Наплавка автоматическая: Автоматическая наплавка
Содержание
Наплавка под флюсом. Автоматическая наплавка под флюсом.
Главная » Технология конструкционных материалов
Опубликовано: Рубрика: Технология конструкционных материаловАвтор: admin
Автоматическая наплавка под слоем флюса порошковой и сплошной проволокой позволяет резко поднять производительность, экономичность, улучшить качество наплавки и условия труда рабочих-сварщиков. Повышение производительности достигается прежде всего за счет увеличения силы сварочного тока, а также непрерывности процесса. Однако увеличение силы тока сопровождается увеличением глубины провара и доли основного металла в наплавленном слое, что при наплавке износостойких сплавов крайне нежелательно.
Автоматическая наплавка под флюсом
В настоящее время в отечественной и зарубежной практике наиболее распространена однодуговая автоматическая наплавка под слоем флюса. Для уменьшения доли основного металла в валике производят наплавку в несколько слоев. Постоянный состав металла устанавливается обычно с третьего слоя.
Указанным способом наплавляют детали доменного, размольного, прокатного и другого оборудования, где наплавленный слой должен обладать свойствами:
- либо высокохромистых ледебуритных сталей типа Х12;
- либо хромовольфрамовой стали марки ЗХ2В8;
- либо высокомарганцовых аустенитных сталей Г13Л [120].
Применение настоящего способа требует наличия специального сварочного оборудования и оснастки. Он наиболее производителен по сравнению с прочими дуговыми методами наплавки. Его рационально применять при больших объемах наплавки на прямолинейных участках детали или на деталях, имеющих поверхности вращения большого диаметра. Наплавка криволинейных коротких швов, штампов с криволинейной формой ручьев, деталей с поверхностью вращения небольшого диаметра данным способом невозможна.
Наплавка криволинейных коротких швов, штампов с криволинейной формой ручьев, деталей с поверхностью вращения небольшого диаметра данным способом невозможна.
Схема автоматической наплавки под флюсом
Дуга горит между сварочной проволокой 1 и свариваемым изделием 5 под слоем гранулированного флюса 4. Ролики 2 специального механизма падают в электродную проволоку в зону дуги 6. Сварочный ток (переменный или постоянный прямой или обратной полярности) подводится к проволоке с помощью скользящего контакта 3, а к изделию – постоянным контактом. Сварочная дуга горит в газовом пузыре, который образуется в результате плавления флюса и металла.
