Нитроцементация это: НИТРОЦЕМЕНТАЦИЯ | это… Что такое НИТРОЦЕМЕНТАЦИЯ?
Содержание
Нитроцементация стали: цель, виды, технология
Изделия из стали, которые применяются в узлах трения, например, в шестернях редукторов, требуют повышенной прочности для увеличения срока службы и надежности работы узлов. Высокопрочная легированная сталь имеет высокую стоимость и трудно обрабатывается. Вместе с тем, для большинства узлов не требуется высокая прочность всего объема детали, а только поверхностного слоя, непосредственно воспринимающего нагрузку. Для таких целей разработаны методы упрочнения поверхностного слоя, одним из них является нитроцементация.
Нитроцементация стали
Среди химико-физических методов можно выделить следующие:
- цементация;
- азотирование;
- цианирование;
- нитроцементация.
Два последних пункта подразумевают насыщение атомами азота и углерода тонкого внешнего слоя металла, но различаются технологией применения. Нитроцементация стали производится в газовой среде, а цианирование ведется в жидком расплаве солей. Рассмотрим метод нитроцементации подробнее.
Рассмотрим метод нитроцементации подробнее.
Содержание
Технология нитроцементации
Сущность и назначение нитроцеменетации стали заключается в особой методике процесса обработки тонкого внешнего слоя металла, который производится следующим образом. Заготовку для нитроцементации металла помещают в среду из смеси газов, в которую входит аммиак и углеродосодержащий газ. Далее металл нагревают и выдерживают в газовой смеси некоторое время. При этом происходит диффузия атомов углерода и азота в металл. Изменяются его физико-механические свойства. Попутно образуются твердые растворы соединений углерода, азота и железа.
Влияние температуры и длительности на глубину нитроцементации
Присутствие азота в атмосфере приводит к следующим особенностям нитроцеменетации, в отличие от цементации:
- Дополнительное насыщение поверхности азотом;
- Снижение температуры нагрева для возможности осуществления процесса;
- Ускорение процесса диффузии углерода.
Варьируя параметры процесса, то есть состав газовой смеси, температуру, время обработки, можно изменять глубину воздействия. Исследования показали, что с повышением температуры увеличивается скорость диффузии углерода и азота в глубину металла. Глубина проникновения атомов газа в металл регулируется временем выдержки нагретого изделия в рабочей среде.
Исследования показали, что с повышением температуры увеличивается скорость диффузии углерода и азота в глубину металла. Глубина проникновения атомов газа в металл регулируется временем выдержки нагретого изделия в рабочей среде.
По сути, нитроцементация и цианирование – это виды нитроцементации, которые различаются технологией. Детали, поверхность которых упрочнена посредством цианирования или нитроцементации, будут иметь одинаковые технические характеристики. При цианировании обрабатываемые детали помещают в расплав цианистых солей натрия или кальция. Температура обработки остается примерно такая же, как и при газовой обработке. При цианировании можно легко получить легированный слой металла до 2-х мм, но при этом следует помнить, что при увеличении толщины слоя в структуре начинают появляться темные области, хорошо заметные под микроскопом, которые указывают на избыток азота на границах кристаллов. Данные области снижают механическую прочность, увеличивая хрупкость металла.
Применение нитроцементации или цианирования возможно только для легированных сталей, в которых углерод содержится в количестве не более 0.
25%.
Для осуществления процесса диффузии азота и углерода из среды газа необходим нагрев металла до температуры 700 – 950 °С. Наиболее часто работа ведется при температуре нитроцементации 850 – 870 °С. Данные значения температуры лишь немного превышают температуру закалки и поэтому позволяют упростить процесс закалки деталей, снижают вероятность деформации и сокращают общее время производственного цикла. Уменьшить развитие деформации может также ступенчатая закалка в горячем масле. Все сказанное говорит о том, что данный вид обработки наиболее применим к деталям сложной геометрической формы, у которых повышенные требования к форме поверхности и совершенно недопустимо образование закалочных трещин.
Нитроцементация
Основная область применения нитроцементации стали – машиностроение и автомобильная промышленность. Более 90% автомобильных деталей – шестерен редукторов, валов, упрочняются при помощи нитроцианирования. Данный процесс упрочнения стали является основным в технологии производства зубчатых колес любого назначения, а также некоторых категорий инструмента из быстрорежущей стали.
Низкотемпературная нитроцементация
В некоторых областях применения нет необходимости в большой толщине обработанного упрочненного внешнего слоя. Изменив состав исходной газовой смеси, выполняют нитроцементацию металла при более щадящих температурах, чем при стандартном процессе. Используя смесь аммиака с метаном или эндогазом в равных пропорциях (по 50%) при сравнительно небольшой температуре 570°С в течении времени от получаса до 3-х часов получают тонкий поверхностный слой карбонитрида Fe3(N,C). Такой слой имеет очень высокую твердость и износоустойчивость.
Нитроцементация с низкой температурой выполняется в качестве окончательной операции уже после термической обработки — закалки и отпуска. Высокая твердость поверхности определяет область применения технологии для увеличения срока службы быстрорежущего инструмента.
Структурные изменения в металле
При внедрении атомов азота и углерода в поверхностном слое металла происходят некоторые изменения. При нитроцианировании меняется соотношение остаточного количества аустенитов и мелкокристаллических мартенситов в поверхностном слое, добавляется небольшое количество твердого раствора карбонитридов, что влияет на механические свойства – твердость и износостойкость.
При нитроцианировании меняется соотношение остаточного количества аустенитов и мелкокристаллических мартенситов в поверхностном слое, добавляется небольшое количество твердого раствора карбонитридов, что влияет на механические свойства – твердость и износостойкость.
Такая особенность структуры нитроцементированного слоя, как повышение количества аустенитов, улучшает прирабатываемость стали, что важно при работе зубчатых передач, поскольку снижается шумность работы механизмов.
В то же время несколько повышается хрупкость и снижается усталостная и контактная прочность. Особенно это качество проявляется в легированной стали с содержанием никеля более 1.2 %. Таким образом, не все марки стали допустимо обрабатывать по данной методике. Уменьшение размеров зерен структуры достигается путем дополнительной закалки и отпуска непосредственно после процесса нитроцементации. Обработанная таким образом сталь имеет меньший размер зерен, чем цементированная, что повышает ее прочность на изгиб при одновременном уменьшении толщины обработанного слоя.
По окончании процесса обработки содержание азота в слое доходит до 0.4%, а углерода до 0.9%.
Нитроцементация существенно изменяет характеристики тонкого наружного слоя металла, его твердость и износостойкость. После дополнительной термической обработки – закалки, твердость поверхностного слоя по шкале Роквелла составляет 58-64 HRC или 500 – 1000 HV по методу Виккерса. Применяя низкотемпературную цементацию, можно получить тонкий поверхностный слой с твердостью 5000 – 11000 HV.
Достоинства и недостатки нитроцементации
Среди достоинств нитроцементации можно отметить высокую технологичность процесса, простоту и удобство регулировки параметров. Подбирая температурный режим, состав газовой смеси и, в особенности, время обработки, можно легко регулировать толщину насыщаемого слоя в зависимости от предъявляемых требований. Низкая температура обработки снижает риск деформации изделия и упрощает дальнейшую закалку, поскольку необходимо лишь минимальное время для снижения температуры заготовки. Таким образом уменьшается время технологического цикла производства продукции. Обработанные изделия имеют высокое качество поверхности и отличные физико-механические свойства. У низколегированных сталей после обработки наблюдается повышение коррозионной стойкости.
Таким образом уменьшается время технологического цикла производства продукции. Обработанные изделия имеют высокое качество поверхности и отличные физико-механические свойства. У низколегированных сталей после обработки наблюдается повышение коррозионной стойкости.
Микроструктура нитроцементованных слоев
Среди множества полезных свойств нельзя забывать, что подобная методика обработки металла имеет и недостатки. Самый существенный недостаток такой разновидности нитроцементации, как цианирование – высокая токсичность компонентов производства. Для насыщения азотом и углеродом используются цианистые соли натрия и кальция, которые являются крайне токсичными веществами.
Менее существенный недостаток, который во многих областях применения является несущественным – несколько повышенная хрупкость металла после обработки. Но поскольку изменения затрагивают только сравнительно тонкий слой, данная характеристика является несущественной и нивелируется повышенной сопротивляемостью материала к износу.
При производстве деталей, нуждающихся в цианировании и последующей закалке необходимо строго соблюдать последовательность и время выполнения частей технологического процесса. Так закалка должна выполняться сразу же после окончания процесса насыщения, поскольку повторный нагрев заготовки приведет к оттоку молекул азота от обработанной поверхности. Уменьшение концентрации азота может составлять до 60%.
Как уже говорилось, низкая температура обработки позволяет объединить в едином процессе несколько видов обработки. Детали после окончания процесса насыщения требуют небольшого времени на подстуживание для дальнейшей закалки в масле. Таким образом, закалку в масле можно производить непосредственно в нитроцементационной печи.
Все виды нитроцементации засчет ускорения насыщения стали углеродом по сравнению с цементацией дают преимущество во времени обработки до 50-60%. Таким образом, основные преимущества нитроцементации заключаются в сокращении времени производства с минимальным риском отрицательного воздействия на геометрию деталей. Одновременно повышаются эксплуатационные качества благодаря присутствию азота.
Одновременно повышаются эксплуатационные качества благодаря присутствию азота.
Состав газовой смеси достаточно просто регулировать как до, так и в процессе обработки. Значительно сокращается время нагрева составляющих процесса, так как газ, подаваемый в камеру, может уже иметь необходимую температуру.
Поскольку процессы нитроцементации и цементации технологически очень похожи, для них может использоваться одно и тоже оборудование, что существенно облегчает переход на иной ассортимент продукции или изменение технологии производства.
ВЛИЯНИЕ ЭЛЕКТРОЛИТНО-ПЛАЗМЕННОЙ НИТРОЦЕМЕНТАЦИИ НА СТРУКТУРНО-ФАЗОВОЕ СОСТОЯНИЕ СТАЛЕЙ ФЕРРИТО-ПЕРЛИТНОГО КЛАССА | Попова
1. Boonruang Ch., Kumpangkeaw W., Sopunna K., Chomsaeng N., Narksitipan S. Effect of Carburizing via Current Heating Technique on the Near Surface Microstructure of AISI 1020 Steel // Chiang Mai J..jpg) Sci. 2012. Vol. 39. No. 2. P. 254 – 262.
Sci. 2012. Vol. 39. No. 2. P. 254 – 262.
2. Бондарев А.А., Тюрин Ю.Н., Погребняк А.Д., Колисниченко О.В., Дуда И.М. Влияние обработки импульсной плазмой и электронным пучком поверхности износостойких покрытий на основе Ni на их функциональные свойства // Упрочняющие технологии и покрытия. 2012. № 4. С. 16 – 20.
3. Дударева Н.Ю. Влияние режимов микродугового оксидирования на свойства формируемой поверхности // Вестник Уфимского государственного авиационного технического университета. 2013. Т. 17. № 3. С. 217 – 222.
4. Гринь Р.Р., Галлямова Р.Ф., Дударева Н.Ю., Сиренко А.А., Мусин Ф.Ф. Особенности строения модифицированного слоя, полученного микродуговым оксидированием на сплаве АК12Д // Письма о материалах. 2014. Т. 4. № 3. С. 175 – 178.
5. Григорьянц А.Г., Третьяков Р.С., Фунтиков В.А. Повышение качества поверхностных слоев деталей, полученных лазерной аддитивной технологией // Технология машиностроения. 2015. № 10. С. 68 – 73.
6. Kovaleva M., Tyurin Yu., Vasilik N. , Kolisnichenko O., Prozorova M., Arseenko M., Yapryntsev M., Sirota V., Pavlenko I. Effect of processing parameters on the microstructure and properties of WC-10Co-4Cr coatings formed by a new multi-chamber gasdynamic accelerator // Ceramics International. 2015. Vol. 41. No. 10. P. 15067 – 15074.
, Kolisnichenko O., Prozorova M., Arseenko M., Yapryntsev M., Sirota V., Pavlenko I. Effect of processing parameters on the microstructure and properties of WC-10Co-4Cr coatings formed by a new multi-chamber gasdynamic accelerator // Ceramics International. 2015. Vol. 41. No. 10. P. 15067 – 15074.
7. Kiseleva S.K., Zaynullina L.I., Dudareva N.Y. Influence of the microstructure Al-12 % Si alloy on the properties of the oxide layer formed with MAO // Materials Science Forum. 2016. Vol. 870. P. 481 – 486.
8. Мубояджян С.А., Будиновский С.А. Ионно-плазменная технология: перспективные процессы, покрытия, оборудование // Авиационные материалы и технологии. 2017. № 5. С. 39 – 54.
9. Yerokhin A.L., Nie X., Leyland A., Matthews A., Dowey S.J. Plasma electrolysis for surface engineering // Surface and Coatings Technology. 1999. Vol. 122. No. 2-3. P. 73 – 93.
10. Gupta P., Tenhundfeld G., Daigle E.O., Ryabkov D. Electrolytic plas ma technology: Science and engineering – an overview // Surface and Coatings Technology. 2007. Vol. 201. No. 21. P. 8746 – 8760.
2007. Vol. 201. No. 21. P. 8746 – 8760.
11. Belkin P.N., Kusmanov S.A. Plasma electrolytic hardening of steels: Review // Surface Engineering and Applied Electrochemistry. 2016. Vol. 52. No. 6. P. 531 – 546.
12. Рахимянов Х.М., Еремина А.С. Установка для химико-термической обработки в электролитной плазме // Сборник научных трудов НГТУ. 2006. № 3 (45). С. 141 – 144.
13. Куликов И.С., Ващенко С.В., Каменев А.Я. Электролитно-плазменная обработка материалов. – Минск: Беларуская навука, 2010. – 232 с.
14. Kusmanov S.A., Shadrin S.Yu., Belkin P.N. Carbon transfer from aqueous electrolytes to steel by anode plasma electrolytic carbu ri sing // Surface and Coatings Technology. 2014. Vol. 258. P. 727 – 733.
15. Alfereva T.I., Belkin P.N., Zhirov A.V. Rapid cementation of steel from a coating under anodic electrolytic heating conditions // Journal of Surface Investigation: X-Ray, Synchrotron and Neutron Techniques. 2015. Vol. 9. No. 2. P. 313 – 316.
16. Belkin P. N., Kusmanov S.A., Dyakov I.G., Komissarova M.R., Parfenyuk V.I. Anode plasma electrolytic carburizing of commercial pure titanium // Surface and Coatings Technology. 2016. Vol. 307. P. 1303 – 1309.
