Наплавка валов реферат: Реферат по теме «Наплавка покрытий
Содержание
Восстановление карданного вала (стр. 1 из 5)
Реферат
Пояснительная записка содержит : листов
Ключевые слова : вал карданного вала , дефект , восстановление , наплавки , железнение , обработка , сборка .
В данной работе производится разработка технологических процессов дефектации , восстановления и обработки изделия , а также обоснование выбора наиболее рациональных операций , входящих в эти технологические процессы .
Содержание
Введение
1.Назначение и устройство
2.Возможные неисправности
3.Дефектовка карданной передачи
4.Выбор рациональных способов восстановления детали
4.1 Возможные способы восстановления
4.2 Выбор рациональных способов восстановления различных поверхностей деталей
5.Проектирование маршрутов и операций по восстановлению деталей.
5.1 Порядок вибродуговой наплавки
5.2 Плазменная наплавка
5.3 Процесс гальванического наращивания (железнение)
5.4 Обработка деталей после наплавки
5. 5 Обработка деталей после гальванического наращивания
5 Обработка деталей после гальванического наращивания
6.Ремонт карданной передачи
6.1 Проверка технического состояния карданов
6.2 Шприцевание карданных валов
6.3 Балансировка карданных валов
Заключение
Список используемой литературы
Введение
Постоянная необеспеченность ремонтного производства запасными частями является серьезным фактором снижения технической готовности автомобильного парка . Расширение их производства, новых запасных частей связано с увеличением материальных и трудовых затрат . Вместе с тем около 75% деталей выбрасываются при первом капитальном ремонте автомобилей , являются ремонтно-пригодными, либо могут быть использованы вообще без восстановления . Поэтому целесообразной альтернативой расширению производства запасных частей являются вторичное использование изношенных деталей , восстанавливаемых в процессе ремонта автомобиля и его агрегатов.
Из ремонтной практике известно , что большинство выбракованных по износ деталей теряют не более 1-2% исходной массы .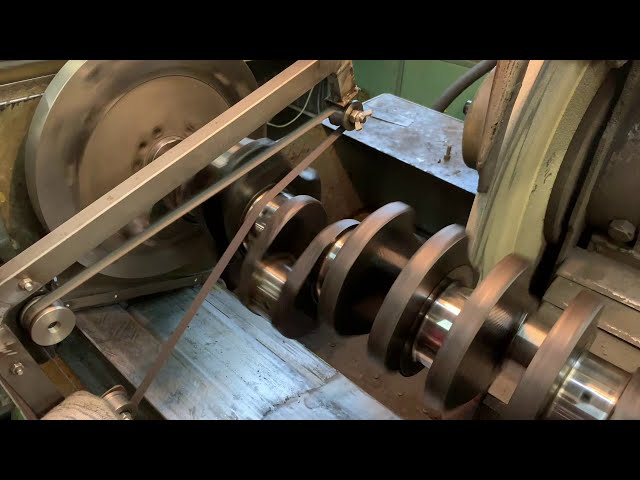 при этом прочность деталей практически сохраняется .
при этом прочность деталей практически сохраняется .
С позиции воспроизводства машин экономическая целесообразность ремонта обусловлена возможностью повторного использования большинства деталей как годных , так и предельно изношенных после восстановления . Это позволяет осуществить ремонт в более короткие сроки с меньшими затратами металла по сравнению с затратами при изготовлению новых деталей.
Высокое качество отремонтированных автомобилей и агрегатов предъявляет повышение требования к ресурсу восстановленных деталей. Известно , что в автомобилях и агрегатах после капитального ремонта детали работают , как правило в значительно худших условиях , чем в новых , что связано с изменением базисных размеров , смещением осей в корпусных деталях , изменение условий задачи смазки и пр. В этой связи технология восстановления деталей должна базироваться на таких способах нанесения покрытий и последующей обработки , которые позволили бы не только сохранить , но и увеличить ресурс отремонтированных деталей .
1.Назначение и устройство
Карданная передача предназначена для передачи крутящего момента от одного механизма к другому . Карданная передача чаще всего соединяе ведомый вал коробки передач или раздаточной коробки с ведущим валом главной передачи моста .
Устройство карданной передачи:
— вал карданный;
— карданный шарнир;
— промежуточная опора.
— Карданный вал — это труба, по обеим сторонам которой имеются шарниры. Труба очень прочная, так как по ней передается все усилие от коробки передач. Карданные шарниры позволяют этому усилию проходить без изменений к ведущему мосту при вертикальных перемещениях колес.
— Карданный шарнир состоит из двух вилок, которые соединены так называемой крестовиной. Она действительно представляет собой крест. На окончания этого креста надеты маленькие подшипники с роликами.
— Корпуса подшипников находятся в отверстиях вилок. Таким образом, соединение получается очень подвижное. Две вилки карданного шарнира могут вращаться относительно друг друга. Правда, на небольшие углы. Но и этого хватает, так как ведущие колеса все-таки не очень высоко подпрыгивают на неровностях дороги.
Правда, на небольшие углы. Но и этого хватает, так как ведущие колеса все-таки не очень высоко подпрыгивают на неровностях дороги.
На конце вала, который выходит из коробки передач, жестко закреплена деталь, называемая «звездочкой».
Она действительно похожа на звездочку. На ее поверхности имеются канавки, по которым перекатываются шарики. Шарики с внешней стороны как бы охватывают корпус шарнира.
На внутренней поверхности корпуса также есть канавки. Получается, что каждый шарик расположен с одной стороны в канавке, соединенной с валом, а с другой стороны — в канавке, соединенной с корпусом и колесом автомобиля.
При вращении вала шарики выполняют роль шлицев и передают весь крутящий момент, или усилие, на колесо. Но как только колесо поворачивается, шарик просто перекатывается по канавкам звездочки и корпуса, не переставая передавать крутящий момент на колеса.
Скорость вращения вала при этом всегда равна скорости вращения колеса. Поэтому такие шарниры и называют шарнирами равных угловых скоростей. Причем углы поворота колеса могут быть очень большими. Шарики смазываются специальной смазкой. Весь шарнир закрыт прочным резиновым чехлом, который защищает его от повреждения
Причем углы поворота колеса могут быть очень большими. Шарики смазываются специальной смазкой. Весь шарнир закрыт прочным резиновым чехлом, который защищает его от повреждения
2.Возможные неисправности
3.Дефектовка деталей карданной передачи
потребуются
-индикатор часового типа
-нутромер
Рекомендация
Перед осмотром тщательно очистите детали щеткой.
ПОРЯДОК ВЫПОЛНЕНИЯ.
1.Проверьте состояние сварных швов, шлицевых частей и трубы переднего карданного вала. Шлицевые части не должны иметь следов видимого износа.
2.Для заднего вала проверьте наличие балансировочных грузиков, состояние сварных швов и измерьте диаметр отверстия вилки под игольчатый подшипник. Вмятины на трубах,погнутость вилок (несоосность отверстий вилок) не допускаются.
Предупреждение к операции 2
Диаметр отверстия вилки карданного шарнира под обойму игольчатого подшипника не должен превышать 23,825 мм. Измерения проводите нутромером с индикатором часового типа.
3.Проверьте состояние корпусов подшипников крестовины, шипов крестовины, сальников, обойм и крестовины. Повреждения, следы значительного видимого износа не допускаются.
4.Проверьте состояние эластичной муфты. Механические повреждения, трещины и отслоения резины от металлических вкладышей не допускаются.
5.Промежуточная опора карданной передачи не должна иметь деформаций.Дефектную опору замените в сборе. Трещины и разрывы эластичной обоймы, отслоения резины не допускаются.
6. Проверьте состояние подшипника промежуточной опоры, проворачивая его внутреннее кольцо в обоих направлениях и при этом прижимая к наружному кольцу (внутреннее кольцо должно вращаться плавно). Уплотнители подшипника не должны иметь механических повреждений (место возможного повреждения уплотнителя указано стрелкой).
4.Выбор рациональных способов восстановления
4.1 Возможные способы восстановления
Целью ремонта деталей является восстановление всех геометрических размеров детали, формы и расположения поверхностей и обеспечение физико-механических свойств в соответствии с техническими условиями на изготовление новой детали.
Кроме того, при ремонте очень часто решается и задача повышения долговечности и работоспособности деталей за счет применения новых материалов, новых технологий и более прогрессивных способов выполнения работ с минимальными трудозатратами.
При ремонте автомобилей широкое применение находят следующие способы восстановления изношенных деталей: механическая обработка; сварка, наплавка и напыление металлов, гальваническая и химическая обработка.
Выбор того или иного способа зависит от многих факторов, таких как технические возможности предприятия, объем ремонтных работ, сложность конфигурации детали, технические условия на изготовление детали и др. Предпочтение отдается тому способу, который обеспечит выполнение ремонтных работ с наибольшей экономической эффективностью.
Механическая обработка при ремонте применяется:
· для снятия припуска на обработку после наплавки, сварки, напыления и др. и придания детали заданных геометрических размеров, формы;
· для обработки одной из сопряженных деталей при ремонте под ремонтные размеры;
· для установки дополнительных ремонтных деталей.
После снятия наплавленного металла деталь обычно имеет заданные по чертежу размеры и форму, но не обладает требуемыми физико-механическими свойствами. Поэтому ответственные детали (коленчатый вал, распределительный вал и др.) после предварительной механической обработки проходят термическую обработку для получения необходимых физико-механических свойств (обычно твердости). После термообработки проводят окончательную механическую обработку детали с целью получения требуемой шероховатости (шлифование).
Вместо процесса термической обработки и последующего шлифования иногда выполняется накатывание (раскатывание) поверхности шариком или роликом. Такая обработка увеличивает твердость и чистоту поверхности.
При ремонте пар трения поршень — цилиндр, коленчатый вал — вкладыш и др. применяется метод механической обработки под ремонтные размеры. Ремонтным называют заранее установленный размер, отличный от номинального, под который ремонтируется деталь. Обработка под ремонтный размер ведется обычно для более сложной детали: цилиндра (гильза цилиндра), коленчатого вала и др. Ответные детали — поршневое кольцо, вкладыш и др. — изготовляются заранее под ближайший ремонтный размер и поставляются ремонтными предприятиями отдельно.
Ответные детали — поршневое кольцо, вкладыш и др. — изготовляются заранее под ближайший ремонтный размер и поставляются ремонтными предприятиями отдельно.
Ремонт валов и осей
Ремонт валов и осей
Валы и оси изготавливают из углеродистых и легированных сталей. Большинство валов и осей подвергается улучшению, т. е. закалке с высоким отпуском, поверхностной закалке рабочих поверхностей.
Валы и оси имеют гладкие цилиндрические или конические поверхности (шейки), шлицы, шпоночные пазы, бурты, лыски и резьбовые поверхности.
В процессе эксплуатации машин и механизмов на этих поверхностях могут появляться различные дефекты: изгиб и скручивание, износ и смятие опорных и посадочных шеек и буртов; износ шпоночных пазов и шлицев; износ и повреждение резьбы и центровых отверстий; трещины и поломки в различных местах.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
При ремонте валов и осей вначале выполняют сварочные и слесарные работы, так как при их осуществлении возможны деформации детали и могут быть повреждены чисто обработанные поверхности. После сварочных и наплавочных работ валы и оси подвергают правке и предварительной механической обработке. Чистовая обработка рабочих поверхностей вала должна производиться в последнюю очередь.
После сварочных и наплавочных работ валы и оси подвергают правке и предварительной механической обработке. Чистовая обработка рабочих поверхностей вала должна производиться в последнюю очередь.
Ремонт изогнутых валов и осей. Незначительные прогибы валов (менее 0,5 мм) устраняют проточкой или шлифованием. Валы диаметром до 50 мм, прогиб которых не превышает 0,01 длины вала, правят в холодном состоянии с помощью пресса или винтовыми скобами. В выпрямленном без нагрева валу с течением времени частично восстанавливается стрела прогиба.
Для обеспечения неизменяемости формы вала и снятия внутренних напряжений после правки производят термическую обработку, состоящую в выдержке вала при температуре 400—500 °С в течение 0,5—1 ч.
