Норма расхода электродов на 1 метр шва: WordPress › Ошибка
Содержание
Расчет расхода электродов на один метр шва: tvin270584 — LiveJournal
Точный расчет расходных материалов – основа любого производственного или строительного процесса. Для металлоконструкций важно учитывать не только специфику конфигурации, но и требуемое количество электродов для сварки. В статье мастер сантехник расскажет, как рассчитать расход электродов на один метр шва, с учетом всех тонкостей ситуации.
Влияющие факторы
На скорость укорачивания стержня в обмазке влияют разные факторы. В первую очередь, значение имеет толщина сплава, который предстоит варить. Но также необходимо правильно подобрать диаметр стержня. Если он будет недостаточным, присадочный материал начнет сгорать при малой производительности.
Если диаметр слишком большой, то появятся крупные наплывы, но глубина провара останется маленькой. В последнем случае для создания качественного шва потребуется работать посредством широких колебательных движений. В противном случае в присадочном материале появится прожог.
В противном случае в присадочном материале появится прожог.
Третий аспект, влияющий на расход электродов – сила тока. Если она будет слишком большой, то металл во время плавления начнет разбрызгиваться. Остается следить за зазором между заготовками. Если участки материала будут располагаться слишком далеко друг от друга, работа с ним потребует размаха поперечных движений, а это значительно повысит затраты.
Формулы, используемые для расчетов
Показатели расхода – это количество материала, которое требуется для проведения работ по сварке. При вычислении большое значение имеет толщина свареваемых деталей. Если используется сталь, толщина которой не превышает 12 мм, то норма на прихватки составит 15%, а если для сварки нужна сталь больше 12 мм, то 12%. При работе с титановыми или алюминиевыми сплавами процент повышают до 20. Норма для проведения правки подобных изделий следующая:
- Титан – 35–40%.
- Алюминий менее 8 мм – 30%.
- Алюминий более 8 мм – 25%.
Показатели нормирования складываются из расходов на сварку, правку методом «холостых валиков» и расхода на прихватки.
Расчет расхода электродов должен учитывать эти факторы. В дальнейшем применяется формула:
N=M*K
Где:
- М – масса наплавленного металла на каждый метр.
- К – коэффициент потерь.
- N – норма расхода на метр.
Чтобы найти M, необходимо перемножить площадь поперечного сечения, длину шва и плотность материала, то есть используется формула:
M=S*ρ*L
Плотность можно узнать из соответствующих справочников и таблиц. В большинстве случаев она составляет 7,85г/см³.
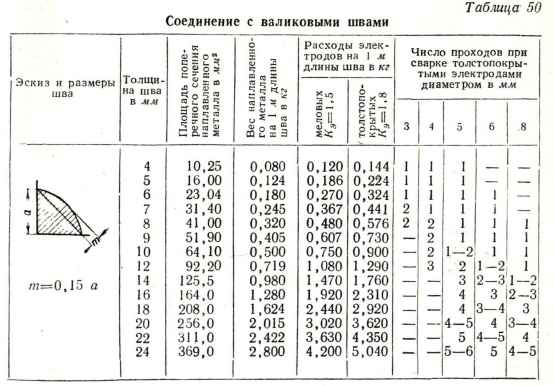
Площадь сечения необходимо измерять самостоятельно, согласно формулам из таблицы:
Методы расчета поправочного коэффициента
Расчет расхода сварочных электродов требует учитывать поправочный коэффициент. Он состоит из технологических потерь во время сварки, которые включают в себя огарки, разбрызгивание металла и угар. На их количество влияют режимы сварки, рабочие условия и особенности используемого металла.
На их количество влияют режимы сварки, рабочие условия и особенности используемого металла.
Несмотря на многообразие тонкостей, которые изменяют коэффициент, рассчитывать его несложно, потому что все стандартные цифры уже приведены в специальных таблицах. Например, в них рассматриваются потери на огарок при сварке.
