Нарезание конической резьбы на токарном станке: Нарезка конической резьбы на токарном станке в Москве
Содержание
Механообработка.Токарные работы/услуги по обработке металла.Нарезание резьбы на токарном станке. ГК «ЛИГ»
Главная
->
Обработка металла
->
Механическая обработка металлов
->
Токарная обработка металла
->
Нарезание резьбы на токарном станке
Нарезание резьбы на токарном станке — это одна из услуг по механической обработке металлов, предоставляемая Группой Компаний «ЛИГ». Там где необходима передача движения или закрепление деталей и конструкций между собой резьба является необходимым элементом. Резьба — это винтовая канавка постоянного сечения выполненная на наружной или внутренней цилиндрической или конической поверхности изделия. Выделяют три вида резьб в соответствии с их назначением:
Выделяют три вида резьб в соответствии с их назначением:
- крепежная резьба;
- крепежно-уплотняющая резьба;
- резьба для передачи движений.
Токарные услуги по нарезанию резьбы
Токарные услуги по нарезанию резьбы могут быть предоставлены в Санкт-Петербурге и других городах. Одной из целей нашей компании является качественное предоставление услуг по токарной обработке заказчику. Наше предприятие имеет необходимое оборудование и оснастку для выполнения резьбонарезных работ.
Группа Компаний «ЛИГ» может предложить вам нарезание следующих видов резьб:
- метрическая резьба;
- дюймовая резьба;
- трубная цилиндрическая резьба;
- трубная коническая резьба;
- прямоугольная резьба;
- трапецеидальная резьба;
- упорная резьба;
- круглая резьба.
Можем выполнить заказы как в промышленном объеме, так и штучный заказ. По вопросам производства, металлообработки вы можете обратиться к нашим специалистам. Для правильного расчета стоимости механообработки и сроков выполнения Вашего заказа необходимо предоставление чертежа или образца детали.
Для правильного расчета стоимости механообработки и сроков выполнения Вашего заказа необходимо предоставление чертежа или образца детали.
Способы нарезания резьбы
В зависимости от типа резьбы (наружная или внутренняя) могут применяться различные способы металлообработки. На токарных станках наружная резьба может быть нарезана плашками, резьбовыми резцами и гребенками.
Нарезание резьбы плашками
Для нарезания наружной резьбы на винтах, болтах, шпильках и других деталях применяют плашки. Плашка — это оснастка, представляющая собой кольцо с внутренней резьбой имеющее просверленные стружечные канавки. Пересечение таких канавок с резьбой образует режущие зубья с передним углом. При таком способе токарной обработки металлическую стружку с заготовки срезает образованная раззенковкой заборная часть плашки. При этом другая часть нарезки плашки применяется для калибровки резьбы. В ходе обработки металла на токарном станке могут применяться два вида плашек: сплошные и разрезные.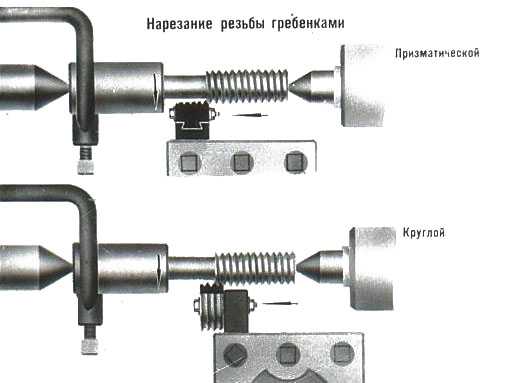 Когда возможно изготовление резьб невысокой точности изготовления применяют разрезные плашки. В свою очередь сплошные плашки обеспечивают большую точность. Следует отметить, что перед началом нарезания резьбы на токарном станке следует подбирать и заготовку определенного диаметра. Правильный выбор диаметра заготовки для выполнения токарных работ позволит избежать срыва резьбы (происходит когда заготовка имеет слишком большой диаметр) или получение резьбы неполного профиля (диаметр заготовки слишком мал).
Когда возможно изготовление резьб невысокой точности изготовления применяют разрезные плашки. В свою очередь сплошные плашки обеспечивают большую точность. Следует отметить, что перед началом нарезания резьбы на токарном станке следует подбирать и заготовку определенного диаметра. Правильный выбор диаметра заготовки для выполнения токарных работ позволит избежать срыва резьбы (происходит когда заготовка имеет слишком большой диаметр) или получение резьбы неполного профиля (диаметр заготовки слишком мал).