Значительные прогибы валов устраняют горячей правкой под прессом, для чего место изгиба вала нагревают до 600 °С в горне или пламенем газовой горелки. После правки необходимо повторно проверить вал на биение и, если изгиб полностью не устранен, повторить операцию правки.
Ремонт посадочных мест под подшипники и другие детали производят различными способами. Незначительные повреждения трущихся поверхностей в виде износов устраняют доводкой специальными пастами или шлифованием.
При больших износах, а также при наличии конусности и овальности восстанавление посадочных мест производят обработкой под ремонтный размер, а при отсутствии такой возможности—наплавкой, металлизацией или гальваническим способом.
Наиболее простым способом восстановления является обработка посадочных мест под ремонтный размер. Однако ремонтные размеры установлены на ограниченное число деталей машин. Поэтому часто обработку ведут под наибольший возможный размер, а сопряженные с валом подшипники скольжения изготовляют заново.
При износах более 2 мм восстановление валов и осей дорожных машин производят наплавкой.
Наращивание шеек валов хромированием, осталиванием и металлизацией при ремонте дорожных машин применяют на специализированных ремонтных предприятиях, так как это связано с применением специального оборудования. После наращивания одним из указанных способов посадочные места протачивают, шлифуют, а для получения особо чистых и гладких поверхностей полируют.
После наращивания одним из указанных способов посадочные места протачивают, шлифуют, а для получения особо чистых и гладких поверхностей полируют.
Ремонт шпоночных пазов и шлицев. Неисправности шпоночных пазов и шлицев могут проявляться в виде износа и смятия их поверхностей, выкрашивания металла на рабочих поверхностях.
При ремонте изношенных шпоночных соединений поврежденную шпонку заменяют новой нормального или увеличенного размера. В связи с этим ремонт шпоночных пазов на валу рекомендуется производить: расширением изношенного шпоночного паза (на 10— 15%) под шпонку увеличенного размера; фрезерованием шпоночного паза под шпонку нормального размера в другом месте, смещенном на 90 или 120° к поврежденному пазу; наплавкой стенок изношенных пазов с последующим фрезерованием их под нормальный размер.
Изношенные шлицы вала можно рекомендовать восстанавливать: раздачей шлицев; наплавкой изношенных боковых поверхностей шлицевых выступов; сплошной наплавкой шлицевых впадин и поверхностей выступов.
Независимо от способа ремонта окончательный размер шлицев получают механической обработкой под номинальный или увеличенный размер, позволяющий компенсировать износ шлицев в сопрягаемом отверстии.
При ремонте шлицев раздачей их отжигают, после чего раздают с помощью ролика, изготовленного из стали У6 или У7. В результате этого ширина шлицев увеличивается на 0,5—1 мм. В зависимости от величины износа раздачу шлицев производят по краю изношенной поверхности или по обоим краям выступа. Пазы, получившиеся на шлицах, заплавляют электросваркой и зачищают, а сами шлицы подгоняют по сопряженной детали механической обработкой.
Наплавку целесообразно производить электродами ЦН-250 или ЦН-300, обеспечивающими высокую износостойкость шлицев без последующей термической обработки. После наплавки вал протачивают до заданного размера, подрезают наплывы с торца и снимают фаску. Обрабатывают шлицы на зубофрезерных станках червячными фрезами или на горизонтально-фрезерных станках дисковыми или фасонными фрезами.
В небольших ремонтных мастерских шлицы обрабатывают на токарных станках с помощью специального зуборезно-шлиценарез-ного приспособления.
Ремонт резьбы на поверхности валов. Незначительно поврежденные резьбы исправляют на токарном станке или слесарной обработкой. Резьбу, потерявшую свой профиль вследствие износа или срыва, восстанавливают наплавкой. При этом старую резьбу удаляют проточкой на токарном станке, после чего полученную поверхность наплавляют, обтачивают и вновь нарезают резьбу требуемого размера.
Таблица 10
Если позволяет конструкция детали, изношенную резьбу удаляют и нарезают резьбу ремонтного размера. В отдельных случаях ту часть детали, которая имеет дефектную резьбу, удаляют, а на ее место ставят ввертыш, который затем приваривают к детали.
Рассмотрим в качестве примера групповой технологический процесс ремонта коленчатых валов двигателей различных марок (вариант одного маршрута). Коленчатые валы по размерам отнесены к группе крупных деталей, и в этот вариант маршрута входит следующее сочетание дефектов: прогиб, износы коренных и шатунных шеек (допускающие обработку под ремонтные размеры), износ шпоночных пазов и срыв резьбы в отверстиях.
Групповой технологический процесс ремонта валов для этого маршрута будет состоять из операций, указанных в табл. 10.
2. Лазерный метод наплавки и его особенности. Наплавка покрытий — сущность, специфика и современные методы
Наплавка покрытий — сущность, специфика и современные методы
реферат
Лазерная наплавка заключается в локальной подаче присадочного материала и кратковременном расплавлении материала основы. Высокая степень автоматизации управления процессом позволяет регулировать не только размеры расплавленных зон, но и термические циклы процесса.
Выделяют 3 основных способа создания покрытий лазерной наплавкой Третьяков Р.С., Ставертий А.Я., Шишов А.Ю. Методы и применения лазерной наплавки // Журнал «Ритм». — 2012. — № 2.:
1) Создание покрытий оплавлением предварительно нанесенных порошков (см. рис.1 в приложении). Состав шликера подбирают таким образом, чтобы он минимально влиял на состав будущего покрытия. Нанесенную на поверхность заготовки пасту оплавляют лазерным лучом, последовательно сканируя всю поверхность. Для создания многослойного покрытия необходимо наносить слой шликера заново после каждого прохода. Преимуществом метода является простота технологии и легкость конструкции необходимого оборудования, основные недостатки — высокая трудоемкость процесса и неравномерность покрытия по причине сил поверхностного натяжения жидкого металла.
Нанесенную на поверхность заготовки пасту оплавляют лазерным лучом, последовательно сканируя всю поверхность. Для создания многослойного покрытия необходимо наносить слой шликера заново после каждого прохода. Преимуществом метода является простота технологии и легкость конструкции необходимого оборудования, основные недостатки — высокая трудоемкость процесса и неравномерность покрытия по причине сил поверхностного натяжения жидкого металла.
2) Создание покрытий с помощью боковой подачи газопорошковой смеси — наиболее распространенный до недавнего времени способ лазерной наплавки (см. рис.2 в приложении). Впрыск порошка в жидкую ванну качественно изменяет процесс наплавки, позволяя создавать как равномерные по толщине и химическому составу покрытия, так и композитные материалы с сохранением упрочняющей фазы. Подача газопорошковой струи может осуществляться как сбоку относительно движения луча, так и навстречу. При этом формируемые валики будут иметь различную геометрию. Недостатком метода является несимметричность подачи порошка относительно направления движения даже при создании покрытий сканированием лазерного луча в плоскости.
3) При коаксиальной наплавке (см. рис.3 в приложении) газопорошковый поток подается в зону воздействия лазерного излучения симметрично со всех сторон — сжимающимся в фокус конусом. Формирование такого симметричного равномерного конуса порошка — главная сложность данного метода. Коаксиальная наплавка — наиболее универсальный способ создания как однородных, так и композитных покрытий на плоских и трехмерных поверхностях. Процесс обеспечивает симметричность относительно направления наплавки, равномерность формирования валиков, высокие производительность и коэффициент использования присадочного материала в общем случае обработки сложных поверхностей. Сложность коаксиальной подачи газопорошковой смеси является, пожалуй, главным недостатком системы коаксиальной наплавки.
Необходимость разработки и создания покрытий с повышенными свойствами возникает в различных областях современного машиностроения все чаще. В целях экономии металла, используемого при производстве деталей, и снижения масс конструкций разрабатываются сплавы и покрытия, выполняющие строго определенные функции. Функциональные покрытия, в таком случае, — попытка инженеров максимально оптимизировать конструкцию, но уже не на уровне механики, а на более высоком уровне, учитывающем все внешние факторы, действующие на каждую деталь механизма в отдельности Григорьянц А.Г., Шиганов И.Н., Мисюров А.И. Технологические процессы лазерной обработки: Учеб. Пособие для вузов / Под ред. А.Г. Григорьянца. — М.: Изд-во МГТУ им. Н.Э. Баумана, 2006. — С. 335..
Функциональные покрытия, в таком случае, — попытка инженеров максимально оптимизировать конструкцию, но уже не на уровне механики, а на более высоком уровне, учитывающем все внешние факторы, действующие на каждую деталь механизма в отдельности Григорьянц А.Г., Шиганов И.Н., Мисюров А.И. Технологические процессы лазерной обработки: Учеб. Пособие для вузов / Под ред. А.Г. Григорьянца. — М.: Изд-во МГТУ им. Н.Э. Баумана, 2006. — С. 335..
Композиционные материалы (КМ) — это материалы, образованные объемным сочетанием химически разнородных компонентов с четкой границей раздела между ними. КМ характеризуются свойствами, которыми не обладает ни один из компонентов, взятый в отдельности. Основные направления использования КМ в производстве — создание покрытий с повышенными свойствами:
1) механическими;
2) коррозионно-стойкими;
3) жаростойкими;
4) антифрикционными;
5) износостойкими,
6) радиационно-стойкими и т.д.
Для создания композиционных покрытий методами наплавки можно использовать как чистые, так и композитные порошки, представляющие собой смеси определенного состава в каждой частице порошка. Композиционные составы, в соответствии с воспринимаемыми нагрузками, могут иметь различные архитектуры:
Композиционные составы, в соответствии с воспринимаемыми нагрузками, могут иметь различные архитектуры:
— твердые частицы в мягкой матрице для упрочнения поверхности;
— мягкие антифрикционные частицы в твердой матрице для повышения износостойкости;
— высокопрочный каркас, заполненный пластичным материалом — износостойкость совместно с контактной прочностью;
— равномерная смесь легких прочных частиц с тяжелыми каркасообразующими — для снижения удельной массы при сохранении прочности.
Детали, созданные из материала с такой архитектурой, имеют ресурс работы, значительно превосходящий ресурс деталей из мономатериалов.
Технология лазерной наплавки имеет большие перспективы в области прототипирования трехмерных деталей. На данный момент в мире разработаны и совершенствуются два основных принципа получения объемных деталей из металлических порошков:
SLM (Selective Laser Melting) — выборочное лазерное спекание порошков. Наплавка осуществляется послойно по предварительно нанесенному порошку в соответствии с заданным контуром обхода. Позволяет получать высокую точность изделий, но обеспечивает крайне низкую производительность.
Позволяет получать высокую точность изделий, но обеспечивает крайне низкую производительность.
LMD (Laser Metal Deposition) — прямое выращивание деталей с помощью лазерной коаксиальной наплавки. Обеспечивает высокую производительность процесса, однако для достижения точности и расширения технологических возможностей требуются значительные ресурсы по проектированию трехмерной траектории обработки.
Оборудование, использующее перечисленные методы выращивания, к сожалению, изготавливается только зарубежными компаниями. Разработками аналогичных установок в настоящее время успешно занимаются в Центре Лазерных Технологий при МГТУ им. Н.Э. Баумана, где впервые в стране внедрена в производство коаксиальная газопорошковая лазерная наплавка. Комплексы на базе отечественного оборудования позволяют решать различные задачи, в том числе выращивание деталей и нанесение покрытий.
В настоящее время среди наиболее актуальных применений коаксиальной лазерной наплавки — восстановление изношенной или поврежденной геометрии металлических деталей машиностроительного производства. При ремонте крупногабаритных деталей сложной геометрии: валов, пресс-форм, литейных форм, инструмента и других деталей, лазерная коаксиальная наплавка позволяет сэкономить значительные средства благодаря экономии материала, времени на обработку и оборудования, задействованного в ремонте.
При ремонте крупногабаритных деталей сложной геометрии: валов, пресс-форм, литейных форм, инструмента и других деталей, лазерная коаксиальная наплавка позволяет сэкономить значительные средства благодаря экономии материала, времени на обработку и оборудования, задействованного в ремонте.
