Нарезание резьбы левой резьбы на токарном станке: Нарезание левой резьбы на токарном станке на заказ в Москве
Содержание
как нарезать левую резьбу резцом на 1К62 — Спрашивалка
как нарезать левую резьбу резцом на 1К62 — Спрашивалка
АТ
Андрей Тиранин
Здравствуйте, коллеги! Вопрос не в том, как настроить стенок и заточить правильно резец. Проблема в том, что правые резьбы получаются без проблем- как метрические, так и дюймовые. А левые станок режет с удвоенным шагом. Помогите дельным советом, а то стыдно отказывать заказчикам.
- резьба
КК
Кирилл Королев
Как нарезать резьбу резцом на станке 1к62?
ДЧ
Джим Челидзе
вот и установите шаг в два раза меньше. если станок удваивает.
ДК
Дарья Костюхина
Гитарой элементарно шаг в два раза меньше сделать.
Посмотрите стр. 143 Слепинина.
http://mirknig.com/knigi/technika/1174313919-rukovodstvo_dlja_obuchenija_tokarejj_po_metallu. html
html
Митяй Струнец
Я не токарь, но отлично помню, как матерились токари меняя шестеренки именно в 1к62 и один из валов под суппортом чтоб нарезать мне левую резьбу (работал на штучном экспериментальном производстве) Токари эти шестеренки хранили как зеницу ока. А инструкция у них была наклеена внутри кожуха ременной передачи слева.
Андрей Дмитриевцев
Перехитри станок. Если нарезает шаг в два раза больше нужного. . .просто в барабане поставь шаг в два раза меньше. Например надо шаг 2 .. а нарезает шаг 4 — то ставь на барабане шаг 1
Но подозреваю что ты не переключаешь рукоятку увеличеный шаг — нормальный шаг. При левой резьбе надо эту рукоятку обязательно поворачивать.
НН
Нигина Нозирова
не понимаю, в чем проблема? там же одной рукояткой переключаются левые/правые.. .
Как вариант, режь правыми оборотами резец кверх ногами ставь (если не ошибаюсь, я вообще-то ЧПУ-шник, у нас таких проблем нету.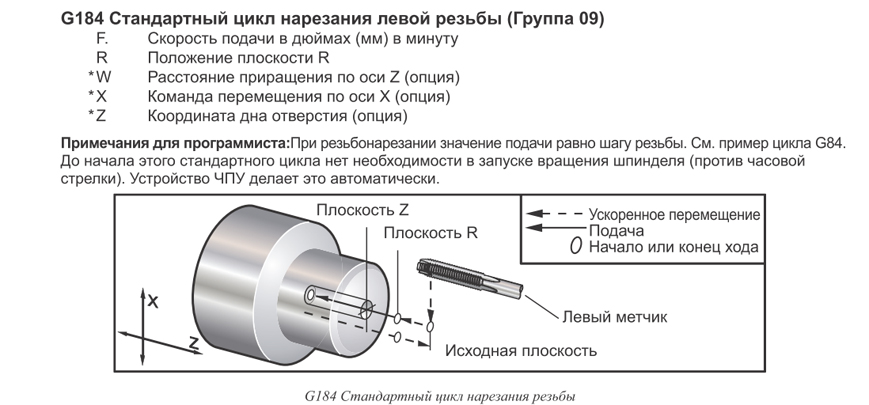 .)
.)
ЕН
Елена Нестерова
Режте плашкой
ТН
Татьяна Нефедова
Съездей в тулу, посмотри как там стволы делают)
Похожие вопросы
сколько стоит нарезать левую резьбу на 32 сгоне.
как нарезать левую резьбу на токарном станке, только резцом и в какую сторону должен вращаться шпиндель при левой резьбе
Можно ли нарезать внутреннюю резьбу метчиком в ручную?
Можно ли нарезать резьбу на электросварных прямошовных трубах?
??? Для чего на танковой пушке нарезается именно такая резьба? фото внутри
Как нарезать резьбу на природе, если нет ни метчика, ни плашки, на дереве?
каким инструментом нарезается резьба на гайке?
ПОДСКАЖИТЕ ПОЖАЛУСТА Определить подачу при нарезании резьбы М30х 1,5 резцом.
