Неисправности сварочного полуавтомата: Неисправности сварочного полуавтомата Zid.by
Содержание
Какие могут быть неисправности и поломки сварочных инверторов? | Часто задаваемые вопросы
Читайте также
Какую информацию можно найти в инструкции для сварочного инвертора?
Как правильно настроить сварочный полуавтомат?
Что такое перегрев сварочного инвертора, как он проявляется и что делать в таком случае?
1
Какие могут быть неисправности и поломки сварочных инверторов?
Сварочные аппараты — оборудование, востребованное (в зависимости от
модели) для проведения строительно-монтажных, ремонтных и других
работ в быту, мастерских, на строительной площадке или
производственных предприятиях. Как и любое другое, это оборудование
Как и любое другое, это оборудование
выходит из строя по разным причинам — из-за некачественной сборки,
недоработок конструкции, несоблюдения правил эксплуатации или
естественного износа.
Основные неисправности сварочных аппаратов — трансформаторов и
инверторов
Сварочные трансформаторы более просты, по сравнению с инверторами,
обеспечивающими двойное преобразование тока питания, поэтому
определить причину их поломки проще.
Основные проявления неполадок:
-
Сварочный трансформатор или инвертор не работает при подсоединении
к сети электропитания. В этом случае проверяют наличие напряжения
В этом случае проверяют наличие напряжения
в сети, целостность предохранителей, вероятность обрыва токовых
обмоток, работоспособность выпрямительных диодов. Электрод
залипает на обрабатываемой детали, в месте нахождения
преобразователя появляется гул. Причиной этой проблемы могут быть:
замыкание в обмотках трансформатора, неисправность диодов,
ослабление контактов, низкое напряжение питающей сети, ошибка в
выборе режима работы сварочного аппарата. -
Сварочный трансформатор или инвертор перегревается, включается
лампочка перегрева и аппарат самопроизвольно отключается. Причиной
Причиной
этого может быть слишком длительная работа (предельная
продолжительность включения указывается в техническом паспорте)
или неэффективная работа встроенного вентилятора. Вторая причина
характерна для недорогих агрегатов. К перегреву может привести
эксплуатация оборудования в слишком запыленных помещениях. Если
запыленность на объекте снизить нельзя, то необходимо периодически
разбирать аппарат и очищать его основные узлы. -
Сварочный аппарат работает, но не варит. Причиной этой проблемы
могут быть: слишком длинный удлинитель, подгорание контактов,
обрыв кабелей.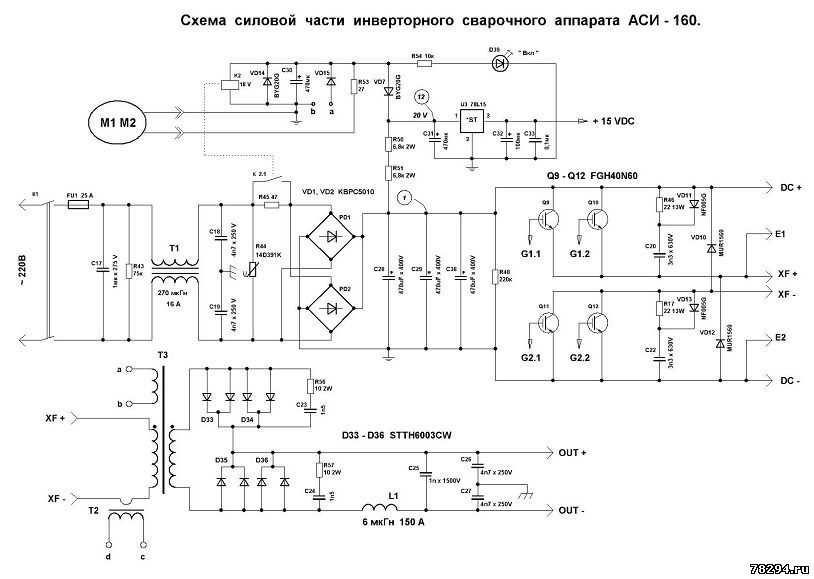
-
Почему сварочный аппарат — трансформатор или инвертор — сам
отключается? Самопроизвольное выключение может быть вызвано
замыканием проводов на корпус или
Определить, почему не работает сварочный трансформатор, инвертор,
полуавтомат, помогут специалисты сервисного центра, имеющие в
распоряжении современное диагностическое оборудование и инструмент.
