Наждачные круги маркировка: Маркировка шлифовальных кругов
Содержание
Как выбрать зернистость шлифовального круга? Маркировка и фото
Вся поверхность шлифовального круга покрыта большим количеством твердых частиц. Если говорить просто, то это и есть зернистость шлифовального круга. Эти частицы обычно распределяются равномерно по всей площади круга. Прежде чем приступать к выбору круга для обработки материала, обязательно нужно разобраться с этой характеристикой.
Шлифовальные круги
Начать разбор следует с того, что нужно понять, что представляет собой круг. Это режущий абразивный инструмент. Стоит сказать, что есть круги, которые используются для ручной обработки, а также для работы на станках. Естественно, что зернистость шлифовальных кругов у профессиональных приспособлений подобрана максимально точно, чтобы обеспечивать возможность наиболее эффективной обработки.
Существует достаточно много критериев, по которым круги делятся на несколько категорий, однако важнее всего – это абразивные материалы и связующие элементы. По этому параметру бывают следующие круги:
- зерна из карбида кремния;
- эльбора;
- электрокорунда;
- искусственный или природный алмаз.

Здесь важно понимать, что именно зернистость шлифовального круга определяет его основное функциональное предназначение. Именно абразивный материал срезает микроскопический слой материала. Для его связки существуют самые разные вещества, которые могут быть как искусственными, так и природными. Еще одна особенность кругов для шлифовки – это наличие пористой структуры, которая и обеспечивает шероховатость покрытия.
Общие сведения о зернистости
Выбор зернистости шлифовального круга зависит от того, какие требования предъявляются к чистоте обрабатываемой поверхности. Для того чтобы не ошибиться, каждый круг имеет специальное обозначение (маркировку).
Если знать маркировку, то выбрать подходящий круг, в принципе, не составит труда. Очень важно знать, что зернистость шлифовальных кругов для металлических и деревянных покрытий значительно отличается, а потому нужно обратить внимание на этот факт при выборе инструмента. Если после проведения работ или же во время работы на поверхности круга появляются зазубрины, трещины и прочие дефекты, то была допущена ошибка на стадии выбора зернистости рабочего инструмента. Как определить этот параметр верно? Нужно опираться на два следующих фактора: требуемая чистота обработки, а также режим работы, который играет важную роль.
Как определить этот параметр верно? Нужно опираться на два следующих фактора: требуемая чистота обработки, а также режим работы, который играет важную роль.
В настоящее время чаще всего приобретаются инструменты с такой зернистостью, как 60, 100 и 120.
Выбор круга и рекомендации
Если необходимо выполнить плоское шлифование, которое проводится фактически торцом круга, то зернистость должна быть от 16 до 36. Круглое обдирочное шлифование выполняется при использовании круга с показателем зернистости 24-36. Зернистость шлифовального абразивного круга для круглого чистового шлифования должна быть от 60 до 100. Есть такая операция, которая называется доводкой многолезвийного инструмента, которая выполняется кругом с зернистостью 170-220. Отделочное шлифование проводится с характеристикой круга от 180 до 320. Существует процедура, которая называется резьбошлифованием. Суть процесса понятна из названия, а для выполнения операции требуется зернистость круга от 100 до 280.
Есть более простой способ определить зернистость. Получистовая или же чистовая обработка материала требует наличия мелких фракций зерен. Черновая же обработка, наоборот, проводится с зернами крупной фракции.
Получистовая или же чистовая обработка материала требует наличия мелких фракций зерен. Черновая же обработка, наоборот, проводится с зернами крупной фракции.
Маркировка
У описываемого инструмента существует достаточно много параметров, которые обычно указываются в его наименовании. Маркировка зернистости шлифовальных кругов не указывается отдельно, она всегда входит в полную маркировку круга.
- Сначала всегда указывается тип круга.
- Второй важный параметр – это габариты приспособления.
- Далее обозначается тип абразивного материала, который использовался для создания покрытия круга.
- Сразу после этого указывается обозначение зернистости шлифовального круга.
- В маркировке всегда называется твердость материала.
- Структура связей.
- Вид связки.
- Максимальная рабочая скорость круга.
- Класс точности.
- Класс неуравновешенности.
В перечисленные 10 пунктов входит как маркировка зернистости шлифовального круга, так и указание других параметров.
Распределение кругов на группы по зернистости
Есть несколько групп инструментов, которые отличаются между собой зернистостью. К группе крупных приспособлений относятся те инструменты, у которых маркировка 320 б, 250 б, 200 б, 160 б, 125 б и несколько других. Следующая группа – средняя, в которую входят такие обозначения, как 50 к,б, 40 к,б, 32 к,б и др. Мелкая группа зернистости включает в себя такие марки, как 12 к,б, 10 к,б, 8 к,б и 3 к,б. В последнюю группу входят круги с обозначениями 5, 4, 3, а также М63, М50, М40, М28.
