Неисправности сварочных инверторных аппаратов: «Основные неисправности сварочного инвертора» — Интересные и полезные статьи о сварке
Содержание
Типовые Неисправности Сварочных Инверторов и Плазморезов
Четыре типовых причины неисправности сварочных инверторов
Всем работникам, связанным со сварочными инверторами привет!
Работаю в небольшой компании по ремонту и новому строительству. В каждой фирме, наверное, есть (по крайней мере обязаны быть) такие незаменимые работники широкого профиля. Не буду себя хвалить, но как-то так сложилось, что по жизни интересуюсь разными вещами и технологиями. А в наше время именно знания из разных областей часто пересекаются и решение каких-то проблем в одной области требует знаний в совершенно другой.
Компьютерные технологии, к примеру уже в любой технике, в том числе и в сварочной. Если раньше мы работали просто сварочными трансформаторами, потом сварочными выпрямителями типа «ВД 300». Аппараты были надежными, только тяжелыми и габаритными. Их ремонт даже не всегда требовал знаний основ электротехники. Можно было просто протянуть и заменить видимые оплавленные детали и контакты.
Современные сварочные инверторные аппараты напичканы электроникой и даже программным обеспечением. Профессиональные инверторы стоят дорого, потому как работают в сложных полевых условиях строек и цехов. Вся их электроника обеспечивает защиту от всевозможных воздействий снаружи, включая и человеческий фактор. Сварка на стройке и в ремонте порой сопровождается резкой и шлифовкой металла (работа болгарок) вблизи аппаратов, и такая электропроводная пыль всасывается во внутренности прибора. Повышенная влажность (дождь, снег перепады температур, зимнее время года), различные химические пары кислот и щелочей, угольной пыли, совершают свои коварные дела- убивают инверторы. А непрофессионализм и наплевательское отношение к оборудованию (а значит и к работе) выводят из строя самые защищенные модели сварочной техники. Но что делать-такова наша рабочая реальность -выход из строя очередного сварочного инвертора или аппарата плазменной резки (их конструкции и схемы схожи).
Типичные неисправности сварочных инверторов и плазморезов и их причины.

Заметки специалиста по сварке. Начну с того, что работаю я в небольшой ремонтной фирме. Зарабатываем в основном на ремонтах и реконструкциях оборудования энергетики. Кто в курсе, тот понимает, что эта отрасль относится к ОПО-опасным производственным объектам. Требования к качеству ремонта здесь
Я порой (от скуки и по просьбе)) занимаюсь несложными ремонтами различного электрооборудования. Скажу сразу, что 90% дефектов устраняются с помощью простого мультиметра отвертки, изоленты и ножа. Да еще сухого сжатого воздуха (без паров масла) от компрессора, который есть в каждой ремонтной фирме.
1. Сварочный инвертор не включается, что делать?
Пляшем от розетки:
Убедитесь, что в розетке, куда подключен аппарат есть напряжение (20 % таких дефектов от «профи» сварщиков)
Возьмите мультиметр и прозвоните на К.З. концы вилки.
Затем раскрутите крышки аппарата и прозвоните целостность кабеля от вилки до входных клемм внутри инвертора.
Прозвоните включатель (кнопку) прозвонив контакты “ВКЛ “-” ВЫКЛ”
Основная причина такой неисправности — это разрыв цепочки питания до выпрямителя сварочного инвертора. “Специалисты” сварщики порой тягают свои аппараты за силовой кабель и ломают его в месте входа в аппарат. Кнопки выгорают из-за абразивной пыли. Если нужен срочно инвертор в работу, можно соединить контактные провода кнопки напрямую. В таком случае аппарат будет включаться только вилкой.
2. Сварочный инвертор при включении выбивает защитные автоматы сети и не включается.
- Первая причина это К.З. в вилке и кабеле, проверьте все как в пункте 1.
- Вторая причина — это пробой первичного моста выпрямителя или конденсаторов на выпрямителе. В таком случае мультиметр при подключении к разным контактам вилки или между фаз будет показывать какое-то сопротивление или К.З. В этом случае можно отдать в сервис по ремонту.
3. При сварке срабатывает защита от перегрузки и инвертор отключается
При сварке срабатывает защита от перегрузки и инвертор отключается
- Причиной может быть и выход из строя транзисторов, но в основном причина в загрязнении и ослаблении контактов в электронном блоке.
- Необходимо снять кожух со сварочного инвертора, продуть все внутренности сжатым воздухом. Воздух должен быть сухим и очищенным от масла. При продувке большим давлением воздуха не повредите вентилятор обдува (лопатки вентилятора могут сломаться).
- Протяните все контакты и заземляющие провода отверткой и ключиком.
- Проверьте исправность вентилятора охлаждения.
- Проверьте разъёмные соединители проводов, при необходимости почистите и обожмите разъемы плоскогубцами.
Вовочка с отцом идут по улице. Мальчик спрашивает у папы: «Ой, а что делают эти дяди?». Отец отвечает: «Они варят трубу». Вовочка спрашивает: «А что, труба вкусная?» Анекдот. Интервью со сварщиком за рюмкой чая Сегодня (за бокалом чая) разговор с моим товарищем Андреем. Мы давно с ним знакомы. Нравится
Мы давно с ним знакомы. Нравится
4
. Сварочный ток инвертора не регулируется или “скачет” в большом диапазоне.
- Основная причина в загрязнении и “протечке” токов через абразивную пыль при повышенной влажности или слабости контактов в соединениях.
- Устраняется прочисткой с помощью воздуха или пылесоса с удалением отложений и просушкой инвертора.
- Так же проверьте разъёмные соединители проводов, при необходимости почистите и обожмите контакты.
Порой нам не хочется возиться с неисправными аппаратами, ищем сервисные службы по ремонту. Статью написал после того, как из такого вот сервиса получили 7 отремонтированных аппаратов, которые не отработали неделю. А в описании работ акта выполненных работ-перечень на двух листах и сумма в 35 т. р.! Возвращать аппараты сварки не было времени, и я решил посмотреть, что там не так. В итоге из 7 сварочных инвертора -6 исправил вышеуказанными способами. В так называемом сервисе даже не удосужились нормально почистить оборудование и установить недостающие элементы крепления (гаечки, болтики)
Неисправности сварочного инвертора: причины, устранение
Сварочный инвертор отличается от обычного сварочного аппарата более легким и качественным процессом сварки.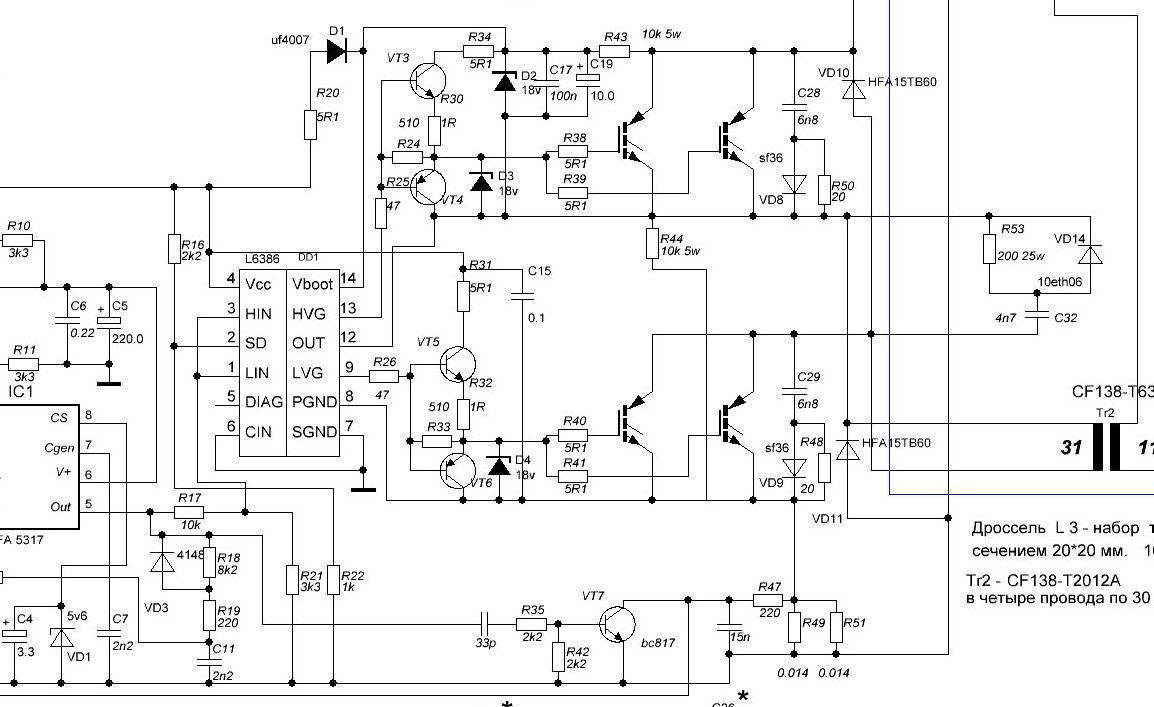 Однако неисправности сварочного инвертора, в силу его более сложного устройства, могут быть более серьезными и сложными.