Только мастера с большим опытом смогут полностью восстановить
работоспособность аппаратов и значительно продлить их рабочий
период.
Ремонт сварочных полуавтоматов
Сварочный полуавтомат сконструирован на базе сварочного инвертора, ремонт которого мы рассматривали в статье «Ремонт инверторных сварочных аппаратов». Поэтому, рекомендуем начать знакомство с прочтения предшествующей статьи.
Для устранения неисправности можно обратиться в мастерскую. Если же чувствуете в себе силы и есть желание, то можно попробовать отремонтировать сварочный аппарат своими руками (!обслуживание сварочника, в частности, прочистку от пыли, также многие мастера предпочитают выполнять самостоятельно). Хотим предупредить: если у вас отсутствуют соответствующий опыт и знания, то лучше (для сварочника) и дешевле (для вас) сдать аппарат сразу в специализированную мастерскую (контакты в разных городах смотрите здесь).
Инверторный сварочный полуавтомат «Контур-165».
- Предварительный осмотр
- Диагностика неисправностей
- Устранение механических неисправностей
- Устранение неисправностей электроники
- Ремонт сварочных аппаратов — адреса, цены
Предварительный осмотр
Прежде чем разбирать сварочный аппарат, проверьте его настройки. Плохую работу аппарата могут вызвать следующие причины:
Плохую работу аппарата могут вызвать следующие причины:
- неправильно подобранный по материалу или диаметру электрод;
- ошибочно выбранные величина тока или полярность напряжения;
- дуга может отсутствовать по причине плохого контакта между зажимом кабеля и свариваемой деталью;
- температурная защита вполне может срабатывать при банальном превышении времени непрерывной работы сварочного аппарата. Следует дать ему просто «отдохнуть» и остыть;
- часто причиной отказа является обрыв кабеля. Проверьте его целостность.
Если ничего из перечисленного выше не помогло восстановить работоспособность сварочника, то только тогда следует заняться его ремонтом.
Поиск неисправностей.
Диагностика неисправностей
Всякий ремонт начинается с диагностики неисправностей. Неисправности этого типа сварочника делятся на 2 группы:
- механические;
- электронные.
Проверка исправности резистора.
Устранение механических неисправностей
Механические проблемы связаны с задержкой подачи проволоки или ее сильным трением в канале подачи. Следует проверить прижимной механизм и, в случае необходимости, произвести его регулировку. Если эта операция не дала положительный результат, то производится полная замена канала.
Следует проверить прижимной механизм и, в случае необходимости, произвести его регулировку. Если эта операция не дала положительный результат, то производится полная замена канала.
Рекомендуется установку новой части производить одновременно с удалением старой. Производится это следующим образом:
- соединяют конец вышедшего из строя канала с началом нового;
- протягивая и удаляя старый канал, вставляют на его место новый.
Проверка режимов тестером.
Устранение неисправностей электроники
Проверку и устранение неисправностей рекомендуется производить в следующей последовательности:
- проверить находящиеся на плате управления предохранители. Если предохранители исправны или вы произвели замену, а сварочник работать не начал, то переходим к следующему пункту. Заметим, что к каждому следующему пункту предложенного далее плана действий будем переходить после отрицательных результатов проверки по текущему;
- демонтируйте плату управления и внимательно её осмотрите.
 Если визуально определили неисправный элемент (лопнул корпус, оплавились выводы и т. п.), то замените его, поставьте плату на место и проверьте работоспособность сварочника;
Если визуально определили неисправный элемент (лопнул корпус, оплавились выводы и т. п.), то замените его, поставьте плату на место и проверьте работоспособность сварочника; - произведите «прозвонку» всех элементов с помощью тестера (ампервольтомметра, мультиметра и т. п.). Чтобы они не шунтировали друг друга, их следует выпаивать и, после проверки, ставить на место или заменять исправными. Во избежание путаницы, рекомендуется выбрать направление проверки (например, слева – направо и сверху – вниз). В этом случае риск пропустить какой-либо элемент будет сведён к минимуму.
- после устранения неисправности рекомендуется поменять термопасту на радиаторах охлаждения полупроводниковых элементов .
Если все мероприятия не привели к положительному результату, то сварочник придётся нести в мастерскую.
В заключение, рекомендуем посмотреть видеоролик о ремонте электронной части сварочного полуавтомата – инвертора. Желаем успехов!
