Наплавка валов реферат: Реферат по теме «Наплавка покрытий
Содержание
Восстановление карданного вала (стр. 1 из 5)
Реферат
Пояснительная записка содержит : листов
Ключевые слова : вал карданного вала , дефект , восстановление , наплавки , железнение , обработка , сборка .
В данной работе производится разработка технологических процессов дефектации , восстановления и обработки изделия , а также обоснование выбора наиболее рациональных операций , входящих в эти технологические процессы .
Содержание
Введение
1.Назначение и устройство
2.Возможные неисправности
3.Дефектовка карданной передачи
4.Выбор рациональных способов восстановления детали
4.1 Возможные способы восстановления
4.2 Выбор рациональных способов восстановления различных поверхностей деталей
5.Проектирование маршрутов и операций по восстановлению деталей.
5.1 Порядок вибродуговой наплавки
5.2 Плазменная наплавка
5.3 Процесс гальванического наращивания (железнение)
5.4 Обработка деталей после наплавки
5. 5 Обработка деталей после гальванического наращивания
5 Обработка деталей после гальванического наращивания
6.Ремонт карданной передачи
6.1 Проверка технического состояния карданов
6.2 Шприцевание карданных валов
6.3 Балансировка карданных валов
Заключение
Список используемой литературы
Введение
Постоянная необеспеченность ремонтного производства запасными частями является серьезным фактором снижения технической готовности автомобильного парка . Расширение их производства, новых запасных частей связано с увеличением материальных и трудовых затрат . Вместе с тем около 75% деталей выбрасываются при первом капитальном ремонте автомобилей , являются ремонтно-пригодными, либо могут быть использованы вообще без восстановления . Поэтому целесообразной альтернативой расширению производства запасных частей являются вторичное использование изношенных деталей , восстанавливаемых в процессе ремонта автомобиля и его агрегатов.
Из ремонтной практике известно , что большинство выбракованных по износ деталей теряют не более 1-2% исходной массы . при этом прочность деталей практически сохраняется .
при этом прочность деталей практически сохраняется .
С позиции воспроизводства машин экономическая целесообразность ремонта обусловлена возможностью повторного использования большинства деталей как годных , так и предельно изношенных после восстановления . Это позволяет осуществить ремонт в более короткие сроки с меньшими затратами металла по сравнению с затратами при изготовлению новых деталей.
Высокое качество отремонтированных автомобилей и агрегатов предъявляет повышение требования к ресурсу восстановленных деталей. Известно , что в автомобилях и агрегатах после капитального ремонта детали работают , как правило в значительно худших условиях , чем в новых , что связано с изменением базисных размеров , смещением осей в корпусных деталях , изменение условий задачи смазки и пр. В этой связи технология восстановления деталей должна базироваться на таких способах нанесения покрытий и последующей обработки , которые позволили бы не только сохранить , но и увеличить ресурс отремонтированных деталей .
1.Назначение и устройство
Карданная передача предназначена для передачи крутящего момента от одного механизма к другому . Карданная передача чаще всего соединяе ведомый вал коробки передач или раздаточной коробки с ведущим валом главной передачи моста .
Устройство карданной передачи:
— вал карданный;
— карданный шарнир;
— промежуточная опора.
— Карданный вал — это труба, по обеим сторонам которой имеются шарниры. Труба очень прочная, так как по ней передается все усилие от коробки передач. Карданные шарниры позволяют этому усилию проходить без изменений к ведущему мосту при вертикальных перемещениях колес.
— Карданный шарнир состоит из двух вилок, которые соединены так называемой крестовиной. Она действительно представляет собой крест. На окончания этого креста надеты маленькие подшипники с роликами.
— Корпуса подшипников находятся в отверстиях вилок. Таким образом, соединение получается очень подвижное. Две вилки карданного шарнира могут вращаться относительно друг друга. Правда, на небольшие углы. Но и этого хватает, так как ведущие колеса все-таки не очень высоко подпрыгивают на неровностях дороги.
Правда, на небольшие углы. Но и этого хватает, так как ведущие колеса все-таки не очень высоко подпрыгивают на неровностях дороги.
На конце вала, который выходит из коробки передач, жестко закреплена деталь, называемая «звездочкой».
Она действительно похожа на звездочку. На ее поверхности имеются канавки, по которым перекатываются шарики. Шарики с внешней стороны как бы охватывают корпус шарнира.
На внутренней поверхности корпуса также есть канавки. Получается, что каждый шарик расположен с одной стороны в канавке, соединенной с валом, а с другой стороны — в канавке, соединенной с корпусом и колесом автомобиля.
При вращении вала шарики выполняют роль шлицев и передают весь крутящий момент, или усилие, на колесо. Но как только колесо поворачивается, шарик просто перекатывается по канавкам звездочки и корпуса, не переставая передавать крутящий момент на колеса.
Скорость вращения вала при этом всегда равна скорости вращения колеса. Поэтому такие шарниры и называют шарнирами равных угловых скоростей. Причем углы поворота колеса могут быть очень большими. Шарики смазываются специальной смазкой. Весь шарнир закрыт прочным резиновым чехлом, который защищает его от повреждения
Причем углы поворота колеса могут быть очень большими. Шарики смазываются специальной смазкой. Весь шарнир закрыт прочным резиновым чехлом, который защищает его от повреждения
2.Возможные неисправности
3.Дефектовка деталей карданной передачи
потребуются
-индикатор часового типа
-нутромер
Рекомендация
Перед осмотром тщательно очистите детали щеткой.
ПОРЯДОК ВЫПОЛНЕНИЯ.
1.Проверьте состояние сварных швов, шлицевых частей и трубы переднего карданного вала. Шлицевые части не должны иметь следов видимого износа.
2.Для заднего вала проверьте наличие балансировочных грузиков, состояние сварных швов и измерьте диаметр отверстия вилки под игольчатый подшипник. Вмятины на трубах,погнутость вилок (несоосность отверстий вилок) не допускаются.
Предупреждение к операции 2
Диаметр отверстия вилки карданного шарнира под обойму игольчатого подшипника не должен превышать 23,825 мм. Измерения проводите нутромером с индикатором часового типа.
3.Проверьте состояние корпусов подшипников крестовины, шипов крестовины, сальников, обойм и крестовины. Повреждения, следы значительного видимого износа не допускаются.
4.Проверьте состояние эластичной муфты. Механические повреждения, трещины и отслоения резины от металлических вкладышей не допускаются.
5.Промежуточная опора карданной передачи не должна иметь деформаций.Дефектную опору замените в сборе. Трещины и разрывы эластичной обоймы, отслоения резины не допускаются.
6. Проверьте состояние подшипника промежуточной опоры, проворачивая его внутреннее кольцо в обоих направлениях и при этом прижимая к наружному кольцу (внутреннее кольцо должно вращаться плавно). Уплотнители подшипника не должны иметь механических повреждений (место возможного повреждения уплотнителя указано стрелкой).
4.Выбор рациональных способов восстановления
4.1 Возможные способы восстановления
Целью ремонта деталей является восстановление всех геометрических размеров детали, формы и расположения поверхностей и обеспечение физико-механических свойств в соответствии с техническими условиями на изготовление новой детали.
Кроме того, при ремонте очень часто решается и задача повышения долговечности и работоспособности деталей за счет применения новых материалов, новых технологий и более прогрессивных способов выполнения работ с минимальными трудозатратами.
При ремонте автомобилей широкое применение находят следующие способы восстановления изношенных деталей: механическая обработка; сварка, наплавка и напыление металлов, гальваническая и химическая обработка.
Выбор того или иного способа зависит от многих факторов, таких как технические возможности предприятия, объем ремонтных работ, сложность конфигурации детали, технические условия на изготовление детали и др. Предпочтение отдается тому способу, который обеспечит выполнение ремонтных работ с наибольшей экономической эффективностью.
Механическая обработка при ремонте применяется:
· для снятия припуска на обработку после наплавки, сварки, напыления и др. и придания детали заданных геометрических размеров, формы;
· для обработки одной из сопряженных деталей при ремонте под ремонтные размеры;
· для установки дополнительных ремонтных деталей.
После снятия наплавленного металла деталь обычно имеет заданные по чертежу размеры и форму, но не обладает требуемыми физико-механическими свойствами. Поэтому ответственные детали (коленчатый вал, распределительный вал и др.) после предварительной механической обработки проходят термическую обработку для получения необходимых физико-механических свойств (обычно твердости). После термообработки проводят окончательную механическую обработку детали с целью получения требуемой шероховатости (шлифование).