Кроме того, расплавленный металл защищен от внешней среды слоем расплавленного флюса 8. По мере удаления дуги от зоны сварки расплавленный флюс застывает и образует шлаковую корку 10, которая впоследствии легко отделяется от поверхности шва. Флюс засыпается впереди дуги из бункера слоем толщиной 40–80 мм и шириной 40– 100 мм. Нерасплавленный флюс после сварки используется повторно.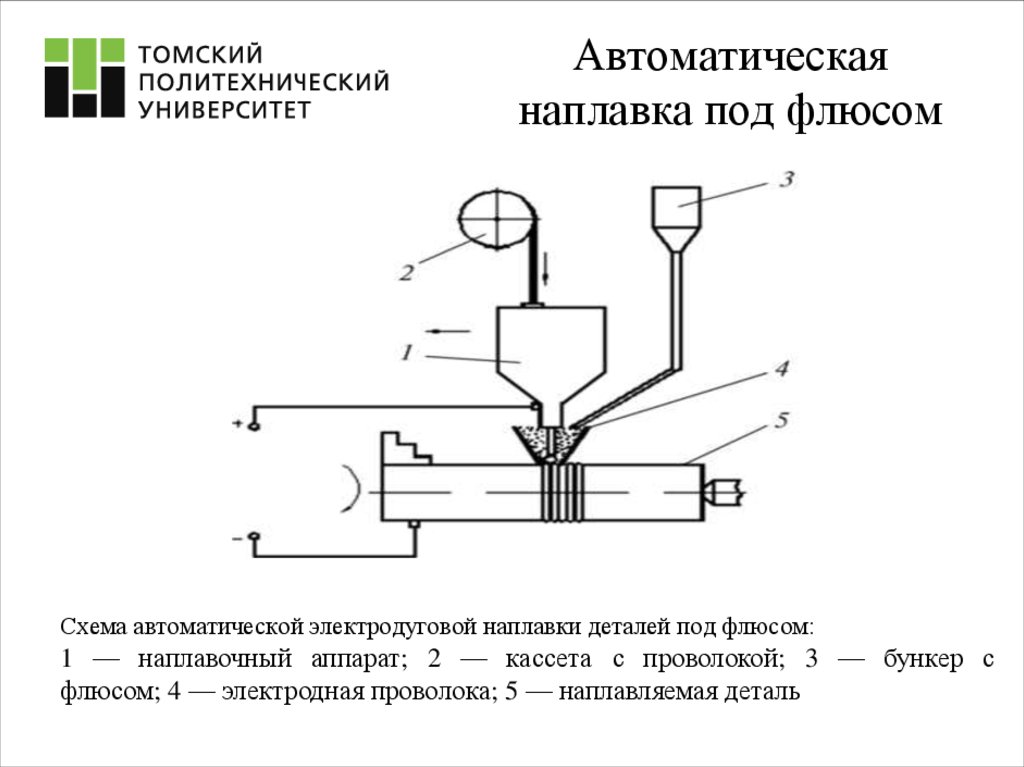 Расплавленные электродный и основной металлы 7 в сварочной ванне перемешиваются и при кристаллизации образуют сварной шов 9.
Расплавленные электродный и основной металлы 7 в сварочной ванне перемешиваются и при кристаллизации образуют сварной шов 9.
Преимущественное применение находит наплавка проволокой (проволочным электродом). Однако в последнее время все большее распространение получает наплавка ленточными или комбинированными электродами.
0
наплавка сварка
Понравилась статья? Поделиться с друзьями:
Автоматическая электродуговая наплавка. Фрумин И.И. 1961 | Библиотека: книги по архитектуре и строительству
| Автоматическая электродуговая наплавка |
| Фрумин И.И. |
| Государственное научно-техническое издательство литературы по черной и цветной металлургии. Харьков. 1961 |
| 421 страница |
Содержание:
В книге обобщены теоретические и технологические основы автоматической наплавки, изложен производственный опыт применения ее в промышленности; рассмотрены общие металлургические вопросы сварки и наплавки — получение наплавленного металла заданного химического состава, условия образования и методы предупреждения газовых пор и кристаллизационных трещин; описаны материалы и технология автоматической износостойкой наплавки и ее применение для восстановления и повышения сроков службы деталей различного оборудования; приведены данные о конструкциях наплавочных аппаратов, станков, установок и другого оборудования. Книга предназначена для инженеров и техников всех отраслей промышленности, занимающихся вопросами наплавки, а также может быть использована научными работниками и студентами вузов.
Книга предназначена для инженеров и техников всех отраслей промышленности, занимающихся вопросами наплавки, а также может быть использована научными работниками и студентами вузов.
Часть первая. Металлургические вопросы сварки и наплавки.
Глава I. Современные способы автоматической (механизированной) наплавки.
1. Наплавка под флюсом.
2. Наплавка в защитном газе.
3. Электроимпульсная наплавка.
4. Наплавка открытой дугой электродной проволокой с защитным покрытием.
5. Электрошлаковая наплавка.
6. Наплавка токами высокой частоты.
7. Другие способы.
Глава II. Сварочная ванна.
1. Давление дуги; расположение столба дуги.
2. Капли электродного металла, их температура.
3. Плавление флюса, температура шлака.
4. Форма и объем ванны расплавленного металла.
5. Средняя температура сварочной ванны.
6. Распределение температур в пределах сварочной ванны.
Глава III. Взаимодействие шлака и металла при сварке и наплавке.