Плотность и прочность нанесенного при ремонте слоя не уступает основному материалу, а при специальном подборе присадочного порошка превышает ее значительно, что положительно сказывается на ресурсе работы восстановленной детали Татаринов Е.А. Лазерная наплавка элементов запорной арматуры.// Известия Тульского государственного университета. Технические науки. — 2015. — № 11-1. — С. 103..
Считаем целесообразным рассмотреть некоторые примеры восстановления деталей. В любой операции восстановления лазерная наплавка является технологией нанесения покрытия того или иного состава. В связи с этим восстановление можно считать технологией нанесения покрытия или объема материала.
Наиболее частые повреждения в процессе эксплуатации литейных форм — изношенные кромки полуформ, сколы, смятия. Восстановление таких дефектов лазерной наплавкой возможно с высокой производительностью и хорошим качеством материала.
Восстановление таких дефектов лазерной наплавкой возможно с высокой производительностью и хорошим качеством материала.
Наплавленный слой может иметь повышенные свойства относительно основного материала, и тогда ресурс формы будет превышать ресурс нового изделия (см. рис.4 в приложении).
При ремонте станков токарно-револьверной группы наиболее частые дефекты — износ посадочных мест подшипников на валах (см. рис.5 в приложении), зубчатых колес, зубьев шлицевых соединений и т.д. Восстановлена может быть практически любая поверхность на ступенчатом валу, вплоть до шпоночных пазов. При этом поврежденный паз заплавляется и вытачивается заново механической обработкой, а если шпоночные пазы необходимо сохранить без изменений, они могут быть защищены. Достоинством лазерной наплавки является то, что для любого вала можно подобрать режим, исключающий появление деформаций в восстановленной детали.
Типовое повреждение сложной пресс-формы для литья пластика или резины — облом или скол тонкой стенки (см. рис.6 в приложении).
Восстановить ее возможно только лазерной или электроннолучевой наплавкой, поскольку толщина стенки может составлять доли миллиметра при высоте в несколько миллиметров. Однако только лазерная наплавка позволяет обработать деталь любого размера без создания вакуума.
Лазерная наплавка позволяет наносить не только плоские покрытия, но и объемные участки материала с приемлемой точностью. При ремонте лопаток газотурбинных двигателей (ГТД) наиболее распространенные дефекты — износ торца пера, износ основания пера, сколы и смятия на ребре пера (см. рис.7 в приложении). В связи с высокой стоимостью материала лопаток и его термической обработки различные методы восстановления находят все более широкое применение в двигателестроении. Лазерная наплавка позволяет восстанавливать лопатки ГТД без последующей термической обработки с высокой плотностью нанесенного материала. Проведенные в Центре Лазерных Технологий при МГТУ им. Н.Э. Баумана исследования по восстановлению лопаток совместно с ОАО «РСК «МиГ» показали, что в восстановленных участках лопаток отсутствуют поры и несплавления, размеры зон термического влияния составляют менее 100 мкм, структура восстановленного слоя мелкозернистая. Что говорит о перспективе использования лазерной наплавки при ремонте лопаток ГТД.
Что говорит о перспективе использования лазерной наплавки при ремонте лопаток ГТД.
Детали из высокопрочных материалов, работающие при ударных и ударно-абразивных нагрузках, могут быть восстановлены специальным материалом с добавлением упрочняющих фаз. Наиболее распространены вырубные штампы (см. рис.8 в приложении), буровой инструмент. Высокая производительность лазерной наплавки на больших мощностях позволяет восстанавливать и улучшать крупногабаритные детали весом до нескольких центнеров.
Спектр применений лазерной наплавки в производстве и ремонте расширяется постоянно благодаря широкой номенклатуре лазерных источников и порошковых материалов. Именно поэтому развивающееся машиностроение крупнейших стран применяет лазерную наплавку все чаще Спектор Ю.Е., Еромасов Р.Г. Технология нанесения и свойства покрытий.- Красноярск, 2008. — С.187.. Исследование процесса лазерной наплавки с точки зрения газовой динамики позволит, по нашему убеждению, существенно сузить диапазон искомых значений давления и расхода защитного и транспортного газов и, в результате, упростить последующую оптимизацию.
Shaft Wear After Surfacing with Micro-Jet Cooling / Zużycie Ścierne Wałów Po Napawaniu Z Chłodzeniem Mikro-Strugowym
- DOI:10.1515/AMM-2015-0424
- Corpus ID: 136013791
@article{Wgrzyn2015ShaftWA,
title={Износ вала после наплавки с микроструйным охлаждением / Zużycie Ścierne Wał{\'o}w Po Napawaniu Z Chłodzeniem Mikro-Strugowym},
author={Томаш Венгжин, Ян Пивник и Л. Взолек и Войцех Тарасюк},
journal={Архив металлургии и материалов},
год = {2015},
объем={60},
страницы = {2625-2630}
} - T. Węgrzyn, J. Piwnik, W. Tarasiuk
- Опубликовано 2015
- Материаловая наука
- Архивы металлургии и материалов
Просмотр с помощью издателя
DOI.org
Выборные аспекты в цифрах. труб с использованием системы CAE
В настоящей работе проведен численный анализ процесса холодного прессования труб. Анализ проводился для конкретной технологической задачи, в которой основной целью было…
Анализ проводился для конкретной технологической задачи, в которой основной целью было…
Wear Resistance Comparison Research of High-Alloy Protective Coatings for Power Industry Prepared by Means of CMT Cladding
- P. Kołodziejczak, M. Bober, T. Chmielewski
Materials Science
Applied Sciences
- 2022
В этом исследовании четыре материала защитного покрытия: Inconel 718, Inconel 625, Alloy 33 и Stellite 6 были нанесены на трубы из стали 16Mo3 с помощью CMT (холодный перенос металла) в качестве усовершенствованной версии…
Анализ стойкости рабочих органов роторной мельницы при микронизации оболочек семян овса
- Тарасюк В., Дзики Д.
Материаловедение
- 2021
В работе представлены результаты эксплуатационных испытаний долговечность рабочих органов роторной мельницы. Его ротор и венчики изготовлены из термообработанной стали 40ХМ. Материал…
ИССЛЕДОВАНИЕ ПОВЕРХНОСТИ ПОСЛЕ ЭРОЗИИ МЕТОДОМ ОПТИЧЕСКОЙ ПРОФИЛОМЕТРИИ
- Тарасюк В.
 , Шимчак Т., Боравски А.
, Шимчак Т., Боравски А. Материаловедение
- 2020
Приведены экспериментальные результаты анализа поверхности стали 145Х6 после эрозии методом интерферометрической треометрии. . Проведены эрозионные испытания…
Износ токарного инструмента при обработке сталей, применяемых в хирургических инструментах
В работе представлена оценка скорости изнашивания лезвий токарного инструмента при обработке сталей, применяемых в медицинской промышленности. Объектами исследования были нержавеющие стали Х20Х13 (1.4021)…
Микрокприлет охлаждением с помощью сжатого воздуха после сварки Mag
- T. Węgrzyna, J. Piwnikb, W. Tarasiukb, Z. Stanika, M. Gabrylewskic
- . это исследование было наплавленным металлом шва низколегированной стали (WMD) после сварки MAG с микроструйным охлаждением. Настоящее исследование ставило перед собой следующие задачи: проанализировать…
Герметичность и материальные аспекты болтовых фланцевых соединений с прокладками нелинейных свойств, подвергающихся воздействию переменных нагрузок
- R.
 Walczak, J. Pawlicki, A. Zagórski
Walczak, J. Pawlicki, A. Zagórski Engineering
- 2016
Микро-струйный охлаждение с помощью сжатого воздуха после Mags Walding
- T. Węgrzyn, J. Piwnik, W. Tarasiuk, W. Tarasiuk, W. Tarasiuk, W. Tarasiuk, W. Tarasiuk, W. Tarasiuk, W. Tarasiuk, W. Tarasiuk, W. Tarasiu З. Станик, М. Габрилевски
Материаловедение
- 2016
Материалом, выбранным для данного исследования, был низколегированный стальной наплавленный металл после сварки МАГ с микроструйным охлаждением. Настоящее исследование ставило перед собой следующие задачи: проанализировать…
с показателем 1-10 из 23 ссылок
Sort Loak Loak Late Lapercerservency
к классификации металлических наплавок и процессов дуговой сварки низкоуглеродистой и низколегированной стали по количеству водорода в металлических наплавках аналогичная классификация…
Оксидные включения в стальных сварных швах кузова автомобиля
- T.
 Węgrzyn, J. Mirosławski, Abílio P. Silva, Deesy G. Pinto, M. Miros
Węgrzyn, J. Mirosławski, Abílio P. Silva, Deesy G. Pinto, M. Miros Материаловедение
- 2010
4 Цель исследования
- R.
4 заключается в выборе правильного метода сварки кузова автомобиля. Свойства наплавленного металла зависят от многих условий. Прежде всего, в этой статье делается попытка изучить роль оксида…
Диодная лазерная сварка высокопрочной стали
- А. Лисецкий
Материаловедение
Другие конференции
- 2013
В статье представлены результаты исследований влияния параметров лазерной сварки на форму, качество и механические свойства шва стыковых соединений толщиной 2,5 мм из…
Анализ Влияние выбранных параметров на износ распредвала
- Р. Бурдзик, Л. Konieczny, Z. Stanik, P. Folęga, A. Smalcerz, A. Lisiecki
Материаловедение
- 2014
Рост коррозионных продуктов на термически распыленных покрытиях с фальшивыми интерметаллическими фазами в агрессивных средах
- B.
 Szczucka-Lasota, B. Formanek, A. hernas
Szczucka-Lasota, B. Formanek, A. hernas Материаловая наука
- 2009 9779
9
9 9004 9004 9004
9
9
9
9
9
9
9
9
9
9
- P. Folęga, G. Siwiec
Материаловедение
- 2012
Распределение водорода в металлах при многопроходной дуговой сварке под флюсом
- T. Kasuya, Y. Hashiba, S. Ohkita, M. Fuji
Материаловедение
- 2001
Резюме Было измерено и проанализировано распределение водорода в металле многопроходной дуговой сварки под флюсом. Измерение начального содержания водорода в ванне расплава путем получения образцов непосредственно из…
Интерметаллические сплавы с керамическими частицами и технологическая концепция для высоконагруженных материалов
- Б.
 Форманек, С. Юзвяк, Б. Щуцка-Ласота, А. Долата -Грос, З. Бояр
Форманек, С. Юзвяк, Б. Щуцка-Ласота, А. Долата -Грос, З. Бояр Материаловая наука
- 2005
Сварка титанового сплава с помощью диска лазер
- A. Lisiecki
Материалогические науки
Другие конференции
- 2013
20202020. параметров лазерной сварки на форму шва, качество и механические свойства стыковых соединений титановых сплавов толщиной 2,0 мм…
Защитные покрытия нового поколения для энергетики
- Б. Форманек, К. Шиманский, Б. Щуцка-Ласота, А. Влодарчик
Материаловедение
- 2005
Измерение потерь поверхностных вод в районе ручья О’ауауаули, руч. Гавайи
Автор: Сара Н. Роза
https://doi.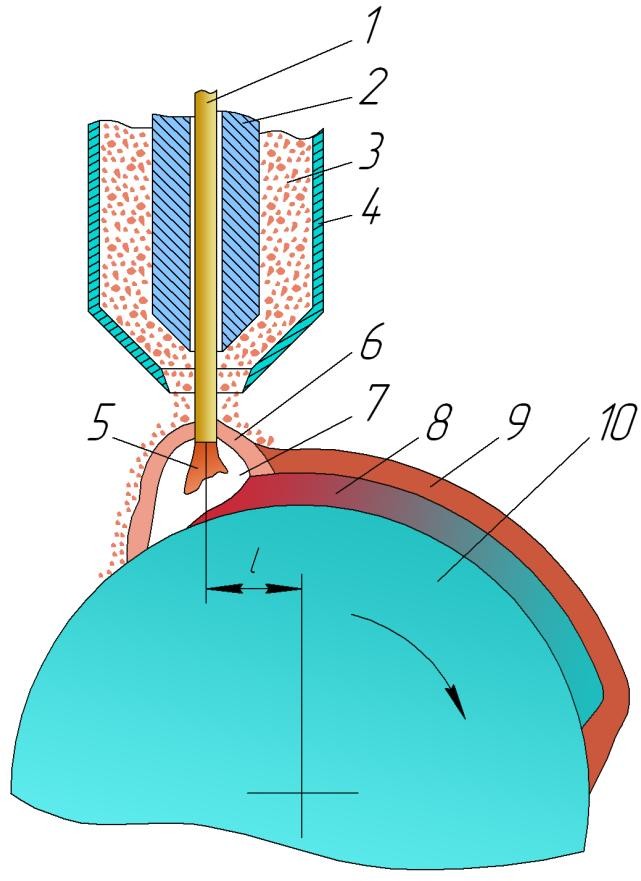 org/10.3133/sir20175042
org/10.3133/sir20175042
Твитнуть
Ссылки
- Документ:
Отчет
(2,25 МБ pdf) - Скачать цитату как: РИС
|
Дублин
Ядро
Реферат
Впервые опубликовано 30 мая 2017 г.
