Не работает сварочный инвертор: Ремонт сварочного аппарата, основные причины поломки и тонкости техобслуживания
Содержание
Что мне делать: мой сварочный инвертор не включается? | Часто задаваемые вопросы
Читайте также
Как обеспечить правильную сварку полуавтоматом без использования газа?
Как правильно выполнять сварочные швы методом ММА сварки? Какие они бывают?
Промышленный сварочный аппарат – как выбрать?
2
Что мне делать: мой сварочный инвертор не включается?
Сварочные аппараты — оборудование, востребованное (в зависимости от
модели) для проведения строительно-монтажных, ремонтных и других
работ в быту, мастерских, на строительной площадке или
производственных предприятиях. Как и любое другое, это оборудование
Как и любое другое, это оборудование
выходит из строя по разным причинам — из-за некачественной сборки,
недоработок конструкции, несоблюдения правил эксплуатации или
естественного износа.
Основные неисправности сварочных аппаратов — трансформаторов и
инверторов
Сварочные трансформаторы более просты, по сравнению с инверторами,
обеспечивающими двойное преобразование тока питания, поэтому
определить причину их поломки проще.
Основные проявления неполадок:
-
Сварочный трансформатор или инвертор не работает при подсоединении
к сети электропитания. В этом случае проверяют наличие напряжения
В этом случае проверяют наличие напряжения
в сети, целостность предохранителей, вероятность обрыва токовых
обмоток, работоспособность выпрямительных диодов. Электрод
залипает на обрабатываемой детали, в месте нахождения
преобразователя появляется гул. Причиной этой проблемы могут быть:
замыкание в обмотках трансформатора, неисправность диодов,
ослабление контактов, низкое напряжение питающей сети, ошибка в
выборе режима работы сварочного аппарата. -
Сварочный трансформатор или инвертор перегревается, включается
лампочка перегрева и аппарат самопроизвольно отключается. Причиной
Причиной
этого может быть слишком длительная работа (предельная
продолжительность включения указывается в техническом паспорте)
или неэффективная работа встроенного вентилятора. Вторая причина
характерна для недорогих агрегатов. К перегреву может привести
эксплуатация оборудования в слишком запыленных помещениях. Если
запыленность на объекте снизить нельзя, то необходимо периодически
разбирать аппарат и очищать его основные узлы. -
Сварочный аппарат работает, но не варит. Причиной этой проблемы
могут быть: слишком длинный удлинитель, подгорание контактов,
обрыв кабелей.
-
Почему сварочный аппарат — трансформатор или инвертор — сам
отключается? Самопроизвольное выключение может быть вызвано
замыканием проводов на корпус или
Определить, почему не работает сварочный трансформатор, инвертор,
полуавтомат, помогут специалисты сервисного центра, имеющие в
распоряжении современное диагностическое оборудование и инструмент.
Только мастера с большим опытом смогут полностью восстановить
работоспособность аппаратов и значительно продлить их рабочий
период.
Не включается сварочный инвертор причины
Содержание
- Устраняем неисправности сварочного инвертора Ресанта
- Распространенные неисправности сварочных инверторов Ресанта САИ250
- Определяем проблемы в работе инверторов
- Ремонтируем инвертор
- Заключение
- Общие сведения об инверторах
- Устройство и особенности работы
- Ремонт аппаратов инверторной сварки
- Простые поломки
- Средняя степень
- Сложные неисправности
- Вопрос:
- Ответ:
Устраняем неисправности сварочного инвертора Ресанта
Сварочные инверторы представляют собой сложную автоматизированную технику, однако при определённых поломках восстановление такого оборудования не представляет особой сложности. Поэтому вовсе не обязательно при поломках инвертора сразу же отправляться в ремонтные мастерские. Вполне возможно, устранить те или иные проблемы, сэкономив на услугах опытных специалистов.
В первую очередь при наличии такой поломки необходимо вскрыть корпус инвертора, и убедиться в исправности используемых резисторов, стабилизаторов, транзисторов, диодов и элементов электронной схемы. Достаточно часто такой визуальный осмотр позволяет определить сгоревший конденсатор, с заменой которого справится любой человек, имеющий опыт работы с паяльником. В отдельных случаях для правильного определения проблемы необходимо использовать цифровой мультиметр, вольтметр или осциллограф.
В том случае, если видимых повреждений компоненты и детали инвертора не имеют, а самостоятельно определить конкретную поломку невозможно, то всё же необходимо обращаться в соответствующие ремонтные мастерские. В последние годы качество услуг в таких мастерских существенно выросло, а благодаря высокой конкуренции в данной сфере стоимость предлагаемых работ существенно снизилась.
Распространенные неисправности сварочных инверторов Ресанта САИ250
Все поломки такого оборудование можно разделить на две основных категорий:
- Неполадки, которые возникают в результате неправильного выбора рабочего режима.
- Поломки, причиной которых является заводской брак и неправильная работа используемых электронных составляющих оборудования.
Именно поломки, вызванные неправильной эксплуатацией техники, встречаются наиболее часто. В особенности сплошь и рядом встречается перегрев техники, когда обычные домовладельцы или же опытные мастера используют технику длительное время без перерыва на охлаждение, что и приводит к сгоранию используемых микросхемы и диодов.
Инверторы могут ломаться также по причине проникновения влаги внутрь корпуса устройства. Именно поэтому не рекомендуется использовать такое оборудование в помещениях с высокими показателями влажности. В данном случае ремонт заключается в замене повреждённых влагой транзисторов или же пропайкой схемы.
Скопившаяся внутри корпуса пыль может существенно ухудшить вентиляцию инвертора, что в свою очередь приводит к перегреву оборудования. Рекомендуется регулярно разбирать корпус инвертора и выполнять его очистку от пыли. Сделать такую очистку можно пылесосом или же вручную при помощи небольшой щетки.
Сделать такую очистку можно пылесосом или же вручную при помощи небольшой щетки.
Использование инвертора в сетях с плохим электричеством. Современные модели инверторов имеют специальную защиту от перепадов напряжения в сети, однако даже такие защитные системы порой не справляются с мощными скачками напряжения. В итоге сгорают различные стабилизаторы и транзисторы, которые требуют соответствующей замены. В целях профилактики можем рекомендовать использовать дополнительные сетевые фильтры и стабилизаторы напряжения, которые позволят исключить вероятность появления подобных поломок.
Определяем проблемы в работе инверторов
Определить те или иные поломки оборудования можно по изменениям в процессе сварки металлических элементов. Так, например если вы заметили, что сварочная дуга неустойчива, и появляется сильное разбрызгивание металла при сварке, это может свидетельствовать о неправильно подобранном режиме сварки или низком напряжении в сети. Также подобно может говорить о повреждении силовой части инвертора, которая отвечает за выходное напряжение.
В том случае, если электрод во время сварки с трудом отходит от металла, это свидетельствует о наличии в питающей сети низкого напряжения. Необходимо в данном случае проверить правильность выбора режима сварки, а в том случае, если имеются проблемы с фиксацией кабеля использовать дополнительное крепление, что позволит исключить падение напряжения в сети. В отдельных случаях причиной такого падения напряжения в сети является использование длинного кабеля, который питает электричеством инвертор. В данном случае решить имеющуюся проблему можно путем использования электрогенераторов, которые устанавливаются в непосредственной близости от сварочного аппарата.
На включенном инверторе работают все индикаторы, однако сварку выполнять невозможно. Подобное характерно для перегрева устройства. Отдельные модели инверторов не оснащаются звуковым сигналом перегрева, а световую индикацию, которая отображает перегрев устройства, зачастую сложно заметить, что приводит к попытке сварки таким перегретым аппаратом.
Инвертор попросту не включается в работу. В том случае, если отмечаются проблемы с включением, это может говорить о проблемах с напряжением в электросети.
Аппарат сам выключается во время сварки. Подобное характерно для перегрева оборудования, которое отключает встроенная термозащита.
Ремонтируем инвертор
Ремонт сварочного инвертора заключается во вскрытии корпуса устройства и его осмотре. В том случае, если определена конкретная проблема, то можно путем перепайки вышедших из строя элементов восстановить работоспособность сварочного аппарата. Определить наличие повреждений конденсаторов можно по появлению темных пятен на корпусе конденсаторов или же трещин на микросхеме. Помните о том, что такие конденсаторы и неисправные узлы необходимо заменять идентичными или же схожими по своим характеристикам деталям.
В том случае, если визуально определить проблему не представляется возможным, можно попытаться прозвонить все элементы аппарата при помощи мультиметра или омметра. Это позволит вам определить проблемные детали и с легкостью их заменить.
Это позволит вам определить проблемные детали и с легкостью их заменить.
Заключение
Инверторные сварочные аппараты — это достаточно надежная техника, однако и она в процессе эксплуатации может выходить из строя. Зачастую подобный ремонт не представляет особой сложности, поэтому имея даже минимальный опыт работы с паяльником можно восстановить работоспособность сварочного аппарата. Необходимо лишь правильно определить причину такой поломки и в последующем использовать качественные заменяемые детали, что и позволит полностью отремонтировать ваш сварочный инвертор.
Сварочные аппараты инверторного типа являются распространенными моделями благодаря их мобильности и возможности работать практически от любого напряжения питающей сети в интервале от 175 В до 240 В. Однако возможны случаи выхода из строя сварочников. Причин поломок много, и для ремонта сварочных инверторов необходимо знать основные неисправности, устройство и принцип работы. Произвести ремонт инверторных сварочных аппаратов своими руками несложно.
Общие сведения об инверторах
Сварочные трансформаторные аппараты имеют незначительную стоимость по сравнению с устройствами инверторной сварки и простоту устройства, позволяющую произвести несложные операции по ремонту. К главным недостаткам нужно отнести их габариты, вес и чувствительность к параметрам питающей сети. При низких значениях напряжения (U) варить практически невозможно, так как мощность, потребляемая аппаратом, существенно возрастает, а счетчики электроэнергии имеют предел мощности до 6 кВт.
В результате этого происходит срабатывания защиты: срабатывает автомат через определенное время из-за нагрева или сгорают предохранители на пробках. Если поставить автомат защиты с большим значением или использовать «жучок» (шунтирование предохранителя медным проводом большего диаметра), то вероятность возгорания проводки возрастает.
Кроме того, при работе с обыкновенной трансформаторной сваркой происходят кратковременные перепады значения U, из-за которых может выйти из строя другая аппаратура и бытовые приборы. Трансформаторные сварочные аппараты стоят сравнительно недорого и очень легко ремонтируются из-за их простого устройства. Однако обладают значительным весом и очень чувствительны к напряжению питания (U). При низком U производить сварочные работы просто невозможно, так как происходят значительные перепады U, в результате которых могут выйти из строя бытовые приборы. Для избежания всех этих неудобств при работе и используют инверторные аппараты.