Вместо процесса термической обработки и последующего шлифования иногда выполняется накатывание (раскатывание) поверхности шариком или роликом. Такая обработка увеличивает твердость и чистоту поверхности.
При ремонте пар трения поршень — цилиндр, коленчатый вал — вкладыш и др. применяется метод механической обработки под ремонтные размеры. Ремонтным называют заранее установленный размер, отличный от номинального, под который ремонтируется деталь. Обработка под ремонтный размер ведется обычно для более сложной детали: цилиндра (гильза цилиндра), коленчатого вала и др. Ответные детали — поршневое кольцо, вкладыш и др. — изготовляются заранее под ближайший ремонтный размер и поставляются ремонтными предприятиями отдельно.
Ответные детали — поршневое кольцо, вкладыш и др. — изготовляются заранее под ближайший ремонтный размер и поставляются ремонтными предприятиями отдельно.
Ремонт валов и осей
Ремонт валов и осей
Валы и оси изготавливают из углеродистых и легированных сталей. Большинство валов и осей подвергается улучшению, т. е. закалке с высоким отпуском, поверхностной закалке рабочих поверхностей.
Валы и оси имеют гладкие цилиндрические или конические поверхности (шейки), шлицы, шпоночные пазы, бурты, лыски и резьбовые поверхности.
В процессе эксплуатации машин и механизмов на этих поверхностях могут появляться различные дефекты: изгиб и скручивание, износ и смятие опорных и посадочных шеек и буртов; износ шпоночных пазов и шлицев; износ и повреждение резьбы и центровых отверстий; трещины и поломки в различных местах.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
При ремонте валов и осей вначале выполняют сварочные и слесарные работы, так как при их осуществлении возможны деформации детали и могут быть повреждены чисто обработанные поверхности. После сварочных и наплавочных работ валы и оси подвергают правке и предварительной механической обработке. Чистовая обработка рабочих поверхностей вала должна производиться в последнюю очередь.
После сварочных и наплавочных работ валы и оси подвергают правке и предварительной механической обработке. Чистовая обработка рабочих поверхностей вала должна производиться в последнюю очередь.
Ремонт изогнутых валов и осей. Незначительные прогибы валов (менее 0,5 мм) устраняют проточкой или шлифованием. Валы диаметром до 50 мм, прогиб которых не превышает 0,01 длины вала, правят в холодном состоянии с помощью пресса или винтовыми скобами. В выпрямленном без нагрева валу с течением времени частично восстанавливается стрела прогиба.
Для обеспечения неизменяемости формы вала и снятия внутренних напряжений после правки производят термическую обработку, состоящую в выдержке вала при температуре 400—500 °С в течение 0,5—1 ч.
Значительные прогибы валов устраняют горячей правкой под прессом, для чего место изгиба вала нагревают до 600 °С в горне или пламенем газовой горелки. После правки необходимо повторно проверить вал на биение и, если изгиб полностью не устранен, повторить операцию правки.
Ремонт посадочных мест под подшипники и другие детали производят различными способами. Незначительные повреждения трущихся поверхностей в виде износов устраняют доводкой специальными пастами или шлифованием.
При больших износах, а также при наличии конусности и овальности восстанавление посадочных мест производят обработкой под ремонтный размер, а при отсутствии такой возможности—наплавкой, металлизацией или гальваническим способом.
Наиболее простым способом восстановления является обработка посадочных мест под ремонтный размер. Однако ремонтные размеры установлены на ограниченное число деталей машин. Поэтому часто обработку ведут под наибольший возможный размер, а сопряженные с валом подшипники скольжения изготовляют заново.
При износах более 2 мм восстановление валов и осей дорожных машин производят наплавкой.
Наращивание шеек валов хромированием, осталиванием и металлизацией при ремонте дорожных машин применяют на специализированных ремонтных предприятиях, так как это связано с применением специального оборудования. После наращивания одним из указанных способов посадочные места протачивают, шлифуют, а для получения особо чистых и гладких поверхностей полируют.
После наращивания одним из указанных способов посадочные места протачивают, шлифуют, а для получения особо чистых и гладких поверхностей полируют.
Ремонт шпоночных пазов и шлицев. Неисправности шпоночных пазов и шлицев могут проявляться в виде износа и смятия их поверхностей, выкрашивания металла на рабочих поверхностях.
При ремонте изношенных шпоночных соединений поврежденную шпонку заменяют новой нормального или увеличенного размера. В связи с этим ремонт шпоночных пазов на валу рекомендуется производить: расширением изношенного шпоночного паза (на 10— 15%) под шпонку увеличенного размера; фрезерованием шпоночного паза под шпонку нормального размера в другом месте, смещенном на 90 или 120° к поврежденному пазу; наплавкой стенок изношенных пазов с последующим фрезерованием их под нормальный размер.
Изношенные шлицы вала можно рекомендовать восстанавливать: раздачей шлицев; наплавкой изношенных боковых поверхностей шлицевых выступов; сплошной наплавкой шлицевых впадин и поверхностей выступов.
Независимо от способа ремонта окончательный размер шлицев получают механической обработкой под номинальный или увеличенный размер, позволяющий компенсировать износ шлицев в сопрягаемом отверстии.
При ремонте шлицев раздачей их отжигают, после чего раздают с помощью ролика, изготовленного из стали У6 или У7. В результате этого ширина шлицев увеличивается на 0,5—1 мм. В зависимости от величины износа раздачу шлицев производят по краю изношенной поверхности или по обоим краям выступа. Пазы, получившиеся на шлицах, заплавляют электросваркой и зачищают, а сами шлицы подгоняют по сопряженной детали механической обработкой.
Наплавку целесообразно производить электродами ЦН-250 или ЦН-300, обеспечивающими высокую износостойкость шлицев без последующей термической обработки. После наплавки вал протачивают до заданного размера, подрезают наплывы с торца и снимают фаску. Обрабатывают шлицы на зубофрезерных станках червячными фрезами или на горизонтально-фрезерных станках дисковыми или фасонными фрезами.
В небольших ремонтных мастерских шлицы обрабатывают на токарных станках с помощью специального зуборезно-шлиценарез-ного приспособления.
Ремонт резьбы на поверхности валов. Незначительно поврежденные резьбы исправляют на токарном станке или слесарной обработкой. Резьбу, потерявшую свой профиль вследствие износа или срыва, восстанавливают наплавкой. При этом старую резьбу удаляют проточкой на токарном станке, после чего полученную поверхность наплавляют, обтачивают и вновь нарезают резьбу требуемого размера.
Таблица 10
Если позволяет конструкция детали, изношенную резьбу удаляют и нарезают резьбу ремонтного размера. В отдельных случаях ту часть детали, которая имеет дефектную резьбу, удаляют, а на ее место ставят ввертыш, который затем приваривают к детали.
Рассмотрим в качестве примера групповой технологический процесс ремонта коленчатых валов двигателей различных марок (вариант одного маршрута). Коленчатые валы по размерам отнесены к группе крупных деталей, и в этот вариант маршрута входит следующее сочетание дефектов: прогиб, износы коренных и шатунных шеек (допускающие обработку под ремонтные размеры), износ шпоночных пазов и срыв резьбы в отверстиях.
Групповой технологический процесс ремонта валов для этого маршрута будет состоять из операций, указанных в табл. 10.
2. Лазерный метод наплавки и его особенности. Наплавка покрытий — сущность, специфика и современные методы
Наплавка покрытий — сущность, специфика и современные методы
реферат
Лазерная наплавка заключается в локальной подаче присадочного материала и кратковременном расплавлении материала основы. Высокая степень автоматизации управления процессом позволяет регулировать не только размеры расплавленных зон, но и термические циклы процесса.
Выделяют 3 основных способа создания покрытий лазерной наплавкой Третьяков Р.С., Ставертий А.Я., Шишов А.Ю. Методы и применения лазерной наплавки // Журнал «Ритм». — 2012. — № 2.:
1) Создание покрытий оплавлением предварительно нанесенных порошков (см. рис.1 в приложении). Состав шликера подбирают таким образом, чтобы он минимально влиял на состав будущего покрытия. Нанесенную на поверхность заготовки пасту оплавляют лазерным лучом, последовательно сканируя всю поверхность. Для создания многослойного покрытия необходимо наносить слой шликера заново после каждого прохода. Преимуществом метода является простота технологии и легкость конструкции необходимого оборудования, основные недостатки — высокая трудоемкость процесса и неравномерность покрытия по причине сил поверхностного натяжения жидкого металла.