N., Kusmanov S.A., Dyakov I.G., Komissarova M.R., Parfenyuk V.I. Anode plasma electrolytic carburizing of commercial pure titanium // Surface and Coatings Technology. 2016. Vol. 307. P. 1303 – 1309.
17. Skakov M., Rakhadilov B., Batyrbekov E., Scheffner M. Change of Structure and Mechanical Properties of R6M5 Steel Surface Layer at Electrolytic-Plasma Nitriding // Advanced Materials Research. 2014. Vol. 1040. P. 753 – 758.
18. Kusmanov S.A., Smirnov A.A., Silkin S.A., Belkin P.N. Modification of Low-Alloy Steel Surface by Plasma Electrolytic Nitriding // Journal of Materials Engineering and Performance. 2016. Vol. 25. No. 7. P. 2576 – 2582.
19. Белкин П.Н., Кусманов С.А. Электролитно-плазменное азотирование сталей // Поверхность. Рентгеновские, синхротронные и нейтронные исследования. 2017. № 7. С. 95 – 118.
20. Kusmanov S.A., Kusmanova Yu.V., Naumov A.R., Belkin P.N. Features of Anode Plasma Electrolytic Nitrocarburising of Low Carbon Steel // Surface and Coatings Technology. 2015. Vol. 272. P. 149 – 157.
2015. Vol. 272. P. 149 – 157.
21. Kusmanov S.A., Dyakov I.G., Kusmanova Yu.V., Belkin P.N. Surface Modification of Low-Carbon Steels by Plasma Electrolytic Nitrocarburising // Plasma Chemistry and Plasma Processing. 2016. Vol. 36. No. 5. P. 1271 – 1286.
22. Kusmanov S.A., Grishina E.P., Belkin P.N., Kusmanova Y.V., Kudryakova N.O. Raising the corrosion resistance of low-carbon steels by electrolytic-plasma saturation with nitrogen and carbon // Metal Science and Heat Treatment. 2017. Vol. 59. No 1-2. P. 117 – 123.
23. Суминов И.В., Белкин П.Н., Эпельфельд А.В., Людин В.Б., Крит Б.Л., Борисов А.М. Плазменно-электролитическое модифицирование поверхности металлов и сплавов. В 2 т. Т. 1. – М.: Техносфера, 2011. – 464 с.
24. Попова Н.А., Журерова Л.Г., Никоненко Е.Л., Скаков М.К. Влия ние электролитно-плазменной нитроцементации на фазовый состав стали 30ХГС // Материаловедение. 2016. № 8. С. 26 – 31.
25. Попова Н.А., Ерыгина Л.А., Никоненко Е.Л., Скаков М.К., Конева Н. А., Козлов Э.В. Фазовые превращения в стали 34ХН1М под действием электролитно-плазменной нитроцементации // Известия РАН. Серия физическая. 2017. Т. 81. № 3. С. 383 – 385.
А., Козлов Э.В. Фазовые превращения в стали 34ХН1М под действием электролитно-плазменной нитроцементации // Известия РАН. Серия физическая. 2017. Т. 81. № 3. С. 383 – 385.
26. Попова Н.А., Никоненко Е.Л., Ерболатова Г.У., Калашников М.П., Скаков М.К. Фазовые превращения в сплаве 40ХНЮ под действием плазменной химико-термической обработки // Фундаментальные проблемы современного материаловедения. 2018. Т. 15. № 3. С. 339 – 347.
27. Эволюция фазового состава, дефектной структуры, внутренних напряжений и перераспределение углерода при отпуске литой конструкционной стали / Э.В. Козлов, Н.А. Попова, О.В. Кабанина, С.И. Климашин, В.Е. Громов. – Новокузнецк: изд. СибГИУ, 2007. – 177 с.
28. Иванов Ю.Ф., Козлов Э.В. Объемная и поверхностная закалка конструкционной стали – морфологический анализ структуры // Изв. вуз. Физика. 2002. Т. 45. № 3. С. 5 – 23.
2. Нитроцементация:
Это насыщение пов слоя изделия одновременно
углеродом и азотом.
Этот процесс похож на цементацию т. к. в
к. в
осн пов слой насыщается С вместе с тем
прис азота позволяет заметно понизить
t процесса
N –пониж темпер фазовых
превращений, переход в аустенитную
область при более низкой температуре.
Благодаря этим преимуществам
нитроцементация в массовом производстве
(автом) повсеместно вытеснила цементацию
и является самым распространенным
способом ХТО.
Технология: В печное производство вводят
одновременно CO и
3. Ционирование:
Это поверх насыщение азотом и углеродом
в жидкостной среде, т.е. в ваннах,
наполненных расплавами солей.
Соли:
Процесс при
Подвергаются: режущие инструменты из
быстрореж ст
Особенности:
относит выс скорость насыщения 20*30 min
на реж кромках слой до 0,1 мм.
Этого достаточно, чтобы повысить
стойкость в 1,5-2 раза
очень эффективный способ
окончат физ-хим обработка
Преимущества:
Ционирование подвергает только режущую
кромку т. к. конус фрезы должен быть пласт
к. конус фрезы должен быть пласт
Недостаток:
Большая токсичность
Цементация стали. Стали для цементации. Процесс цементации, возможности автоматизации.
Цементация –насыщение
поверхностного слоя С
насыщение из газовой среды, сод активные
атомы С, эти атомы адсорбируются на
поверхностном слое изделия и проникает
во внутрь с помощью диффузии.диффузия интенсивней если выше t°
время диффузии выше следовательно
поверхностный слой выше т.о. в цехе слой
цементации регулируют с помощью
изменения температуры и времени
Важный параметр: выбор стали с низким
содержанием С
Ст10, Ст15, Ст20, Ст25 (низкоуглеродистые —
цементуемые)
После цементации содержание С повышается
на 1% и после закалки приобретает высокую
прочность
Не пов ст: У10 и У12
Сердцевина с низким содержанием С
После цементации и закалки низкий
отпуск, чтобы получить уровень прочности
Технология:
Используют газовый агрегат
газовая.
 Изделия нагревают до
Изделия нагревают додля того, чтобы весь объем был занят
зернами аустенита, это необходимо т.к.
раст С в аустените гораздо больше чем
в Феррите.
Время маленькое. Пр печи дост газ СО из
т. для С разлаг но С:
;
атомы С начин диф;
мм;
слой 1,2·2 мм-15·20ч;
осуществл: -статн стац печах -проходных
конв печах
В штатн печах: к концу цементации в таких
печах охлажд до цеховой температуры
очень медленно(не откр кр печи)
Строение поверхностного слоя после зам
охл:
З
акалка
после цементации:
После закалки на поверхности:
Затем отпуск (180-200°С)
Тв. Пов 62-64 HRC,а внутри
сохран ударная вязкость
2. В проходных печах: в этих конвеерных
печах муфель (камера) горизонт, под углом
к горизонту, вращается 3 об\мин
Цементация совмещена с закалкой
Поверхности:
(+остаточный
аустенит)
Из-за большой температуры закалки много
аустенита в заготовке
Используют легир стали (18ХГТ)
Цементуемые стали.
 Обработка, структура, свойства. Назначение в промышленности
Обработка, структура, свойства. Назначение в промышленности
С содержанием С=0,1-0,25% низкоуглеродистые
Содержание легирующих элементов в
сталях не должно быть слишком высоким,
но должно обеспечить требуемую
прокаливаемость поверхностного слоя
и сердцевины.
Нелегированные ст: Ст10,Ст15,Ст20
Легированные ст: Ст12ХН, Ст15ХН, Ст12ХНВА
ТО:
Цементация | Чтобы получить твердый поверхностный |
Закалка | |
Низкий отпуск |
Легирующие вводят в эти стали для:
-повышение прокаливаемости
-возможность охлаждать в масле
структура и свойства на поверхности
те же что у стали нелегированной
различия лишь в прокаливаемости стали
Легированные стали позволяют иметь под
тонким поверхностным слоем(1-2мм) после
цементации увеличивается твердость и
прочность сердцевины.
Это обеспечивает возм обеспеч повыш
Конт напр, без продавливаемости пов
слоя
Карбиды задерживают рост зерен цементита
и позволяет понизить температуру
Легированные стали широко применяют в
тракторном и сельскохозяйственном
машиностроении, в автомобильной
промышленности, тяжелом и транспортном
машиностроении в меньшей степени в
станкостроении, инструментальной и
других видах промышленности. Это стали
применяют для тяжело нагруженных
металлоконструкций.
Стали, в которых суммарное количество
содержание легирующих элементов не
превышает 2.5%, относятся к низколегированным,
содержащие 2.5-10% — к легированным, и более
10% к высоколегированным (содержание
железа более 45%).Наиболее широкое
применение в строительстве получили
низколегированные стали, а в машиностроении
— легированные стали.
Нитроцементация хромомарганцевых наплавок при восстановлении изношенных деталей машин Текст научной статьи по специальности «Технологии материалов»
НИТРОЦЕМЕНТАЦИЯ ХРОМОМАРГАНЦЕВЫХ НАПЛАВОК ПРИ ВОССТАНОВЛЕНИИ ИЗНОШЕННЫХ ДЕТАЛЕЙ МАШИН
В. В. Бедин, Л. Х. Балдаев, Д. В. Ко. тыков, М.Б. Ковынев
В. Бедин, Л. Х. Балдаев, Д. В. Ко. тыков, М.Б. Ковынев
Аннотация. Представлены экспериментальные данные, показывающие высокую эффективность нитроце-ментации покрытий, наплавленных хромомарганцевыми проволоками Нп-30ХГСА и Св-08ХГ2С. Нитроцемента-ция при температуре 600…650 °С в активной азотисто-углеродной пасте значительно повышает твердость наплавок и создает на поверхности сжимающие напряжения, что благотворно скажется на износостойкости и усталостной прочности восстановленных деталей.
Ключевые слова: нитроцементация, наплавка, упрочнение стальных деталей, восстановление деталей машин.
Наплавка, то есть нанесение с помощью сварки слоя металла на поверхность изделия, широко применяется при восстановлении изношенных деталей машин. При этом появляется возможность наплавлять на поверхности деталей из дешевых углеродистых сталей слой легированного металла, отличающегося повышенными механическими и эксплуатационными свойствами.
Наибольший объем наплавочных работ в ремонтном производстве в настоящее время выполняется методом дуговой сварки под слоем флюса и в среде защитных газов. Наплавка позволяет восстанавливать детали различных размеров и форм с различными, в том числе и весьма большими, износами [1]. Главный недостаток дуговой наплавки заключается в том, что при ее проведении происходит глубокий прогрев детали с изменением структуры металла, в результате чего происходит потеря прочности и коробление восстановленных деталей. В поверхностных наплавленных слоях возникают значительные растягивающие напряжения, которые вызывают снижение усталостной прочности или даже появление трещин [2].
Наплавка позволяет восстанавливать детали различных размеров и форм с различными, в том числе и весьма большими, износами [1]. Главный недостаток дуговой наплавки заключается в том, что при ее проведении происходит глубокий прогрев детали с изменением структуры металла, в результате чего происходит потеря прочности и коробление восстановленных деталей. В поверхностных наплавленных слоях возникают значительные растягивающие напряжения, которые вызывают снижение усталостной прочности или даже появление трещин [2].
Применяемые в настоящее время наплавочные материалы и оборудование позволяют в значительной степени уменьшить недостатки метода, однако устранить такой недостаток, как невысокая усталостная прочность наплавленных деталей, никакими технологическими приемами не удается.
Радикальной мерой, которая может устранить этот присущий наплавке недостаток и одновременно повысить износостойкость наплавленных слоев, является их химико-термическая обработка. При такой обработке на поверхностях деталей создаются напряжения сжатия, которые, как известно, благоприятно влияют на долговечность их при циклическом нагружении, и повышается твердость поверхностных слоев.
В условиях ремонтного производства наиболее рациональным методом поверхностного упрочнения наплавленных деталей может быть нитроцементация, так как она является наиболее универсальным процессом, может обеспечивать насыщение стали азотом и углеродом в заданных количествах и тем самым способствовать созданию на поверхности широкой гаммы фазовых композиций, обеспечивающих требуемые свойства упрочняемых деталей. Во всех случаях нитроцементация способствует образованию на поверхности благоприятных напряжений сжатия.
Был проведен эксперимент по исследованию влияния низкотемпературной нитроцементации (500.750 °С) на характеристики структуры диффузионных слоев и на их твердость.
Низкотемпературный процесс был выбран из тех соображений, что он способствует снижению затрат энергии на проведение упрочняющих операций, не тре-
бует закалки после нитроцементации и не вызывает сильного коробления упрочняемых деталей. Все это является весьма положительными моментами в плане внедрения его в ремонтное производство. Кроме того, использование для нитроцементации пастообразного азотисто-углеродного карбюризатора делает процесс упрочнения предельно простым и удобным для внедрения в производство с минимальными затратами.
Кроме того, использование для нитроцементации пастообразного азотисто-углеродного карбюризатора делает процесс упрочнения предельно простым и удобным для внедрения в производство с минимальными затратами.
В качестве объектов исследования были выбраны наплавленные покрытия, полученные с использованием легированных проволок Нп-30ХГСА и Св-08ХГ2С. Наплавка проводилась в газовой среде, состоящей из смеси углекислого газа и аргона (в равных количествах), на полуавтомате А-548. Нитроцементация проводилась с использованием пасты следующего состава (% масс.): железосинеродистый калий К4Бе(СМ)6 — 20 %; аморфный углерод (сажа ДГ-100) — 50 %; раствор нитроцеллюлозы в ацетоне (нитролак НЦ-222) [3].
Нитроцементация образцов (из стали 30Х) с наплавленными слоями проводилась в лабораторной шахтной печи СШОЛ-12-М3-ЦЧ в закрытых контейнерах. Образцы перед загрузкой в контейнер покрывались нитроцементующей пастой (слоем ~ 1,5 мм) и высушивались. Пространство между образцами заполнялось нейтральным наполнителем — чугунной стружкой. Процесс проводили при различных температурах и при различных выдержках в соответствии с матрицей мате-магического планирования эксперимента. После нит-роцементации образцы охлаждались в воде (содержимое контейнера высыпалось в емкость с холодной водой).
Процесс проводили при различных температурах и при различных выдержках в соответствии с матрицей мате-магического планирования эксперимента. После нит-роцементации образцы охлаждались в воде (содержимое контейнера высыпалось в емкость с холодной водой).
На нитроцементованных образцах определяли глубину и твердость диффузионных (карбонитридных) слоев на поверхности наплавленного металла.
