Нарезание конической резьбы на токарном станке: Нарезка конической резьбы на токарном станке в Москве
Содержание
Нарезка конической резьбы | BOATCLUB.RU
Gera
Старожил форума
#1
Коллеги, подскажите по нарезанию внутренней конической резьбы.
Заморочился с изготовлением новых топливных баков и хочу использовать нормальную арматуру (краники) с ними. У меня два бортовых бака, соединяемые перепускной трубкой в нижних частях. Соответственно, в нижние части баков мы ввариваем пятаки достаточной толщины и в них прорезаем резьбовые проходы, в которые далее вворачиваем краники, которые потом соединяем перепускной трубкой. Краники нужны для аварийного рассечения баков или для технического обслуживания, напимер для слива конденсата/отстоя. Так вот, краники малогабаритные в большом количестве представлены в продаже (понятное дело, что не у нас ) но все они имеют американскую дюймовую коническую резьбу NPT 3/8-18, 1/4-18 итд. Это те размеры, что мне подходят по задаче. Коническая резьба самоуплотняющаяся, герметичная, с этим вопросов нет, применение её понятно.
Так вот, краники малогабаритные в большом количестве представлены в продаже (понятное дело, что не у нас ) но все они имеют американскую дюймовую коническую резьбу NPT 3/8-18, 1/4-18 итд. Это те размеры, что мне подходят по задаче. Коническая резьба самоуплотняющаяся, герметичная, с этим вопросов нет, применение её понятно.
Вопрос только один — в нарезке этой самой резьбы ручным способом (ну или в токарном станке). Метчики такие есть, найти из не проблема. Проблема в методике нарезания. Как и чем рассверливать/подготавливать отверстие под нарезку конической резьбы?
Я так понимаю, что коничка режется с давлением на метчик. Можно ли делать это вручную или только в станке?
Мехобработчики/станочники, просветите.
Gera
Старожил форума
#2
Ау, люди, подскажите.
Вячеслав Третьяк
Старожил форума
#3
Вообще то такие краники и у нас есть в автомагазинах.На движках УАЗика, например, стоят в системе охлаждения,правда они вход-выход,не тройники
Gera
Старожил форума
#4
С нашими кранами та же ситуация — резьба коническая, правда наш стандарт конуса и шага резьбы. Сливной краник не очень подходит, а вот кран подачи масла на маслорадиатор от Волги или ГАЗ-53/66 самое то, на входе коническая резьба, на выходе штуцер «мама» под трубку с резьбой М14.
Но вопрос остается по технологии нарезки конической резьбы…
ПС, кстати эти ГАЗовские краники маслорадиаторов текучие очень, народ жалуется. Так что буду ставить всё же импортную арматуру.
Митяй
Активный участник
#5
Импортное или нет — дело хозяйское, но только не УАЗиковские — они дюже поганые, мы на машинах намучались…
Gera
Старожил форума
#6
Да это понятно, вот что с нарезкой конусной резьбы-то?
Ondatra
Старожил форума
#7
Да по моему,(в дом. условиях) сначала сверлите сверлом потоньше затем , до половины потолще, и режете коническим метчиком. Для трубной резьбы 1/4 вроде 10, 7 и на закуску 11, 2 Но лучшие результаты даёт прокладка
snab
Активный участник
#8
А надо ли такие трудности? Чем не годится обычный полдюймовый шаровый кран,ну не за 20 копеек,а поприличней? Соляру держит в полный рост. А те крантики с конической резьбой что когда то пытался поставить для тех же нужд что Вы сейчас обозначили,- рано или поздно стали сочиться по резьбе или из излива. Заглушил. А потом и вовсе доп.баки удалил(правда не из за протечек кранов). Места в МО стало-:bq:
А те крантики с конической резьбой что когда то пытался поставить для тех же нужд что Вы сейчас обозначили,- рано или поздно стали сочиться по резьбе или из излива. Заглушил. А потом и вовсе доп.баки удалил(правда не из за протечек кранов). Места в МО стало-:bq:
Александр г.Москва
Активный участник
#9
Ни к чему эти пробковые крантики. Уж действительно, поставить шаровые полдюймовые, но только с нажимной гайкой уплотнения штока и фторопластовым уплотнением, на всякий случай. Резьбу на клей-фиксатор.
Рейдер
Старожил форума
#10
Gera сказал(а):
Ау, люди, подскажите.
Нажмите, чтобы раскрыть…
Кроме того АМГ-5 и бронза дадут достаточно активную гальваническую пару. Сезона через 2, может чуть дольше краник вывалится с остатками резбы в АМГ либо сам, либо при попытке подтянуть.
Тоже думаю что шаровый кран через стальную проставку будет надёжнее и проще:ay:
Gera
Старожил форума
#11
Материал баков у меня не АМГ5, а А5 он более вязкий. Водопроводные шаровые краны тоже из бронзы сделаны, а потом никелированы или таки есть желтые.
Я так понял, предлагается сочленить алюминий с бронзой через стальную втулку?
На счет гальванопары — на ЗМЗшных движках ГАЗ-53 (который весь алюминиевый), все краны бронзовые. вкручены в алюминий соответственно…
У меня корпус лодки пластиковый, баки с водой не соприкасаются.
