Неисправности сварочных инверторных аппаратов: Страница не найдена —
Содержание
Какие могут быть неисправности и поломки сварочных инверторов? | Часто задаваемые вопросы
Читайте также
Как обеспечить правильную сварку полуавтоматом без использования газа?
Как правильно выполнять сварочные швы методом ММА сварки? Какие они бывают?
Промышленный сварочный аппарат – как выбрать?
1
Какие могут быть неисправности и поломки сварочных инверторов?
Сварочные аппараты — оборудование, востребованное (в зависимости от
модели) для проведения строительно-монтажных, ремонтных и других
работ в быту, мастерских, на строительной площадке или
производственных предприятиях. Как и любое другое, это оборудование
Как и любое другое, это оборудование
выходит из строя по разным причинам — из-за некачественной сборки,
недоработок конструкции, несоблюдения правил эксплуатации или
естественного износа.
Основные неисправности сварочных аппаратов — трансформаторов и
инверторов
Сварочные трансформаторы более просты, по сравнению с инверторами,
обеспечивающими двойное преобразование тока питания, поэтому
определить причину их поломки проще.
Основные проявления неполадок:
-
Сварочный трансформатор или инвертор не работает при подсоединении
к сети электропитания.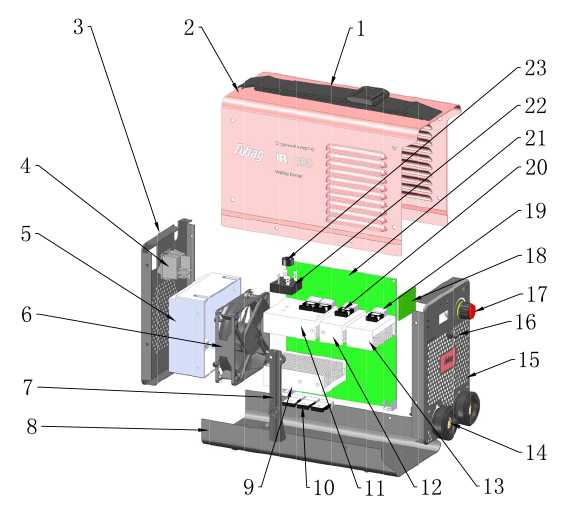 В этом случае проверяют наличие напряжения
В этом случае проверяют наличие напряжения
в сети, целостность предохранителей, вероятность обрыва токовых
обмоток, работоспособность выпрямительных диодов. Электрод
залипает на обрабатываемой детали, в месте нахождения
преобразователя появляется гул. Причиной этой проблемы могут быть:
замыкание в обмотках трансформатора, неисправность диодов,
ослабление контактов, низкое напряжение питающей сети, ошибка в
выборе режима работы сварочного аппарата. -
Сварочный трансформатор или инвертор перегревается, включается
лампочка перегрева и аппарат самопроизвольно отключается.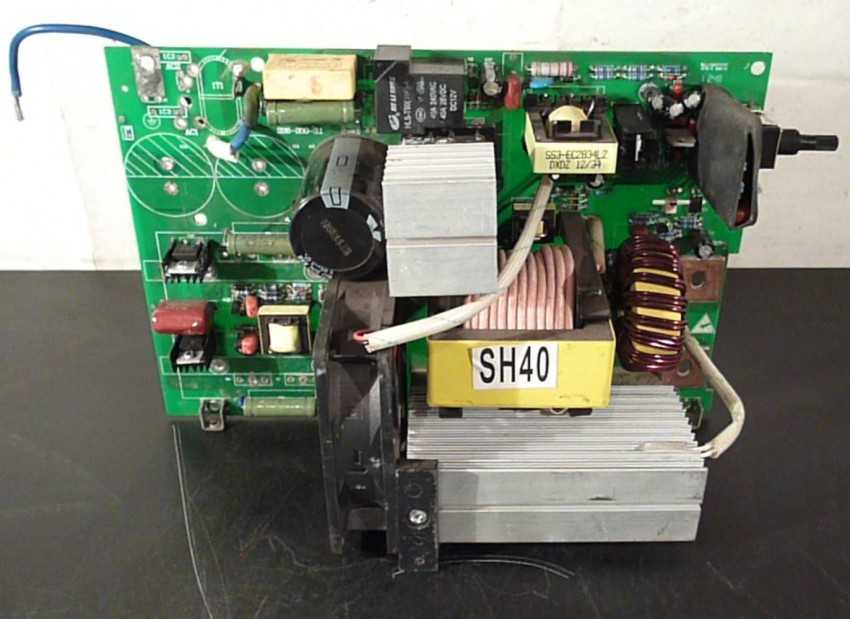 Причиной
Причиной
этого может быть слишком длительная работа (предельная
продолжительность включения указывается в техническом паспорте)
или неэффективная работа встроенного вентилятора. Вторая причина
характерна для недорогих агрегатов. К перегреву может привести
эксплуатация оборудования в слишком запыленных помещениях. Если
запыленность на объекте снизить нельзя, то необходимо периодически
разбирать аппарат и очищать его основные узлы. -
Сварочный аппарат работает, но не варит. Причиной этой проблемы
могут быть: слишком длинный удлинитель, подгорание контактов,
обрыв кабелей.