Можно ли нарезать резьбу на гвозде?
повторяю вопрос! как! и ЧЕМ нарезать левую резьбу!!!
Нарезание цилиндрической резьбы на токарном станке ЧПУ
Главная / ЧПУ станок / Обработка резанием / Нарезание цилиндрической резьбы на токарном станке ЧПУ
Нарезание цилиндрической резьбы на токарном станке жестко связывает рабочую подачу F и частоту вращения шпинделя n между собой: их отношение ( F/n) соответствует шагу резьбы.
Шаг резьбы — это расстояние между двумя одноименными (т.е. правыми или левыми) точками двух соседних витков, измеренное параллельно оси резьбы.
На рис. 1, в такими точками являются точки А и A1 точки В и В1, точки С и С1 и т.д. Расстояние между этими точками, измеренное параллельно линии 00 (т.е. оси резьбы), и есть шаг резьбы, обозначаемый буквой S. Почти у всех резьб, принятых в машиностроении, шаг измеряется в миллиметрах. Существуют, однако, также резьбы, у которых шаг выражается числом витков резьбы на 1 дюйм ее длины. Кроме винтов, на токарном станке нарезаются червяки, имеющие модульный или питчевый шаг.
Рис. 1. Элементы профиля (а, б) и шаг резьбы (в)
Вообще применяются два метода нарезания цилиндрической резьбы:
- нарезание метчиком, применяемое при обработке центральных отверстий небольшого диаметра; отметим, что метчик следует крепить в специальном патроне с компенсатором смещений;
- нарезание токарным резцом, применяемое при обработке центральных отверстий большого диаметра и наружных поверхностей.
В токарных станках с ЧПУ для обеспечения возможности нарезания резьбы метчиком предусмотрено специальное кодирование перемещений инструмента по функции G63. Эта функция позволяет программировать вход метчика в отверстие; синхронный останов подачи и вращения в точке-адресе; дальнейшее включение реверса и выход метчика из отверстия. В качестве примера рассмотрим нарезание резьбы с шагом 1,5 мм и глубиной 40 мм:
…G0 X0 Z8 | Подвод метчика к исходной точке управляющей программы
G97 S100 => => G95 F1.5 | Подтверждение постоянной частоты вращения; задание подачи инструмента в мм/об
Z2 | Приближение метчика к детали
G63 Z-40 M3 | Вход в отверстие с вращением шпинделя по часовой стрелке
G63 Z2 M4 | Выход из отверстия с реверсивным вращением шпинделя
G0 Z8… | Отвод метчика к исходной точке управляющей программы
Нарезание цилиндрической резьбы токарным резцом на языке SINUMERIK-840D кодируется по типовому циклу CYCLE97. Параметры обработки вносятся в систему ЧПУ в виде группы обезличенных цифр так же, как и в CYCLE95. Ввод параметров обработки осуществляется с применением таблицы параметров цикла, которая вызывается на экран стойки ЧПУ виртуальной клавишей «ПЕРЕТРАНСЛИРОВАТЬ». Таблица помещается на экран дисплея станка совместно с графическим отображением цикла. Графическое отображение (рис. 2) дает зрительное восприятие характера и параметров обработки.
Параметры обработки вносятся в систему ЧПУ в виде группы обезличенных цифр так же, как и в CYCLE95. Ввод параметров обработки осуществляется с применением таблицы параметров цикла, которая вызывается на экран стойки ЧПУ виртуальной клавишей «ПЕРЕТРАНСЛИРОВАТЬ». Таблица помещается на экран дисплея станка совместно с графическим отображением цикла. Графическое отображение (рис. 2) дает зрительное восприятие характера и параметров обработки.
Рис. 2. Циклограмма нарезания резьбы резцом на станке с ЧПУ токарной группы
Пример заполнения таблицы параметров цикла CYCLE97 приведен ниже.