При стандартных вычислениях, длина огарка, взятого от обычного 450 мм электрода, составляет 50 мм. Если необходимо рассчитать показатели для другой длины, то нужно использовать поправку по формуле:
λ=(lэ — 50)/(lэ — lо)
В данном случае lо обозначает длину конкретного огарка, а lэ – электрода.
Посмотреть затраты на угар и разбрызгивание можно в паспортной характеристике, которая есть у всех материалов для сварки. Итоговая цифра увеличивается при повышенной сложности рабочих условий. Это относится к случаям, когда поверхность располагается в наклонной, вертикальной или потолочной плоскости. При первом варианте коэффициент равняется 1,05, во втором – 1,10, а в третьем – 1,20.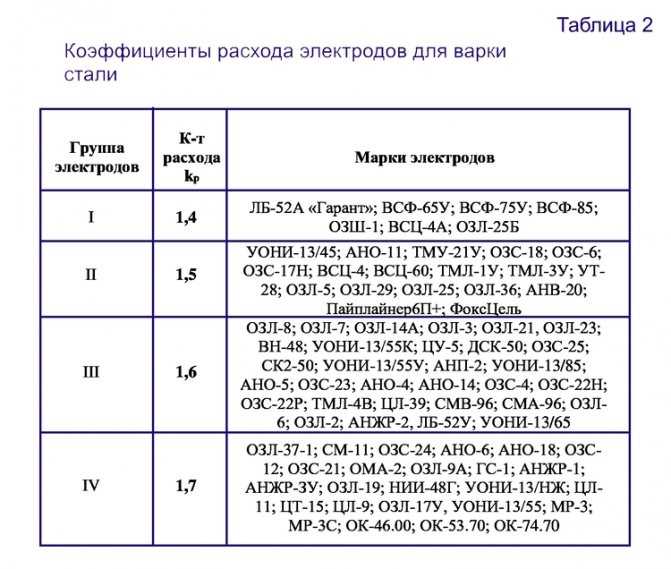 Для уточнения всех аспектов расхода электродов необходимо провести испытательные работы.
Для уточнения всех аспектов расхода электродов необходимо провести испытательные работы.
Видео
В сюжете — Как расчитать стоимость сварочных работ и что при этом необходимо обязательно учесть
Заключение
Расчет количества электродов при сварке лишь малая часть задач, которые приходится решать при сварочных работах. Если подход к делу не формальный, а профессиональный, результатом будет высокое качество при оптимальных затратах.
Главное, чтобы мероприятия по снижении расходов не выполнялись за счет ухудшения условий работы. Практика показывает, что такая экономия в конечном итоге оборачивается лишь убытками.
В продолжение темы посмотрите также наш обзор Источники питания для дуговой сварки
Источник
https://santekhnik-moskva.blogspot.com/2023/03/Raschet-raskhoda-elektroda-na-odin-metr-shva.html
Обоснование стоимости сварных соединений от 10 катета и выше