1. Влияние состава среды, взаимодействующей с жидким металлом.
2. Влияние режима наплавки на состав наплавленного металла.
3. Испарение примесей стали при дуговой сварке и наплавке.
4. Достижимость равновесия между шлаком и металлом при сварке и наплавке.
5. Кинетика взаимодействия шлака и металла при сварке.
Глава IV. Легирование наплавленного металла при износостойкой наплавке.
1. Способы легирования наплавленного металла.
2. Наплавка легированной электродной проволокой или лентой
3. Наплавка порошковой проволокой.
4. Наплавка с применением легирующих флюсов.
5. Легирование нанесением примесей на наплавляемую поверхность.
6. Сравнительная характеристика способов легирования.
7. Выбор способа легирования.
Глава V. Предупреждение пор в наплавленном металле.
1. Опытные данные о возникновении пор при сварке и наплавке
2. Условия образования пор.
3. Теоретический анализ методов предупреждения пор.
4. Предупреждение пор с помощью порошковой проволоки.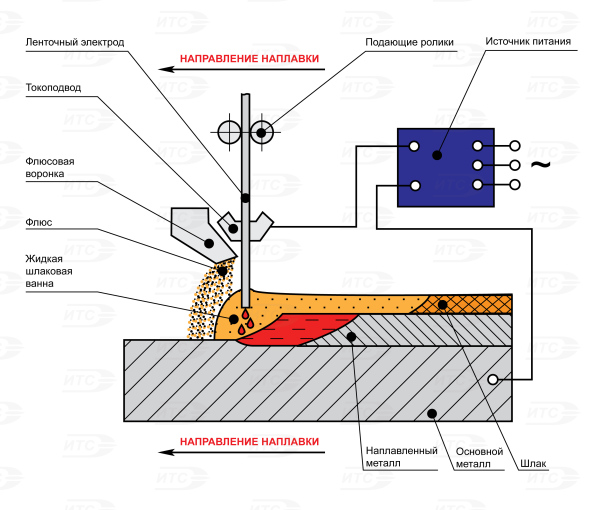
Глава VI. Трещины в наплавленном слое и их предупреждение.
1. Классификация трещин, наблюдаемых при наплавке.
2. Кристаллизационные трещины при наплавке углеродистой и низколегированной стали.
3. Кристаллизационные трещины при наплавке высоколегированных износостойких сталей и сплавов.
4. Исследование условий возникновения трещин.
5. Происхождение кристаллизационных трещин.
6. Закалочные трещины.
7. Хрупкие трещины.
8. Предупреждение трещин.
Часть вторая. Материалы и технология автоматической износостойкой наплавки.
Глава VII. Наплавленный металл.
1. Углеродистые и низколегированные стали и чугун.
2. Высокомарганцевые стали и чугуны.
3. Высокохромистые стали и чугуны.
4. Хромоникелевые аустенитные стали.
5. Высоковольфрамовые стали.
6. Сплавы на основе меди, никеля и кобальта.
7. Прочие износостойкие сплавы.
Глава VIII. Электродные материалы.
1. Стандартные марки проволоки.
2. Новые марки наплавочной проволоки.
3. Электродная лента.
4. Порошковая проволока.
Глава IX. Флюсы.
1. Общие свойства флюсов для наплавки.
2. Высококремнистые сварочные флюсы.
3. Низкокремнистые флюсы.
4. Специальные плавленые флюсы.
5. Легирующие неплавленые флюсы.
Глава X. Техника наплавки.
1. Выбор режима наплавки.
2. Наплавка цилиндрических и конических деталей.
3. Наплавка сложных тел вращения.
4. Наплавка плоских поверхностей и деталей сложной формы.
Часть третья. Применение автоматической наплавки для восстановления и повышения стойкости изнашивающихся деталей.
Глава XI. Условия службы изнашивающихся деталей, выбор металла для наплавленного рабочего слоя.
1. Виды износа.
2. Инструмент для деформирования горячего металла.