Применение инструмента по степени зернистости
При выборе подходящей зернистости важно знать то, что разная степень этого параметра влияет на количество снимаемого материала. К примеру, высокая зернистость лепестковых шлифовальных кругов позволит успешно обрабатывать даже большие металлические трубы. А если говорить об обработке древесины, то придется приобрести круг с гораздо меньшим количеством абразивного материала.
Разная степень этой характеристики необходима для того, чтобы была возможность проведения предварительных операций, когда требуется обдирание с большой глубиной срезки. Круги с другой степенью хорошо подойдут для обтирочных операций, а отдельная группа требуется для работы с медью, латунью и алюминием.
Круги с другой степенью хорошо подойдут для обтирочных операций, а отдельная группа требуется для работы с медью, латунью и алюминием.
Крупная зернистость круга чаще всего требуется в том случае, когда шлифовка проводится торцом круга. Кроме этого, они же используются и при необходимости проведения внутренней шлифовки. Чаще всего такие приспособления используются на станках, которые отличаются повышенной жесткостью и мощностью обработки.
Круги со средней и мелкой зернистостью применяются для таких операций, как:
- шлифование твердых металлических сплавов;
- обработка сталей, прошедших закалку;
- финишная обработка поверхности;
- заточка других инструментов.
Среднезернистые и мелкозернистые круги используются и в том случае, если от работы требуется очень высокая точность. В настоящее время указанная характеристика должна соответствовать ГОСТу Р 52381-2005. Этот ГОСТ зернистости шлифовальных кругов пришел на смену предыдущему документу с номером 3647.
Отличие обозначений по ГОСТу
Стоит сказать, что знать маркировку следует по обоим документам, так как на многих старых образцах она все еще осталась. В соответствии с ГОСТ 3647-80, зернистость круга обозначается в единицах, которые равны 10 мкм, к примеру, 20=200 мкм. Если в составе имеется микропорошок, то к мкм добавляется буква М. Что касается нового образца, то зернистость круга указывается буквой F с числом.
Допустим, по старому нормативу зернистость круга обозначается цифрой 200, что в среднем равняется 2500-2000 мкм. По новому ГОСТу этот же круг будет обозначаться как F8 или F10. Примерный размер первого круга равен 2460 мкм, а второго — 2085 мкм.
Типы инструмента
Как уже стало понятно, от зернистости абразивного материала зависит чистота поверхности, которая будет шлифоваться. Однако стоит сказать, что существуют еще и разные зерна по своей форме. Они могут быть представлены в виде сростков или же мелких кристаллических осколков с произвольной формой. Есть качественные шлифовальные круги, у которых не только хороший показатель зернистости, но и само зерно представлено в виде полноценного кристалла. Если говорить о параметре самого зерна для шлифовального круга, то стоит выделить три основных параметра: толщина, ширина и длина зерна.
Есть качественные шлифовальные круги, у которых не только хороший показатель зернистости, но и само зерно представлено в виде полноценного кристалла. Если говорить о параметре самого зерна для шлифовального круга, то стоит выделить три основных параметра: толщина, ширина и длина зерна.
Однако здесь сразу стоит отметить, что специалисты в этой области чаще всего используют в качестве основной и единственной характеристики ширину. В зависимости от габаритов зерна будет зависеть, какое количество материала может снять круг за один проход, а значит, и общую производительность шлифовального круга.
Если говорить о расшифровке маркировки материала, то она достаточно проста. Суть маркировки зернистости состоит в следующем: в префиксе указывается численный показатель характеристики. Чем выше будет указанное число, тем выше будет качестве шлифующего материала.
Алмазные приспособления
Наиболее дорогие и качественные круги для шлифовки материала – алмазные. У этих приспособлений есть такое понятие, как концентрация алмазного слоя, которая выражается в количестве алмазов на один кубический миллиметр порошка абразивного слоя. Этот параметр считается одним из основных, так как он влияет на эффективность и экономичность. Стоит сказать, что указанная концентрация напрямую зависит от зернистости алмазных шлифовальных кругов. Другими словами, чем выше будет показатель зернистости, а также чем тверже будет материал, который нужно обработать, увеличиваться будет и количество именно алмазных кристаллов в абразивном слое.
Этот параметр считается одним из основных, так как он влияет на эффективность и экономичность. Стоит сказать, что указанная концентрация напрямую зависит от зернистости алмазных шлифовальных кругов. Другими словами, чем выше будет показатель зернистости, а также чем тверже будет материал, который нужно обработать, увеличиваться будет и количество именно алмазных кристаллов в абразивном слое.
На сегодняшний день выпускается несколько групп алмазных кругов. Они могут иметь 150-, 100-, 75-, 50- и 25-процентную концентрацию алмазов. В настоящее время 100-процентной концентрацией считается наличие 4,39 карат. Один карат равен 0,2 г, содержащихся в 1 кубическом сантиметре.