При составлении коммерческих смет, если заказчик пытается экономить за счет удаления машин и механизмов, ресурсной части расценок, возможен вариант доказательства использования материала по фактически выполненным работам.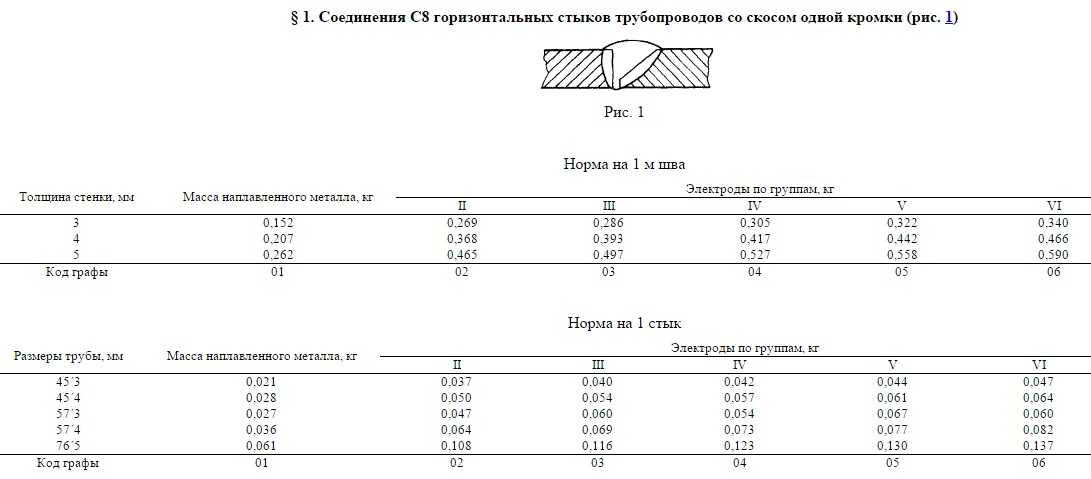
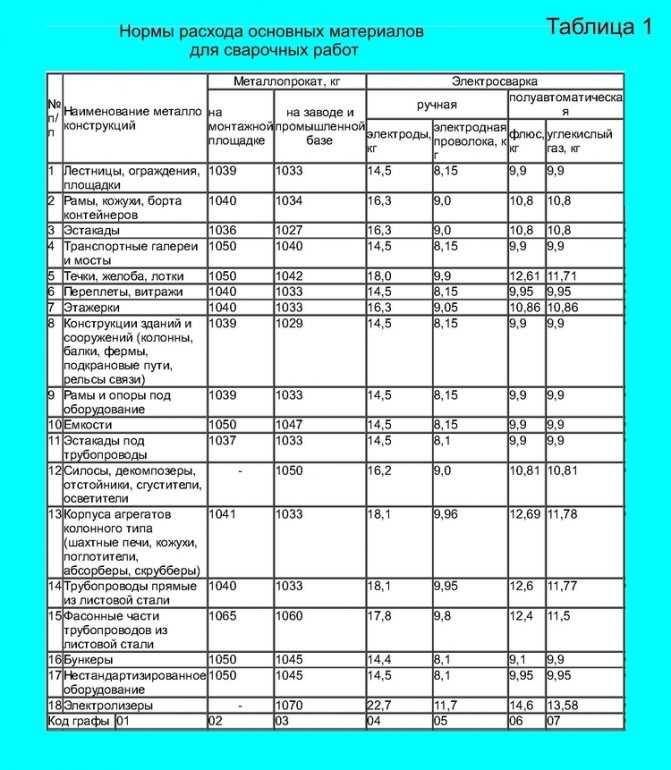
Рассмотрим пример из практики – нетиповой проект реконструируемого объекта: доказательство расхода электродов при применении монтажного сборника № 9 «Строительные металлические конструкции». Для этого используем ВСН 416-81 «Общие производственные нормы расхода материалов в строительстве».
Согласно сборнику ВСН 416-81 Сварочные работы, п. 10 «Производственные нормы расхода материала» электроды делятся на 4 группы с указанием коэффициента расхода. Электроды УОНИ-13/55 (электроды, применяемые для сварки металлоконструкций на стройке) относятся к группе электродов IV. Способ сварочных соединений в примере – тавровые без скоса кромок односторонние Т1.
В параграфе 13 «Соединения тавровые без скоса кромок односторонние Т1» таблица 013 «Нормы на 1 м шва» представлены нормы расхода электродов по катетам шва и категориям электродов (в данном случае IV группа).
Необходимо произвести монтаж стоек ограждений под конвейер. Доказательная база использования ресурсов (расход электродов при катете шва 12 мм) такова.
Доказательная база использования ресурсов (расход электродов при катете шва 12 мм) такова.
Пример 1. При монтаже стойки применялся катет шва 12 мм за 4 прохода длиной 8,2 м. Общий тоннаж 144 кг.
Согласно нормативу ВСН 416-81 таблицы 013, при катете шва 12 мм норма на 1 метр шва электродов УОНИ-13/55 равна 1,122 кг.
Длину катета 8,2 метра нужно умножить на норму расхода 1,122 кг = 9,2004 кг – норма расхода электродов УОНИ-13/55.