Нарезание резьбы резцами
Когда требуется изготовление точной и чистой резьбы применяют резцы резьбовые. Профиль резца должен соответствовать профилю резьбы. Во избежание искажения профиля передний угол резца должен быть равен 0. Резцы резьбовые устанавливаются в точности по линии центров, при этом средняя линия профиля резца должна располагаться перпендикулярно оси детали. Для проверки правильности установки наши специалисты используют специально предназначенные для этих целей шаблоны. При нарезании треугольной резьбы применяют резцы с различными углами профиля. Например для метрической резьбы резцы имеют уголь профиля 60°, для нарезание дюймовой резьбы55°. В процессе нарезания резьбы могут быть использованы специальные дисковые и призматические резцы.
При нарезании треугольной резьбы применяют резцы с различными углами профиля. Например для метрической резьбы резцы имеют уголь профиля 60°, для нарезание дюймовой резьбы55°. В процессе нарезания резьбы могут быть использованы специальные дисковые и призматические резцы.
Нарезание резьбы гребенками
Такой вид обработки на токарном станке применяется в основном в серийном производстве, когда требуется произвести нарезание сквозных резьб. Применение такого вида оснастки в производстве позволяет получать необходимую заказчику резьбу за один проход. Выделяют два вида гребенок призматические и дисковые. Особенность такого вида обработки заключается в том, что сами гребенки имеют несколько зубьев, которые выполняются по форме профиля. При этом первые по ходу зубья срезаны под углом, образуют заборную часть. Каждый последующий зуб в таком случае прорезает;металл глубже предыдущего, последние же зубья гребенки предназначены для зачистки и калибровки резьбы.
§ 110. Токарь (4-й разряд) \ КонсультантПлюс
§ 110. ТОКАРЬ
ТОКАРЬ
4-й разряд
Характеристика работ. Токарная обработка и подводка сложных деталей по 7 — 10 квалитетам на универсальных токарных станках, а также с применением метода совмещенной плазменно-механической обработки. Включение и выключение плазменной установки. Токарная обработка длинных валов и винтов с применением подвижного и неподвижного люнетов, глубокое сверление и расточка отверстий пушечными сверлами и другим специальным инструментом. Токарная обработка тонкостенных деталей с толщиной стенки до 1 мм и длиной свыше 200 мм. Нарезание наружных и внутренних двухзаходных треугольных, прямоугольных, полукруглых, пилообразных и трапецеидальных резьб. Установка деталей в различных приспособлениях и на угольнике с точной выверкой в горизонтальной и вертикальной плоскостях. Наладка станка, плазменной установки и плазмотрона на совмещенную работу. Токарная обработка деталей, требующих точного соблюдения размеров между центрами эксцентрично расположенных отверстий или мест обточки. Токарная обработка деталей из графитовых изделий для производства твердых сплавов. Токарная обработка новых и переточка выработанных прокатных валков с калиброванием простых и средней сложности профилей. Обдирка и отделка шеек валков. Управление токарно-центровыми станками с высотой центров свыше 800 мм, имеющих более трех суппортов.
Токарная обработка деталей из графитовых изделий для производства твердых сплавов. Токарная обработка новых и переточка выработанных прокатных валков с калиброванием простых и средней сложности профилей. Обдирка и отделка шеек валков. Управление токарно-центровыми станками с высотой центров свыше 800 мм, имеющих более трех суппортов.
Должен знать: устройство и кинематические схемы токарных станков различных типов, правила проверки их на точность; конструктивные особенности и правила применения универсальных и специальных приспособлений; устройство контрольно-измерительных инструментов и приборов; геометрию, правила термообработки, заточки и доводки режущего инструмента; основные принципы калибрования профилей простых и средней сложности; правила определения режимов резания по справочникам и паспорту станка; систему допусков и посадок; квалитеты и параметры шероховатости; основы электротехники и правила обеспечения безопасной работы плазменной установки, вытяжной вентиляции и системы охлаждения; принципиальную схему установки плазменного подогрева и способы наладки плазмотрона.
Примеры работ
1. Бабки задние — окончательная расточка отверстия на станке под пиноль.
2. Баллоны — полная токарная обработка.
3. Бандажи универсальных клетей — разрезание.
4. Барабаны кабельные диаметром до 500 мм — нарезание ручьев, полная токарная обработка.