Однако неисправности сварочного инвертора, в силу его более сложного устройства, могут быть более серьезными и сложными.
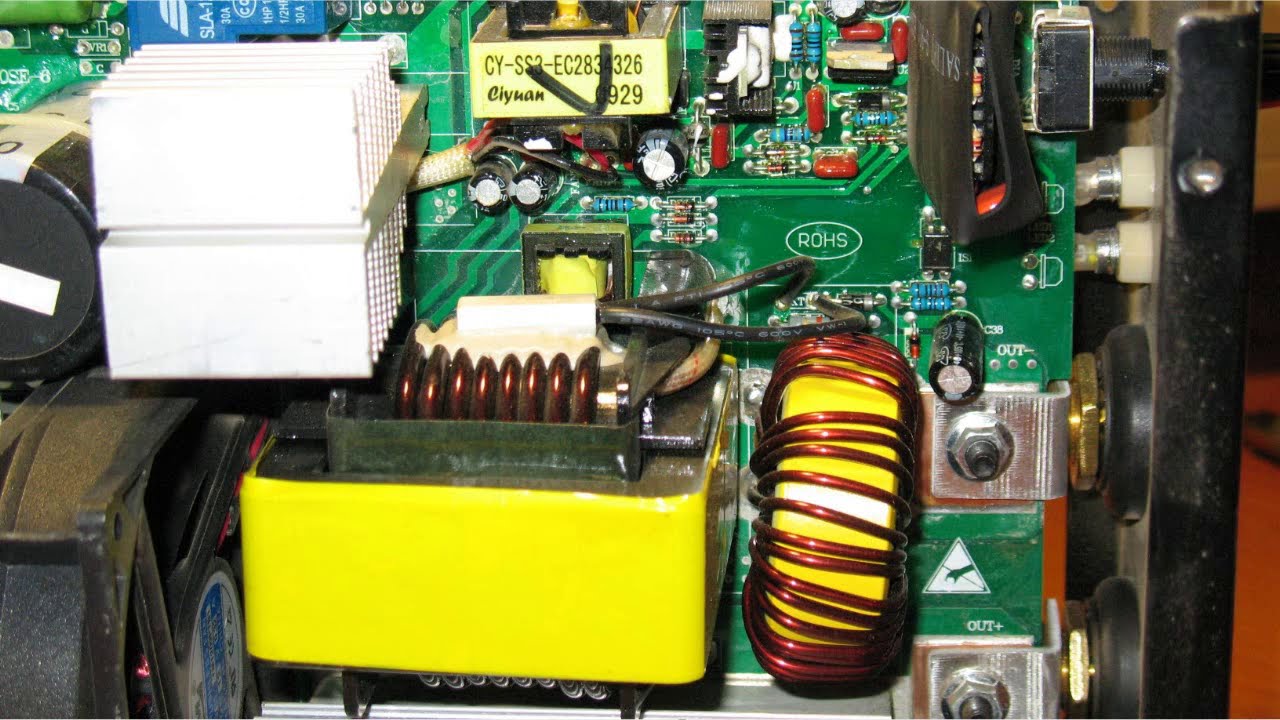
Схема устройства сварочного инвертора.
Для определения причины поломки аппарата нужно провести его диагностику: проверить транзисторы, резисторы, диоды, стабилизаторы, контакты и т.д. К каждому аппарату прилагается подробная инструкция с описанием наиболее распространенных неисправностей, которые можно устранить самостоятельно. Однако очень часто для проведения ремонта может потребоваться специальное оборудование: омметр, вольтметр, мультиметр, осциллограф. И ими необходимо уметь пользоваться. А в особых случаях необходимы познания в электронике, умение работать с электросхемами. Поэтому, если самостоятельная проверка и устранение простых неисправностей, описанных ниже, не привела к успеху, лучше доверить ремонт инверторного аппарата мастерам в сервисном центре.
Какие бывают неисправности инверторов
Можно выделить несколько групп поломок сварочных инверторов:
- неисправности, возникающие из-за несоблюдения указанных в инструкции норм рабочего процесса сварки;
- неисправности, возникающие в следствие неправильной работы или выхода из строя элементов аппарата;
- поломки, возникающие в результате попадания в устройство влаги, пыли и посторонних предметов.

Вернуться к оглавлению
Распространенные неисправности, которые можно устранить своими руками
Рассмотрим некоторые наиболее часто встречающиеся неисправности сварочных инверторов:
Чтобы выявить и устранить причину неисправности, корпус аппарата вскрывают и производят визуальный осмотр его содержимого.
- Сварочная дуга горит неустойчиво или электрод сильно разбрызгивает материал. Причина этого может крыться в неправильном выборе тока. Сила тока должна соответствовать типу и диаметру электрода и скорости сварочного процесса. Если сила тока не указана на упаковке электродов, то можно начинать подачу тока с 20-40 А на каждый миллиметр диаметра электрода. При снижении скорости сварки силу тока тоже необходимо снизить.
- Электрод прилипает к материалу. Зачастую это происходит из-за низкого напряжения в сети, значение которого меньше минимально допустимого при работе с инвертором. Причиной залипания электрода может стать и плохой контакт в гнездах панели, который можно устранить, плотнее зафиксировав платы.
 Использование удлинителя с сечением провода меньше 2,5 мм2 или с слишком длинным проводом (более 40 м) может снизить напряжение. Подгоревшие или окислившиеся контакты в электрической цепи тоже могут понизить напряжение.
Использование удлинителя с сечением провода меньше 2,5 мм2 или с слишком длинным проводом (более 40 м) может снизить напряжение. Подгоревшие или окислившиеся контакты в электрической цепи тоже могут понизить напряжение. - Отсутствует процесс сварки, аппарат при этом включен в сеть. В этом случае нужно проверить наличие массы на свариваемой детали. Проверьте также кабель инвертора на наличие повреждений.
- Аппарат самопроизвольно отключается. Отключение аппарата происходит в момент включения в сеть трансформатора, после чего срабатывает его защита. Причиной этого может стать замыкание в цепи напряжения. Защита может включаться не только при замыкания проводов между собой или с корпусом, но и при замыкании между витками катушек или пробое конденсаторов. Чтобы отремонтировать полому, сначала нужно отключить трансформатор и найти неисправность, после чего произвести изоляцию или замену поврежденного элемента.
Если нет сварки при включенном аппарате, проверьте соединение кабеля электрододержателя.
В процессе длительной работы аппарат отключился. Скорее всего, это не поломка, а перегрев инвертора. Необходимо выждать минут 20-30, после чего возобновить работу. Следует придерживаться правил эксплуатации прибора: не перегревать его, то есть делать перерывы в работе, подключать к нему соответствующие значения тока, не использовать электроды слишком больших диаметров.