Зернистость для алмазных кругов
Зернистость для алмазных шлифовальных кругов – это величина самих алмазных зерен в абразивном слое или же сростков кристаллов. Тремя основными показателями являются те же три показателя, что и для обычных зерен, но и тут тоже учитывается лишь ширина. Зернистость для алмазных кругов подбирается исходя из того, какая именно шероховатость должна быть в итоге, от вида материала и от величины припуска.
Ранее говорилось о том, что с уменьшением величины зерен растет качество шлифования. Это действительно так, однако мелкой зернистости не всегда отдается предпочтение. Дело в том, что применение таких инструментов приводит к их сильному засаливанию, а обрабатываемое покрытие может прижигаться в процессе шлифовки. Если говорить о производительности, то мелкие зерна также негативно сказываются на этом параметре.
На сегодняшний день имеется четыре основных категории, на которые делятся алмазные шлифовальные круги, в зависимости от своей зернистости. Мелкая зернистость 100/80, средняя – 125/100, крупная – 160/125, более крупные зерна – 200/165.
Круги с мелкой зернистостью применяются для доводки других инструментов, к примеру, лезвий ножей, резцов или других приборов. Средняя группа хорошо подходит для придания максимальной остроты любой режущей поверхности, а более крупные круги уже применяются непосредственно для снятия верхнего слоя.
Круги для дерева
В качестве материала для обработки древесины наиболее подходящей считается наждачная бумага. Однако круги вполне могут иметь и полимерные и металлические щетки. Кроме этого, можно использовать традиционные инструменты с зернами. Если необходимо провести крупную обдирку древесины, то потребуется зернистость от 40 до 60, для средней зачистки показатель увеличивается на 20 и составляет от 60 до 80. Наиболее мелкая зернистость составляет от 100 до 120 и применяется для финишного шлифования поверхности.
Однако круги вполне могут иметь и полимерные и металлические щетки. Кроме этого, можно использовать традиционные инструменты с зернами. Если необходимо провести крупную обдирку древесины, то потребуется зернистость от 40 до 60, для средней зачистки показатель увеличивается на 20 и составляет от 60 до 80. Наиболее мелкая зернистость составляет от 100 до 120 и применяется для финишного шлифования поверхности.
Кроме того, как и в случае с металлом, нужно правильно подобрать зернистость шлифовального круга для дерева, в зависимости от того, какая будет выполняться операция.
Рекомендации по выбору абразивного инструмента — АО «КОСУЛИНСКИЙ АБРАЗИВНЫЙ ЗАВОД»
Выбор связки абразивного инструмента
Связка определяет прочность и твердость инструмента, оказывает большое влияние на режимы, производительность и качество обработки. Связки бывают неорганические (керамическая) и органические (бакелитовая, вулканитовая).
КЕРАМИЧЕСКАЯ СВЯЗКА обладает высокой огнеупорностью, водостойкостью, химической стойкостью, хорошо сохраняет профиль рабочей кромки круга, но чувствительна к ударным и изгибающим нагрузкам. Инструмент на керамической связке применяют для всех видов шлифования кроме обдирки (из-за хрупкости связки): для резки и прорезки узких пазов, плоского шлифования желобов колец шарикоподшипников. Инструмент на керамической связке хорошо сохраняет профиль, имеет высокую пористость, хорошо отводит тепло.
Инструмент на керамической связке применяют для всех видов шлифования кроме обдирки (из-за хрупкости связки): для резки и прорезки узких пазов, плоского шлифования желобов колец шарикоподшипников. Инструмент на керамической связке хорошо сохраняет профиль, имеет высокую пористость, хорошо отводит тепло.
БАКЕЛИТОВАЯ СВЯЗКА обладает более высокой прочностью и упругостью, чем керамическая. Абразивный инструмент на бакелитовой связке может быть изготовлен различных форм и размеров, в том числе и очень тонких — до 0,5 мм для отрезных и прорезных работ. Недостатком бакелитовой связки является невысокая стойкость против действия охлаждающих жидкостей, содержащих щелочные растворы. При шлифовании кругами на бакелитовой связке охлаждающая жидкость не должна содержать более 1,5 % щелочи. Бакелитовая связка имеет более слабое, чем керамическая, сцепление с абразивным зерном, поэтому инструмент на этой связке широко используется на операциях плоского шлифования, где необходимо самозатачивание круга. Инструмент на бакелитовой связке применяют для грубых обдирочных работ, выполняемых в ручную и на подвесных стенках: плоского шлифования торцом круга, отрезки и прорезки пазов, заточки инструментов, при обработке тонких изделий, где опасен прижог. Бакелитовая связка оказывает полирующее действие.
Инструмент на бакелитовой связке применяют для грубых обдирочных работ, выполняемых в ручную и на подвесных стенках: плоского шлифования торцом круга, отрезки и прорезки пазов, заточки инструментов, при обработке тонких изделий, где опасен прижог. Бакелитовая связка оказывает полирующее действие.