Трансформаторные сварочные аппараты стоят сравнительно недорого и очень легко ремонтируются из-за их простого устройства. Однако обладают значительным весом и очень чувствительны к напряжению питания (U). При низком U производить сварочные работы просто невозможно, так как происходят значительные перепады U, в результате которых могут выйти из строя бытовые приборы. Для избежания всех этих неудобств при работе и используют инверторные аппараты.
Устройство и особенности работы
Инверторная сварка применяется в домашних условиях и на различных предприятиях. Она обеспечивает стабильное горение сварочной дуги при высокочастотном токе. Аппарат устроен в виде мощного импульсного блока питания (ИБП), работа которого основана на принципах:
- Преобразование переменного питающего (сетевого) U в постоянное.
- Преобразование постоянного в переменный высокочастотный ток.
- Выпрямление тока с сохранением частоты.

Если следовать этим принципам построения, то происходит значительное уменьшение сварочника в несколько сотен или тысяч раз. Кроме того, такое устройство позволяет оборудовать аппарат дополнительным охлаждением.
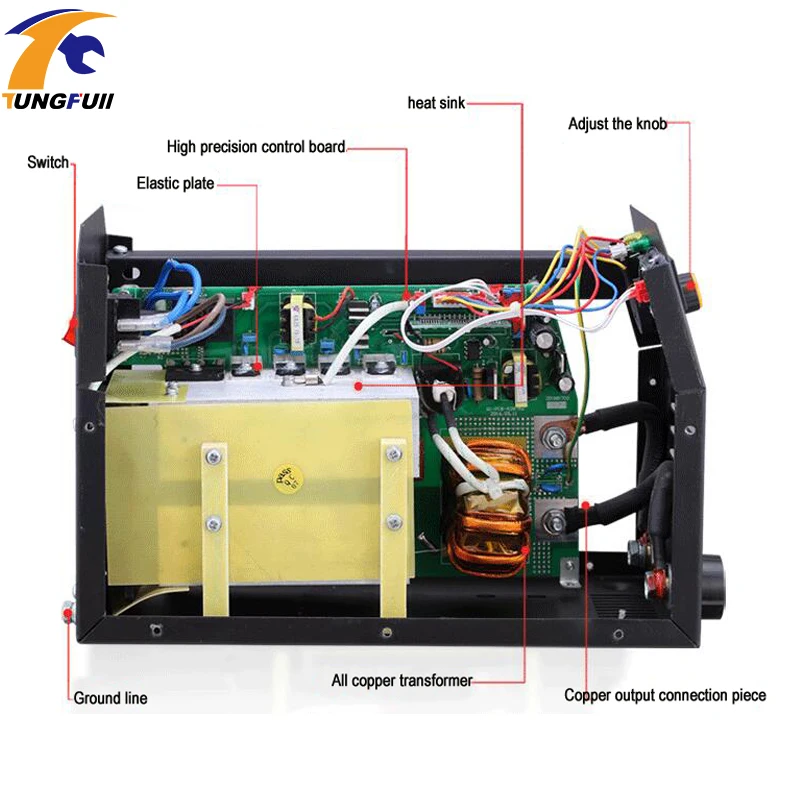
Для осуществления качественного ремонта сварочного инвертора нужно знать устройство и принцип работы. Благодаря пониманию работы, возможно грамотно произвести диагностику, выяснить причину неисправности и устранить ее самостоятельно. Сварочный аппарат инверторного типа состоит из основных узлов (рисунок 1):
- Выпрямитель.
- Инвертор.
- Трансформатор.
- Выпрямитель высокочастотный.
- Схема управления (электронный регулятор).
Рисунок 1 — Блок-схема сварочного инвертора.
Выпрямитель состоит из полупроводникового выпрямительного моста и фильтра, выполненного на конденсаторе. Диодный мост выпрямляет переменный ток питающей промышленной сети. При прохождении переменного тока через диод происходит пропускание тока в одном направлении. В результате этого ток становится постоянным, но в нем преобладают значительные пульсации. Ток с такими параметрами не подходит для питания инвертора, так как он работает только от постоянного тока. Для сглаживания пульсаций применяется конденсатор большой емкости (2200.5000 мкФ).
В результате этого ток становится постоянным, но в нем преобладают значительные пульсации. Ток с такими параметрами не подходит для питания инвертора, так как он работает только от постоянного тока. Для сглаживания пульсаций применяется конденсатор большой емкости (2200.5000 мкФ).
После преобразования U запитывается инвертор. Инвертор представляет собой набор радиоэлементов для генерации необходимого переменного U для высокочастотного импульсного трансформатора. Основными элементами являются мощные ключевые транзисторы и микросхема для получения команд от схемы управления инвертором, а также для корректной работы последнего. Транзисторы переключаются с высокой частотой, которая зависит от текущей модели сварочника. Она может колебаться в диапазоне от 35 до 95 кГц. Подключение транзисторов происходит к понижающему импульсному трансформатору.
Импульсный трансформатор преобразует входящее U, полученное на выходе инвертора в низкое. К вторичной обмотке трансформатора подсоединяется высокочастотный выпрямитель, преобразующий переменный высокочастотный ток в постоянный. При этом преобразовании частотные характеристики сохраняются. Эффективность сварки повышается при использовании высокочастотного тока.
При этом преобразовании частотные характеристики сохраняются. Эффективность сварки повышается при использовании высокочастотного тока.
Электронный регулятор применяется для осуществления контроля при работе аппарата, диагностики и выдачи команд для инвертора. Кроме того, он позволяет менять ток сварки.
Благодаря такому исполнению, сравнительно мобильные инверторные сварочники обладают отличными характеристиками:
- Первичный источник питания (сетевое U и ток): 157.275 В и 20.30 А.
- Параметры U холостого хода: 70.85 В.
- U при формировании дуги: 22.35 В.
- Диапазон выставления тока сварки: 20.300 А.
- Время нагрузки при максимальном I сварки:5.10 мин.
- Типы электродов: «1», «2», «3», «4», «5», «6».
- Значение средней массы: 5.7 кг.
Ремонт аппаратов инверторной сварки
Если внимательно изучить устройство, функции и принцип действия каждого узла, то выявить и устранить неисправность инверторного сварочного аппарата самостоятельно достаточно просто. Многие сварщики начинают искать фирмы, где отремонтировать сварочный инвертор по низкой цене. Но они забывают о том, что фирма или отдельное лицо может поменять детали инвертора на менее качественные. Нужно понять причину проблемы и найти способ для ее решения. Начинать нужно с самого простого и заканчивать сложным. Кроме того, следует внимательно осмотреть инверторный аппарат на наличие подгораний силовых кабелей, поступление питания из сети.
Многие сварщики начинают искать фирмы, где отремонтировать сварочный инвертор по низкой цене. Но они забывают о том, что фирма или отдельное лицо может поменять детали инвертора на менее качественные. Нужно понять причину проблемы и найти способ для ее решения. Начинать нужно с самого простого и заканчивать сложным. Кроме того, следует внимательно осмотреть инверторный аппарат на наличие подгораний силовых кабелей, поступление питания из сети.
Для ремонта необходимо изучить схему и неисправности. Неисправности можно разделить на несколько групп: простые, средние и сложные.
Простые поломки
Простые поломки возникают, как правило, при неверном режиме эксплуатации любого прибора и устройства. Этот тип неисправностей не требует особой квалификации и состоит, в основном, из примитивных поломок, устраняемых очень легко и быстро. Следует очень внимательно отнестись к решению проблемы по ремонту инверторной сварки своими руками, так как простая поломка из-за необдуманных действий может привести к более серьезным последствиям. К простым неисправностям можно отнести следующие типы:
К простым неисправностям можно отнести следующие типы:
- Отсутствие сетевого питания инвертора (инвертор «отказывается» включаться).
- Влажность корпуса.
- Пыль внутри инверторного аппарата.
- Нестабильная дуга.
- Отсутствие полной мощности аппарата.
- Залипание электрода.
- Ослабление креплений.
- Разбрызгивание металла.
Отсутствие сетевого питания возможно по нескольким причинам: отсутствие U, дефект кабеля питания инвертора, сгорание предохранителя. Кроме того, существует вероятность поломки электроники аппарата, но эта неисправность не относится к простым, так как требует определенных навыков. Способы устранения очень просты. Например, при отсутствии питающего U нужно произвести замер вольтметром в розетке. При обрыве сетевого кабеля нужно его прозвонить, найти проблемный участок и заменить его. Если произошло сгорание предохранителя, то следует его поменять на исправный (нельзя ставить «жучок», так как это может привести к окончательному выходу из строя).
При работе во влажном помещении нужно просушить содержимое сварочника. Нельзя запускать его, так как постоянно будет выбивать автоматы и перегорать нить предохранителя. Следует помнить о том, что влага — злейший враг любой аппаратуры.
Пыль является отличным проводником электричества. Сварочный аппарат необходимо периодически чистить. Запыленность может привести к более тяжелым последствиям.
При нестабильной дуге и разбрызгивании металла следует проверить ток сварки. В основном, элементарным решением проблемы является его увеличение. Существует определенная зависимость тока от толщины электрода: диаметр электрода нужно умножить на показатели 20-40 А. При вычислении получается необходима сила тока. Например, при работе используется электрод «4» и ток для комфортной работы (при нормальном входном напряжении): I = 4 * 40 = 160 А. Выбор значений из диапазона от 20 до 40 зависит от толщины металла: на каждые 1 мм приходиться коэффициент, кратный 5. Например, нужно рассчитать ток сварки для металла 2 мм и электрода «3». Алгоритм расчета следующий:
Например, нужно рассчитать ток сварки для металла 2 мм и электрода «3». Алгоритм расчета следующий:
- Максимальный ток сварки: Iсв = 3 * 40 = 120 А.
- Ток для 2 мм металла: I = Iсв — 2 * 5 = 120 — 10 = 110 А.
Этот алгоритм используется при нормальном сетевом U (210.225 В). При 110 А сварочные работы будут выполнены аккуратно и вероятность прожога металла минимальная.
При прилипании электрода виновником оказывается пониженное U питающей сети, и для устранения этой проблемы нужно увеличить ток сварки. Кроме того, нужно почистить гнезда и контакты, а также удостовериться в проводе переноски, так как ее сечение должно быть больше 3 кв. мм.
Периодическое отключение аппарата происходит в результате перегрева. В этом случае нужно дать ему остыть в течение 25-40 минут.