Будет ли активная пара?:be::be::be:
Gera
Старожил форума
#12
Ondatra сказал(а):
Да по моему,(в дом. условиях) сначала сверлите сверлом потоньше затем , до половины потолще, и режете коническим метчиком. Для трубной резьбы 1/4 вроде 10, 7 и на закуску 11, 2 Но лучшие результаты даёт прокладка
Нажмите, чтобы раскрыть…
Может какая-то специальная коническая развертка есть для данных целей?
СВо
Старожил форума
#13
Развертки есть ,но вам не надо.Просверливаете по наименьшему диаметру метчика, нарезаете до наибольшего.На чем нибудь потренируйтесь и все получится. Смазка оливковое масло, в нем тоже содержится олеиновая кислота.
Подобные отечественные тоже с дюймовой конусной резьбой.
Последнее редактирование модератором:
Рейдер
Старожил форума
#14
Gera сказал(а):
Материал баков у меня не АМГ5, а А5 он более вязкий. Водопроводные шаровые краны тоже из бронзы сделаны, а потом никелированы или таки есть желтые.
Я так понял, предлагается сочленить алюминий с бронзой через стальную втулку?На счет гальванопары — на ЗМЗшных движках ГАЗ-53 (который весь алюминиевый), все краны бронзовые. вкручены в алюминий соответственно…
У меня корпус лодки пластиковый, баки с водой не соприкасаются.
Будет ли активная пара?:be::be::be:Нажмите, чтобы раскрыть…
На ВВХ этих самых ЗАЗ-53 как раз таки и вываливаются пробки (бронзовые), насчёт краников не знаю (скорее всего то же, только обычно воспринимается это как сорванная резьба о коррозии обычно мыслей не возникает).
Может лучше тогда приварить к бакам толстостенные трубки из того же АМГ (или А5), на них навесить шланги, они пойдут к кранам, расположенным где то поблизости? Короозия будет там, где есть гальваническая пара. Самая активная гальваническая пара, это Алюминий/Медь. Как с бронзой, не знаю…но бронза — родственница меди, навряд ли чего то хорошее выйдет. Со сталью Алюминий чуть спокойнее себя ведёт. Пара будет, если есть два металла с разными потенциалами, вода не обязательна. Посмотри в инете «таблицу электронных потенциалов металлов» или просто «гальваническая пара» в Викепедии.
СВо
Старожил форума
#15
Ну а как быть с алюминиевыми шинами , наконечниками покрытыми медью?
Gera
Старожил форума
#16
Рейдер сказал(а):
На ВВХ этих самых ЗАЗ-53 как раз таки и вываливаются пробки (бронзовые), насчёт краников не знаю (скорее всего то же, только обычно воспринимается это как сорванная резьба о коррозии обычно мыслей не возникает).
Может лучше тогда приварить к бакам толстостенные трубки из того же АМГ (или А5), на них навесить шланги, они пойдут к кранам, расположенным где то поблизости? Короозия будет там, где есть гальваническая пара. Самая активная гальваническая пара, это Алюминий/Медь. Как с бронзой, не знаю…но бронза — родственница меди, навряд ли чего то хорошее выйдет. Со сталью Алюминий чуть спокойнее себя ведёт. Пара будет, если есть два металла с разными потенциалами, вода не обязательна.Посмотри в инете «таблицу электронных потенциалов металлов» или просто «гальваническая пара» в Викепедии.
Нажмите, чтобы раскрыть…
C эффектом вываливания пробок на ВВХ/ВМХ ни разу не сталкивался, хотя несколько таких агрегатов через мои руки прошло. Возраст их был, как ты понимаешь, как г….о мамонта
Замысел же в том, чтобы кран был «металлически» соединён с баком, а от него уже пойдет гибкая магистраль. Кран этот нужен как аварийная рассечная арматура. У меня два бака на уровне днищ соединены как бы в один перепускной трубкой. И для того, чтобы аварийно отсечь один бак (допустим из-за течи) нужны отсечные краны. Также они нужны для замены перепускной магистрали или для слива отстоя.
Теоретически конечно можно использовать «подвесные краны» на резиновых шлангах, но я хочу использовать магистраль из металлической трубки.
xaikan2012
Старожил форума
#17
СВо сказал(а):
Ну а как быть с алюминиевыми шинами , наконечниками покрытыми медью?
Нажмите, чтобы раскрыть…
Плохо быть. Медный провод, алюминиевый наконечник, стальной оцинкованный крепежный винт, шайба из хлама и все это во влажную среду — зарастет гавном быстро. По теории надежности (не принимая во внимание механическую составляющую) самое надежное соединение обычная качественно выполненная скрутка из однородных проводов. Пример из практики. Родной иностранный разъем для кабелей на мачту на Таурусе прослужил 3 года. Российский ШР простоял 2 года. Заменили на пайку — прослужила год, осенью при разборке просто развалилась. Скрутка без проблем 5 лет, но с ежегодной ревизией.
xaikan2012
Старожил форума
#18
И для примера. У меня 6 топливных танков — отсеки плавучести в алюминиевом корпусе. Применена обычная бронзовая никелированная арматура из Метизов. Соединение с алюминиевыми стенками танков через паронитовые прокладки с герметиком. За з года эксплуатации никаких следов корозии. Шланги резиновые маслобензостойкие — не подвержены неприятностям от вибрации, в отличии от металлических трубопроводов.