Выбор марки абразивного материала
Абразивные материалы (фр. abrasif — шлифовальный, от лат. abradere — соскабливать) — это материалы, обладающие высокой твердостью, и используемые для обработки поверхности различных материалов. Абразивные материалы используются в процессах шлифования, заточки, полирования, разрезания материалов и широко применяются в заготовительном производстве и окончательной обработке различных металлических и неметаллических материалов. Естественные абразивы — кремень, наждак, пемза, корунд, гранат, алмаз и другие. Искусственные: электрокорунд, карбид кремния, боразон, эльбор, синтетический алмаз и другие.
| Марка абразивного материала | Характеристика обрабатываемого материала |
| 14A |
ЭЛЕКТРОКОРУНД НОРМАЛЬНЫЙ
Обладает отличной теплостойкостью, высокой сцепляемостью со связкой, механической прочностью зерен и значительной вязкостью, что важно для выполнения операций с переменными нагрузками Обработка материалов с высоким сопротивлением разрыву. Это обдирка стальных отливок, проволок, проката, высокопрочных и отбеленных чугунов, ковкого чугуна, получистовая обработка различных деталей машин из углеродистых и легированных сталей в незакаленном; и закаленном виде, марганцовистой бронзы, никелевых и алюминиевых сплавов.25A
ЭЛЕКТРОКОРУНД БЕЛЫЙ
По физическому и химическому составу более однородный, обладает более высокой твердостью, острыми кромками, хорошей самозатачиваемостью, лучше устраняет шероховатости обрабатываемой поверхности по сравнению с электрокорундом нормальным Обработка закаленных деталей из углеродистых, быстрорежущих и нержавеющих сталей, хромированных и нитрированных поверхностей. Обработка тонких деталей и инструментов, заточка, плоское, внутреннее, профильное и отделочное шлифование.38А
Обработка тонких деталей и инструментов, заточка, плоское, внутреннее, профильное и отделочное шлифование.38А
ЭЛЕКТРОКОРУНД ЦИРКОНИЕВЫЙ
Мелкокристаллический, плотный и прочный материал. Стойкость инструмента на обдирочных операциях в 10-40 раз выше аналогичного инструмента из электрокорунда нормального Обдирочное шлифование стальных заготовок при высокой скорости, подаче и усилии прижима. Силовое обдирочное шлифование стальных заготовок.54C
КАРБИД КРЕМНИЯ ЧЕРНЫЙ
Обладает высокой твердостью, абразивной способностью и хрупкостью. Зерна имеют форму тонких пластинок, из-за чего увеличивается их хрупкость в работе.Обработка твердых материалов с низким сопротивлением разрыву (чугун, бронзовое и латунное литье, твердые сплавы, драгоценные камни, стекло, мрамор, графит, фарфор, твердый каучук, кости и т.п.), а также очень вязких материалов (жаропрочных сталей, сплавов, меди, алюминия резины).63C
КАРБИД КРЕМНИЯ ЗЕЛЕНЫЙ
Отличается от карбида кремния черного повышенной твердостью, абразивной способностью и хрупкостью Для обработки деталей из чугуна, цветных металлов, гранита, мрамора, твердых сплавов, обработки титановых, титано-танталовых твердых сплавов, хонинговальные, доводочные работы для деталей из серого чугуна, азотированной и шарикоподшипниковой стали. 95А
95А
ЭЛЕКТРОКОРУНД ХРОМТИТАНИСТЫЙ
Обладает более высокой механической прочностью и абразивной способностью по сравнению с электрокорундом нормальным
Обдирочное шлифование с большим съемом металла
Выбор зернистости инструмента
| Зернистость | Вид обработки |
| КрупнаяF6-F24 | Обдирочные операции с большой глубиной резания, зачистка заготовок, отливок. Обработка материалов, которые вызывают засаливание поверхности круга (латунь, медь, алюминий). |
| F24 — F36 | Плоское шлифование торцом круга, заточка резцов, правка абразивного инструмента, отрезка. |
| СредняяF30 — F60 | Предварительное и комбинированное шлифование, заточка режущего инструмента. |
| F46 — F90 | Чистовое шлифование, обработка профильных поверхностей, заточка мелкого инструмента, шлифование хрупких материалов. |
| МелкаяF100-F180 |
Отделочное шлифование, доводка твердых сплавов, доводка режущего инструмента, стальных заготовок, заточка тонких лезвий, предварительное хонингование.
Крупнозернистые инструменты применяются:
— при обдирочных и предварительных операциях с большой глубиной резания, когда удаляются большие припуски;
— при работе на станках большой мощности и жесткости;
— при обработке материалов, которые вызывают заполнение пор круга и засаливание его поверхности, например при обработке латуни, меди и алюминия;
— при большой площади контакта круга с обрабатываемой деталью, например при использовании высоких кругов, при плоском шлифовании торцом круга, при внутреннем шлифовании.