Нанесенную на поверхность заготовки пасту оплавляют лазерным лучом, последовательно сканируя всю поверхность. Для создания многослойного покрытия необходимо наносить слой шликера заново после каждого прохода. Преимуществом метода является простота технологии и легкость конструкции необходимого оборудования, основные недостатки — высокая трудоемкость процесса и неравномерность покрытия по причине сил поверхностного натяжения жидкого металла.
2) Создание покрытий с помощью боковой подачи газопорошковой смеси — наиболее распространенный до недавнего времени способ лазерной наплавки (см. рис.2 в приложении). Впрыск порошка в жидкую ванну качественно изменяет процесс наплавки, позволяя создавать как равномерные по толщине и химическому составу покрытия, так и композитные материалы с сохранением упрочняющей фазы. Подача газопорошковой струи может осуществляться как сбоку относительно движения луча, так и навстречу. При этом формируемые валики будут иметь различную геометрию. Недостатком метода является несимметричность подачи порошка относительно направления движения даже при создании покрытий сканированием лазерного луча в плоскости.
3) При коаксиальной наплавке (см. рис.3 в приложении) газопорошковый поток подается в зону воздействия лазерного излучения симметрично со всех сторон — сжимающимся в фокус конусом. Формирование такого симметричного равномерного конуса порошка — главная сложность данного метода. Коаксиальная наплавка — наиболее универсальный способ создания как однородных, так и композитных покрытий на плоских и трехмерных поверхностях. Процесс обеспечивает симметричность относительно направления наплавки, равномерность формирования валиков, высокие производительность и коэффициент использования присадочного материала в общем случае обработки сложных поверхностей. Сложность коаксиальной подачи газопорошковой смеси является, пожалуй, главным недостатком системы коаксиальной наплавки.
Необходимость разработки и создания покрытий с повышенными свойствами возникает в различных областях современного машиностроения все чаще. В целях экономии металла, используемого при производстве деталей, и снижения масс конструкций разрабатываются сплавы и покрытия, выполняющие строго определенные функции. Функциональные покрытия, в таком случае, — попытка инженеров максимально оптимизировать конструкцию, но уже не на уровне механики, а на более высоком уровне, учитывающем все внешние факторы, действующие на каждую деталь механизма в отдельности Григорьянц А.Г., Шиганов И.Н., Мисюров А.И. Технологические процессы лазерной обработки: Учеб. Пособие для вузов / Под ред. А.Г. Григорьянца. — М.: Изд-во МГТУ им. Н.Э. Баумана, 2006. — С. 335..
Функциональные покрытия, в таком случае, — попытка инженеров максимально оптимизировать конструкцию, но уже не на уровне механики, а на более высоком уровне, учитывающем все внешние факторы, действующие на каждую деталь механизма в отдельности Григорьянц А.Г., Шиганов И.Н., Мисюров А.И. Технологические процессы лазерной обработки: Учеб. Пособие для вузов / Под ред. А.Г. Григорьянца. — М.: Изд-во МГТУ им. Н.Э. Баумана, 2006. — С. 335..
Композиционные материалы (КМ) — это материалы, образованные объемным сочетанием химически разнородных компонентов с четкой границей раздела между ними. КМ характеризуются свойствами, которыми не обладает ни один из компонентов, взятый в отдельности. Основные направления использования КМ в производстве — создание покрытий с повышенными свойствами:
1) механическими;
2) коррозионно-стойкими;
3) жаростойкими;
4) антифрикционными;
5) износостойкими,
6) радиационно-стойкими и т.д.
Для создания композиционных покрытий методами наплавки можно использовать как чистые, так и композитные порошки, представляющие собой смеси определенного состава в каждой частице порошка. Композиционные составы, в соответствии с воспринимаемыми нагрузками, могут иметь различные архитектуры:
Композиционные составы, в соответствии с воспринимаемыми нагрузками, могут иметь различные архитектуры:
— твердые частицы в мягкой матрице для упрочнения поверхности;
— мягкие антифрикционные частицы в твердой матрице для повышения износостойкости;
— высокопрочный каркас, заполненный пластичным материалом — износостойкость совместно с контактной прочностью;
— равномерная смесь легких прочных частиц с тяжелыми каркасообразующими — для снижения удельной массы при сохранении прочности.
Детали, созданные из материала с такой архитектурой, имеют ресурс работы, значительно превосходящий ресурс деталей из мономатериалов.
Технология лазерной наплавки имеет большие перспективы в области прототипирования трехмерных деталей. На данный момент в мире разработаны и совершенствуются два основных принципа получения объемных деталей из металлических порошков:
SLM (Selective Laser Melting) — выборочное лазерное спекание порошков. Наплавка осуществляется послойно по предварительно нанесенному порошку в соответствии с заданным контуром обхода.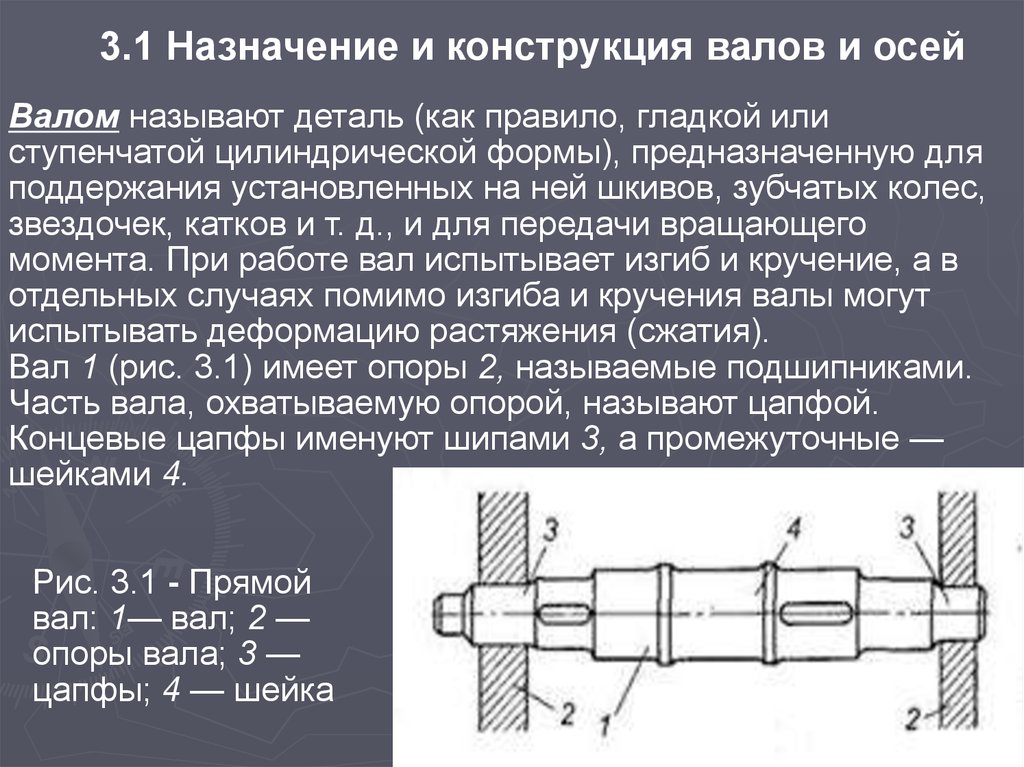 Позволяет получать высокую точность изделий, но обеспечивает крайне низкую производительность.
Позволяет получать высокую точность изделий, но обеспечивает крайне низкую производительность.
LMD (Laser Metal Deposition) — прямое выращивание деталей с помощью лазерной коаксиальной наплавки. Обеспечивает высокую производительность процесса, однако для достижения точности и расширения технологических возможностей требуются значительные ресурсы по проектированию трехмерной траектории обработки.
Оборудование, использующее перечисленные методы выращивания, к сожалению, изготавливается только зарубежными компаниями. Разработками аналогичных установок в настоящее время успешно занимаются в Центре Лазерных Технологий при МГТУ им. Н.Э. Баумана, где впервые в стране внедрена в производство коаксиальная газопорошковая лазерная наплавка. Комплексы на базе отечественного оборудования позволяют решать различные задачи, в том числе выращивание деталей и нанесение покрытий.
В настоящее время среди наиболее актуальных применений коаксиальной лазерной наплавки — восстановление изношенной или поврежденной геометрии металлических деталей машиностроительного производства. При ремонте крупногабаритных деталей сложной геометрии: валов, пресс-форм, литейных форм, инструмента и других деталей, лазерная коаксиальная наплавка позволяет сэкономить значительные средства благодаря экономии материала, времени на обработку и оборудования, задействованного в ремонте.
