Нарезание резьбы резцами: Нарезание резьбы резцами | Токарная обработка металла
Содержание
Нарезание резьбы резцами | Токарная обработка металла
Нарезание резьбы резцами
Наиболее распространенным способом нарезания резьбы на токарно-винторезных станках является нарезание резьбовыми резцами.
Конструкция резцов для нарезания резьбы. Профиль режущей части резца должен соответствовать профилю резьбы. Угол режущей части для метрической резьбы должен быть 60°, для дюймовой и трубной резьб — 55°. Чтобы избежать при нарезании резьбы искажения ее профиля, резьбовые резцы затачивают по передней поверхности с передним углом у = 0° и устанавливают вершину резца на высоте станка; на резцах для черновых проходов передний угол равен от 5 до 25° в зависимости от механических свойств обрабатываемого материала; задний угол на боковых поверхностях резца — от 5 до 10°.
Типы резцов
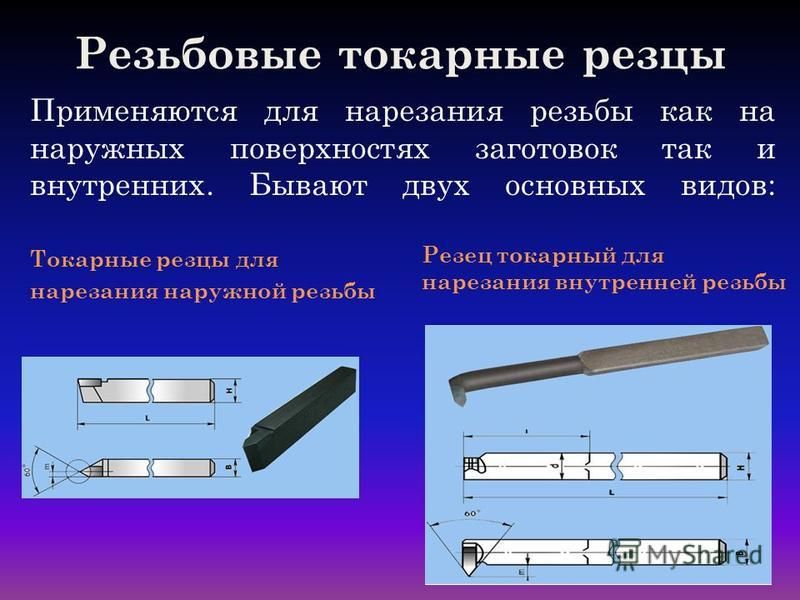
Различают резьбовые резцы для нарезания наружной резьбы (рис. 215, а) и резцы для нарезания внутренней резьбы (рис. 215, б). Те и другие могут быть цельными или вставными. Головка резьбового резца для внутренней резьбы должна быть
Головка резьбового резца для внутренней резьбы должна быть
Рис. 215. Резцы для нарезания треугольной резьбы: а — наружной, б — внутренней
перпендикулярна оси стержня резца. Длина и сечение стержня зависят от диаметра отверстия.
Токарь-новатор В. К. Семинский для нарезания внутренних резьб применяет специальные резьбовые резцы. У этих резцов (рис. 216) головка повернута относительно стержня путем
Рис. 216. Резьбовой резец для нарезания внутренней резьбы конструкции В. К. Семинского
скручивания державки на 45°. Это придает резцу повышенную жесткость и обеспечивает более спокойную работу по сравнению с обычным резьбовым резцом (рис. 215, б).
Чистовой проход
Для чистовых проходов при нарезании резьб иногда применяют пружинящие державки и пружинящие резцы, позволяющие получать чистую и гладкую резьбу. Такой резец, встречая на своем пути более твердую часть металла, слегка отжимается и не портит резьбы.