1 | Шаг резьбы Координата | 1,5 | Ввод
2 | Z начальной точки резьбы |0 | Ввод
3 | Координата Z конечной точки резьбы | -30 | Ввод
4 | Начальный диаметр резьбы D1 | 15,8 | Ввод
5 | Конечный диаметр резьбы D2 | 15,8 | Ввод
6 | Глубина резьбы | 0,8 | Вод
7 | Количество проходов резца | 4 | Ввод
8 | Длина отрезка захода | 2 | Ввод
9 | Длина отрезка выбега | 2 | Ввод
10 | Сторона обработки детали | Снаружи/Изнутри | —
11 | Тип проходов резца | С пост. сеч. Стружки / С постоянной подачей | —
сеч. Стружки / С постоянной подачей | —
Как и в CYCLE95, в CYCLE97 предусмотрено два способа ввода данных:
- клавишей «~» осуществляется выбор из предложенных вариантов;
- клавишей (Ввод) — ввод данных с клавиатуры.
Клавиша «~» позволяет осуществить выбор из четырех видов нарезания цилиндрической резьбы: резьба наружная или внутренняя, проходы резца с постоянной подачей на глубину или с постоянным сечением стружки.
Различные сочетания видов обработки кодируются цифровыми значениями (1…4), которые размещены в таблице CYCLE97 после остальных параметров:
- 1 — наружная резьба; постоянная подача на глубину;
- 2 — внутренняя резьба; постоянная подача на глубину;
- 3 — наружная резьба; постоянное сечение стружки;
- 4 — внутренняя резьба; постоянное сечение стружки;
Координаты точек начала и окончания резьбы по оси Z берутся непосредственно с эскиза обработки. В таблице предусмотрены раздельные ячейки для длин отрезков захода и выбега. Ниже приведен фрагмент управляющей программы обработки детали.
Ниже приведен фрагмент управляющей программы обработки детали.
…G0 X20 Z8 | CYCLE97(1.5,0,-30,15.8, 15.8,0.8,4,2,2,3)
G97 S800 | M3 G0 X20 Z8…
Профиль резьбы
Винтовые резьбы, принятые на практике, образованы перемещением по боковой поверхности цилиндра не только треугольника, но и других плоских фигур (трапеций, квадрата и т. д.), выбираемых в зависимости от условий, в которых работает резьба. В соответствии с этим основным признаком, характеризующим резьбу, является ее профиль. Профилем цилиндрической резьбы называется сечение ее витка плоскостью, проходящей через ось цилиндра (т. е. диаметральной плоскостью), на котором образована резьба.
Элементы профиля резьбы
Элементами профиля резьбы являются его боковые стороны, угол, вершина и впадина. Углом профиля называемся угол между боковыми сторонами витка, измеренный в диаметральной плоскости. Этот угол (рис. 1, а) обозначается буквой α. Вершиной профиля называется линия, соединяющая боковые стороны его по верху витка (P, рис. 1, а , б).
Вершиной профиля называется линия, соединяющая боковые стороны его по верху витка (P, рис. 1, а , б).
Впадиной профиля называется линия, образующая дно винтовой канавки (R, рис. 1, а, б). Очертания вершины и впадины могут быть плоско-срезанными (рис. 1, а) или закругленными (рис. 1, б).
Диаметры резьбы
Различают три диаметра резьбы: наружный, внутренний и средний. Наружным диаметром резьбы (d) называется диаметр цилиндра, описанного около боковой поверхности резьбы. Для болта наружный диаметр соответствует диаметру по вершинам профиля (рис. 3, а), измеренному перпендикулярно к оси резьбы, а для гайки — по впадинам профиля (рис. 3, б).
Внутренним диаметром резьбы (d1) называется диаметр цилиндра, вписанного в резьбовую поверхность. Для болта внутренний диаметр соответствует диаметру по впадинам профиля (рис. 3, а), измеренному перпендикулярно к оси резьбы, а для гайки — по вершинам профиля (рис. 3, б).
3, б).
Средним диаметром резьбы (d2) называется диаметр цилиндра, соосного с резьбой, образующие которого делятся боковыми сторонами профиля на равные отрезки. На рис. 3, в этот цилиндр, имеющий общую ось с резьбой, показан штрих-пунктирными линиями. На рисунке АВ = ВС = CD и т.д., а поэтому d2 — средний диаметр.