Трансформатор издает сильный гул и перегревается. Возможно, причиной этого стали перегрузка трансформатора, ослабление болтов, которые стягивают листы магнитопровода, или поломка крепления сердечника. Из-за замыкания между листами магнитопровода или кабелями аппарат тоже может сильно гудеть. Подтяните все элементы крепления и восстановите изоляцию кабелей.
Сварочный ток плохо регулируется. Причиной этого могут быть поломки в механизме регулирования тока: неисправность в регулирующем ток винте, замыкание между креплениями регулятора, замыкание в дросселе, плохая подвижность вторичных катушек в результате засора и др. Снимите кожух с инвертора и рассмотрите механизм регулировки тока с целью выявления поломки.
Снимите кожух с инвертора и рассмотрите механизм регулировки тока с целью выявления поломки.
Сварочная дуга резко обрывается, и зажечь ее невозможно, появляются только искры. Возможно проблема кроется в пробое обмотки высокого напряжения, замыкании между проводами или в плохом их соединении с клеммами инвертора.
Высокое потребление тока при отсутствии нагрузки. Причиной может стать замыкание витков на катушке. Устранить ее можно или восстановив изоляцию, или полностью перемотав катушку.
Вернуться к оглавлению
Советы по самостоятельному ремонту инвертора
Если во время сварки возникает чрезмерное разбрызгивание металла электрода, то причиной может служить неправильно подобранное значение сварочного тока.
Если из корпуса аппарата появился запах гари и дым, это может говорить о серьезной поломке. В данном случае может понадобиться квалифицированный ремонт в сервисном центре.
Для выявления неисправности сначала разбирают корпус. Производят визуальный осмотр деталей на наличие повреждений, трещин, перегоревших контактов и вздутий конденсаторов. Также проверяют места пайки деталей и контактов на платах инвертора. Часто причины неисправности кроются именно в некачественной пайке, их легко устранить, перепаяв детали.
Производят визуальный осмотр деталей на наличие повреждений, трещин, перегоревших контактов и вздутий конденсаторов. Также проверяют места пайки деталей и контактов на платах инвертора. Часто причины неисправности кроются именно в некачественной пайке, их легко устранить, перепаяв детали.
Все неисправные детали следует выпаять и произвести замену на новые, соответствующие данной модели аппарата.
Подобрать детали можно в соответствии с маркировкой, указанной на корпусе аппарата или в специальном справочнике.
Выпаивать детали нужно с помощью паяльника, имеющего отсос, который сделает работу удобной и быстрой.
Вернуться к оглавлению
Проверка транзисторов
Если сварочный инвертор вышел из строя, то первым делом проверить нужно транзисторы, так как они являются наиболее слабыми местами в аппарате.
Транзисторы – слабое место инверторов, поэтому ремонт сварочных аппаратов начинается обычно с их осмотра.
Осмотрите транзисторы на наличие трещин, поломок, перегоревших выводов в местах пайки. Такие детали подлежат замене. Новые транзисторы крепятся на термическую пасту, обеспечивающую отвод тепла от транзистора к алюминиевому радиатору.
Такие детали подлежат замене. Новые транзисторы крепятся на термическую пасту, обеспечивающую отвод тепла от транзистора к алюминиевому радиатору.
Однако зачастую визуальный осмотр не выявляет поломки. Тогда нужно воспользоваться мультиметром и “прозвонить” детали.
Неисправные транзисторы необходимо подбирать строго в соответствии с параметрами агрегата. Иногда можно установить аналогичные детали, соответствующие маркировке. Если после замены транзисторов аппарат по-прежнему не работает, продолжайте диагностику.
Как правило, выход из строя транзисторов возникает в результате нарушения работы других деталей инвертора. В большинстве случаев причиной может быть драйвер. Проверить его можно с помощью омметра.
Неисправные детали необходимо выпаять и заменить на новые.
Вернуться к оглавлению
Устранение неисправностей платы управления
Если описанные выше манипуляции не помогли, переходите к проверке платы управления, которая контролирует работу ключей.

От того насколько надежно функционирует эта деталь, зависит работа агрегата.
Чтобы провести грамотный ремонт инверторного сварочного аппарата, нужно проверить его на наличие сигналов, которые отвечают за его функционирование. Такие сигналы поступают на затворные шины ключевого модуля. Проверить это можно, используя осциллограф.
Далее выполняют проверку всех проводников на наличие обрывов и подгоревших участков, которые нужно удалить, после чего припаять перемычки. Важно обратить внимание на контакты всех разъемов, и при необходимости зачистить их стирательной резинкой.
Далее проводят проверку выпрямителей входного и выходного тока, состоящих из диодных мостов. Крепятся они к радиатору. Проверяют их вольтметром. Для этого лучше отпаять от них провода и отсоединить их от платы. “Прозвоните” все детали для выявления неисправности. При обнаружении “коротыша” нужно заменить пробитый диод.
“Прозвоните” все детали для выявления неисправности. При обнаружении “коротыша” нужно заменить пробитый диод.
В конце производят проверку платы управления ключами. Эта деталь является самой сложной, и от ее функционирования зависит работа всего агрегата.
Провести самостоятельный ремонт инвертора можно только при наличии необходимого инструмента и оборудования, а также навыков их использования. Если ситуация после всевозможных проверок остается неясной, лучше доверить ремонт аппарата специалистам.
инверторных и трансформаторных сварочных аппаратов. Какой из них лучше?
Главная » Блог » Инверторные и трансформаторные сварочные аппараты. Какой из них лучше?
В этой статье
Распространите информацию
При чтении названия этой статьи: инверторные и трансформаторные сварочные аппараты может показаться, что воскресным днем нам было очень скучно, и мы начали думать о решении уже решенной проблемы.
Но правда в том, что до сих пор среди профессиональных сварщиков ведутся жаркие споры о плюсах и минусах этих двух систем. Один был там в течение десятилетий, а другой выглядит как новичок в этом квартале.
Горячие споры
В основном споры между инверторными и трансформаторными сварочными аппаратами касаются приверженности традициям или перехода к инновациям. Поскольку трансформаторные сварочные аппараты существовали всегда, некоторые эксперты считают, что мы должны продолжать их использовать, потому что в противном случае это было бы прощанием с надежностью.
С другой стороны, некоторые пользователи рассматривают инверторные сварочные аппараты как решение всех своих проблем. Они поражены всеми функциями, которые эти машины обеспечивают простым нажатием кнопки. На самом деле, более новые модели предлагают некоторые функции, которые могут улучшить результаты до такой степени, что средний оператор может производить сварные балки, подобные тем, которые делают высококвалифицированные рабочие.
В какой-то момент производители сварочного оборудования пытались создать машину, которая сочетала бы в себе преимущества каждой технологии, как трансформаторов, так и инверторов. Они пытались соединить лучшее из двух миров, но у них это не получилось. Конечный продукт был слишком сложен и слишком дорог. Таким образом, сегодня мы все еще ищем идеальный ответ на наш горячий спор между инверторными и трансформаторными сварочными аппаратами.
Можно ли сказать, что сегодня инверторы захватывают рынок сварочных аппаратов? Ну вот посмотрите: из всего актуального каталога Miller Welds (с сотнями машин) только 4 — трансформаторные. Тенденция понятная, но все же место для старых добрых трансформеров есть.
Все, что вам нужно для сварки
Более 40 лет опыта сварки
Мы начали свою деятельность в 1979 году, и теперь мы по всей Америке со всем, что связано со сваркой.
(+1) 305-470-4513
Что такое трансформаторные сварочные аппараты
Трансформаторные сварочные аппараты являются традиционными сварочными аппаратами с момента их создания, сто лет назад. Они считаются рабочей лошадкой отрасли. Эти сварочные аппараты обычно рассчитаны на тяжелые условия эксплуатации, требуют подключения к электросети и широко используются для сварки в тяжелых промышленных условиях или в качестве стационарных рабочих лошадок в сварочных мастерских.