Ремонт сварочных аппаратов — адреса, цены
Проблемы MIG и способы их устранения
GMAW: Общие проблемы MIG и способы их устранения
Перепечатано с разрешения из выпуска журнала «Практическая сварка сегодня» за сентябрь/октябрь 1997 г., авторские права 1997 г. принадлежат The Croydon Group, Ltd., Рокфорд, Иллинойс.
Во многом так же, как автоматическая коробка передач упростила процесс вождения, дуговая сварка металлическим газом (GMAW) упростила процесс сварки. Говорят, что из всех методов сварки GMAW является одним из самых простых в освоении и использовании. Основная причина заключается в том, что источник питания выполняет практически всю работу, регулируя параметры сварки в соответствии с различными условиями; очень похоже на сложную электронику автоматической коробки передач.
Поскольку требуется меньше навыков, многие операторы могут сваривать GMA на приемлемом уровне с ограниченным обучением. Однако эти же операторы сталкиваются с проблемами, когда начинают создавать некачественные сварные швы и не могут диагностировать и устранять свои собственные проблемы. Приведенные ниже рекомендации помогут даже неопытным операторам создавать высококачественные сварные швы, а также дадут советы тем, кто использует процесс GMAW в течение ряда лет.
Однако эти же операторы сталкиваются с проблемами, когда начинают создавать некачественные сварные швы и не могут диагностировать и устранять свои собственные проблемы. Приведенные ниже рекомендации помогут даже неопытным операторам создавать высококачественные сварные швы, а также дадут советы тем, кто использует процесс GMAW в течение ряда лет.
Наиболее распространенные проблемы со сваркой можно разделить на четыре категории:
- Пористость сварного шва
- Неправильный профиль сварного шва
- Отсутствие сплавления
- Неправильная подача провода, связанная с настройкой и обслуживанием оборудования.
1. Пористость металла сварного шва
Пористость Проблема №1: Неподходящее состояние поверхности
Наиболее распространенной причиной пористости сварного шва является неподходящее состояние поверхности металла. Например, масло, ржавчина, краска или жир на основном металле могут помешать надлежащему проплавлению сварного шва и, следовательно, привести к пористости. Сварочные процессы, при которых образуется шлак, такие как дуговая сварка в среде защитного металла (SMAW) или дуговая сварка с флюсовой проволокой (FCAW), как правило, лучше переносят поверхностные загрязнения, чем GMAW, поскольку компоненты, содержащиеся в шлаке, помогают очищать поверхность металла. В GMAW единственная защита от загрязнения обеспечивается элементами, вплавленными в проволоку.
Сварочные процессы, при которых образуется шлак, такие как дуговая сварка в среде защитного металла (SMAW) или дуговая сварка с флюсовой проволокой (FCAW), как правило, лучше переносят поверхностные загрязнения, чем GMAW, поскольку компоненты, содержащиеся в шлаке, помогают очищать поверхность металла. В GMAW единственная защита от загрязнения обеспечивается элементами, вплавленными в проволоку.
Средства защиты
Для контроля пористости используйте раскислитель внутри проволоки, такой как кремний, марганец или следовые количества алюминия, циркония или титана. Химический состав проволоки можно определить, обратившись к системе классификации проволоки Американского общества сварщиков (AWS).
Протестируйте различные типы проволоки, чтобы найти правильный химический состав для данного применения. Для начала попробуйте самый распространенный тип проволоки ER70S-3 (Lincoln L50), который содержит 0,9–1,4% марганца и 0,45–0,75% кремния. Если в готовом сварном шве все еще присутствует пористость, увеличьте количество кремния и марганца в проволоке, переключившись на ER70S-4 (Lincoln L54) или ER70S-6 с самым высоким содержанием кремния (0,8–1,15%). и марганец (1,4-1,8%). Некоторые операторы предпочитают использовать тройной раскислитель, такой как ER70S-2 (Lincoln L52), который помимо кремния и марганца содержит алюминий, цирконий или титан.
и марганец (1,4-1,8%). Некоторые операторы предпочитают использовать тройной раскислитель, такой как ER70S-2 (Lincoln L52), который помимо кремния и марганца содержит алюминий, цирконий или титан.
В дополнение к замене проволоки дополнительно предотвратите пористость, очистив поверхность металла шлифовальной машиной или химическими растворителями (такими как обезжириватель). как трихлорэтилен вблизи сварочной дуги — дым может реагировать с дугой и выделять токсичные газы.
