Нарезка резьбы на токарном станке: Нарезание резьбы на токарном станке на заказ в Москве
Содержание
Нарезание резьбы на токарном станке на заказ в Москве
Таблица стоимости нарезки резьбы
| Дюйм | Нержавейка (и другой металл) | Сталь | ||
| 1/2″ | 21,5 | 15 | 100 | 70 |
| 3/4″ | 27 | 20 | 120 | 100 |
| 1″ | 33 | 25 | 150 | 120 |
| 1″ 1/4 | 42 | 30 | 250 | 150 |
| 1″ 1/2 | 48 | 40 | 300 | 200 |
| 2″ | 60-57 | 50 | 500 | 300 |
Нарезка резьбы на станке востребована на предприятиях машиностроения, автомобилестроения, строительства. Для ее осуществления применяют различное оборудование. Потребности промышленности в таких деталях на 40% удовлетворяются нарезкой резьбы на токарном станке при помощи режущего инструмента. В зависимости от типа и сложности обработки изделия изготавливают также вручную, на фрезерных, токарных, сверлильных или специализированных агрегатах, манипуляторах.
Как мы делаем нарезку резьбовых отверстий на станке
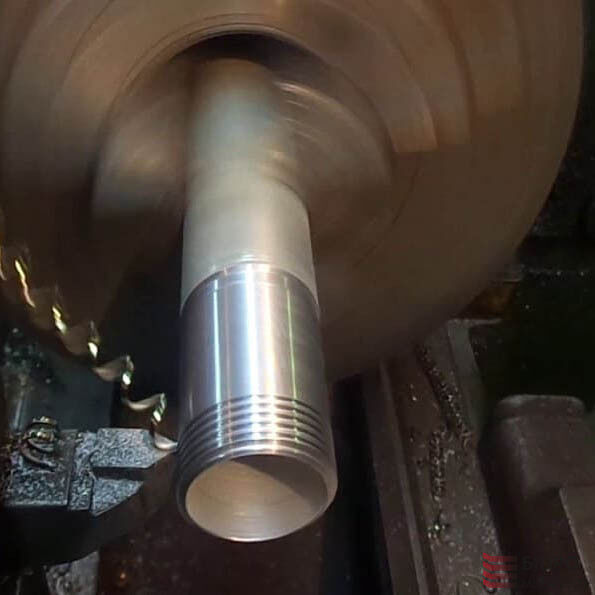
нарезка внешней резьбы на станке
Опишем техпроцесс нарезания резьбы на токарном станке на примере обработки внутренней поверхности детали.
- Просверливают отверстие нужного диаметра.
- Снимают фаску.
- Вводят черновой метчик и проходят вперед-назад несколько раз.
- Повторяют пункт 3, используя средний и чистовой инструменты.
- Если отверстие глухое, после каждого прохода нужно удалять из канавки стружку.
По аналогичному алгоритму плашкой получают канавки на наружной стороне заготовки на резьбонарезном станке.
Использование резцов из быстрорежущей стали позволяет обеспечить качество канавок без дробления, рисок, задиров. При этом инструмент должен быть правильно заточен и установлен по шаблону.