Рис. 217. Пружинящая державка с резьбовым резцом
На рис.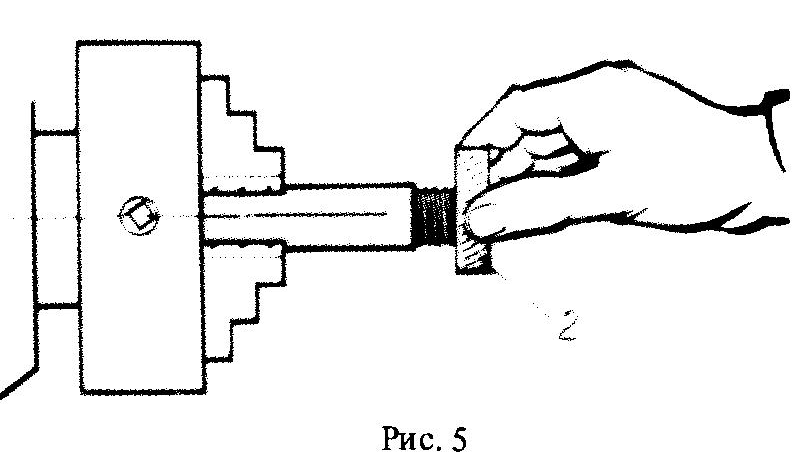 217 показана пружинящая державка 1. Болт 2 служит для крепления вставного резьбового резца 3 в державке. Особенность этой державки в том, что она может работать и как пружинящая, и как жесткая. Это достигается при помощи винта 4: когда винт затянут, державка работает как жесткая; когда вин г отпущен, она работает как пружинящая.
217 показана пружинящая державка 1. Болт 2 служит для крепления вставного резьбового резца 3 в державке. Особенность этой державки в том, что она может работать и как пружинящая, и как жесткая. Это достигается при помощи винта 4: когда винт затянут, державка работает как жесткая; когда вин г отпущен, она работает как пружинящая.
Черновое нарезание производят резцом, закрепленным в жесткой державке, а чистовое — резцом, закрепленным в пружинящей державке.
Рис. 218. Установка резьбового резца: а — правильная, б — неправильная
Установка резца
Устанавливают резьбовой резец точно на высоте центров, иначе профиль резьбы получится неправильным. Кроме того, средняя линия профиля резца должна быть перпендикулярна к оси детали (рис. 218, а).
Эти требования остаются в силе при нарезании не только наружных, но и внутренних резьб. Если пренебречь этими требованиями, то профиль резьбы окажется повернутым в сторону (несимметричным), как показано на рис. 218, б.
Резьбовой резец устанавливают при помощи шаблона, как показано на рис. 219 (при нарезании наружной резьбы) и на рис. 220 (при нарезании внутренней резьбы).
219 (при нарезании наружной резьбы) и на рис. 220 (при нарезании внутренней резьбы).
Правильность установки
Правильность установки резьбового резца по шаблону проверяют так: прикладывают шаблон к цилиндрической
поверхности детали в горизонтальной плоскости точно на высоте оси детали, затем вводят резец в вырез шаблона и на просвет определяют, есть ли зазор между его режущими кромками и вырезом. Если зазор имеется, то перестановкой резца его устраняют, после чего резец прочно закрепляют в резцовой головке. При установке резца для нарезания внутренней резьбы шаблон можно устанавливать также по торцу детали (см. рис. 220).
Рис 219. Установка резьбового резца по шаблону при нарезании наружной резьбы
Проверка шаблонами
Рис. 220. Установка резьбового резца по шаблону при нарезании внутренней резьбы
Шаблонами (см. рис. 219 и 220) проверяют также правильность заточки резьбовых резцов.
Похожие материалы
Нарезание резьбы — Элмика
Резьба лучше всего производится в инженерных пластиках с использованием инструментов для нарезания резьбы гребенкой или фрезерованием. Наружная резьба на пластмассовых деталях нарезается резцами, плашками, фрезами, внутренняя резьба – метчиками и резцами.
Наружная резьба на пластмассовых деталях нарезается резцами, плашками, фрезами, внутренняя резьба – метчиками и резцами.
Выбор того или иного метода нарезания резьбы зависит от конструкции и материала обрабатываемой детали, размера резьбы, масштабов производства. Резьбофрезерование является наиболее производительным и экономичным способом образования резьбы в условиях серийного и массового производства. Однако целесообразно фрезеровать резьбы на деталях из жёстких материалов с обязательным охлаждением.