Рис. 3. Диаметры резьбы: наружный и внутренний (а, б) и средний (в)
Угол подъема резьбы
При нарезании цилиндрической резьбы на токарном станке необходимо учитывать угол ее подъема. Углом подъема называется угол, образованный направлением резьбового выступа резьбы с плоскостью, перпендикулярной к его оси.
Этот угол определяется по формуле: tgφ = S/πd2,
где φ — угол подъема резьбы в град; S — шаг резьбы в мм; π = 3,14; d2 — средний диаметр резьбы в мм.
Правая и левая резьбы
По направлению витка различают правые (рис. 4, б) и левые (рис. 4, а) резьбы.
4, б) и левые (рис. 4, а) резьбы.
Если подъем резьбы винта, положенного на ладонь правой руки, совпадает с направлением отогнутого большого пальца, эта резьба правая. Совпадение подъема резьбы с направлением отогнутого большого пальца левой руки указывает, что данная резьба левая.
На винт с правой резьбой гайка наворачивается при вращении вправо (по часовой стрелке), на винт с левой резьбой — при вращении влево (против часовой стрелки).
Рис. 4. Левая (а) и правая (б) резьбы.
Статьи по станкам ЧПУ
Более 1000 статей о станках и инструментах, методах обработки металлов на станках с ЧПУ.
Предыдущая статья
Следующая статья
Остались вопросы?
Заполните форму и наши менеджеры свяжутся с вами
Как к вам обращаться:
Ваш номер телефона:
Нажимая кнопку «Отправить», Вы принимаете Условия и даёте своё согласие на обработку Ваших персональных данных, в соответствии с Политикой конфиденциальности
Как сделать левую резьбу на токарном станке
BobinWa
Активный пользователь
#1
Ок, ребята помогите мне тут, мне нужно сделать
слева
вручил болт с метрической резьбой 1.00-10. Мой токарный станок Grizzly имеет настройки для нарезания резьбы, но я не понимаю, как сделать левостороннюю резьбу? Ваша помощь очень ценится.
БобинВА
bridgeportbj
Зарегистрировано
#2
БобинВа сказал:
Хорошо, ребята, помогите мне здесь, мне нужно сделать
слева
вручил болт с метрической резьбой 1,00-10.
Мой токарный станок Grizzly имеет настройки для нарезания резьбы, но я не понимаю, как сделать левостороннюю резьбу? Ваша помощь очень ценится.
БобинВА
Нажмите, чтобы развернуть…
Bob
Вырезать в обратном порядке слева направо.
БЖ
Тони Уэллс
Зарегистрировано
#3
Процесс в основном такой же. Есть несколько способов сделать это. Наиболее популярным, вероятно, является использование рельефа резьбы и, начиная с рельефа и нормального вращения шпинделя, меняют направление хода ходового винта. Конечно, это требует немного смелости и уверенности, потому что, если рельеф довольно узкий, как обычно, у вас не так много шансов передумать, если вы промахнетесь по отметке на шкале резьбы. Но если вы начнете медленно, у вас все получится.
Конечно, это требует немного смелости и уверенности, потому что, если рельеф довольно узкий, как обычно, у вас не так много шансов передумать, если вы промахнетесь по отметке на шкале резьбы. Но если вы начнете медленно, у вас все получится.
На более быстрых шагах, чем у вас (подозреваю, что вы имели в виду m10-1.0) на некоторых вставных инструментах, а также на ручных шлифовальных коронках, угол спирали требует изменения зазоров. Очевидно, что резьба проходит под тем же углом, что и правая резьба, но ход «наклоняется» в другую сторону, и инструмент не должен волочиться по боковой поверхности резьбы. Я не думаю, что у вас возникнут проблемы со стандартной оснасткой с шагом 1,0.
инструментщик49
Активный пользователь
#4
Добрый день, Боб,
Я бы также установил соединение под углом 29 1/2 градусов к задней бабке (противоположно правой резьбе).
С уважением,
Мартин
Ray C
Зарегистрировано
#5
Вам повезло. Левосторонняя метрика проще, чем правосторонняя.
Не забывайте, что при использовании метрической резьбы нельзя отвинчивать полугайку до тех пор, пока резьба не будет полностью нарезана.