Пористость Проблема № 2: газовое покрытие
Второй основной причиной пористости сварных швов является проблема с покрытием защитным газом. Процесс GMAW основан на использовании защитного газа для физической защиты сварочной ванны от воздуха и в качестве стабилизатора дуги. Если защитный газ нарушен, существует вероятность того, что воздух может загрязнить сварочную ванну и привести к пористости.
Средства правовой защиты
Расход защитного газа зависит от размера провода, силы тока, режима передачи и скорости ветра. Типичный расход газа должен составлять примерно 30-40 кубических футов в час. С помощью расходомера проверьте правильность настройки расхода защитного газа. Сегодня на рынке представлено множество расходомеров, начиная от простых циферблатных и шариковых расходомеров и заканчивая сложными компьютеризированными моделями. Некоторые операторы ошибочно думают, что регулятор давления — это все, что нужно, но расходомер не установит расходомер.
Типичный расход газа должен составлять примерно 30-40 кубических футов в час. С помощью расходомера проверьте правильность настройки расхода защитного газа. Сегодня на рынке представлено множество расходомеров, начиная от простых циферблатных и шариковых расходомеров и заканчивая сложными компьютеризированными моделями. Некоторые операторы ошибочно думают, что регулятор давления — это все, что нужно, но расходомер не установит расходомер.
Защитный газ из чистого диоксида углерода требует использования специальных расходомеров, разработанных специально для диоксида углерода. Эти специальные расходомеры не подвержены обледенению, которое может возникнуть при переходе диоксида углерода из жидкой формы в газообразную.
Если сильный ветер сдувает защитный газ с лужи, может потребоваться установка ветрозащитных экранов. В соответствии с Кодексом сварки конструкций AWS рекомендуется не выполнять сварку GMA при скорости ветра более 5 миль в час. В помещении системы вентиляции могут препятствовать распространению газа. В этом случае перенаправьте поток воздуха от лужи. Если необходимо удаление дыма, используйте оборудование, специально предназначенное для этой цели, такое как вытяжные пистолеты MAGNUM™ от Lincoln Electric — они удаляют дым, но не мешают защитному газу.
В этом случае перенаправьте поток воздуха от лужи. Если необходимо удаление дыма, используйте оборудование, специально предназначенное для этой цели, такое как вытяжные пистолеты MAGNUM™ от Lincoln Electric — они удаляют дым, но не мешают защитному газу.
Турбулентный поток газа на выходе из пистолета также может привести к проблемам с пористостью. В идеале газ должен лежать над сварочной ванной, как одеяло. Турбулентный поток газа может быть вызван слишком сильным потоком, чрезмерным количеством брызг внутри сопла пистолета или скоплением брызг в газовом диффузоре.
Другими возможными причинами недостаточного расхода газа могут быть поврежденные пистолеты, кабели, газовые линии, шланги или незакрепленные газовые фитинги. Эти поврежденные аксессуары могут создать так называемый «эффект Вентури», когда воздух всасывается через эти отверстия и поток уменьшается.
Наконец, сварка лобовым или обратным контактом может привести к проблемам с газовым покрытием. Попробуйте сварить методом проталкивания или сварки вперед, при котором газовая оболочка выкладывается перед дугой и позволяет газу оседать в стыке.
Пористость Проблема №3: Свойства основного металла
Другая причина пористости сварного шва может быть связана просто с химическим составом основного металла. Например, основной металл может иметь чрезвычайно высокое содержание серы.
Способ устранения
К сожалению, если проблема с пористостью связана со свойствами основного металла, то мало что можно сделать. Лучшее решение — использовать другую марку стали или перейти на шлакообразующий процесс сварки.
2. Неправильный профиль сварного шва
Если операторы обнаруживают выпуклый или вогнутый валик, это может указывать на проблему с подводом тепла или техникой.
Неправильный буртик Проблема №1: Недостаточное тепловложение
Выпуклый или «тягучий» валик указывает на то, что используемые настройки слишком холодные для толщины свариваемого материала. Другими словами, в сварном шве недостаточно тепла, чтобы он мог проникнуть в основной металл.
Способы устранения
Чтобы устранить проблему, связанную с работой «слишком холодно», оператор должен сначала определить, соответствует ли сила тока толщине материала. Таблицы доступны от основных производителей, включая Lincoln Electric, которые содержат рекомендации по использованию силы тока в различных условиях.