Средне- и мелкозернистые инструменты применяются:
— для получения шероховатости поверхности 0,320—0,080 мкм;
— при обработке закаленных сталей и твердых сплавов;
— при окончательном шлифовании, заточке и доводке инструментов;
— при высоких требованиях к точности обрабатываемого профиля детали.
С уменьшением размера абразивных зерен повышается их режущая способность за счет возрастания числа зерен на единице рабочей поверхности, уменьшения радиусов округления зерен, меньшего износа отдельных зерен. Уменьшение размера зерен приводит к значительному уменьшению пор круга, что вызывает необходимость снижения глубины шлифования и величины снимаемого на операции припуска. Чем мельче абразивные зерна в инструменте, тем меньше в единицу времени снимается материала с обрабатываемой заготовки. Однако, мелкозернистые инструменты обладают меньшей способностью к самозатачиванию по сравнению с инструментом более крупной зернистости, в результате чего быстрее притупляются и засаливаются. Рациональное сочетание режима обработки, правки инструмента и зернистости позволяет получать высокую точность и отличное качество обработки поверхности.
Выбор твердости инструмента
| Твердость | Вид обработки |
| Чрезвычайно твердаяU-W | Правка абразивных инструментов, шлифование шариков для подшипников, обдирочные операции. |
| ТвердаяR-S | Обдирочные операции, ведущиеся вручную (обработка крупных отливок и поковок). Круглое наружное шлифование методом врезания при необходимости сохранения профиля круга (обработка шеек коленчатых валов). Бесцентровое шлифование ведущими кругами, хонингование отверстий небольших диаметров. |
| Cреднетвердая |
O, P, Q Профильное шлифование, обработка прерывистых поверхностей, хонингование и резьбошлифование деталей с крупным шагом.CредняяM-NПлоское шлифование сегментами и кольцевыми кругами, хонингование и резьбошлифование кругами на бакелитовой связке. CреднемягкаяK-L Чистовое и комбинированное круглое, наружное бесцентровое и внутреннее шлифование стали, плоское шлифование, резьбошлифование, заточка режущих инструментов.МягкаяH-F Заточка и доводка режущего инструмента, оснащенного твердым сплавом, шлифование труднообрабатываемых специальных сплавов, полирование.
Твердость инструмента в значительной степени определяет производительность труда при обработке и качество обработанной.
Абразивные зерна по мере их затупления, должны обновляться путем скалывания и выкрашивания частиц. При слишком твердом круге связка продолжает удерживать затупившиеся и потерявшие режущую способность зерна. При этом на работу расходуется большая мощность, изделия нагреваются, возможны их коробления, на поверхности появляются следы огранки, царапины, прижоги и другие дефекты. При слишком мягком круге зерна, не утратившие свою режущую способность, выкрашиваются, круг теряет правильную форму, увеличивается его износ, в результате чего трудно получить детали необходимых размеров и формы. В процессе обработки появляется вибрация, необходима более частая правка круга. Таким образом, следует ответственно подходить к выбору твердости абразивного инструмента и учитывать характеристики обрабатываемых изделий.
Расшифровка маркировки шлифовальных наждачных кругов: назначение и виды, маркировка, зернистость | vseznayko.
 com.ua
com.ua
Каждой хозяйке приходится использовать разные инструменты при выполнении определенных задач. И среди них весьма специфической разновидностью являются шлифовальные круги. Эти устройства имеют разные характеристики, а также предусматривают свои нюансы использования. Домашний мастер должен обо всем этом знать, чтобы выполнять те или иные работы наиболее эффективно.
Круги шлифовальные — зачем нужны
Круги шлифовальные относятся к разряду режущих абразивных инструментов, который является составной частью шлифовальных станков, станков и является одним из инструментов, применяемых в бытовых условиях для обработки различных видов поверхностей . Особенностью таких изделий является наличие пористой структуры, в состав которой входят зерна абразивных материалов и связующие вещества искусственного и природного происхождения.
Зерно, используемое в этих кругах, очень похоже на зубья обычной пилы. Это сходство очевидно с точки зрения их назначения. Если говорить об отличиях таких инструментов, то необходимо упомянуть об особом размещении режущих элементов: на абразивном устройстве зерна располагаются строго по периметру. Что касается пилы, то у нее зубья по краям.
Что касается пилы, то у нее зубья по краям.
Благодаря наличию большого количества твердых частиц на шлифовальных кругах этим инструментом любого размера можно с минимальными затратами времени и качества удалить ненужные фракции с поверхности. Причем обеспечить эффективность использования кругов можно, если оснастить их электроточилкой. Для обработки подходят изделия любых размеров из самых различных материалов:
- из углеродистой стали;
- из ковкого чугуна;
- из прочного пластика;
- из бронзы;
- цветных металлов;
- из стекла;
- из кованого железа.
Кроме того, с помощью рассматриваемых кругов можно выполнять такие операции, как резка кирпича, шифера, гипсокартона, а также различных видов изделий из керамики и бетона. Эти круги подходят для обработки поверхности любого типа. С их помощью можно успешно создавать канавки и резать материал на необходимую глубину.
