времени ваш двигатель находится в эксплуатации и какой у вас тип цилиндра, вам может потребоваться заменить гильзы или гильзы, что мы обсудим далее.
Гальванические и гильзовые цилиндры
Если ваш спортивный двигатель был изготовлен в течение последних двух десятилетий или около того, скорее всего, он покрыт никасилом (карбидом никеля и кремния), хромом или электромуфтовым покрытием. Никасил был последним и наиболее часто используемым покрытием цилиндров из-за его износостойкости, но он все еще изнашивается. Мы рекомендуем проверить в руководстве нормальные интервалы восстановления топовых двигателей, но, как правило, если ваш двигатель работает долго, общее состояние вашего цилиндра необходимо тщательно проверить. Это будет включать не только размер отверстия и состояние покрытия, но также округлость и конусность цилиндра в соответствии со спецификациями обслуживания OEM. Есть несколько хороших компаний, которые предлагают услуги по ремонту. Просто проведите исследование и выберите надежную компанию. Ваш цилиндр должен вернуться со свежим покрытием, отточенным и готовым к работе после быстрой очистки.
Это будет включать не только размер отверстия и состояние покрытия, но также округлость и конусность цилиндра в соответствии со спецификациями обслуживания OEM. Есть несколько хороших компаний, которые предлагают услуги по ремонту. Просто проведите исследование и выберите надежную компанию. Ваш цилиндр должен вернуться со свежим покрытием, отточенным и готовым к работе после быстрой очистки.
Другие формы цилиндров, которые не имеют гальванического покрытия, обычно имеют гильзы из сплава железа или стали. Если у вашего цилиндра есть гильза, вы должны увидеть шов между гильзой и самим цилиндром. Если вы все еще не уверены, проверьте, не прилипает ли магнит к стенке цилиндра. Если липнет, то это гильза, а если нет, то гальваническая.
Подобно замене цилиндра после обычного времени восстановления топового уровня, на ваш цилиндр с гильзой должна быть установлена новая гильза. Те же мастерские, которые занимаются заменой гильз, должны также выполнять замену гильз, и они будут отшлифованы и готовы к повторной сборке.
Короче говоря, если у вашего двигателя достаточно времени, чтобы ему потребовалась полная перестройка верхнего уровня, мы рекомендуем заменить гальваническое покрытие или заменить гильзу цилиндра. Технически вы можете использовать гильзы для цилиндров с ранее нанесенным покрытием, но мы рекомендуем придерживаться того, что было получено от производителя оригинального оборудования. Если это просто освежение с небольшим количеством часов на двигателе, вы должны быть в состоянии просто деглазировать / оттачивать.
Эта штриховка на стенке цилиндра является целью процесса хонингования. Фото Вайсеко.
Что такое хонингование и зачем оно мне нужно?
Когда ваш двигатель был сделан новым на заводе, цилиндр был отточен. Хонингование — это процесс подготовки поверхности стенки цилиндра для смазывания поршневых колец во время работы. Хонингование создает мелкие дефекты штриховки на поверхности отверстия цилиндра. Вы можете думать об этих дефектах как о пиках и впадинах на поверхности металла. Они необходимы, потому что помогают стенкам цилиндра удерживать масло для смазки поршневых колец. Теоретически идея состоит в том, чтобы между кромкой поршневых колец и стенкой цилиндра был очень тонкий слой масла. Если бы не было масла для смазки постоянного контакта со стенкой цилиндра, было бы слишком большое трение, и и кольца, и цилиндр быстро изнашивались бы.
Они необходимы, потому что помогают стенкам цилиндра удерживать масло для смазки поршневых колец. Теоретически идея состоит в том, чтобы между кромкой поршневых колец и стенкой цилиндра был очень тонкий слой масла. Если бы не было масла для смазки постоянного контакта со стенкой цилиндра, было бы слишком большое трение, и и кольца, и цилиндр быстро изнашивались бы.
Термин «деглазирование» просто относится к повторному хонингованию вашего цилиндра, чтобы вернуть эти пики и впадины в стенку вашего цилиндра.
Мягкая хонинговальная щетка, подобная этой, является одним из инструментов, которые можно использовать для подготовки внутренней поверхности цилиндра. Фото Вайсеко.