-
Почему сварочный аппарат — трансформатор или инвертор — сам
отключается? Самопроизвольное выключение может быть вызвано
замыканием проводов на корпус или
Определить, почему не работает сварочный трансформатор, инвертор,
полуавтомат, помогут специалисты сервисного центра, имеющие в
распоряжении современное диагностическое оборудование и инструмент.
Только мастера с большим опытом смогут полностью восстановить
работоспособность аппаратов и значительно продлить их рабочий
период.
Типовые Неисправности Сварочных Инверторов и Плазморезов
Опубликовано RB в
Четыре типовых причины неисправности сварочных инверторов
Всем работникам, связанным со сварочными инверторами привет!
Работаю в небольшой компании по ремонту и новому строительству. В каждой фирме, наверное, есть (по крайней мере обязаны быть) такие незаменимые работники широкого профиля. Не буду себя хвалить, но как-то так сложилось, что по жизни интересуюсь разными вещами и технологиями. А в наше время именно знания из разных областей часто пересекаются и решение каких-то проблем в одной области требует знаний в совершенно другой.
Компьютерные технологии, к примеру уже в любой технике, в том числе и в сварочной. Если раньше мы работали просто сварочными трансформаторами, потом сварочными выпрямителями типа «ВД 300». Аппараты были надежными, только тяжелыми и габаритными. Их ремонт даже не всегда требовал знаний основ электротехники. Можно было просто протянуть и заменить видимые оплавленные детали и контакты.
Аппараты были надежными, только тяжелыми и габаритными. Их ремонт даже не всегда требовал знаний основ электротехники. Можно было просто протянуть и заменить видимые оплавленные детали и контакты.
Современные сварочные инверторные аппараты напичканы электроникой и даже программным обеспечением. Профессиональные инверторы стоят дорого, потому как работают в сложных полевых условиях строек и цехов. Вся их электроника обеспечивает защиту от всевозможных воздействий снаружи, включая и человеческий фактор. Сварка на стройке и в ремонте порой сопровождается резкой и шлифовкой металла (работа болгарок) вблизи аппаратов, и такая электропроводная пыль всасывается во внутренности прибора. Повышенная влажность (дождь, снег перепады температур, зимнее время года), различные химические пары кислот и щелочей, угольной пыли, совершают свои коварные дела- убивают инверторы. А непрофессионализм и наплевательское отношение к оборудованию (а значит и к работе) выводят из строя самые защищенные модели сварочной техники. Но что делать-такова наша рабочая реальность -выход из строя очередного сварочного инвертора или аппарата плазменной резки (их конструкции и схемы схожи).
Но что делать-такова наша рабочая реальность -выход из строя очередного сварочного инвертора или аппарата плазменной резки (их конструкции и схемы схожи).
Типичные неисправности сварочных инверторов и плазморезов и их причины.
Заметки специалиста по сварке. Начну с того, что работаю я в небольшой ремонтной фирме. Зарабатываем в основном на ремонтах и реконструкциях оборудования энергетики. Кто в курсе, тот понимает, что эта отрасль относится к ОПО-опасным производственным объектам. Требования к качеству ремонта здесь
Я порой (от скуки и по просьбе)) занимаюсь несложными ремонтами различного электрооборудования. Скажу сразу, что 90% дефектов устраняются с помощью простого мультиметра отвертки, изоленты и ножа. Да еще сухого сжатого воздуха (без паров масла) от компрессора, который есть в каждой ремонтной фирме.