Для каждого заказа мы подбираем наиболее подходящую технологию, чтобы добиться оптимального сочетания параметров: скорость и качество, приемлемая цена нарезания резьбы станком.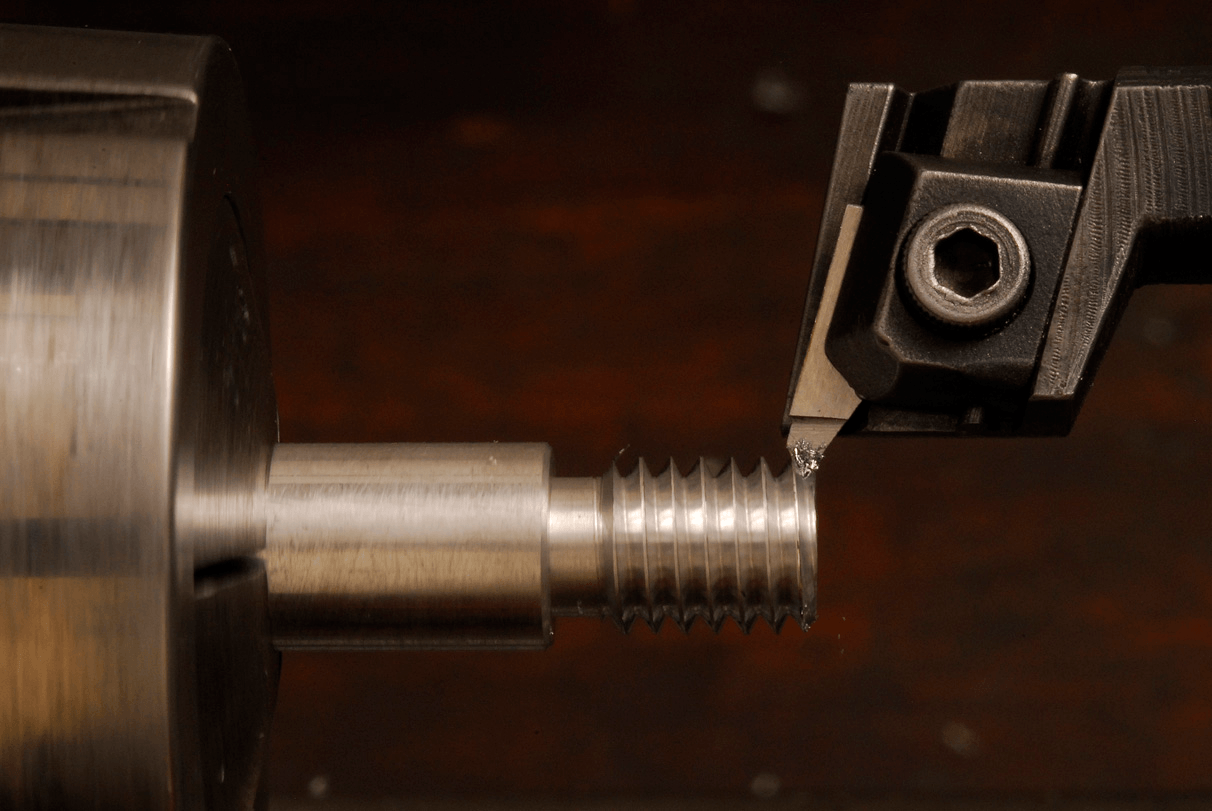
Что мы применяем
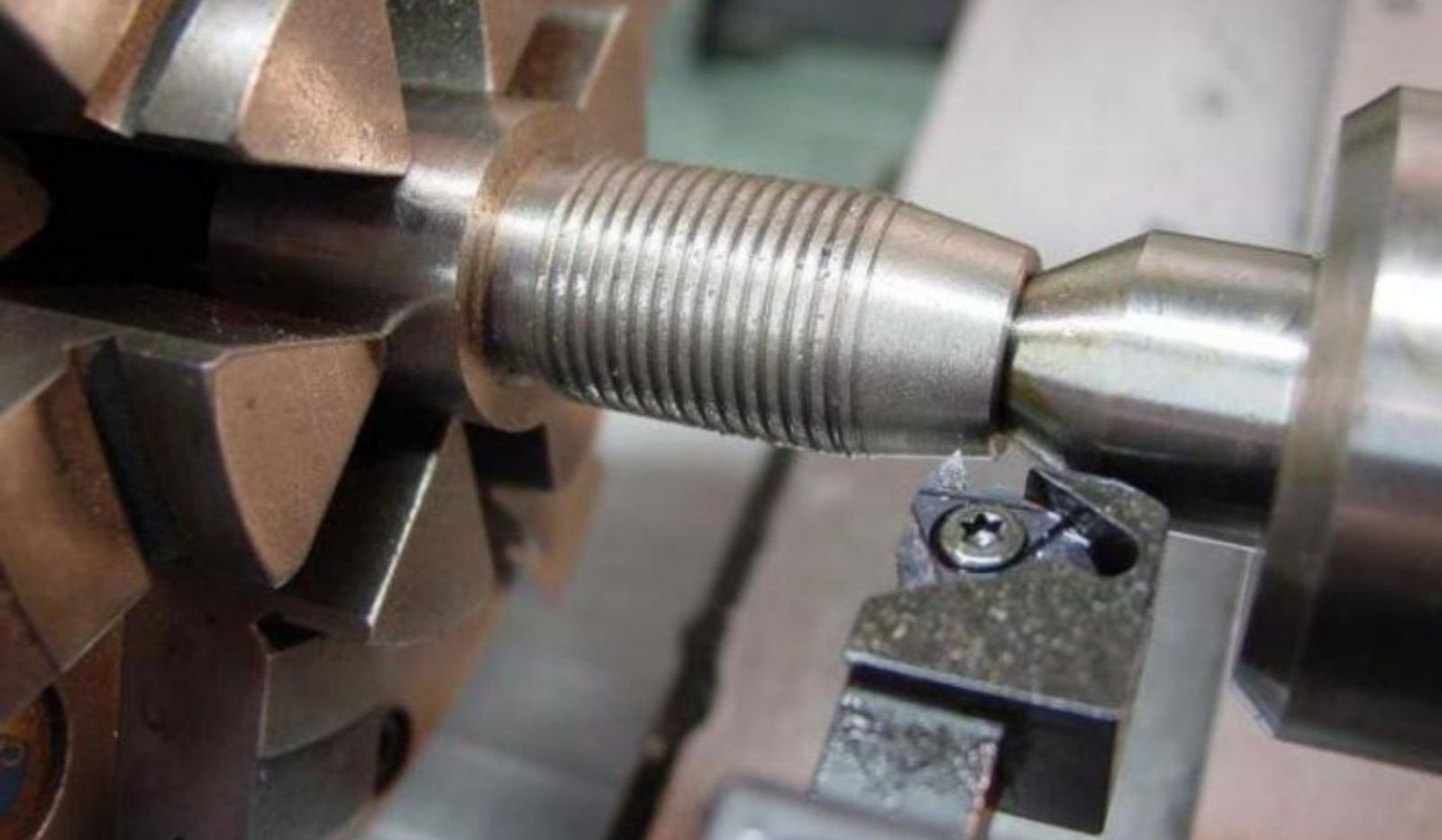
нарезка наружной резьбы на станке
Наш станочный парк оснащен машинами, которые отличаются конструкцией и назначением.
- Нарезание резьбы на сверлильных станках позволяет обрабатывать длинномерные изделия. На автомате устанавливают заготовки разных размеров и конфигураций, в том числе, тяжелые крупногабаритные.
- Манипуляторы. Небольшие машины с пневмоприводом и многорезцовой головкой обслуживают участки для вихревого процесса. Мощные установки с гидро- и электроприводом применяют на участках, куда не подается сжатый воздух.
- Резьбонакатные. Здесь используются ролики и плашки.
- Шлифовальные. Используются круги нужного профиля.
На линиях с ЧПУ резцами со сменными пластинами получают готовую деталь за один цикл.
- Нарезание резьбы в алюминии. Особенности процесса
Какие виды резьбовых отверстий мы изготавливаем
нарезка резьбы на токарном станке
Помимо нарезания ленточной резьбы на токарном станке, услуги нашего предприятия включают изготовление:
- профилей с прямым или острым углом,
- резьбы трапеция на ходовых винтах,
- конической, цилиндрической,
- одно- и многозаходной,
- метрической.
Мы проводим также нарезание дюймовой резьбы на станке для трубопроводов всех типов. Углы и форма профиля, шаг, диаметр соответствуют нормам ГОСТ.
нарезка резьбы на деталях
нарезание внешней резьбы
нарезка резьбы на токарном станке
Поделитесь статьей:
2001-2021 © Группа компаний Металларт
Политика конфиденциальности
Нарезка резьбы любой сложности под заказ в сроки по минимальным ценам в МетПромКо
Скорее всего в вашем браузере отключён JavaScript.
Вы должны включить JavaScript в вашем браузере, чтобы использовать все возможности этого сайта.
×
Форма авторизации
E-mail адресс *
Пароль *
×
Регистрация
Информация о профиле
Фамилия *
Подписать на новости
Учетные данные
E-mail адресс *
Пароль *
Подтверждение пароля *
Принимаю условия и положения
авторизоваться
Нарезка резьбы на металле – это один из важнейших процессов металлообработки, который позволяет создавать различные типы резьбы на металлических деталях и компонентах. Это необходимо для того, чтобы изделие могло быть соединено с другими деталями при помощи болтов или гайки.