Если сила тока достаточно высока, проверьте напряжение. Слишком низкое напряжение обычно сопровождается еще одним явным признаком проблемы: большим количеством брызг. С другой стороны, если напряжение слишком высокое, у оператора возникнут проблемы с управлением процессом, и сварной шов будет иметь тенденцию к подрезу.
Один из способов проверить, правильно ли установлено напряжение, — это проверить его путем прослушивания. Правильно работающая дуга будет иметь определенный звук. Например, при переносе короткой дуги при малом токе дуга должна иметь устойчивое гудение. При высоких токах с использованием переноса струйной дуги дуга будет издавать потрескивающий звук.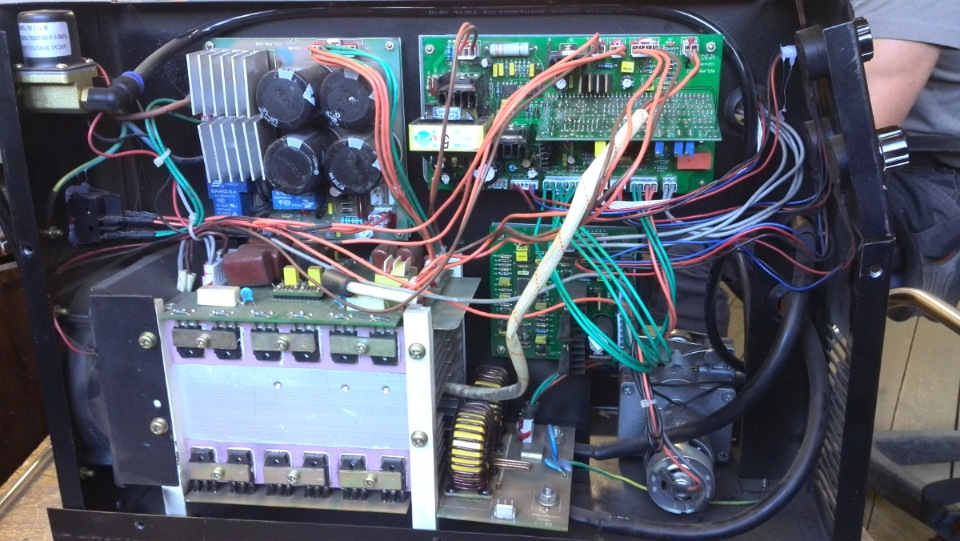 Звук дуги также может указывать на проблемы: постоянное шипение указывает на то, что напряжение слишком высокое и оператор склонен к подрезанию; в то время как громкий, хриплый звук может указывать на слишком низкое напряжение.
Звук дуги также может указывать на проблемы: постоянное шипение указывает на то, что напряжение слишком высокое и оператор склонен к подрезанию; в то время как громкий, хриплый звук может указывать на слишком низкое напряжение.
Неправильный валик Проблема №2: Методика
Вогнутый или выпуклый валик также может быть вызван использованием неправильной техники сварки. Например, техника толчка или удара справа имеет тенденцию создавать более плоскую форму бусины, чем техника натяжения или удара слева.
Устранение
Для наилучшей формы валика рекомендуется использовать угол проталкивания 5-10 градусов.
Неподходящий валик Проблема №3: Неподходящий рабочий кабель
Проблемы с рабочим кабелем могут привести к недостаточному напряжению на дуге. Свидетельством проблемы с рабочим кабелем может быть неправильная форма буртика или горячий рабочий трос.
Способ устранения
Рабочие кабели имеют тенденцию к перегреву, если они слишком малы или сильно изношены. При замене кабеля обратитесь к таблице, чтобы определить размер в зависимости от длины и используемого тока. Чем выше сила тока и больше расстояние, тем больше требуется кабель.
При замене кабеля обратитесь к таблице, чтобы определить размер в зависимости от длины и используемого тока. Чем выше сила тока и больше расстояние, тем больше требуется кабель.
3. Непровар
Если расходный материал неправильно сцепился с основным металлом, может возникнуть непровар. Неправильное сплавление создает слабый сварной шов низкого качества и может в конечном итоге привести к структурным проблемам в готовом изделии.