СВо
Старожил форума
#19
xaikan2012 сказал(а):
Плохо быть. Медный провод, алюминиевый наконечник, стальной оцинкованный крепежный винт, шайба из хлама и все это во влажную среду — зарастет гавном быстро. По теории надежности (не принимая во внимание механическую составляющую) самое надежное соединение обычная качественно выполненная скрутка из однородных проводов. Пример из практики. Родной иностранный разъем для кабелей на мачту на Таурусе прослужил 3 года. Российский ШР простоял 2 года. Заменили на пайку — прослужила год, осенью при разборке просто развалилась. Скрутка без проблем 5 лет, но с ежегодной ревизией.
Нажмите, чтобы раскрыть…
Не о скрутках, и медных наконечниках на алюминиевых проводах.
А о алюминиевых шинах-тоководах покрытых слоем меди ,о алюминевых наконечниках также покрытых медью и т.п. совсем не кустарного изготовления.
О пайке проводов , что , лучше , в каких местах отдельная тема
Alex61
Активный участник
#20
Маслостойкий дюрит держит соляр лет десять не задумываясь. Давно отказался от металлических магистралей.
Изготовление нестандартных деталей по требованию
Обработка CNC
Литье под давлением
Изготовление листового металла
Больше
Решения
Аэрокосмическая индустрия
Обеспечьте эффективное производство и более быстрое проектирование до поставки.
Автомобильная
Производите прецизионные детали, превосходящие отраслевые стандарты.
автоматизация
Быстро создавайте и тестируйте продукты, чтобы вывести их на рынок.
Коммуникация
Возможность быстрее внедрять инновации, повышая производительность.
Electronics
Инновации в корпусах для мелкосерийного производства.
Медицинские приборы
Создавайте прототипы и продукты, соответствующие требованиям медицинской безопасности.
Робототехника
Повысьте эффективность благодаря точному, быстрому и стабильному качеству деталей.
Полупроводниковое
Сокращение времени выхода на рынок за счет производства по требованию.
Обработка с ЧПУ для аэрокосмической промышленности
Чрезвычайно высокий уровень точности, необходимый в аэрокосмической промышленности, делает обработку с ЧПУ подходящим производственным процессом для этого сектора.
В этой статье вы найдете полное руководство по аэрокосмической обработке и ее важности.
Блоги
Получите ценную информацию о производственных процессах.
Материалы
Выбирайте из более чем 50 металлов и пластиков для своего проекта.
База знаний
Технический документ, руководство по дизайну, материалы и отделка.
Поверхностные покрытия
Различные варианты отделки улучшают внешний вид и функциональность деталей.
Видео
Откройте для себя нашу библиотеку обучающих видео.
Электронная книга по обработке с ЧПУ
Если вы хотите производить высококачественные обработанные детали с гладким внешним видом, важно учитывать некоторые критические факторы, связанные с обработкой на станках с ЧПУ.
Здесь мы собрали некоторую основную информацию и важные соображения, которые помогут вам достичь желаемых результатов.
О РапидДирект
Наше видение, миссия, история развития и преданная команда.
Отзывы
Реальные отзывы об опыте и мнениях о наших услугах.
Новости
Новости компании, обновления платформы, объявление о праздниках.
Наша платформа
Получите мгновенные котировки с нашей умной онлайн-платформой.
Наши возможности
Быстрое прототипирование и производство по требованию.
Гарантия качества
Поставлять качественные детали, которые соответствуют требованиям и превосходят ожидания.
Свяжитесь с нами
Платформа онлайн-котировок v3.0
Внимание! У нас есть интересные новости, чтобы поделиться с вами. Мы только что запустили новейшую онлайн-платформу версии 3.0!
Обновленная платформа может похвастаться свежим и интуитивно понятным дизайном, а также расширенными функциями, которые упрощают и ускоряют процесс ценообразования, такими как новый производственный процесс, оптимизированная сводная страница котировок и улучшенная страница оформления заказа.
Изготовление деталей на заказ, от быстрого прототипирования до производства по требованию. Мгновенные котировки и анализ DFM за секунды, качественные запчасти за дни.
Наши услуги по производству по требованию
RapidDirect обеспечивает высококачественную прецизионную обработку с невероятным диапазоном производственных возможностей. От прототипирования до массового производства, мы помогаем производить продукты со сложной геометрией и высокими эстетическими требованиями. Наши квалифицированные специалисты и передовые технологии позволяют нам предоставлять широкий спектр производственных услуг по запросу.
Наши надежные возможности, стоящие за числами
0
+
Обслуживаемые компании
0
+
Изготовлены уникальные детали
0
+
Страны доставки
0
+
Годы в бизнесе
0
+
Поставщики сотрудничали
Как работает РапидДирект
Имея многолетний производственный опыт, RapidDirect предлагает лучшие решения для быстрого прототипирования и мелкосерийного производства. Мы оптимизируем инновационный цикл, разделив его на три простых, но эффективных шага.
Мы оптимизируем инновационный цикл, разделив его на три простых, но эффективных шага.
Получите мгновенную цитату
Загрузите свой дизайн на нашу платформу котировок и получите автоматические мгновенные котировки с бесплатным анализом дизайна для вашего прототипы и серийные детали.
Начать производство
После того, как вы разместите заказ, мы начинаем производственный процесс. Кроме того, наша цифровая платформа предлагает вам обновление в режиме реального времени на этапе производства.
Получите ваши нестандартные детали
После того, как детали проходят проверку качества, они хорошо упаковываются для доставки. Будьте уверены с нашей 30-дневной гарантией качества.