Как показали результаты эксперимента, названные характеристики оказались практически идентичны характеристикам покрытий, наплавленных как проволокой Нп-30ХГСА, так и более дешевой проволокой Св-08ХГ2С. Вид структуры нитроцементованных слоев на обеих наплавках определяется только режимами обработки — главным образом температурой (рисунок 1).
а) б)
Рисунок 1 — Микроструктуры нитроцементованных слоев покрытия, наплавленного проволокой Св-08Г2С (х 300): а) — температура нитроцементации 550 °С; б) -температура нитроцементации 650 °С. Длительность нитроцементации — 3 часа
Рентгеноструктурный анализ нитроцементованных поверхностей наплавленных покрытий позволил уста-
новить, что их фазовый состав определяется температурой обработки. При температурах до ~ 600 °С на поверхности наплавок образуется сплошной слой, представленных, главным образом, гексагональным карбо-нитридом е (рисунок 1-а). При повышенных температурах нитроцементованные слои имеют две зоны (рисунок 1-б): на поверхности — зона карбонитридов, изоморфных с цементитом, под ней — зона карбонитрида е.
При температурах до ~ 600 °С на поверхности наплавок образуется сплошной слой, представленных, главным образом, гексагональным карбо-нитридом е (рисунок 1-а). При повышенных температурах нитроцементованные слои имеют две зоны (рисунок 1-б): на поверхности — зона карбонитридов, изоморфных с цементитом, под ней — зона карбонитрида е.
Надо отметить, что при увеличении температуры нитроцементации свыше 700 °С сплошность слоя карбонитридов нарушается. Карбонитридная фаза (главным образом цементитного типа) начинает формироваться в виде отдельных включений, изолированных друг от друга участками твердорастворной матрицы (рисунок 2).
Глубина слоев с карбонитридными включениями, полученными при повышенных температурах нитроцементации, значительно (в несколько раз) превышает глубину сплошных карбонитридных слоев, полученных при низких температурах.
Рисунок 2 — Микроструктура покрытия, наплавленного проволокой Св-08Г2С, нитроцементованного при 750 °С (3 ч) (х 300)
Влияние температуры и длительности нитроцемен-тации на глубину и твердость диффузионных слоев на нитроцементованных наплавках (проволока Св-08ХГ2С) представлено на рисунках 3 и 4.
0,40
0,35 I 0,30 0,25 «0,20 «0,15 , 0,10 0,05
2 HRA)
✓ / ч N
/ / / -‘ •Л», ••’•Л
/ / / /$ з — V 5 ,я £■ aZ 5 5″ г, е.
/ / 1 /
/ / / 1 de» ) •.•;»
/ / / / / V о
/У
90
85
80
75 <г
ее
—
70 X
о.
65 а S-
60
55
500 550 600 650 700 750 Температура нитроцементации, ‘С
Рисунок 3 — Влияние температуры нитроцементации покрытия, наплавленного проволокой Св-08ХГ2С, на глубину карбонитридного слоя (1) и твердость поверхности (2). Длительность нитроцементации 5 ч
Повышение температуры нитроцементации приводит к интенсивному увеличению глубины карбонит-
ридных слоев, однако твердость при этом увеличивается только до температуры ~ 650 °С. При дальнейшем повышении температуры нитроцементации твердость диффузионных слоев на наплавленном металле заметно снижается (рисунок 3). Это связано, по-видимому, с тем, что в карбонитридных слоях, полученных при температуре 650 °С, начинает преобладать фаза изоморфная с цементитом. Эта карбонитридная фаза располагается непосредственно на нитроцементованной поверхности и имеет твердость примерно в 1,5 раза ниже, чем карбонитрид е, располагающийся под цементитом. В соответствии с таким изменением структуры и фазового состава нитроцементованного слоя изменяется и его твердость (снижается).
Эта карбонитридная фаза располагается непосредственно на нитроцементованной поверхности и имеет твердость примерно в 1,5 раза ниже, чем карбонитрид е, располагающийся под цементитом. В соответствии с таким изменением структуры и фазового состава нитроцементованного слоя изменяется и его твердость (снижается).
Увеличение длительности нитроцементации при температуре, обеспечивающей максимальную твердость (~ 620 °С), влияет на эту характеристику только в первые два часа — твердость в этот период резко возрастает. При дальнейшем увеличении времени нитроце-ментации твердость остается практически на одном, весьма высоком, уровне (рисунок 4).
0,40 0,35 t 0,30
0
1 0,25
9
S
t 0,20
х
о
10
2 0,15
И =
I, 0,10
и
0,05
/
/
/ / 1
1 1
1 1 1 Klo,
1 1
1 у
0
2 3 4 5 6 Длительность нитроцементации, ч
Рисунок 4 — Влияние длительности нитроцемента-ции покрытия, наплавленного проволокой Св-08ХГ2С, на глубину карбонитридного слоя (1) и твердость поверхности (2). Температура нитроцементации 620 °С
Температура нитроцементации 620 °С
Глубина карбонитридного слоя растет прямо пропорционально времени нитроцементации до ~ 6 часов, что свидетельствует об интенсивной диффузии азота и углерода через сплошную корку карбонитридов. Снижение интенсивности роста карбонитридного слоя после 6-часовой выдержки связано, по-видимому, с истощением нитроцементующей обмазки.
Под коркой карбонитридов в диффузионных слоях нитроцементованных наплавок располагается обширная зона азотистых а- и у-твердых растворов. Продукты превращения азотистого аустенита, образующиеся при быстром охлаждении нитроцементованного слоя, также имеют весьма высокую твердость (HRA 50…55), они подпирают слой карбонитридов и повышают его стойкость против воздействия локальных нагрузок.
Для определения эффективности нитроцементации для повышения усталостной прочности изделий с наплавленными покрытиями был проведен эксперимент по изучению влияния режимов нитроцементации на уровень остаточных напряжений в поверхностных слоях.
Остаточные напряжения определяли методом разрезных колец (метод Н. Н. Давиденкова) [3]. На кольцевые образцы из стали 30Х диаметром 30 мм и толщиной стенки 3 мм наплавляли покрытия проволокой Св-08ХГ2С толщиной 0,5 мм (после протачивания для получения гладкой поверхности). Подготовленные таким образом образцы подвергали нитроцементации при различных температурах, охлаждали в воде и делали
разрез с одной стороны (тонким шлифовальным кругом). После этого определяли деформацию кольца и по ее величине рассчитывали остаточные напряжения в диффузионных слоях. Результаты эксперимента представлены в таблице.
Таблица 1 — Остаточные напряжения на поверхности наплавленных покрытий, нитроцементованных (5 часов) при различных температурах ___
Температура нитроцементации, °С 500 550 600 650 700 750
Остаточные напряжения, МПа 625 475 208 133 +67 +84
(-) — напряжения сжатия; (+) — напряжения растяжения
Наиболее высокие напряжения сжатия, благоприятные для обеспечения высокой усталостной прочности наплавленных изделий, возникают в нитроцементован-ных слоях, полученных при низких температурах обработки. Повышение температуры приводит к уменьшению сжимающих напряжений в диффузионных слоях, что, по-видимому, связано с увеличением толщины этих слоев и с изменением их фазового состава.
Повышение температуры приводит к уменьшению сжимающих напряжений в диффузионных слоях, что, по-видимому, связано с увеличением толщины этих слоев и с изменением их фазового состава.
Критическая температура нитроцементации, при которой на поверхности наплавок еще присутствуют сжимающие напряжения, составляет, по нашим данным, ~ 650 °С. Выше этой температуры возникают растягивающие напряжения. Это происходит, по-видимому, из-за того, что карбонитридный слой теряет сплошность, а напряжения, возникающие при росте отдельных частиц карбонитридов (имеющий большой удельный объем по сравнению с аустенитом), релакси-руются при повышенной температуре в участках мягкой матрицы.
Таким образом, можно заключить, что нитроцементация покрытий, полученных наплавкой хромомарган-цевыми проволоками в среде защитных газов, значительно увеличивает их твердость и создает на поверхности сжимающие напряжения. Это будет способствовать повышению износостойкости и усталостной прочности стальных изделий с такими покрытиями. Восстановление изношенных деталей машин такими наплавками с последующей нитроцементацией в азотисто-углеродной пасте при температуре 600.650 °С позволит увеличить их послеремонтный ресурс (до уровня новых деталей или даже выше) и представляется весьма выгодным в условиях ремонтного производства.
Восстановление изношенных деталей машин такими наплавками с последующей нитроцементацией в азотисто-углеродной пасте при температуре 600.650 °С позволит увеличить их послеремонтный ресурс (до уровня новых деталей или даже выше) и представляется весьма выгодным в условиях ремонтного производства.
Список использованных источников
1 Батищев А. Н., Голубев И. Г., Лялякин В. П. Восстановление деталей сельскохозяйственных машин. — М.: Ин-формагротех, 1995. — 296 с.
2 Хасуи А., Моригаки О. Наплавка и напыление. — М.: Машиностроение, 1985. — 240 с.
3 Костин Н. А., Трусова Е. В. Износостойкость нитро-цементованных наплавок штамповых сталей // Машиностроение и инженерное образование. — 2011. — № 3. — С. 2-7.
4 Тылкин М. А. Справочник термиста ремонтной службы. — М.: Металлургия, 1981. — 684 с.
Информация об авторах
Бедин Василий Викторович, соискатель ФГБОУ ВПО «Российский государственный аграрный заочный университет», Московская область, г. Балашиха.
Балдаев Лев Христофорович, доктор технических наук, генеральный директор ООО «Технологические системы защитных покрытий», Московская область, г. Щербинка.
Щербинка.
Колмыков Денис Валерьевич, кандидат технических наук, доцент кафедры электроснабжения и электрооборудования ФГБОУ ВПО «Курская ГСХА».
Ковынев Максим Борисович, аспирант ФГБОУ ВПО «Курская ГСХА».
Ферритная нитроцементация
Не путать с Карбонитрирование.
Ферритная нитроцементация или же FNC, также известные под собственными названиями Тенифер, Туфтрид и Мелонит а также ARCOR,[Примечание 1][1] это ряд фирменных упрочнение процессы, которые распространяются азот и углерод в железо металлы на суб-критические температуры во время солевой ванны. Другие методы нитроцементации трехвалентного железа включают газовый процесс, такой как Нитротек и ионные (плазменные). Температура обработки колеблется от 525 ° C (977 ° F) до 625 ° C (1157 ° F), но обычно происходит при 565 ° C (1049 ° F). При этой температуре стали и другие ферросплавы остаются в ферритный фазовая область. Это позволяет лучше контролировать размерную стабильность, которая отсутствовала бы в случае процессов упрочнения, которые происходят, когда сплав переходит в аустенитный фаза. [2] Существует четыре основных класса ферритной нитроцементации: газообразный, соляная ванна, ион или же плазма, и псевдоожиженный слой.[3]
[2] Существует четыре основных класса ферритной нитроцементации: газообразный, соляная ванна, ион или же плазма, и псевдоожиженный слой.[3]
Процесс используется для улучшения трех основных целостность поверхности аспекты, включая сопротивление истиранию, усталость свойства и устойчивость к коррозии. Дополнительным преимуществом этого материала является то, что он вызывает небольшое искажение формы в процессе закалки. Это связано с низкой температурой обработки, которая снижает тепловые удары и позволяет избежать фазовые переходы в стали.[4]
Содержание
- 1 История
- 2 Процессы
- 2.1 Ферритная нитроцементация в соляной ванне
- 2.2 Газовая ферритная нитроцементация
- 2.3 Плазменная ферритная нитроцементация
- 2.4 Постокисление черного оксида
- 3 Использует
- 4 Рекомендации
- 4.1 Библиография
- 5 внешняя ссылка
История
Первые методы ферритной нитроцементации были выполнены при низких температурах, около 550 ° C (1022 ° F), в ванне с жидкой солью. Первой компанией, которая успешно коммерциализировала процесс, была Imperial Chemical Industries в Великобритания. Компания ICI назвала свой процесс «кассетой» из-за завода, на котором он был разработан. [5][6] или лечение «Сульфинузом», потому что в солевой ванне была сера. Хотя процесс был очень успешным с высокоскоростными шпинделями и режущие инструменты, возникли проблемы с очисткой раствора, потому что это была не очень вода растворимый.[7]
Первой компанией, которая успешно коммерциализировала процесс, была Imperial Chemical Industries в Великобритания. Компания ICI назвала свой процесс «кассетой» из-за завода, на котором он был разработан. [5][6] или лечение «Сульфинузом», потому что в солевой ванне была сера. Хотя процесс был очень успешным с высокоскоростными шпинделями и режущие инструменты, возникли проблемы с очисткой раствора, потому что это была не очень вода растворимый.[7]
Из-за проблем с очисткой компания Joseph Lucas Limited начала эксперименты с газообразными формами ферритной нитроцементации в конце 1950-х годов. К 1961 году компания подала заявку на патент. Обработка поверхности была аналогична процессу Sulfinuz, за исключением образования сульфидов. Атмосфера состояла из аммиак, углеводород газы и небольшое количество других углеродсодержащих газов.[8]
Это стимулировало разработку немецкой компанией более экологически чистого процесса солевых ванн. Degussa после получения патентов ICI. [9] Их процесс широко известен как процесс Tufftride или Tenifer. Вслед за этим в начале 1980-х был изобретен процесс ионного азотирования. Этот процесс имел более короткое время цикла, меньше требовал очистки и подготовки, формировал более глубокие корпуса и позволял лучше контролировать процесс.[10]
[9] Их процесс широко известен как процесс Tufftride или Tenifer. Вслед за этим в начале 1980-х был изобретен процесс ионного азотирования. Этот процесс имел более короткое время цикла, меньше требовал очистки и подготовки, формировал более глубокие корпуса и позволял лучше контролировать процесс.[10]
Процессы
Несмотря на название, процесс представляет собой модифицированную форму азотирование и нет науглероживание. Общими признаками этого класса этого процесса является введение азота и углерода в ферритное состояние материала. Процессы разбиты на четыре основных класса: газообразный, соляная ванна, ион или же плазма, или же псевдоожиженный слой. Торговое название и запатентованные процессы могут незначительно отличаться от общего описания, но все они представляют собой форму ферритной нитроцементации.[11]
Ферритная нитроцементация в соляной ванне
Ферритная нитроцементация в соляной ванне также известна как жидкая ферритная нитроцементация или же жидкая нитроцементация[12] и также известен под торговыми марками Туфтрид[3] и Тенифер. [13]
[13]
Самая простая форма этого процесса — товарный знак. Мелонит процесс, также известный как Мели 1. Чаще всего используется на сталях, спеченный утюги и чугуны снизить трение и улучшить носить и коррозионная стойкость.[14][15]
В процессе используется соляная ванна щелочь цианат. Он содержится в стальном котле с аэрация система. Цианат термически реагирует с поверхностью заготовки с образованием щелочи. карбонат. Затем ванна обрабатывается для обратного преобразования карбоната в цианат. Поверхность, образованная в результате реакции, имеет составной слой и диффузионный слой. Составной слой состоит из железа, азота и кислорода, устойчив к истиранию и устойчив при повышенных температурах. Диффузионный слой содержит нитриды и карбиды. В Твердость поверхности колеблется от 800 до 1500 HV в зависимости от Марка стали. Это также обратно влияет на глубину корпуса; То есть из высокоуглеродистой стали образуется твердый, но неглубокий корпус. [14]