Это необходимо для того, чтобы изделие могло быть соединено с другими деталями при помощи болтов или гайки.
Как нарезают резьбу?
Нарезка резьбы может выполняться с помощью различных станков, таких как резьбонарезной станок, фрезерный станок или токарный станок. Для нарезки резьбы используются специальные инструменты, называемые резцами. Они должны быть точно заточены и сбалансированы, чтобы получить качественную резьбу. Нарезка резьбы требует высокой точности и опыта, так как неправильно созданная резьба может привести к неправильному функционированию изделия.
В зависимости от того, какая резьба необходима, существует различные типы резцов. Например, если нужна метрическая резьба, то используется резец с метрической резьбой. Если нужна британская резьба, то используется резец с британской резьбой. Резьба также может быть различной глубины и ширины, в зависимости от нужд изделия.
Одним из важных этапов нарезки резьбы является подготовка рабочей поверхности. Она должна быть чистой и гладкой, чтобы резец мог без препятствий проникнуть в металл. Также необходимо учесть направление нарезки резьбы, чтобы избежать нагрузок на резец в неправильном направлении.
Также необходимо учесть направление нарезки резьбы, чтобы избежать нагрузок на резец в неправильном направлении.
В завершение нарезки резьбы необходимо проверить качество созданной резьб. Это можно сделать с помощью специальных инструментов. Если качество резьбы удовлетворяет требованиям, то изделие готово к установке.
Основные особенности обработки
Особенности металлообработки включают в себя следующее:
- Высокая точность — нарезка резьбы на металле требует высокой точности, чтобы создать резьбу с необходимыми размерами и формой.
- Высокая скорость — операция может быть выполнена быстро, что позволяет экономить время и увеличивает производительность.
- Высокая прочность — резьба, созданная в результате нарезки на металле, имеет выысокую прочность и долговечность, что позволяет использовать детали и компоненты с резьбой в сложных и нагруженных условиях.
- Широкий выбор материалов — может быть выполнена на различных металлических материалах, таких как сталь, алюминий, нержавеющая сталь и т.
 д.
д. - Различные типы резьбы — позволяет создавать различные типы резьбы, такие как трехосную резьбу, метрическую резьбу и т.д.
- Возможность автоматизации — процедура может быть автоматизирована с помощью специального оборудования, что позволяет снизить трудоемкость и увеличить производительность.
- Возможность серийного производства — может быть использована для серийного производства, что позволяет создавать большое количество одинаковых деталей и компонентов.
Где заказать?
Наша компания предлагает качественные услуги нарезки резьбы на самом современном оборудовании. Наши специалисты обладают высокой квалификацией и опытом работы, что позволяет нам гарантировать точность и качество нарезки резьбы.
Мы используем только проверенные и надежные инструменты, чтобы обеспечить качественное соединение ваших изделий. Мы также предлагаем услуги по подготовке рабочей поверхности и проверке качества созданной резьбы.
Обращайтесь к нам с любыми вопросами и запросами. Мы с радостью предоставим вам более подробную информацию и поможем с выбором оптимального решения для вашего проекта. Свяжитесь с нами уже сегодня и доверьте нам свои потребности по нарезке резьбы!
Мы с радостью предоставим вам более подробную информацию и поможем с выбором оптимального решения для вашего проекта. Свяжитесь с нами уже сегодня и доверьте нам свои потребности по нарезке резьбы!
10 шт.
Показать 42 63 84 Все
Тип сортировки Цена Лидер спроса
Одноточечное нарезание резьбы — станок Summit
Главная > Блог > Без рубрики > Одноточечная резьба
Что такое одноточечная резьба?
Нарезание резьбы , в общем, относится просто к нарезанию резьбы на заготовке. На сегодняшний день наиболее распространенным применением резьбы является изготовление винтов и болтов. Рисунок гребней и впадин на винте наружная резьба ; тот, что на внутренней стороне болта, имеет внутреннюю резьбу .