При монтаже стойки в смете заказчика использована расценка ФЕР09-03-030-01, где расход электродов на 0,144 т составляет 0,0006 т=0,6 кг, что не соответствует расходу электродов при катете шва 12 мм.
При применении расценки в смете ФЕР46-01-013-01 расход электродов при длине сварного шва 8,2 м составляет 7,8 кг.
При применении расценок на монтаж ФЕР09-03-030-01 и усиление ФЕР46-01-013-01 расход электродов в совокупности 0,6 + 7,8=8,4 кг, что более подходит к реальному расходу электродов.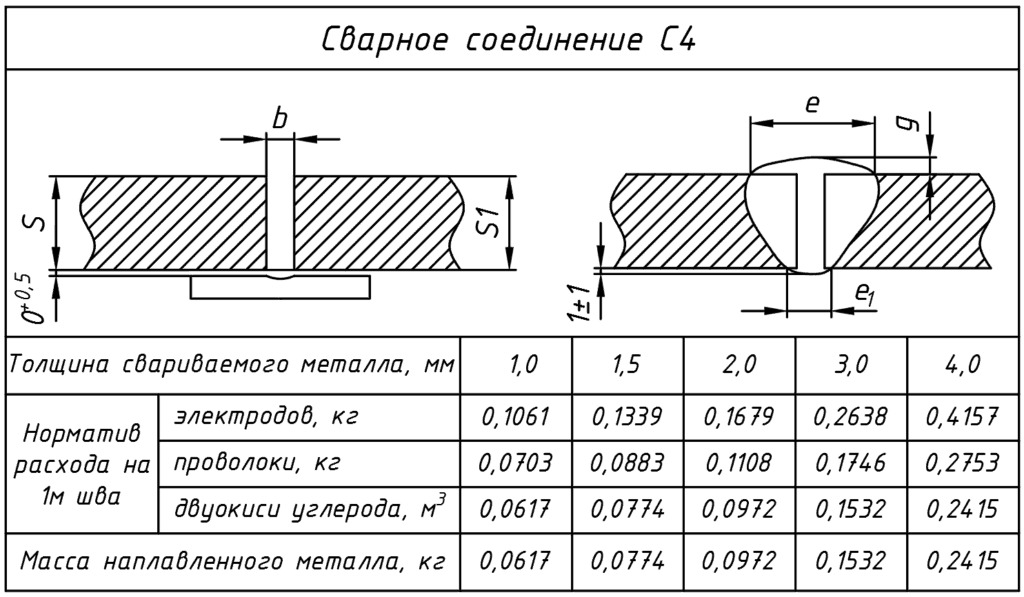
Пример 2. Катет шва 12 мм за 4 прохода длиной 1,6 метра. Аналогичный расчет: при монтаже 0,024 т в расценке ФЕР09-03-030-01 расход электродов 0,0001 т = 0,1 кг. При усилении в КМ1-1 в расценке ФЕР46-01-013-01 расход электродов на 1,6 метра 0,0016 т = 1,6 кг.
При расчете по нормативу ВСН 416-81 расход электрода 1,6 * 1,122 = 1,7952 кг.
Пример 3. Сварка сплошным швом с катетом 12 мм за 2 прохода длинной 41 метр. Расход электродов 0,0017 т на вес 0,544 т. При расчетах по ВСН 416-81 на 12 катет при длине 41 метр расход электродов 46 кг. При применяемой расценке ФЕР09-03-002-13 на монтаж пластин для стыковки балок и расценке на усиление ФЕР46-01-013-01 расход электродов 1,7 кг + 41 кг = 42,7.
Данный вариант из практики подходит при финансировании частным инвестором (коммерческий подряд).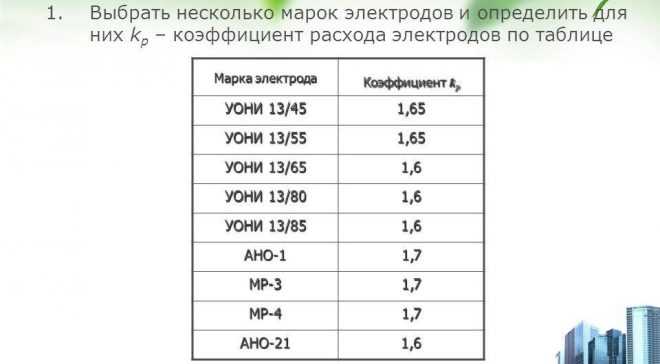
Таким образом, при составлении коммерческих смет, где заказчик удаляет из расценок ресурсы, не учитывает технологию производства работ, можно доказывать расчет неучтенных ресурсов, которые несет подрядчик.