[14]
Аналогичный процесс является товарным знаком Nu-Tride процесс, также известный как Колен процесс (который на самом деле является названием компании), который включает в себя цикл предварительного нагрева и промежуточного охлаждения. Промежуточная закалка — это окисляющий соляная ванна при 400 ° C (752 ° F). Эту закалку проводят от 5 до 20 минут перед окончательной закалкой до комнатной температуры. Это сделано для минимизации искажений и уничтожения цианатов и цианидов, оставшихся на заготовке.[16]
Другие процессы, защищенные товарным знаком: Sursulf и Tenoplus. Sursulf содержит соединение серы в соляной ванне для создания поверхностных сульфидов, которые создают пористость в поверхности заготовки. Эта пористость используется для сдерживания смазки. Tenoplus — это двухэтапный высокотемпературный процесс. Первая стадия происходит при 625 ° C (1157 ° F), а вторая стадия — при 580 ° C (1076 ° F).[17]
Газовая ферритная нитроцементация
Газообразная ферритная нитроцементация также известна как контролируемое нитроцементация, мягкое азотирование, и вакуумная нитроцементация или торговыми названиями UltraOx,[18]Нитротек, Nitemper, Деганит, Тринидинг, Corr-I-Dur, Nitroc, НИТРЕГ-С и Nitrowear, Нитронег. [3][19] Процесс работает для достижения того же результата, что и процесс в соляной ванне, за исключением того, что для диффузии азота и углерода в заготовку используются газовые смеси.[20]
[3][19] Процесс работает для достижения того же результата, что и процесс в соляной ванне, за исключением того, что для диффузии азота и углерода в заготовку используются газовые смеси.[20]
Детали сначала очищаются, обычно паровое обезжиривание процесс, а затем нитроцементация при температуре около 570 ° C (1058 ° F), время процесса составляет от одного до четырех часов. Фактические газовые смеси являются запатентованными, но обычно они содержат аммиак и эндотермический газ.[20]
Плазменная ферритная нитроцементация
Ферритная нитроцементация с помощью плазмы также известна как ионное азотирование, плазменное ионное азотирование или же азотирование тлеющим разрядом. Процесс работает для достижения того же результата, что и соляная ванна и газовый процесс, за исключением того, что реакционная способность среды не зависит от температуры, а из-за состояния ионизации газа.[21][22][23][24] В этом методе интенсивные электрические поля используются для генерации ионизированных молекул газа вокруг поверхности для диффузии азота и углерода в заготовку. Такой высокоактивный газ с ионизированными молекулами называется плазма, называя технику. Газ, используемый для плазменного азотирования, обычно представляет собой чистый азот, поскольку не требуется самопроизвольного разложения (как в случае газообразной ферритной нитроцементации аммиаком). Благодаря относительно низкому диапазону температур (от 420 ° C (788 ° F) до 580 ° C (1076 ° F)), который обычно применяется во время плазменной ферритной нитроцементации и бережного охлаждения в печи, деформация деталей может быть минимизирована. Заготовки из нержавеющей стали можно обрабатывать при умеренных температурах (например, 420 ° C (788 ° F)) без образования осадков нитрида хрома и, следовательно, сохранения их свойств коррозионной стойкости.[25]
Такой высокоактивный газ с ионизированными молекулами называется плазма, называя технику. Газ, используемый для плазменного азотирования, обычно представляет собой чистый азот, поскольку не требуется самопроизвольного разложения (как в случае газообразной ферритной нитроцементации аммиаком). Благодаря относительно низкому диапазону температур (от 420 ° C (788 ° F) до 580 ° C (1076 ° F)), который обычно применяется во время плазменной ферритной нитроцементации и бережного охлаждения в печи, деформация деталей может быть минимизирована. Заготовки из нержавеющей стали можно обрабатывать при умеренных температурах (например, 420 ° C (788 ° F)) без образования осадков нитрида хрома и, следовательно, сохранения их свойств коррозионной стойкости.[25]
Постокисление черного оксида
К процессу нитроцементации может быть добавлен дополнительный этап, называемый постокислением. При правильном выполнении постокисление создает слой черный оксид (Fe3О4), что значительно увеличивает коррозионную стойкость обработанного основания, оставляя эстетически привлекательный черный цвет. [26] С момента введения Глок В 1982 году этот тип нитроцементации с последующим окислением стал популярным в качестве заводской отделки пистолетов в стиле милитари.
[26] С момента введения Глок В 1982 году этот тип нитроцементации с последующим окислением стал популярным в качестве заводской отделки пистолетов в стиле милитари.
Использует
Эти процессы чаще всего используются для низкоуглеродистых, низколегированных сталей, однако они также используются для средне- и высокоуглеродистых сталей. Общие приложения включают шпиндели, кулачки, шестерни, умирает, гидравлические поршневые штоки, и порошковый металл составные части.[27]
Glock Ges.m.b.H., Австрийский Производитель огнестрельного оружия использовал технологию Tenifer до 2010 года для защиты стволов и затворов пистолеты они производят. Финиш на Пистолет Глок это третий и последний процесс отверждения. Он имеет толщину 0,05 мм (0,0020 дюйма) и дает 64 Рейтинг твердости C по Роквеллу через нитридную ванну при 500 ° C (932 ° F).[28] Окончательная матовая, антибликовая поверхность соответствует или превосходит нержавеющая сталь спецификации, на 85% более устойчивы к коррозии, чем твердые хром отделка и устойчивость к коррозии в соленой воде составляет 99,9%. Другие торговые марки включают, среди прочего, Tuffride / Tuffrider, QPQ, Sulfinuz, Sursulf, Meli 1 и Nitride.
Другие торговые марки включают, среди прочего, Tuffride / Tuffrider, QPQ, Sulfinuz, Sursulf, Meli 1 и Nitride.
Библиография
- Пай, Дэвид (2003), Практическое азотирование и ферритное нитроцементация, ASM International, ISBN 978-0-87170-791-8.
- Пай, Дэвид. «О Дэвиде Пай». Pye Metallurgical International Consulting. Получено 10 января 2017.
- Пай, Дэвид. «Книги Дэвида Пая». Pye Metallurgical International Consulting. Получено 10 января 2017.
- Джозеф Р. Дэвис (2001), Обработка поверхностей для обеспечения устойчивости к коррозии и износу, ASM International, стр. 115, ISBN 0-87170-700-4
внешняя ссылка
- Tufftride- / QPQ-процесс: техническая информация
- : Что такое Tufftride?
Цементизация стали, химико термическая обработка металлов и сплавов, азотирование, нитроцементация- что это за виды
01. 01.1970
01.1970
Цементация стали — воздействие подогревом для улучшения технических параметров и структуры поверхности. Ее используют по отношению к деталям из разнообразных сплавов. Процесс включает многократный нагрев, выдержку и охлаждение. По окончании процедуры изделие становится тверже, прочнее, улучшаются характеристики. Рассмотрим подробнее, с какой целью производят закалку, отжиг, какие есть виды, их описание.
Что называется термической обработкой металла: основы, общие принципы
В процессе данной технологии кристаллическая решетка болванки преобразуется. Задача – изменить свойства, а не ее конфигурацию и габариты. По завершении заготовка приобретает требуемые по технологии параметры и уникальное строение. Рассмотрим, для чего нужна закалка металла и как она влияет на структуру стали после процедуры:
- • для улучшения технологических характеристик посредством разупрочнения, данный процесс применяют в качестве подготовительной операции или промежуточного этапа;
- • для получения требуемых технических характеристик посредством упрочнения либо приобретения специализированной структуры;
- • для фиксации размера и конфигурации, а также получения новых свойств заготовки.

Все процедуры допускаются только на материалах, в которых температурные превращения выполняются подобным образом. Воздействие температурой применяют с целью производства режущих элементов оснастки, станков, машин и производственного оборудования. Отвечая на вопрос, какие виды стали подвергаются закалке, отметим, что процедура подходит для металлов любых марок, требующих повышения износоустойчивости.
Виды и их описание
Температурное воздействие чаще всего применяется к стальным материалам и некоторым сплавам. Основы базируются на управлении диффузией для получения структур с заданными параметрами, на полиморфной трансформации, на различной степени растворения углерода. Поверхность нагревают сильнее критической точки, запускающей превращение в определенной фазе. У каждой есть свои критические точки нагрева. Эти показатели проверяют по схеме.
Отжиг: как проводится, температура, режим для стали, таблица
Это нагревание изделия, выдержка его в определенном температурном режиме, а потом постепенное охлаждение до 2-3⁰ в минуту. Плавное понижение возможно в песке либо в условиях печи. Процесс позволяет убрать остаточное напряжение, получается стабильная структура. Рассмотрим ниже, как он проводится. Данную процедуру используют:
Плавное понижение возможно в песке либо в условиях печи. Процесс позволяет убрать остаточное напряжение, получается стабильная структура. Рассмотрим ниже, как он проводится. Данную процедуру используют:
- •для улучшения пластичности и понижения твердости для осуществления операций режущим инструментом;
- • для устранения неоднородности в структуре, возникшей поле отвердения отливки при ее удалении;
- • для снижения напряжения внутри болванки, возникающего после механического воздействия, давлением и другими разновидностями нетермической обработки;
- • для удаления хрупкости, улучшения сопротивлению ударной вязкости, а также изменения свойств неклепаных деталей.
Назначение отжига стали — получение заданных технических показателей кристаллической решетки. Для этого нагрев выставляют на 20-30⁰ больше критической точки, при которой кристаллическая решетка начинает меняться. Для металлов данная точка составляет 723⁰С. Для крупных изделий и заготовок сложной конфигурации подогрев выполняют медленно. Режим подразумевает последующее охлаждение в соответствии с составом материала:
Для крупных изделий и заготовок сложной конфигурации подогрев выполняют медленно. Режим подразумевает последующее охлаждение в соответствии с составом материала:
- • у углеродистых – 100-200⁰ за час;
- • у низкоуглеродистых- 50-60⁰;
- • у высоколегированных – более длительно.
Охлаждение в большинстве осуществляют плавно, не вынимая из печи. Может использоваться полная и неполная закалка. Для удаления внутреннего напряжения достаточно второго вида. Углеродистые составы подогревают до 760⁰. При полном отжиге учитывают количество углерода. Если его количество не превышает 0,8%, температура составляет 930-960⁰С, если выше — до 760⁰С. Время выдержки зависит от параметров изделия. Охлаждение осуществляют до 20⁰. После отжига необходима проверка на качество процедуры. Добротность заготовки определяют по виду излома, а режим нагрева – по таблице.
Закалка: режимы, основные показатели, виды и способы для металла и нержавеющей стали
Это очень быстрое остывание после подогрева до максимальных градусов. Она уместна для получения неравномерной структуры, которая придает прочности материалу. Процедуру выполняют резко, что позволяет повысить износоустойчивость. Существует несколько режимов. Они различаются температурой нагрева, временем выдержки и скоростью охлаждения. На выбор режима влияют химические характеристики стальной болванки. После проведения процедуры учитывают два основных показателя:
Она уместна для получения неравномерной структуры, которая придает прочности материалу. Процедуру выполняют резко, что позволяет повысить износоустойчивость. Существует несколько режимов. Они различаются температурой нагрева, временем выдержки и скоростью охлаждения. На выбор режима влияют химические характеристики стальной болванки. После проведения процедуры учитывают два основных показателя:
- Закаливаемость – получение твердости. Не все разновидности сырья поддаются подобному воздействию, в итоге материал остается недостаточно твердым. Наименьшей восприимчивостью обладают стальные заготовки, у которых количество углерода не превышает 0,3%. Время выдержки определяют по цвету.
- Прокаливаемость. В процессе поверхность остывает быстрее, чем сердцевина болванки. Охлаждающая жидкость быстро забирает тепло с поверхности. Чем медленнее происходит процесс, тем глубже происходит воздействие. Глубина его зависит от внутренней структуры материала, используемой среды и температуры.
Многие считают, что данные две процедуры также называются термической обработкой металлов. Такое мнение ошибочно. Оба термина обозначают параметры процесса закаливания, по которым определяют качество работ. Не будем подробно описывать, как при закалке изменяются свойства низкоуглеродистых сталей и цвет, отметим, что мелкозернистые изделия прокаливаются на меньшую глубину, чем крупнозернистые. Проверку осуществляют на изломе, осматривая структуру поверхности и твердость.
Различают несколько видов в зависимости от количества используемых сред и способов. Задействование одного вида охладителя уместно не для всех типов болванок. Из-за быстрого снижения градусов нагрева в структуре возникает сильное напряжение, температура распределяется неравномерно, что может привести к растрескиванию и искривлению.
Способы подбирают с учетом состава материала. Заэвтектоидные стальные изделия лучше всего выдерживать именно в одном охлаждающем. Заготовки со сложной геометрией поддают обработке в двух средах. Изначально их охлаждают в воде до 400⁰, потом кладут в масло, оставляя в нем до окончательного остывания.
Заготовки со сложной геометрией поддают обработке в двух средах. Изначально их охлаждают в воде до 400⁰, потом кладут в масло, оставляя в нем до окончательного остывания.
Ступенчатая закалка не допускает случайного растрескивания и искажения. Изделие помещают в ванну, прогретую свыше 250⁰, затем окунают в масло или оставляют остывать на воздухе. Процедура уместна для болванок из углеродистого материала с сечением до 10 мм, а также крупных заготовок из легированной стали.
Процесс изотермическим методом выполняют жидкой солью, обеспечивая большую выдержку, чем при ступенчатой процедуре. Данный способ позволяет охладить заготовку с любой скоростью, поверхность не растрескивается, деталь не коробится, сохраняется нужная вязкость.
Светлая выполняется в защитной среде. Заготовку нагревают в специализированной печи. Чтобы поверхность приобрела светлый чистый цвет, процесс выполняют ступенчато. Предмет подогревают в хлористом натрии, затем опускают в расплавленную щелочь для остывания.