Средняя степень
Поломки этого типа возникают при сгорании определенного радиоэлемента. Исправление неполадок этого рода не требует особой квалификации. Основным навыком является умение работать с паяльником или паяльной станцией. В основном, они выявляются при визуальном осмотре. Причины могут быть разнообразны:
Основным навыком является умение работать с паяльником или паяльной станцией. В основном, они выявляются при визуальном осмотре. Причины могут быть разнообразны:
- Подгорание резисторов.
- Вздутие электролитических конденсаторов.
- Сгорание трансформатора.
- Обугливание диодов.
- Порча монтажной платы при возгорании.
Оптимальным способом исправления является выпаивание детали и замена ее на такую же или аналог.
Сложные неисправности
При средних поломках все выясняется визуально. Однако бывают ситуации, когда визуальный осмотр не дает положительный результат. Для этого применяется метод анализа схемы инвертора и выявление неисправности, а также дальнейшее ее устранение.
Для ремонта нужны знания в области электротехники, контрольно-измерительные приборы (мультиметр и осциллограф), схема инвертора (схема 1) и немного уверенности в своих силах. «Слабым местом» сварочника инверторного типа являются плата управления и БП. Если неисправна плата управления, то происходит светодиодная индикация (светодиод желтого цвета), свидетельствующая о невозможности запускаться в нормальном режиме.
«Слабым местом» сварочника инверторного типа являются плата управления и БП. Если неисправна плата управления, то происходит светодиодная индикация (светодиод желтого цвета), свидетельствующая о невозможности запускаться в нормальном режиме.
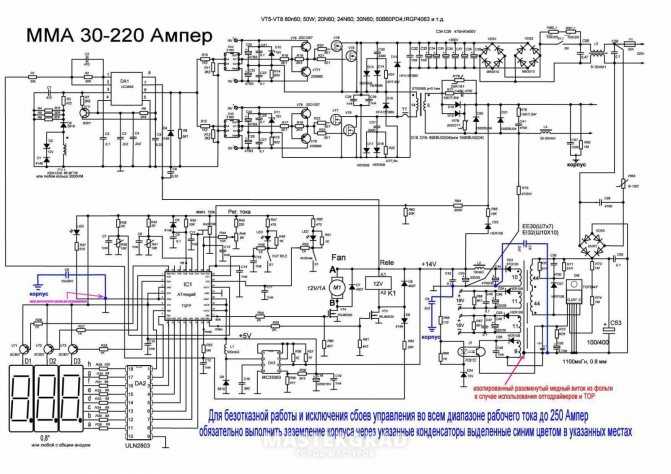
Схема 1 — Схема инвертора РЕСАНТА САИ
Для осуществления ремонта нужно разобрать инвертор и произвести снятие разъемов с плат. После этого нужно выполнить контрольные измерения напряжений платы управления и сравнить с табличными исправной ПУ. Например, один из вариантов можно рассмотреть в таблице 1.
| № вывода ПУ | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 |
| Исправная ПУ | 4,07 | 2,72 | 4,87 | 0,68 | 14,5 | 0,05 | 0,04 | 3,25 | 7,12 | ||
| Измеряемая ПУ | 0,23 | 15 | 0,01 | 2 | 17,2 | 6,99 |
Таблица 1 — Сравнение измерений.
Согласно таблице 1, нужно сделать вывод о неисправности ПУ. На ПУ есть микросхема типа UC3845D, нужно снять контрольные U и сделать выводы (таблица 2).
| № вывода микросхемы | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 |
| Корректная работа | 1,95 | 0,2 | 2,07 | 2,52 | 15,1 | 5,1 | ||
| Измеряемая микросхема | 0,04 |
Таблица 2 — Сравнение U UC3845B.
На микросхеме (7-я нога) питание отсутствует, следовательно, нужно искать причину в радиокомпонентах, работающих вместе с этой микросхемой. В этой ситуации нужно проверить микросхему LM324N, которая управляет первой при помощи команд-импульсов (таблица 3).
| № вывода | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 |
| Исправна | 0,81 | 4,02 | 14,87 | 3,06 | 4,73 | 0,02 | 0,04 | 15,1 | 4,82 | 4,87 | 6,74 | 0,88 | ||
| Текущая | 1,91 | 15 | 15,37 | 4,69 | 14,2 | 0,03 | 14,97 | 4,8 | 4,83 | 7,72 | 0,1 |
Таблица 3 — Сравнение режимов работы микросхемы LM324N.
Далее нужно рассмотреть цепь деталей, завязанных на 7-ю ногу. Причиной является неисправный smd-резистор R4. Нужно произвести замену, собрать инвертор (подключить только разъемы и проверить). Результат выполненной работы: желтый светодиод не горит, а, следовательно, аппарат исправен. Нужно отключить его от сети и собрать полностью. Таким способом следует искать и другие неисправности, ничего сложного в этом нет.
Таким образом, для устранения неисправностей различного вида нужно знать основное устройство инвертора и его принцип действия. В основном устранить неисправность не составляет труда.
Для этого нужно понять причину, разобрать и внимательно осмотреть все соединения, радиодетали (подгоревшие резисторы, «вздувшиеся» электролитические конденсаторы и так далее). Кроме того, нужно следить за правильной эксплуатацией и производить периодически техосмотр аппарата. Эти меры предосторожности позволят существенно увеличить срок службы сварочника.
Вопрос:
Ответ:
Не стоит сразу бить тревогу, вполне возможно, что ваш сварочный аппарат в целом исправен и нести его в мастерскую пока рано. Может быть несколько причин того, что ваш сварочный аппарат отказывается включаться. Давайте поговорим о каждой из них и попробуем проверить, не она ли стала основной в вашем случае?
Качество проводки
Во-первых, проверьте, в какую электросеть должен подключаться ваш сварочный аппарат. Если это бытовой инвертор, то ему достаточно 220 Вольт, то есть однофазной сети, а если уровень полупрофессиональный или профессиональный, то вполне возможно, что подключать нужно в трехфазную сеть с 380 Вольт напряжения. Данные об этом указаны в инструкции к аппарату. Также проверьте есть ли вообще электричество в сети (мы понимаем, что звучит это глупо, но иногда люди в панике просто забывают об этом важном моменте).
Во-вторых, если с фазами все верно, а питание к розетке подается исправно, проверьте уровень напряжения в сети. Если оно слишком низкое или зашкаливает, то инвертор либо откажется включаться, либо сработает защита и инвертор, снова-таки не включится. В таком случае нужно либо дождаться нормализации показателей напряжения, либо использовать достаточно мощный стабилизатор, способный «потянуть» ваш сварочный аппарат.
Если оно слишком низкое или зашкаливает, то инвертор либо откажется включаться, либо сработает защита и инвертор, снова-таки не включится. В таком случае нужно либо дождаться нормализации показателей напряжения, либо использовать достаточно мощный стабилизатор, способный «потянуть» ваш сварочный аппарат.
В-третьих, качество проводки может быть недостаточным, ведь сварочные инверторы все же остаются относительно мощным электрооборудованием. Тогда может сработать защита уже самой электросети. В таком случае, чтобы работать сварочным инвертором, придется заменить провода на аналогичные большего сечения и сопутствующие контролирующие приборы к ним, отвечающие за выключение питания в случае перегрузки.
Инвертор
В некоторых случаях причина отказа работать может заключаться в самом сварочном инверторе. Для начала осмотрите кабель электропитания (предварительно отключив его от розетки). Часто в результате падения на него металлических деталей кабель может повредиться и перестать проводить ток к механизмам инвертора. Попробуйте заменить кабель электропитания новым.
Попробуйте заменить кабель электропитания новым.
Если и тут все в порядке, то подумайте, а не отключился ли инвертор вследствие перегрева в процессе длительной работы. Такое бывает, если не давать аппарату отдыхать по прошествии установленного для этой модели времени. Срабатывает защита и аппарат включается только через определенный промежуток времени.
И только в том случае, если вы проверили все, а результата нет, стоит обращаться в сервисный центр или мастерскую по ремонту такого оборудования. Крайне не рекомендуется пытаться осуществить ремонт самостоятельно. Вы можете окончательно повредить инструмент и спасти его уже будет невозможно, придется покупать новый. Желаем успеха в устранении неприятности.
Не включается инвертор
Все большую популярность среди мастеров сварщиков завоевывают инверторные сварочные аппараты благодаря своим компактным размерам, небольшой массе и приемлемым ценам. Как и любое другое оборудование, данные аппараты могут выходить из строя по причине неправильной эксплуатации или из-за конструктивных недоработок. В некоторых случаях ремонт инверторных сварочных аппаратов можно провести самостоятельно, изучив устройство инвертора, но существуют поломки, которые устраняются только в сервисном центре. Сварочные инверторы в зависимости от моделей работают как от бытовой электрической сети В , так и от трехфазной В.
Поиск данных по Вашему запросу:
Не включается инвертор
Схемы, справочники, даташиты:
Прайс-листы, цены:
Обсуждения, статьи, мануалы:
Дождитесь окончания поиска во всех базах.
По завершению появится ссылка для доступа к найденным материалам.
Содержание:
- Неисправности и ремонт сварочных аппаратов
- Как отремонтировать сварочный инвертор своими руками
- Сварочный инвертор не включается причины
- Сварочный инвертор не включается
- Не работает инверторный сварочный аппарат причины
- Ремонт инверторного сварочного аппарата
- Ремонт сварочных инверторов: основные неисправности
ПОСМОТРИТЕ ВИДЕО ПО ТЕМЕ: Ремонт сварочного аппарата. Не включается. Закорочена силовая часть по питанию. Авангард РДС 280.
Не включается. Закорочена силовая часть по питанию. Авангард РДС 280.
Неисправности и ремонт сварочных аппаратов
Общеизвестно, что ремонт сварочных аппаратов в подавляющем большинстве случаев может быть организован и проведён самостоятельно. Исключением является лишь восстановление работоспособности электронного инвертора, сложность схемы которого не позволяет провести полноценный ремонт в домашних условиях.
Одна только попытка отключить защиту инвертора может поставить в тупик даже специалиста по электротехнике. Так что в этом случае лучше всего обратиться за помощью в специализированную мастерскую. Основными проявлениями неполадок аппаратов электродуговой сварки являются:.
Ремонт всегда начинается с осмотра сварочного аппарата, проверки питающего напряжения. Провести ремонт трансформаторных сварочных аппаратов несложно, к тому же они непривередливы в обслуживании. У инверторных аппаратов определить поломку сложнее, а ремонт в домашних условиях зачастую невозможен. Однако при правильном обращении инверторы служат долго, и не ломаются. Необходимо защищать от пыли, высокой влажности, мороза, хранить в сухом месте. Есть наиболее характерные неисправности сварочных аппаратов, устранить которые можно своими руками.