Для левосторонней метрики вы будете резать слева направо.
0) Установите удобную скорость (медленную).
1) (станок не включен). Выберите начальную точку (обычно утопленное плечо) и настройте небольшое взаимодействие.
2) Включите токарный станок и сделайте разрез, но в конце разреза не отсоединяйте полугайку; вместо этого заглушите мотор.
3) Наберите бит, чтобы очистить кусок. Следите за своей глубиной.
4) Запустите токарный станок в обратном направлении, чтобы вернуть биту в начальную точку.
5) Наберите больше глубины и повторите с шага №2.
Только когда вы закончите, вы можете отсоединить полугайку. Если у вас есть резьбонарезной станок, не имеет значения, под каким номером вы зацепите полугайку. Везде подойдет.
Если бы у вас был метрический ходовой винт, вы могли бы избежать всех этих хлопот и использовать рычаг полугайки, как обычно. Я наполовину испытываю искушение получить метрический ходовой винт, поскольку я вырезаю метрический каждый месяц или около того.
Рэй
Valleyboy101
Активный пользователь
#6
Привет, Рэй,
Сегодня вечером я нарезал правую метрическую резьбу 10 мм x 1,0. Я затягивал полугайку в одной и той же точке на циферблате при каждом проходе, и у меня не было проблем. Было ли это просто удачей BS? У меня нет метрического ходового винта, и я никогда не думал, что должен оставить гайку натянутой.
Буду признателен за совет.
Спасибо,
Майкл
Ray C
Зарегистрировано
#7
Я не придавал этому особого значения, но подозреваю, что это зависит от шага ходового винта.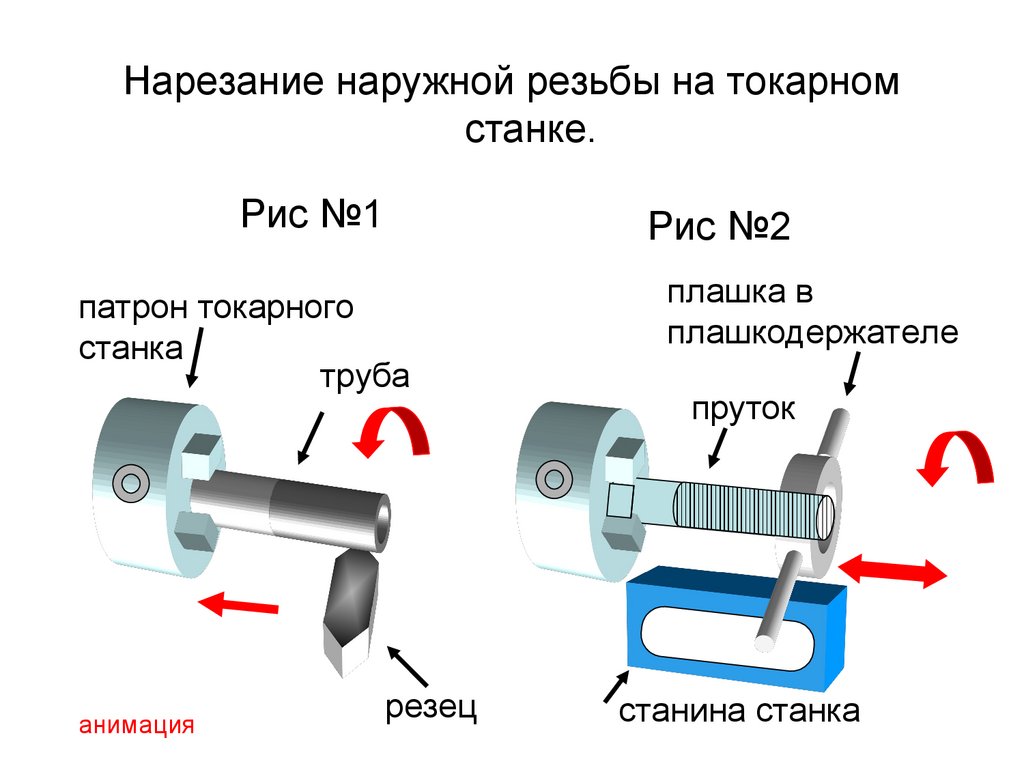 Нарезание метрической резьбы — это то, чем я занимался только последний год или около того. Когда я впервые использовал токарный станок в 70-х годах, метрическая система не рассматривалась. Спустя годы, когда я получил Atlas, передние шестерни были настолько рискованными, что я любой ценой избегал нарезания резьбы. На моем ПМ именно так и надо делать — и возможно я напрасно посоветовал, думая, что это общий случай для машин с ходовыми винтами SAE. Я все обдумаю и попытаюсь выяснить так или иначе.