Инструменты
- Резьбу лучше всего наносить резьбовой гребёнкой
- Двузубчатый инструмент позволяет избежать образования заусенцев
- Не рекомендуется использовать нарезные шайбы, так как при удалении шайбы происходит повторная нарезка
Нарезание резьбы резцами
Для нарезания резьбы применяют стержневые, призматические и круглые резцы, профиль режущих кромок которых соответствует профилю резьбы (рис. 5). Стандартные стержневые металлорежущие резцы из быстрорежущей стали и твёрдых сплавов используют при нарезании резьбы в пластмассах с соответствующей переточкой.
Призматические и круглые резьбовые резцы применяются при серийном изготовлении деталей. По сравнению со стержневыми резцами они допускают большее число переточек.
Для сохранения постоянства размеров профиля резьбовых резцов переточка осуществляется только по передней поверхности. При конструировании призматических и круглых резцов угол и размеры профиля резьбы необходимо перечитывать в связи со спецификой установки резца на станке.
При нарезании резьбы резцами должны быть согласованы частота вращения детали и подача суппорта с режущим инструментом: на обороте детали инструмент должен переместиться вдоль оси детали на величину шага резьбы s. Частота вращения детали определяется скоростью резания и может быть подсчитана по формуле: n=1000*V/πd, где d – наружный диаметр резьбы.
При резьбонарезании, как и при точении деталей из пластмасс, наиболее стойкими являются инструменты из твёрдых сплавов группы BК – как более теплопроводные. Алмазные резцы по всем показателям превосходят резцы из других материалов. Быстрорежущие стали, как более дешёвые, применяют при нарезании резьб в деталях из ненаполненных термопластов.
Быстрорежущие стали, как более дешёвые, применяют при нарезании резьб в деталях из ненаполненных термопластов.
Скорости резания назначают из условия, что температура резания не превышает теплостойкости данного материала. Увеличение скорости резания выше допустимой ухудшает качество нарезаемой резьбы.
При нарезании резьбы в армированных стекловолокном пластиках в качестве смазочно-охлаждающей жидкости можно применять воду. Однако вода снижает прочность резьбы. И детали с высокими требованиями к прочности обрабатывают всухую.
В деталях из термопластов резьбу обычно нарезают быстрорежущими резцами со скоростью резания 10 – 20 м/мин. Глубина резания за один проход не должна быть более 0,1 – 0,3мм* (0,18-0,25мм*).
Рекомендации
- При использовании втулок следует делать припуск на обработку (в зависимости от материала и диаметра, основной показатель 0,1мм)
- Не используйте слишком высокие предварительные настройки для того, чтобы избежать сплющивания резьбы
Нарезание резьбы плашками
Условия нарезания резьбы плашками исключительно тяжёлые (профиль калибрующей части после термообработки не затылуется, а задние углы на боковых режущих кромках близки к 0).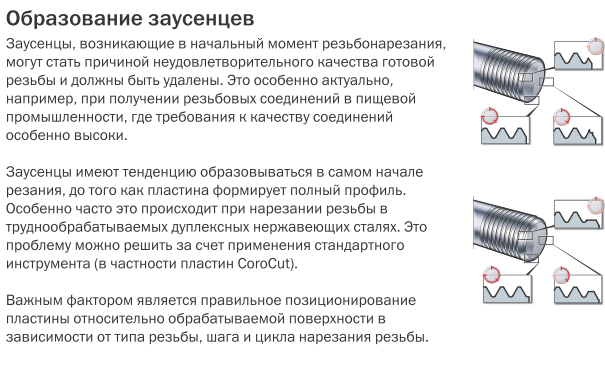 В связи с этим точность резьбы низкая (3 – 4 класс), производительность операции невысокая, так как скорости резания обычно не превышают 2 – 3 м/мин. Стандартные металлорежущие плашки нужно перетачивать (ГОСТ 9740-71), уменьшая передний угол до 0о и даже до отрицательных величин (-15 – -20о) и полировать заборный конус и прикромочные участки.