У инверторных аппаратов определить поломку сложнее, а ремонт в домашних условиях зачастую невозможен. Однако при правильном обращении инверторы служат долго, и не ломаются. Необходимо защищать от пыли, высокой влажности, мороза, хранить в сухом месте. Есть наиболее характерные неисправности сварочных аппаратов, устранить которые можно своими руками.
В этом случае, прежде всего, необходимо убедиться в наличии напряжения в сети и целостности предохранителей, установленных в обмотках трансформатора. При их исправности следует прозвонить с помощью тестера токовые обмотки и каждый из выпрямительных диодов, проверив тем самым их работоспособность. При обрыве одной из токовых обмоток потребуется её перемотка, а в случае неисправности обеих проще заменить трансформатор целиком. После ремонта сварочный аппарат снова включают и проверяют на исправность.
Иногда из строя выходит фильтрующий конденсатор. В этом случае ремонт будет заключаться в его проверке и замене новой деталью. В случае исправности всех элементов схемы необходимо разобраться с сетевым напряжением, которое может быть сильно занижено и его просто не хватает для нормального функционирования сварочного аппарата.
Причиной залипания электрода и прерывания дуги может быть снижение напряжения из-за короткого замыкания в обмотках трансформатора, неисправности диодов или ослабления соединительных контактов. Также возможен пробой конденсаторного фильтра или замыкания отдельных деталей на корпус сварочного аппарата. К причинам организационного характера, вследствие которых аппарат не варит как надо, можно отнести чрезмерную длину сварочных проводов более 30 метров.
Если залипание сопровождается сильным гудением трансформатора — это также свидетельствует о перегрузке в нагрузочных цепях прибора или замыкании в сварочных проводах. Одним из вариантов ремонта с устранением этих эффектов может стать восстановление изоляции соединительных кабелей, а также подтяжка ослабевших контактов и клеммников.
В некоторых случаях ремонт можно провести самостоятельно, если аппарат начал самопроизвольно отключаться. Большинство моделей сварочных аппаратов оснащено защитной схемой автоматом , срабатывающей в критической ситуации, сопровождающейся отклонением от нормальной работы.
Один из вариантов такой защиты предполагает блокировку работы устройства при отключении вентиляционного модуля. После самопроизвольного отключения сварочного аппарата, прежде всего, следует проверить состояние защиты и попытаться возвратить этот элемент в рабочее состояние.
При повторном срабатывании защитного узла необходимо перейти к поиску неисправности по одной из описанных выше методик, связанных с замыканиями или неисправностью отдельных деталей. В этой ситуации в первую очередь следует убедиться в том, что узел охлаждения агрегата работает нормально, и что перегрев внутренних пространств исключён.
Бывает и так, что узел охлаждения не справляется со своими функциями из-за того, что сварочный аппарат в течение длительного времени находился под нагрузкой, превышающей допустимую норму. При отсутствии внутренней защиты предохранительный автомат может быть установлен в электрическом щитке. Для поддержания нормального функционирования сварочного агрегата его настройки должны соответствовать выбранным режимам.
Так, некоторые модели таких аппаратов сварочный инвертор, в частности в соответствии с инструкцией должны работать по графику, предполагающему перерыв на минуты после ми минут непрерывной сварки. Перед ремонтом инверторного сварочного аппарата своими руками желательно ознакомиться с принципом действия, а также с его электронной схемой.
Их знание позволит быстрее выявить причины поломок и постараться своевременно устранить их. В основу работы этого устройства заложен принцип двойного преобразования входного напряжения и получения на выходе постоянного сварочного тока путём выпрямления высокочастотного сигнала. Использование промежуточного сигнала высокой частоты позволяет получить компактное импульсное устройство, располагающее возможностью эффективной регулировки величины выходного тока.
С характером и причиной поломок, а также со способами ремонта более подробно можно ознакомиться в сводной таблице. Там же приводятся данные по основным параметрам сварки, обеспечивающие режим безаварийной без отключения инвертора работы устройства. Обслуживание и ремонт сварочных аппаратов инверторного типа отличается рядом особенностей, связанных со сложностью схемы этих электронных агрегатов.
Обслуживание и ремонт сварочных аппаратов инверторного типа отличается рядом особенностей, связанных со сложностью схемы этих электронных агрегатов.
Для их ремонта потребуются определённые знания, а также умение обращаться с такими измерительными приборами, как цифровой мультиметр, осциллограф и подобные им.
Если в ходе осмотра никаких нарушений обнаружить не удаётся — поиск неисправности продолжается путём выявления нарушений в работе электронной схемы проверки уровней напряжения и наличия сигнала в её контрольных точках.
Для этого потребуется осциллограф и мультиметр, приступать к работе с которыми следует лишь при наличии полной уверенности в своих силах. Если возникли какие-либо сомнения по поводу своей квалификации — единственно верным решением будет отвезти отнести прибор в специализированную мастерскую. Специалисты по ремонту сложных импульсных устройств оперативно найдут и устранят возникшую неисправность, а заодно и проведут техобслуживание данного агрегата. В случае принятия решения о самостоятельном ремонте платы — рекомендуем воспользоваться следующими советами опытных специалистов.
При обнаружении в ходе визуального осмотра сгоревших проводов и деталей следует заменить их новыми, а заодно и переткнуть все разъёмы, что позволит исключить вариант пропадания контакта в них. Если такой ремонт не привел к желаемому результату — придётся начать поблочное обследование цепей преобразования электронного сигнала. Для этого необходимо найти источники, в которых приводятся эпюры напряжений и токов, предназначенные для более полного понимания работы этого агрегата.
Ориентируясь на эти эпюры с помощью осциллографа можно последовательно проверить все электронные цепочки и выявить узел, в котором нарушается нормальная картинка преобразования сигнала. Одним из наиболее сложных узлов инверторного сварочного аппарата считается плата управления электронными ключами, проверить исправность которой можно с помощью того же осциллографа.
При сомнениях в работоспособности этой платы можно попробовать заменить её исправной от другого, работающего инвертора и попытаться вновь запустить сварочный аппарат.
В случае благоприятного исхода останется только отдать свою плату в ремонт или заменить её купленной новой. Таким же образом следует поступать и при появлении подозрений в исправности всех других модулей или блоков сварочного аппарата. В заключении напомним, что ремонт любых сварочных агрегатов и инверторов, в частности считается достаточно сложной процедурой, требующей определённых навыков и умения обращаться со сложной измерительной техникой.
При наличии малейших сомнений в своём профессионализме следует воспользоваться помощью специалистов и предоставить им возможность вернуть неисправный аппарат в работу. Сварочный инвертор обеспечивает хорошее качество проведения сварочных работ, создавая сварщику максимально комфортные условия для работы.
Однако эти преимущества приводят к повышению сложности его конструкции. Это может вызывать различные неисправности сварочного инвертора и понижает степень его надежности. В отличие от обычных сварочных аппаратов, представляющих собой электротехническое изделие, инвертор для сварки является электронным устройством. Следовательно, диагностика и ремонт инверторных сварочных аппаратов осуществляются проверкой рабочего состояния диодных мостов, транзисторных соединений, стабилитронов и других деталей, которые входят в состав электронных схем.
Следовательно, диагностика и ремонт инверторных сварочных аппаратов осуществляются проверкой рабочего состояния диодных мостов, транзисторных соединений, стабилитронов и других деталей, которые входят в состав электронных схем.
При этом нужно обладать навыками обращения с осциллографами, вольтметрами, мультиметрами и другими измерительными приборами. Главной отличительной чертой в проведении ремонта сварочного инвертора является сложность в определении характера поломки и обнаружения вышедшей из строя детали.
Поэтому очень часто требуется проводить диагностику всех узлов электрической схемы. На основании вышесказанного можно сделать вывод, что для ремонта сварочных аппаратов инверторного типа необходимо обладать минимальными знаниями в области электроники и уметь разбираться в конструкции электрических схем. Если таковые навыки и умения отсутствуют, то браться за самостоятельный ремонт подобного аппарата не рекомендуется, чтобы не потратить лишние силы и время.
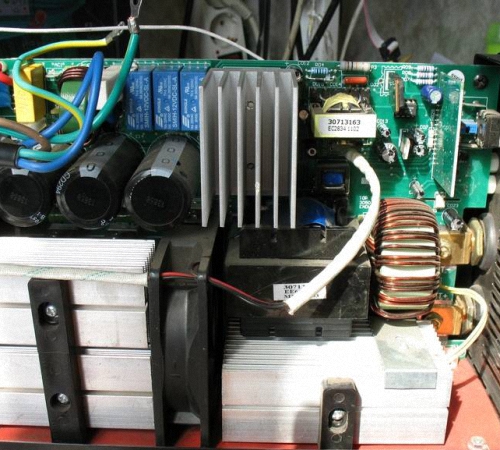
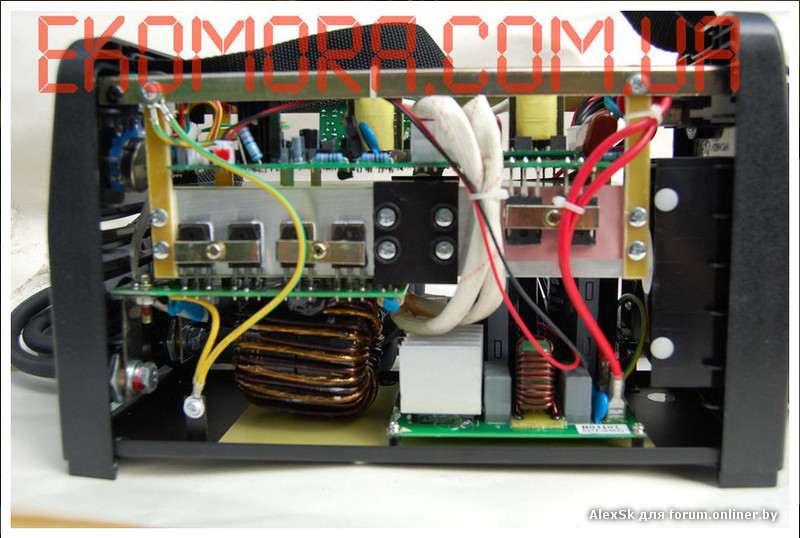
Принцип работы инверторных аппаратов заключается в последовательном пошаговом преобразовании входящего сигнала электрического тока:. Для выполнения подобных операций конструкция сварочного инвертора имеет несколько модулей с электронной начинкой. Основным модулем является выпрямитель входных токов. Затем идет управляющая плата, на которой находятся транзисторы ключи , и заканчивается он выпрямителем выходных сигналов. При этом в приборах разных производителей, имеющих разные модели, компоновка узлов агрегата может быть самой разнообразной, но установка основных компонентов всегда будет в неизменном виде.