При ремонте крупногабаритных деталей сложной геометрии: валов, пресс-форм, литейных форм, инструмента и других деталей, лазерная коаксиальная наплавка позволяет сэкономить значительные средства благодаря экономии материала, времени на обработку и оборудования, задействованного в ремонте.
Плотность и прочность нанесенного при ремонте слоя не уступает основному материалу, а при специальном подборе присадочного порошка превышает ее значительно, что положительно сказывается на ресурсе работы восстановленной детали Татаринов Е.А. Лазерная наплавка элементов запорной арматуры.// Известия Тульского государственного университета. Технические науки. — 2015. — № 11-1. — С. 103..
Считаем целесообразным рассмотреть некоторые примеры восстановления деталей. В любой операции восстановления лазерная наплавка является технологией нанесения покрытия того или иного состава. В связи с этим восстановление можно считать технологией нанесения покрытия или объема материала.
Наиболее частые повреждения в процессе эксплуатации литейных форм — изношенные кромки полуформ, сколы, смятия. Восстановление таких дефектов лазерной наплавкой возможно с высокой производительностью и хорошим качеством материала.
Восстановление таких дефектов лазерной наплавкой возможно с высокой производительностью и хорошим качеством материала.
Наплавленный слой может иметь повышенные свойства относительно основного материала, и тогда ресурс формы будет превышать ресурс нового изделия (см. рис.4 в приложении).
При ремонте станков токарно-револьверной группы наиболее частые дефекты — износ посадочных мест подшипников на валах (см. рис.5 в приложении), зубчатых колес, зубьев шлицевых соединений и т.д. Восстановлена может быть практически любая поверхность на ступенчатом валу, вплоть до шпоночных пазов. При этом поврежденный паз заплавляется и вытачивается заново механической обработкой, а если шпоночные пазы необходимо сохранить без изменений, они могут быть защищены. Достоинством лазерной наплавки является то, что для любого вала можно подобрать режим, исключающий появление деформаций в восстановленной детали.
Типовое повреждение сложной пресс-формы для литья пластика или резины — облом или скол тонкой стенки (см. рис.6 в приложении).
рис.6 в приложении).
Восстановить ее возможно только лазерной или электроннолучевой наплавкой, поскольку толщина стенки может составлять доли миллиметра при высоте в несколько миллиметров. Однако только лазерная наплавка позволяет обработать деталь любого размера без создания вакуума.
Лазерная наплавка позволяет наносить не только плоские покрытия, но и объемные участки материала с приемлемой точностью. При ремонте лопаток газотурбинных двигателей (ГТД) наиболее распространенные дефекты — износ торца пера, износ основания пера, сколы и смятия на ребре пера (см. рис.7 в приложении). В связи с высокой стоимостью материала лопаток и его термической обработки различные методы восстановления находят все более широкое применение в двигателестроении. Лазерная наплавка позволяет восстанавливать лопатки ГТД без последующей термической обработки с высокой плотностью нанесенного материала. Проведенные в Центре Лазерных Технологий при МГТУ им. Н.Э. Баумана исследования по восстановлению лопаток совместно с ОАО «РСК «МиГ» показали, что в восстановленных участках лопаток отсутствуют поры и несплавления, размеры зон термического влияния составляют менее 100 мкм, структура восстановленного слоя мелкозернистая. Что говорит о перспективе использования лазерной наплавки при ремонте лопаток ГТД.
Что говорит о перспективе использования лазерной наплавки при ремонте лопаток ГТД.
Детали из высокопрочных материалов, работающие при ударных и ударно-абразивных нагрузках, могут быть восстановлены специальным материалом с добавлением упрочняющих фаз. Наиболее распространены вырубные штампы (см. рис.8 в приложении), буровой инструмент. Высокая производительность лазерной наплавки на больших мощностях позволяет восстанавливать и улучшать крупногабаритные детали весом до нескольких центнеров.
Спектр применений лазерной наплавки в производстве и ремонте расширяется постоянно благодаря широкой номенклатуре лазерных источников и порошковых материалов. Именно поэтому развивающееся машиностроение крупнейших стран применяет лазерную наплавку все чаще Спектор Ю.Е., Еромасов Р.Г. Технология нанесения и свойства покрытий.- Красноярск, 2008. — С.187.. Исследование процесса лазерной наплавки с точки зрения газовой динамики позволит, по нашему убеждению, существенно сузить диапазон искомых значений давления и расхода защитного и транспортного газов и, в результате, упростить последующую оптимизацию.
Метод обнаружения дефекта поверхности вала на основе реконструкции признаков и морфологии
基于 与 形貌 重构 的 轴件 表面 缺陷 检测 方法
针对 表面 机器 视觉 检测 方法 中 水渍 残留 误检率 高 和 人工 机器 检测 中 的 残留 误检率 和 人工 人工 人工 人工 人工 和复检效率低问题,提出一种基于特征与形貌重构的轴件表面缺陷检测方法.对 轴件 高速线 扫描 图像 进行 预 处理 , 基于 改进 的 阀值 代算法 完成 图像 分割 , 通过 去 背景 、 噪点 和 提取 缺陷 图像.建立 基于 簇包络 轮廓 的 轴件 表面 缺陷 特征 模型 , 结合 分割 各 连 通域 的 面积 、 面积 比 、 粗 短度 逻辑 回归 , 对 凹坑 、 和 麻点 轴件 表面 典型 典型 分类器 对 、 裂纹 和 等 轴件 表面 典型 典型 典型 , 裂纹 和 麻点 轴件 表面缺陷进行识别,并结合图像深度信息进行缺陷形貌重构,消除水渍等伪缺陷,提高轴件表面缣.实验 结果 , 所 提出 的 轴件 表面 缺陷 检测 方法 有效 , 较 高 的 识别率 识别率 鲁棒 性能 , 平均 识别 为 为 3,69 S , 轴 加权 识别率 为 98,86%, 对 3 类 缺陷 和水渍进行准确识别.
关键词:
轴件表面缺陷,
缺陷特征提取,
形貌重构,
缺陷分类
| Рис. 1 Схема аппаратной структуры системы получения изображений сканирования вала |
Рис. 2 Линейное сканирование вала 2 Линейное сканирование вала |
| Рис.3 Распределение серого по линиям A1, A2 и A3 на изображении с линейным сканированием |
| Рис. 4 Нормализованная серая гистограмма изображения вала |
| Рис. 5 Результаты обработки изображения вала итерационными пороговыми алгоритмами |
| Рис. 6 Совокупное значение в вертикальном направлении бинарного графика вала |
| Рис.7 Модель дефекта поверхности вала |
Рис. 8 Фактические изображения дефектов и соответствующие модели дефектов 8 Фактические изображения дефектов и соответствующие модели дефектов |
| Рис.9 Эскиз дефекта поверхности вала |
| Рис. 10 Псевдодефектное изображение водяного пятна |
| Рис. 11 Трехмерные реконструкционные изображения четырех видов дефектов поверхности вала |
| Рис. 12 Общая блок-схема алгоритма обнаружения дефектов |
| Рис. 13 Результаты испытаний квалифицированного вала |
Рис.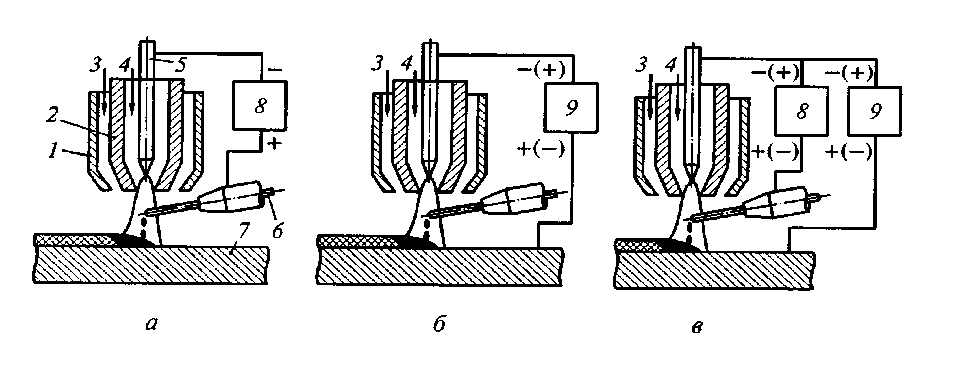 14 Результаты испытаний дефектного вала 14 Результаты испытаний дефектного вала |
| Tab.1 Результаты распознавания дефекта вала |
| Таб.2 Экспериментальные результаты классификатора |