3. Инструмент для деформирования холодного металла.
4. Восстановление размеров изношенных стальных деталей машин
5. Детали, работающие в условиях абразивного износа.
Глава XII. Оборудование, применяемое для наплавки.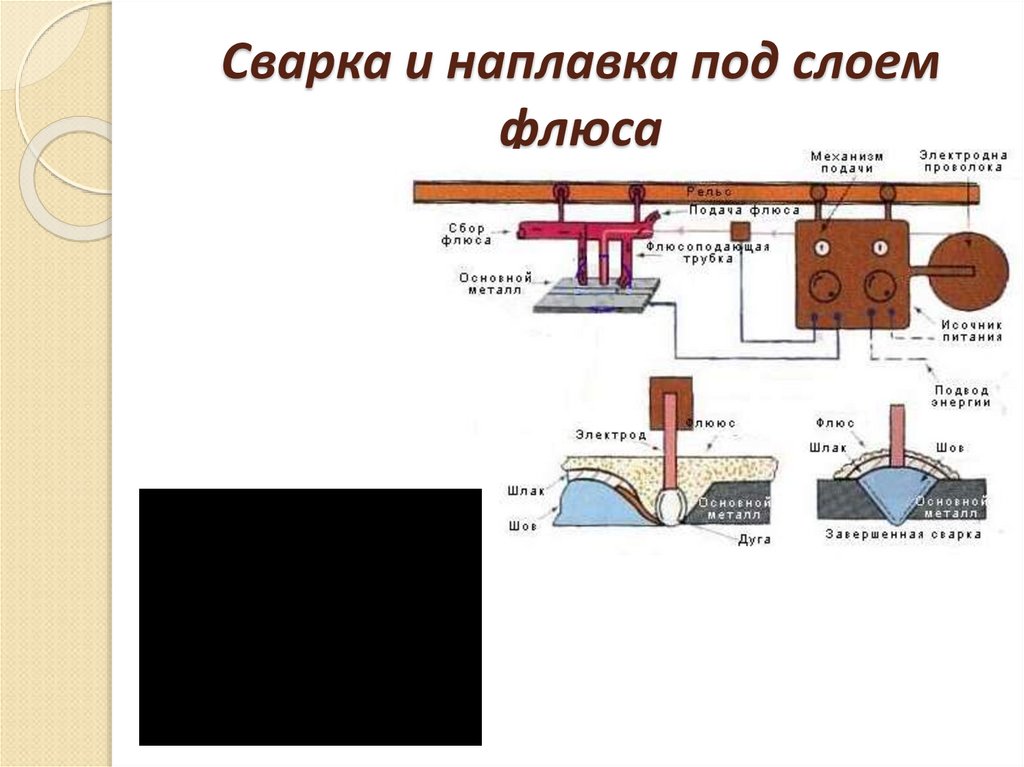
1. Наплавочные аппараты общего назначения.
2. Наплавочные аппараты специального назначения.
3. Наплавочные установки общего назначения.
4. Вальценаплавочные станки.
5. Источники питания сварочным током.
6. Индукторы для нагрева деталей перед наплавкой.
Глава XIII. Опыт промышленного применения механизированной наплавки.
1. Наплавка стальных прокатных валков.
2. Наплавка деталей прокатного оборудования.
3. Наплавка деталей засыпного аппарата доменной печи.
4. Наплавка прессового инструмента.
5. Восстановление гребней бандажей железнодорожных колес.
6. Электрошлаковая наплавка кернов для захвата слитков.
7. Восстановление наплавкой деталей тракторов и автомобилей
8. Наплавка слоя отбеленного чугуна.
9. Автоматическая наплавка бронзы на стальные заготовки.
Глава XIV. Экономические вопросы наплавки.
1. Стоимость наплавленного металла.
2. Эффективность восстановления размеров деталей и износостойкой наплавки.
3. Определение экономического эффекта от применения наплавочных установок.