Как заточить цилиндр
Наиболее распространенными инструментами для хонингования небольших двигателей являются жесткие или щеточные хонинговальные станки и шаровые хонингователи. Хонингов можно заказать по размеру в соответствии с отверстием вашего цилиндра. Просто сопоставьте свой размер отверстия с информацией от компании, у которой вы заказываете свой точильный станок.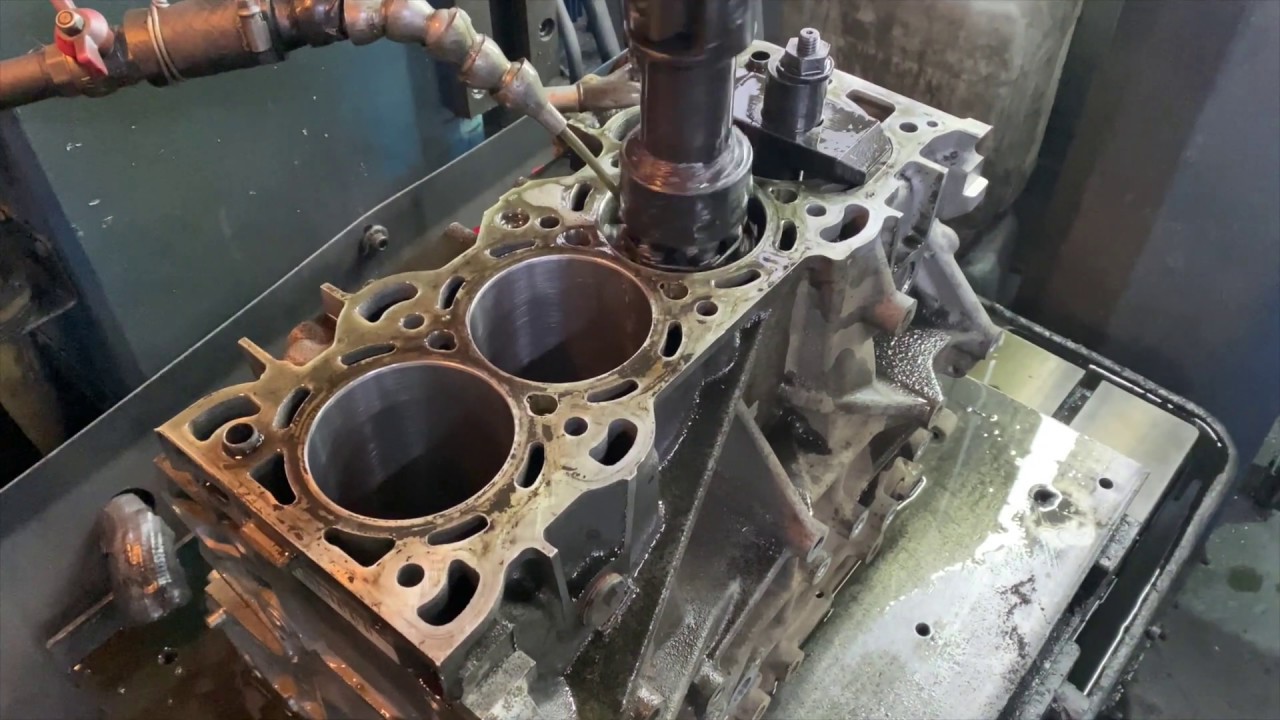 Компания, занимающаяся хонингованием, также должна иметь рекомендации по зернистости и типу материала в зависимости от того, какой тип колец у вас есть.
Компания, занимающаяся хонингованием, также должна иметь рекомендации по зернистости и типу материала в зависимости от того, какой тип колец у вас есть.
После разборки верхней части осмотрите стенку цилиндра и порты на наличие повреждений. Если у вас заклинило поршень или что-то сломалось, скорее всего, цилиндр был поврежден. В зависимости от того, насколько обширны повреждения, иногда мастерские по ремонту цилиндров могут их отремонтировать. Если вы видите какие-либо сомнительные повреждения или глубокие потертости, мы рекомендуем отправить ваш цилиндр в надежный магазин для получения наилучших рекомендаций.
Если ваш цилиндр находится в нормальном состоянии, без повреждений, и вы просто меняете кольца между верхними частями, хонингование должно быть единственным, что требуется. Если остекление минимальное, и вы все еще можете видеть достаточное количество штриховок, вы должны быть в состоянии избежать использования жесткого или щеточного хонингования, чтобы просто восстановить эти штриховки. Вам нужно будет оттачивать только 10-15 секунд за один раз, пока вы не увидите четкие штриховые метки.