Как определить расход электродов при сварке
03.11.2018
Сварка
Практически все изменилось с тех пор, как впервые были применены трубы. Спектр их использования стал масштабным, появилось больше стройматериалов для производства. Неизменным остается необходимость стыковки труб при создании сварных соединений.
Схема сварочного электрода.
Затраты на сварочные электроды влияют на срок службы сварочного оборудования, производительность сварных швов. Электрод, который уже израсходован, следует заменить на другой источник присадочного элемента. Поэтому профессиональные сварщики труб должны иметь при себе достаточное количество электродов.
Как используются сварочные электроды
При выборе электродов необходимо следующее:
- какой состав у их основного покрытия;
- какой будет расход шатунов;
- .
Индекс наплавки сердечника
Появилась масса специальных приспособлений, позволяющих соединить трубопроводную арматуру. Они используются для различных типов трубопроводов. Некоторые из них появились совсем недавно, другие претерпели значительные улучшения.
Таблица коэффициентов расхода электродов по маркам электродов.
Если речь идет об обработке трубопроводной арматуры, то обычно имеется в виду процесс их сварки с применением специального оборудования.
Для сварки трубопроводной арматуры с наибольшим размером толщины стенки применяют электроды, представляющие собой стержни из металла с защитным покрытием.
Имеют относительно невысокую стоимость исходя из общей сметы материалов, но необходимо правильно определить их необходимый объем для закупки.
Вернуться к оглавлению
Как правильно определить расход сварочных электродов на соединительные трубы
Несмотря на дешевизну электрода, пруток оказывает большое влияние на процесс выполнения работ, особенно на их продолжительность. Если электрод перегорел, его необходимо заменить новым, который необходимо установить на прежнее место. Эта процедура потребует много времени.
Если электрод перегорел, его необходимо заменить новым, который необходимо установить на прежнее место. Эта процедура потребует много времени.
Для выполнения всего объема работ требуется несколько сотен операций. Когда в процессе работы возникнет нехватка определенного количества электродов, их нужно будет приобрести отдельно. Не исключено, что приобретение электродов затянется, поэтому точный подсчет электродов позволит идеально спланировать весь процесс работы. Подготовленные электроды следует обработать путем их прокаливания не менее 1,5-2 часов в специальной сушилке.
Вернуться к оглавлению
На какие характеристики следует ориентироваться для корректных расчетов
Для определения расхода стержней использовать входные параметры:
- Масса наплавочного стержня.
- Размер сварного шва.
- Норма расхода стержней.
- Норма расхода стержней на 1 р. м стыковочный шов.
Таблица типов электродов.