За дополнительной информацией обращайтесь:
Директор,
Центр водных исследований Тихоокеанских островов
Геологическая служба США
Региональный центр Иноуэ
1845 Wasp Blvd. , B176
, B176
Гонолулу, Гавайи 96818
Совет по водоснабжению Гонолулу в настоящее время обеспокоен возможностью наличия бактерий в перекачиваемой воде шахты Эва (штатная скважина 3-2202-21). Подземные воды из шахты Эва потенциально могут быть использованы для удовлетворения будущих потребностей в питьевой воде в районе Ева на острове Оаху. Источник бактерий в перекачиваемой воде неизвестен, хотя предыдущие исследования показывают, что поверхностные воды могут уходить в подземные около участка. Шахта Эва состоит из вертикальной шахты, начинающейся у южного берега ручья Гоноулиули на высоте около 161 фута, и двух горизонтальных инфильтрационных туннелей на уровне моря. Шахта извлекает подземные воды почти из верхней части пресноводной линзы в системе водоносных горизонтов Вайпаху-Вайава в пределах большого сектора водоносных горизонтов Перл-Харбор, обозначенного как зона управления водными ресурсами.
Потери поверхностных вод были оценены с использованием непрерывных данных об уровне грунтовых вод из шахты Эва и близлежащей контрольной скважины, непрерывных данных о расходе ручья со станции измерения расхода ручья Геологической службы США 16212490 (ручей Гоноулиули на шоссе H-1 возле Вайпаху), а также измерения просачивания в ручье Гоноулиули и его притоке. Во время штормов увеличивается расход на гидрометрической станции Гоноулиули, а также повышается уровень грунтовых вод в шахте Эва и ближайшем контрольном колодце. Одновременное повышение уровня воды в шахте Эва и близлежащем контрольном колодце во время штормов указывает на то, что региональные изменения уровня грунтовых вод связаны с увеличением пополнения, уменьшением водозабора (из-за снижения спроса в периоды дождей) или могут иметь место и то, и другое; хотя эти данные не исключают возможности местного пополнения из ручья Гоноулиули. Измерения расхода из двух просачивающихся участков показывают, что поверхностные воды в непосредственной близости от шахты Эва просачиваются в русло реки и могут позже достичь системы подземных вод, сформированной шахтой Ева. Предполагаемая скорость потерь на просачивание в районе шахты Эва из двух просачивающихся участков обычно колебалась от 0,27 до 1,78 миллиона галлонов в день на милю длины ручья; хотя более высокие скорости просачивания могут возникать в периоды более высокого расхода воды в ручье Гоноулиули.
Во время штормов увеличивается расход на гидрометрической станции Гоноулиули, а также повышается уровень грунтовых вод в шахте Эва и ближайшем контрольном колодце. Одновременное повышение уровня воды в шахте Эва и близлежащем контрольном колодце во время штормов указывает на то, что региональные изменения уровня грунтовых вод связаны с увеличением пополнения, уменьшением водозабора (из-за снижения спроса в периоды дождей) или могут иметь место и то, и другое; хотя эти данные не исключают возможности местного пополнения из ручья Гоноулиули. Измерения расхода из двух просачивающихся участков показывают, что поверхностные воды в непосредственной близости от шахты Эва просачиваются в русло реки и могут позже достичь системы подземных вод, сформированной шахтой Ева. Предполагаемая скорость потерь на просачивание в районе шахты Эва из двух просачивающихся участков обычно колебалась от 0,27 до 1,78 миллиона галлонов в день на милю длины ручья; хотя более высокие скорости просачивания могут возникать в периоды более высокого расхода воды в ручье Гоноулиули. Потенциальный источник бактерий в шахте Эва может быть связан с просачиванием из ручья Гоноулиули; однако другие источники бактерий не изучались и не могут быть исключены.
Потенциальный источник бактерий в шахте Эва может быть связан с просачиванием из ручья Гоноулиули; однако другие источники бактерий не изучались и не могут быть исключены.
Предлагаемое цитирование
Роза, С.Н., 2017 г., Измерение потерь поверхностных вод в ручье Гоноулиули возле шахты Эва, Оаху, Гавайи: Отчет о научных исследованиях Геологической службы США за 2017–5042 гг., 14 стр., https://doi.org /10.3133/сэр20175042.
ISSN: 2328-0328 (онлайн)
Область исследования
Содержание
- Abstract
- Introduction
- Purpose and Scope
- Setting
- Climate
- Hydrogeological Setting
- Surface-Water Losses
- Continuous Water-Level and Stream-Discharge Data
- Seepage Run
- Ограничения исследования и потребности в дополнительных данных
- Резюме
- Ссылки
| Тип публикации | Отчет |
|---|---|
| Подтип публикации | Пронумерованная серия USGS |
| Титул | Измерение потерь поверхностных вод в ручье Гоноулиули возле шахты Эва, Оаху, Гавайи |
| Название серии | Отчет о научных исследованиях |
| Серийный номер | 2017-5042 |
| DOI | 10. 3133/сэр20175042 3133/сэр20175042 |
| Год публикации | 2017 |
| Язык | Английский |
| Издатель | Геологическая служба США |
| Местонахождение издателя | Рестон, Вирджиния |
| Предоставляющее(ие) бюро(я) | Центр водных наук Тихоокеанских островов |
| Описание | vi, 16 стр. |
| Страна | США |
| Государственный | Гавайи |
| Другое геопространственное | Оаху, хребет Вайанаэ |
| Только онлайн (Да/Нет) | Д |
| Аналитические метрики Google | Страница показателей |
Часть или весь этот отчет представлен в формате Portable Document Format
(PDF).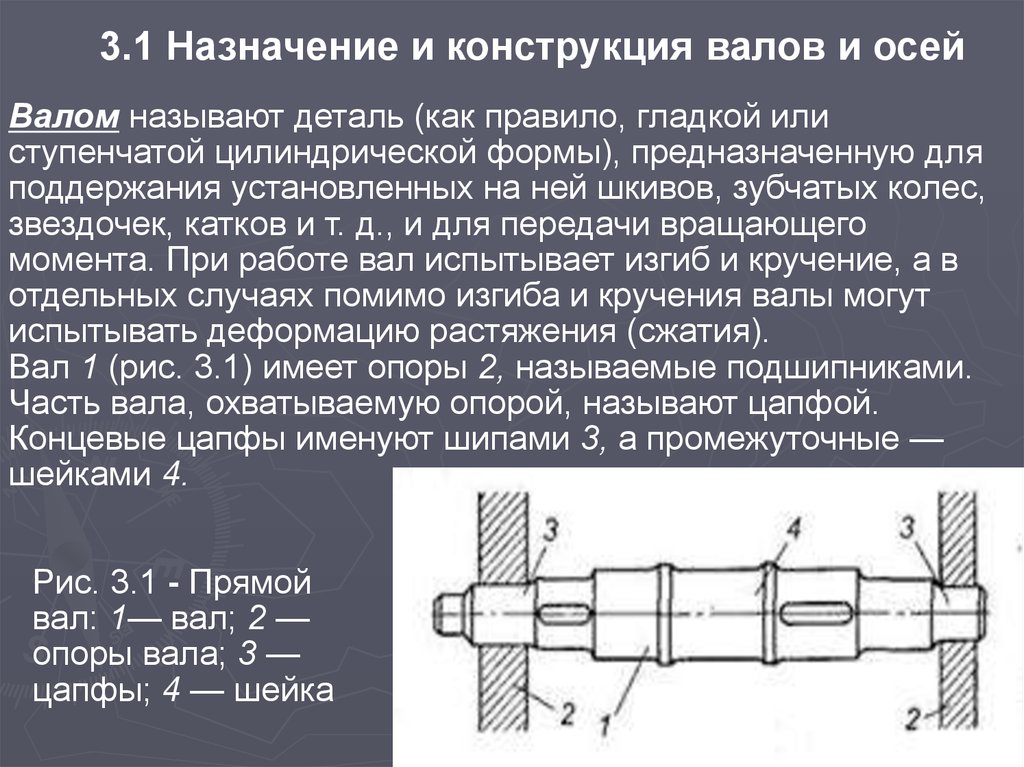 Для достижения наилучших результатов при просмотре и печати PDF-документов рекомендуется загрузить
Для достижения наилучших результатов при просмотре и печати PDF-документов рекомендуется загрузить
документы на свой компьютер и откройте их с помощью Adobe Reader. PDF-документы, открытые с вашего
браузер может не отображать или печатать должным образом. Загрузите последнюю версию Adobe Reader бесплатно. Дополнительная информация
о просмотре, загрузке и печати файлов отчетов можно узнать здесь.
Анализ характеристик пульсации поверхностного давления центробежного насоса магнитной жидкостной уплотнительной пленки
Введение
В качестве важной стратегической машины для национальной экономики, средств к существованию людей и национальной безопасности, развития промышленности, науки и техники, спроса на энергию и Окружающая среда и строительство национальной экономики — все это способствует развитию насосов в направлении высокой скорости, высокой эффективности и высокой стабильности Лу (2017). Однако высокоскоростная работа центробежного насоса также вызывает ненадежность торцевого уплотнения вала центробежного насоса. Чтобы предотвратить выход из строя уплотнения, утечку жидкости в насосе или попадание загрязнений вне насоса в полость насоса, необходимо учитывать уплотнение вала при проектировании и применении центробежных насосов Peng (2021); Сюй (2004 г.); Чжао и др. (2001). Магнитно-жидкостное уплотнение представляет собой новый тип бесконтактного уплотнения, демонстрирующий хорошие преимущества при динамическом уплотнении Li W. et al. (2021 г.); Ли и др. (2022). Он широко используется в вакуумном насосе Dry Roots Li et al. (2002), реактор Сюй. (2013) и другое оборудование. Однако не произошло серьезного прорыва в технологии магнитно-жидкостного уплотнения конца вала центробежного насоса с использованием жидкости в качестве транспортной среды. Основная причина заключается в том, что поверхность герметизирующей пленки магнитной жидкости нестабильна. Поэтому ученые в стране и за рубежом исследовали принцип уплотнения магнитной жидкости.
Однако высокоскоростная работа центробежного насоса также вызывает ненадежность торцевого уплотнения вала центробежного насоса. Чтобы предотвратить выход из строя уплотнения, утечку жидкости в насосе или попадание загрязнений вне насоса в полость насоса, необходимо учитывать уплотнение вала при проектировании и применении центробежных насосов Peng (2021); Сюй (2004 г.); Чжао и др. (2001). Магнитно-жидкостное уплотнение представляет собой новый тип бесконтактного уплотнения, демонстрирующий хорошие преимущества при динамическом уплотнении Li W. et al. (2021 г.); Ли и др. (2022). Он широко используется в вакуумном насосе Dry Roots Li et al. (2002), реактор Сюй. (2013) и другое оборудование. Однако не произошло серьезного прорыва в технологии магнитно-жидкостного уплотнения конца вала центробежного насоса с использованием жидкости в качестве транспортной среды. Основная причина заключается в том, что поверхность герметизирующей пленки магнитной жидкости нестабильна. Поэтому ученые в стране и за рубежом исследовали принцип уплотнения магнитной жидкости.