В связи с этим точность резьбы низкая (3 – 4 класс), производительность операции невысокая, так как скорости резания обычно не превышают 2 – 3 м/мин. Стандартные металлорежущие плашки нужно перетачивать (ГОСТ 9740-71), уменьшая передний угол до 0о и даже до отрицательных величин (-15 – -20о) и полировать заборный конус и прикромочные участки.
Нарезание резьбы метчиками
Внутренние резьбы в изделиях из пластмасс нарезают специальными метчиками и резцами. Резьбонарезание метчиками связано с определёнными трудностями, обусловленными свойствами обрабатываемого материала: 1) наличием упругих деформаций, вызывающих защемление метчиков при свертывании; 2) высокими абразивными свойствами, способствующими интенсивному износу задних граней метчика; 3) недостатками смазочно-охлаждающих сред.
Нарезание резьбы метчиками малых диаметров проводят в основном вручную, вращая метчик воротком или ручной дрелью. Для серийного и массового производства пластмассовых деталей проектируют специальные метчики, имеющие минимальное число зубьев (n=2-3), широкие полированные или хромированные стружечные канавки, подобранные экспериментально размеры профиля резьбы и геометрические параметры.
Метчики из быстрорежущей стали рекомендуются только для термопластов. Резьбу на деталях из реактопластов нарезают твердосплавными метчиками группы ВК, стойкость которых в 30 – 40 раз выше стойкости быстрорежущих.
Для компенсации упругих деформаций обрабатываемого материала в процессе резьбонарезания и сверления отверстий под резьбу наружный и средний диаметр метчика, а также диаметр сверла увеличивают на 0,05 – 0,1 мм по сравнению с аналогичными размерами метчиков и сверл для обработки металлов.
→ Геометрические параметры метчиков для нарезания резьб в пластмассах назначаются в зависимости от обрабатываемого и инструментального материалов и класса точности резьбы. Подробные параметры обработки Вы можете найти на стр. 15 брошюры «Рекомендации по обработке технических пластмасс» (раздел «Скачать», «Брошюры и каталоги»).
Выбор скорости резания определяется в основном степенью точности нарезаемой резьбы, обрабатываемым материалом и стойкостью инструмента.
Для более качественного нарезания резьбы необходимо пользоваться одним метчиком, так как пластмасса – сравнительно мягкий материал и применение набора метчиков сопряжено с опасностью среза витков резьбы, полученных предыдущим метчиком.
Качество и точность нарезаемой резьбы зависят также от способа крепления метчика на станке – в жёстком или плавающем патроне. Жёсткий патрон не даёт возможности метчику самоустанавливаться по оси отверстия, вследствие чего ось резьбы смещается и появляется местное ослабление профиля резьбы.
Специальный патрон для нарезания сквозных резьб даёт возможность метчику при наличии несоосности последнего с отверстием перемещаться в радиальном направлении так, что ось метчика остаётся параллельной её первоначальному движению.
Инструмент для нарезки резьбы по дереву | ТОЧНЫЕ ИНСТРУМЕНТЫ
Немецкий
Французский
Итальянский
- 1
- 2
- 3
 holzgewinde-0″ data-slide-to=»3″> 4
holzgewinde-0″ data-slide-to=»3″> 4- 5
- 6
- 7
- 8
Инструмент для нарезания резьбы по дереву для нарезания наружной и внутренней резьбы
Этот полный набор фрез отличается превосходным качеством изготовления и простотой в обращении. Это позволит вам создавать как наружную, так и внутреннюю резьбу со многими доступными размерами. Вам понадобится вороток для внутренней резьбы. Посмотрите на размеры квадратных валов инструмента с внутренней резьбой, вы можете не найти подходящий размер в каждой мастерской или даже в инструментальном магазине. Профессиональное качество сделано в Германии!