Они считаются рабочей лошадкой отрасли. Эти сварочные аппараты обычно рассчитаны на тяжелые условия эксплуатации, требуют подключения к электросети и широко используются для сварки в тяжелых промышленных условиях или в качестве стационарных рабочих лошадок в сварочных мастерских.
Технология трансформатора преобразует высоковольтный ток малой силы в низковольтный ток большой силы. Таким образом, вход переменного тока высокого напряжения (например, 110 В, 220 В, 380 В и т. д.) с низким током силы тока (например, 30 А, 40 А, 60 А и т. д.) становится 17–45 В при 200–600 А.
Немного истории
Сварка является промышленной деятельностью с 1800-х годов. Сначала можно было сваривать только газом. В 1920-х годах были изобретены первые трансформаторные сварочные аппараты, когда было обнаружено, что трансформаторы также можно использовать для получения сварочной дуги. С того момента и до сих пор трансформаторные сварочные аппараты претерпели ряд усовершенствований по управлению дугой.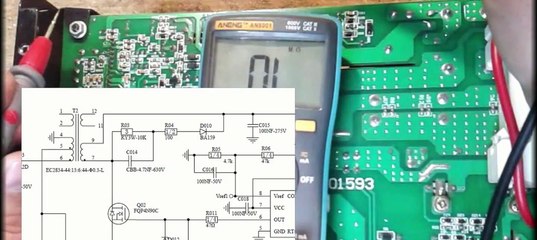 Эти исследования и разработки также привели к необходимости создания электродов с покрытием для дуговой сварки, которые мы используем до сих пор.
Эти исследования и разработки также привели к необходимости создания электродов с покрытием для дуговой сварки, которые мы используем до сих пор.
Первая мировая война стала переломным моментом для сварки, для необходимости производить корабли и танки, построенные почти полностью из металлов. До этого соединить два листа металла можно было только с помощью заклепок и газовой сварки.
В период между 1920-1930 годами трансформаторные сварочные аппараты стали популярными из-за возможности питания во все большем количестве мест. В качестве примера они построили Эмпайр Билдинг, строительство которого началось в 1930 году, используя только трансформаторные сварочные аппараты. Не слишком потрепанный, правда?
Годы после Второй мировой войны принесли большое развитие сварке из-за необходимости производства и строительства. Удивительно, но в течение каких-то 50 лет технология сварки не менялась. Это говорит нам о долговечности и надежности трансформаторных сварочных аппаратов на протяжении многих лет.
Что представляют собой инверторные сварочные аппараты
В другом углу этого кольца изображен многообещающий инверторный сварочный аппарат. Инверторы — это сварочные аппараты, в которых используются современные технологии для повышения эффективности. На самом деле, в большинстве из них тоже есть трансформатор, но они используют полупроводниковые электронные детали, чтобы уменьшить их размер и увеличить мощность.
Инверторные сварочные аппараты работают за счет увеличения частоты входной мощности с 50 Гц до некоторого значения в диапазоне от 20 000 до 100 000 Гц. В них используются электронные переключатели, которые включают и выключают питание до 1 миллиона раз в секунду. Эта более высокая частота активирует сердечник 100 000 раз в секунду вместо 60 раз в секунду, как обычно в трансформаторных блоках, что позволяет инвертору значительно увеличить частоту переменного тока.
Обычно они включают в себя цифровые функции (с помощью аппаратных и программных средств) для управления стабильностью дуги, расходом защитного газа, частотой, начальным и конечным током, шириной конуса дуги, балансом переменного тока, профилем валика, прогоранием проволоки, индуктивностью и т.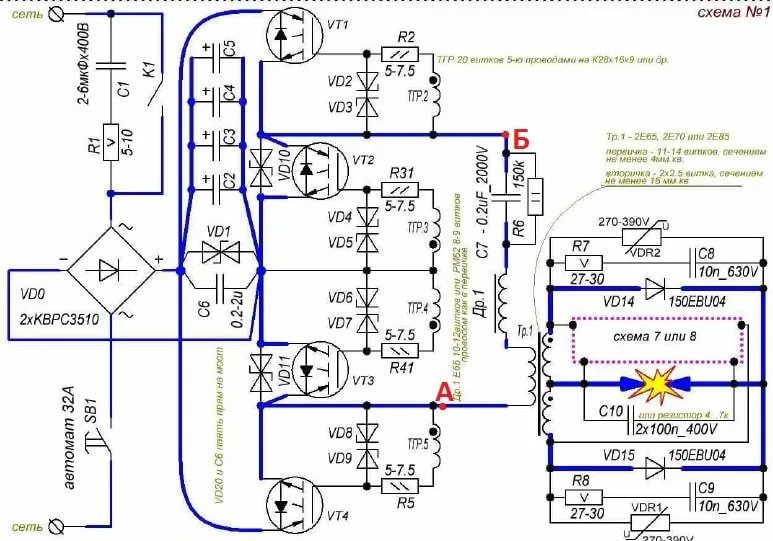 а также другие параметры сварки.
а также другие параметры сварки.
Инверторы — это компактные, легкие, универсальные и эффективные сварочные аппараты. Обычно они могут выполнять множество сварочных процессов, чему помогают электронные компоненты и программное обеспечение. Они также могут сваривать ряд материалов, включая нержавеющую сталь и углеродистую сталь.
Еще немного истории
Инверторы появились благодаря буму в области электроники и программного обеспечения, столь распространенному в 1980-х годах. Это десятилетие было своего рода экспериментальным для инверторных сварочных аппаратов, которые начали активно коммерциализироваться в 19 веке.90-е.
Тем не менее, его начало было не таким уж простым. Инверторные поначалу доставляли производителям немало хлопот, когда некоторые из них сгорали посреди работы. Было трудно стереть эту память и вырастить доверие к инверторам. Кроме того, первые модели были очень дорогими из-за электронных компонентов и специализированного производства. В течение многих лет пейзаж для инверторных сварочных аппаратов был темным. Эта история начала разворачиваться в 2000-х годах.
В течение многих лет пейзаж для инверторных сварочных аппаратов был темным. Эта история начала разворачиваться в 2000-х годах.
С тех пор производители находят способы постоянно совершенствовать инверторные сварочные аппараты. С помощью дополнительных твердотельных электронных компонентов и программного обеспечения они увеличили количество функций, на которые способны устройства. Были добавлены некоторые улучшения в области безопасности (VDR) и защиты от окружающей среды, чтобы производить более прочное оборудование, способное работать в самых неблагоприятных условиях.
Что такое IGBT
Мы не можем говорить об основах инверторных сварочных аппаратов и забывать о IGBT. Эта аббревиатура расшифровывается как «биполярные транзисторы с изолированным затвором». Они представляют собой полупроводниковую трехвыводную технологию, используемую для высокоэффективного переключения электроэнергии. Они используются для синтеза сигналов сложной формы.
БТИЗ не использовались в начале производства инверторных сварочных аппаратов.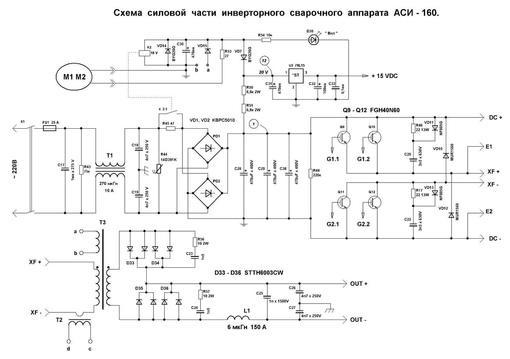 В то время они использовали системы MOSFET, но последние оказались недостаточно эффективными для работы с высокими напряжениями, что привело к преждевременному выходу из строя многих устройств. БТИЗ пришли, и сегодня они присутствуют не только в сварочном оборудовании, но и во всех видах электронных устройств.