1. Сварочный инвертор не включается, что делать?
Пляшем от розетки:
Убедитесь, что в розетке, куда подключен аппарат есть напряжение (20 % таких дефектов от «профи» сварщиков)
Возьмите мультиметр и прозвоните на К. З. концы вилки.
З. концы вилки.
Затем раскрутите крышки аппарата и прозвоните целостность кабеля от вилки до входных клемм внутри инвертора.
Прозвоните включатель (кнопку) прозвонив контакты “ВКЛ “-” ВЫКЛ”
Основная причина такой неисправности — это разрыв цепочки питания до выпрямителя сварочного инвертора. “Специалисты” сварщики порой тягают свои аппараты за силовой кабель и ломают его в месте входа в аппарат. Кнопки выгорают из-за абразивной пыли. Если нужен срочно инвертор в работу, можно соединить контактные провода кнопки напрямую. В таком случае аппарат будет включаться только вилкой.
2. Сварочный инвертор при включении выбивает защитные автоматы сети и не включается.
- Первая причина это К.З. в вилке и кабеле, проверьте все как в пункте 1.
- Вторая причина — это пробой первичного моста выпрямителя или конденсаторов на выпрямителе. В таком случае мультиметр при подключении к разным контактам вилки или между фаз будет показывать какое-то сопротивление или К.
 З. В этом случае можно отдать в сервис по ремонту.
З. В этом случае можно отдать в сервис по ремонту.
3. При сварке срабатывает защита от перегрузки и инвертор отключается
- Причиной может быть и выход из строя транзисторов, но в основном причина в загрязнении и ослаблении контактов в электронном блоке.
- Необходимо снять кожух со сварочного инвертора, продуть все внутренности сжатым воздухом. Воздух должен быть сухим и очищенным от масла. При продувке большим давлением воздуха не повредите вентилятор обдува (лопатки вентилятора могут сломаться).
- Протяните все контакты и заземляющие провода отверткой и ключиком.
- Проверьте исправность вентилятора охлаждения.
- Проверьте разъёмные соединители проводов, при необходимости почистите и обожмите разъемы плоскогубцами.
Вовочка с отцом идут по улице. Мальчик спрашивает у папы: «Ой, а что делают эти дяди?». Отец отвечает: «Они варят трубу». Вовочка спрашивает: «А что, труба вкусная?» Анекдот. Интервью со сварщиком за рюмкой чая Сегодня (за бокалом чая) разговор с моим товарищем Андреем. Мы давно с ним знакомы. Нравится
Мы давно с ним знакомы. Нравится
4
. Сварочный ток инвертора не регулируется или “скачет” в большом диапазоне.
- Основная причина в загрязнении и “протечке” токов через абразивную пыль при повышенной влажности или слабости контактов в соединениях.
- Устраняется прочисткой с помощью воздуха или пылесоса с удалением отложений и просушкой инвертора.
- Так же проверьте разъёмные соединители проводов, при необходимости почистите и обожмите контакты.
Порой нам не хочется возиться с неисправными аппаратами, ищем сервисные службы по ремонту. Статью написал после того, как из такого вот сервиса получили 7 отремонтированных аппаратов, которые не отработали неделю. А в описании работ акта выполненных работ-перечень на двух листах и сумма в 35 т. р.! Возвращать аппараты сварки не было времени, и я решил посмотреть, что там не так. В итоге из 7 сварочных инвертора -6 исправил вышеуказанными способами. В так называемом сервисе даже не удосужились нормально почистить оборудование и установить недостающие элементы крепления (гаечки, болтики)
Популярные проблемы электронных сварочных аппаратов и решения
По сути, электронный сварочный аппарат представляет собой электрическую жесть и имеет свои принципы работы. Если пользователь не понимает, запустить его будет сложно
Если пользователь не понимает, запустить его будет сложно
Если не знать как чтобы справиться с воздействием на работу, это приводит к более сложному гарантийному процессу.
Основная кнопка питания: Основная функция — выпрямитель и преобразование напряжения переменного тока в напряжение постоянного тока.
Преобразователь постоянного напряжения в высокое переменное напряжение: Этот блок представляет собой полупроводниковое устройство, которое действует как переключатель переменного тока для изменения выходного напряжения через импульсный трансформатор.
Припаять блоки выпрямителя: получить высокочастотный переменный ток, выпрямитель, фильтр и дать сварочную кучу.