Для выполнения подобных операций конструкция сварочного инвертора имеет несколько модулей с электронной начинкой. Основным модулем является выпрямитель входных токов. Затем идет управляющая плата, на которой находятся транзисторы ключи , и заканчивается он выпрямителем выходных сигналов. При этом в приборах разных производителей, имеющих разные модели, компоновка узлов агрегата может быть самой разнообразной, но установка основных компонентов всегда будет в неизменном виде.
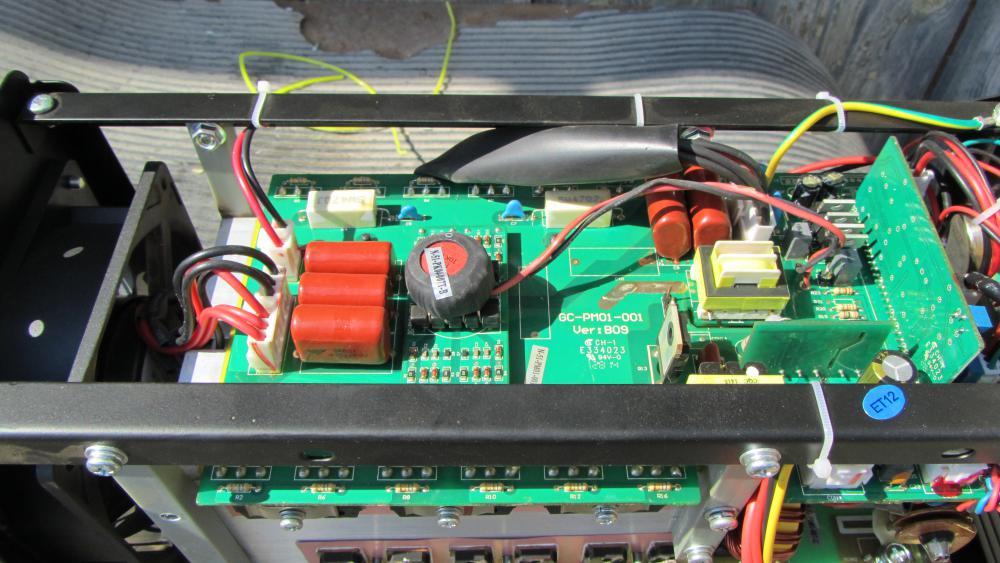
Поэтому, зная основной принцип работы подобных агрегатов и расположение основных модулей их конструкции, можно провести диагностику возможных неисправностей и выполнить необходимый ремонт. При выходе из строя сварочного инвертора первым делом следует произвести проверку его транзисторов, поскольку они являются одним из наиболее слабых мест таких агрегатов.
Первоначально следует провести визуальный осмотр транзисторов. Такую сломанную деталь выявить очень просто: она обладает сломанным или надтреснутым корпусом с перегоревшими выводами в местах пайки на плате. Такую деталь сразу же нужно заменить. Новые транзисторы следует устанавливать на специальную термическую пасту. Она будет обеспечивать отведение тепла от транзистора на радиатор, выполненный из алюминия. Замена неисправных элементов выполняется по точно заданным параметрам.
Такую деталь сразу же нужно заменить. Новые транзисторы следует устанавливать на специальную термическую пасту. Она будет обеспечивать отведение тепла от транзистора на радиатор, выполненный из алюминия. Замена неисправных элементов выполняется по точно заданным параметрам.
В некоторых случаях можно поставить аналоги деталей, при этом требуемые параметры можно определить по даташифту. Если замена перегоревших транзисторов не помогла, нужно переходить к дальнейшей диагностике. В обычном режиме работы транзисторы не могут выйти из строя просто так, скорее всего, это обусловлено неправильной работой других элементов. Чаще всего это драйвер. Его проверку выполняют омметром. При обнаружении неисправных частей необходимо их выпаять и произвести замену на аналогичные детали.
Затем проверяются выпрямители входных и выходных токов, которые состоят из диодных мостов. Они устанавливаются на радиаторе и являются надежными узлами сварочных инверторов. Но и они могут выходить из строя.
Проверку их работоспособности проверяют с помощью вольтметра. Проверку диодных мостов лучше всего проводить отпайкой от них проводов и последующим откреплением их от платы. Это может облегчить всю дальнейшую работу и не вызовет сомнений тогда, когда произошло короткое замыкание всей цепи инвертора. Проверка происходит по достаточно простому алгоритму. После его обнаружения следует диод аккуратно выпаять и произвести замену.
Проверку диодных мостов лучше всего проводить отпайкой от них проводов и последующим откреплением их от платы. Это может облегчить всю дальнейшую работу и не вызовет сомнений тогда, когда произошло короткое замыкание всей цепи инвертора. Проверка происходит по достаточно простому алгоритму. После его обнаружения следует диод аккуратно выпаять и произвести замену.
Если после проведения всех вышеописанных действий сварочный аппарат все равно не работает, следует протестировать плату управления. Она осуществляет контроль работы управления ключей.
От надежности работы подобной платы будет зависеть надежность работы всего оборудования. Для выполнения грамотного и квалифицированного ремонта инвертора необходимо провести проверку на наличие необходимых сигналов, производящих его работу.
Эти сигналы должны поступать на затворные шины ключевого модуля. Выполнить подобную проверку можно при помощи осциллографов.
Как отремонтировать сварочный инвертор своими руками
Не стоит сразу бить тревогу, вполне возможно, что ваш сварочный аппарат в целом исправен и нести его в мастерскую пока рано. Может быть несколько причин того, что ваш сварочный аппарат отказывается включаться. Давайте поговорим о каждой из них и попробуем проверить, не она ли стала основной в вашем случае? Во-первых, проверьте, в какую электросеть должен подключаться ваш сварочный аппарат. Если это бытовой инвертор, то ему достаточно Вольт, то есть однофазной сети, а если уровень полупрофессиональный или профессиональный, то вполне возможно, что подключать нужно в трехфазную сеть с Вольт напряжения.
Может быть несколько причин того, что ваш сварочный аппарат отказывается включаться. Давайте поговорим о каждой из них и попробуем проверить, не она ли стала основной в вашем случае? Во-первых, проверьте, в какую электросеть должен подключаться ваш сварочный аппарат. Если это бытовой инвертор, то ему достаточно Вольт, то есть однофазной сети, а если уровень полупрофессиональный или профессиональный, то вполне возможно, что подключать нужно в трехфазную сеть с Вольт напряжения.
Поломки неизбежны и у сварочного аппарата «Ресанта», и у инвертора Ресанта. Рассмотрим отсутствие дуги; перегрев аппарата; инвертор не включается Причинами, когда инвертор после нажатия на кнопку «Пуск» не.
Сварочный инвертор не включается причины
Помогите пожалуйсто,у меня такая беда -два года все было нормально,Аппарат у меня NIKKEY ММа желтого цвета наверное китай ,при работе пошел дым,Заменил кондеры по питанию пару резисторв диодов по спаивал дорожки которые сплавились ,транзисторы проверил вроде как исправные,включил в сеть и тишиша ,реле не срабатывает,пробовал перемыкать все-равно глухо,С чего начать искать неисправность??????? С фото сейчас проблемы ,не могу загрузить,незнаю в чем дело,уже и размер менял ,но все равно не грузит,просто виснет,,,,,.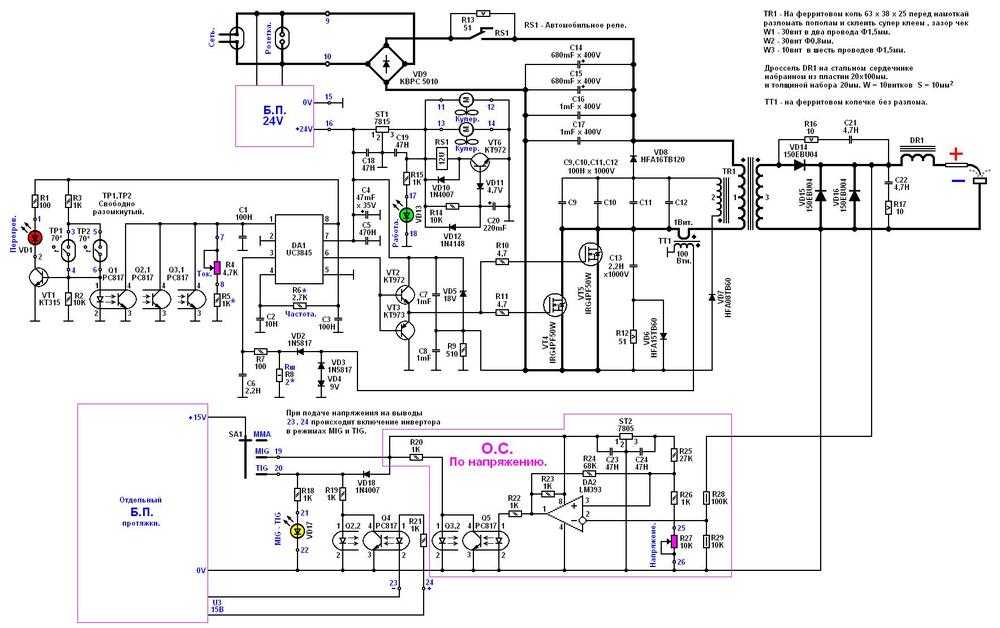 Без фото плохо. Но как вариант проверьте источник дежурного напряжения, вентилятор, если сгоревший и висит на этом источнике то может из за него кз в «дежурке». Вот такой у меня сварочник, может кто подскажет как на его схему найти пересмотрел много схем но на такой не могу найти???? За ранее благодарен! Там еще сверху стоял полевик irfpe40,я его на заменил на irfpe50 т. Вентилятор включен на прямую в сеть,только он и работает когда включаю. Резисторы погорели так что не уверен что те номиналы заменил,очень нужна схема!
Без фото плохо. Но как вариант проверьте источник дежурного напряжения, вентилятор, если сгоревший и висит на этом источнике то может из за него кз в «дежурке». Вот такой у меня сварочник, может кто подскажет как на его схему найти пересмотрел много схем но на такой не могу найти???? За ранее благодарен! Там еще сверху стоял полевик irfpe40,я его на заменил на irfpe50 т. Вентилятор включен на прямую в сеть,только он и работает когда включаю. Резисторы погорели так что не уверен что те номиналы заменил,очень нужна схема!