В то время они использовали системы MOSFET, но последние оказались недостаточно эффективными для работы с высокими напряжениями, что привело к преждевременному выходу из строя многих устройств. БТИЗ пришли, и сегодня они присутствуют не только в сварочном оборудовании, но и во всех видах электронных устройств.
Инвертор или трансформатор: как насчет срока службы оборудования?
Если вы более 100 лет занимаетесь одним и тем же, можно с уверенностью сказать, что вы в этом эксперт. Что ж, производители сварочных аппаратов производят трансформаторные сварочные аппараты уже более 100 лет. За все это время трансформаторные сварочные аппараты претерпели ряд модернизаций и усовершенствований, в результате чего получилось очень надежное и долговечное оборудование.
Срок службы многих трансформаторных сварочных аппаратов составляет несколько десятилетий. На некоторых производственных предприятиях можно найти устройства, которым 50 лет, но которые все еще используются. Если вы думаете о том, чтобы оставить какое-то оборудование следующему поколению, трансформаторный сварочный аппарат может быть тем, что вам нужно.
Если вы думаете о том, чтобы оставить какое-то оборудование следующему поколению, трансформаторный сварочный аппарат может быть тем, что вам нужно.
Конечно, так как трансформаторные сварочные аппараты существуют уже 100 лет, а инверторные сварочные аппараты только 30, это несколько несправедливое сравнение.
Надежность инверторных сварочных аппаратов по-прежнему снижается из-за условий окружающей среды на открытом воздухе. Некоторые факторы, такие как влажность, пыль и т. д., могут воздействовать на внутренние компоненты машины, увеличивая вероятность отказа и сокращая срок их службы.
В последние годы наблюдается увеличение срока службы инверторных сварочных аппаратов. Тем не менее, только время покажет, смогут ли они победить грубые и долговечные трансформаторные сварочные аппараты. Да, трансформаторные выигрывают в этом пункте.
Инвертор или трансформатор: как насчет надежности
Если вы спросите человека, какую функцию он ценит в своей машине, чаще всего ответят надежностью. Относительно сварочного аппарата ничем не отличается.
Относительно сварочного аппарата ничем не отличается.
Теперь надежность имеет большее значение в зависимости от того, как вы планируете использовать этот сварочный аппарат. Вы любитель, который со временем хотел бы что-нибудь сварить? Или вы владелец слесарного цеха, который занимается сваркой изо дня в день? Как видите, надежность, необходимая вам от оборудования, разнится.
В общих чертах, мы хотим иметь возможность использовать оборудование, когда оно нам нужно. Таким образом, надежность является важным фактором, без сомнения. В этой области трансформаторные сварочные аппараты существуют уже 100 лет. Они были модернизированы и усовершенствованы производителями до продукта, который мы имеем сегодня. Во многих мастерских есть трансформаторные сварочные аппараты, которые сваривают изо дня в день, без остановки и базового обслуживания. В этом может быть смысл надежности.
Поскольку инверторные сварочные аппараты представлены на рынке всего 30 лет, мы можем сказать, что они все еще находятся в стадии разработки.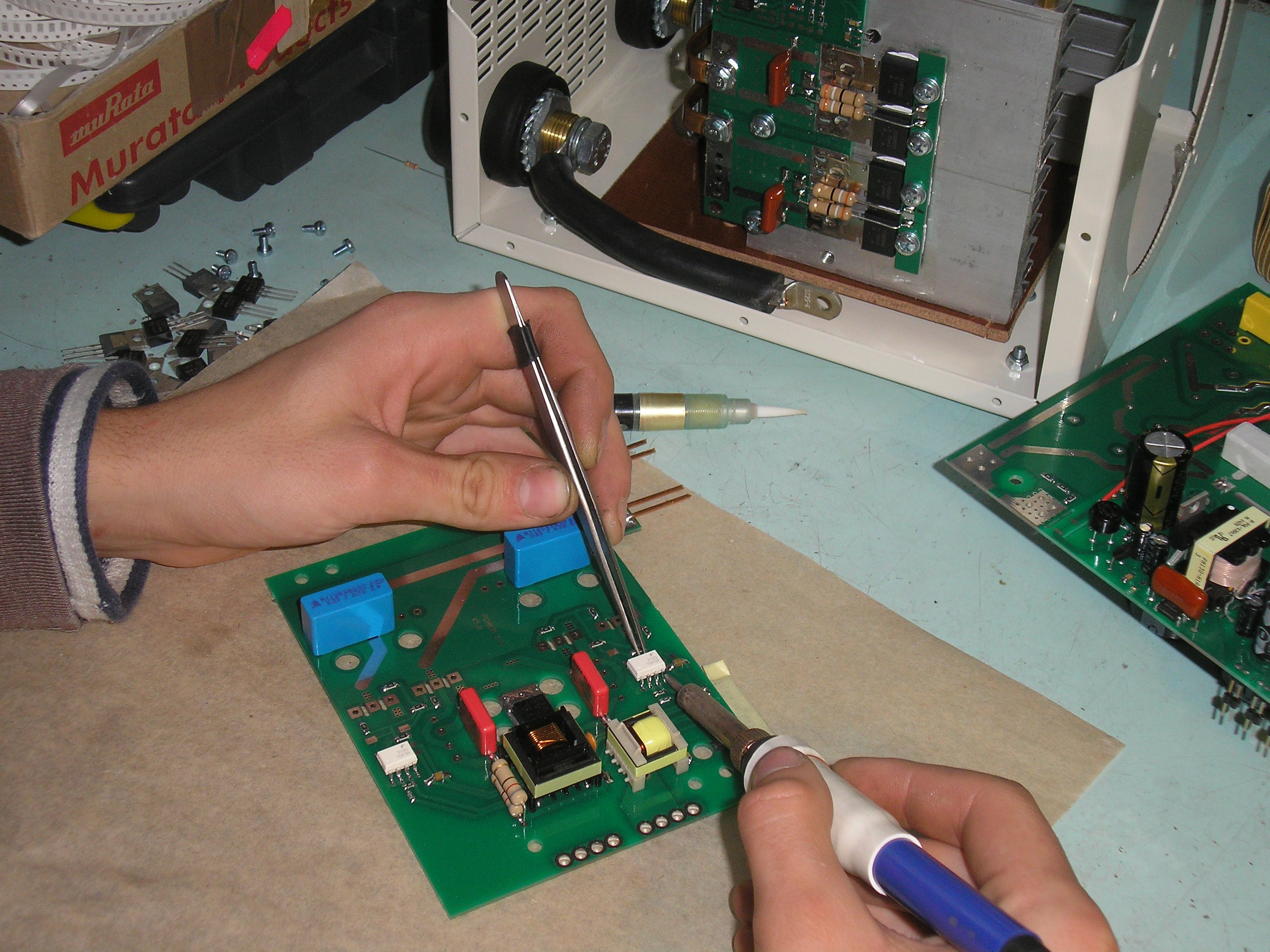 С годами мы наблюдаем повышение надежности этого оборудования. Но пока рано говорить, что они победили трансформеров.
С годами мы наблюдаем повышение надежности этого оборудования. Но пока рано говорить, что они победили трансформеров.
Трансформаторные сварочные аппараты превосходят все ожидания в этом аспекте.
Инвертор или трансформатор: как насчет нескольких функций?
Здесь явный победитель: инверторные сварочные аппараты. Сварочные аппараты-трансформеры обеспечивают основные полезные функции с помощью механических методов, но инверторные сварочные аппараты превосходят их по численности из-за имеющихся в них электронных компонентов и программного обеспечения.
В базовом инверторном сварочном аппарате можно использовать несколько сварочных процессов. Например, инверторный сварочный аппарат переменного тока TIG может выводить волны различной формы, такие как треугольные, прямоугольные и мягкие волны, в то время как трансформаторные сварочные аппараты ограничены простой синусоидой. Еще одна возможность инверторов — это возможность выполнять импульсную сварку TIG, что идеально подходит для сварки тонкого металла.