Почему выбирают РапидДирект
Превратите свою концепцию в реальность с помощью выдающихся производственных услуг по запросу. RapidDirect производит простые и сложные прототипы и детали для конечного использования с мощными и эффективными производственными возможностями. Вся наша продукция соответствует строгим критериям допуска и стандартам качества, что делает нас ведущей производственной компанией в Китае.
Вся наша продукция соответствует строгим критериям допуска и стандартам качества, что делает нас ведущей производственной компанией в Китае.
Умная онлайн-платформа котировок
Мощные производственные возможности
Круглосуточная инженерная поддержка
Воспроизвести видео о RapidDirect Instant Quote
Умная онлайн-платформа котировок
RapidDirect использует самые передовые и эффективные онлайн-сервисы котировок, ориентированные на геометрию и технологичность ваших продуктов. Настройте свои детали и получите производственные расценки с интерактивной платформы расценок за считанные секунды. С помощью бесплатного автоматизированного отчета DFM-анализа цен на станки с ЧПУ вы можете быть уверены в лучшей обрабатываемости, снижении производственных затрат и сокращении сроков выполнения заказов.
Воспроизвести видео о заводе RapidDirect
Мощные производственные возможности
От прототипирования до массового производства RapidDirect сочетает высококачественные материалы с самыми современными технологиями для воплощения продуктов в жизнь. На нашем заводе есть все, что вы можете себе представить, от токарных станков с ЧПУ до фрезерных центров, литьевых машин, передового оборудования для 3D-печати и многого другого. Мы объединяем их с высококвалифицированными и опытными техническими специалистами, которые работают круглосуточно, чтобы обеспечить оптимальное качество продукции.
Круглосуточная инженерная поддержка
RapidDirect предлагает квалифицированных сервисных инженеров с опытом, чтобы ответить на все ваши производственные вопросы. Наши профессиональные инженеры предоставляют профессиональные консультации и отзывы о DFM, которые помогают оптимизировать вашу конструкцию, снизить затраты и добиться лучшего или более последовательного контроля качества за счет стандартизации. Наш профессиональный персонал всегда готов предоставить превосходную инженерную поддержку и помочь вам получить максимальную отдачу от вашего проекта.
Наш профессиональный персонал всегда готов предоставить превосходную инженерную поддержку и помочь вам получить максимальную отдачу от вашего проекта.
От прототипа к производству
Быстрое Прототипирование
Благодаря нашей платформе мгновенных котировок и надежным производственным возможностям мы можем поставлять исключительные прототипы в короткие сроки. Это позволяет быстро тестировать детали-прототипы и быстрее выводить их на рынок.
Производство мостов
Минимизируйте несоответствие между дизайном детали и окончательным запуском продукта. Наша квалифицированная команда инженеров предложит ценные рекомендации по проектированию ваших производственных деталей, обеспечивая практические решения для ваших нужд.