Single Point Threading указывает конкретный метод, используемый для создания этих потоков. При нарезании резьбы в одной точке одна режущая головка, часто прикрепленная к токарному станку, перемещается линейно или горизонтально к вращающейся заготовке.
По мере того, как единственная режущая точка перемещается вниз по длине винта, она удаляет материал для создания резьбы. Скорость движения фрезы и скорость вращения винта также работают вместе, чтобы определить глубину резьбы и то, насколько плотно или близко они расположены друг к другу.
Теоретически одноточечная резьба может использоваться для создания любой резьбы на любой детали, внутренней или внешней, большой или маленькой. Одна только эта технология может быть использована для создания всех винтов в мире, что важно: резьба является единственным наиболее производимым элементом машин каждый год.
В действительности одноточечное нарезание резьбы является одним из возможных способов нарезания резьбы. Нарезание резьбы в одной точке удаляет материал, как и фрезерование; оба известны как вычитающие методы.
Резьба также может быть создана с помощью трансформационных методов, таких как литье, формование или прокатка, или аддитивных методов, таких как 3D-печать.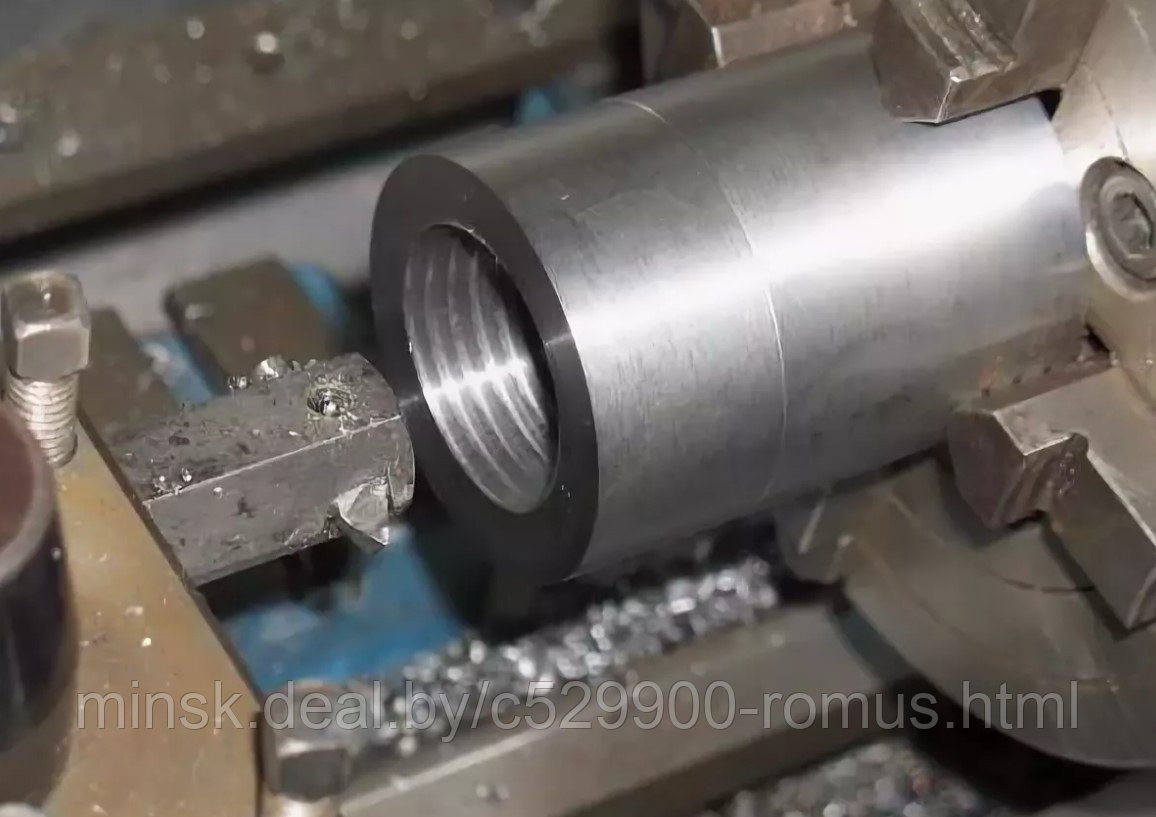 Но одноточечное нарезание резьбы остается распространенным методом, используемым для нарезания резьбы.