Сварочный инвертор не включается
Сообщения без ответов Активные темы. Модераторы: Горшком назвали Сейчас этот форум просматривают: нет зарегистрированных пользователей и гости: 0. Power Electronics Посвящается источникам питания вообще и сварочным источникам в частности.
Такое оборудование, как сварочный аппарат, был всегда востребован. Особенно если он небольших размеров, компактный, работающий при напряжении вольт, что очень удобно при проведении сварочных работ в таких местах, где трудно использовать громоздкие и мощные аппараты.
Не работает инверторный сварочный аппарат причины
Может у кого такой аппарат есть, глядишь и пригодится когда! Встретил меня вчера знакомый армянин и спрашивает, а не ремонтирую ли я сварочные аппараты? Выпаял его и что я вижу, этот гад стрельнул снизу. Позвонил клиенту, что бы приезжал за аппаратом…После как забрал, смотрю звонит, ну думаю опять не работает, а нет позвонил, поблагодарить, все работает как часы P. За фото извиняйте, фоткал тем что под руку попало И во всем этом мне помогал Шнурок.
Ремонт инверторного сварочного аппарата
Общеизвестно, что ремонт сварочных аппаратов в подавляющем большинстве случаев может быть организован и проведён самостоятельно. Исключением является лишь восстановление работоспособности электронного инвертора, сложность схемы которого не позволяет провести полноценный ремонт в домашних условиях. Одна только попытка отключить защиту инвертора может поставить в тупик даже специалиста по электротехнике. Так что в этом случае лучше всего обратиться за помощью в специализированную мастерскую. Ремонт всегда начинается с осмотра сварочного аппарата, проверки питающего напряжения. Провести ремонт трансформаторных сварочных аппаратов несложно, к тому же они непривередливы в обслуживании. У инверторных аппаратов определить поломку сложнее, а ремонт в домашних условиях зачастую невозможен. Однако при правильном обращении инверторы служат долго, и не ломаются.
Ремонт всегда начинается с осмотра сварочного аппарата, проверки питающего напряжения. Провести ремонт трансформаторных сварочных аппаратов несложно, к тому же они непривередливы в обслуживании. У инверторных аппаратов определить поломку сложнее, а ремонт в домашних условиях зачастую невозможен. Однако при правильном обращении инверторы служат долго, и не ломаются.
С утра начал, в общем симптомы такие: Аппарат не включается; Охлаждающие кулера не работают; Нет индикации на панели управления.
Ремонт сварочных инверторов: основные неисправности
Не включается инвертор
Общеизвестно, что ремонт сварочных аппаратов в подавляющем большинстве случаев может быть организован и проведён самостоятельно. Исключением является лишь восстановление работоспособности электронного инвертора, сложность схемы которого не позволяет провести полноценный ремонт в домашних условиях. Одна только попытка отключить защиту инвертора может поставить в тупик даже специалиста по электротехнике.
Всем привет. Нашел по плате блока питания самая нижняя обозначенный диод а полоски у него катод-анод нет. Силовые транзисторы и диоды целые. Диодные мосты исправны. Мы принимаем формат Sprint-Layout 6!
Общеизвестно, что ремонт сварочных аппаратов в подавляющем большинстве случаев может быть организован и проведён самостоятельно.
Нажимая на кнопку «Отправить», Вы соглашаетесь на обработку персональных данных. Бесполезно обсуждать, как ремонтировать инверторы постоянного или переменного тока до того, прежде чем понять, как работают инверторы. Ниже предоставлена информация, содержащая аспекты, которые могут оказаться весьма полезными для любого электронщика. Как следует из названия, инверторы постоянного или переменного тока — это электронное устройство, которое может преобразовывать постоянный ток, обычно берущийся из свинцово-кислотных аккумуляторов в переменный, который может быть вполне сопоставим с напряжением, присутствующим в обычной осветительной сети. Ремонт специфических инверторов не простое дело и требует определенных знаний в этой области.
Отзыв: Приобрел сварку Ресанта Саипа три года назад. На втором году полетел резистор, я его заменил и аппарат ожил, работает до сегодняшнего дня. Варю много, работа требует, качество шва хорошее, нет жалоб.
Устранение неполадок при дуговой сварке: пошаговые решения
Это простое в использовании руководство по устранению неполадок при дуговой сварке. Просто найдите проблему в оглавлении слева или сопоставьте одну из наших многочисленных иллюстраций с проблемой.
Условия, которые часто приводят к проблемам, включают:
- Использование низкокачественного защитного газа со слишком высоким уровнем влажности. Влага в воздухе также может вызвать проблемы.
- Нечистое оборудование
- Нечистые материалы и присадочные стержни
- Неравномерный поток защитного газа
- Изменения параметров сварки
- Поверхностное загрязнение
- Проблемы с газовым покрытием (недостаточный поток газа вызывает загрязнение электродов и деталей)
- Проблемы с заземлением
- Изменения напряжения из-за использования другого оборудования в магазине или неправильное напряжение
- Перегрев из-за короткого замыкания между соплом и электродом
Дефект сварного шва
Поиск и устранение неисправностей дуговой сварки по проблеме
Деформация
Почему возникает деформация:
| Как это исправить:
|
Шаг 1.
 Проверить усадку наплавленного металла.
Проверить усадку наплавленного металла.
- Надлежащим образом закрепите детали или прихватите детали, чтобы избежать усадки.
- Заготовка или отдельные детали с учетом усадки сварного шва.
- Проковать наплавленный металл, пока он еще горячий.
Шаг 2. Проверить равномерный нагрев деталей.
- Для тяжелых конструкций желателен предварительный подогрев.
- Иногда бывает полезно перед сваркой снять деформации при прокатке или формовании путем снятия напряжений.
Шаг 3. Проверьте последовательность сварки.
- Изучить конструкцию и разработать определенную последовательность сварки.
- Предотвратить чрезмерный локальный нагрев за счет распределительной сварки.
Сварочные напряжения
Шаг 1. Проверьте чрезмерную жесткость соединений.
- Небольшое перемещение деталей во время сварки снижает сварочные напряжения.
- Разработайте процедуру сварки, которая позволит всем деталям двигаться как можно дольше.

Шаг 2. Проверьте процедуру сварки.
- Используйте как можно меньше сварочных проходов.
- Используйте специальную прерывистую или чередующуюся последовательность сварки и процедуры обратного шага или пропуска.
- Надлежащим образом зажмите детали, прилегающие к стыку. Используйте резервные приспособления для быстрого охлаждения деталей.
Этап 3. Если не существует неблагоприятных условий, напряжения могут быть присущи любому сварному шву, особенно в тяжелых деталях.
- Удалите каждый наплавленный металл.
- Готовое изделие для снятия напряжения при температуре от 1100 до 1250°F (от 593 до 677°C) в течение 1 часа на каждые 1,0 дюйма (25,4 см) толщины.
Деформация тонких листов
Деформация ацетиленового сварного шва Поиск и устранение неисправностей
Деформация дуговой сварки Предложения по устранению неисправностей
Почему это происходит:
| Решения:
|
Шаг 1.
 Проверьте усадку наплавленного металла.
Проверьте усадку наплавленного металла.
- Выберите электрод с высокой скоростью сварки и умеренными проникающими свойствами.
Шаг 2. Проверьте, нет ли чрезмерного локального нагрева в месте соединения.
- Предотвратить чрезмерный локальный нагрев пластин, прилегающих к сварному шву, путем быстрой сварки.
Шаг 3. Проверьте правильность подготовки соединения.
- В свариваемых деталях не должно быть избыточного корневого отверстия в стыке свариваемых деталей.
- Кромки молоткового соединения тоньше, чем остальные пластины перед сваркой. Это удлиняет края, а усадка сварного шва заставляет их возвращаться к исходной форме.
Шаг 4. Проверьте процедуру сварки.
- Используйте специальную прерывистую или переменную последовательность сварки и отступайте или пропускайте процедуру.
- Предварительно нагрейте материал для достижения напряжения.
Шаг 5. Проверить крепление деталей.
- Надлежащим образом зажмите детали, прилегающие к стыку. Используйте резервные приспособления для быстрого охлаждения деталей.
Плохой внешний вид сварного шва
Поиск и устранение неисправностей ацетилена Плохой внешний вид сварного шва
Плохой внешний вид сварного шва Поиск и устранение неисправностей дуговой сварки
Причины плохого внешнего вида сварного шва:
| Решения:
|
Шаг 1. Проверьте технику сварки на правильность манипуляций с током и электродом.
- Убедитесь, что используется надлежащая технология сварки для используемого электрода.

- Не используйте чрезмерный сварочный ток.
- Всегда используйте однородное переплетение или скорость перемещения.
Шаг 2. Проверьте характеристики типа используемого электрода.
- Используйте электрод, предназначенный для данного типа сварного шва и основного металла, а также для положения, в котором должен выполняться сварной шов.
Шаг 3. Проверьте положение сварки, для которого предназначен электрод.
- Не выполняйте угловые сварные швы электродами, расположенными вниз (плоским положением), если детали не расположены правильно.
Шаг 4. Проверьте правильность подготовки шва.
- Тщательно подготовьте все соединения.
Трещины в сварных швах
Как устранить трещины в сварных швах под напряжением
- Неправильная температура сварки
- Чрезмерная нагрузка на сварной шов
- Химическая атака
- Стержень и основной материал разного состава
- Окисление или деградация сварного шва
- Используйте рекомендуемую температуру сварки
- Возможность расширения и сжатия
- Оставайтесь в пределах известной химической стойкости и рабочих температур материала
- Использовать аналогичные материалы и инертный газ для сварки
- См.
 рекомендуемое приложение
рекомендуемое приложение
Шаг 1. Проверьте соединение на наличие чрезмерной жесткости.
- Измените процедуру сварки и перепроектируйте конструкцию, чтобы исключить жесткие соединения.
Шаг 2. Сварные швы слишком малы по сравнению с размером соединяемых деталей?
- Избегайте использования небольшого сварного шва между тяжелыми пластинами. Увеличьте размер сварного шва дополнительным присадочным металлом.
Шаг 3. Проверьте каждую остановку процедуры сварки.
- Не делайте сварки в нитках. Наплавляйте металл сварного шва в полном размере короткими участками длиной от 8,0 до 10,0 дюймов (от 203,2 до 254,0 мм). (Это называется последовательностью блоков.)
- Последовательность сварки должна быть такой, чтобы концы могли двигаться как можно дольше.