Блок обратной связи: сварочный ток/напряжение припоя на выходе обратной связи для импульсного блока для стабилизации сварочного тока/напряжения сварки.
Блок настройки сварочного тока: Установите настройку сварочного тока / сварочного напряжения.
Работа с генератором импульсов: генерирует импульсы переменной ширины, которые изменяют среднюю мощность в зависимости от нагрузки.
Некоторые популярные неисправности и решения:
Утечка тока:
Приводит к поражению электрическим током при касании крышки
Причины: Сварочный аппарат длительное время работает в пыльных условиях прилипнуть к машине или машина намокнет. Неправильная проводка вызывает внутреннее короткое замыкание.
Решения: Очистите металлическую пыль с помощью воздушного компрессора, осушителя. Проверьте соединения и затяните болт, чтобы не касаться корпуса.
Машина работает громко:
В случае поломки машины из-за незакрепленных баллонов. Можно снова закрутить
Если машина разбилась в движении, берите по гарантии.
Слабый сварочный аппарат:
Причин и решений много
Неправильно отрегулирован сварочный ток: включите руль, чтобы увеличить сварочный ток.
Размер входного провода мал: замените его на больший размер.
Неконтролируемый электрический контакт : Проверить, подтянуть лампочки от питания к машине.
Низкая мощность (ниже 180 В): Поверните рулевое колесо, чтобы увеличить напряжение для компенсации низкой мощности. Если этого недостаточно, купите машину, работающую стабильно, когда мощность слабая.
Слишком большое оттягивание сварочного аппарата от источника питания приводит к падению давления: следует использовать большую проволоку.
сверхмощный сварочный аппарат:
Отрегулировать выходную мощность нецелесообразно: поворотное рулевое управление и замедление тока против часовой стрелки.
Входная мощность слишком велика: отрегулируйте напряжение источника или замените источник питания.
Примечание:
Соблюдение техники безопасности при работе с электричеством, электросваркой, пожаровзрывоопасностью. Рабочие должны осматривать машины, оборудование, инструменты, приспособления и средства охраны труда перед началом работы и устранением неполадок
выключите машину и оборудование и поместите их в безопасное место, очистите и утилизируйте инструменты, оборудование
Техническое обслуживание позволяет избежать поломок сварочного аппарата .
 , Эпплтон, Висконсин, Марк Джеклин, Interstate Welding Sales Corp., Маринетт, Висконсин
, Эпплтон, Висконсин, Марк Джеклин, Interstate Welding Sales Corp., Маринетт, Висконсин
Основные концепции
Сварочные аппараты в плохом ремонте деньги на ветер
Аутсорсинг обеспечивает квалифицированное техническое обслуживание
Из-за долговечности и долговечности сварочные аппараты иногда не нуждаются в плановом обслуживании. Для некоторых компаний сломанный сварочный аппарат является незначительным вмешательством. Для тех, кто в значительной степени полагается на сварку, сломанный аппарат может стать причиной серьезных головных болей. Как правило, это означает дорогостоящие потери производства. Сварочные аппараты с неустойчивой дугой также расходуют энергию. Сварные швы, которые не проходят рентгеновские, ультразвуковые или другие испытания, требуют больших затрат на ремонт.
Серьезные отказы, такие как перегорание печатных плат или электрическое «перегорание» компонентов, непредсказуемы. Однако владельцы сварочного оборудования могут напрямую контролировать «мягкие отказы», ремонтируя изношенные элементы, такие как кабели, соединения, внутреннюю проводку, системы приводных роликов, пистолеты, горелки и расходные материалы. Предотвращение плавных отказов также включает в себя удаление коррозии и переносимых по воздуху загрязнений из машины, которые приводят к перегреву и выходу из строя печатной платы.
Однако владельцы сварочного оборудования могут напрямую контролировать «мягкие отказы», ремонтируя изношенные элементы, такие как кабели, соединения, внутреннюю проводку, системы приводных роликов, пистолеты, горелки и расходные материалы. Предотвращение плавных отказов также включает в себя удаление коррозии и переносимых по воздуху загрязнений из машины, которые приводят к перегреву и выходу из строя печатной платы.
Сжатые сроки и другие приоритеты часто приводят к задержкам в обслуживании до тех пор, пока не становится слишком поздно. Если это так, настоятельно рассмотрите возможность аутсорсинга обслуживания квалифицированному источнику.