Говоря о процессах, в довольно маленьком, на самом деле портативном, инверторном сварочном аппарате вы можете иметь AC / DC TIG, MMA, MIG и порошковую проволоку с двумя входами напряжения. Знаменитый швейцарский армейский нож, да?
Я же говорил, инверторы управляют этим участком.
Инвертор или трансформатор: как насчет затрат?
Затраты никогда не бывает легко определить. При расчете затрат в нашей задаче «преобразователь против трансформатора» нам нужно разбить ее как минимум на 3 аспекта:
- Затраты на приобретение оборудования
- Затраты, связанные с использованием оборудования
- Затраты, связанные с техническим обслуживанием, ремонтом и простоями
Затраты на приобретение оборудования – это разрыв, который закрывался на протяжении последние 20 лет. Как мы заявляли ранее, когда недавно запущенные инверторные сварочные аппараты были очень дорогими. Со временем электронные компоненты, используемые для их изготовления, снижали свою цену, что приводило к более дешевому инверторному оборудованию с большим количеством функций. На данный момент можно с уверенностью сказать, что стоимость приобретения любой из систем практически одинакова.
На данный момент можно с уверенностью сказать, что стоимость приобретения любой из систем практически одинакова.
Расходы, связанные с использованием оборудования, указывают на потребляемую мощность. Поскольку инверторные сварочные аппараты более эффективны, большинство экспертов сходятся во мнении, что экономия энергии составляет около 10-20%. Когда мы говорим о промышленном производстве, этот, казалось бы, небольшой процент может составлять тысячи долларов.
Расходы на обслуживание, ремонт и простои спорные. С одной стороны, это тот факт, что трансформаторные сварочные аппараты почти не требуют технического обслуживания, и, несмотря на это, они могут прослужить долгое время в сложных условиях, в то время как инверторные сварочные аппараты склонны к выходу из строя в тяжелых условиях.
Верно и то, что в инверторных сварочных аппаратах используются дорогие электронные компоненты, которые в случае выхода из строя приводят к дорогостоящему ремонту из-за запасных частей и специализированного труда. Тем не менее, при правильном обращении с инверторным сварочным аппаратом и содержании его в более идеальных условиях вероятность того, что оборудование потребует ремонта, очень мала.
Тем не менее, при правильном обращении с инверторным сварочным аппаратом и содержании его в более идеальных условиях вероятность того, что оборудование потребует ремонта, очень мала.
Принимая во внимание все эти 3 пункта, мы ясно видим, что инверторные сварочные аппараты выигрывают с точки зрения затрат.
Инвертор и трансформатор: другие отличия
До сих пор мы рассмотрели 4 отличия инверторных сварочных аппаратов от трансформаторных. Но есть еще моменты, которые нужно отметить. Теперь давайте рассмотрим, чем эти две системы отличаются друг от друга в отношении производительности, условий сварки и эффективности.
Инвертор и трансформатор: производительность
Производительность сварочного аппарата зависит от того, насколько хорошо он выполняет свою работу. Основная задача сварочного аппарата – поддерживать стабильную дугу. С годами развитие трансформаторных сварочных аппаратов достигло точки, когда можно сказать, что они обеспечивают достаточно стабильную дугу. Тем не менее, они не могут изменять дугу в режиме реального времени, поэтому они подвержены колебаниям напряжения дуги, прорыву дуги и т. д.
Тем не менее, они не могут изменять дугу в режиме реального времени, поэтому они подвержены колебаниям напряжения дуги, прорыву дуги и т. д.
Ситуация усугубляется, если сварочный аппарат подключен к «грязному» или нестабильному питанию. Иногда при сварке на открытом воздухе может потребоваться подключение сварочного аппарата к генератору. В этом случае выходное напряжение может колебаться. Традиционно в таких условиях прекрасно работают трансформаторные сварочные аппараты.
Самые последние инверторы включают коррекцию коэффициента мощности или PFC, функцию, которая автоматически компенсирует скачки напряжения и обеспечивает адекватное напряжение для инвертора. Инверторные сварочные аппараты, совместимые с генераторами, также включают высоковольтные конденсаторы для предотвращения повреждения из-за нестабильного тока.
В этом же аспекте инверторные сварочные аппараты рассчитываются на IGBT, который содержит внутренний микроконтроллер, который управляет (именно это и делает микроконтроллер) дугой в режиме реального времени. Таким образом дуга обеспечивается надежным постоянным напряжением, что, кстати, позволяет машине выполнять больше функций.
Таким образом дуга обеспечивается надежным постоянным напряжением, что, кстати, позволяет машине выполнять больше функций.
Здесь также учитывается операция после сварки. Многие специалисты считают, что при использовании инверторных сварочных аппаратов зачистка меньше, провар более равномерный, а профиль валика более ровный.
Опять же, в этом пункте инверторные сварочные аппараты получают трофей.
Инвертор против трансформатора: среда сварки
Когда мы говорим об испытании некоторого оборудования в окружающей среде, сразу же подумайте о самых тяжелых возможных условиях, например, о том, как производители автомобилей испытывают свои автомобили в пустыне и других очень сложных условиях.
На протяжении десятилетий трансформаторные сварочные аппараты использовались в самых неблагоприятных условиях и хорошо себя зарекомендовали. Честно говоря, мы не можем сказать то же самое об инверторных сварочных аппаратах, которые более уязвимы к влажности, ветру, пыли и неправильному обращению со стороны операторов.
Давайте отдадим медаль трансформаторным сварочным аппаратам. Они заслужили это.
Инвертор против трансформатора: эффективность
На данный момент я бы не стал вкладывать деньги в трансформаторные сварочные аппараты. Позвольте мне объяснить, почему.
Инверторные сварочные аппараты потребляют в среднем вдвое меньше ампер, чем трансформаторы, чтобы получить такое же количество вольт. Просто заявив об этом, мы можем увидеть здесь победителя.
В настоящее время большинство инверторных сварочных аппаратов могут работать как от переменного/постоянного тока, так и от двойного напряжения, что означает, что вы можете использовать оба источника питания 110В/220В. Это позволяет использовать их в домах, где во многих странах ток всего 110В.