| [1] | 谢中灏.重载轴毂复合连接扭矩传递特性的研究[D].杭州: 浙江大学, 2014: 1-2. Се Чжун-хао. Характеристики передачи крутящего момента композитных соединений втулка-ось для тяжелых условий эксплуатации[D]. Ханчжоу: Чжэцзянский университет, 2014: 1-2. |
| [2] | 高义林.基于线阵CCD的车轮表面荧光磁粉探伤系统的研究[D]. Источник: 安徽大学, 2010: 10-13. ГАО И-линь. Исследование флуоресцентной системы обнаружения магнитных частиц на поверхности колеса на основе линейной матрицы ПЗС[D].  Хэфэй: Аньхойский университет, 2010: 10-13. Хэфэй: Аньхойский университет, 2010: 10-13. |
| [3] | БХУТАДА Г.Г., АНАНД Р.С., САКСЕНА С.К. Улучшение изображения с сохранением границ с помощью адаптивного слияния изображений, очищенных от шума с помощью вейвлет-преобразования и кривлет-преобразования[J]. Цифровая обработка сигналов, 2011, 21 (1): 118-130 902:30 doi: 10.1016/j.dsp.2010.09.002 |
| [4] | IBRAHIM H, ABDALAMEER AK Улучшение квантованного медианного фильтра с адаптивным переключением для снижения импульсного шума в полутоновых цифровых изображениях[J]. Отчеты о цитировании журналов, 2019 г., 27 (1): 580- 594 |
| [5] | MUKHERJEE D, MUKHOPADHYAY S, BISWAS GP FPGA на основе параллельной реализации морфологических операторов для двумерных полутоновых изображений[J]. Арабский журнал науки и техники, 2017, 42 (8): 3191-3206. дои: 10.1007/s13369-017-2429-й |
| [6] | ZHANG W, LI W S, YAN J W и др. Выбор адаптивного порога для удаления фона в профилометрии интерференционной проекции[J]. Оптика и лазеры в технике, 2016, 90: 209-216. |
| [7] | DEVI KD, MAHESWARI P U Цифровой сбор и извлечение символов из изображений каменных надписей с использованием модифицированного адаптивного порогового определения на основе нечеткой энтропии [J]. Мягкие вычисления, 2019, 23 (8): 2611-2626 DOI: 10.1007/s00500-018-3610-2 |
| [8] | YUE J, WANG Z X, HAN J и др. Метод выделения цели из инфракрасного изображения на основе краев и переходных областей [J]. Спектроскопия и спектральный анализ, 2018, 38 (6): 1729-1735 |
| [9] | ЮН Дж. П., КИМ Д., КИМ К. Контроль поверхностных дефектов толстого стального листа на основе визуального наблюдения[J]. Оптическая техника, 2017, 56 (5): 1-13 П., КИМ Д., КИМ К. Контроль поверхностных дефектов толстого стального листа на основе визуального наблюдения[J]. Оптическая техника, 2017, 56 (5): 1-13 |
| [10] | GAN J R, LI Q T, WANG J Z Иерархическая система визуального контроля поверхности рельсов на основе экстрактора[J]. Журнал датчиков IEEE, 2017, 17 (23): 7935- 7944 дои: 10.1109/JSEN.2017.2761858 |
| [11] | МЕНТУРИ З., МУССАУИ А., БУДЖЕМ Д. и др. Идентификация дефектов поверхности стальной полосы на основе бинарных статистических признаков [J]. Серия научных бюллетеней Политехнического университета Бухареста B-Chemistry and Materials Science, 2018, 80 (4): 145-156 |
| [12] | САЙЕД М. С. Надежный алгоритм обнаружения дефектов ткани с использованием энтропийной фильтрации и порогового значения минимальной ошибки [C] // IEEE International Midwest Symposium on Circuits and Systems . Абу-Даби: IEEE, 2017: 1-4. Абу-Даби: IEEE, 2017: 1-4. |
| [13] | LI M X, LIU Q X, HE C Y Исследования и достижения в области алгоритма обнаружения дефектов печати сигаретных этикеток [J]. Прикладная механика и материалы, 2012, 200: 689-693. doi: 10.4028/www.scientific.net/AMM.200.689 |
| [14] | ZHANG Y, LEFEBVRE D, LI Q Автоматическое обнаружение дефектов на рентгенографических изображениях шин[J]. IEEE Transactions on Automation Science and Engineering, 2017, 14 (3): 1378–1386. doi: 10.1109/ТАСЭ.2015.2469594 |
| [15] | 何再兴, 张树有, 黄长林 基于缺陷特征与种子填充的轮毂缺陷检测方法[J].浙江大学学报: 工学版, 2009, 43 (7): 1230-1237 HE Zai-xing, ZHANG Shu-you, HUANG Chang-lin Метод обнаружения дефектов концентратора, основанный на характеристиках дефектов и заполнении семян [J]. Журнал Чжэцзянского университета: инженерные науки, 2009 г.  , 43 (7): 1230–1237. , 43 (7): 1230–1237. |
| [16] | 王宣银, 梁冬泰 基于多元图像分析的表面缺陷检测算法[J].浙江大学学报: 工学版, 2010, 44 (3): 448-452 WANG Xuan-yin, LIANG Dong-tai Алгоритм обнаружения дефектов поверхности на основе многомерного анализа изображений[J]. Журнал Чжэцзянского университета: инженерные науки, 2010, 44 (3): 448-452. |
| [17] | 李漫丽, 赵鹏 基于图像融合的木板表面缺陷检测研究[J].液晶与显示, 2016, 31 (9): 882-888 LI Man-li, ZHAO Peng Обнаружение дефектов поверхности древесины на основе слияния изображений[J]. ЖК и дисплей, 2016, 31 (9): 882-888 |
| [18] | LU J L, LIN M X Онлайн-система обнаружения поверхностных дефектов для ступенчатой оси [J]. Advanced Materials Research, 2012, 472: 954-957. |
| [19] | 孙雪晨, 姜肖楠, 傅瑶, 等 基于机器视觉的凸轮轴表面缺陷检测系统[J]. 红外与激光工程, 2013, 42 (6): 1647- 1653 红外与激光工程, 2013, 42 (6): 1647- 1653 СУН Сюэ-чэнь, Цзян Сяо-нань, ФУ Яо и др. Система обнаружения дефектов поверхности распределительного вала на основе машинного зрения[J]. Инфракрасная и лазерная техника, 2013, 42 (6): 1647-1653. 902:30 doi: 10.3969/j.issn.1007-2276.2013.06.047 |
| [20] | SHAO L, MU Y, GUO P и др. Исследование сегментации изображений на основе итеративного порога [J]. Прикладная механика и материалы, 2015, 701-702: 330-333. |
| [21] | TSAI P S, SHAH M Форма штриховки с использованием линейной аппроксимации [J]. Image and Vision Computing, 1995, 12 (8): 487–498. |
Бактерии проявляют дифференциальный рост и характеристики адгезии на стержнях человеческого волоса
. 2018 7 сентября; 9:2145.
doi: 10. 3389/fmicb.2018.02145.
3389/fmicb.2018.02145.
Электронная коллекция 2018.
Сват Ким Керк
1
, Хуэй Ин Лай
2
3
, Сиу Кван Се
4
, Ки Воей Нг
2
3
5
, Артур Шмидтхен
1
6
7
, Сунил С Адав
1
4
Принадлежности
- 1 Медицинский факультет Lee Kong Chian, Наньянский технологический университет, Сингапур, Сингапур.
- 2 Школа материаловедения и инженерии Наньянского технологического университета, Сингапур, Сингапур.

- 3 Наньянский научно-исследовательский институт окружающей среды и водных ресурсов, Междисциплинарная аспирантура, Наньянский технологический университет, Сингапур, Сингапур.
- 4 Школа биологических наук, Наньянский технологический университет, Сингапур, Сингапур.
- 5 Сингапурский научно-исследовательский институт кожи, Сингапур, Сингапур.
- 6 Центр заживления ран, университетская больница Биспебьерг, Копенгаген, Дания.
- 7 Отделение дерматологии и венерологии, кафедра клинических наук, Лундский университет, Лунд, Швеция.
PMID:
30245682
PMCID:
PMC6137140
DOI:
10.
 3389/fmicb.2018.02145
3389/fmicb.2018.02145
Бесплатная статья ЧВК
Сват Ким Керк и др.
Фронт микробиол.
.
Бесплатная статья ЧВК
. 2018 7 сентября; 9:2145.
doi: 10.3389/fmicb.2018.02145.
Электронная коллекция 2018.