Jianfeng Zhou и Haoliang Fan (Zhou et al., 2016) изучили влияние напряженности магнитного поля и скорости вращения на толщину пленки, момент трения, характерную температуру и магнитогидродинамические потери, выявив влияние магнитного поля на магнитогидродинамический эффект; Чжан Хайна (Zhang et al., 2013) изучил влияние процесса уплотнения, количества впрыскиваемой магнитной жидкости и времени выдержки при комнатной температуре на крутящий момент отключения, и в то же время, основываясь на модели вращающегося уплотнения магнитной жидкости, формулу крутящего момента магнитожидкостного вращающегося уплотнения при низкой температуре выведено из уравнения Навье-Стокса; Цзибин Зоу (Zou et al., 2003) обнаружил, что многополюсное многоступенчатое уплотнение магнитной жидкостью является эффективным способом получения более высокой уплотнительной способности, и изучил метод заполнения магнитной жидкостью и применения дифференциального давления; Yibiao Chen (Chen et al., 2020) et al. изучали изменение температуры магнитной жидкости и ее влияние на герметичность; Чтобы установить стабильный интерфейс в процессе герметизации, Тонган Лю (Liu et al. , 2005) оптимизировал структурные параметры с помощью устройства моделирования и разработал новый тип магнитно-жидкостного уплотнения, которое имеет хорошие герметизирующие характеристики и долгий срок службы. ресурс по параметрам оптимизации; Marcin, Szczech (Szczech M. 2020) представил механизм утечки между многоступенчатыми уплотнениями с магнитной жидкостью, когда магнитные жидкости применялись к уплотнениям с магнитной жидкостью при вращательном движении, а Marcin, Szczech (Szczech M. 2018) предложил метод расчета критического давления для магнитожидкостные уплотнения, основанные на численном моделировании магнитных полей, обладающие лучшим расчетным эффектом, чем предыдущие методы; Цянь Цзиго и др. (Qian and Yang, 2008) разработали метод анализа межфазной устойчивости магнитной жидкости, запечатанной жидкостью, и получили критерий устойчивости и критическое значение параметров границы раздела между магнитной жидкостью и запечатанной жидкостью по критерию Кельвина-Гельмгольца. модель анализа стабильности интерфейса движущейся жидкости, а также рассмотрены основные факторы, влияющие на стабильность интерфейса жидкость-жидкость магнитно-жидкостного динамического уплотнения.
, 2005) оптимизировал структурные параметры с помощью устройства моделирования и разработал новый тип магнитно-жидкостного уплотнения, которое имеет хорошие герметизирующие характеристики и долгий срок службы. ресурс по параметрам оптимизации; Marcin, Szczech (Szczech M. 2020) представил механизм утечки между многоступенчатыми уплотнениями с магнитной жидкостью, когда магнитные жидкости применялись к уплотнениям с магнитной жидкостью при вращательном движении, а Marcin, Szczech (Szczech M. 2018) предложил метод расчета критического давления для магнитожидкостные уплотнения, основанные на численном моделировании магнитных полей, обладающие лучшим расчетным эффектом, чем предыдущие методы; Цянь Цзиго и др. (Qian and Yang, 2008) разработали метод анализа межфазной устойчивости магнитной жидкости, запечатанной жидкостью, и получили критерий устойчивости и критическое значение параметров границы раздела между магнитной жидкостью и запечатанной жидкостью по критерию Кельвина-Гельмгольца. модель анализа стабильности интерфейса движущейся жидкости, а также рассмотрены основные факторы, влияющие на стабильность интерфейса жидкость-жидкость магнитно-жидкостного динамического уплотнения. Вышеупомянутые ученые проанализировали влияние температуры магнитной жидкости и ряда уплотнений на характеристики уплотнения и оптимизировали характеристики уплотнения магнитной жидкостью в сочетании с численными расчетами, а также изучили стабильность интерфейса уплотнения магнитной жидкости и улучшили соответствующую теорию, но в настоящее время отсутствуют исследования устойчивости поверхности уплотняющей пленки магнитной жидкости на конце вала при работе центробежного насоса с высокой скоростью при различных режимах потока.
Вышеупомянутые ученые проанализировали влияние температуры магнитной жидкости и ряда уплотнений на характеристики уплотнения и оптимизировали характеристики уплотнения магнитной жидкостью в сочетании с численными расчетами, а также изучили стабильность интерфейса уплотнения магнитной жидкости и улучшили соответствующую теорию, но в настоящее время отсутствуют исследования устойчивости поверхности уплотняющей пленки магнитной жидкости на конце вала при работе центробежного насоса с высокой скоростью при различных режимах потока.
Однако пульсация поверхностного давления магнитной уплотнительной пленки является важной причиной эмульгирования, разбавления, растворения и нарушения герметичности магнитной жидкости (He et al., 2014). Во вращающихся машинах с рабочим колесом из-за его особой конструкции периодическое заметание неподвижной поверхности рабочего колеса, отражение колебаний давления на поверхности стенки улитки, сложное трехмерное нестационарное течение при нормальной работе рабочего колеса центробежный насос, экструзия жидкости под высоким давлением в уплотнительном канале в окружающую жидкость под низким давлением, обратный поток жидкости и вихревое движение жидкости будут вызывать пульсации давления на поверхности герметизирующей пленки магнитной жидкости (Li Z и др. , 2021). Магнитно-жидкостное уплотнение — это использование магнитной жидкости, при которой перепад магнитного давления (Xu et al., 2010) обеспечивает эффект уплотнения, поэтому положение магнитной жидкости в нижней части полярного зуба соответствует несущей способности: когда давление герметизирующей поверхности изменяется, осевое положение магнитной жидкости будет соответственно изменяться, когда давление пульсирует, состояние поверхности герметизирующей пленки магнитной жидкости нестабильно, если максимальная амплитуда пульсаций выше, чем максимальное давление уплотнительная пленка порвется, как показано на рис. 1.
, 2021). Магнитно-жидкостное уплотнение — это использование магнитной жидкости, при которой перепад магнитного давления (Xu et al., 2010) обеспечивает эффект уплотнения, поэтому положение магнитной жидкости в нижней части полярного зуба соответствует несущей способности: когда давление герметизирующей поверхности изменяется, осевое положение магнитной жидкости будет соответственно изменяться, когда давление пульсирует, состояние поверхности герметизирующей пленки магнитной жидкости нестабильно, если максимальная амплитуда пульсаций выше, чем максимальное давление уплотнительная пленка порвется, как показано на рис. 1.
РИСУНОК 1 . Уплотнительная пленка колеблется и рвется.
Поэтому имеет определенное научное значение изучение закона пульсаций давления на поверхности магнитожидкостной уплотнительной мембраны на конце вала и их причин при различных режимах подачи центробежного насоса.
Численная модель и настройка расчета
Разделение 3D-модели и сетчатой модели
Центробежный насос, выбранный в этой статье, представляет собой модель одноступенчатого насоса одностороннего всасывания. кольцо, улитка, рабочее колесо, насосная камера и выпускной канал, а насосная камера содержит протекающий канал и герметичный канал внутри насосной камеры. На рис. 2 показана модель насоса и частичная сетка насоса, а на рис. 3 представлена схематическая диаграмма внутренней части насосной камеры с моделью полнопоточного канала насоса, построенной с помощью NX.10. Стабильность вычислений, точность расчетов и скорость расчетов, отраженные в структурной сетке, лучше, чем у неструктурных сеток, поэтому структурная сетка, построенная ICEM CFD, используется для численного расчета. Уинслоу П. и соавт. (2010 г.); Гуо и др. (2019); Ченг и др. (2021 г.); Цзэн (2022 г.); Ченг и др. (2022).
кольцо, улитка, рабочее колесо, насосная камера и выпускной канал, а насосная камера содержит протекающий канал и герметичный канал внутри насосной камеры. На рис. 2 показана модель насоса и частичная сетка насоса, а на рис. 3 представлена схематическая диаграмма внутренней части насосной камеры с моделью полнопоточного канала насоса, построенной с помощью NX.10. Стабильность вычислений, точность расчетов и скорость расчетов, отраженные в структурной сетке, лучше, чем у неструктурных сеток, поэтому структурная сетка, построенная ICEM CFD, используется для численного расчета. Уинслоу П. и соавт. (2010 г.); Гуо и др. (2019); Ченг и др. (2021 г.); Цзэн (2022 г.); Ченг и др. (2022).
РИСУНОК 2 . Модель центробежного насоса и схема с частичной сеткой.
РИСУНОК 3 . Схематическое изображение внутренней части насосной камеры.
Основные параметры модельного насоса приведены в табл. 1. Для исключения влияния количества сеток на результаты расчета, перед анализом результатов, внешние характеристики номинального режима работы центробежного насоса — напор принимается в качестве критерия, и проверяется независимость сети, как показано в таблице 2, когда общее количество сетей больше 2317541, изменение напора центробежного насоса составляет менее 0,3%, поэтому можно считать, что количество сеток больше этого значения для выполнения требований расчета.
ТАБЛИЦА 1 . Основные параметры центробежного насоса.
ТАБЛИЦА 2 . Параметры модели сетки центробежного насоса.
Настройки граничных условий
Испытательный стенд центробежного насоса, использованный в эксперименте, оснащен датчиком давления на входе насоса для сбора значения давления на входе центробежного насоса; при этом на выходе из насоса установлен турбинный расходомер, поэтому массовый расход на выходе из насоса известен, поэтому в качестве входного граничного условия используется напорный вход, а в качестве выходной границы используется напорный вход условие.
Поскольку известна внутренняя структура центробежного насоса, а площадь ротора отличается от других компонентов сверхтока, которые осуществляют независимое вращательное движение, для стационарного расчета расхода выбирается модель с одной системой отсчета (SRF). поле в центробежном насосе, модель скользящей сетки выбрана для расчета переходных процессов, а поверхность рабочего колеса задана относительно статической по отношению к области вращения, а остальная часть поверхности стенки задана абсолютно неподвижной.
Для состояния течения поля течения в центробежном насосе из-за граничных условий и сложности конструкции в насосе, площади внутреннего вращения и сильного завихрения модель RNG k-ε скорректировала турбулентную вязкость, который подходит для численного расчета сильного изгиба линии потока и вихря, поэтому модель турбулентности, выбранная в этой статье, является моделью RNG k-ε. Чжоу и др. (2007 г.); Рен и др. (2009).
Настройка параметров расчета переходных процессов
Принятие результата расчета стабильного поля течения в качестве начального значения расчета переходного процесса может ускорить сходимость и обеспечить стабильность расчета, поэтому постоянный результат каждого условия течения используется в качестве начального условия для расчета переходного процесса каждое состояние потока центробежного насоса. При этом для лучшего захвата сигнала пульсаций давления шаг переходного времени установлен равным 0,00017182 с, то есть значение давления записывается через каждые 3° оборота ротора.
В начальном процессе расчетов переходных процессов результаты часто бывают нестабильными, отклоняющимися от точного решения (Cao et al., 2019). Чтобы избежать разницы в результатах, вызванной этими проблемами, колесо центробежного насоса настроено на вращение в общей сложности на 12 оборотов, время расчета составляет 3,77 с, а для анализа берутся результаты последних четырех оборотов.
Точка контроля пульсации давления устанавливается на поверхности герметизирующей пленки с магнитной жидкостью, начиная с поверхности вала, через каждые 0,1 мм, чтобы взять точку контроля, поскольку зазор уплотнения составляет 0,3 мм, поэтому точек контроля всего 4 , Рисунок 4 представляет собой схему настройки точки мониторинга.
РИСУНОК 4 . Положение точки наблюдения.
Экспериментальная проверка численного расчета поля течения в центробежном насосе
Для проверки правильности выбора модели турбулентности, постановки граничных условий и результатов расчета внешние характеристики модельного насоса были протестированы в Ключевой лаборатории гидродинамики и энергетики Аппаратура Министерства образования Университета Сихуа и экспериментальный аппарат показаны на рис. 5: 9.0021
5: 9.0021
РИСУНОК 5 . Полевые эксперименты.