Вам нужно будет оттачивать только 10-15 секунд за один раз, пока вы не увидите четкие штриховые метки.
Шариковая заточка будет немного более абразивной, поэтому мы не рекомендуем использовать шаровую заточку на цилиндрах с гальваническим покрытием, если они не указаны как безопасные. Если вам нужно использовать шаровой хонинговальный инструмент для более плотного остекления цилиндра с гильзой, прикрепите его к дрели и смажьте тонким слоем моторного масла. Перед входом в цилиндр убедитесь, что цилиндр закреплен и неподвижен, а хонинговальный шарик вращается. Оттачивайте цилиндр вперед и назад в течение примерно 10-15 секунд, затем переключитесь на противоположное направление вращения и повторите. Проверьте цилиндр на наличие желаемых поперечных штрихов и повторите при необходимости.
После завершения хонингования обязательно тщательно очистите цилиндр, чтобы не осталось остатков материала.
При повторной сборке верхней части всегда обязательно дважды проверяйте зазор между поршнем и стенкой.
Подготовьте свой цилиндр должным образом во время восстановления, чтобы получить максимальную производительность и срок службы вашего двигателя. Фото Вайсеко.
Нужно ли растачивать цилиндр?
Если в инструкциях к вашему новому поршню указано «отверстие и хонингование» или «отверстие/замена пластины», это значит, что вы заказали поршень, размер отверстия которого больше стандартного. Инструкции по растачиванию и хонингованию вашего цилиндра означают, что ваш цилиндр не был покрыт металлом от OEM-производителя, и его требуется только обработать до нужного размера для вашего поршня. Однако, если это цилиндр с гильзой, рассмотрите возможность замены гильзы в зависимости от времени работы двигателя. Инструкции по растачиванию и замене покрытия цилиндра означают, что ваш цилиндр поставляется с покрытием от производителя оригинального оборудования, поэтому единственная необходимая работа — это обработать цилиндр до нужного размера для вашего поршня, а затем восстановить / отточить.
В любом случае, мы рекомендуем, чтобы цилиндр расточил профессиональный слесарь с соответствующим оборудованием. Цилиндрические мастерские, которые заменяют гильзу и заменяют ее, обычно также имеют возможность расточки.
Снятие фаски означает скругление острых краев перед повторной сборкой, как это было сделано с этим цилиндром. Фото Вайсеко.
Не забудьте снять фаску и очистить
После любых работ по растачиванию или хонингованию цилиндра важно снять фаску со всех портов и нижней части цилиндра. Снятие фаски сглаживает любые острые края, чтобы оставить симметричный наклонный край. Создание наклонных кромок в нижней части цилиндра упрощает установку поршня и кольца. Вы также должны убедиться, что края портов в цилиндре также имеют хороший наклон, чтобы поршневые кольца не зацеплялись за какие-либо края во время работы двигателя.
Если у вашего цилиндра есть выпускной мост, убедитесь, что он сброшен на 0,002 дюйма до 0,004 дюйма, чтобы учесть расширение.
Наконец, обязательно тщательно очистите все детали, с которыми вы работали. Цилиндры, которые были расточены и/или отточены, будут иметь остаточное хонинговальное зерно. Его необходимо удалить, промыв теплой мыльной водой до тех пор, пока на смоченной маслом тряпке не останется песка после протирки поверхности стенки цилиндра. После очистки нанесите тонкий слой масла на стенку цилиндра, прежде чем приступить к восстановлению.
Всегда обязательно покрывайте все свои базы, когда освежаете верхнюю часть в своей машине. Уделение необходимого внимания всем аспектам поможет вам добиться максимальной плавности работы и надежности вашего двигателя.
Галерея изображений
Хонингование цилиндров: основная цель при ремонте цилиндров
При ремонте двигателя цилиндры обычно
требуют внимания. Износ имеет тенденцию создавать конусность в верхней части
цилиндра, что может уменьшить уплотнение кольца и увеличить прорыв газов
и расход масла если не убрать.
Цилиндр также может быть выбит из круглого сечения, иметь царапины или другие повреждения, требующие исправления
до того, как новый комплект колец будет правильно уплотнен.
Основная цель при окраске цилиндров
— сделать стенки как можно более прямыми (без конусности), отверстия
как можно более круглыми (минимальная деформация, что особенно важно при современных кольцах низкого напряжения), обеспечить правильную количество
штриховки для хорошего удерживания масла и поддержки кольца, и произвести
обработка поверхности, отвечающая требованиям к кольцам. Этот
выполняется путем растачивания и/или хонингования цилиндров в один или несколько шагов
с использованием различных типов абразивов (керамических или алмазных).