5. Болты и гайки свыше М48 — окончательная обработка.
6. Буксы золотников и суммирующие золотники паровых турбин длиной до 500 мм — полная токарная обработка.
7. Валики гладкие и ступенчатые длиной свыше 1500 мм — полная токарная обработка.
8. Валики пустотелые многоступенчатые — обтачивание, сверление и растачивание.
9. Валы гладкие и ступенчатые длиной до 5000 мм — обтачивание с припуском на шлифование.
10. Валы и оси с числом чистовых шеек свыше пяти — полная токарная обработка.
11. Валки трубопрокатных, трубоправильных и трубоэлектросварочных станов — полная токарная обработка.
12. Валы и оси длиной свыше 1000 до 2000 мм — сверление глубоких отверстий и полная токарная обработка.
13. Валы коленчатые для прессов и компрессоров — чистовая обработка и полирование шеек.
14. Валы паровых турбин — предварительная обработка.
15. Валы распределительные дизелей длиной до 1000 мм — чистовое обтачивание и подрезание кулачков.
16. Валы шестерни шестеренных клетей прокатных станов диаметром до 500 мм, длиной до 2000 мм — полная токарная обработка.
17. Винты для микрометров — нарезание резьбы.
18. Винты суппортные длиной свыше 500 до 1500 мм — полная токарная обработка.
19. Винты ходовые длиной до 2000 мм — полная токарная обработка.
20. Вкладыши, обоймы и головки шаровые диаметром до 70 мм — полная токарная обработка.
21. Вкладыши разъемные — полная токарная обработка.
22. Втулки — окончательная обработка.
23. Втулки и поршни — окончательная обработка внутренних канавок по Н9 (3 класс точности).
24. Втулки цилиндров судовых дизелей диаметром до 600 мм — окончательная обработка.
25. Гайки и контргайки с диаметром резьбы свыше 100 мм — полная токарная обработка.
26. Гайки специальные с резьбой — полная токарная обработка после термообработки.
27. Гайки суппортные — подрезание, сверление, растачивание и нарезание резьбы.
28. Детали с конусной резьбой — полная токарная обработка с нарезанием резьбы.
29. Детали с несколькими параллельными отверстиями с точным расстоянием между центрами — чистовое растачивание отверстий.
30. Детали валообразные из труднообрабатываемых сталей и сплавов — токарная обработка с применением плазменного подогрева.
31. Детали сложной конфигурации с несколькими поверхностями — окончательная обработка.
32. Детали химаппаратуры и химоборудования из обожженного фарфора и дунитовой керамики — токарная обработка.
33. Диски для универсальных патронов металлообрабатывающих станков — полная токарная обработка с нарезанием спирали по торцу.
34. Калибры для конусной резьбы (пробки и кольца) — нарезание резьбы под доводку.
35. Калибры на получистовой клети — предварительное вырезание.
36. Калибры (пробки, кольца) для треугольной резьбы и гладкие — полная токарная обработка.
37. Кольца поршневые — полная токарная обработка с припуском на шлифование.
38. Кольца резьбовые — полная токарная обработка.
39. Корпуса: арматура с условным переходом до 32 мм и длиной тела корпуса от уплотнительного поля до фланца 150 мм и выше: клапанных колонок высокого давления; захлопок сложных с взаимопересекающимися осями — окончательная обработка.
40. Корпуса клапанов, подшипников, буксы, ролики — окончательная обработка.
41. Корпуса и клинья клинкетных задвижек с условным переходом до 200 мм — полная токарная обработка.
42. Корпуса и крышки гидромашинок, корпуса сверлильных и шлифовальных пневмомашинок — окончательная обработка.
43. Корпуса кранов — расточка конусных отверстий в упор.
44. Корпуса сдвоенных фильтров — обработка отверстий.
45. Корпуса стаканов и сальников диаметром свыше 150 мм — окончательная обработка с большим количеством переходов и посадок.
46. Корпуса центробежных насосов — полная токарная обработка.
47. Крышки, кольца с лабиринтными канавками диаметром свыше 500 мм — полная токарная обработка.
48. Кулачки для универсальных патронов — нарезание резьбы под диск.
49. Матрицы, пуансоны, пуансонодержатели для формовочных вытяжных и вырубных штампов, пресс-форм — полная токарная обработка.