Экспериментальный стенд представляет собой открытый экспериментальный стенд, вход и выход центробежного насоса с датчиком давления и расходомером турбины, первичный двигатель для двигателя, через датчик крутящего момента для привода вращения центробежного насоса, под палубой экспериментального устройства, с резервуар для воды, чтобы обеспечить источник воды для корпуса насоса и принять жидкость, вытекающую из насоса, образуя замкнутый контур.
В ходе эксперимента центробежный насос 0,4–1,3 Q d условия работы, когда условия работы корректируются, данные временно не записываются, и данные собираются после стабилизации потока. На рис. 6 показаны данные внешних характеристик (напор, эффективность), собранные в ходе эксперимента, в сравнении с данными, полученными численным расчетом.
РИСУНОК 6 . Сравнение результатов моделирования с экспериментами.
Напор H насоса представляет собой оценку энергии жидкости, перекачиваемой насосом, на единицу веса от входа насоса до выхода насоса, формула для его расчета:
H=pd-psρg+Vd-Vs2g+(Zd-Zs)(1)
Где pd указывает давление на выходе из насоса; ps указывает давление на входе в насос; Vd указывает скорость жидкости на выходе из насоса; Vs указывает скорость жидкости на входе в насос; Zd указывает расстояние между выпускным отверстием насоса и исходной точкой; Zs указывает расстояние между впускным отверстием насоса и исходной точкой; р — плотность жидкости; и g представляет ускорение свободного падения.
КПД η насоса представляет собой отношение полезной мощности насоса Pe к мощности на валу насоса P. Глава H , в свою очередь, представляет собой увеличение количества энергии, получаемой жидкостью на единицу веса от насоса, поэтому имеем:
Pe=HQmg(2)
где Qm представляет собой массовый расход насос. Выражение мощности на валу для насоса:
P=Tω(3)
, где T — крутящий момент, а ω — угловая скорость. Следовательно, КПД насоса может быть выражен как:
η=HQmgTω(4)
Из рисунка 6 также можно сделать вывод, что напор и КПД численного расчета выше, чем экспериментальные значения, и основная причина поскольку это явление заключается в том, что в процессе численного расчета не учитывается влияние сопротивления и износа твердой поверхности на жидкость (Hu 2004). Однако численно рассчитанные значения напора и КПД центробежного насоса совпадают с экспериментальными значениями, а максимальное значение отклонения напора составляет менее 3 м, поэтому можно считать, что результаты численного расчета имеют определенную степень достоверности. достоверность.
достоверность.
Анализ пульсаций давления уплотняющей пленки на конце вала центробежного насоса
Временные характеристики пульсаций поверхностного давления уплотняющей пленки магнитной жидкости при номинальных рабочих условиях
жидкая уплотнительная пленка при номинальных условиях эксплуатации. Из рисунка видно, что разница во времени между двумя соседними положительными пиками составляет около 0,0034 с, то есть 20 временных шагов, и в каждом временном шаге колесо может поворачиваться на 3°, а количество лопастей применяемый здесь центробежный насос равен 6, поэтому разница во времени между двумя соседними положительными пиками аналогична времени, необходимому для поворота колеса на 60°, поэтому разница во времени между двумя соседними положительными пиками равна времени, необходимому для одна лопасть для прочистки перегородки центробежного насоса. Таким образом, цикл пульсации давления на поверхности магнитно-жидкостной уплотнительной пленки равен времени, необходимому для того, чтобы одна створка прошла через перегородку.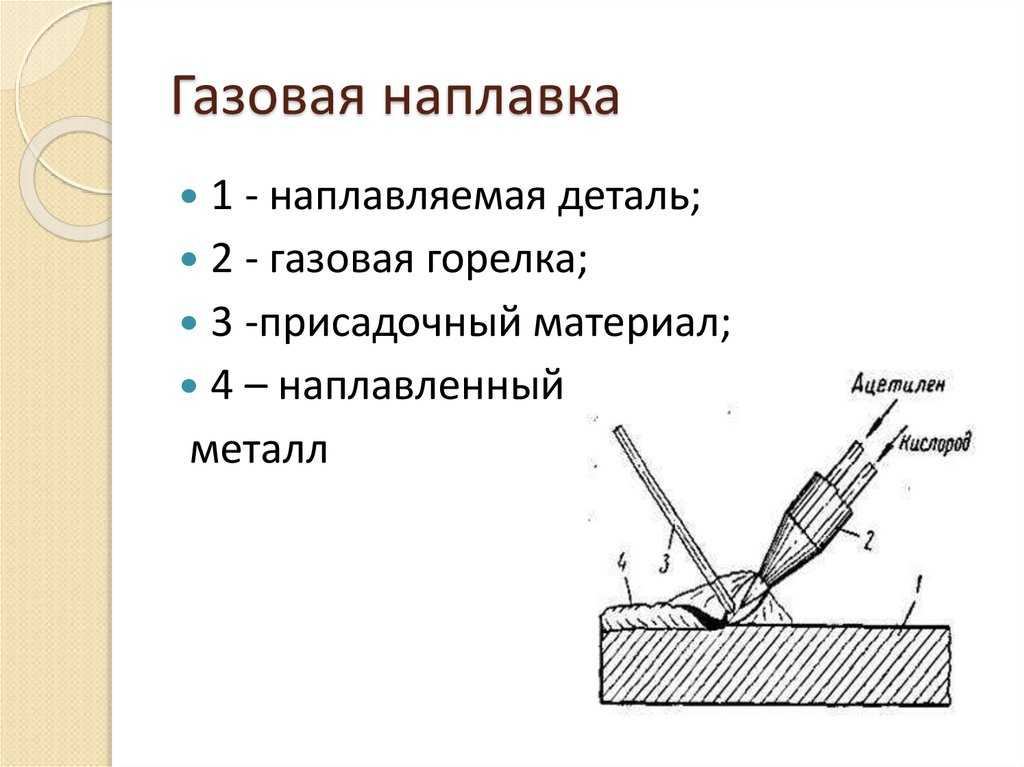
РИСУНОК 7 . Диаграмма пульсаций давления во временной области при номинальных рабочих условиях.
В таблице 3 показаны данные отрицательного пика, среднего и положительного пика пульсации давления в каждой точке контроля на поверхности магнитной жидкостной уплотнительной пленки. Из таблицы 3 видно, что при номинальных условиях работы разница между отрицательными пиками, средними значениями и положительными пиками между точками контроля в один и тот же момент времени составляет менее 100 Па, а закон пульсаций давления контроля точки на поверхности герметизирующей пленки с магнитной жидкостью можно считать постоянными при номинальных рабочих условиях. А при номинальных рабочих условиях разность между пиками поверхности герметизирующей пленки с магнитной жидкостью составляет около 1500 Па.
ТАБЛИЦА 3 . Пульсация давления в каждой точке контроля.
Из вышеприведенного анализа видно, что временной интервал и цикл пульсации давления между двумя соседними пиками давления представляют собой время, необходимое для того, чтобы одна лопасть прошла через перегородку, а во время процесса уплотнения магнитной жидкостью положение герметизирующая пленка соответствует внешнему давлению один к одному, поэтому цикл пульсаций давления на поверхности герметизирующей пленки является циклом смещения герметизирующей пленки. Следовательно, в цикле вращательного вращения герметизирующая пленка с магнитной жидкостью совершает возвратно-поступательное движение 6 раз, а количество возвратно-поступательных движений равно количеству лопастей. В то же время изменение амплитуды давления на поверхности герметизирующей пленки магнитной жидкости составляет около 1500 Па, а одноступенчатая герметизирующая способность магнитной жидкости составляет около 120 кПа (Wang, 2004), поэтому колебания давления на Поверхность магнитно-жидкостной уплотнительной пленки в центробежном насосе с меньшей вероятностью вызовет давление пробоя, и доступное среднее давление используется в качестве эталона при разработке магнитно-жидкостного уплотнительного устройства. Однако при высокой скорости центробежного насоса частота колебаний пульсаций давления на поверхности герметизирующей пленки увеличивается, что будет способствовать эмульгированию, разбавлению и растворению магнитной жидкости.
Следовательно, в цикле вращательного вращения герметизирующая пленка с магнитной жидкостью совершает возвратно-поступательное движение 6 раз, а количество возвратно-поступательных движений равно количеству лопастей. В то же время изменение амплитуды давления на поверхности герметизирующей пленки магнитной жидкости составляет около 1500 Па, а одноступенчатая герметизирующая способность магнитной жидкости составляет около 120 кПа (Wang, 2004), поэтому колебания давления на Поверхность магнитно-жидкостной уплотнительной пленки в центробежном насосе с меньшей вероятностью вызовет давление пробоя, и доступное среднее давление используется в качестве эталона при разработке магнитно-жидкостного уплотнительного устройства. Однако при высокой скорости центробежного насоса частота колебаний пульсаций давления на поверхности герметизирующей пленки увеличивается, что будет способствовать эмульгированию, разбавлению и растворению магнитной жидкости.
Характеристики во временной области пульсаций поверхностного давления магнитной жидкостной уплотнительной пленки в неполных рабочих условиях
На рис. 8 представлена временная диаграмма пульсаций поверхностного давления магнитной жидкостной уплотнительной пленки центробежного насоса в неполных рабочих условиях. Из рисунка видно, что при различных условиях работы из-за узкого уплотнительного зазора кривые временной области пульсации давления каждой точки контроля на поверхности магнитно-жидкостной уплотнительной пленки перекрываются. То есть при работе центробежного насоса на рабочем режиме 0,4–1,3 Q d поток, закон колебаний давления каждой точки контроля является последовательным. В последующем анализе значение давления любой точки в P 0 , P 1 , P 2 , P 3 может быть применено вместо значения поверхностного давления магнитной жидкостной уплотнительной пленки, а P 2 точка используется как репрезентативная точка.
8 представлена временная диаграмма пульсаций поверхностного давления магнитной жидкостной уплотнительной пленки центробежного насоса в неполных рабочих условиях. Из рисунка видно, что при различных условиях работы из-за узкого уплотнительного зазора кривые временной области пульсации давления каждой точки контроля на поверхности магнитно-жидкостной уплотнительной пленки перекрываются. То есть при работе центробежного насоса на рабочем режиме 0,4–1,3 Q d поток, закон колебаний давления каждой точки контроля является последовательным. В последующем анализе значение давления любой точки в P 0 , P 1 , P 2 , P 3 может быть применено вместо значения поверхностного давления магнитной жидкостной уплотнительной пленки, а P 2 точка используется как репрезентативная точка.
РИСУНОК 8 . Диаграмма пульсаций давления во временной области при парциальных условиях.
А из рисунка 8 также можно узнать, что при работе центробежного насоса в условиях работы расхода 0,4–1,3 Q d колебательный цикл пульсаций давления на поверхности магнитожидкостного уплотнения пленка постоянна, что представляет собой продолжительность времени, необходимого для того, чтобы одна лопасть охватила перегородку, что показывает, что, когда центробежный насос работает в различных условиях потока, влияние на периодичность пульсации давления на поверхности магнитной жидкости герметизирующей пленки слабый, и из этого результата можно сделать вывод, что пульсации давления на поверхности герметизирующей пленки магнитной жидкости в основном создаются периодическим заметанием неподвижной поверхности лопасти. Хотя периодическое подметание неподвижной поверхности лопасти доминирует над пульсациями давления магнитной жидкостной уплотнительной пленки, отражением колебаний давления поверхности стенки спиральной камеры, сложным трехмерным переходным потоком во время нормальной работы центробежного насоса, выдавливание жидкости высокого давления в уплотнительном канале на окружающую жидкость низкого давления, обратный поток жидкости и вихревое движение жидкости будут оказывать определенное влияние на пульсации давления на поверхности уплотнительной пленки магнитной жидкости, таким образом, существуют различия в форме волны пульсации давления при каждом состоянии потока.
Хотя периодическое подметание неподвижной поверхности лопасти доминирует над пульсациями давления магнитной жидкостной уплотнительной пленки, отражением колебаний давления поверхности стенки спиральной камеры, сложным трехмерным переходным потоком во время нормальной работы центробежного насоса, выдавливание жидкости высокого давления в уплотнительном канале на окружающую жидкость низкого давления, обратный поток жидкости и вихревое движение жидкости будут оказывать определенное влияние на пульсации давления на поверхности уплотнительной пленки магнитной жидкости, таким образом, существуют различия в форме волны пульсации давления при каждом состоянии потока.