- Предварительный нагрев свариваемых деталей иногда помогает уменьшить высокие усадочные напряжения, вызванные локальной высокой температурой.

- Заполните все кратеры в конце сварочного прохода, перемещая электрод назад по готовому сварному шву на короткое расстояние, равное длине кратера.
Шаг 4. Проверьте качество сварных швов.
- Убедитесь, что сварные швы прочные и сплавление хорошее. Убедитесь, что длина дуги и полярность правильные.
Шаг 5. Проверьте правильность подготовки соединений.
- Подготовьте швы с равномерным и надлежащим раскрытием корня. В некоторых случаях необходимо открытие корня. В других случаях может потребоваться усадка или прессовая посадка.
Подрез
Шаг 1. Проверьте настройку сварочного тока.
- Используйте умеренную скорость сварки и не пытайтесь сваривать на слишком высокой скорости.
Шаг 2. Проверьте правильность обращения с электродом.
- а. Не используйте слишком большой электрод. Если лужа расплавленного металла станет слишком большой, может возникнуть подрез.

- б. Чрезмерная ширина переплетения приведет к подрезу и не должна использоваться. Равномерное переплетение, не превышающее диаметр электрода в три раза, в значительной степени способствует предотвращению подрезов в стыковых сварных швах.
- с. Если электрод находится слишком близко к вертикальной пластине при выполнении горизонтального углового шва, это приведет к подрезу на вертикальной пластине.
Неполный провар
Поиск и устранение неисправностей Неполный провар
Пример плохого провара
Провар дуговой сварки Предложения по поиску и устранению неисправностей
2 Почему неполное выполнение:
| Решения:
|
Шаг 1.
 Убедитесь, что электрод предназначен для используемого положения сварки.
Убедитесь, что электрод предназначен для используемого положения сварки.
- Электроды следует использовать для сварки в том положении, для которого они предназначены.
- Убедитесь, что в нижней части сварного шва имеются надлежащие корневые отверстия.
- Если возможно, используйте резервную планку.
- Сколоть или вырезать заднюю часть соединения и наплавить в этой точке валик металла сварного шва.
Шаг 2. Проверьте размер используемого электрода.
- Не ожидайте чрезмерного проникновения электрода.
- Используйте электроды малого диаметра в узкой сварочной разделке.
Шаг 3. Проверьте настройку сварочного тока.
- Используйте достаточный сварочный ток для получения надлежащего провара. Не сваривайте слишком быстро.
Шаг 4. Проверьте скорость сварки.
- Контролируйте скорость сварки, чтобы проникнуть в нижнюю часть сварного соединения.
Пористые сварные швы
Поиск и устранение неисправностей Пористость дуговой сварки
Поиск и устранение неисправностей пористых сварных швов
Почему возникают пористые сварные швы:
| Решения:
|
 Удалите конденсат влаги из трубопроводов. Используйте инертный газ для сварки (99,9%). Убедитесь, что используется правильная смесь защитного газа.
Удалите конденсат влаги из трубопроводов. Используйте инертный газ для сварки (99,9%). Убедитесь, что используется правильная смесь защитного газа.Шаг 1. Проверьте свойства электрода.
- Некоторые электроды по своей природе обеспечивают более качественные сварные швы, чем другие. Убедитесь, что используются правильные электроды.
Шаг 2. Проверьте текущие настройки и процедуру сварки.
- Сварной шов, выполненный из нескольких нитей, может содержать небольшие отверстия. Плетение часто устраняет эту проблему.
Шаг 3. Проверьте время образования лужи, чтобы убедиться, что оно достаточно для выхода захваченного газа.
- Лужение дольше сохраняет расплавленный металл сварного шва и часто обеспечивает более прочные сварные швы.

Шаг 4. Проверьте, не загрязнен ли основной металл.
- В некоторых случаях причиной может быть основной металл. Проверьте это на наличие сегрегаций и примесей.
Хрупкие сварные швы
Шаг 1. Проверьте тип используемого электрода.
- Неокрашенные электроды дают хрупкие сварные швы. Если требуются пластичные сварные швы, следует использовать экранированные дуговые электроды.
Шаг 2. Проверьте настройку сварочного тока.
- Не используйте чрезмерный сварочный ток, так как это может привести к крупнозернистой структуре и окисленным отложениям.
Шаг 3. Проверьте наличие основного металла с высоким содержанием углерода или сплава, который не был принят во внимание.
- а. Однопроходный сварной шов может быть более хрупким, чем многослойный, потому что его микроструктура не очищается последовательными слоями металла шва.
- б. Сварные швы могут поглощать легирующие элементы из основного металла и становиться твердыми.
- с. Не сваривайте металл, если его состав и характеристики не известны.
Плохая сварка плавлением
Плохая сварка плавлением
Плохая дуговая сварка плавлением Поиск и устранение неисправностей
Плохая сварка плавлением Причины:
| Решения:
|
Шаг 1. Проверьте диаметр электрода.

- При сварке швов с узкими канавками используйте электрод, достаточно маленький, чтобы доставать до дна шва.
Шаг 2. Проверьте настройку сварочного тока.
- Используйте достаточный сварочный ток, чтобы наплавить металл и проникнуть в пластины.
- Более тяжелые пластины требуют более высокого тока для данного электрода, чем легкие пластины.
Шаг 3. Проверьте технику сварки.
- Убедитесь, что плетение достаточно широкое, чтобы полностью оплавить боковые стенки соединения.
Шаг 4. Проверьте подготовку шва.
- Наплавленный металл должен сплавляться с основным металлом, а не скручиваться от него или просто прилипать к нему.
Коррозия
Шаг 1. Проверьте тип используемого электрода.
- Неизолированные электроды обеспечивают сварку, которая менее устойчива к коррозии, чем основной металл.
- Защитные дуговые электроды обеспечивают сварку, которая более устойчива к коррозии, чем основной металл.

- Для лучшей коррозионной стойкости используйте присадочный стержень, состав которого аналогичен составу основного металла.
Шаг 2. Проверьте, соответствует ли наплавленный металл коррозионной жидкости или атмосфере.
- Не ожидайте от сварного шва большего, чем от основного металла. Для нержавеющих сталей используйте электроды, коррозионная стойкость которых равна или выше, чем у основного металла.
Этап 3. Проверка металлургического эффекта сварки.
- При сварке аустенитной нержавеющей стали 18-8 убедитесь, что анализ стали и процедура сварки верны, чтобы сварка не вызывала выделения карбида. Выпадение карбида – это подъем углерода на поверхность зоны сварки. Это условие можно исправить отжигом при 19от 00 до 2100°F (от 1038 до 1149°C) после сварки. Таким образом можно устранить коррозию в виде оксида железа или ржавчины.
Шаг 4. Проверьте правильность очистки сварного шва.
- Некоторые материалы, такие как алюминий, требуют тщательной очистки от шлака после сварки, чтобы предотвратить коррозию в процессе эксплуатации.

Хрупкие соединения
Этап 1. Проверьте закалку основного металла на воздухе.
- В сталях со средним содержанием углерода или некоторых сплавах зона термического влияния может быть твердой в результате быстрого охлаждения. Предварительный нагрев от 300 до 500°F (149до 260°C) следует прибегать перед сваркой.
Шаг 2. Проверьте процедуру сварки.
- Многослойные сварные швы склонны к отжигу в зонах сильного термического влияния.
- Снятие напряжения при температуре от 1100 до 1250°F (от 593 до 677°C) после сварки обычно уменьшает твердые участки, образующиеся во время сварки.
Шаг 3. Проверьте тип используемого электрода.
- Использование аустенитных электродов часто бывает успешным при обработке специальных сталей, но в зоне термического влияния обычно содержится твердый сплав.
Магнитная продувка
Шаг 1. Проверьте отклонение дуги от ее нормального пути, особенно на концах стыков и в углах.
- Убедитесь, что земля правильно расположена на рабочем месте. Размещение земли в направлении отклонения дуги часто бывает полезным.
- Полезно разделить землю на две или более частей.
- Сварка в направлении, в котором дует дуга.
- Держите короткую дугу.
- Изменение угла наклона электрода относительно изделия может помочь стабилизировать дугу.
- Магнитный удар сводится к минимуму при сварке переменным током.
Брызги
Брызги сварки Пример
Шаг 1. Проверьте свойства используемого электрода.
- Выберите правильный тип электрода.
Шаг 2. Проверьте, не слишком ли велик сварочный ток для используемого типа и диаметра электрода.
- Используйте короткую дугу, но не используйте чрезмерный сварочный ток
Шаг 3. Проверьте на наличие сколов.
- Окрасьте детали, прилегающие к сварным швам, побелкой или другим защитным покрытием.
 Это предотвращает приваривание сколов к деталям, и их можно легко удалить.
Это предотвращает приваривание сколов к деталям, и их можно легко удалить. - Электроды с покрытием дают более крупные сколы, чем электроды без покрытия.
Чрезмерный расход электрода
Дуговая сварка Устранение неполадок расхода электрода
Причины необычного расхода электрода:
| Решения:
|
Загрязнение электрода
Причины загрязнения электрода:
| Решения:
|
Заготовка имеет загрязнение вольфрамом
Причины загрязнения вольфрамом:
| Решения:
|
Проблемы со сварочным напряжением
Проблемы со сварочным напряжением:
| Решение:
|
 Проверяйте несколько раз в день и сверяйтесь с объемом источника питания.
Проверяйте несколько раз в день и сверяйтесь с объемом источника питания.Материал электрода
Проблемы с материалом электрода:
| Решение:
|
Качество материала электрода
Причины качества материала электрода:
| Решение:
|
Размеры электродов или геометрия
Поиск и устранение неисправностей дуговой сварки Геометрия или размеры электродов
Причины проблемы:
| Решение:
|
Сварочные кабели
Дуговая сварка Поиск и устранение неисправностей сварочных кабелей
Проблемы со сварочными кабелями
| Решение:
|
 Индуктивность также может возникнуть, если силовые кабели проложены рядом с заземленными стальными пластинами
Индуктивность также может возникнуть, если силовые кабели проложены рядом с заземленными стальными пластинамиПроблемы с запуском дуги
Дуговая сварка Поиск и устранение неисправностей, когда сварочная дуга не запускается
Причины затрудненного зажигания сварочной дуги:
| Решения:
|
Дуга не передается
Дуговая сварка Поиск и устранение неисправностей, когда дуга не передается
Причины, по которым дуга не передается:
| Решения:
|
Другие руководства
Руководство по поиску и устранению неисправностей для систем дуговой сварки
Наши самые популярные аппараты для сварки электродом
Сварочный процесс является одним из самых сложных производственных процессов и зачастую наименее понятным. Чтобы иметь стабильный выходной сигнал, сварочная система должна получать согласованные входные данные. Единый подход к устранению неполадок Общие проблемы сварки
Проблемы, связанные с запуском дуги, блужданием дуги и стабильностью процесса сварки
Инструменты и приспособления
Действия по устранению неисправностей оборудования
Плазменно-дуговая сварка
— — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — —  | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Вернуться к началу | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
О компании Pro-Fusion | Copyright 2003-2015 Pro-Fusion by Elderfield & Hall.