Круги шлифовальные — классификация
Если исходить из действующего ГОСТ 2424-83 «Круги шлифовальные: технические условия» и действующего на сегодняшний день нового стандарта («Круг шлифовальный: ГОСТ Р 52781-2007»), такие абразивные изделия могут быть изготавливается в нескольких вариантах:
- с двумя углублениями;
- двусторонняя коническая;
- прямой профиль;
- с конической односторонней или двусторонней выемкой;
- ;
- ;
- чашка, имеющая форму конуса или цилиндра;
- конический;
- обеспечивают утопленный центр;
- имеют одно- или двустороннюю выемку;
- имеют ступицу и двустороннюю выемку;
- имеют ступицу двух- или одностороннюю;
- имеют усиливающие элементы, дополненные углублением по центру;
- скреплены штампованными деталями;
- имеют цилиндрическую и коническую выемки, каждая из которых расположена на отдельной стороне;
- имеют цилиндрическую и коническую выемки, для которых может быть выделено место с одной или с одной стороны.

кольцо
пластина
Круги бытового назначения
Если с таким приспособлением, как шлифовальные круги, знакомится обыватель, то ему гораздо легче разобраться в бытовой классификации этих приспособлений, где признаком их разделения является назначение и особенности использования. Наибольшее распространение получили следующие виды кругов:
- Самоблокирующийся на липучке. Среди преимуществ, которыми обладают данные изделия, следует выделить тонкое зацепление с суппортом шлифмашины. Аналогичный эффект дает использование специальной ткани, на которую наносится наждачная бумага.
- Лепестки. Среди особенностей — отличная способность подстраиваться под поверхность, с которой производится шлифовка, а также отличная эластичность. Название этих изделий напрямую связано с веерным направлением лепестков, которые закреплены на материале, имеют абразивную основу. Среди преимуществ, которые присущи этим устройствам, главным следует назвать то, что они не имеют вторичных заусенцев.
 Чаще всего изделия такой конструкции используются при обработке труб. В ряде случаев их можно использовать как для деревянных, так и для фасонных поверхностей при условии, что на планках есть разрезы. Такая характеристика этих кругов часто заслуживает наибольшего внимания, как механическая прочность.
Чаще всего изделия такой конструкции используются при обработке труб. В ряде случаев их можно использовать как для деревянных, так и для фасонных поверхностей при условии, что на планках есть разрезы. Такая характеристика этих кругов часто заслуживает наибольшего внимания, как механическая прочность. - Волокно. Для фиксации этих изделий на болгарке используйте опорную пластину, имеющую необходимое сечение. В качестве материала для создания такого круга используется вулканизированная бумага, имеющая многослойную структуру. Такие круги можно использовать для очистки изделий, основой для которых выступает нержавеющая сталь, дерево, сталь и металл.
- Алмаз. По мнению специалистов, такие круги следует использовать для окончательной обработки поверхности. Однако не следует забывать о том, что материал этих кругов имеет низкую прочность и в то же время имеет высокий показатель хрупкости.
Особенности маркировки шлифовальных изделий
Совмещение всех признаков является чрезвычайно сложной задачей, на основании которой можно классифицировать имеющиеся на сегодняшний день шлифовальные круги. На рынке представлены шлифовальные устройства различных производителей, которые можно классифицировать, исходя из следующих параметров:
На рынке представлены шлифовальные устройства различных производителей, которые можно классифицировать, исходя из следующих параметров:
- степень детализации;
- тип абразива;
- тип подключения;
- размер и геометрическая форма;
- класс дисбаланса и точности;
- коэффициент твердости;
- отношения между отношениями, абразивный материал и поры продукта;
- максимальная скорость.
Выбирая лучшую марку шлифовальных кругов, следует обратить внимание на параметры, описанные выше. Стоит отметить, что при обработке отдельных материалов допускается использование круга, абразив и форма которого отличаются меньше, чем это необходимо для них с учетом структуры и уровня твердости. Рассматривая полную маркировку абразивных инструментов для шлифования поверхностей различных типов любых размеров, следует отметить, что она содержит все вышеперечисленные характеристики.