Отсутствие сплавления Проблема: холодная притирка в процессе переноса короткой дугой
При переносе короткой дугой проволока непосредственно касается сварочной ванны, а короткое замыкание в системе приводит к расплавлению конца проволоки и отсоединению капелька. Это короткое замыкание происходит от 40 до 200 раз в секунду. Проблемы со сплавлением могут возникнуть, когда металл в сварочной ванне расплавится, но не останется достаточно энергии для сплавления его с базовой пластиной. В этих случаях сварной шов будет иметь хороший внешний вид, но на самом деле ни один из металлов не будет соединен вместе.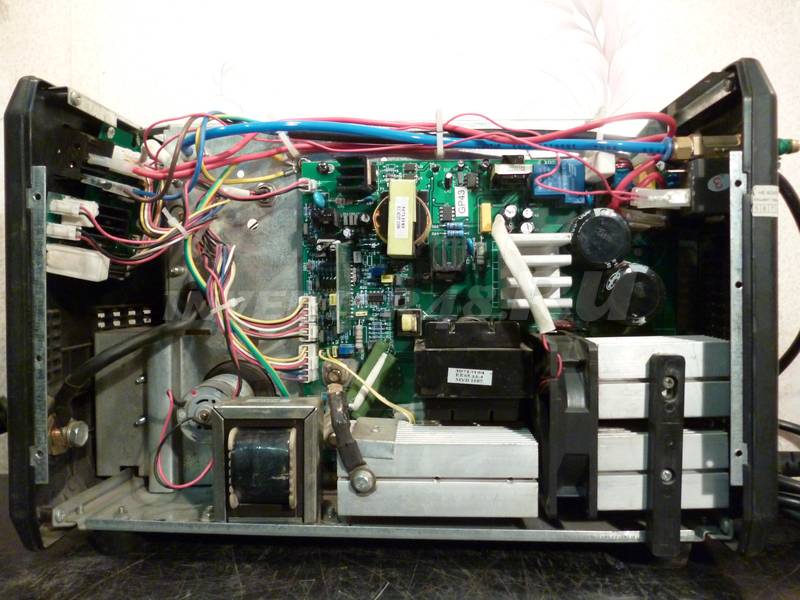 Поскольку непровар трудно обнаружить визуально, его необходимо проверять методом цветной дефектоскопии, ультразвуковой дефектоскопии или контроля на изгиб.
Поскольку непровар трудно обнаружить визуально, его необходимо проверять методом цветной дефектоскопии, ультразвуковой дефектоскопии или контроля на изгиб.
Способы устранения
Чтобы гарантировать правильную сварку, убедитесь, что правильно установлены напряжение и сила тока. Если у оператора по-прежнему возникают проблемы после внесения этих регулировок, может потребоваться изменение техники сварки. Например, переход на порошковую проволоку или использование метода переноса струйной дуги. При переносе струйной дуги дуга никогда не гаснет, поэтому холодная притирка и непровар не являются проблемой. Дуговая сварка струйным распылением происходит при силе тока, достаточной для того, чтобы расплавить конец проволоки и протолкнуть каплю через дугу в сварочную ванну.
4. Неисправность подачи проволоки
Если проволока подается неравномерно или если оператор слышит дребезжащий звук в кабеле пистолета, возможно, возникла проблема с системой подачи проволоки. Большинство проблем, связанных с доставкой проволоки, связаны с настройкой и обслуживанием оборудования.
Большинство проблем, связанных с доставкой проволоки, связаны с настройкой и обслуживанием оборудования.
Неправильная подача проволоки Проблема №1: контактный наконечник
Операторы склонны использовать слишком большие наконечники, что может привести к проблемам с контактом, неравномерности дуги, пористости и плохой форме валика.
Способ устранения
Убедитесь, что контактный наконечник пистолета находится в рабочем состоянии и его размер соответствует используемому проводу. Визуально осмотрите наконечник, и если он изнашивается (приобретает яйцевидную форму), его необходимо заменить.
Неправильная подача проволоки Проблема № 2: Направляющая горелки
Направляющая горелки, как и контактный наконечник, должна соответствовать размеру проволоки, проходящей через нее. Его также необходимо чистить или заменять, если проволока подается неравномерно.
Способ устранения
Для очистки вкладыша продуйте его сжатым воздухом низкого давления с конца контактного наконечника или замените вкладыш.
Неисправная подача проволоки. Проблема №3: изношен пистолет
Внутри пистолета находятся очень тонкие жилы медной проволоки, которые со временем порвутся и изнашиваются.