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 Сварка
Сварка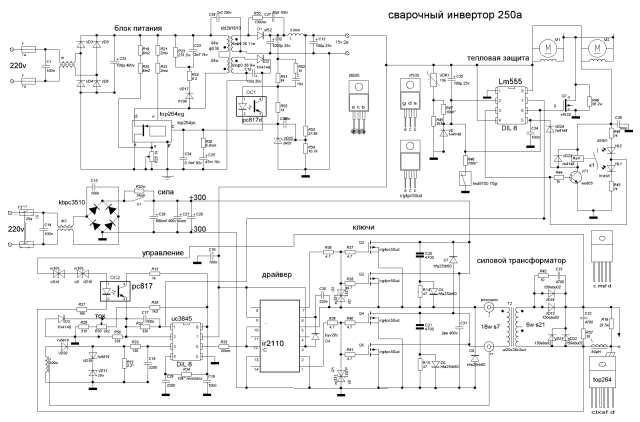 По мере прохождения каждого
По мере прохождения каждого


 Перед сваркой убедитесь, что основной металл высох
Перед сваркой убедитесь, что основной металл высох
 Проверьте, не изменились ли поставщики. Попробуйте баллон с газом более высокой степени чистоты
Проверьте, не изменились ли поставщики. Попробуйте баллон с газом более высокой степени чистоты
 Это уменьшит напряжение, доступное для
Это уменьшит напряжение, доступное для

 Кислород в области дуги приводит к загрязнению электрода. Меньшие скорости потока с более длительным предварительным потоком
Кислород в области дуги приводит к загрязнению электрода. Меньшие скорости потока с более длительным предварительным потоком




 См. «Общие проблемы со сваркой»
См. «Общие проблемы со сваркой»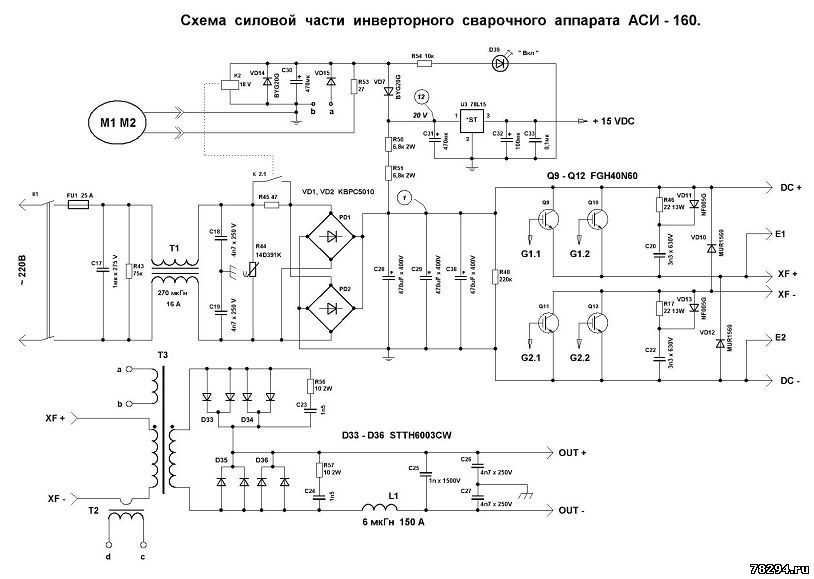








Советы и рекомендации Как продлить срок службы вашего сварочного аппарата
– Сварочный аппарат KickingHorse® США
Сварочные инверторы
KickingHorse® разработаны и изготовлены в соответствии с самыми высокими стандартами в отрасли. Они также производятся на передовых предприятиях, где производятся сварочные инверторы других основных марок сварочных аппаратов.
Они также производятся на передовых предприятиях, где производятся сварочные инверторы других основных марок сварочных аппаратов.
Соблюдая процедуры «Регулярная проверка и осмотр» и «Регулярное техническое обслуживание через 6 месяцев», ваш сварочный аппарат может работать безопасно и надежно в течение длительного времени.
Вещи, которых следует избегать, чтобы уберечь свой сварочный аппарат от поломки
За годы гарантийного обслуживания в Канаде и США мы наблюдали различные причины, приводившие к отказу сварочного аппарата, но мы обнаружили, что наиболее часто происходили следующие два сценария:
Первый случай:
| Модель | Сварочный инвертор KickingHorse® F130 110 В для подачи порошковой проволоки |
| Время использования | 9 месяцев |
| Проблемы | Невозможно зажечь дугу |
| Причина | Контактный наконечник и зажим заземления полностью заржавели. Владелец сказал, что контактный наконечник никогда не менялся с самого начала. Владелец сказал, что контактный наконечник никогда не менялся с самого начала. |
| Причина | Плохое состояние расходных материалов и кабельных соединений не только вызывает нестабильность дуги, сварочный контур также легко может перегореть при работе в нестандартных условиях в течение длительного времени. |
| Раствор | Основная печатная плата повреждена, и заказчику отправлена машина для замены. |
Второй корпус:
| Модель | Многофункциональный сварочный инвертор KickingHorse® MA200TS 220 В |
| Время использования | 7 месяцев |
| Проблемы | Не могу включить |
| Причина | Грязь, пыль и грязь скапливаются на охлаждающих вентиляторах, проводке, трансформаторах и печатных платах. Владелец сказал, что сварочный аппарат интенсивно использовался в грязной среде и с момента покупки не проводил никакого обслуживания. Владелец сказал, что сварочный аппарат интенсивно использовался в грязной среде и с момента покупки не проводил никакого обслуживания. |
| Причина | Если не продуть аппарат, это может привести к перегреву, нестабильной работе дуги, отказу платы или электрооборудования и преждевременному износу. |
| Раствор | Используйте чистый сухой воздух, чтобы продуть внутреннюю часть машины, и машина снова заработает. |
Рекомендуемый график технического обслуживания сварочных инверторов KickingHorse®
ПЕРЕД НАЧАЛОМ ТЕХОБСЛУЖИВАНИЯ ОТСОЕДИНИТЕ ВВОД ПИТАНИЯ И ВЫКЛЮЧИТЕ ГЛАВНЫЙ ВЫКЛЮЧАТЕЛЬ ПИТАНИЯ.
Уход за вашим сварочным аппаратом действительно стоит времени и усилий. Это не имеет большого значения и не требует от вас столько тяжелой работы, чтобы хоть немного позаботиться о своем сварщике.
Полезные ресурсы
Текущее обслуживание: Продувка машины — Lincoln Electric
Советы по обслуживанию сварочных аппаратов MIG — Miller Welders
{{box.
 title.text}}
title.text}}
{% if box.subtitle %}
{{box.subtitle.text}}
{% endif %}
{% присвоить total_price = 0 %}
{% для продукта в продуктах %}
{% присвоить first_available_variant = false %}
{% для варианта в product.variants %}
{% if first_available_variant == false and variant.available %}{% assign first_available_variant = variant %}{% endif %}
{% конец для %}
{% if first_available_variant == false %}{% assign first_available_variant = product.variants[0] %}{% endif %}
{%, если first_available_variant.available и box.template.selected %}
{% присвоить total_price = total_price | плюс: first_available_variant.price %}
{% конец%}
{% если product.images[0] %}
{% assign feature_image = product.images[0] | img_url: ‘350x’ %}
{% еще %}
{% присвоить Featured_image = no_image_url | img_url: ‘350x’ %}
{% конец%}
{% если только продукт. доступен %}
доступен %}
{{translation.sold_out}}
{% бесконечный %}
{% конец для %}
{%, если box.template.elements содержит ‘цену’ %}
{{translation.total_price}} {{total_price | деньги}}
{% конец%}
{%, если box.template.elements содержит ‘addToCartBtn’ %}
{% конец%}
- {% для продукта в продуктах %}
 id}}»>
id}}»>
{% if product.id == cur_product_id %} {{translation.this_item}} {% endif %}{{product.title}}{%, если только product.available %} — {{translation.sold_out}}{% бесконечный %}
{% присвоить варианты_размера = продукт.варианты | размер %}{% для варианта в product.variants %}
{{variant.title}}{%, если только вариант.доступен %} — {{translation.sold_out}}{% endunless %}
{% конец для %}{%, если box.template.elements содержит ‘цену’ %}
{{первый_доступный_вариант.цена | Деньги}}
{% if first_available_variant.compare_at_price > first_available_variant.price %}
{{первый_доступный_вариант.compare_at_price | деньги}}
{% конец%}{% конец%}
{% присвоить first_available_variant = false %}
{% для варианта в product.variants %}
{% if first_available_variant == false and variant.available %}{% assign first_available_variant = variant %}{% endif %}
{% конец для %}
{% if first_available_variant == false %}{% assign first_available_variant = product.variants[0] %}{% endif %}
{% если product.images[0] %}
{% assign feature_image = product.images[0] | img_url: ‘350x’ %}
{% еще %}
{% присвоить Featured_image = no_image_url | img_url: ‘350x’ %}
{% конец%}
{% конец для %}
{{box.title.text}}
{% if box.subtitle %}
{{box.subtitle.text}}
{% endif %}
{% присвоить total_price = 0 %}
- {% для продукта в продуктах %}
{% если только продукт.доступен %}
{{translation.sold_out}}
{% бесконечный %}{% if product.id == cur_product_id %} {{translation.
{% присвоить first_available_variant = false %}
{% для варианта в product.
 variants %}
variants %}{% if first_available_variant == false and variant.available %}{% assign first_available_variant = variant %}{% endif %}
{% конец для %}
{% if first_available_variant == false %}{% assign first_available_variant = product.variants[0] %}{% endif %}
{%, если first_available_variant.available и box.template.selected %}
{% присвоить total_price = total_price | плюс: first_available_variant.price %}
{% конец%}
{% если product.images[0] %}
{% assign feature_image = product.images[0] | img_url: ‘100x’ %}
{% еще %}
{% присвоить Featured_image = no_image_url | img_url: ‘100x’ %}
{% конец%}