После хонингования цилиндры необходимо очистить
для удаления остатков абразива и металлического мусора, которые
остались в отверстиях. Мытье и чистка теплой мыльной водой
удалит большую часть нежелательного материала. Но сама по себе промывка
Но сама по себе промывка
не ослабляет и не удаляет поверхностную «стружку», такую как порванные или
.0071 гнутый металл, на который можно надевать кольца и посадочные кольца с задержкой. Единственный
способ избавиться от этого материала и сгладить отверстия — это «полировать»
отверстия после хонингования какой-либо гибкой абразивной щеткой.
Очистка щеткой после хонингования не только помогает очистить
отверстия, но также может выравнивать поверхность в зависимости от характеристик
используемого абразива. Чистка щеткой сметает порванный и согнутый металл
, а также острые зазубренные вершины, оставляя более гладкую поверхность
. В результате получается более качественное отверстие с небольшим дополнительным 9.0071 усилие. Еще один способ выровнять поверхность – использовать очень мелкие камни с зернистостью
#600 или пробку для полировки отверстий после хонингования.
Одно из преимуществ покрытия с плоским отверстием
заключается в том, что оно предварительно кондиционирует или прирабатывает цилиндры. Некоторые говорят, что
Некоторые говорят, что
сокращает время, необходимое для посадки нового комплекта колец, а также
, сокращает первоначальный износ колец, прорыв газов и расход масла. Другие считают, что это может фактически увеличить время, необходимое для посадки новых колец.
Двигатель дает хорошую компрессию сразу, синевы 9 нет0071 дым в выхлопе, выбросы и расход масла снижены,
и кольца служат дольше, потому что им не пришлось изнашиваться, чтобы
соответствовал отверстиям.
Плоская поверхность также обеспечивает увеличенную опорную поверхность
для поддержки колец, сохраняя при этом достаточную глубину
в поперечной штриховке для хорошего удерживания масла и смазки. Это
, почему производители оригинального оборудования (OEM) предпочитают этот тип покрытия отверстия
и используют его во многих новых двигателях.
Проблемы
Одно из опасений, выраженных OEM-производителями, у которых есть программы восстановления двигателей
, заключается в том, что многие компании, занимающиеся послепродажным ремонтом двигателей
, могут не иметь ноу-хау или подходящего типа хонинговального оборудования, чтобы
воспроизвести отделку отверстия цилиндра OEM-типа. . Поскольку тесты на выбросы
. Поскольку тесты на выбросы
являются фактом жизни для многих автомобилистов во многих частях страны
, беспокойство вызывает то, что восстановленный двигатель с цилиндрами, отточенными
«обычным способом», может не пройти тест на выбросы. 9Задача 0071 здесь состоит в том, чтобы разработать процедуры, которые позволят специалистам по ремонту двигателей
послепродажного обслуживания дублировать отделку отверстия OEM.
Производители колец также обеспокоены тем, что
некоторые специалисты по ремонту двигателей могут не использовать надлежащие процедуры хонингования
или бруски для своих колец. Слишком грубая обработка отверстия приведет к сильному трению
при первом запуске двигателя. С предварительно притертыми кольцами
это нехорошо, поскольку приводит к ненужному износу
. Задача здесь состоит в том, чтобы использовать процедуры хонингования, которые производят
наилучшее возможное покрытие отверстия для данного комплекта колец.