Производство по требованию
Комплексное производственное обслуживание по требованию, которое гарантирует высочайшую точность и качество всей нашей продукции. Наш передовой производственный процесс обеспечивает эффективные темпы производства, что позволяет нам обеспечивать своевременную доставку ваших производственных деталей.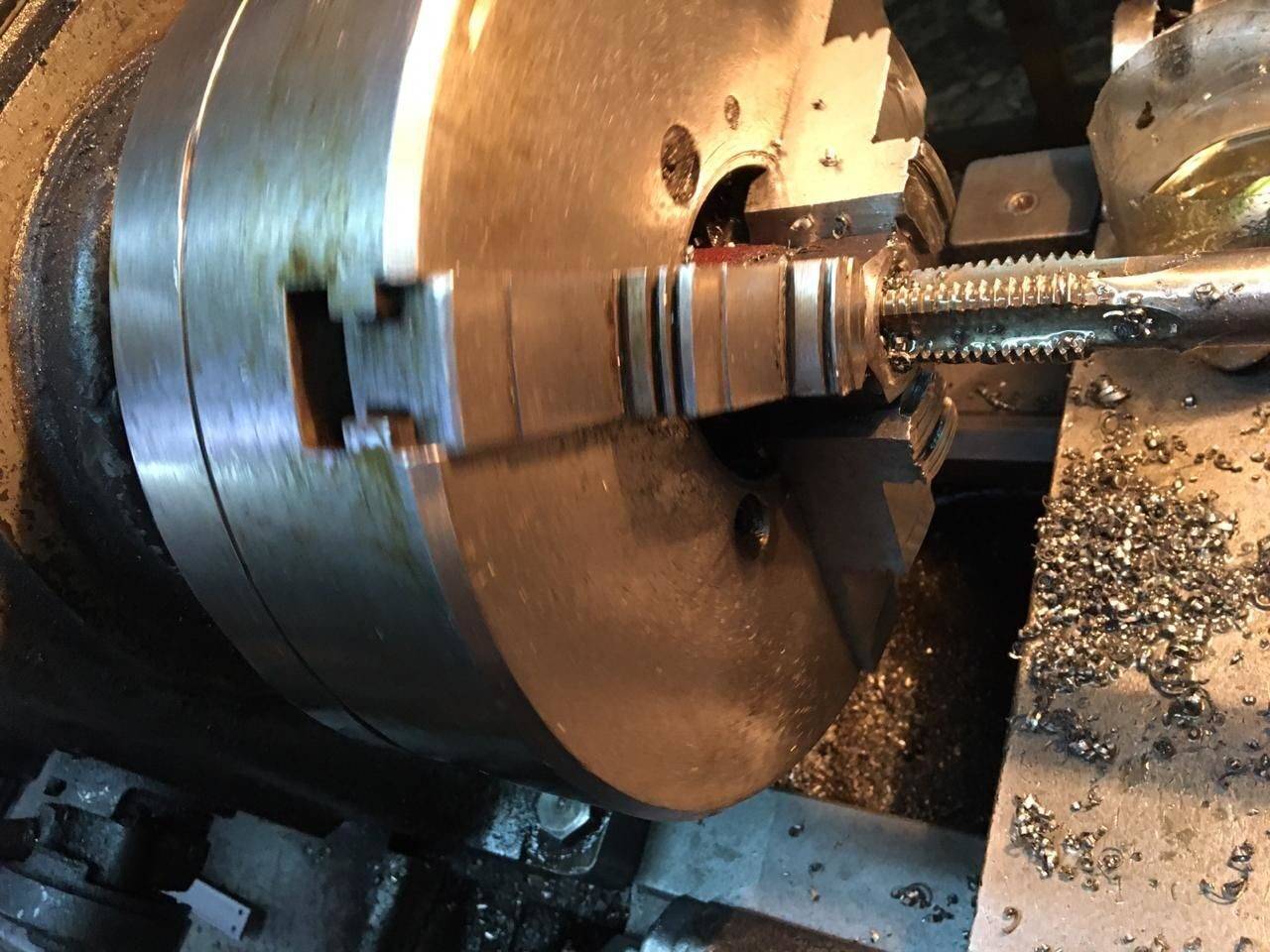
Качество деталей, обеспеченное экспертным опытом
Как компания, сертифицированная по стандарту ISO 9001:2015, мы строго соблюдаем стандарты ISO на всех наших производственных линиях для обеспечения неизменно высокого качества продукции. Наши линии быстрого прототипирования и производственные линии также оснащены передовыми технологиями, обеспечивающими точность и точность изготовления. С помощью современных инструментов для испытаний и измерений мы гарантируем, что каждый компонент соответствует требуемым спецификациям.
Экспертная техническая поддержка
С группой преданных своему делу и компетентных инженеров и техников RapidDirect может помочь решить ваши проблемы с проактивной и профессиональной поддержкой 24/7.
Техническая поддержка один на один
Профессиональная поддержка дизайна
Элитные инженеры и техники
Строгий контроль качества
Мы следуем строгой системе контроля качества, чтобы обеспечить превосходное качество Изготовлены прототипы и серийные детали.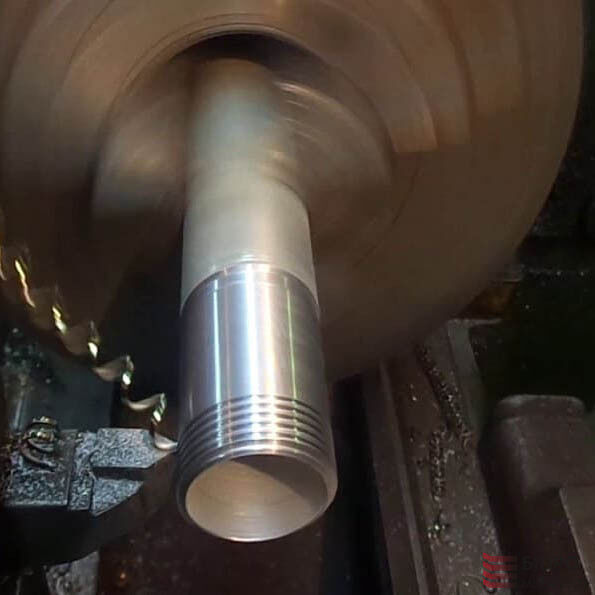
Завод, сертифицированный по ISO 9001 и 13485
Строгие производственные стандарты
Расширенные возможности
Политика доработки и возврата
Если детали не соответствуют требуемым спецификациям, пожалуйста, cсвяжитесь с нами в течение пяти рабочих дней с момента получения вашего заказа, и мы решим вашу проблему в течение 1-3 рабочих дней.
30-дневная гарантия
Отзывчивый ответ и поддержка
Подлинная политика послепродажного обслуживания
Работа с многочисленными отраслями
От прототипа до производства RapidDirect обеспечивает превосходное качество и надежную функциональность. Благодаря широкому выбору промышленных металлических и пластиковых материалов, а также передовым технологиям производства по требованию, мы предлагаем высококачественную продукцию для различных отраслей промышленности.
Благодаря широкому выбору промышленных металлических и пластиковых материалов, а также передовым технологиям производства по требованию, мы предлагаем высококачественную продукцию для различных отраслей промышленности.
Автомобильная
Аэрокосмическая индустрия
Потребительские товары
Медицинские приборы
Робототехника
Автомобильная
Наш услуги мелкосерийного производства является идеальным производственным решением для по требованию автомобильные детали.
Узнать больше >>
Аэрокосмическая индустрия
Долговечность и точность, которые наши услуги точного производства обеспечивают удовлетворение сложных потребностей различных этапов аэрокосмической промышленности.