Нарезание резьбы с помощью этих инструментов
Инструменты для нарезания резьбы по дереву — Полный набор метчика и матрицы, как показано выше!
| Резьба диаметр | Резьба | Пилотное отверстие | Квадратный вал | Цена Кода |
|---|---|---|---|---|
| 10 мм = 3/8″ | 9 на дюйм | 8 мм | 6 мм | Цена ∗ 161,50 € |
| 13 мм = 1/2 дюйма | 8 на дюйм | 11 мм | 8 мм | Срок доставки 2 недели! Бестелл №. |
| 16 мм = 5/8″ | 7 на дюйм | 14 мм | 10 мм | Срок доставки 2 недели! Бестелл №. 301857Цена ∗ € 164,70 |
| 19 мм = 3/4″ | 6 на дюйм | 16 мм | 8 мм | Цена ∗ 170,98 € |
| 22 мм = 7/8″ | 5,5 на дюйм | 18 мм | 8 мм | Цена ∗ 187,77 € |
| 25 мм = 1 дюйм | 5 на дюйм | 21 мм | 13 мм | Цена ∗ 241,23 € |
| 28 мм = 1-1/8″ | 4,5 на дюйм | 23 мм | 13 мм | Цена ∗ 277,89 € |
| 32 мм = 1-1/4 дюйма | 4 на дюйм | 26 мм | 13 мм | Срок доставки 2 недели! Бестелл №. |
| 38 мм = 1-1/2 дюйма | 3,5 на дюйм | 32 мм | 16 мм | Цена ∗ 544,25 € |
| 44 мм = 1-3/4″ | 3 на дюйм | 36 мм | 16 мм | Срок доставки 2 недели! Бестелл №. 301864Цена ∗ 833,68 € |
| 50 мм = 2 дюйма | 2,5 на дюйм | 42 мм | 20 мм | Срок доставки 2 недели! Бестелл №. 301865Цена * € 1047,51 |
| 62 мм = 2-1/2 дюйма | 2 на дюйм | 50 мм | 20 мм | Цена ∗ 1216,33 € |
 301856Цена ∗ 162,53 €
301856Цена ∗ 162,53 € 301862Цена ∗ 313,53 €
301862Цена ∗ 313,53 € Матрицы оснащены 2 ножами размером 1-1/2 дюйма (38 мм) и выше. Матрицы размером 1-1/4 дюйма (32 мм) и выше имеют две ручки. Нож с V-образным профилем и метчик можно затачивать только изнутри.
По возможности используйте только плотную и мелкозернистую древесину, например, бук, вишню и грушу.
Не подходят такие породы дерева, как сосна и дуб.
Замачивание дерева для нарезания резьбы в масле в течение двух дней делает его более податливым и снижает риск срыва выступающей резьбы.
Сменное лезвие для инструмента для нарезания резьбы 10–22 мм
Срок доставки 2 недели!
Bestell Nr. 301867Цена ∗ € 18,85
Сменное лезвие для инструмента для нарезания резьбы 25–28 мм
Срок доставки 2 недели!
Bestell Nr. 301868Цена ∗ € 19,88
Сменное лезвие для инструмента для нарезания резьбы 32 мм
Цена ∗ 25,13 €
Сменное лезвие для инструмента для нарезания резьбы 38 мм
Комплект состоит из двух предметов
Срок поставки 2 недели!
Bestell Nr. 301870Цена ∗ € 78,69
301870Цена ∗ € 78,69
Сменное лезвие для инструмента для нарезания резьбы 44 мм
Комплект состоит из двух предметов
Срок доставки 2 недели!
Bestell Nr. 301871Цена ∗ € 82,92
Сменное лезвие для инструмента для нарезания резьбы 50 мм
Комплект состоит из двух предметов
Срок поставки 2 недели!
Bestell Nr. 301872Цена ∗ € 86,01
Сменное лезвие для инструмента для нарезания резьбы 62 мм
Комплект состоит из двух предметов
Срок поставки 2 недели!
Bestell Nr. 301873Цена ∗ € 93,42
Вы находитесь здесь: Домашняя страница › Сверление в древесине › Инструмент для нарезания резьбы по дереву
Декабрьская акция
SJÖBERGS Smart Workstation Pro
Эта мобильная рабочая станция изготовлена из массива бука и может быть легко установлена на любой столешнице с помощью пары зажимов.
Вместо 162,32 € только 146,00 €
Только при наличии на складе
Буровой блок Milescraft
Этот легкий, но прочный сверлильный блок позволяет точно сверлить отверстия.