Расшифровка маркировки
Распространенной практикой среди компаний, специализирующихся на производстве шлифовальных кругов, является использование собственной маркировки.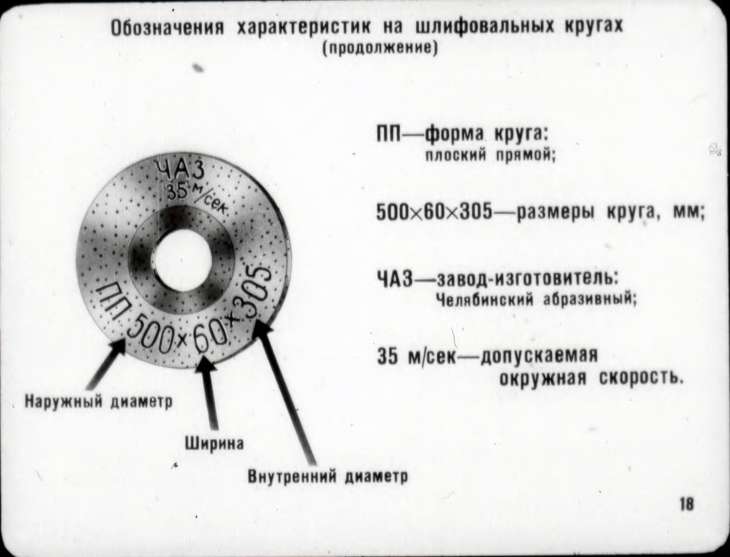 Ниже будут представлены наиболее часто используемые варианты маркировки, применяя которые потребители смогут довольно легко понять, какими параметрами обладает товар. Если рассматриваемый вами круг содержит маркировку 25А25СМ26КБ3, то на основании этого можно сделать вывод, что:
Ниже будут представлены наиболее часто используемые варианты маркировки, применяя которые потребители смогут довольно легко понять, какими параметрами обладает товар. Если рассматриваемый вами круг содержит маркировку 25А25СМ26КБ3, то на основании этого можно сделать вывод, что:
- Изделие изготовлено с использованием белого электрокорунда, выбранного на роль абразива — 25 А;
- Присущая ему степень зернистости имеет размер 315-250 — число 25;
- Рассматриваемый круг относится к категории средне-мягких (СМ2), а также имеет среднюю структуру — 6;
- В изделии используется керамическая связка — К;
- Прибор имеет класс точности В, а дисбалансы — 3.
По аналогии с вышеприведенной схемой можно определить, каковы характеристики других товаров. При этом следует иметь в виду, что они могут не иметь определенных параметров или могут быть новыми в маркировке.
Зернистость шлифовального круга
К числу основных параметров, которые необходимо учитывать при выборе абразивного шлифовального круга, следует отнести размер зернистости. Рассматриваемая характеристика оказывает непосредственное влияние на чистоту поверхности, которая может быть достигнута по завершении обработки. Кроме того, от него зависят некоторые другие характеристики:
Рассматриваемая характеристика оказывает непосредственное влияние на чистоту поверхности, которая может быть достигнута по завершении обработки. Кроме того, от него зависят некоторые другие характеристики:
- степень износа изделия;
- коэффициент производительности процедуры шлифования;
- доля содержания металла, которая удаляется за один проход инструмента.
При решении задач со степенью зернистости абразивного шлифовального круга необходимо обратить внимание на величину припуска, который необходимо снять с поверхности, а также на степень шероховатости, которую необходимо приобрести после операции поверхность. Важно учитывать и сам материал, с которым придется работать. Для получения более чистой поверхности необходимо использовать материал изделия с наименьшей зернистостью. Но при использовании инструмента с мелкими зернами нужно быть готовым к тому, что произойдет засаливание шлифовального круга, а также пригорание обрабатываемого материала.
Еще одним неприятным последствием такого решения является снижение производительности процедуры шлифования, что часто бывает при использовании кругов малой прочности.
Следует также отметить, что по ГОСТу 1980 года для измерения размера зерна используются единицы измерения уровня 10 мкм. Более современная версия стандарта Р 52381-2005 относится к таким кругам изделий, которые маркируются буквой Ф с определенным номером. А с увеличением этого числа будет уменьшаться и степень крупности зерна.
Правка абразивно-шлифовальных кругов
При использовании шлифовального инструмента можно столкнуться с нарушением геометрии. Дело в том, что при выполнении таких операций, как сглаживание, истирание, абразивный разрыв связок наблюдается. Для придания изделию наилучшей режущей способности и исходной геометрической формы наиболее эффективной процедурой является правка окружности. Суть его заключается в удалении связки и абразива с поверхности круга, для чего используется специальный инструмент.
Сегодня для правки могут использоваться различные методы, предполагающие использование безалмазных или алмазных инструментов. В промышленных условиях эту проблему чаще всего решают с помощью свободного абразива. Также может использоваться прокатная технология. Если перед домохозяином встала такая задача, то помочь ему в этом может достаточно простое приспособление для правки абразивного шлифовального круга. С его помощью можно проводить перепрофилирование, выравнивание и очистку от засолений.
Заключение
Шлифовальные круги могут в некоторых случаях упростить определенные работы. Поэтому каждому строителю дома следует позаботиться о наличии такого инструмента. Чтобы использовать его наиболее эффективно, необходимо правильно выбрать устройство, для чего необходимо учитывать в первую очередь стоящие перед ним задачи. Учитывая, что рынок предлагает различные виды шлифовальных кругов, выбор оборудования для шлифования станет для домашнего мастера достаточно сложной задачей.