Нарезание метрической резьбы — это то, чем я занимался только последний год или около того. Когда я впервые использовал токарный станок в 70-х годах, метрическая система не рассматривалась. Спустя годы, когда я получил Atlas, передние шестерни были настолько рискованными, что я любой ценой избегал нарезания резьбы. На моем ПМ именно так и надо делать — и возможно я напрасно посоветовал, думая, что это общий случай для машин с ходовыми винтами SAE. Я все обдумаю и попытаюсь выяснить так или иначе.
Рэй
Valleyboy101 сказал:
Привет, Рэй,
Сегодня вечером я нарезал метрическую резьбу 10 мм x 1,0 RH. Я затягивал полугайку в одной и той же точке на циферблате при каждом проходе, и у меня не было проблем. Было ли это просто удачей BS? У меня нет метрического ходового винта, и я никогда не думал, что должен оставить гайку натянутой.
Буду признателен за совет.
Спасибо,
МайклНажмите, чтобы развернуть…
Ray C
Зарегистрировано
#8
Хорошо, как и обещал, я подумал и сделал некоторые выводы, а чтобы подтвердить свои скудоумия, порылся в сети.
Да, в общем случае нужно постоянно держать полугайки в зацеплении. Есть некоторые исключения, основанные на трюках, которые вы можете разыгрывать, в зависимости от шага ходового винта и длины, на которой вы решите отключить / снова зацепить ходовой винт. Например, с некоторыми зубчатыми передачами и винтом 8TPI каждые 5 дюймов — это точная длина, на которой вы можете уйти, используя стандартную технику. полуорехи заняты, я буду придерживаться того способа, который знаю.
полуорехи заняты, я буду придерживаться того способа, который знаю.
-Конечно, было бы неплохо иметь ходовой винт с метрической резьбой, но замена полугаек на моем станке непроста.
Рэй
8ntsane
Активный пользователь
#9
Эта таблица также может вам помочь. Может помочь вам от страха врезаться в патрон, отвинчивая резьбу, когда это возможно.
Последнее редактирование:
DMS
Активный пользователь
#10
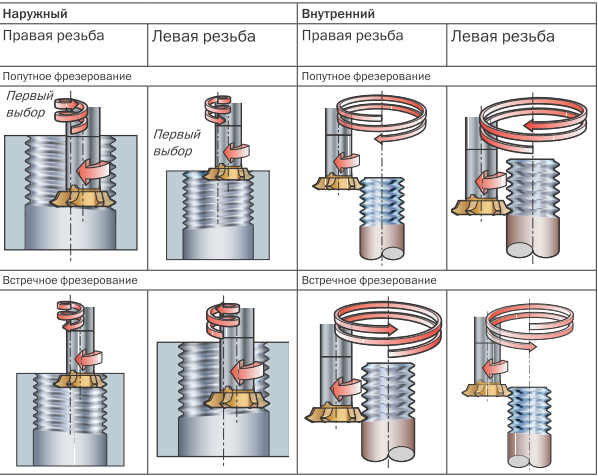
Я думаю, проще всего резать с обратной стороны, как показано на схеме 8ntsane (сверху, 3-я слева). Это больше всего похоже на нарезание правой резьбы, за исключением того, что направление шпинделя меняется на противоположное (и направление подачи, конечно). Его преимущество заключается в возможности зацепить полугайку перед зацеплением с деталью. Это может быть сложно в зависимости от вашего перемещения по поперечному скольжению.