Определение экономического эффекта от применения наплавочных установок.
Сварочные работы и технологии
Фрумин И.И.
Скачать книгу: Автоматическая электродуговая наплавка. Фрумин И.И. 1961
PolyWorks|Modeler™ 2021 предлагает решение для автоматического создания поверхностей следующего поколения
Интеллектуальная технология обратного проектирования и рабочий процесс ускоряют создание высококачественных моделей поверхности, совместимых с CAD-дизайном, из данных 3D-сканирования
21.04.21
InnovMetric, мировой лидер в области программного обеспечения для интеллектуальной 3D-метрологии, сегодня объявила о том, что PolyWorks|Modeler 2021 представляет новую технологию автоматической обработки поверхности, которая позволяет создавать легкие модели поверхности NURBS, редактируемые в программном обеспечении САПР, и оптимизированный рабочий процесс обратного проектирования, который интегрирует автоматическую обработку поверхности в интуитивно понятный рабочий процесс на основе кривых. В дополнение к ускорению создания моделей для таких приложений, как фрезерование, высококлассная 3D-визуализация, аэродинамическое моделирование и анализ потока пресс-формы, решение для обработки поверхностей нового поколения PolyWorks|Modeler 2021 предоставляет разработчикам САПР идеальные макеты патчей для начала проектирования. оцифрованный физический объект.
В дополнение к ускорению создания моделей для таких приложений, как фрезерование, высококлассная 3D-визуализация, аэродинамическое моделирование и анализ потока пресс-формы, решение для обработки поверхностей нового поколения PolyWorks|Modeler 2021 предоставляет разработчикам САПР идеальные макеты патчей для начала проектирования. оцифрованный физический объект.
«Когда они были изобретены 20 лет назад, технологии автоматического NURBS-поверхности, которые воспроизводят многоугольные поверхности, значительно ускорили определенные процессы моделирования и обработки. Но их подход к покрытию многоугольных поверхностей небольшими плитками одинакового размера приводит к созданию моделей, которые с трудом поддаются редактированию в САПР», — сказал Марк Суси, президент InnovMetric. Он добавил: «Несколько лет назад мы начали дерзкий научно-исследовательский проект по разработке новой парадигмы автоматической обработки поверхности, которая позволила бы создавать модели, удобные для САПР. Сегодня удивительно видеть, как наша идея воплощается в жизнь и приносит большие преимущества сообществу реверс-инжиниринга».
Сегодня удивительно видеть, как наша идея воплощается в жизнь и приносит большие преимущества сообществу реверс-инжиниринга».
Технология автоматической обработки поверхности
PolyWorks|Modeler 2021 предлагает инновационный алгоритм автоматической обработки поверхности, который рисует характеристические кривые на многоугольной поверхности и разбивает поверхность на минимальное количество участков:
- Моделирует многоугольную поверхность одним щелчком мыши автоматизация создания кривых и фрагментов поверхности и установка непрерывной сети NURBS-поверхностей
- Создает редактируемые модели, подходящие для проектирования и моделирования в САПР, путем автоматического связывания фрагментов поверхности с непрерывными кривыми, которые естественным образом описывают характеристики детали
- Производит более легкие модели с большей точностью подгонки и целостностью заплаты для последующего применения за счет автоматической адаптации размера заплаты и соотношения сторон к кривизне поверхности детали
Упрощенный и ускоренный рабочий процесс обратного проектирования
Интеграция технологии автоматического построения поверхностей в интуитивно понятный рабочий процесс построения поверхностей на основе кривых позволяет пользователям получить преимущества эффективности автоматизированного решения, одновременно наслаждаясь гибкостью интерактивного редактирования сети кривых для создания оптимальных поверхностные модели:
- Результаты автоматического построения поверхности можно редактировать для удаления нежелательных элементов путем добавления, удаления или изменения формы кривых, как это делается при обратном проектировании вручную
- Описание кривых, которые имеют решающее значение для вашего приложения, таких как линии симметрии, границы деталей и тонкие характерные линии, можно контролировать, предоставляя предопределенные кривые инструменту автоматического создания поверхности
PolyWorks|Modeler 2021 можно загрузить с InnovMetric. com и через сеть реселлеров InnovMetric PolyWorks.
com и через сеть реселлеров InnovMetric PolyWorks.