Предотвратимая экономическая эффективность
Идея аутсорсинга обслуживания заключается в том, что у производителей может не быть внутренних ресурсов для выполнения обслуживания, или их внутренние ресурсы уже перегружены более насущными проблемами обслуживания.
В то время как некоторые люди могут сомневаться в том, чтобы передать работу на аутсорсинг, потому что они считают, что это стоит дороже, расчет предотвратимой эффективности затрат (PCE) может решить проблему с реальными цифрами.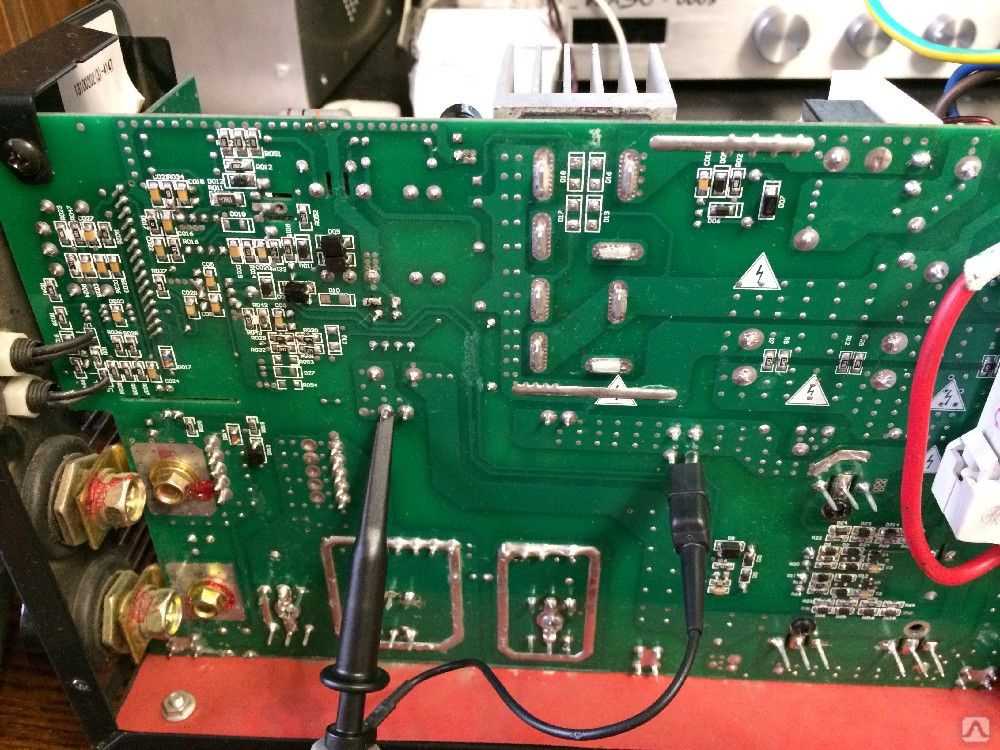 PCE является фактором стоимости простоя производства в час и стоимости обслуживания в час. Следующий расчет иллюстрирует потенциальную экономию:
PCE является фактором стоимости простоя производства в час и стоимости обслуживания в час. Следующий расчет иллюстрирует потенциальную экономию:
PCE = стоимость обслуживания в час
Если поставщик услуг взимает 75 долларов США в час за обслуживание, а время простоя стоит 500 долларов США в час, то PCE составляет 15%. Другими словами, потратьте 15 долларов на профилактическое обслуживание сейчас или заплатите 85 долларов за ремонт позже. Эксперты по обслуживанию считают, что профилактическое обслуживание обычно снижает вероятность серьезных отказов до 50%.
Контрольный список системы
Перед обслуживанием оборудования отключите его от сети; это включает в себя все вилки 115 В от кормушек и охладителей воды. Всегда соблюдайте установленные процедуры блокировки/маркировки и следуйте инструкциям по технике безопасности, приведенным в руководстве оператора. В случае сомнений свяжитесь с производителем.
Ниже приведен основной список сервисных действий для большинства сварочных систем. Полный и подробный список можно найти в руководстве пользователя или у авторизованного поставщика услуг.
Полный и подробный список можно найти в руководстве пользователя или у авторизованного поставщика услуг.
Рис. 1. Сварочные аппараты необходимо регулярно продувать для обеспечения надежной работы.