Под массой наплавки понимается масса той части металла, которой необходимо заполнить соединительный шов.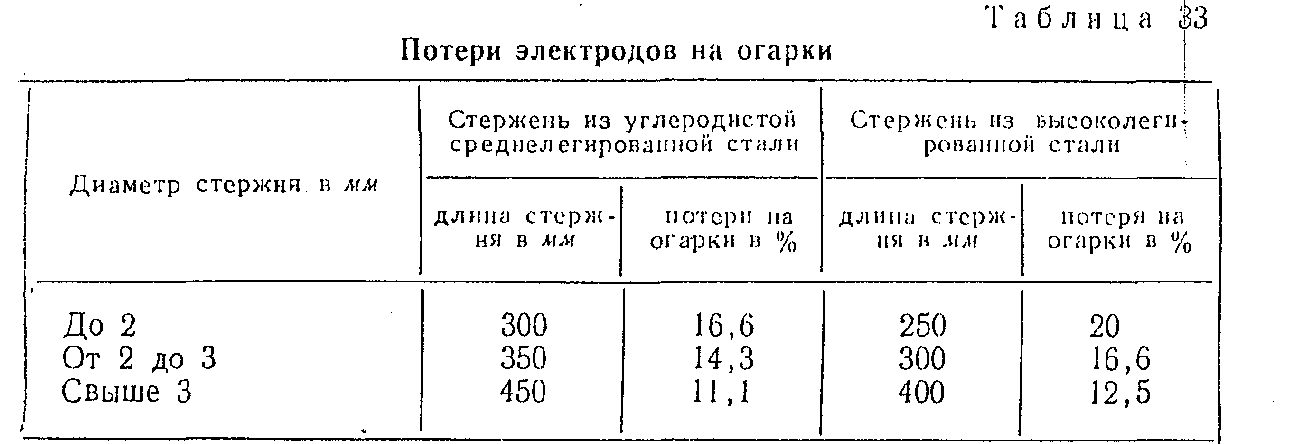 Для точных расчетов этой величины можно использовать технологическую карту, связанную с выполнением сварочных работ. В соответствии с грубым расчетом доля массы наплавки от общего веса металлоконструкции составляет 1–1,5 %. Увеличение параметра может привести к перерасходу количества стержней, а уменьшение — к недостаточной прочности швов.
Для точных расчетов этой величины можно использовать технологическую карту, связанную с выполнением сварочных работ. В соответствии с грубым расчетом доля массы наплавки от общего веса металлоконструкции составляет 1–1,5 %. Увеличение параметра может привести к перерасходу количества стержней, а уменьшение — к недостаточной прочности швов.
Габаритные размеры шва, то есть его длина по всей длине соединения, измеряют рулеткой. Результат умножают на общее количество швов на полученном участке, так как сварку глубоких швов производят 2-3 швами, наложенными параллельно и последовательно.
Среди применяемых расходных норм выделяют:
- Операционная
- Узл.
- Подробно.
Расчет рабочего стандарта основан на типе выполняемой сварочной операции. Узловая норма расхода рассчитывается исходя из наплавленной массы при сварке конкретного строительного объекта из металла. Детальная норма расхода рассчитывается исходя из наплавленной массы при сварке детали; необходимо учитывать влияние технологического процесса.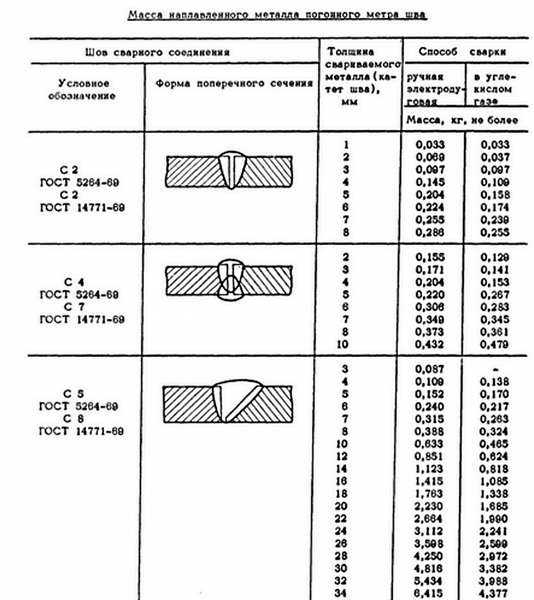
Вернуться к оглавлению
Как теоретически определить расход электродов при сварке труб
Поскольку фасонные части труб имеют известный размер диаметра, по геометрической формуле длины окружности рассчитывается конкретная длина. При наибольшем размере толщины стенки трубной арматуры можно умножить полученное значение длины окружности на число проходов электрода, которое обычно составляет 2-3.