Кроме того, когда речь идет об эффективности, необходимо учитывать рабочий цикл. Большинство инверторных сварочных аппаратов рассчитаны на максимальную мощность 60% рабочего цикла, в то время как это значение ограничено 20-30% в случае трансформаторных сварочных аппаратов.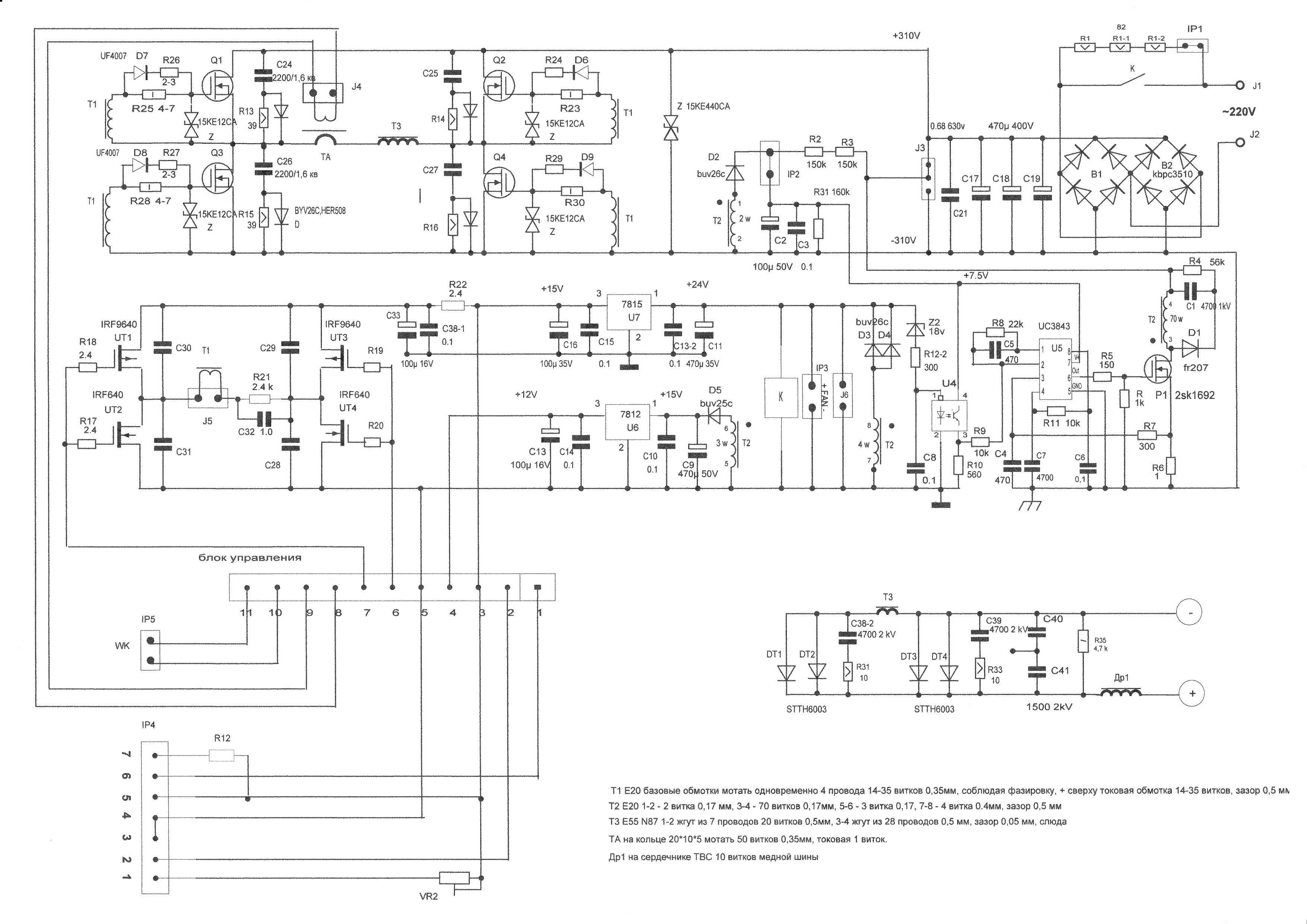
Здесь играет роль тепло, выделяемое при работе. Хотя верно то, что инверторные аппараты нагреваются быстрее, чем трансформаторные сварочные аппараты, у них есть внутренние компоненты для рассеивания этого тепла, а поскольку их компоненты меньше, они быстрее остывают. Таким образом, инверторы снова готовы к работе в течение короткого промежутка времени.
Если вы последовали моему совету выше, теперь вы собираете свои деньги.
Спросите у специалистов
Наши специалисты готовы помочь вам
У нас есть специалисты в области сварки, резки, промышленной отделки и автоматизации. Воспользуйтесь нашим опытом.
(+1) 305-470-4513
Что лучше, инвертор или трансформатор?
На этот вопрос нет однозначного и прямого ответа, потому что, как вы читали, каждая система имеет свои плюсы и минусы. Таким образом, реальный ответ можете дать только вы, основываясь на том, что вы делаете.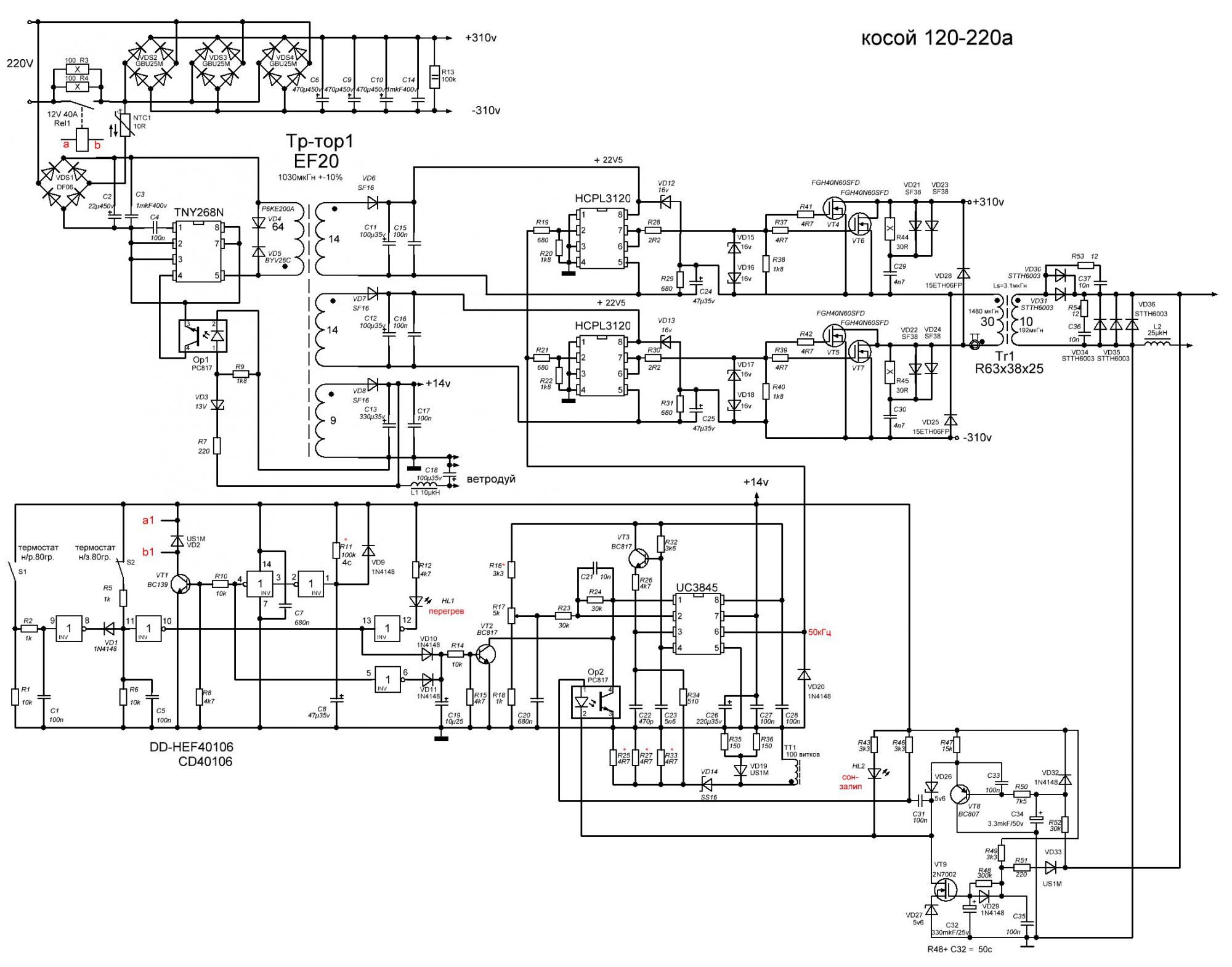
На этот вопрос нет однозначного и прямого ответа, потому что, как вы читали, каждая система имеет свои плюсы и минусы. Таким образом, реальный ответ можете дать только вы, основываясь на том, что вы делаете. Следующая таблица может помочь вам принять решение в соответствии с вашими обстоятельствами.
Позвольте нам помочь вам решить
Покупка сварочного аппарата может стать долгосрочным вложением. Вы же не хотите ошибиться. Если вы хотите, мы можем помочь вам принять решение, исходя из вашей собственной ситуации. Свяжитесь с нами, и вы очень скоро получите этот блестящий сварочный аппарат.