Поэтому необходимо учитывать множество параметров, обращая внимание также на материал поверхности, степень зернистости, не забывая о необходимости периодической правки инструмента. Учет всех этих нюансов позволит не только максимально эффективно справиться с возникающими задачами, но и надолго сохранить шлифовальный инструмент в рабочем состоянии.
Integrated Publishing — ваш источник военных спецификаций и образовательных публикаций
Администрация — Навыки, процедуры, обязанности и т. д. военного персонала
Продвижение —
Военный карьерный рост
книги и т. д.
Аэрограф/метеорология
— Метеорология
основы, физика атмосферы, атмосферные явления и др.
Наставления военно-морских аэрографов и метеорологов
Автомобилестроение/механика — Руководства по техническому обслуживанию автомобилей, механика дизельных и бензиновых двигателей, руководства по автомобильным деталям, руководства по деталям дизельных двигателей, руководства по деталям бензиновых двигателей и т. д.
д.
Автомобильные аксессуары |
Перевозчик, персонал |
Дизельные генераторы |
Механика двигателя |
Фильтры |
Пожарные машины и оборудование |
Топливные насосы и хранение |
Газотурбинные генераторы |
Генераторы |
Обогреватели |
HMMWV (Хаммер/Хаммер) |
и т.д…
Авиация — Принципы полета,
авиастроение, авиационная техника, авиационные силовые установки, справочники по авиационным частям, справочники по авиационным частям и т. д.
Руководства по авиации ВМФ |
Авиационные аксессуары |
Общее техническое обслуживание авиации |
Руководства по эксплуатации вертолетов AH-Apache |
Руководства по эксплуатации вертолетов серии CH |
Руководства по эксплуатации вертолетов Chinook |
и т.д…
Боевой —
Служебная винтовка, пистолет
меткая стрельба, боевые маневры, штатное вооружение поддержки и т. д.
Химико-биологические, маски и оборудование |
Одежда и индивидуальное снаряжение |
Боевая инженерная машина |
и т.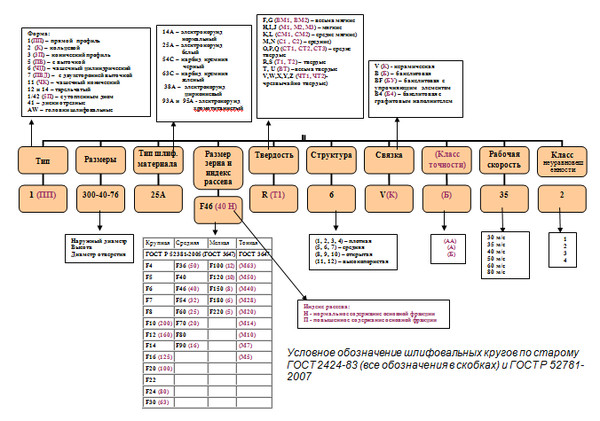 д…
д…
Строительство —
Техническое администрирование,
планирование, оценка, планирование, планирование проекта, бетон, кирпичная кладка, тяжелый
строительство и др.
Руководства по строительству военно-морского флота |
Совокупность |
Асфальт |
Битумный корпус распределителя |
Мосты |
Ведро, Раскладушка |
Бульдозеры |
Компрессоры |
Обработчик контейнеров |
дробилка |
Самосвалы |
Землеройные машины |
Экскаваторы |
так далее…
Дайвинг —
Руководства по водолазным работам и спасению различного снаряжения.
Чертежник —
Основы, методы, составление чертежей, эскизов и т. д.
Электроника —
Руководства по обслуживанию электроники для базового ремонта и основ. Руководства по компьютерным компонентам, руководства по электронным компонентам, руководства по электрическим компонентам и т. д.
Кондиционер |
Усилители |
Антенны и мачты |
Аудио |
Батареи |
Компьютерное оборудование |
Электротехника (NEETS) (самая популярная) |
техник по электронике |
Электрооборудование |
Электронное общее испытательное оборудование |
Электронные счетчики |
и т. д…
д…
Машиностроение —
Основы и методы черчения, составление проекций и эскизов, деревянное и легкокаркасное строительство и т. д.
Военно-морское машиностроение |
Армейская программа исследований прибрежных бухт |
так далее…
Еда и кулинария —
Руководства по рецептам и оборудованию для приготовления пищи.
Логистика —
Логистические данные для миллионов различных деталей.
Математика —
Арифметика, элементарная алгебра,
предварительное исчисление, введение в вероятность и т. д.
Медицинские книги —
Анатомия, физиология, пациент
уход, оборудование для оказания первой помощи, фармация, токсикология и т. д.
Медицинские руководства военно-морского флота |
Агентство регистрации токсичных веществ и заболеваний
Военные спецификации
— Государственные спецификации MIL и другие сопутствующие материалы
Музыка
— Мажор и минор
масштабные действия, диатонические и недиатонические мелодии, паттерны такта,
и т.