Большинство производителей колец указывают хонинговальный абразив #220 с зернистостью
для финишной обработки отверстий при использовании чугунных или хромированных колец
, поскольку рекомендуемая обработка отверстия для этих колец
составляет от 28 до 35 RA (средняя шероховатость в микродюймах).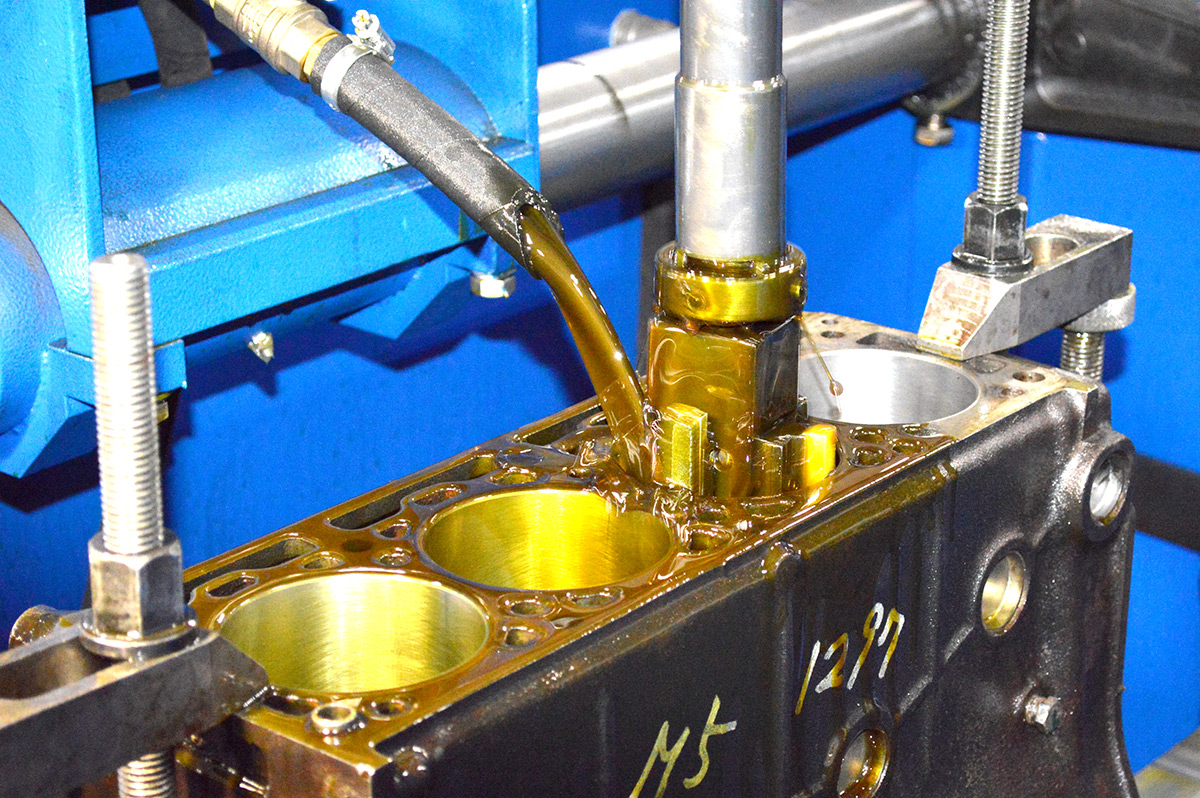 Камень #280 с зернистостью
Камень #280 с зернистостью
обычно рекомендуется для колец из молибдена, потому что кольца из молибдена
имеют несколько более гладкую поверхность от 16 до 23 RA. Но эти рекомендации
относятся к обычным керамическим абразивам, а не к алмазу.
Огранка алмаза отличается от огранки стекловидного камня,
, поэтому для эквивалентной отделки обычно требуются более высокие числа.
Для окончательного этапа хонингования
может потребоваться алмазный брусок с зернистостью от 325 до 550 для достижения финишной обработки RA в желаемом диапазоне. Один из производителей
, с которым мы говорили, сказал, что алмазный хонинговальный камень
с зернистостью от 500 до 550 обеспечит чистоту поверхности в диапазоне от 13 до 15 RA.
Чтобы добавить путаницы в отношении того, какие шлифовальные бруски
могут потребоваться для получения определенного вида отделки, некоторые керамические 9Точильные бруски 0071 с одинаковой зернистостью будут давать разные покрытия
, которые могут не всегда соответствовать справочным таблицам.
Например, один стекловидный камень № 220
может обеспечить чистоту поверхности от 28 до 35 RA, а другой
может оставить гораздо более грубую поверхность. Различия в фактической чистоте поверхности
могут быть связаны с градацией абразивных частиц, а также
типом и качеством смазки, используемой в процессе хонингования.
Третья проблема — рентабельность. Цилиндр 9Полировка цилиндра 0071 — трудоемкий и дорогостоящий этап в процессе восстановления двигателя
. Таким образом, все, что можно сделать для снижения затрат на хонингование
и упрощения процедуры, а также для улучшения
обработки канала ствола, является шагом в правильном направлении.