Узнать больше >>
Потребительские товары
Тесные партнерские отношения с ведущими производителями потребительских товаров помогают нам ускорить процесс создания прототипов и улучшить производство потребительских товаров.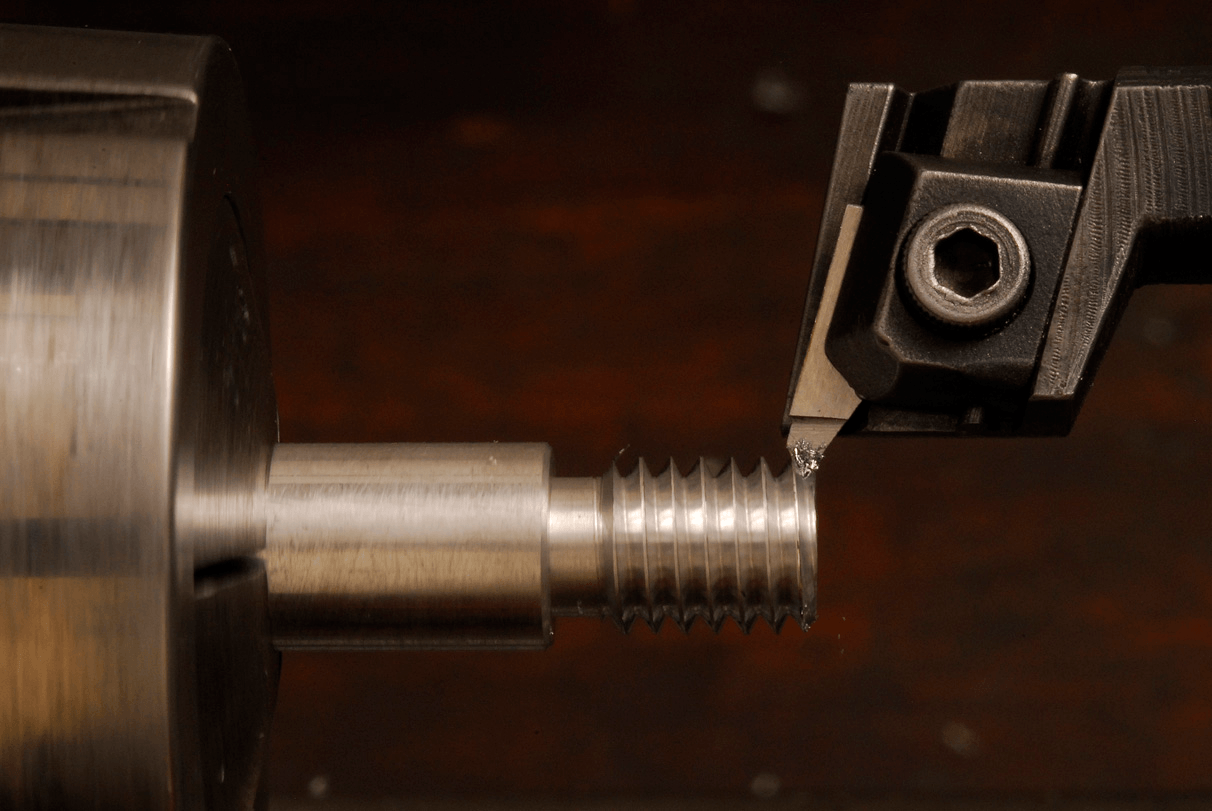
Узнать больше >>
Медицинские приборы
Производители медицинских товаров, технологические стартапы и исследовательские лаборатории получают значительную выгоду от решений для прототипирования, которые мы предоставляем.
Узнать больше >>
Робототехника
Наша промышленная робототехника услуги прототипирования и изготовления деталей помощь в непрерывном развитии рынка робототехники.
Узнать больше >>
Узнайте, что говорят о нас наши клиенты
Слова клиента имеют более существенное влияние, чем заявления компании, и посмотрите, что говорят наши довольные клиенты о том, как мы выполнили их требования.
Давайте начнем новый проект сегодня
Последние записи в блоге
Ознакомьтесь с последними отраслевыми тенденциями и черпайте вдохновение в наших обновленных блогах, где вы найдете свежие идеи, которые помогут повысить эффективность вашего бизнеса.
Этапы разработки медицинского устройства: подробное руководство
Разработка медицинских изделий — один из самых сложных производственных процессов, связанных с жесткими требованиями и стандартами качества. Цикл разработки…
26 мая 2023
Руководство по проектированию резьбовой втулки | Рекомендации, проблемы и решения
Винтовые бобышки играют жизненно важную роль в литых деталях, выступая в качестве ключевых компонентов. Эти цилиндрические выступы, обычно расположенные на …
19 мая 2023
Что такое вплавляемая этикетка? Повышение долговечности продукта и брендинга
Вплавляемая этикетка (IML) — это распространенный этап литья пластмасс в таких отраслях, как пищевая промышленность, автомобилестроение, средства личной гигиены, косметика и т. д.
12 мая 2023
Q1319 Токарно-винторезный станок для труб
Узнать сейчас
Следующий продукт
Основные рабочие характеристики :
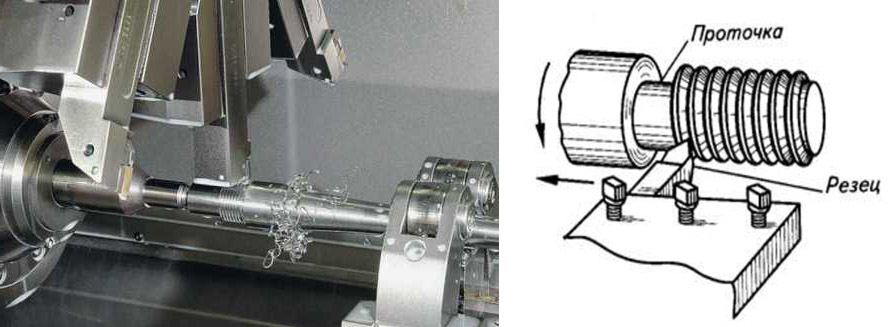
Большое отверстие шпинделя и двойной патрон позволяют зажимать и обрабатывать трубы большого диаметра; Встроенная станина станка изготовлена из высокопрочного железа для обеспечения высокой жесткости и точности; достаточно твердый для хорошей износостойкости; Оснащенный коническим направляющим устройством, это позволяет станку обрабатывать коническую резьбу.