Авторы
Сват Ким Керк
1
, Хуэй Ин Лай
2
3
, Сиу Кван Се
4
, Ки Воей Нг
2
3
5
, Артур Шмидтхен
1
6
7
, Сунил С Адав
1
4
Принадлежности
- 1 Медицинский факультет Lee Kong Chian, Наньянский технологический университет, Сингапур, Сингапур.

- 2 Школа материаловедения и инженерии Наньянского технологического университета, Сингапур, Сингапур.
- 3 Наньянский научно-исследовательский институт окружающей среды и водных ресурсов, Междисциплинарная аспирантура, Наньянский технологический университет, Сингапур, Сингапур.
- 4 Школа биологических наук, Наньянский технологический университет, Сингапур, Сингапур.
- 5 Сингапурский научно-исследовательский институт кожи, Сингапур, Сингапур.
- 6 Центр заживления ран, университетская больница Биспебьерг, Копенгаген, Дания.
- 7 Отделение дерматологии и венерологии, кафедра клинических наук, Лундский университет, Лунд, Швеция.

PMID:
30245682
PMCID:
PMC6137140
DOI:
10.3389/fmicb.2018.02145
Абстрактный
Помимо поверхности кожи, волосы представляют собой важный компонент ткани, способный взаимодействовать с бактериями. Новая информация может быть получена о функциях волос посредством характеристики бактериальной адгезии, колонизации и реакции на волосяные стержни за штуку. В этом экспериментальном исследовании мы изучаем кинетику роста грамположительных Staphylococcus aureus и Staphylococcus epidermidis, и грамотрицательных Pseudomonas aeruginosa и Escherichia coli в присутствии человеческих волос. Мы изучаем способность этих бактерий прикрепляться к поверхности стержня волоса и заселять их, а также их влияние на морфологию поверхности волос. Мы показываем, что стержни волос подавляют рост грамположительных S. aureus и S. epidermidis , в то время как кинетика роста P. aeruginosa и E. coli остается неизменной. Анализ с помощью сканирующего электронного микроскопа и исследования замачивания показывают, что P. aeruginosa и E. coli прикрепляются к стержням человеческих волос и колонизируются на них, не оказывая существенного влияния на морфологию поверхности стержней волос. P. aeruginosa образовывала значительное количество биопленки на поверхности волосяного стержня, в то время как E. coli специфически заселяли края чешуек кутикулы. В совокупности наши результаты демонстрируют различия в реакции бактерий на стержни человеческих волос, что может дать новое представление о здоровье волос и кожи головы.
Мы изучаем способность этих бактерий прикрепляться к поверхности стержня волоса и заселять их, а также их влияние на морфологию поверхности волос. Мы показываем, что стержни волос подавляют рост грамположительных S. aureus и S. epidermidis , в то время как кинетика роста P. aeruginosa и E. coli остается неизменной. Анализ с помощью сканирующего электронного микроскопа и исследования замачивания показывают, что P. aeruginosa и E. coli прикрепляются к стержням человеческих волос и колонизируются на них, не оказывая существенного влияния на морфологию поверхности стержней волос. P. aeruginosa образовывала значительное количество биопленки на поверхности волосяного стержня, в то время как E. coli специфически заселяли края чешуек кутикулы. В совокупности наши результаты демонстрируют различия в реакции бактерий на стержни человеческих волос, что может дать новое представление о здоровье волос и кожи головы.
Ключевые слова:
кишечная палочка; П. аэругиноза; золотистый стафилококк; С. эпидермальный; волосяной стержень.
аэругиноза; золотистый стафилококк; С. эпидермальный; волосяной стержень.
Цифры
РИСУНОК 1
Влияние волос на…
РИСУНОК 1
Влияние волос на кинетику роста бактерий. (A) Кинетика роста…
ФИГУРА 1
Влияние волос на кинетику роста бактерий. (A) Кинетика роста бактерий представлена в виде профиля оптической плотности при 600 нм в зависимости от времени. Линии показывают аппроксимацию кривой Гаусса с помощью GraphPad Prism. Для этого исследования использовались стержни волос от донора H006. Результаты представляют собой средние значения (± стандартное отклонение) пяти независимых экспериментов. Статистическую значимость различий анализируют с помощью однофакторного дисперсионного анализа. (B) Анализ уничтожения раствором на ранней, средней логарифмической и стационарной фазах для изучения ингибирования роста бактерий стержнями волос человека. Для этого исследования использовались стержни волос от донора H006. (C) Ингибирование роста Staphylococcus aureus изучали в различных образцах донорских волос через 5 часов, и показана зарегистрированная OD (прямоугольники). Статистическую значимость анализируют с помощью однофакторного дисперсионного анализа. (D) Ингибирование роста Staphylococcus epidermidis изучали в различных образцах донорских волос. Статистическую значимость анализируют с помощью однофакторного дисперсионного анализа.
(B) Анализ уничтожения раствором на ранней, средней логарифмической и стационарной фазах для изучения ингибирования роста бактерий стержнями волос человека. Для этого исследования использовались стержни волос от донора H006. (C) Ингибирование роста Staphylococcus aureus изучали в различных образцах донорских волос через 5 часов, и показана зарегистрированная OD (прямоугольники). Статистическую значимость анализируют с помощью однофакторного дисперсионного анализа. (D) Ингибирование роста Staphylococcus epidermidis изучали в различных образцах донорских волос. Статистическую значимость анализируют с помощью однофакторного дисперсионного анализа.
РИСУНОК 2
Оценка воздействия…
РИСУНОК 2
Оценка влияния внешних факторов на рост микробов, культивируемых…
ФИГУРА 2
Оценка воздействия внешних факторов на рост микробов, культивируемых со стержнями волос. (A) Оценка эффектов ингибирования среды. (B) Профиль роста видов бактерий в присутствии протеиназы K. (C) Анализ поведения роста в присутствии и отсутствии стержня волоса в статических условиях. (D) Оценка воздействия стандартных и тщательно вымытых волосяных стержней на рост видов бактерий. (E) Анализ автоклавированных волосяных стержней на предмет их влияния на рост видов бактерий. Статистическую значимость анализируют с помощью однофакторного дисперсионного анализа. Статистическая значимость различий анализируется с помощью двухфакторного дисперсионного анализа, ∗∗ P ≤ 0,01, ∗∗∗∗ P ≤ 0,0001.
(A) Оценка эффектов ингибирования среды. (B) Профиль роста видов бактерий в присутствии протеиназы K. (C) Анализ поведения роста в присутствии и отсутствии стержня волоса в статических условиях. (D) Оценка воздействия стандартных и тщательно вымытых волосяных стержней на рост видов бактерий. (E) Анализ автоклавированных волосяных стержней на предмет их влияния на рост видов бактерий. Статистическую значимость анализируют с помощью однофакторного дисперсионного анализа. Статистическая значимость различий анализируется с помощью двухфакторного дисперсионного анализа, ∗∗ P ≤ 0,01, ∗∗∗∗ P ≤ 0,0001.
РИСУНОК 3
Анализ возможного остаточного антибактериального…
РИСУНОК 3
Анализ возможной остаточной антибактериальной активности при различных концентрациях шампуня: (A) 0,01%, (B)…
РИСУНОК 3
Анализ возможной остаточной антибактериальной активности при различных концентрациях шампуня: (A) 0,01%, (B) 0,1% и (C) 1,0%. (D) Стержни волос промывали шампунем и тестировали на рост S. epidermidis после 5-часовой инкубации. Статистическую значимость различий анализируют с помощью однофакторного дисперсионного анализа, ∗∗∗∗ P ≤ 0,0001. (E) Стержни волос были вымыты шампунем и проверены на Характер роста S. aureus после 5-часовой инкубации. Статистическая значимость анализируется односторонним ANOVA, ∗∗∗∗ P ≤ 0,0001.
(D) Стержни волос промывали шампунем и тестировали на рост S. epidermidis после 5-часовой инкубации. Статистическую значимость различий анализируют с помощью однофакторного дисперсионного анализа, ∗∗∗∗ P ≤ 0,0001. (E) Стержни волос были вымыты шампунем и проверены на Характер роста S. aureus после 5-часовой инкубации. Статистическая значимость анализируется односторонним ANOVA, ∗∗∗∗ P ≤ 0,0001.