Способ устранения
Если пистолет сильно нагревается во время использования в одной конкретной области, это указывает на наличие внутренних повреждений и его необходимо заменить. Кроме того, убедитесь, что пистолет достаточно велик для применения. Операторы любят использовать маленькие пистолеты, так как они удобны в руке, но если пистолет слишком мал для применения, он будет перегреваться.
Неисправная подача проволоки Проблема №4: Ведущий ролик
Приводные ролики механизма подачи проволоки периодически изнашиваются и требуют замены.
Средства правовой защиты
Обычно на канавках валков видны визуальные признаки износа, если требуется замена. Также убедитесь, что натяжение приводного ролика установлено правильно. Для проверки натяжения отсоедините входной сварочный кабель от механизма подачи или переключитесь на режим подачи в холодном состоянии. Подайте проволоку и зажмите ее на выходе из пистолета большим и указательным пальцами. Если проволоку можно остановить защемлением, требуется большее натяжение приводного ролика. Оптимальное натяжение будет показано подачей, которая не останавливается при пережатии проволоки. Если натяжение приводного ролика слишком велико, это может привести к деформации проволоки, что приведет к запутыванию проволоки (запутыванию) и обратному прожогу (когда дуга поднимается по проволоке и сплавляет проволоку с контактным наконечником).
Для проверки натяжения отсоедините входной сварочный кабель от механизма подачи или переключитесь на режим подачи в холодном состоянии. Подайте проволоку и зажмите ее на выходе из пистолета большим и указательным пальцами. Если проволоку можно остановить защемлением, требуется большее натяжение приводного ролика. Оптимальное натяжение будет показано подачей, которая не останавливается при пережатии проволоки. Если натяжение приводного ролика слишком велико, это может привести к деформации проволоки, что приведет к запутыванию проволоки (запутыванию) и обратному прожогу (когда дуга поднимается по проволоке и сплавляет проволоку с контактным наконечником).
Убедитесь, что приводные ролики и направляющая трубка расположены как можно ближе друг к другу. Затем проверьте путь от места, где проволока покидает барабан, до места, где она входит в приводные ролики. Проволока должна быть выровнена с входящими направляющими трубками, чтобы не было сколов проволоки при прохождении через трубку. На некоторых механизмах подачи проволоки положение катушки с проволокой регулируется — выровняйте ее так, чтобы она проходила прямо в трубу.
На некоторых механизмах подачи проволоки положение катушки с проволокой регулируется — выровняйте ее так, чтобы она проходила прямо в трубу.
Неправильная подача проволоки Проблема № 5: проволока сходит с катушки и запутывается
Некоторые проблемы с подачей проволоки возникают из-за того, что инерция катушки с проволокой приводит к ее самопроизвольному движению после отпускания спускового крючка горелки.
Устранение
Если катушка продолжает двигаться по инерции, проволока на катушке ослабнет и может оторваться или запутаться. Большинство систем подачи проволоки имеют регулируемый тормоз на барабане с проволокой. Натяжение тормоза должно быть установлено таким образом, чтобы катушка не выбегала.
Следуя этим четырем рекомендациям, оператору GMAW, не знакомому со сваркой, или даже более опытному человеку будет легче диагностировать проблемы до того, как они повлияют на качество работы.
Автоматическая и ручная сварка: что лучше для вашего сварочного цеха?
В связи со стремительным ростом сварочной отрасли возник один из главных аргументов в отрасли: Автоматическая сварка или ручная сварка, w Что лучше? Кто-то может возразить, что в настоящее время автоматизация лучше, чем ручная, другие могут утверждать обратное, а некоторые могут сказать, что в вашем магазине идеально использовать и то, и другое.
Существует ряд факторов, которые следует учитывать при выборе метода сварки для вашего цеха: производительность, бюджет, размер ваших проектов и многое другое.
Но сначала давайте прольем свет на разницу между двумя методами сварки.
Автоматизированная сварка делится на две категории, но, как правило, сварочные операции выполняются в основном с помощью автоматизированного сварочного аппарата. Присутствие человека выполняет две функции: либо он управляет машиной, либо наблюдает за всем процессом сварки, обеспечивая правильную работу машин.
Раньше этот метод был идеальным только для крупномасштабных сварочных работ, таких как массовое производство труб и автомобилей, но по мере того, как предприятия узнают о преимуществах автоматизации сварки, малый и средний бизнес также обратился к автоматизации сварки.