Приложение :
Q13 СЕРИЧЕСКИЙ СЕРИЧЕСКИЙ ТРУБОВЫ Обрабатывая внутреннее отверстие и торцевую поверхность валов и дисков, это оборудование оснащено устройством с конической направляющей, которое позволяет этой серии обрабатывать коническую резьбу. Токарный станок этой серии широко используется в таких отраслях, как добыча нефти, добыча угля и полезных ископаемых, химические трубопроводы. и геологоразведки, это высокоэффективное оборудование для обработки и ремонта бурильных труб, бурильных штанг, резьбовых соединений и так далее.
Стандартные аксессуары:
Стойка для инструмента, задняя бабка, патрон, направляющая шина, лампа освещения, насос охлаждающей жидкости, задний опорный кронштейн, утюг и т. д. 006
Цифровой дисплей, Патрон, лицевая панель, чеканка, центральный упор, сигнальная лампа, защитная крышка (ходовой винт, патрон, стойка инструмента), шлифовальное приспособление и т. д.0005 ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
д.0005 ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
Единицы
Q1319
Поворот над станиной
мм
630/800
Поворот над поперечными салазками
340/520
Расстояние между центрами
мм
1500/3000
Диапазон резьбы
мм
50-193
Ширина направляющей
мм
550
Макс. грузоподъемность
кг
3000
Отверстие шпинделя
мм 9 0003
200
Ступени скорости шпинделя
—
VF. 4 шага
4 шага
Диапазон скоростей вращения шпинделя
об/мин
20-550
9004 4
Патрон
мм
φ520 4-кулачковый ручной
Револьверная/инструментальная стойка
—
Ручная, 4 позиции
Размер хвостовика инструмента
мм
32 x 32
Перемещение по оси X
9005 0
мм
320/420
Перемещение по оси Z
мм
1350/2850
Шаги/диапазон подачи по оси X
мм/об
22/0,02-0,45
Шаги/диапазон подачи по оси Z
мм/об
26/0,07-1,33
Ускоренное перемещение по оси X стих
мм/мин
2300
Ускоренный ход по оси Z
мм/мин
4000
Виды метрической резьбы/диапазон
мм
1-15
Типы/диапазоны дюймовой резьбы
T. P.I
P.I
14-1
Диаметр пиноли задней бабки
мм
100
Конус пиноли задней бабки
—
MT5
Ход пиноли задней бабки
мм 90 003
250
Main spindle motor
kw
11
Rapid traverse motor
kw
0.3
Coolant pump motor
кВт
0,125
Вес для 1500
кг
Вес для 3000
кг
5500
Размеры для 1500 900 03
мм
3700x1550x1550
Размер 3000
мм
5200x1550x1550
Цикл нарезания резьбы G76 для токарных станков с ЧПУ (Fanuc)
Проходы
Количество проходов, которые необходимо выполнить для изготовления резьбы, очень важно . Сделайте слишком мало проходов, и качество поверхности может быть плохим, и вы можете даже сломать инструмент для нарезания резьбы, заставив его работать слишком усердно. Сделайте слишком много передач, и вы потеряете много времени.
Сделайте слишком мало проходов, и качество поверхности может быть плохим, и вы можете даже сломать инструмент для нарезания резьбы, заставив его работать слишком усердно. Сделайте слишком много передач, и вы потеряете много времени.
Вы не можете изменить большую часть информации, относящейся к характеристикам резьбы, поэтому ваши основные инструменты для управления количеством проходов включают:
— Начальная позиция: уменьшите значение, как описано выше, чтобы свести к минимуму работу, которую должен выполнять инструмент для нарезания резьбы. делать.
– Глубина первого прохода: выберите самый большой проход, какой сможете. Калькулятор G-Wizard даст вам хорошую рекомендацию здесь.
– Минимальная глубина прохода: Старайтесь не использовать этот параметр слишком часто и установите его на свой Припуск на чистовую обработку.
— Припуск на чистовую обработку: Меньший припуск на чистовую обработку может означать, что при больших черновых проходах удаляется большая часть материала. Просто помните, слишком маленький припуск заставит ваш резак тереться.
Просто помните, слишком маленький припуск заставит ваш резак тереться.
– Spring Passes: вам не нужно больше 2 проходов, может хватить и 1. Поэкспериментируйте со своей конкретной ситуацией, чтобы увидеть, сможете ли вы обойтись одним или даже без дополнительных проходов.
Следующей задачей будет определить, сколько проходов на самом деле сделает цикл. Это непросто, так как цикл нарезания резьбы G76 будет динамически изменять глубину каждого прохода после первого, чтобы выровнять количество удаляемого материала. Вы должны сделать довольно много вычислений, чтобы точно определить, сколько проходов будет сделано.