О InnovMetric
Компания InnovMetric Software Inc., основанная в 1994 г. и имеющая штаб-квартиру в Квебеке, Квебек, Канада, с дочерними компаниями по всему миру, является ведущим поставщиком универсальных программных решений для трехмерной метрологии. Крупнейшие в мире промышленные производственные организации (Toyota, GM, Volkswagen, Honda, BMW, Daimler, Ford, Rolls-Royce, Pratt & Whitney, Boeing, Embraer, Bombardier, Apple и многие другие) доверяют программным решениям InnovMetric PolyWorks® и сопутствующим техническим решениям. услуги, чтобы максимизировать преимущества технологий 3D-измерений для инженерных и производственных приложений.
В дочерних и совместных предприятиях InnovMetric работает 450 сотрудников в 16 странах: Канаде, США, Мексике, Бразилии, Франции, Италии, Испании, Чехии, Нидерландах, Швеции, Турции, Южной Африке, Индии, Таиланде, Китае, и Япония.
Автоматические плоскошлифовальные станки, прецизионные плоскошлифовальные станки, статья
Похоже, в вашем браузере отключен JavaScript.
Для наилучшего взаимодействия с нашим сайтом обязательно включите Javascript в своем браузере.
Сравнение товаров
- Дом
- Запчасти/Сервис
- около
- ИСТОРИЯ
- Платы.
- Расположение/карта
- Задать вопрос
- Пункт «Поиск дистрибьютора» (США)
- Международные дистрибьюторы
Серия прецизионных недорогих высокопроизводительных автоматических плоскошлифовальных станков.
Load More …
Следуйте в Instagram
Quick Links
- Дом
- Запчасти/Сервис
- около
- ИСТОРИЯ
- NAMEPLATE
- News
- 2S
- 2 и News
- 2 и News
- 21212121212129
- 2
- 2
- 2
- 2
- 29
- 2
- 21212
- 2129
- 2
- 212121212121212121212121212 ГОДА
- 2 и NEW.

- Location/Map
- Ask A Question
Categories
- CNC Lathes
- Большие токарные станки с ЧПУ
- Clausing Colchester Typhoon
- Clausing CNC MultiTurn
- Фрезерные станки с ЧПУ
- CNC коленные мельницы
- CNC Mills
- Вертикальные центры
- STORM VMC
- LATHES
- CLAUSING CT-PRECISION PRECISION LATHES LATHES
- CLAUSING PRECISIN Токарные станки
- Токарные станки с редуктором и переменной скоростью Clausing Harrison
- Стандартный большой поворотный
- Фрезерные станки
- Горизонтально-вертикальные комбинированные фрезерные станки
- Horizontal Mills
- Standard & Super Bed Mills
- Standard Knee Mills
- Universal Mills
- Saws
- Kalamazoo Horizontal Bandsaws
- Kalamazoo Double Column Bandsaws
- Kalamazoo Horizontal Miter Saws
- Kalamazoo Vertical Bandsaws
- Холодные пилы Kalamazoo Production
- Шлифовальные станки
- Ручные плоскошлифовальные станки
- Гидравлические поверхностные шлифовальные средства
- Автоматические поверхностные шлифовальные средства
- Цилиндровые шлифовальные средства
- Цилиндровый цилиндр OD-ID-шлифовальные средства
- ОБЛАСТИ
- CLAUSING VARIAL SPEED-DRUSTRY DRILLIN Сверла
- Лазерная маркировка
- Детали
- Стандартные детали
- Детали ЧПУ
Clausing Industrial, Inc.

- CLAUSING CT-PRECISION PRECISION LATHES LATHES