50. Метчики с однозаходной трапецеидальной и двухзаходной треугольной, прямоугольной, полукруглой резьбой — полная токарная обработка.
51. Муфты включения мощных дизелей — нарезание пересекающихся канавок.
52. Муфты фрикционные, цилиндры сложной конфигурации с внутренними глухими выточками — полная токарная обработка.
53. Патроны кулачковые и планшайбы — полная токарная обработка.
54. Пиноли к задним бабкам — полная токарная обработка.
55. Поверхности цилиндрические наружные и внутренние — доводка и притирка.
56. Подшипниковые щиты фланцевого исполнения — полная токарная обработка.
57. Подушки упорных подшипников — окончательная обработка.
58. Поршни алюминиевые — полная токарная обработка.
59. Пресс-формы средней сложности — полная токарная обработка.
60. Пресс-формы средней сложности — полная токарная обработка с полированием.
61. Прогонки трубные с трапецеидальной резьбой — нарезание резьбы.
62. Протяжки круглые — полная токарная обработка.
63. Резьбовые кольца — нарезание резьбы под доводку.
64. Роторы и якоря электродвигателей — полная токарная обработка.
65. Скользящие опоры и ступицы из двух половин диаметром до 300 мм — окончательная токарная обработка.
66. Седла и клапаны поршневых насосов — полная токарная обработка.
67. Слитки вакуумно-дугового и электрошлакового переплава — токарная обработка с применением плазменного подогрева.
68. Стаканы для герметических разъемов сложные — полная токарная обработка.
69. Ступицы гребных винтов регулируемого шага — окончательная обработка сферы.
70. Тарелки захлопок с ДУ-300 и более с несколькими посадочными размерами с резьбовыми поверхностями М100 и более — полная токарная обработка.
71. Трубы бурильные, обсадные, насосно-компрессорные, бурильные штанги, замки, переводники и калибры к ним — изготовление и нарезание конической резьбы.
72. Фильтры твердосплавные — доводка по Н7 — Н9.
73. Фрезы резьбовые, гребенки к резьбонарезным головкам — изготовление.
74. Фрезы червячные, модульные, угловые и двухугловые несимметричные диаметром до 200 мм — полная токарная обработка.
75. Цанги зажимные и подающие к станкам — полная токарная обработка без шлифования.
76. Шейки и бочки валков всех станов — обдирка и отделка.
77. Шестерни цилиндрические, шкивы гладкие и для клиноременных передач диаметром свыше 500 до 1000 мм, конические и червячные диаметром свыше 300 до 600 мм — полная токарная обработка.
78. Шестерни мелкомодульные — полная обработка по Н7 — Н9.
79. Шпангоуты, кольца диаметром до 600 мм — токарная обработка.
80. Шпиндели токарных станков длиной до 1000 мм — полная токарная обработка.
81. Штанги малых конусов доменных печей — токарная обработка с нарезанием резьбы.
Q1319 Токарно-винторезный станок для труб
Узнать сейчас
Следующий продукт
Основные рабочие характеристики :
Большое отверстие шпинделя и двойной патрон позволяют зажимать и обрабатывать трубы большого диаметра; Встроенная станина станка изготовлена из высокопрочного железа для обеспечения высокой жесткости и точности; достаточно твердый для хорошей износостойкости; Оснащенный коническим направляющим устройством, это позволяет станку обрабатывать коническую резьбу.
Приложение :
Q13 Токарно-винторезный станок серии в основном используется для нарезания внутренней и внешней резьбы, включая метрическую и дюймовую резьбу, а также имеет все общие функции обычного токарного станка с двигателем, такие как Обрабатывая внутреннее отверстие и торцевую поверхность валов и дисков, это оборудование оснащено устройством с конической направляющей, которое позволяет этой серии обрабатывать коническую резьбу. Токарный станок этой серии широко используется в таких отраслях, как добыча нефти, добыча угля и полезных ископаемых, химические трубопроводы. и геологоразведки, это высокоэффективное оборудование для обработки и ремонта бурильных труб, бурильных штанг, резьбовых соединений и так далее.
Токарный станок этой серии широко используется в таких отраслях, как добыча нефти, добыча угля и полезных ископаемых, химические трубопроводы. и геологоразведки, это высокоэффективное оборудование для обработки и ремонта бурильных труб, бурильных штанг, резьбовых соединений и так далее.