Но если у вас есть симулятор GCode, он может помочь. Взгляните на этот снимок экрана редактора G-Wizard:
Редактор G-Wizard сообщит вам в подсказке под фоновой диаграммой, сколько проходов займет цикл резьбы G76…
Редактор G-Wizard сообщит вам в подсказка под графиком, сколько проходов займет цикл G76. Вы можете использовать его, чтобы помочь настроить цикл обработки резьбы G76, чтобы у него не было чрезмерного количества проходов. Обратите внимание на сообщение ПРЕДУПРЕЖДЕНИЕ, в котором говорится, что припуск на чистовую обработку не будет использоваться из-за того, что минимальная глубина резания больше. Это также полезно при настройке всего этого.
Вы можете использовать его, чтобы помочь настроить цикл обработки резьбы G76, чтобы у него не было чрезмерного количества проходов. Обратите внимание на сообщение ПРЕДУПРЕЖДЕНИЕ, в котором говорится, что припуск на чистовую обработку не будет использоваться из-за того, что минимальная глубина резания больше. Это также полезно при настройке всего этого.
Не подавайте слишком быстро
Многие токарные станки имеют проблемы с синхронизацией шпинделя при слишком быстрой подаче. Если ваши проходы многопоточности не синхронизируются, попробуйте снизить скорость до тех пор, пока ситуация не улучшится. Как правило, это означает замедление скорости вращения, которая определяет скорость подачи в зависимости от шага резьбы.
Диалекты кода для цикла G76 Threading
Надеюсь, вы собрали значения для всех параметров, описанных выше. Возможно, вы можете использовать электронную таблицу, чтобы сделать этот процесс проще и полнее. Теперь вы готовы подключить параметры к конкретному диалекту GCode, используемому вашим ЧПУ:
Цикл нарезания резьбы Fanuc Double Line G76
Ниже приведен синтаксис системы ЧПУ Fanuc:
G76 P(m) (r) (a) Q(dmin) R(d)
G76 X(U) Z(W) R(i) P(k) Q(d) F(L)
P Word: P-слово состоит из 6 цифр, состоящих из трех двухзначных кластеров для m, r и a.
м: Повторяющийся финишный счет (от 1 до 99) – весенние проходы.
r: Величина снятия фаски (от 1 до 99)
a: Угол вершины инструмента. Выберите 80, 60, 55, 30, 29или 0 градусов.
Q Word: dmin — минимальная глубина резания. Если глубина чернового или чистового прохода меньше этого значения, оно ограничивается как минимум этим значением.
Слово R: d — чистовой припуск.
слова X/Z/U/W (2-я строка): укажите координаты конечной точки. X, Z используют текущий режим (абсолютный или относительный), а U, W можно использовать для указания относительного положения.
R Word (2-я строка): i — величина конусности при нарезании конической резьбы.
P Word (2-я строка): k — высота резьбы (глубина резьбы), выраженная в виде значения радиуса (не диаметра).
Q Word (2-я строка): d — глубина первого реза.
F Word (2-я строка): L — шаг резьбы.

Пример: Fanuc Controls 2-строчный цикл нарезания резьбы G76, нарезание конической трубной резьбы:
Редактор G-Wizard сообщит вам в подсказке под диаграммой, что делают все параметры цикла нарезания резьбы G76…
Fanuc Single Line G76 Threading Cycle
G76 X.
. Z.. I.. K.. D.. F.. A.. P..
X = диаметр последнего прохода резьбы
Z = положение конца резьбы
I = конусность над общей длина
K = Глубина резьбы: Единичная глубина резьбы – положительная
D = Глубина первого прохода резьбы – положительная
A = Прилежащий угол пластины – положительная
P = Способ подачи (один из 4)
Цикл нарезания резьбы Haas G76
G76 D.. K.. X.. Z.. U.. W.. I.. P.. F.. A..
D = начальная глубина резания
K = высота резьбы (иначе глубина резьбы)
X* = абсолютное конечное положение оси X
Z* = абсолютное конечное положение оси Z. Определяет длину нити.
U* = инкрементальное расстояние по оси X до конца. Можно использовать вместо X.
W* = Инкрементальное расстояние по оси Z до конца. Можно использовать вместо Z.
I* = Величина конусности резьбы (мера радиуса).
P* = метод позиционирования последующего прохода (1-4)
Q* = Угол начала резьбы (без десятичной точки)
F* = Скорость подачи
A* = Угол вершины инструмента (0–120 градусов.
Предполагается 0, если не указано иное)
LinuxCNC / PathPilot G76 Цикл нарезания резьбы
G76 P.. Z.. I.. J.. R.. K.. Q.. H.. E.. L..
P = шаг резьбы в расстоянии на один оборот
Z = конечное положение резьбы
I = смещение пика резьбы. Отрицательный для внешнего, положительный для внутреннего.
J = Начальная глубина резания
K = Полная глубина резьбы
R = Отклонение по глубине (опционально). R = 1 — постоянная глубина, R = 2 — постоянная площадь.
Q = составной угол скольжения (дополнительно)
H = пружинные проходы (дополнительно)
E = расстояние вдоль линии привода для конуса
L = какой конец резьбы сужается. L0 = нет конусности. L1 = входной конус. L2 = выходной конус. L3 = входной и выходной конус.
3 Маха G76 Цикл нарезания резьбы
G76 X.. Z.. Q.. P.. H.. I.. R.. K.. L.. C.. B.