Но одноточечное нарезание резьбы остается распространенным методом, используемым для нарезания резьбы.
Нарезание одноточечной резьбы, как и многие другие промышленные технологии, было значительно улучшено и стало более эффективным благодаря внедрению технологии ЧПУ. Начиная с середины 1970-х годов токарные станки с ЧПУ позволяли операторам вводить «стандартные программы», бесконечно повторяющиеся инструкции для станков с ЧПУ для производства почти постоянного потока винтов.
Раньше процесс зависел от обученных ручных операторов, которым нужно было отслеживать как скорость вращения шпинделя и режущей головки, так и скорость заготовки. Благодаря программированию ЧПУ современные станки автоматически отслеживают обе скорости, обеспечивая идеальную синхронизацию токарного станка.
Некоторые другие методы нарезания резьбы, такие как метчик и плашка, являются более рентабельными для крупносерийных изделий. Для производителей, выпускающих сотни тысяч винтов для конкретного станка, нарезание резьбы в одной точке может оказаться нерентабельным.
Тем не менее, этот метод остается очень полезным в обстоятельствах, когда требуется лишь несколько резьбовых деталей, таких как недоступные запасные части или специализированное, единственное в своем роде оборудование. Для деталей небольшого объема нарезание резьбы в одной точке на токарном станке с ЧПУ оказывается очень полезным.
Дополнительные ресурсы
Нужна дополнительная информация? Ниже приведены некоторые полезные ссылки, чтобы подробнее продемонстрировать одноточечную многопоточность.
- Программирование одноточечной резьбы может быть простым и увлекательным — не позволяйте названию обмануть вас; эта статья также содержит некоторую подробную техническую информацию о примерах программ для нарезания резьбы с ЧПУ.
- Threading (производство) – Википедия, как всегда, предоставляет кладезь информации.
НАРЕЗКА РЕЗЬБЫ И НАКАТКА НА СТАНКЕ
НАРЕЗКА РЕЗЬБЫ И НАКАТКА НА СТАНОКЕ
Реклама
1 из 4 3
НАРЕЗАНИЕ РЕЗЬБЫ И НАКАТКА
00923006902338
Объявление
Объявление
НАРЕЗАНИЕ РЕЗЬБЫ И НАКАТКА НА СТАНКЕ
- Эксперимент № 02
Цель:
НАРЕЗАНИЕ РЕЗЬБЫ И НАКАТКА НА СТАНОКЕ
Для выполнения операции нарезания резьбы и накатки на данной заготовке.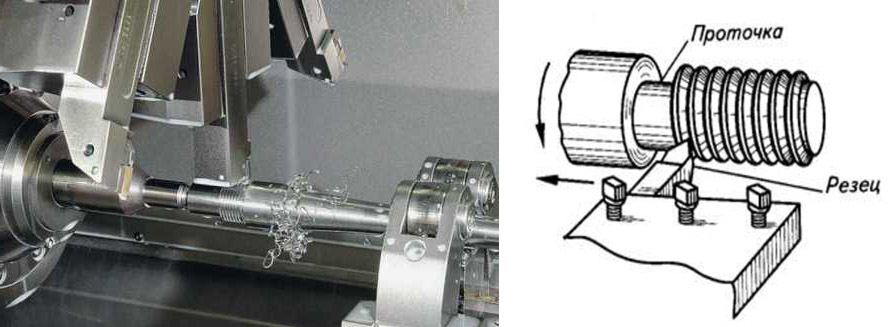
НЕОБХОДИМЫЙ МАТЕРИАЛ:
Стержень из мягкой стали диаметром 25 мм и длиной 100 мм.
НЕОБХОДИМЫЕ ИНСТРУМЕНТЫ:
штангенциркуль
стальное правило
гаечный ключ
разводной ключ
Х.С.С.
Одноточечный режущий инструмент
разделительный инструмент и
V-режущий инструмент
СПЕЦИФИКАЦИЯ СТАНКА:
Длина станины 1390 мм.
Ширина кровати 200 мм
Высота центров 165 мм
Допуск между центрами 700 мм
Шаг ходового винта 4TPI
Мощность двигателя 1 л.с.