Источники питания. Приблизительно каждые шесть месяцев используйте чистый, сухой воздух для продувки внутренней части машины. В тяжелых условиях эксплуатации может потребоваться очистка ежемесячно или еженедельно (рис. 1). Для машин инверторного типа оставьте крышку открытой и направьте поток воздуха через переднюю часть машины. Если не продуть машину, это может привести к перегреву, нестабильной работе дуги, отказу платы или электрооборудования и преждевременному износу.
Проверка банка нагрузки. Испытайте каждую машину под нагрузкой, чтобы убедиться в точности результатов сварки. Это необходимо для соответствия требованиям ISO.
Кабельные соединения, кабели и электрододержатели. Плохое соединение контура сварки может привести к целому ряду проблем. Это включает в себя чрезмерное сопротивление в сварочном контуре, что, в свою очередь, приводит к блужданию дуги, дуге, которая не запускается, или дуге, которую трудно зажечь.
Рис. 2. Осмотрите кабели, чтобы убедиться, что они не повреждены.
Часто проверяйте все части цепи. Подтяните ослабленные соединения и осмотрите кабели, электрододержатели и провода заземления на предмет износа, трещин и повреждений (рис. 2). Немедленно замените сильно изношенные или поврежденные. Обратите внимание, что избыточная длина кабеля и наматывание кабеля вокруг черного металла, такого как ножка стола или труба, также вызывают неустойчивую дугу и дрейфующие параметры сварки. Используйте быстроразъемные соединения для добавления или удаления кабеля по мере необходимости, чтобы избежать этих проблем.
Оружие. Пистолет — это не молоток, но операторы часто используют его как молоток. Удары могут ослабить соединения внутри пистолета и привести к неустойчивой дуге. Осматривайте пистолеты каждые шесть месяцев, подтягивайте ослабленные соединения и выдувайте любые частицы.
Кабели и вкладыши. Очищайте кабель в сборе после окончания катушки с проводом или примерно два раза в неделю. Отсоедините кабель от фидера и проверьте надежность соединения. Продуйте кабель, направив воздух в конец контактной трубки. Постукивайте по кабелю через каждые несколько футов, чтобы ослабить остатки, застрявшие во вкладыше, и снова продуйте его.
Отсоедините кабель от фидера и проверьте надежность соединения. Продуйте кабель, направив воздух в конец контактной трубки. Постукивайте по кабелю через каждые несколько футов, чтобы ослабить остатки, застрявшие во вкладыше, и снова продуйте его.
Без регулярной очистки вкладыш со временем засорится и заклинит проволоку. Это вызывает проблемы с подачей, обычно соскальзывание, что может привести к обратному пригоранию проволоки к контактной трубке. Это может привести к застреванию птичьих гнезд на приводных роликах. Если направляющий канал очищен, но проблемы с подачей проволоки все еще остаются, вероятно, направляющий канал изношен и нуждается в замене.
Приводные ролики. Осмотрите приводные ролики после очистки троса. Если они загрязнены, снимите их и очистите проволочной щеткой. Если они деформированы, замените их. Кроме того, проверьте входную и выходную направляющие и замените их, если они деформированы из-за износа проволоки. Более выраженный износ входной направляющей может указывать на необходимость повторной центровки узла втулки катушки проволоки.
Кулеры для воды. Поддерживайте надлежащий уровень охлаждающей жидкости. Вместо воды используйте смешанную охлаждающую жидкость от производителя. Решает проблемы, связанные с образованием шлама и пенообразованием.
Газовые шланги. Пористость в валике сварного шва и плохой цвет валика могут быть результатом недостаточного покрытия защитным газом. Регулярно проверяйте шланги на наличие утечек, износа и ослабленных соединений. Погрузите напорный шланг в воду, чтобы проверить, нет ли утечек. Отремонтируйте протекающий или изношенный шланг, вырезав поврежденный участок и соединив его. Не используйте ленту.
Регуляторы. Вывести неисправный регулятор из эксплуатации для ремонта после закрытия вентиля баллона. Внешние утечки газа, чрезмерная ползучесть (когда давление нагнетания продолжает расти при закрытом нижнем клапане) и неисправные манометры (указатель не сходит со стопорного штифта при повышении давления и не возвращается на стопорный штифт после сброса давления) указывают на неисправность регулятора.