Лазерная — осуществляется лазерами при 103 — 104 Вт/см2. На обработанном основании формируется закаленная полоса, состоящая из зоны оплавления, отпуска и участка нагрева. Метод необходим для повышения устойчивости к степени нагрева, износу, коррозии и механическому влиянию, а также другим показателям. Компания «Сармат» предлагает широкий ассортимент металлообрабатывающих станков отечественного производства с доставкой по всей территории России. Комплектация подбирается с учетом целей.
Нормализация металла: технология процесса, температура закалки для обычной и низкоуглеродистых стали
Процедура представляет собой нагрев свыше показателей критической точки, выдерживание и охлаждение естественным образом на воздухе. Она позволяет получить нормализованную структуру материала. Ее используют для поверхностей различных типов. Температура должна превышать критические показатели на 50⁰. Время выдержки рассчитывают, руководствуясь нормой: на 1 час приходится 25 мм толщины болванки.
Заготовки большого сечения нагревают в соляной ванне, придерживаясь технологии. Это позволяет снизить внутреннее напряжение, избежать деформации и растрескивания. Когда нагрев поверхности снижается ниже критической точки, возможно быстрое охлаждение в масле или воде.
Отпуск стали после закалки: таблица
Он используется после закаливания. Ее применяют для металлических болванок, из которых будут изготовлены инструменты. Заготовку изымают из охлаждающей среды в определенный момент до наступления полного остывания. Остаточное тепло из сердцевины выходит наружу, нагревая поверхность. После того как достигнуты заданные показатели, охлаждение продолжают до полного остывания. Характеристки выдержки контролируют по таблице.
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
20
|
|
|
|
|
|
|
|
|
|
|
35
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
45
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
65Г
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
20Х
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
40Х
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
50Х
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
12ХН3А
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
7ХГ2ВМ
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
60С2А
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
35ХГС
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
50ХФА
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
ШХ15
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
У7, У7А
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
У8, У8А
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
У10, У10А
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 9ХС
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
ХВГ
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
12Х18Н9Т
|
|
|
|
|
|
|
|
|
|
|
40ХН2МА, 40ХН2ВА
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
ЭИ961Ш
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
20Х13
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
40Х13
|
|
|
|
|
|
|
|
|
 , град.С
, град.С
 до 40 мм
до 40 мм
 до 60 мм
до 60 мм
 до 30 мм
до 30 мм
 до 100 мм
до 100 мм
 до 100 мм
до 100 мм
 до 200 мм
до 200 мм
 до 20 мм
до 20 мм
 до 30 мм
до 30 мм
 до 20 мм
до 20 мм
 до 18 мм
до 18 мм
 до 5 мм
до 5 мм
 до 8 мм
до 8 мм
 до 60 мм
до 60 мм
 до 30 мм
до 30 мм
 до 60 мм
до 60 мм
 до 140 мм
до 140 мм

 до 100 мм
до 100 мм
 300..500 мм
300..500 мм
Криогенная обработка
Это вид термообработки металлов, предполагающий обработку предмета с помощью влияния низкой температуры. В качестве низкотемпературной среды используется жидкий азот, кипящий при -195,8⁰. Метод уместен для улучшения механических характеристик инструментальных и тугоплавких сталей. Процедура улучшает показатели в 1,5-3 раза. Достоинством является однократность процесса.
В качестве низкотемпературной среды используется жидкий азот, кипящий при -195,8⁰. Метод уместен для улучшения механических характеристик инструментальных и тугоплавких сталей. Процедура улучшает показатели в 1,5-3 раза. Достоинством является однократность процесса.
Глубокое воздействие холодом позволяет сохранить высокие механические свойства на протяжении всего срока службы режущих инструментов. Контроль параметров охлаждение-отпуск-нагрев-выдержка осуществляется компьютером. Компания «Сармат» предлагает широкий ассортимент металлообрабатывающего оборудования на базе ЧПУ, в том числе универсальные и мобильные станки. Допускается покупка оборудования в лизинг.
Благодаря трансформации остаточного аустенита в мартенсит обеспечивается нужная прочность и износоустойчивость. Данный вид при низкой температуре используется с целью стабилизации формы для деталей, где не допускаются погрешности допуска на заготовках титана и алюминия. Повышение ударной прочности происходит при выделении карбидов легирующих элементов. Их количество увеличивается при понижении температуры крио и увеличении срока выдержки. Карбиды заполняют микроскопические пустоты на границах трещин, делая кристаллическую решетку когерентной.
Их количество увеличивается при понижении температуры крио и увеличении срока выдержки. Карбиды заполняют микроскопические пустоты на границах трещин, делая кристаллическую решетку когерентной.
Преимущества термической обработки как вида закалки для цветных и обычных металлов и сплавов
Воздействию подвергают различные категории, выполняя обработку. К достоинству обработки относят:
- • износоустойчивость металлического изделия;
- • увеличение технических показателей заготовки;
- • снижение затрат на изготовление новых деталей;
- • уменьшение вероятности получения брака во время производства.
Осуществляют в специализированных печах, оснащенных регулировкой нагрева. Режим выставляется в соответствии с особенностями закалки определенного типа поверхностей.
Что такое химико-термическая обработка металлов: общие принципы и назначение для стали
Технология заключается в трансформации наружного слоя посредством изменения его структуры и состава. Ниже рассмотрим ее особенности. Процедура позволяет получить твердость и износоустойчивость. Состав элементов меняется из-за проникновения их в материал из используемой среды. Структура и состав внешней поверхности трансформируется. Технология осуществляется в несколько этапов:
Ниже рассмотрим ее особенности. Процедура позволяет получить твердость и износоустойчивость. Состав элементов меняется из-за проникновения их в материал из используемой среды. Структура и состав внешней поверхности трансформируется. Технология осуществляется в несколько этапов:
- • диссоциация – разложение в условиях газа молекул и различных соединений с последующим созданием активных атомов;
- • адсорбция – забор свободных атомов из газа;
- • диффузия – попадание вглубь металла абсорбированных атомов под воздействием их тепловой энергии без стороннего воздействия.
Процесс осуществляется посредством нагревания детали и выдержки ее в активной среде, содержащей необходимые химические компоненты. Концентрация охладителя бывает различной. Качество слоя зависит от правильности сочетания всех этапов.
Виды химико-термической обработки металла и сплавов, описание
Основными считаются наполнение углеродом, азотом, диффузную металлизацию. Подогрев в жидкости предполагает выдерживание предмета в расплавленной соли либо железе. С помощью газового способа получают восстановительные и обменные реакции, диссоциации и диспропорционирования.
Подогрев в жидкости предполагает выдерживание предмета в расплавленной соли либо железе. С помощью газового способа получают восстановительные и обменные реакции, диссоциации и диспропорционирования.
Цементация стали – что это
Это наполнение углеродом внешнего слоя заготовок, в котором количество химического элемента не превышает 25%. Процедура улучшает плотность поверхности, ее износоустойчивость и твердость. При этом нижние слои остаются вязкими. Обработка уместна для заготовок, подвергающихся контактному износу. В конце выполняют закаливание и отпуск, контролируя качества операции.
Метод уместен по окончании механической обработки посредством покрытия изделия обмазками или слоем меди. Степень нагрева детали зависит от состава. Чем меньше в ней углерода, тем выше нагрев. Для абсорбирования и диффузии минимальный порог нагрева составляет не менее 900-950⁰. Рассмотрим ниже процесс метода цементации металла, что это такое.
Насыщение углеродом осуществляют каменноугольным полукоксом, торфяным коксом либо древесным углем. Концентрация химического вещества на поверхности составляет до 1%, иначе материал становится хрупким. Далее его нормализуют. Цементацию в газе выполняют бензолом, метаном либо керосином.
Концентрация химического вещества на поверхности составляет до 1%, иначе материал становится хрупким. Далее его нормализуют. Цементацию в газе выполняют бензолом, метаном либо керосином.
Азотирование стали – что это
Это наполнение внешнего слоя азотом при подогреве в среде аммиака до 480-650⁰. Оно повышает устойчивость к коррозии и износу. При насыщении размер детали увеличивается. Степень изменения зависит от температуры и состава. Чаще всего применяют диапазон 500-520⁰. Выдерживая при таких параметрах в течение 24-90 часов можно увеличить толщину до 0,5 мм.
Нитроцементация или цианирование
Так называют разновидность азотирования. Рассмотрим, в чем отличие от поверхностной нитроцементации (закалки) стали, что это такое. Процесс представляет собой наполнение внешнего слоя одновременно углеродом и азотом. Процедуру проводят на материалах, количество азота в которых составляет 0,3-0,4%. Пропорция веществ регулируется температурой. Чем она выше, тем больше остается углерода. При пересыщении обоими компонентами изделие становится хрупким. Ее также именуют нитроцементацией. Ее проводят в газе или жидкости. Высокотемпературная процедура позволяет избежать деформации.
Чем она выше, тем больше остается углерода. При пересыщении обоими компонентами изделие становится хрупким. Ее также именуют нитроцементацией. Ее проводят в газе или жидкости. Высокотемпературная процедура позволяет избежать деформации.
Диффузионная металлизация
Она предполагает обогащение поверхностей другими химическими элементами. В отличие от цементации замещающий слой получается несколько раз тоньше из-за медленно протекающей диффузии. Его выполняют при подогреве до 1000-1200⁰. Процесс требует длительного времени. К основным видам процесса относят наполнение бором, хромом, алюминием и кремнием.
Что такое нитроцементация? Чем это отличается от азотирования (и преимущества)
Как тебе сегодня повезло, панк? У культового Smith & Wesson 29, прославившего Dirty Harry, есть современный нитроцементированный кузен. И пресловутый Глок 17 из Крепкого орешка, 24 и многих других фильмов и ТВ тоже нитроцементирован.
Используете ли вы холодную твердую сталь?
Для инструментов, штампов и других металлических компонентов часто требуются низкоуглеродистые низколегированные стали. Или, может быть, вы создаете что-то вроде кулачков, режущих лезвий, штампов или поршневых штоков. Даже средне- и высокоуглеродистые стали иногда нуждаются в окончательной отделке для повышения сопротивления усталости металла.
Или, может быть, вы создаете что-то вроде кулачков, режущих лезвий, штампов или поршневых штоков. Даже средне- и высокоуглеродистые стали иногда нуждаются в окончательной отделке для повышения сопротивления усталости металла.
Готовые изделия устойчивы к истиранию и коррозии. Вы знакомы с азотированием и нитроцементацией? Эти процессы упрочняют поверхности обрабатываемых деталей. Но в чем разница?
Читайте дальше, чтобы узнать больше.
Что такое нитроцементация?
Нитроцементация представляет собой термохимический диффузионный процесс. Азот, углерод и очень небольшое количество атомов кислорода диффундируют на поверхность стали или других сплавов железа. Это формирует поверхностный слой соединения и диффузионный слой.
Существует два типа нитроцементации. Оба типа являются низкотемпературными, то есть между 490°C и 580°C. Это ниже температуры отпуска стали, которая превышает 600°С. Процессы вызывают незначительные искажения или не вызывают их вовсе.
Нитроцементация чаще применяется для низколегированных сталей, мягких сталей и чугунов, но в равной степени может применяться к любой стали, термически стабильной при температурах обработки.
Аустенитная и ферритная нитроцементация
Первый тип – аустенитный. Аустенитная нитроцементация происходит в верхней части температурного диапазона. У него есть определенные преимущества:
- Повышает твердость поверхности
- Высокая износостойкость
- Отличная усталостная прочность
- Повышенная коррозионная стойкость
- От нулевого до минимального искажения
Ферритная нитроцементация проводится при более низкой температуре. Его часто используют вместо хромирования. Глубина его слоя обычно меньше, чем у аустенитной нитроцементации.
Ферритная нитроцементация решает некоторые проблемы изменения размера и деформации, возникающие при высокотемпературной обработке.
Оба типа нитроцементации используются для стали и других металлов из сплавов железа в солевой ванне.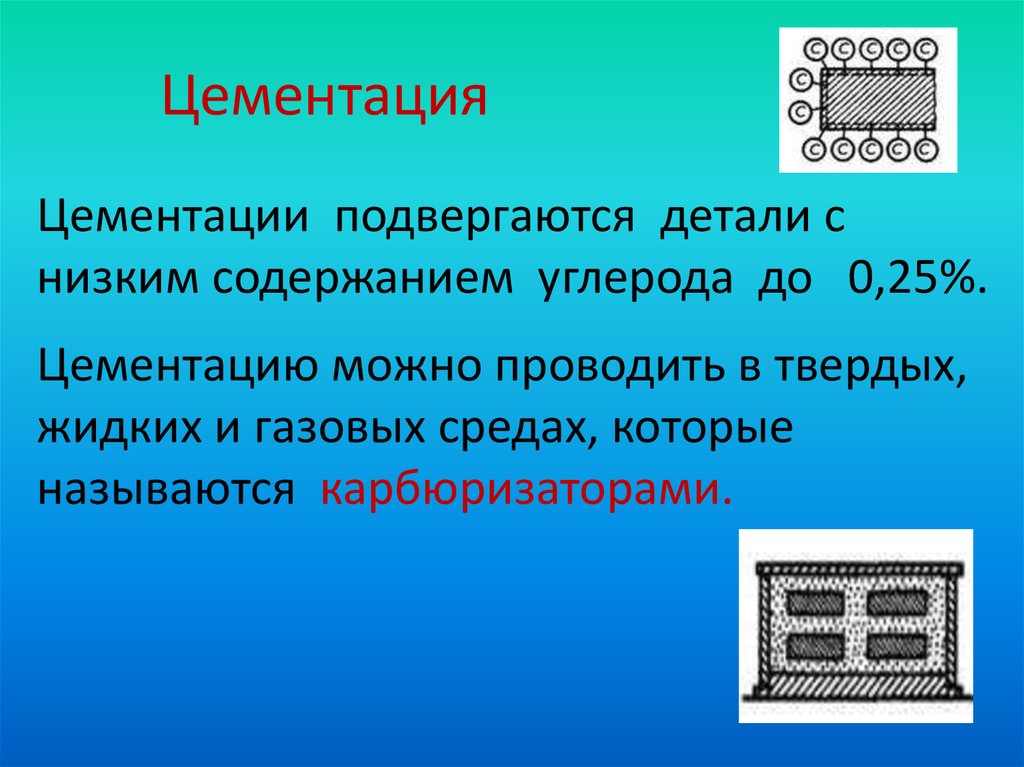 Несмотря на название, этот процесс на самом деле представляет собой модифицированную форму азотирования с добавлением углерода.
Несмотря на название, этот процесс на самом деле представляет собой модифицированную форму азотирования с добавлением углерода.