Между тем, в ручной сварке человек-сварщик сам выполняет сварочные операции, при этом качество продукции в значительной степени зависит от его навыков. Это идеально подходит для начинающих, опытных домашних мастеров и малых предприятий, которым просто нужны небольшие сварочные операции.
Это идеально подходит для начинающих, опытных домашних мастеров и малых предприятий, которым просто нужны небольшие сварочные операции.
Производительность
Автоматизированная сварка может производить как минимум в два раза больше, чем квалифицированный сварщик и ручная сварка. Это также позволяет повторять цикл сварки без ущерба для качества продукции. Но вы не можете полностью полагаться на работу пяти сварщиков автоматизированным системам. В конце концов, машина все еще подвержена поломкам или неисправностям.
Между тем, при ручной сварке необходимо учитывать возможности человека-сварщика – как долго он может выполнять процесс сварки, не слишком напрягаясь, может ли сварщик стабильно выполнять свои задачи, что делать, если сварщик заболеет и т. д. Тем не менее, квалифицированные сварщики могут обеспечить почти идеальное неизменное качество и количество выходных данных с минимальными затратами.
Качество
При постоянной скорости и процессе автоматизированная сварка позволяет производить продукцию одинакового качества.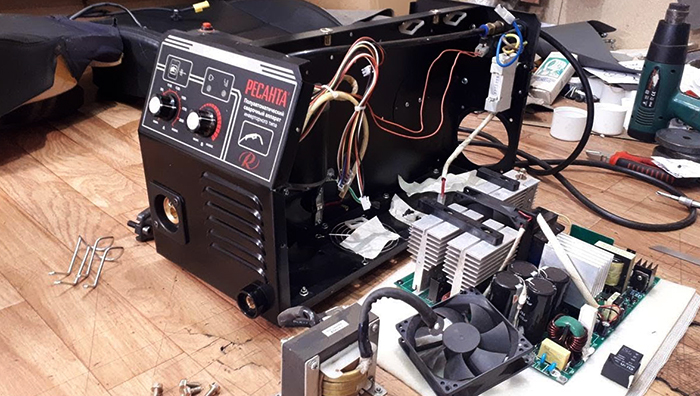 Однако это может быть не идеально для небольших подкрасок, которые сварщик-человек может просто выполнить с помощью быстрой горелки на возможных пропущенных участках.
Однако это может быть не идеально для небольших подкрасок, которые сварщик-человек может просто выполнить с помощью быстрой горелки на возможных пропущенных участках.
Несмотря на это, ручная сварка может быть подвержена обычным проблемам качества, таким как образование сварочных брызг, пористость и неглубокое проплавление, и это лишь некоторые из них.
Гибкость
Автоматизированные системы рассчитаны на любые возможные настройки, необходимые для соответствия вашим сварочным операциям. Они также обеспечивают легкую мобильность благодаря встроенным поворотным роликам. Но с точки зрения переключения с одной операции сварки на другую может потребоваться больше времени для настройки автомата на другой цикл сварки.
Сварщик-человек, с другой стороны, может легко переходить с одной рабочей станции на другую для выполнения различных сварочных задач. Для перемещения ручных сварочных аппаратов может потребоваться больше времени, но с точки зрения выполнения различных видов сварки в течение ограниченного времени ручная сварка является более идеальной.
Затраты
Автоматизированные системы могут значительно сэкономить вам трудозатраты и производственные затраты. Вам не нужно будет нанимать высококвалифицированных сварщиков для выполнения работы – достаточно того, кто умеет работать с автоматизированными системами. Поскольку требуется меньше рабочей силы, вы можете снизить вероятность человеческих ошибок, а также уменьшить количество производственных отходов.
Инвестиции
Инвестиции в автоматический сварочный аппарат могут быть дорогостоящими, особенно для стартапов. Несмотря на то, что существуют недорогие варианты перехода на автоматизацию сварки, некоторым все же может показаться, что первоначальные инвестиции выше, чем инвестиции в ручную операцию сварки. Но в долгосрочной перспективе вы можете пользоваться экономически выгодными преимуществами автоматизации сварки.
Для стартапов, малых предприятий и тех, кому не нужно выполнять крупные сварочные операции, ручная сварка может быть идеальным вариантом с точки зрения бюджета.