РИСУНОК 4
Прилипание бактерий к волосам…
РИСУНОК 4
Бактериальная адгезия к стержню волоса методом культивирования на чашках. И черный, и…
РИСУНОК 4
Прилипание бактерий к стержню волоса методом культивирования на чашках. Показаны как черные, так и серые изображения при разных КОЕ, поскольку трудно визуализировать стержни волос на черном фоне. Стержни волос замачивали в бактериальном культуральном бульоне (исходная оптическая плотность 0,01 и 0,05) в течение 3 ч при 37°С. Стержни волос собирали, трижды промывали стерильным буфером PBS и осторожно помещали на агар LB. После этого чашки с агаром LB инкубировали при 37°C в течение ночи и делали снимки с помощью цифровой камеры.
Показаны как черные, так и серые изображения при разных КОЕ, поскольку трудно визуализировать стержни волос на черном фоне. Стержни волос замачивали в бактериальном культуральном бульоне (исходная оптическая плотность 0,01 и 0,05) в течение 3 ч при 37°С. Стержни волос собирали, трижды промывали стерильным буфером PBS и осторожно помещали на агар LB. После этого чашки с агаром LB инкубировали при 37°C в течение ночи и делали снимки с помощью цифровой камеры.
РИСУНОК 5
Сканирующие электронные микрофотографии (СЭМ)…
РИСУНОК 5
Сканирующие электронные микрофотографии (СЭМ) волосяных стержней, инкубированных с бактериями, для изучения их…
РИСУНОК 5
Сканирующие электронные микрофотографии (СЭМ) волосяных стержней, инкубированных с бактериями, для изучения их прилипания через различные промежутки времени от 5 до 72 часов. Стержни волос инкубировали отдельно с S. epidermidis , S. aureus , Escherichia coli, и Pseudomonas aeruginosa (исходная оптическая плотность ~0,05) при 37°С при постоянном встряхивании при 200 об/мин. Образцы волосяных стержней собирали через разные промежутки времени в диапазоне от 5 до 120 часов (ОП ~0,08–1,2), промывали 1x PBS, фиксировали и обрабатывали для СЭМ (см. раздел «Материалы и методы»).
Стержни волос инкубировали отдельно с S. epidermidis , S. aureus , Escherichia coli, и Pseudomonas aeruginosa (исходная оптическая плотность ~0,05) при 37°С при постоянном встряхивании при 200 об/мин. Образцы волосяных стержней собирали через разные промежутки времени в диапазоне от 5 до 120 часов (ОП ~0,08–1,2), промывали 1x PBS, фиксировали и обрабатывали для СЭМ (см. раздел «Материалы и методы»).
РИСУНОК 6
Сканирование электронных микрофотографий волос…
РИСУНОК 6
Сканирование электронных микрофотографий волосяных стержней, инкубированных с бактериями, для изучения их прилипания…
РИСУНОК 6
Сканирование электронных микрофотографий волосяных стержней, инкубированных с бактериями, для изучения их прилипания. Стержни волос инкубировали в бактериальном бульоне S. epidermidis , 9059.0 S. aureus , E. coli, и P. aeruginosa (ОП ~0,2) в течение 3 ч. Образцы волосяных стержней были собраны, промыты 1x буфером PBS, зафиксированы 4% параформальдегидом, обезвожены и визуализированы с помощью СЭМ.
Стержни волос инкубировали в бактериальном бульоне S. epidermidis , 9059.0 S. aureus , E. coli, и P. aeruginosa (ОП ~0,2) в течение 3 ч. Образцы волосяных стержней были собраны, промыты 1x буфером PBS, зафиксированы 4% параформальдегидом, обезвожены и визуализированы с помощью СЭМ.
См. это изображение и информацию об авторских правах в PMC
Похожие статьи
Биопленкообразующая способность Staphylococcus epidermidis, Staphylococcus aureus и Pseudomonas aeruginosa при глазных инфекциях.
Хоу В, Сун С, Ван З, Чжан Ю.
Хоу В. и др.
Invest Ophthalmol Vis Sci. 2012 17 августа; 53 (9): 5624-31. doi: 10.1167/iovs.11-9114.
Invest Ophthalmol Vis Sci. 2012.PMID: 22736609
Ускорение образования биопленок на поверхности контактных линз в присутствии нейтрофильного клеточного дебриса характерно для многих родов.

Патель Н.Б., Инохоса Дж.А., Чжу М., Робертсон Д.М.
Патель Н.Б. и соавт.
Мол Вис. 2018 31 января; 24:94-104. Электронная коллекция 2018.
Мол Вис. 2018.PMID: 29422767
Бесплатная статья ЧВК.Влияние наноструктурных свойств на бактериальную адгезию и функции костных клеток на подвергнутой дробеструйной обработке нержавеющей стали 316L.
Бахерифард С., Хики Д.Дж., де Лука А.С., Малейро В.Н., Маркаки А.Е., Гуальяно М., Вебстер Т.Дж.
Багерифард С. и др.
Биоматериалы. 2015 дек; 73:185-97. doi: 10.1016/j.biomaterials.2015.090,019. Epub 2015 12 сентября.
Биоматериалы. 2015.PMID: 26410786
Отсутствие более низкой адгезии бактерий к керамике по сравнению с другими биоматериалами: анализ in vitro.
Слуллитель П.
 А., Буттаро М.А., Греко Г., Оньятивия Х.И., Санчес М.Л., Мак Лафлин С., Гарсия-Авила С., Комба Ф., Занотти Г., Пиккалуга Ф.
А., Буттаро М.А., Греко Г., Оньятивия Х.И., Санчес М.Л., Мак Лафлин С., Гарсия-Авила С., Комба Ф., Занотти Г., Пиккалуга Ф.
Слуллитель П.А. и соавт.
Orthop Traumatol Surg Res. 2018 июнь; 104 (4): 439-443. doi: 10.1016/ж.оцр.2018.03.003. Epub 2018 23 марта.
Orthop Traumatol Surg Res. 2018.PMID: 29581066
Биомолекулярные механизмы образования биопленок Pseudomonas aeruginosa и Escherichia coli.
Лаверти Г., Горман С.П., Гилмор Б.Ф.
Лаверти Г. и др.
Возбудители. 2014 г., 18 июля; 3(3):596-632. doi: 10.3390/pathogens3030596.
Возбудители. 2014.PMID: 25438014
Бесплатная статья ЧВК.Обзор.
Посмотреть все похожие статьи
Цитируется
Исследование антибактериальной активности и механизма действия 2-метоксикоричного альдегида на основе метаболомики.

Цянь С., Джин Л., Чжу Л., Чжоу И., Чен Дж., Ян Д., Сюй С., Дин П., Ли Р., Чжао З.
Цянь С. и др.
Фронт микробиол. 2022 7 июля; 13:864246. doi: 10.3389/fmicb.2022.864246. Электронная коллекция 2022.
Фронт микробиол. 2022.PMID: 35875567
Бесплатная статья ЧВК.Формирование бактериальной биопленки на PLA с добавлением нано-меди, подходящей для 3D-печатных масок для лица.
Киль А, Кальчмидт Б.П., Асгари Э., Хюттен А., Кальчмидт Б., Кальчмидт К.
Киль А. и др.
Микроорганизмы. 2022 14 февраля; 10 (2): 439. doi: 10.3390/microorganisms10020439.
Микроорганизмы. 2022.PMID: 35208893
Бесплатная статья ЧВК.Практические рекомендации по пересадке волос.
Майсур В., Кумаресан М., Гарг А.
 , Дуа А., Венкатрам А., Дуа К., Сингх М., Мадура С., Чандран Р., Раджпут Р.С., Саттур С., Сингх С.
, Дуа А., Венкатрам А., Дуа К., Сингх М., Мадура С., Чандран Р., Раджпут Р.С., Саттур С., Сингх С.
Майсур В. и др.
Джей Кутан Эстет Хирург. 2021 июль-сен;14(3):265-284. doi: 10.4103/JCAS.JCAS_104_20.
Джей Кутан Эстет Хирург. 2021.PMID: 34
- 9
Бесплатная статья ЧВК. Рост бактериальной биопленки на 3D-печатных материалах.
Hall DC Jr, Palmer P, Ji HF, Ehrlich GD, Król JE.
Холл Д.С. младший и др.
Фронт микробиол. 2021 28 мая; 12:646303. дои: 10.3389/fmicb.2021.646303. Электронная коллекция 2021.
Фронт микробиол. 2021.PMID: 34122361
Бесплатная статья ЧВК.Микробиом кожи человека: влияние внутренних и внешних факторов на микробиоту кожи.
Сковрон К., Бауза-Кашевска Я., Крашевска З., Викторчик-Капишке Н.
 , Грудлевска-Буда К., Квечиньска-Пирог Я., Валецка-Захарска Е., Радтке Л., Господарек-Комковска Е.