Стандартные принадлежности:
Стойка для инструмента, задняя бабка, патрон, направляющая шина, лампа освещения, насос охлаждающей жидкости, задний опорный кронштейн, утюг и т. д. Патрон, лицевая панель, чеканка, центральный упор, сигнальная лампа, защитная крышка (ходовой винт, патрон, стойка инструмента), шлифовальное приспособление и т. д.0005 SPECIFICATIONS
Units
Q1319
Swing over bed
mm
630/800
Swing over cross slide
мм
340/520
Расстояние между центрами
мм
00000/150000061
Pipe threading range
mm
50-193
Guideway width
mm
550
Max. емкость нагрузки
емкость нагрузки
кг
3000
ГОДА ВЕРНАЛА
мм
—
VF. 4 steps
Spindle speed range
rpm
20-550
Chuck
mm
φ520 4-jaw manual
Револьверная/инструментальная стойка
—
Ручная, 4 позиции
Tool shank size
mm
32 x 32
X axis travel
mm
320/420
Z axis travel
мм
1350/2850
x Стадии подачи оси/диапазон
мм/R
22/0,02-0. 45
45
22/0,02-0,45
22/0,02-0,45
22/0,02-0,45
9003
22/0,02-0,45
9003
0045
Z axis feed steps/range
mm/r
26/0.07-1.33
X axis rapid traverse
mm/min
2300
Z axis rapid traverse
mm/min
4000
Metric thread kinds /range
mm
1-15
Inch thread kinds /range
T.P.I
14-1
Tailstock quill diameter
mm
100
Tailstock quill taper
—
MT5
Хвост0050
Main spindle motor
kw
11
Rapid traverse motor
kw
0. 3
3
Coolant pump motor
KW
0,125
Вес для 1500
кг
4300
4300
0045
Weight for 3000
kg
5500
Dimension for 1500
mm
3700x1550x1550
Dimension for 3000
mm
5200x1550x1550
Токарно-винторезный станок с ЧПУ
Эта серия токарно-винторезных станков с ЧПУ в основном предназначена для обработки внутренней и внешней трубной резьбы, включая метрическую, дюймовую, модульную DP и коническую резьбу, а также имеет все распространенные функции обычного токарного станка с ЧПУ, такие как обработка внутреннего отверстия и торца валов и дисков.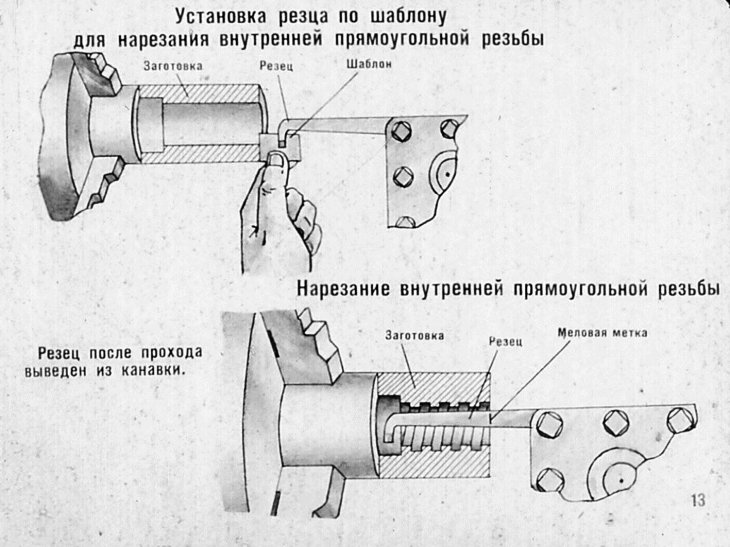 Эта серия токарных станков широко используется в таких отраслях, как добыча нефти, добыча полезных ископаемых, химические трубопроводы и геологоразведка. Это высокоэффективное оборудование для обработки и ремонта бурильных труб, бурильных штанг, резьбовых соединений и так далее.
Эта серия токарных станков широко используется в таких отраслях, как добыча нефти, добыча полезных ископаемых, химические трубопроводы и геологоразведка. Это высокоэффективное оборудование для обработки и ремонта бурильных труб, бурильных штанг, резьбовых соединений и так далее.
Труборезной станок с ЧПУ Haven представляет собой новый тип станка с ЧПУ, специально разработанный и изготовленный для обработки резьбы нефтепроводов, бурильных труб и обсадных труб в нефтяной, химической и металлургической промышленности. Станок оснащен двойным зажимным патроном, трехскоростным инвертором и системой автоматического управления ЧПУ. Он может точно обрабатывать различные внутренние и внешние резьбы и имеет функцию обычного токарного станка с ЧПУ.