Для лучшего сравнения закона характеристик пульсаций поверхностного давления герметизирующей пленки с магнитной жидкостью при различных условиях течения значение пульсации давления безразмерно обрабатывается, а коэффициент пульсации давления используется в качестве эталона для измерения размера колебания давления, и его определение следующее (Jin, 2020):
cp=p−p¯0,5ρµ22 (5)
µ2=πnD260 (6)
, где p — измеренное значение пульсации давления, p¯ — среднее значение пульсаций давления, ρ — плотность жидкости, μ2 — окружная скорость жидкости на выходе из рабочего колеса, n — скорость, а D2 — диаметр выходного отверстия ротора.
На рис. 9 показана картина пульсаций давления для каждого режима потока после безразмерной обработки амплитуды давления. Из рисунка видно, что в законе колебаний давления при каждом режиме потока имеется разность фаз, но период пульсаций равен похожий. И видно, что при условии 1,3 Q d положительный пик пульсации поверхностного давления магнитной жидкостной уплотнительной пленки является самым большим, а отрицательный пик пульсации давления при условии 0,4 Q d является самым большим, но только по размеру положительного пика или отрицательного пика нельзя судить о стабильности пленки магнитного уплотнения в каждом рабочем состоянии, потому что в процессе магнитного уплотнения, в цикле пульсации, магнитный расстояние смещения жидкости определяется разницей между положительным пиком и отрицательным пиком. Следовательно, о колебаниях герметизирующей пленки с магнитной жидкостью следует судить по разнице между пиком и пиком.
РИСУНОК 9 . Временная диаграмма пульсаций давления в безразмерных парциальных условиях.
Временная диаграмма пульсаций давления в безразмерных парциальных условиях.
На рисунке 10 показана разница между пиком пульсации давления и пиком точки P 2 при различных условиях работы, положение средней точки представляет собой среднее значение положительного пика и отрицательного пика, а верхняя и нижняя планки ошибок представляют положительный пик и отрицательный пик соответственно. Из рисунка видно, что разница между пиками наименьшая в 0,9и 1,0 Q d рабочих условий, и разница между пиками постепенно увеличивается, когда рабочие условия отклоняются от рабочих условий 0,9 и 1,0 Q d , и размах между пиками в рабочих условиях 0,4 и 1,3 Q d рабочие условия в два раза выше, чем рабочие условия 0,9 и 1,0 Q d . Следовательно, когда центробежный насос работает в номинальной рабочей точке или в близлежащей рабочей точке, путь смещения магнитной жидкостной уплотнительной пленки короче, а длина смещения магнитной жидкостной уплотнительной пленки вдвое больше, чем в рабочем состоянии 0,4 и 1,3 Q d , когда он работает в неполных рабочих условиях, таких как 0,4 и 1,3 Q d . Следовательно, когда центробежный насос работает в номинальной рабочей точке или в рабочей точке рядом с ней, стабильность поверхности герметизирующей пленки с магнитной жидкостью лучше, чем в частичном рабочем состоянии.
Следовательно, когда центробежный насос работает в номинальной рабочей точке или в рабочей точке рядом с ней, стабильность поверхности герметизирующей пленки с магнитной жидкостью лучше, чем в частичном рабочем состоянии.
РИСУНОК 10 . Пиковая разностная диаграмма пульсаций давления.
Характеристики частотной области пульсации поверхностного давления магнитной жидкостной уплотнительной пленки при номинальных рабочих условиях
Зависимость между амплитудой сигнала и изменением частоты называется частотной областью. Анализ во временной области представляет собой прикладной математический метод для изучения характеристик изменения давления во времени, который в основном изучает амплитуду, периодичность и другие вопросы и не может точно описать причины пульсации давления. Однако анализ в частотной области заключается в получении спектральных характеристик пульсаций давления в каждом рабочем состоянии с помощью быстрого преобразования Фурье и применении математических методов для выражения причин пульсаций давления (Zhang et al. , 2020).
, 2020).
На рис. 11 представлена диаграмма частотной области пульсаций давления при номинальных условиях работы центробежного насоса, по оси абсцисс указана частота, по оси ординат – коэффициент пульсаций давления C p . Как показано на рисунке 11, первая основная частота пульсаций поверхностного давления герметизирующей пленки с магнитной жидкостью при номинальных условиях составляет 291 Гц, вторая частота – 582 Гц, а третья основная частота – 2328 Гц. Выбранный для данной статьи центробежный насос имеет частоту вращения 2,910 об/мин, что можно узнать по расчету осевой частоты по уравнению. 7, а его осевая частота f_n составляет 48,5 Гц, и в соответствии с расчетом частоты листа (уравнение. 8, частота листьев составляет 291 Гц. Можно видеть, что первая основная частота пульсаций поверхностного давления герметизирующей пленки с магнитной жидкостью является частотой листа, вторая основная частота в два раза превышает частоту листа, а третья основная частота в восемь раз превышает частоту листа. Таким образом, основная причина пульсаций давления на поверхности герметизирующей пленки магнитной жидкости заключается в том, что рабочее колесо периодически проносится по неподвижной поверхности центробежного насоса.
Таким образом, основная причина пульсаций давления на поверхности герметизирующей пленки магнитной жидкости заключается в том, что рабочее колесо периодически проносится по неподвижной поверхности центробежного насоса.
fn=n/60(7)
fr=Zfn(8)
РИСУНОК 11 . Диаграмма частотной области пульсации номинальных условий работы.
Характеристики частотной области пульсаций поверхностного давления уплотнительной пленки с магнитной жидкостью в неполных рабочих условиях
На рис. 12 показана диаграмма частотной области пульсаций поверхностного давления уплотнительной пленки с магнитной жидкостью при неполных рабочих условиях. Из рисунка видно, что в условиях работы каждого потока центробежного насоса значения частоты первой основной частоты, второй основной частоты и третьей основной частоты одинаковы, поэтому при каждом условии потока основная Причиной возникновения пульсаций давления на поверхности герметизирующей пленки магнитной жидкости является периодическое обметание неподвижной поверхности центробежного насоса рабочим колесом.
РИСУНОК 12 . Диаграмма частотной области пульсаций вне режима.
При работе центробежного насоса на частоте 0,4 Q d наблюдается широкополосная частота в диапазоне 0–291 Гц, а по мере увеличения расхода явление широкополосности постепенно ослабевает, достигая минимума при 1,0 Q d , снова увеличиваясь на 1,1 Q d , а затем ослабевая. Причина этого явления заключается в том, что центробежный насос не полностью разработан при работе в условиях малого расхода, а внутренняя структура центробежного насоса чрезвычайно сложна, поэтому его трехмерный переходный поток вызовет небольшие колебания поверхностного давления. пленка уплотнения магнитной жидкости, и с увеличением скорости потока внутренний поток жидкости центробежного насоса полностью развивается, поэтому влияние на пленку уплотнения магнитной жидкости уменьшается, а широкополосное явление ослабевает. Когда расход продолжает увеличиваться от номинального расхода, условия работы центробежного насоса отклоняются от расчетных условий, жидкость в насосе имеет более сложный нелинейный поток, и явление возврата жидкости на выходе из крыльчатка и отражение жидкости на улитке усиливаются, а влияние на поверхностное давление герметизирующей пленки магнитной жидкости увеличивается, поэтому широкая полоса снова увеличивается. Когда скорость потока еще больше увеличивается, состояние развития жидкости в насосе является более достаточным, чем состояние низкого потока, а колебания давления герметизирующей пленки магнитной жидкости вызваны нелинейным турбулентным движением жидкости в центробежном насосе. насос имеет хороший ингибирующий эффект, и ингибирующий эффект сильнее, чем поверхностное давление герметизирующей пленки с магнитной жидкостью, вызванное возвратом жидкости на выходе из рабочего колеса и волной отражения на поверхности стенки улитки, поэтому широкополосный снова снижается.
Когда скорость потока еще больше увеличивается, состояние развития жидкости в насосе является более достаточным, чем состояние низкого потока, а колебания давления герметизирующей пленки магнитной жидкости вызваны нелинейным турбулентным движением жидкости в центробежном насосе. насос имеет хороший ингибирующий эффект, и ингибирующий эффект сильнее, чем поверхностное давление герметизирующей пленки с магнитной жидкостью, вызванное возвратом жидкости на выходе из рабочего колеса и волной отражения на поверхности стенки улитки, поэтому широкополосный снова снижается.
При работе центробежного насоса на частоте 1,1 Q d присутствует широкополосный сигнал на третьей основной частоте 2328 Гц. При остальных условиях течения явление широкополосности на третьей основной частоте не является очевидным. Широкая полоса в этом месте в основном вызвана вихрем, генерируемым возвратом жидкости внутрь герметичного рабочего колеса. В то время как жидкость в насосе транспортируется наружу после периодического повышения давления в рабочем колесе, жидкость под высоким давлением периодически транспортируется к герметичному рабочему колесу, поэтому существует обратный поток и вихревая жидкость, создаваемая периодическим вводом жидкости под высоким давлением в запечатанный бегун. Под действием вихря поверхность герметизирующей пленки магнитной жидкости производит высокочастотные пульсации, а причина возникновения вихря в этом месте связана с периодическим вращением крыльчатки, поэтому высокая частота в этом месте является целым числом кратно частоте листа, то есть в 8 раз больше частоты листа.
Под действием вихря поверхность герметизирующей пленки магнитной жидкости производит высокочастотные пульсации, а причина возникновения вихря в этом месте связана с периодическим вращением крыльчатки, поэтому высокая частота в этом месте является целым числом кратно частоте листа, то есть в 8 раз больше частоты листа.
Заключение
(1) Имеется хорошая периодичность пульсаций давления на поверхности герметизирующей пленки магнитной жидкости, что соответствует времени, необходимому для того, чтобы одна лопасть прошла через язычок червяка. Во время цикла вращения ротора количество возвратно-поступательных движений герметизирующей пленки магнитной жидкости равно количеству лопастей ротора.
(2) Закон колебаний давления в различных положениях на поверхности герметизирующей пленки с магнитной жидкостью очень похож при одинаковых условиях потока, а форма волны пульсаций давления при разных условиях потока различна. При работе в номинальном рабочем состоянии центробежного насоса и близлежащей к нему точке рабочего состояния разница между пиком и пиком пульсации поверхностного давления герметизирующей пленки магнитной жидкости составляет менее 2000 Па, а при отклонении от номинального рабочего В точке условия разница между пиками увеличивается почти в два раза.
(3) При различных условиях потока диаграмма частотной области пульсаций поверхностного давления уплотнительной пленки с магнитной жидкостью аналогична, и первая основная частота — это частота листа, вторая основная частота в два раза превышает частоту листа, а третья основная частота в восемь раз превышает частоту листа. Пульсации поверхностного давления герметизирующей пленки с магнитной жидкостью имеют широкополосное явление в рабочих условиях 0,4–1,0 Qd, а широкополосная частота возникает около 0–29.1 и 2328 Гц. Широкополосное явление, полученное в диапазоне 0–291 Гц, уменьшается при увеличении скорости потока, снова увеличивается, когда скорость потока составляет 1,1Qd, а затем уменьшается при дальнейшем увеличении скорости потока. Третья основная частота пульсаций поверхностного давления герметизирующей пленки магнитной жидкости в основном вызвана вихревым движением, вызванным периодической подачей жидкости под высоким давлением на выходе из рабочего колеса в уплотняющем желобе.
Заявление о доступности данных
Оригинальные материалы, представленные в исследовании, включены в статью/дополнительный материал, дальнейшие запросы можно направлять соответствующему автору.
Вклад авторов
KW завершил основную часть статьи, ZL отредактировал статью, WL и FC представили письменные мнения, SY предоставил руководство по экспериментам, а SP предоставил руководство по программному обеспечению.
Финансирование
Работа выполнена при поддержке Национального фонда естественных наук Китая (грант № 52079118), Центральный головной район (строительство научно-технической инновационной базы) проект XZ202201YD0017C.