Азотирование по сравнению с нитроцементацией
Азотирование — это еще один низкотемпературный процесс, при котором азот переносится и поглощается сталью. Это происходит при температуре около 510°C.
Чаще всего термин азотирование относится к стали, нагретой в газообразном аммиаке. Термин нитроцементация относится к стали, обработанной солью или экзогазом. Процесс проводят в закрытой ретортной печи при температуре 490°C и 530°C в проточной атмосфере аммиака до 120 часов
В отличие от нитроцементации, при азотировании переносится только азот. Процессы азотирования придают поверхности твердость и отчетливую микроструктуру. Однако процесс азотирования занимает в десятки и сотни раз больше времени, чем нитроцементация, для достижения той же глубины слоя.
Почему выбирают нитроцементацию, а не другие процессы?
Более эффективное время процесса является основной причиной выбора нитроцементации по сравнению с классическим азотированием. Оба процесса обеспечивают поверхностное упрочнение, защиту от истирания и улучшение адгезионной прочности.
Оба процесса обеспечивают поверхностное упрочнение, защиту от истирания и улучшение адгезионной прочности.
Слой соединения азотированной или нитроцементированной стали имеет толщину от 2 до 30 микрометров. Этот слой определяет коррозионную стойкость, трение и износостойкость.
Под слоем компаунда находится диффузионная зона, уходящая вглубь стали. Диффузионный слой составляет около 0,1–0,5 мм. Твердость и глубина диффузионного слоя определяют статическую и усталостную прочность, а также несущую способность.
В зависимости от сплава и процесса, практически такая же глубина слоя и твердость могут быть достигнуты за 4 часа азотированием, что потребовало бы 24 часов при классическом процессе азотирования.
Области применения
Благодаря этому процессу достигается диапазон твердости от 300 до 1300 по Виккерсу. Это зависит от используемого стального сплава. Твердость составного слоя будет определять, насколько устойчив сплав к износу.
Примеры применения:
- Цилиндры
- Поршни
- Шестерни
- Коленчатые валы
- Кулачки
- Бочки
Азотирование и нитроцементация могут заменить обработку поверхности, такую как хромирование или чернение. Это также выглядит хорошо.
Это также выглядит хорошо.
Преимущества нитроцементации для некоторых применений
Для поверхностей, подверженных воздействию песка или других абразивов, нитроцементация обеспечивает стойкость к абразивному износу. После нитроцементации твердость поверхности выше, чем твердость абразивных частиц. Однако этот составной слой довольно тонкий, поэтому сама по себе эта форма защиты подходит только в мягких условиях.
С другой стороны, нитроцементация улучшает стойкость стали к адгезионному износу. Составной слой обеспечивает низкое трение. Противоположные стальные поверхности будут иметь меньшую склонность к слипанию. Смазка, добавленная к пористому внешнему слою, имеет тенденцию сохраняться дольше.
Повышенная коррозионная стойкость по сравнению с другими термическими и термохимическими обработками. Другие методы поверхностного упрочнения не имеют дополнительного преимущества в виде привлекательного глубокого черного цвета.
Как упоминалось ранее, основными преимуществами нитроцементации являются ее низкая стоимость, сокращенный производственный цикл и очень малая деформация обработанных материалов.
Выберите Miheu Precision для удовлетворения ваших потребностей в нитроцементации
Miheu — это семейный бизнес с более чем 40-летним опытом термообработки стали. Оборудование включает в себя решения для термообработки стали, такие как традиционная закалка в масле и отпуск в шахтных печах. Кроме того, Miheu имеет самые передовые системы для нитроцементации и всех видов азотирования.
Позвольте эксперту Miheu помочь найти наиболее подходящее решение для конкретных требований к стали. Исследуйте отжиг, закалку (масло или вода) и нормализацию для начала. Возможна индивидуальная обработка с ЧПУ, фрезерование и шлифование. Кроме того, для получения желаемых результатов доступны пескоструйная обработка и воронение, контроль размеров и выпрямление.
Причины, по которым Miheu превосходит всех других словенских производителей стали:
- Все в одном месте
- Наша хорошо образованная и преданная своему делу команда
- Сильная поддерживающая культура
- Гибкость и короткие сроки
- Высокая точность наших продуктов и услуг
Позвольте Miheu помочь вам реализовать ваш полный продукт. Высокоточные и высокоэффективные обрабатывающие центры с ЧПУ Mazak ждут вашего проекта. Работа с пользовательскими компонентами — это специальность.
Высокоточные и высокоэффективные обрабатывающие центры с ЧПУ Mazak ждут вашего проекта. Работа с пользовательскими компонентами — это специальность.
Свяжитесь с нами сегодня, чтобы обсудить, как мы можем работать вместе.
Преимущества азотирования и нитроцементации
Азотирование (N) и нитроцементация (NC) представляют собой термохимические обработки, при которых азот и углерод проникают в поверхность металлов. Азотирование применяют для черных, титановых, алюминиевых и молибденовых сплавов, а чаще всего для низкоуглеродистых, низколегированных сталей. Нитроцементация используется только для ферросплавов. Они улучшают поверхностные свойства металлических компонентов и инструментов, такие как устойчивость к истиранию и коррозии, а также повышают усталостную прочность.
Азотирование является длительным процессом и, в зависимости от требований к глубине слоя, может занять от 4 до 60 часов и более. Нитроцементация намного быстрее и занимает от 0,5 до 6 часов. Количество обрабатываемых деталей (масса загрузки) может влиять на то, сколько времени требуется печи для достижения требуемой температуры, но не влияет на время азотирования/выдержки.
Количество обрабатываемых деталей (масса загрузки) может влиять на то, сколько времени требуется печи для достижения требуемой температуры, но не влияет на время азотирования/выдержки.
Плазменное азотирование выполняется в вакуумной камере, которая служит анодом, а азотируемая деталь — коленчатый вал — катодом. Ионы азота бомбардируют деталь и образуют активный азот, который вступает в реакцию с поверхностью и диффундирует в сталь. Плазменно-тлеющий разряд окружает нагрузку и его можно увидеть через иллюминатор.
Процессы повышают поверхностную твердость обработанных деталей. Например, типичная начальная твердость стали составляет около 30 HRc. После обработки оно может достигать 1200 HV или 72 HRc для нержавеющих сталей и Nitralloy 135 M. Процессы также повышают сопротивление истиранию и износу, а также улучшают свойства при изгибе и/или контактной усталости. Например, азотирование увеличило усталостную прочность при изгибе 3% Cr-Mo с 480 до 840 МПа (улучшение на 75%). А наработка до разрушения деталей подшипников из стали М50 на контактную усталость качения увеличилась в 10 раз. Эти процессы также снижают коэффициент трения детали. Процессы также образуют тонкий, устойчивый к коррозии слой оксида железа/магнетита, который значительно повышает коррозионную стойкость.
А наработка до разрушения деталей подшипников из стали М50 на контактную усталость качения увеличилась в 10 раз. Эти процессы также снижают коэффициент трения детали. Процессы также образуют тонкий, устойчивый к коррозии слой оксида железа/магнетита, который значительно повышает коррозионную стойкость.
Поверхностно-зависимые свойства компонентов, такие как сопротивление изгибу, кручению и контактной усталости при качении, увеличиваются. Многие из улучшений поверхности связаны с повышенными сжимающими напряжениями. Это связано с увеличением удельного объема стали на поверхности из-за диффузии азота.
Плазменное азотирование можно использовать для упрочнения длинных деталей, таких как этот стальной вал, поскольку оно обеспечивает равномерную диффузию азота по всей детали.
Азотирование обычно проводят при температуре от 450 до 520°C, а нитроцементацию при температуре от 540 до 580°C. Эти обработки ниже температур отпуска или снятия напряжения стали, которые превышают 600°C. Следовательно, процессы вызывают небольшие искажения или не вызывают их вообще.
Следовательно, процессы вызывают небольшие искажения или не вызывают их вообще.
Азотированный слой изнашивается со временем в зависимости от контактного напряжения. Он выдерживает температуры до 400ºC, но это зависит от типа стали. Стали с повышенным содержанием хромомолибдена и ванадия обладают наибольшей термостойкостью. Азотированные детали имеют гораздо более высокую термостойкость, чем науглероженные стали. Низкие температуры не влияют на азотированные слои, если сама сталь не становится хрупкой.
На этом графике показано распределение твердости азотированной стали 4340. На микрофотографии вставки слева показан азотированный слой.
Наиболее эффективными и известными методами такой обработки являются плазменно-газовое азотирование или нитроцементация. Если требуется сплошная обработка детали, следует использовать газовые методы, так как газ попадает на все поверхности деталей. Если требуется только частичное упрочнение, предпочтение отдается плазменным методам, поскольку техники могут защитить выбранные поверхности, такие как резьба или тонкие срезы, чтобы предотвратить их хрупкость. Это легко сделать с помощью механической маскировки, исключающей контакт плазмы с поверхностями.
Это легко сделать с помощью механической маскировки, исключающей контакт плазмы с поверхностями.
Но компоненты из нержавеющей стали обычно лучше обрабатываются с помощью плазменного процесса, поскольку он эффективен для активации поверхности. Во время плазменной обработки ионы бомбардируют обработанную нержавеющую сталь и распыляют природный хром. Это облегчает поглощение и диффузию азота поверхностью стали. С другой стороны, газовые методы требуют добавления активирующих агентов, таких как коррозионно-активные кислоты, в богатый азотом газ. Кислоты удаляют оксиды хрома путем химической реакции на поверхности.
Спеченные автомобильные изделия с низкой плотностью, такие как синхронизаторы ступиц, направляющие для насосов, компоненты турбокомпрессоров и арматура, а также используемые в других отраслях промышленности, ограничиваются обработкой на основе плазмы. Это связано с тем, что при газовом азотировании используется богатый азотом аммиак, газ, который может проникать через весь объем детали. Это вызывает внутреннее азотирование и хрупкость.
Это вызывает внутреннее азотирование и хрупкость.
В большинстве случаев азотирование можно рассматривать как заключительную операцию. Полировка после азотирования применяется, если требуется сверхнизкая шероховатость поверхности. Азотирование не меняет массы деталей, но они могут немного увеличиваться — примерно на 0,001—0,005 мм при диаметре около 50—80 мм. Рост предсказуем и повторяем.
Как плазменное, так и газовое азотирование стали более популярными в последние несколько лет и во многих случаях вытесняют сквозную закалку и науглероживание, которые проводятся при температурах, достаточно высоких для изменения размера обрабатываемых деталей.
Это написали Эдвард Ролински (старший научный сотрудник) и Майк Вуд (президент) из Advanced Heat Treatment Corp. Если у вас есть какие-либо вопросы относительно термообработки, пожалуйста, обращайтесь к ним по телефону 319-232-5221 .
Цементация без последующей операции закалки
Нитроцементация – это разновидность процесса цементации. Это процесс термохимической диффузии, при котором атомы азота, углерода и в очень небольшой степени атомы кислорода диффундируют на поверхность стальной детали, образуя слой соединения на поверхности и диффузионный слой. Нитроцементация представляет собой неглубокий вариант процесса азотирования. Этот процесс выполняется в основном для обеспечения износостойкости поверхностного слоя и повышения сопротивления усталости.
Это процесс термохимической диффузии, при котором атомы азота, углерода и в очень небольшой степени атомы кислорода диффундируют на поверхность стальной детали, образуя слой соединения на поверхности и диффузионный слой. Нитроцементация представляет собой неглубокий вариант процесса азотирования. Этот процесс выполняется в основном для обеспечения износостойкости поверхностного слоя и повышения сопротивления усталости.
Преимущества нитроцементации
- Относительная низкая стоимость;
- Высокая износостойкость;
- Отличная стойкость к истиранию и заеданию;
- Усталостные свойства улучшены до 120%;
- Значительно улучшенная коррозионная стойкость;
- Хорошее качество поверхности;
- Незначительное искажение формы;
- Предсказуемые характеристики роста; и
- Замена сплава – простые углеродистые стали заменяют низколегированные стали.
Применение и материалы
Преимущества процесса включают способность упрочнять материалы, которые не подвергались предварительной закалке, относительно низкую температуру процесса, сводящую к минимуму деформацию, и относительно низкую стоимость по сравнению с науглероживанием или другими процессами поверхностного упрочнения.
Типичные отрасли промышленности:
Нефть и газ, арматура, насосы, сельскохозяйственное оборудование, автомобилестроение, штамповка, текстиль, экструзия и литье под давлением, компоненты огнестрельного оружия.
Типовые детали:
- Масло и газ — шестерни и валы-шестерни
- Компоненты клапана – затворы, седла, шары, штоки, регулирующие клапаны
- Компоненты насоса – корпуса рабочих колес, корпуса, поршни, цилиндры
- Сельскохозяйственное оборудование – фрезы для уборочных комбайнов, сепараторы, транспортеры, измельчающие компоненты
- Автомобильная промышленность — масляные насосы дизельных двигателей, шестерни, коленчатые и распределительные валы
- Штамповка – штампы, оснастка
- Текстиль – барабаны с канавками
- Пресс-формы для экструзии и литья под давлением – формовочные шнеки, цилиндры, компоненты штампов
- Огнестрельное оружие – затворы для автоматического огнестрельного оружия
Азотирование может применяться к тем же материалам, что и при азотировании, а также к нелегированным материалам, где требуется хорошая износостойкость и некоторое улучшение усталостной прочности при низких затратах. Широко используется для штамповки, как альтернатива твердому покрытию.
Широко используется для штамповки, как альтернатива твердому покрытию.
Детали процесса азотонауглероживания
Нитроцементация проводится при докритических температурах и включает диффузию азота и углерода на поверхность углеродистой стали с получением несколько более твердого корпуса и мягкого ядра с очень тонким слоем соединения на поверхности.
Слой компаунда устойчив к износу и коррозии, но при этом не является хрупким, в отличие от своего аналога в процессе азотирования. Поскольку он обеспечивает существенную часть свойств, необходимых для процесса, его нельзя удалять при последующей механической обработке. Под составным слоем тонкий корпус значительно повышает усталостную прочность компонента.
Сопутствующие услуги
Карбонитрирование
Газовое азотирование
Специальные процессы обработки нержавеющей стали S 3 P
Свяжитесь с нами для цитаты.
Нитроцементация – это разновидность процесса цементации. Это процесс термохимической диффузии, при котором атомы азота, углерода и в очень небольшой степени атомы кислорода диффундируют на поверхность стальной детали, образуя слой соединения на поверхности и диффузионный слой. Нитроцементация представляет собой неглубокий вариант процесса азотирования. Этот процесс выполняется в основном для обеспечения износостойкости поверхностного слоя и повышения сопротивления усталости.