Обычный против алмазного
Многие мастерские растачивают или черново хонингуют цилиндры до
в пределах 0,003 дюйма от окончательного припуска (от 0,010 до 0,030 дюйма
в зависимости от применения), затем завершают хонингование последнего 0,003 дюйма
отверстия с керамическим абразивом #220 или #280. В большинстве цехов
В большинстве цехов
нет профилометра для измерения параметров шероховатости поверхности
, таких как RA, RK (шероховатость сердцевины), RPK (средняя высота пика) и
RVK (средняя глубина впадины), площадь опоры и т. д., поэтому они полагаются на
каменной крошки вместе с правильным давлением хонингования, скоростью головки, частотой хода
и смазкой для достижения желаемого качества обработки отверстия.
Следовательно, большинство мастерских
не могут узнать, действительно ли обработка отверстия соответствует требованиям
изготовителю колец или изготовителю комплектного оборудования – если клиент не пожалуется
на чрезмерный износ колец, прорыв газов или расход масла. Но даже
, если у вас не было проблем с кольцами, это не обязательно
означает, что цилиндры настолько хороши, насколько они могли бы или должны быть.
Одним из недостатков керамических абразивов
является их быстрый износ. В зависимости от сорта брусков и
твердости блока набор
керамических хонинговальных брусков может
обработать 30 блоков V8 (240-260 отверстий цилиндров) до того, как они изнашиваются
и подлежат замене. И с каждым хонингованным
И с каждым хонингованным
цилиндром оператор или оборудование должны компенсировать
износ камня, чтобы отверстия оставались прямыми. Если вы не сможете компенсировать это, вы можете получить
с конусностью в отверстиях.
Для сравнения, алмазные хонинговальные бруски с металлической связкой
изнашиваются очень мало. Набор алмазных хонинговальных брусков может обработать 300 блоков двигателя V8
(2400 отверстий цилиндров), прежде чем их придется заменить. Более низкая скорость износа означает, что камни режут более прямо
(меньшая конусность), чем у витрифицированных камней.
Более медленная скорость износа алмаза по сравнению с застеклованными абразивами
помогает более чем компенсировать гораздо более высокую начальную стоимость
алмазных камней. Используя приведенные выше цифры, набор из керамических хонинговальных брусков
стоимостью 7 долларов стоит около 0,02 доллара за отверстие, если они делают 240-260 отверстий цилиндра
. Набор алмазных хонинговальных брусков за 700 долларов стоит около 0,06 доллара за
Набор алмазных хонинговальных брусков за 700 долларов стоит около 0,06 доллара за
отверстие, если набор делает 12 000 отверстий цилиндров. Стоимость абразива
за отверстие с алмазом может быть выше, чем у керамических абразивов,
, но с алмазами оператору не нужно останавливать и перезапускать
во время хонингования, поэтому трудозатраты меньше.
По этим причинам многие производители двигателей
(PER) перешли на алмазное хонингование. Алмаз снижает общую стоимость
, экономит труд (меньше замен камней) и обеспечивает лучшую общую геометрию отверстия
(более прямое с меньшим искажением).
Результаты Recon
«Мы добились отличных результатов при хонинговании алмазом
», — сказал Том Уилсон из Recon Automotive Remanufacturers, 9 лет.0071 крупный PER, базирующийся в Филадельфии, штат Пенсильвания.
«Тип камней, которые мы используем, определяется
типом колец, которые входят в мотор», сказал Уилсон.
«Мы перепробовали различные камни, прежде чем нашли лучшую комбинацию
. Для RA от 20 до 25 с молибденовыми кольцами мы используем алмазные камни № 325 с зернистостью
Для RA от 20 до 25 с молибденовыми кольцами мы используем алмазные камни № 325 с зернистостью
. Для более тонкой обработки в диапазоне от 15 до 20 RA мы используем
иногда используйте алмазные камни зернистостью 500.
«Алмаз режет не так, как стекловидные абразивы
. Он вырывает металл и оставляет много микроскопических
пушок на поверхности», — сказал Уилсон. «Итак, после хонингования
мы очищаем отверстия ручной дрелью от восьми до 10 ударов. Очистка щеткой
хорошо очищает поверхность от мусора и устраняет
период обкатки. Мы также обнаружили, что он также улучшает RA,
, снижая его примерно на 18 или около того». Он сказал, что смазка фильтруется, чтобы удалить
грязь и постоянно контролировать, чтобы предотвратить рост бактерий.
Franklin Power Products, Inc.