Если вас заинтересовала наша продукция, добро пожаловать на СВЯЖИТЕСЬ С НАМИ для получения дополнительной информации!
Стандартные аксессуары:
Токарно-винторезный станок с ЧПУ серии QK в основном предназначен для обработки всех видов внутренней и внешней трубной резьбы, включая метрическую, дюймовую, модульную, DP и коническую резьбу, а также имеет все общие функции обычный токарный станок с ЧПУ, такой как обработка внутреннего отверстия и торца валов и дисков.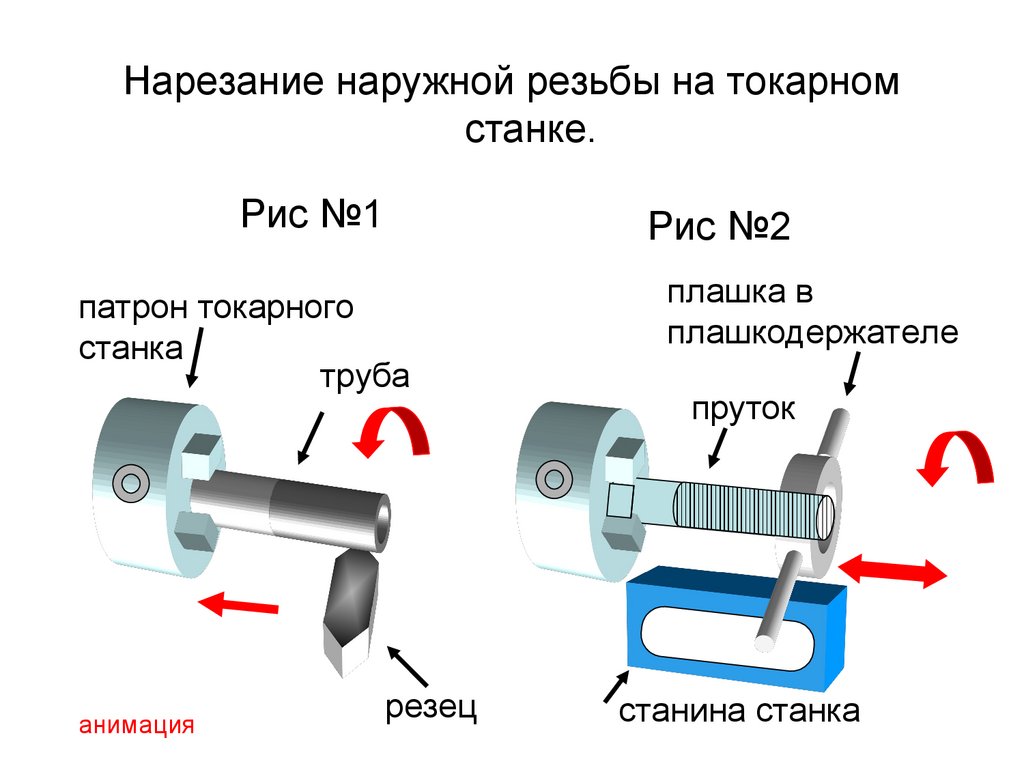
Дополнительные принадлежности:
Токарный станок этой серии широко используется в таких отраслях, как нефтедобыча, добыча угля и полезных ископаемых, химические трубопроводы и геологоразведка. Это высокоэффективное оборудование для обработки и ремонта бурильных труб, бурильных штанг, резьбовое соединение и так далее.
Характеристики токарно-винторезного станка с ЧПУ
1. Большое отверстие шпинделя и двойной патрон для обеспечения обработки труб большого диаметра.
2. Цельная станина изготовлена из высокопрочного железа для обеспечения жесткости и точности.
3. Ультразвуковая закалка направляющих обеспечивает хорошую износостойкость.
4. На контактной поверхности каретки и направляющей используется Turcite B для обеспечения точности.
Вы ищете высококачественный труборезный станок с ЧПУ?
Если вы ищете высококачественный токарно-винторезный станок с ЧПУ, не ищите дальше! Наш токарный станок с ЧПУ для нарезания резьбы на трубах является идеальным решением для ваших потребностей в нарезании резьбы на трубах.