Запрос дополнительной информации
(+1) 305-470-4513
Имя
Электронная почта
Номер телефона
Страна
Больше подобных статей
Авторы
Редакционная группа Codinter
Редакционная группа Codinter состоит из разнообразной и многонациональной группы специалистов, исследователей и писателей, обладающих многолетним опытом разработки решений с использованием технологий для промышленных целей.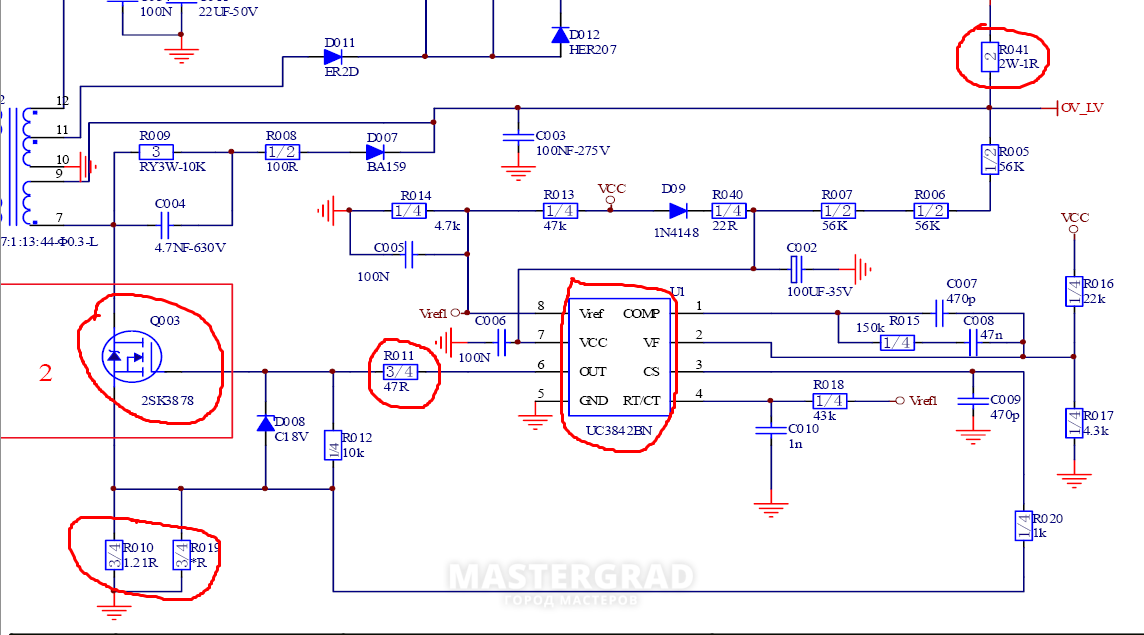
Распространяйте знания
Оставайтесь с нами
Мы хотим поделиться тем, что мы узнали из многолетнего опыта работы с продуктами и услугами для промышленности в Америке. Весь этот образовательный контент теперь в вашем распоряжении.
Сварочные аппараты DECA Греция
Сортировать по —Цена: Сначала самая низкаяЦена: Сначала самая высокаяНазвание продукта: от А до ЯНазвание продукта: от Я до АВ наличииСсылка: Сначала самая низкаяСсылка: Сначала самая высокая
Сварочные аппараты Deca на протяжении многих лет являются синонимом качества для всех, кто выполняет любые виды сварочных работ. Deca предлагает широкий ассортимент продукции по широкому ценовому диапазону, который подойдет как любителям, так и высокопрофессиональным любителям.
Deca — итальянская компания, основанная в 1972 году и обладающая значительным опытом в производстве сварочных изделий, защитных приспособлений, электродов, инверторных сварочных аппаратов для дуговой сварки низкоуглеродистой стали, нержавеющей стали, алюминия и т. д. ….
д. ….
Для чего нужен сварочный аппарат DECA?
Сварочный аппарат Deca может использоваться для изготовления различных предметов, таких как ворота, решетки, мебель и многих других предметов из мягкой стали, нержавеющей стали, алюминия и т. д.
Это необходимая поддержка для многих профессионалов, таких как как строители, кузнецы, механики и многие другие, которые могут выполнять различные задачи в короткие сроки. Он также используется тысячами энтузиастов-любителей, у которых есть возможность дать волю своему воображению и устранить небольшие бытовые неисправности, без проблем используя мощность 3 кВт бытовой электроэнергии.
Зачем выбирать сварочный аппарат DECA
Если вы хотите выполнять свои сварочные операции наилучшим образом, сварочный аппарат DECA является идеальным решением, начиная с отличного соотношения цена/качество и широкого ассортимента продукции. доступны в официальном каталоге.
Кроме того, служба поддержки клиентов эффективна и хорошо организована, так как позволяет найти многочисленные сервисные центры по всей стране, чтобы обеспечить послепродажное обслуживание при любых неисправностях Сварочные аппараты Deca .
Top-welding предлагает некоторые из наиболее востребованных сварочных аппаратов Deca, такие как следующие модели:
— DECA Job 220
— DECA Miga 218
— DECA Miga 215
— DECA I-arc 31 8 лаборатория
Сварочные аппараты DECA MIG/MAG подают поток инертного или активного газа от горелки, задачей которого является предохранение расплавленных материалов от окисления. По этой причине все сварочные работы должны выполняться в безветренном месте, чтобы избежать рассеивания газа от сварочной горелки.
Сварка, осуществляемая аппаратами непрерывной проволоки, обеспечивает максимальную эффективность и не требует остановок при каждом проходе для замены электрода и удаления отходов.
Сварочные аппараты DECA MIG MAG подходят для тех, кому приходится работать с низкоуглеродистой, нержавеющей сталью и алюминием.
Сварочные аппараты DECA MMA
Сварочные аппараты Deca MMA маленькие и очень легкие, а простая, интуитивно понятная панель управления позволяет быстро и точно регулировать сварочную дугу. Этот тип продукта также позволяет использовать основные электроды, которые очень устойчивы к сварке и равномерно проникают в сварочную ванну.
Этот тип продукта также позволяет использовать основные электроды, которые очень устойчивы к сварке и равномерно проникают в сварочную ванну.
Сварочные аппараты Deca MMA используются во многих профессиональных областях, таких как легкие столярные работы, техническое обслуживание и строительство.
Цены на сварочные аппараты Deca MMA зависят от модели, мощности и количества принадлежностей, входящих в комплект.
Тем не менее, рекомендуется тщательно оценить покупку, так как различия между одной версией и другой касаются только диаметра электродов, которые можно использовать, и силы тока; чем выше эти параметры, тем выше конечная стоимость Дека сварочный аппарат будет.
Первым параметром, который следует учитывать при выборе лучшего сварочного аппарата DECA , является метод сварки, который вы хотите использовать (MMA, MIG MAG, TIG). Если у вас все еще нет четкого представления или вы хотите время от времени выбирать, вы можете выбрать модель с несколькими процессами.
Два других элемента, которые следует учитывать, — это вес и размер, особенно если вы хотите часто перевозить сварочный аппарат.
Что касается бюджета, даже если он уже определен, рекомендуется проявить гибкость: вложив еще несколько сотен евро, вы сможете приобрести сварочный аппарат Deca, идеально подходящий для ваших нужд. На самом деле, вы должны рассматривать такую покупку как реальную инвестицию, которой суждено продлиться с течением времени, а не что-то, что можно заменить в течение нескольких месяцев.
Мощность и функции заслуживают не меньшего внимания; что касается первого, вы должны обратить внимание на потребление, поскольку традиционная бытовая электрическая система имеет максимальный предел 3 кВт, что позволяет регулировать максимальный сварочный ток примерно до 140 ампер.
Техническое обслуживание сварочного аппарата DECA
Чтобы избежать неприятных сюрпризов и обеспечить долгий срок службы и максимальную производительность вашего сварочного аппарата DECA , необходимо выполнять необходимые операции планового технического обслуживания, в том числе:
— очистка: хотя это может показаться тривиальным и очевидным понятием, это не так, так как следы пыли и грязи, если их своевременно не удалить со сварочного аппарата, могут накапливаться внутри механизмов и создавать проблемы для сварочного генератора.