ТЕОРИЯ:
Токарный станок удаляет нежелательный материал с вращающейся заготовки в виде стружки.
с помощью инструмента, который проходит через работу и может быть подан глубоко в
работа. Материал инструмента должен быть тверже, чем заготовка, и последующая помощь
надежно и жестко на машине. Инструменту можно придать прямолинейное движение в любом
направление. Токарный станок используется в основном для обработки цилиндрических поверхностей и плоских
поверхности под прямым углом к оси вращения. Он также может производить конусы и
сильфоны и т.д. - Токарный станок в основном состоит из станины для обеспечения поддержки, передней бабки, поперечной стороны для траверсы
инструмент, стойка инструмента, установленная на поперечном суппорте.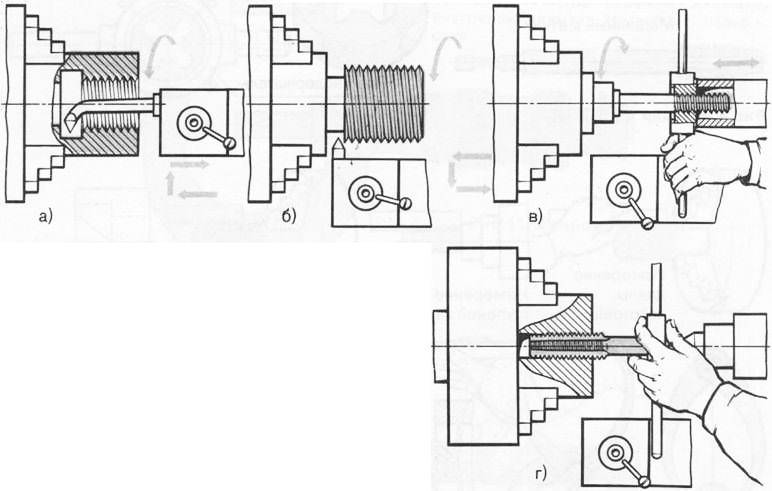 Шпиндель приводится в движение двигателем через редуктор
Шпиндель приводится в движение двигателем через редуктор
для получения диапазона скоростей. Каретка перемещается по направляющим станины параллельно заготовке.
поперечный салазок обеспечивает поперечное движение. Также предусмотрены подающий вал и ходовой винт.
для питания каретки и для нарезания нити соответственно.
ПОСЛЕДОВАТЕЛЬНОСТЬ ДЕЙСТВИЙ
Центрирование
Облицовка
Обычный поворот
Снятие фаски
Ступенчатый поворот
канавка
Нарезание резьбы
Накатка - Заготовка фиксируется в 3-х кулачковом патроне с достаточным вылетом.
Отрегулируйте машину, чтобы выполнить задание на требуемой скорости резки.
Закрепите режущий инструмент в резцедержателе и выполните операцию центрирования так, чтобы
чтобы ось задания совпадала с осью токарного станка.
Торцевание выполняется с заданием продольной глубины резания и поперечной подачи.
Выполняйте чистовую токарную операцию до тех пор, пока диаметр обрабатываемой детали не
уменьшен до 20 мм.
Операция снятия фаски выполняется в соответствии с заданными размерами.
Затем переверните заготовку в патроне и завершите операцию плоского точения.
выполняется по заданным размерам.
С помощью инструмента для V-образной резки и отрезного инструмента выполните операцию нарезания канавок до
необходимые размеры.
Уменьшите скорость шпинделя, включив заднюю передачу и используя тумблер.
механизм реверса подачи для передачи мощности через ходовой винт.
И рассчитать переключения передач для необходимого шага, который необходимо сделать на
рабочий кусок.
С помощью механизма полугайки выполните операцию нарезания резьбы (правая
нарезание резьбы) по заданным размерам и продолжает ее до тех пор, пока
достигается необходимая глубина резания.
На той же скорости выполняется операция накатки с помощью накатного инструмента.
Перед каждой операцией проверяйте размеры штангенциркулем. - МЕРЫ ПРЕДОСТОРОЖНОСТИ:
Перед запуском шпинделя с помощью питания шпиндель токарного станка должен вращаться на
один оборот вручную, чтобы убедиться в отсутствии загрязнения.