Вместо 10,99 € только 9,00 €
Только при наличии на складе
2 японские пилы с брезентовым чехлом
Этот набор пил состоит из Dozuki , Ryoba и брезентового чехла.
Вместо 89,99 € только 76,00 €
Только при наличии на складе
9Days | — | — | 1 | T130A | 3.65 | 9.525 | 0. 13 13 | With flat cutting blade | LTE R2020/LTE R2525/STE R1212/STE R1616 | 0.8 | 1.2 | ||||||||||
4 дня | Сталь / нержавеющая сталь / чугун / цветной металл | — | 1 | T1500A | 3.65 | 9.525 | 0.13 | With flat cutting blade | LTE R2020/LTE R2525/STE R1212/STE R1616 | 0.8 | 1.2 | ||||||||||
9 дней | — | 24-12 | 1,00~2,00 | T130A | 3,65 | 9,525 3 0,590 | 0 | Без плоского лезвия | LTE R2020/LTE R2525/STE R1212/STE R1616 | 1,1 | 1,2 | ||||||||||
9 Days | — | — | 1. 25 25 | T130A | 3.65 | 9.525 | 0.17 | With flat cutting blade | LTE R2020/LTE R2525/STE R1212/STE R1616 | 0.8 | 1.2 | ||||||||||
9 дней | Сталь / нержавеющая сталь / чугун / неглуболезный металл | — | 1,25 | T1500A | 3,65 | 9.525 | 0,17 | 0,8 | 1,2 | ||||||||||||
5 Days | — | — | 1.5 | T130A | 3.65 | 9.525 | 0.2 | With flat cutting blade | LTE R2020/LTE R2525/STE R1212/STE R1616 | 1.0 | 1.2 | ||||||||||
5 дней | Сталь / нержавеющая сталь / чугун / неглуболезненный металл | — | 1,5 | T1500A | 3,65 | 9,525 | 0,2 | с ровной Rute Rutde Blade | 9 / LTREL BLADE | 1,0 | 1,2 | ||||||||||
9 дней | — | от 16 до 8 | 1. 50~3.00 50~3.00 | T130A | 3.65 | 9.525 | 0.2 | Without flat cutting blade | LTE R2020/LTE R2525/STE R1212/STE R1616 | 1.6 | 1.0 | ||||||||||
9 дней | — | — | 1,75 | T130A | 3,65 | 9,525 | 9 0,24 9005 8 С плоским лезвием0059 | LTE R2020/LTE R2525/STE R1212/STE R1616 | 1,2 | 1,2 | |||||||||||
5 дней | Сталь / нержавеющая сталь / чугун / неглуболезный металл | — | 1,75 | T1500A | 3,65 | 9.525 | 0,24 | 1.2 | 1.2 | ||||||||||||
9 Days | — | — | 2 | T130A | 3. 65 65 | 9.525 | 0.27 | With flat cutting blade | LTE R2020/LTE R2525/STE R1212/STE R1616 | 1.4 | 1.2 | ||||||||||
5 дней | Сталь / нержавеющая сталь / чугун / неглуболезный металл | — | 2 | T1500A | 3,65 | 9,525 | 0,27 | с ровной Rutde BLADE | 9 / LTRADE | 0,27 | . СТЭ Р1616 | 1,4 | 1,2 | ||||||||
9 дней | — | — | 2,5 | T130A | 3.65 | 9.525 | 0.35 | With flat cutting blade | LTE R2020/LTE R2525/STE R1212/STE R1616 | 1.4 | 1. 2 2 | ||||||||||
4 дня | Сталь / нержавеющая сталь / чугун / цветной металл | — | 2,5 | T1500A | 3,65 | 9.525 | 0.35 | With flat cutting blade | LTE R2020/LTE R2525/STE R1212/STE R1616 | 1.4 | 1.2 | ||||||||||
9 Days | — | — | 3 | T130A | 3.65 | 9.525 | 0.42 | With flat cutting blade | LTE R2020/LTE R2525/STE R1212/STE R1616 | 1,8 | 1,2 | ||||||||||
5 Days | Steel / Stainless Steel / Cast Iron / Non-ferrous metal | — | 3 | T1500A | 3.  |