Это процесс термохимической диффузии, при котором атомы азота, углерода и в очень небольшой степени атомы кислорода диффундируют на поверхность стальной детали, образуя слой соединения на поверхности и диффузионный слой. Нитроцементация представляет собой неглубокий вариант процесса азотирования. Этот процесс выполняется в основном для обеспечения износостойкости поверхностного слоя и повышения сопротивления усталости.
Преимущества нитроцементации
- Относительная низкая стоимость;
- Высокая износостойкость;
- Отличная стойкость к истиранию и заеданию;
- Усталостные свойства улучшены до 120%;
- Значительно улучшенная коррозионная стойкость;
- Хорошее качество поверхности;
- Незначительное искажение формы;
- Предсказуемые характеристики роста; и
- Замена сплава – простые углеродистые стали заменяют низколегированные стали.
Применение и материалы
Преимущества процесса включают способность упрочнять материалы, которые не подвергались предварительной закалке, относительно низкую температуру процесса, сводящую к минимуму деформацию, и относительно низкую стоимость по сравнению с науглероживанием или другими процессами поверхностного упрочнения.
Типичные отрасли промышленности:
Нефть и газ, арматура, насосы, сельскохозяйственное оборудование, автомобилестроение, штамповка, текстиль, экструзия и литье под давлением, компоненты огнестрельного оружия.
Типовые детали:
- Масло и газ — шестерни и валы-шестерни
- Компоненты клапана – затворы, седла, шары, штоки, регулирующие клапаны
- Компоненты насоса – корпуса рабочих колес, корпуса, поршни, цилиндры
- Сельскохозяйственное оборудование – фрезы для уборочных комбайнов, сепараторы, транспортеры, измельчающие компоненты
- Автомобильная промышленность — масляные насосы дизельных двигателей, шестерни, коленчатые и распределительные валы
- Штамповка – штампы, оснастка
- Текстиль – барабаны с канавками
- Пресс-формы для экструзии и литья под давлением – формовочные шнеки, цилиндры, компоненты штампов
- Огнестрельное оружие – затворы для автоматического огнестрельного оружия
Азотирование может применяться к тем же материалам, что и при азотировании, а также к нелегированным материалам, где требуется хорошая износостойкость и некоторое улучшение усталостной прочности при низких затратах. Широко используется для штамповки, как альтернатива твердому покрытию.
Широко используется для штамповки, как альтернатива твердому покрытию.
Детали процесса азотонауглероживания
Нитроцементация проводится при докритических температурах и включает диффузию азота и углерода на поверхность углеродистой стали с получением несколько более твердого корпуса и мягкого ядра с очень тонким слоем соединения на поверхности.
Слой компаунда устойчив к износу и коррозии, но при этом не является хрупким, в отличие от своего аналога в процессе азотирования. Поскольку он обеспечивает существенную часть свойств, необходимых для процесса, его нельзя удалять при последующей механической обработке. Под составным слоем тонкий корпус значительно повышает усталостную прочность компонента.
Сопутствующие услуги
Карбонитрирование
Газовое азотирование
Специальные процессы обработки нержавеющей стали S 3 P
Свяжитесь с нами для цитаты.
Когда использовать нитроцементацию/азотирование
опубликовано
В среду, 27 апреля 2022 г.
в
Блог
Азотирование имеет давнюю историю развития и применения. Он используется более 100 лет для повышения износостойкости и коррозионной стойкости, а также усталостной прочности многих технических деталей из стали или чугуна [1-8]. Этот процесс был очень быстро изменен и усовершенствован за счет введения в атмосферу углеродосодержащих газов и легирования верхней части закаленного слоя, что привело к еще лучшим свойствам слоя. Так была введена нитроцементация. Выпадение нитридов и карбонитридов, а также перенасыщение феррита азотом соответственно вызывают увеличение поверхностной твердости и возникновение сжимающих остаточных напряжений [3].
В зависимости от конкретного применения процесс можно настроить для получения слоя с необходимой для него структурой. Азотированный слой имеет по существу два подслоя; составная зона (CZ) на поверхности, также называемая белым слоем (WL), и ниже, слой, образованный выделениями нитридов, называемый диффузионным слоем (зоной), см. рис. 1.
рис. 1.
рис. азотированный материал Caldie Cast, показывающий компоненты слоя, протравленные 3% ниталом.
В легированных сталях диффузионная зона очень твердая, как показано на рис. 2.
Рис. 2
Профиль твердости в азотированной стали 4340, показывающий общую глубину слоя (диффузионную зону).
Газовое азотирование
Азотирование обычно проводят в диапазоне температур 400–590°C (752–1094°F), что ниже температуры Ac1 системы железо-азот, и поэтому оно называется ферритным азотированием или только азотирование [1-6]. Если температура обработки превышает верхний диапазон температур, 9Азотистый аустенит 0187 образуется в результате наличия дополнительного подслоя, структура которого зависит от скорости охлаждения [3, 4].
Зона соединения азотирования (CZ)
Структура зоны соединения зависит от параметров процесса и химического потенциала используемого азота. Диаграмма Лерера описывает эти параметры и результирующее содержание азота в железе. Использование диаграммы Лерера позволяет прогнозировать и контролировать количество азота, вводимого на поверхность стали [1-6]. При низком потенциале азотирования CZ тонкий или может быть полностью удален, см. рис. 3.
Использование диаграммы Лерера позволяет прогнозировать и контролировать количество азота, вводимого на поверхность стали [1-6]. При низком потенциале азотирования CZ тонкий или может быть полностью удален, см. рис. 3.
Рисунок 3
Микрофотография стали М-50 после газового азотирования при очень низком потенциале азотирования. Протравлен 3% ниталом. Обратите внимание на отсутствие составной зоны.
Повышение потенциала азотирования приводит к образованию составной зоны, которая при необходимости может быть достаточно толстой, см. рис. 4.
Рис. 4 . Протравлен 3% ниталом. Обратите внимание на наличие составной зоны (белый слой) значительной толщины.
Как видно из вышеизложенного, при высоком потенциале азотирования толщина ЦЗ может быть значительной и она может содержать нитрид эпсилон с более высоким содержанием азота. Присутствие этого нитрида ускоряет рост ЦЗ, см. рис. 3 и 4.
Свойства ЦЦ зависят от его структуры и количества азота в нем. Также, как упоминалось ранее, толщину и свойства CZ можно модифицировать путем введения в него атомов углерода.
Также, как упоминалось ранее, толщину и свойства CZ можно модифицировать путем введения в него атомов углерода.
Нитроцементация
Азотирование, модифицированное/легированное углеродом, предназначено для увеличения толщины CZ до диапазона 10–40 мкм (0,0004–0,0016 дюйма) и образования фазы Fe3(C, N)1+x, и этот процесс называется нитроцементацией.
Реакционная способность технологических газов, используемых для газового азотирования и нитроцементации, характеризуется потенциалами азота, углерода и кислорода, которые определяются как азотирующий потенциал, углеродный потенциал и окислительный потенциал [3].
Газ Нитроцементация
Этот процесс называется нитроцементацией, а также FNC (ферритная нитроцементация) [2]. FNC является чрезвычайно важным методом поверхностного упрочнения деталей из низколегированных малоуглеродистых сталей, хотя довольно часто он также используется для других сталей, когда требуется высокая твердость, а также отличная коррозионная стойкость. Оптимизация структуры для превосходной коррозионной стойкости достигается, когда контролируются потенциал азотирования и науглероживания атмосферы нитроцементации, а процентное содержание азота и углерода, введенных в эпсилон-слой (Fe2CN), составляет примерно [C]/[N + C] = 0,02– 0,2 [3, 6].
Оптимизация структуры для превосходной коррозионной стойкости достигается, когда контролируются потенциал азотирования и науглероживания атмосферы нитроцементации, а процентное содержание азота и углерода, введенных в эпсилон-слой (Fe2CN), составляет примерно [C]/[N + C] = 0,02– 0,2 [3, 6].
Рисунок 5
Микрофотография нитроцементированной стали 1018. Протравлен 3% ниталом. Обратите внимание на два подслоя в составной зоне; приповерхностный эпсилон-слой имеет пористость, которая может быть сформирована с целью удержания смазочных материалов.
Газовое азотирование должно проводиться в автоматизированном режиме с поддержанием заданных параметров температуры и азотирования с потенциалами науглероживания в соответствии с рекомендациями Стандарта АСМ [1]. Процесс контролируется и поддерживается автоматически на каждом этапе. Там же указаны рекомендуемые значения потенциалов азотирования и науглероживания для температур.
Потенциал азотирования и потенциал науглероживания определяются следующим образом:
Потенциал азотирования является мерой азотирующей способности азотирующей атмосферы, которая определяет поверхностную концентрацию азота в железе при данной температуре и описывается следующим образом. уравнение:
уравнение:
Потенциал науглероживания
Потенциал науглероживания является мерой способности науглероживания атмосферы науглероживания, которая определяет поверхностную концентрацию углерода в чистом железе при данной температуре и описывается одним из двух следующих уравнений [ 1]:
Различия между профилями твердости нитридных слоев нелегированных и легированных сталей хорошо известны. Твердость диффузионной зоны в нелегированной стали очень низкая. Следовательно, твердость обрабатываемой детали зависит от наличия достаточно толстой зоны соединения. В таких ситуациях нитроцементация является подходящим вариантом. Обеспечивает достаточную защиту поверхности от износа. Его коррозионная стойкость также очень высока, намного лучше, чем стойкость составной зоны, полученной азотированием и хромированием [3, 6].
Следует отметить, что дополнительная коррозионная стойкость может быть достигнута при наличии слоя оксида магнетита, образующегося на стадии доокисления поверх зоны компаунда [6].
С другой стороны, если требуется хорошее сопротивление усталости при изгибе и прокатке высоколегированных сталей, таких как М-50 или 4340, наилучшие свойства достигаются при отсутствии или сведении к минимуму составной зоны. В таких ситуациях необходимо обеспечить хорошую диффузию с высокой твердостью. В таких случаях применяют азотирование.
Напротив, сегодня в случае ванны FNC преднамеренное изменение эффективных химических потенциалов азота и углерода все еще невозможно. Поэтому в этих процессах контроль структуры азотированного корпуса носит эмпирический характер [3].
Ионное азотирование и нитроцементация
Ионно-плазменное азотирование и нитроцементация – еще один вариант обработки деталей из ферросплавов [7, 8]. Этот метод отлично подходит для обработки очень точных деталей, требующих локальной защиты от обработки, особенно изготовленных из нержавеющей стали или спеченных металлов. Метод характеризуется «низким потенциалом азотирования», что позволяет легко ограничить толщину зоны компаунда даже без очень сложного контроля процесса. Во многих случаях CZ эпсилон-типа можно получить путем легирования плазмы метаном или другим углеводородом. Толщина компаундной зоны может быть ограничена не более 10 мкм без потери всех свойств и преимуществ такого слоя. Эти результаты не могут быть получены так легко, когда используются другие методы.
Во многих случаях CZ эпсилон-типа можно получить путем легирования плазмы метаном или другим углеводородом. Толщина компаундной зоны может быть ограничена не более 10 мкм без потери всех свойств и преимуществ такого слоя. Эти результаты не могут быть получены так легко, когда используются другие методы.
Хотите узнать больше о нитроцементации? Ознакомьтесь с этими другими статьями или позвоните нам по телефону 319-232-5221.
ПОСМОТРЕТЬ ДОПОЛНИТЕЛЬНЫЕ СТАТЬИ.
Кто такой Доктор Глоу?
Доктор Эдвард Ролински, также известный как Доктор Глоу, изучает феномен плазменно-ионного азотирования с 1970-х годов и, возможно, является одним из самых хорошо осведомленных людей в Северной Америке, когда речь идет о азотировании.
Доктор написал бесчисленное количество статей и официальных документов в отраслевых изданиях и руководствах. Некоторые из его наиболее примечательных вкладов включают главу «Контроль плазменного азотирования» в ASTM International (2017 г. ), а также «Азотирование титановых сплавов» в Справочнике ASM (2016 г.).
), а также «Азотирование титановых сплавов» в Справочнике ASM (2016 г.).
Д-р Эдвард Ролински — старший научный сотрудник Advanced Heat Treat Corp. (AHT). Работает в AHT с 1994 года.
УЗНАТЬ БОЛЬШЕ О DOCTOR GLOW Ссылки
1. «Автоматизированное газообразное азотирование, управляемое потенциалом азотирования», AMS2759/10B, выпущено в 1999-05 г., пересмотрено в 2018-06 г., заменяет собой AMS2759/10A.
2. «Автоматизированная газовая нитроцементация, управляемая потенциалами», 2018-07, AMS2759™/12, Rev. B.
3. HJ Spies, A. Dalke, «Структура корпуса и свойства азотированных сталей. В комплексной обработке материалов»; Краусс, Г., изд.; ООО «Эльзевир», 2014 г.; Том. 12, стр. 439–488.
4. Э. Дж. Миттемайер, «Основы азотирования и нитроцементации», 2013, Справочник ASM, том 4A, Основы и процессы термической обработки стали, Под ред. Доссетт и Г.Е. Тоттен, редакторы, стр. 619-646.
5. К. М. Винтер, Дж. Калуки, «Газовое азотирование и газовая нитроцементация стали», 2013, Справочник ASM, Том 4A, Основы и процессы термической обработки стали, Под ред. Доссетт и Г.Е. Тоттен, редакторы, стр. 647-679..
Доссетт и Г.Е. Тоттен, редакторы, стр. 647-679..
6. Х. Дж. Спайс, «Коррозионное поведение азотированных, нитроцементированных и науглероженных сталей», 2014, Термохимическая обработка поверхности сталей, Под ред. Эрик Дж. Миттемейер и Марсель А. Дж. Сомерс, опубликовано Elsevier Ltd., стр. 267-305.
7. Э. Ролински, «Азотирование с помощью плазмы и нитроцементация стали и других сплавов черных металлов», Глава 11 в Термохимической обработке поверхности сталей, Под ред. E.J. Mittemeijer and M.A.J. Somers, Pub. Издательство Вудхед, 2014 г., стр. 413–449..
8. «Ионное азотирование», AMS2759™/8, ред. B, редакция 2018-06, заменяющая AMS2759/8A.
- Эдвард Ролински
- ферритный нитроцементация
- газовое азотирование
- ионное азотирование
- азотирование
- нитроцементация
- плазменное азотирование
Основы поверхностного упрочнения: нитроцементация и карбонитрация
Термины звучат одинаково и часто вызывают путаницу, но нитроцементация и карбонитрация — это разные процессы термообработки, преимущества которых зависят от используемого материала и предполагаемого качества готовой детали.