«Как OEM-поставщик для Navistar, единственный способ, которым мы можем
соответствовать их спецификации диаметра цилиндра, — это следовать
трехступенчатой процедуре алмазного хонингования», — сказал Джим Ормсби из
Franklin. Power Products, Inc., Франклин, Индиана.
Power Products, Inc., Франклин, Индиана.
Ормсби сказал, что Franklin Power Products сначала проведет черновую заточку
до конечного размера с точностью до 0,005 дюйма с помощью крупнозернистых алмазных камней
#200.0071 #600 бриллиантов. Последним шагом является хонингование отверстий восемью
ходами с помощью плоского хонинговального инструмента (PHT).
«Мы считаем, что на самом деле получаем лучшую отделку
и поддерживаем более жесткие допуски, чем исходные отверстия OEM, потому что
мы уделяем пристальное внимание каждому отверстию, которое мы делаем», — сказал Ормсби.
«OEM не настроены таким образом. Они включают производственную линию
и отпускают ее.»
Ормсби добавил, что легко соответствовать алмазному хонингованию
— при условии, что у вас есть надлежащее оборудование.
Тенденции и рекомендации
Несколько поставщиков хонинговального оборудования, с которыми мы беседовали
, сказали, что сегодня существует тенденция к алмазному хонингованию. Энди Роттлер из
Энди Роттлер из
Rottler Manufacturing, Кент, Вашингтон, подсчитал, что около 80% новых хонинговальных станков
, которые он продает, оснащены алмазными брусками
или вскоре переоборудуются с керамических брусков на алмазные после эксплуатации
в полевых условиях.
«Раньше PER были единственными
, кто покупал алмазное хонинговальное оборудование», — сказал Роттлер. «Но
в последнее время его покупают и мелкие магазины. Все больше и больше людей
переходят на алмаз, потому что он дешевле в долгосрочной перспективе
и стоит примерно в пять раз меньше, чем керамические абразивы
, при условии, что вы не сломаете камень. Алмаз также дает более ровную поверхность отверстия
и лучшую геометрию отверстия. Но чтобы максимизировать преимущества алмаза
, вам нужна жесткая хонинговальная головка.
«Витрифицированные камни никогда не изнашиваются с постоянной скоростью
», — продолжил Роттлер. «Износ может варьироваться в зависимости от класса
камней и твердость блока.
трудно предсказать, сколько металла на самом деле удаляют камни, поэтому вам нужно
остановить оборудование, измерить размер отверстия, а затем перезапустить машину
, чтобы закончить цилиндр. С алмазом вы можете настроить свое оборудование,
включить его и уйти. Он (автоматически) заточит его до нужного размера
».0071 и от одного ребилдера к другому. Многие используют трехступенчатую процедуру
, которая начинается с грубого хонингования с агрессивным зерном с точностью до нескольких тысячных долей окончательного размера
, завершается хонингованием с мелкозернистым зерном
(от № 325 до № 550), затем выполняется чистка щеткой для очистки и сглаживания отверстий. .
«Если вы не используете алмаз должным образом,
вы можете получить много размазанного и сложенного металла», — сказал
Роттлер. «А если не позаботиться о камнях, они
могут оставить на поверхности много рваного металла.»
Роттлер сказал, что чистка щеткой не является абсолютно необходимой
при хонинговании алмазом при условии, что вы используете правильную нагрузку на
камнях. Коэффициент нагрузки будет варьироваться от одного производителя оборудования
Коэффициент нагрузки будет варьироваться от одного производителя оборудования
к другому, но обычно конечная нагрузка должна быть
в диапазоне от 30% до 35%. Для черновой обработки используйте максимальную нагрузку для быстрого удаления металла
.
Еще одним преимуществом алмаза согласно Rottler
является то, что синтетическая смазка на водной основе устраняет тепло как фактор
, что снижает деформацию канала ствола. «Тоже не воняет
, как хонинговальные масла на минеральной основе, — сказал он.
это может повлиять на отделку отверстий, — сказал Хейли. — Как правило, концентрация
синтетического материала на водной основе должна составлять от 1-1/2% до 2%.
Для контроля концентрации следует использовать рефрактометр».0071 для получения лучших результатов, а не только для сокращения времени хонингования.
«Алмаз требует большого давления, чтобы
сломался и правильно разрезался, поэтому, чтобы получить максимальную отдачу от него, вам нужно оборудование
, предназначенное для алмаза», — сказал Даунс. Некоторые старые хонинговальные станки
Некоторые старые хонинговальные станки
могут плохо работать с алмазом. Новое хонинговальное оборудование
обычно имеет более высокую номинальную мощность и более жесткую конструкцию
для заточки алмазом.