Конфликт интересов
Автор SP работал в Huaneng Mingtai Electric Power Co. Ltd.
Остальные авторы заявляют, что исследование проводилось в отсутствие каких-либо коммерческих или финансовых отношений, которые могли бы быть истолкованы как потенциальный конфликт интересов .
Примечание издателя
Все утверждения, изложенные в этой статье, принадлежат исключительно авторам и не обязательно представляют претензии их дочерних организаций или издателя, редакторов и рецензентов. Любой продукт, который может быть оценен в этой статье, или претензии, которые могут быть сделаны его производителем, не гарантируются и не поддерживаются издателем.
Любой продукт, который может быть оценен в этой статье, или претензии, которые могут быть сделаны его производителем, не гарантируются и не поддерживаются издателем.
Ссылки
Цао В., Лю Ю., Донг Дж., Ню З. и Ши Ю. (2019). Исследование характеристик пульсаций давления героторного насоса системы активного гашения колебаний. Доступ IEEE 7, 116567–116577. doi:10.1109/access.2019.2936489
CrossRef Полный текст | Google Scholar
Чен Ю., Ли Д., Чжан Ю., Ли З. и Чжоу Х. (2020). Влияние повышения температуры на уплотняющие характеристики вращающегося магнитно-жидкостного уплотнения. IEEE Trans. Магн. 56 (11), 1–10. doi:10.1109/tmag.2020.3023018
CrossRef Full Text | Google Scholar
Ченг К., Ли З., Хе Ф., Ву С., Цзэн К., Чжан К. и др. (2022). Влияние двухфазного течения твердое тело–жидкость на кавитацию трубчатых лопаток турбины 399 в комбинированных условиях. Перед. Энергия рез. , 509. doi:10.3389/fenrg.2022.
CrossRef Full Text | Google Scholar
Ченг К. , Ли З., Пэн С. и Ма Б. (2021). Теоретический анализ генерации энтропии на границе лопаток трубчатой турбины в кооперативных условиях. Фронт. Энергия рез. , 763. [Дж]. doi:10.3389/fenrg.2021.788416
, Ли З., Пэн С. и Ма Б. (2021). Теоретический анализ генерации энтропии на границе лопаток трубчатой турбины в кооперативных условиях. Фронт. Энергия рез. , 763. [Дж]. doi:10.3389/fenrg.2021.788416
CrossRef Полный текст | Google Scholar
Го, З., Сяо, Дж., Лю, Дж., и Ху, X. (2019). Сравнение структурированных и неструктурированных сетей в морских электромагнитных инверсиях с контролируемым источником для морской разведки углеводородов. Мар. Нефтяная геол. 100, 204–211. doi:10.1016/j.marpetgeo.2018.11.008
CrossRef Полный текст | Google Scholar
Хэ, Синьчжи., Ли, Декай., и Ван, Хуцзюнь. (2014). Влияние гравитации на герметизирующие свойства магнитных жидкостей [J]. Дж. Вак. науч. Технол. 34 (11), 1160–1163. doi:10.13922/j.cnki.cjovst.2014.11.05
CrossRef Полный текст | Google Scholar
Ху, Юйсянь (2004). Исследование гидродинамического моделирования приемного и отводящего каналов насосной станции на основе программного обеспечения FLUENT . Ухань, Китай: Уханьский университет. [Д].
Ухань, Китай: Уханьский университет. [Д].
Google Scholar
Jibin Zou, J., Jiming Zou, J., and Jianhui Hu, J. (2003). Проектирование и регулирование давления дифференциальных магнитожидкостных уплотнений высокого давления. IEEE Trans. Магн. 39 (5), 2651–2653. doi:10.1109/tmag.2003.815543
CrossRef Полный текст | Google Scholar
Джин, Эн (2020). Исследование влияния коленчатого притока на внутренний поток центробежного насоса . Сиань, Китай: Сианьский технологический университет. [Д].
Google Scholar
Ли Декай, Хун Цзяньпин и Ян Цинсинь. (2002). Исследования по герметизации магнитной жидкостью вакуумного насоса Dry Roots. В пер. науч. Технол. 2002 (04), 78–81. [Дж]. Дои: 10.13922/j.cnki.cjovst.2002.04.019
CrossRef Полный текст | Google Scholar
Li, W., Li, Z., Qin, Z., Yan, S., Wang, Z., Peng, S., et al. (2022). Влияние рН раствора на конструкцию гидромеханического магнитогидравлического уплотнительного устройства. англ. Потерпеть неудачу. Анальный. 135, 106091. [Дж]. doi:10.1016/j.engfailanal.2022.106091
англ. Потерпеть неудачу. Анальный. 135, 106091. [Дж]. doi:10.1016/j.engfailanal.2022.106091
CrossRef Full Text | Google Scholar
Li, W., Li, Z., Wang, Z., Wu, F., Xu, L., and Peng, S. (2021a). Характеристики интенсивности турбулентности на границе магнитожидкостного уплотнения в жидкой среде. Покрытия 11 (11), 1333. doi:10.3390/coatings11111333
CrossRef Полный текст | Google Scholar
Li, Z., Li, W., Li, W., Wang, Q., Xiang, R., Cheng, J., et al. (2021б). Влияние кавитации среды на флуктуационные характеристики границы раздела магнитной жидкости в сельскохозяйственном центробежном насосе. Междунар. Дж. Агрик. биол. англ. 14 (6), 85–92. doi:10.25165/j.ijabe.20211406.6718
CrossRef Full Text | Google Scholar
Лю Т., Ченг Ю. и Ян З. (2005). Оптимизация конструкции уплотнения для уплотнения жидкости магнитными жидкостями. J. Магнетизм Magnetic Mater. 289, 411–414. doi:10.1016/j.jmmm.2004.11.116
CrossRef Full Text | Google Scholar
Лу, Цзясин (2017). Исследование нестационарных динамических характеристик и механизма центробежного насоса, вызванных кавитацией . Чжэньцзян, Китай: Университет Цзянсу. [Д].
Исследование нестационарных динамических характеристик и механизма центробежного насоса, вызванных кавитацией . Чжэньцзян, Китай: Университет Цзянсу. [Д].
Google Scholar
Пэн Тао (2021). Исследование явления утечки механического уплотнения центробежного насоса и меры противодействия техническому обслуживанию. Мод. Ману. Тех. и экв. 57, 158–159. doi:10.16107/j.cnki.mmte.2021.0480
CrossRef Полный текст | Google Scholar
Цянь Цзиго и Ян Чжии. (2008). Анализ устойчивости границы раздела жидкость-жидкость магнито-гидравлических уплотнений. Жидкость Маха. 36 (12), 21–23. doi:10.3969/j.issn.1005-0329.2008.12.005
CrossRef Full Text | Google Scholar
Рен З.А., Хао Д. и Се Х.Дж. (2009). Несколько моделей турбулентности и их применение в FLUENT. Хим. экв. Тех. 30, 38–40+44. doi:10.16759/j.cnki.issn.1007-7251.2009.02.005
CrossRef Полный текст | Google Scholar
Щенч, М. (2020). Расчет критического давления магнитно-жидкостного уплотнения на основе численного моделирования.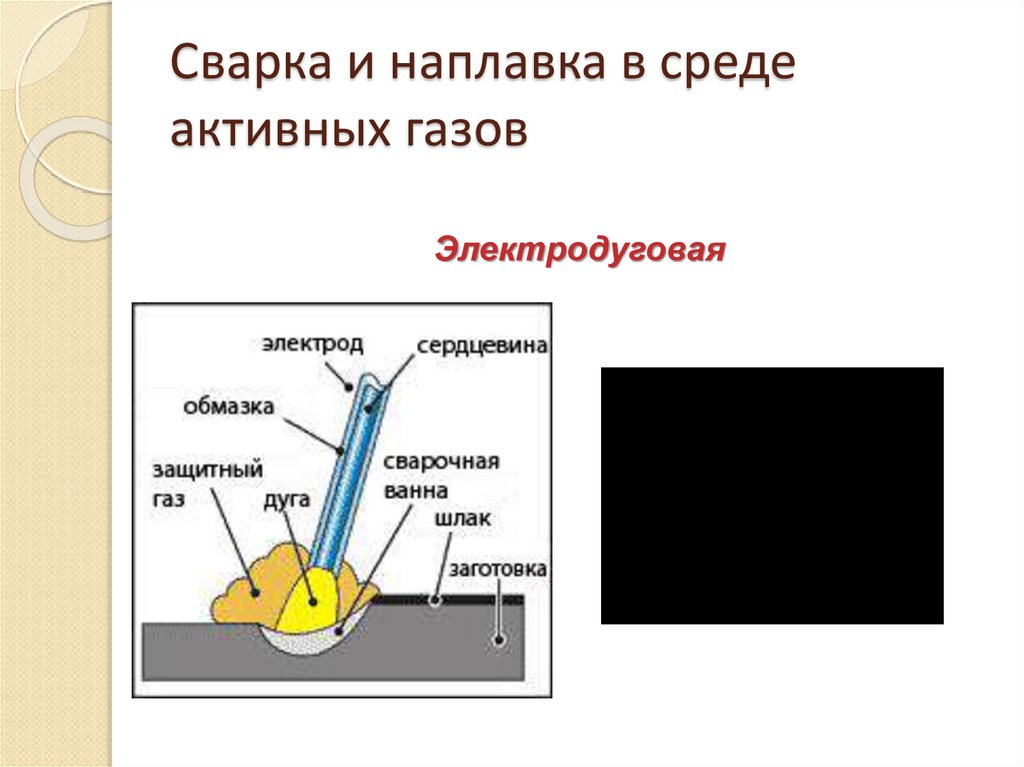 Моделирование 96 (4), 403–413. doi:10.1177/0037549719885168
Моделирование 96 (4), 403–413. doi:10.1177/0037549719885168
CrossRef Полный текст | Google Scholar
Щеч, М. (2018). Экспериментальное исследование механизма распределения давления по ступеням магнитожидкостного уплотнения. IEEE Trans. Магн. 54 (6), 1–7. doi:10.1109/tmag.2018.2816567
CrossRef Full Text | Google Scholar
Ван, Яохуа (2004). Численное моделирование высокотемпературного магнитно-жидкостного уплотнения и исследование его применения . Ухань, Китай: Уханьский технологический университет. [Д].
Google Scholar
Уинслоу П., Пеллегрино С. и Шарма С. Б. (2010). Многоцелевая оптимизация сетчатых структур произвольной формы[J]. Структура. Мультидисциплинарный. Оптим. 40 (1), 257–269. doi:10.1007/s00158-009-0358-4
CrossRef Full Text | Google Scholar
Сюй, Бинг. (2013). Руи Яннян. Исследование технологии динамического уплотнения механической и магнитной жидкости смесительного вала реактора под давлением. Мех. Дес. 30 (04), 6–10. [Дж]. doi:10.13841/j.cnki.jxsj.2013.04.012
Мех. Дес. 30 (04), 6–10. [Дж]. doi:10.13841/j.cnki.jxsj.2013.04.012
CrossRef Полный текст | Google Scholar
Сюй, Чжаохуэй (2004). Исследование трехмерного потока полнопроходного канала в высокоскоростном центробежном насосе и его пульсации давления, вызванные жидкостью . Пекин, Китай: Университет Цинхуа. [Д].
Google Scholar
Сюй Чжэньши., Фань Цзюнь и Се Юаньцзянь. (2010). Введение в современные технологии уплотнения. Мод. Произв. Технол. Оборудовать 2010 (01), 7–9. doi:10.16107/j.cnki.mmte.2010.01.008
CrossRef Полный текст | Google Scholar
Цзэн Х., Ли З., Ли Д., Чен Х. и Ли З. (2022). Вихревое распределение и потери энергии в S-образной области насосной турбины. Перед. Энергия рез. 10,
CrossRef Полный текст | Google Scholar
Чжан Чэнхуа., Ю Цзяньфэн., Тай Жун., Ван Си., Лю Ин. и Ченг Юнгуан. (2020). CFD-моделирование пульсаций давления в процессе разгона водяного насоса, турбины, водяного насоса и разгона.