Снятие резьбы с патрона на моем токарном станке…
планировщик
активный пользователь
#1
Я еще не пробовал, но вижу потенциал и хочу попробовать нарезать резьбу под углом 60 градусов на моем токарном станке, но использовать каретку, удаляющуюся от патрона. У меня вопрос, если у меня соединение установлено на 290,5 градуса, когда я заправляю обычным способом, я оставляю его таким же для метода «от» патрона? Или мне нужно переключить компаунд на 30,5 градусов?
Спасибо!
Фермер кактусов
Активный пользователь
#2
У вас будет левая резьба! Удачи!
планировщик
активный пользователь
#3
Фермер кактусов сказал:
У вас будет левая резьба! Удачи!
Нажмите, чтобы развернуть…
Нет, я не буду. Вы должны положить режущий инструмент вверх дном и запустить патрон в обратном направлении.
Последнее редактирование:
kd4gij
Активный пользователь
#4
Вы будете подавать с помощью поперечного суппорта, так что состав не будет иметь значения. Или качайте компаунд циферблатом со стороны передней ложи. И запустить шпиндель в обратном направлении.
Супербурбан
Зарегистрировано
#5
Я видел, как люди делают это на Youtube, и у них это выглядело просто. Я не припомню, чтобы кто-то когда-либо упоминал, как они укладывали компаунд.
Я не думаю, что это имеет значение для любого способа нарезания резьбы. Теория заключается в том, что вы делаете сильный надрез на одной стороне резьбы, а половина градуса нужна для того, чтобы другая сторона резьбы оставалась чистой. Возьмите кусок лома и попробуйте его в обоих направлениях.
Возьмите кусок лома и попробуйте его в обоих направлениях.
Wreck™Wreck
Серебро
#6
Не обращайте внимания на компаунд, нет причин беспокоиться об угле въезда.
В тех редких случаях, когда мне приходится модифицировать стандартное крепление с правой резьбой, я поворачиваю шпиндель в обратном направлении и вырезаю с обратной стороны, для этого хорошо подходит расточная оправка. Однако следует помнить, что все перемещения по оси X отрицательны.
Прекрасно работает.
планировщик
активный пользователь
#7
Wreck™Wreck сказал:
Не обращайте внимания на компаунд, нет веских причин беспокоиться об угле въезда.
В тех редких случаях, когда мне приходится модифицировать стандартное крепление с правой резьбой, я поворачиваю шпиндель в обратном направлении и вырезаю с обратной стороны, для этого хорошо подходит расточная оправка. Однако следует помнить, что все перемещения по оси X отрицательны.
Работает заклинание.
Нажмите, чтобы развернуть…
Теперь это интересный способ сделать это. Возможно, мне понадобится инструмент для нарезания резьбы расточной оправкой от Mesa Tool и попробовать его.
Спасибо за информацию.
планировщик
активный пользователь
#8
kd4gij сказал:
Вы бы использовали поперечный суппорт, так что соединение не имеет значения. Или качайте компаунд циферблатом со стороны передней ложи. И запустить шпиндель в обратном направлении.
Нажмите, чтобы развернуть…
Да, я всегда использовал составной метод, но, кажется, мне следует попробовать перекрестный слайд, так как он действительно кажется более простым. У меня есть Grizzly G4003G, поэтому я думаю, что он будет достаточно прочным, чтобы делать то, что мне нужно, даже если для этого мне придется делать меньшие разрезы. Я просто хотел попробовать более высокие скорости для лучшей отделки и использовать карбид вместо быстрорежущей стали.
схемщик
Активный пользователь
#9
Супербурбан сказал:
Я видел, как люди делают это на Youtube, и у них это выглядит легко. Я не припомню, чтобы кто-то когда-либо упоминал, как они укладывали компаунд.
Я не думаю, что это имеет значение для любого способа нарезания резьбы. Теория заключается в том, что вы делаете сильный надрез на одной стороне резьбы, а половина градуса нужна для того, чтобы другая сторона резьбы оставалась чистой. Возьмите кусок лома и попробуйте его в обоих направлениях.
Нажмите, чтобы развернуть…
Youtube всегда делает вещи легкими. Я знаю, что вы должны быть сосредоточены, когда пробуете этот обратный метод, так как мозг запрограммирован на то, чтобы всегда делать это наоборот. Я обязательно сделаю некоторые тесты.