, Грудлевска-Буда К., Квечиньска-Пирог Я., Валецка-Захарска Е., Радтке Л., Господарек-Комковска Е.
Сковрон К. и др.
Микроорганизмы. 2021 5 марта; 9(3): 543. doi: 10.3390/микроорганизмы43.
Микроорганизмы. 2021.PMID: 33808031
Бесплатная статья ЧВК.Обзор.
использованная литература
Адав С.С., Суббайайх Р.С., Керк С.К., Ли А.Ю., Лай Х.Ю., Нг К.В. и др. (2018). Исследования протеома человеческого волоса — идентификация гистонов и дезамидированных кератинов. науч. Реп. 8:1599. 10.1038/с41598-018-20041-9
—
DOI
—
ЧВК
—
пабмед
Бумба В.
 А., Зиавроу К. С., Вугиуклакис Т. (2006). Волосы как биологический индикатор употребления наркотиков, злоупотребления наркотиками или хронического воздействия токсикантов окружающей среды. Междунар. Дж. Токсикол. 25 143–163. 10.1080/10915810600683028
А., Зиавроу К. С., Вугиуклакис Т. (2006). Волосы как биологический индикатор употребления наркотиков, злоупотребления наркотиками или хронического воздействия токсикантов окружающей среды. Междунар. Дж. Токсикол. 25 143–163. 10.1080/10915810600683028—
DOI
—
пабмед
Брук Дж. С., Аннанд Дж. В., Хаммер А., Дембковски К., Шульман С. Т. (2009). Исследование бактериальных патогенов на 70 часто используемых поверхностях окружающей среды в крупном городском университете США. Дж. Окружающая среда. Здоровье 71 17–22.
—
пабмед
Чиллер К.
 , Селкин Б.А., Муракава Г.Дж. (2001). Микрофлора кожи и бактериальные инфекции кожи. Дж. Расследование. Дерматол. Симп. проц. 6 170–174. 10.1046/j.0022-202x.2001.00043.x
, Селкин Б.А., Муракава Г.Дж. (2001). Микрофлора кожи и бактериальные инфекции кожи. Дж. Расследование. Дерматол. Симп. проц. 6 170–174. 10.1046/j.0022-202x.2001.00043.x—
DOI
—
пабмед
Клаво К., Журден Р., Бар-Хен А., Тичит М., Бушье К., Пурадье Ф. и др. (2013). Перхоть связана с нарушением баланса пропорций основных бактериальных и грибковых популяций, колонизирующих кожу головы. PLoS One 8:e58203. 10.1371/journal.pone.0058203
—
DOI
—
ЧВК
—
пабмед
износ вала после появления микро-реактивного охлаждения / Zużycie ścierne Wałów po napavaniu z Chłodzeniem mikro-strugowym
- doi: 10,1515 / AMM-2015-0424
- Corpure ID: 13601379-0424
- .

title={Износ вала после наплавки с микроструйным охлаждением / Zużycie Ścierne Wał{\’o}w Po Napawaniu Z Chłodzeniem Mikro-Strugowym},
author={Томаш Венгжин, Ян Пивник и Л. Взолек и Войцех Тарасюк},
journal={Архив металлургии и материалов},
год = {2015},
объем={60},
страницы = {2625-2630}
}- T. Węgrzyn, J. Piwnik, W. Tarasiuk
- Опубликовано 2015
- Материаловые науки
- Архивы металлургии и материалов
View Publisher
DOI. труб с использованием системы CAE
В настоящей работе проведен численный анализ процесса холодной экструзии труб. Анализ проводился для конкретной технологической задачи, в которой основной целью было…
Исследование сравнения износостойкой стойкости высокополучающих защитных покрытий для энергетической отрасли, приготовленной с помощью CMT Cladding
- P. Kołodziejczak, M. Bober, T. Chmielewski
Сайдя.
В этом исследовании четыре материала защитных покрытий: Inconel 718, Inconel 625, Alloy 33 и Stellite 6 были нанесены на трубы из стали 16Mo3 с помощью CMT (холодный перенос металла) в качестве усовершенствованной версии…
Анализ стойкости рабочих органов роторной мельницы при микронизации оболочек семян овса
- Тарасюк В.
 , Дзики Д.
, Дзики Д. Материаловедение
- 2021
В работе представлены результаты эксплуатационных испытаний. долговечность рабочих органов роторной мельницы. Его ротор и венчики изготовлены из термообработанной стали 40ХМ. Материал…
ИССЛЕДОВАНИЕ ПОВЕРХНОСТИ ПОСЛЕ ЭРОЗИИ МЕТОДОМ ОПТИЧЕСКОЙ ПРОФИЛОМЕТРИИ
- Тарасюк В., Шимчак Т., Боравски А.
Материаловедение
- 2020
Приведены экспериментальные результаты анализа поверхности стали 145Х6 после эрозии методом интерферометрической треометрии. . Проведены эрозионные испытания…
Износ токарного инструмента при обработке сталей, применяемых в хирургических инструментах
В работе представлена оценка скорости изнашивания лезвий токарного инструмента при обработке сталей, применяемых в медицинской промышленности. Объектами исследования были нержавеющие стали Х20Х13 (1.4021)…
Микро-реактивное охлаждение с помощью сжатого воздуха после сварки Mag
- T.
 Węgrzyna, J. Piwnikb, W. Tarasiukb, Z. Stanika, M. Gabrylewskic
Węgrzyna, J. Piwnikb, W. Tarasiukb, Z. Stanika, M. Gabrylewskic Материаловая наука
Материаловая научно это исследование было наплавленным металлом шва низколегированной стали (WMD) после сварки MAG с микроструйным охлаждением. Настоящее исследование ставило перед собой следующие задачи: проанализировать…
Герметичность и материальные аспекты болтовых фланцевых соединений с прокладками нелинейных свойств, подвергающихся воздействию переменных нагрузок
- R. Walczak, J. Pawlicki, A. Zagórski
Engineering
- 2016
Микро-реактивное охлаждение с помощью Compressed Air после Mag Weld
- T.W. WęININININININIC. З. Станик, М. Габрилевски
Материаловедение
- 2016
Материалом, выбранным для данного исследования, был наплавленный металл шва из низколегированной стали (WMD) после сварки MAG с микроструйным охлаждением. Настоящее исследование ставило перед собой следующие задачи: проанализировать…
с показателем 1-10 из 23 ссылок
Сортировка по лучшему влиянию на бумагу
Классификация отложений сварки металлов с точки зрения количества кислорода
- T.
 Węgrzyn
Węgrzyn Материаловая наука
- 19999981
. к классификации металлических наплавок и процессов дуговой сварки низкоуглеродистой и низколегированной стали по количеству водорода в металлических наплавках аналогичная классификация…
Оксидные включения в стальных сварных швах кузова автомобиля
- T. Węgrzyn, J. Mirosławski, Abílio P. Silva, Deesy G. Pinto, M. Miros
Материаловедение
- 2010
1 Цель исследования
1 заключается в выборе правильного метода сварки кузова автомобиля. Свойства наплавленного металла зависят от многих условий. Прежде всего, в этой статье делается попытка изучить роль оксида…
Диодная лазерная сварка стали с высоким пределом текучести
- А. Лисецкий
Материаловедение
Другие конференции
- 2013
В статье представлены результаты исследований влияния параметров лазерной сварки на форму, качество и механические свойства шва стыковых соединений толщиной 2,5 мм из…
Анализ Влияние выбранных параметров на износ распредвала
- Р.
 Бурдзик, Л.А. Konieczny, Z. Stanik, P. Folęga, A. Smalcerz, A. Lisiecki
Бурдзик, Л.А. Konieczny, Z. Stanik, P. Folęga, A. Smalcerz, A. Lisiecki Материаловедение
- 2014
Рост коррозионных продуктов на термически распыленных покрытиях с фальшивыми интерметаллическими фазами в агрессивных средах
- B. Szczucka-Lasota, B. Formanek, A. hernas
- 9000 2 Материал. Численный анализ выбранных материалов для гибких шлицов
- P. Folęga, G. Siwiec
Материаловедение
- 2012
Распределение водорода в металлах при многопроходной дуговой сварке под флюсом
- T. Kasuya, Y. Hashiba, S. Ohkita, M. Fuji
Материаловедение
- 2001
Реферат Измерено и проанализировано распределение водорода в металле многопроходной дуговой сварки под флюсом. Измерение начального содержания водорода в ванне расплава путем получения образцов непосредственно из…
Интерметаллические сплавы с керамическими частицами и технологическая концепция для высоконагруженных материалов
- Б.

- Тарасюк В.