можно удалить от 0,008 до 0,010 дюйма запаса за
минуту с алмазом, — объяснил Даунс. — Чем больше
количество камней в головке, тем меньшее давление требуется
для достижения определенной скорости съема материала». может ввести в заблуждение.Для алмаза зернистость
на самом деле является концентрацией алмаза в камне.Чем выше концентрация
, тем тоньше оценка.Алмазный камень
с концентрацией 35% будет грубым шлифовальным камнем и будет 9По его словам, 0071 похож на стекловидный абразив №80. Камень
с содержанием алмаза от 65% до 70% будет резаться так же, как зернистость керамического абразива
#325.
Марк Хенсон из LDX Genesis, Сидар-Рапидс, Айова,
, сказал, что их новый хонинговальный станок был разработан с нуля
для работы с алмазом. В станке используется постоянное давление напора
В станке используется постоянное давление напора
(выполняется электронным способом с управляющим программным обеспечением) для оптимизации
режущего действия алмазных камней в различных двигателях.
«Мы рекомендуем необработанное алмазное хонингование с помощью брусков с зернистостью
от 70 до 90 с точностью до 0,002 дюйма от окончательного размера отверстия,
, затем чистовую обработку алмазными брусками с зернистостью от 500 до 550,
с последующим 10-секундным шлифованием щеткой до очистите поверхность, — сказал Хенсон из
. — С помощью этой процедуры вы можете добиться чистоты поверхности
в диапазоне от 13 до 15 RA без чистки или от 6 до 8
RA с помощью щетки».
Skip Green в Winona Van Norman, a подразделение
компании D&S Manufacturing Co., Inc., Блэк-Ривер-Фолс, штат Висконсин, сообщило о
, что, хотя они получили много запросов о хонинговании алмазом
, большая часть вторичного рынка по-прежнему использует стекловидные абразивы
– за исключением PER. «Для обработки алмазов требуется хонинговальный станок модели
«Для обработки алмазов требуется хонинговальный станок модели
для тяжелых условий эксплуатации», — сказал Грин.
«Многие мастерские используют процедуру плоской отделки
, но делают это с помощью стекловидных камней и кисти.
Типичный цех должен работать с таким большим разнообразием двигателей
и диаметров отверстий, что бриллианты слишком дороги», — сказал он. Зеленый.
Тесты на хонингование
Эд Киблер из Sunnen Products Co., Сент-Луис,
Миссури, сказал, что некоторые производители колец не поддерживают хонингование алмазом
, потому что алмазы могут оставлять разорванный и фрагментированный металл на
поверхности.
«Алмаз — это тусклая частица, связанная
так прочно, что требуется большое давление, чтобы заточить отверстие», — объяснил
Киблер. «Следовательно, он разрывает поверхность
, и его необходимо доработать с помощью PHT (инструмента для плоского хонингования) до
убрать мусор. Если вы собираетесь использовать алмаз, мы рекомендуем
двухступенчатую процедуру хонингования, при которой щетка очищает цилиндры
после хонингования. Мы рекомендуем использовать щетку в приспособлении для хонингования
Мы рекомендуем использовать щетку в приспособлении для хонингования
, чтобы оказывать контролируемое давление на щетку».
Требования производителя к чистовой обработке отверстия для одноступенчатого
процедура хонингования: 10 по 20 РА, 40 по 60 РК, 10 по 20 РПК и
35 по 65 РВК, или 10 по 20 РА, 30 по 50 РК, 5 по 20 РПК и 50
по 100 РВК для двух- ступенчатая процедура.
Один цилиндр был отшлифован с использованием одноэтапной процедуры
только с алмазом зернистостью 500 (без обработки щеткой). Результаты были RA
13, RK 40, RPK 18 и RVK 17. Результаты
не были сочтены удовлетворительными из-за низкого числа RVK (что снижает способность стенки цилиндра
удерживать и удерживать масло для правильной работы кольца 9).смазка 0071).
Второй цилиндр был отшлифован с использованием двухэтапной процедуры
: алмаз с зернистостью № 220, а затем плоскошлифовальный инструмент № 120 с зернистостью
(щетка). Итого 20 РА, 44 РК, 16 РПК и
66 РВК.