Путаница, связанная с методами поверхностного упрочнения нитроцементацией и нитроцементацией, доказывает, что легко запутаться в номенклатуре процессов термической обработки.
Это связано с территорией. Металлургия сложная штука.
Но есть смысл объяснить различия между этими методами 1 и преимущества, возникающие в результате их использования, включая устранение путаницы, чтобы помочь производителям лучше понять, что происходит в печах для термообработки.
Цементация
Цементация 2 относится к «корпусу», который образуется вокруг детали, подвергнутой закалке. Как нитроцементация, так и нитроцементация делают поверхность заготовки более твердой за счет добавления к ее поверхности углерода или углерода и азота.
Металлург Адольф Махлет случайно изобрел азотирование в 1906 году. В том же году он подал заявку на патент, который предусматривал замену атмосферного воздуха в печи аммиаком, чтобы избежать окисления стальных деталей. Вскоре после того, как он отправил заявку на патент, он заметил, что обработка деталей в атмосфере аммиака при повышенных температурах приводит к образованию «кожи, кожуха, оболочки или покрытия» вокруг детали, которую чрезвычайно трудно разъедать или тускнеть.
Вскоре после того, как он отправил заявку на патент, он заметил, что обработка деталей в атмосфере аммиака при повышенных температурах приводит к образованию «кожи, кожуха, оболочки или покрытия» вокруг детали, которую чрезвычайно трудно разъедать или тускнеть.
В том же 1906 году немецкий металлург Адольф Фрай возглавил исследовательскую программу, в ходе которой он сделал те же открытия, что и Махле. Он также заметил, что добавление легирующих элементов к железу сильно влияет на результаты азотирования.
Материал, характеристики деталей и предполагаемое использование определяют, какой метод поверхностного упрочнения является наилучшим: нитроцементация или нитроцементация.
Нитроцементация
Во время нитроцементации детали нагреваются в герметичной камере до аустенитной температуры — около 1600 градусов по Фаренгейту — перед добавлением азота и углерода. Поскольку деталь нагревается до аустенитной температуры, происходит фазовое изменение в кристаллической структуре стали, что позволяет атомам углерода и азота диффундировать в деталь.
Азот добавляют в низкоуглеродистые, низколегированные стали, потому что они плохо затвердевают без азота. Азот поступает в виде молекул газообразного аммиака, которые расщепляются на поверхности детали, образуя азот, диффундирующий в сталь. Добавление азота также помогает детали сохранять твердость при использовании в высокотемпературных условиях эксплуатации.
Нитроцементация обычно позволяет достичь большей глубины корпуса по сравнению с нитроцементацией. Теоретического предела того, насколько глубоким может быть проработан кейс в любом процессе, нет, но практический предел — это время и ресурсы, которые человек готов потратить на достижение определенной глубины кейса.
Процесс карбонитрации занимает от нескольких часов до дня или более, чтобы получить желаемые результаты: деталь с высокой твердостью поверхности, но с относительно пластичным сердечником. Процесс завершается закалкой.
Карбонитрация используется для упрочнения поверхностей деталей, изготовленных из относительно менее дорогих и легко обрабатываемых сталей, таких как штампованные автомобильные детали или шурупы. Этот процесс делает детали более устойчивыми к износу и повышает усталостную прочность.
Этот процесс делает детали более устойчивыми к износу и повышает усталостную прочность.
Нитроцементация
Нитроцементация также влечет за собой растворение углерода и азота в изделии, но, по сравнению с карбонитрацией, при нитроцементации используется больше азота. Существует две формы нитроцементации: аустенитная и ферритная.
Аустенитная нитроцементация относится к температуре зоны, обогащенной азотом, на поверхности детали. В этой зоне происходит фазовый переход, позволяющий азоту диффундировать. Ферритная нитроцементация проводится при более низкой температуре, при которой фазовый переход не происходит.
Глубина слоя в результате нитроцементации обычно меньше по сравнению с нитроцементацией.
Ферритная нитроцементация уникальна тем, что обеспечивает поверхностное упрочнение без необходимости нагревания металлических деталей до фазового перехода. (Это делается при температуре от 975 до 1125 градусов по Фаренгейту.) В этом диапазоне температур атомы азота растворяются в железе, но риск искажения снижается. Из-за своей формы и размера атомы углерода не могут диффундировать в деталь в этом низкотемпературном процессе.
Из-за своей формы и размера атомы углерода не могут диффундировать в деталь в этом низкотемпературном процессе.
Заготовки, улучшенные с помощью нитроцементации, включают компоненты трансмиссии автомобилей и тяжелого оборудования, компоненты огнестрельного оружия, такие как стволы и затворы, и матрицы для производственных процессов.
Нитроцементация снижает вероятность коррозии деталей и улучшает их внешний вид. Обычно процесс занимает несколько часов.
Растущая популярность
Поскольку цементация обеспечивает превосходное качество поверхности с меньшим риском деформации, она стала основной обработкой деталей в различных отраслях промышленности:
Производители автомобильных деталей предпочитают азотировать шестерни, коленчатые валы и детали клапанов, потому что этот процесс придает поверхности детали жесткие диффузионные слои. Повышенная усталостная прочность препятствует образованию поверхностных и подповерхностных трещин.
Азотирование стало привлекательным вариантом термической обработки для производителей инструментальных сталей и ковочных штампов, поскольку оно обеспечивает критическую твердость поверхности без риска деформации, сопровождающего высокотемпературную обработку.
Производители нитридных компонентов огнестрельного оружия, таких как стволы и затворы, поскольку этот процесс снижает коэффициент трения, повышает износостойкость и усталостную прочность, а также обеспечивает умеренный контроль коррозии.
Знание – сила
Процессы нитроцементации и карбонитрации могут быть сложными, но они также имеют решающее значение для обеспечения того, чтобы детали выдерживали условия, в которых они будут использоваться. Узнав больше об этих и других процессах термообработки 3 , можно сделать большой шаг к более продуктивным будущим обсуждениям и укреплению отношений с партнерами по термообработке.
Ссылки
- www.totalmateria.com/page.aspx?ID=CheckArticle&LN=EN&site=kts&NM=117
- www.paulo.com/services/heat-treating/case-hardening/
- www.paulo.com/services/heat-treating/
Нитроцементация и карбонитрация | L&L Special Furnace Co.
Какой процесс закалки подходит для вашего следующего проекта? Нитроцементация и нитроцементация представляют собой два метода поверхностного упрочнения, обычно используемые сегодня. Но сами термины могут заставить вас желать, чтобы они были немного более отличными друг от друга.
Но сами термины могут заставить вас желать, чтобы они были немного более отличными друг от друга.
Понимание природы и применения этих методов может помочь вам принимать более правильные решения в отношении ваших проектов и получать максимальную отдачу от ваших материалов. С помощью этого краткого руководства вы сможете принять обоснованное решение о том, какой процесс использовать при термообработке рабочих поверхностей и компонентов.
Обзор карбонитрации
Сам по себе термин «карбонитрирование» относительно прост. Карбонитрирование — это процесс, при котором углерод и азот вводятся в поверхность стальной детали.
Цель карбонитрации
Карбонитрация используется для образования аустенита, и этот аустенит после закалки приобретает микроструктуру матрицы мартенсита. Весь процесс изменяет верхний слой стального компонента, что имеет два явных преимущества.
Во-первых, он сохраняет исходные размеры детали, а это означает, что карбонитрация не изменяет форму детали. Во-вторых, толщина поверхностного упрочнения в результате азотирования обычно составляет от 0,07 до 0,75 мм, что повышает долговечность ваших стальных компонентов.
Во-вторых, толщина поверхностного упрочнения в результате азотирования обычно составляет от 0,07 до 0,75 мм, что повышает долговечность ваших стальных компонентов.
Эта закалка делает процесс карбонитрации идеальным для массового производства стальных деталей. Некоторые из наиболее распространенных стальных деталей, для которых используется этот процесс, включают:
- Штоки гидравлических поршней
- Автомобильные колодки сцепления
- Зубья шестерен
- Кулачки и валы
- Список подшипников
- Инструменты это идеально
- Компоненты трансмиссии для автомобилей и тяжелой техники
- Компоненты огнестрельного оружия
- Матрицы для производственного процесса
- Шпиндели для шлифовальных станков
5 для деталей со специальной функцией, которая требует высокой степени долговечности и надежной работы.
Например, гидравлическое оборудование может быть легко повреждено, если загрязняющие вещества попадут в гидравлическую жидкость. Правильно обработанные компоненты могут значительно снизить риск попадания металлических стружек или другого мусора в гидравлическую систему, снижения производительности или фактического повреждения.
Кроме того, эта износостойкость важна для автомобильных деталей, инструментов и других применений, что приводит к увеличению срока службы оборудования, содержащего эти детали.
Процесс карбонитрации
Лучшими сталями для процесса азотирования являются низкоуглеродистые и низколегированные стали, которые в противном случае имеют низкую прокаливаемость. Обычно эти металлы сопротивляются закалке только от термической обработки и закалки. Процесс карбонитрации придает этим материалам твердость и делает их идеальными для использования в этом процессе.
В процессе карбонитрации материалы нагреваются примерно до 1600 ℉ (871 ℃) в пределах аустенитного диапазона. Как только материалы достигают желаемой температуры, добавляются азот и углерод.
Как и при газовом науглероживании, углерод добавляется в виде монооксида углерода (CO) и газообразного метана (CH 4 ). В процессе также используется аммиак (NH 3 ) для подачи азота на поверхность материала.
При этих аустенитных температурах в материале происходит фазовое изменение, которое позволяет углероду и азоту диффундировать в сам металл.
Затем материал можно закалить с использованием масла или газа в защитной атмосфере. Хотя воду можно использовать в качестве закалочной среды, она может привести к деформации стали, и ее следует избегать.
Обзор нитроцементации
На самом деле существует два типа нитроцементации: ферритная и аустенитная нитроцементация. Нередко некоторые ресурсы просто используют термин «нитроцементация», когда они конкретно имеют в виду «ферритную нитроцементацию», поэтому важно знать, что между этими двумя процессами есть разница.
Нитроцементация по сравнению с карбонитрацией
Технически нитроцементация вообще не является формой цементации, а представляет собой измененную форму азотирования. Поэтому неудивительно, что метод нитроцементации будет напоминать процесс нитроцементации.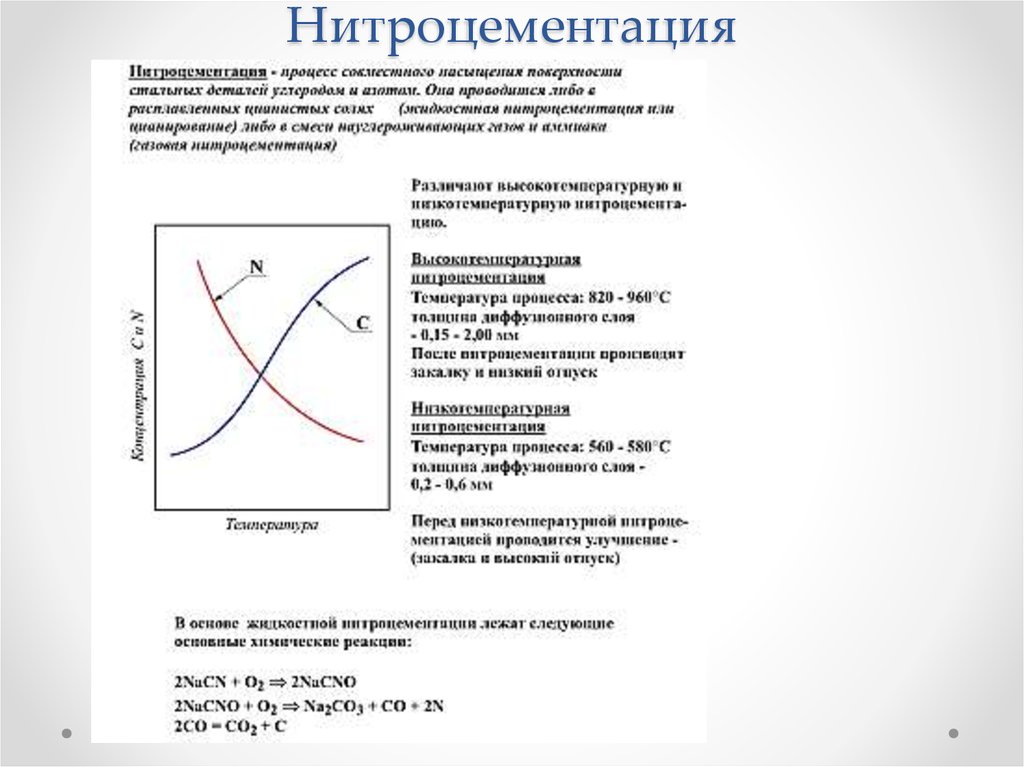 Основное различие заключается в количестве азота, введенного на поверхность металла.
Основное различие заключается в количестве азота, введенного на поверхность металла.
Нитроцементация вводит в металл больше азота, чем карбонитрация. Поскольку азот препятствует поглощению углерода металлом, процесс нитроцементации приводит к меньшей глубине слоя по сравнению с процессом нитроцементации.
Процесс нитроцементации также проводится при более низких температурах, чем карбонитрация, чтобы предотвратить разложение аммиака, которое может происходить при более высоких температурах.
Когда используется нитроцементация?
Нитроцементация идеально подходит для компонентов, подвергающихся интенсивному использованию, поскольку предотвращает коррозию и износ основных компонентов. Общие приложения включают в себя:
помогают оборудованию лучше выдерживать износ и повторяющиеся нагрузки.
Процесс аустенитной нитроцементации
Процесс нитроцементации немного отличается для ферритной и аустенитной нитроцементации.
Во время аустенитной нитроцементации деталь нагревают до температуры от 1025 до 1110 ℉ (от 552 до 599 ℃) в атмосфере, содержащей 50% газообразного аммиака (хотя точное соотношение газов может немного отличаться).
При этой температуре металл претерпевает фазовый переход, что позволяет азоту диффундировать в металл. Конечным результатом является прочный и долговечный материал, хотя высокие температуры могут иногда деформировать форму изделия. Аустенитное науглероживание обычно используется для быстроизнашивающихся компонентов, таких как косозубые шестерни.
Процесс ферритной нитроцементации
Ферритная нитроцементация, напротив, не требует высоких температур для индукции фазового перехода. Вместо этого металл нагревают до температуры 975 ℉ (524 ℃), при которой атомы азота могут диффундировать в металл без риска деформации.