Необходимо рассчитать норму расхода на один метр шва, разделив результат на вес стержня. В результате получится норма расхода, выраженная не в килограммах, а в штуках. Затем сдельную расценку умножают на метр, округляя ее в наибольшую сторону до целого значения. Определять эту норму следует исходя из массы металла, который осаждается. Результат измеряется в килограммах путем умножения объема сечения (1 метр) на плотность металла. Результат следует увеличить в 1,4-1,8 раза с учетом поправки на формирование свечи из использованного стержня. Для поиска конкретных номеров используйте каталоги.
Для поиска конкретных номеров используйте каталоги.
При подсчете электродов используется следующая формула: H = M * k.
Где Н — значение нормы расхода на 1 метр шва, М — значение массы направленного металла в шве, а к — размер коэффициента поправок на образование прокалка из использованного прута.
Вернуться к оглавлению
Как определить расход стержней при сварке практическим способом
Возможно, проведение сложных расчетов будет затруднено, поэтому лучше всего использовать метод, позволяющий определить расход электроды по определенной методике. Необходимо взять две металлические детали, а также электрод нужного типа.
Размещение всех деталей под сварку производится в необходимом положении на специальном столе. Для определенных сварочных операций характерно специфическое положение деталей. Необходимо смоделировать условия, при которых будет формироваться нижний, вертикальный или потолочный шов. После этого необходимо измерить длину получившегося шва, если используется один стержень.
После этого необходимо измерить длину получившегося шва, если используется один стержень.
Далее следует измерить длину шва от одиночного электрода, который сравнивают с общей величиной длины швов. В этом случае можно перейти на необходимое количество стержней. Результат должен быть точным. При этом все отклонения между практическими и теоретическими результатами будут незначительными.
Порошковая проволока против высокоэффективных электродов
Новый продукт
Прекрасным июньским днем я отправился на верфь в Брабанте, чтобы продемонстрировать работу с порошковой проволокой. Это была залитая металлическим флюсом проволока диаметром 1,2 мм, приваренная к отрицательному полюсу. Приваривание этого металлического флюса к отрицательному полюсу приводит к очень высокой скорости осаждения. До этого швы строящегося корабля сваривались рутиловым высокопроизводительным электродом с КПД 200%, диаметром 6,3 мм и длиной 550 мм. Высокоэффективный электрод означает, что очень толстое покрытие электрода содержит количество металлического флюса, равное сердечнику электрода. Этот металлический флюс плавится во время сварки и также попадает в сварочную ванну.
Этот металлический флюс плавится во время сварки и также попадает в сварочную ванну.
Что предшествовало этому
Представитель компании, в которой я работал в то время, очень внимательно выслушал введение этой металлической порошковой проволоки, уникальной для того времени. Как минимум на 30 % больше наплавки за ту же единицу времени по сравнению с существующими металлическими порошковыми проволоками. Он также мог бы составить очень хорошую конкуренцию высокоэффективным электродам. Как часто бывает, когда теория встречается с практикой, это еще не все.
Демонстрация
Когда мы прибыли на верфь, оказалось, что нам нужно сваривать в полуоткрытом здании, что довольно сложно при сварке MIG-MAG из-за ветра и сквозняка. Но это был хороший день, почти безветренный, так что демонстрация могла начаться. Они подготовили два шва около 3,5 метров. Один сваривается высокоэффективным электродом. Второй шов мне сварить порошковой проволокой. Сразу выделяются две вещи; «электросварщик» сидит на деревянном ящике с ручным щитком в руке и шутит со своим коллегой во время сварки. Когда ему нужно соскользнуть, он немного приподнимается, чуть дальше пинает коробку ногой, а тем временем продолжает сварку. Я стою на коленях, наклонившись далеко вперед, и сосредоточенно смотрю на дугу. Сварочная маска и две руки на пистолете, чтобы заполнить шов как можно лучше.
Когда ему нужно соскользнуть, он немного приподнимается, чуть дальше пинает коробку ногой, а тем временем продолжает сварку. Я стою на коленях, наклонившись далеко вперед, и сосредоточенно смотрю на дугу. Сварочная маска и две руки на пистолете, чтобы заполнить шов как можно лучше.
Когда мы примерно на полпути, оказывается, что я действительно быстрее «электросварщика», но по одному его замечанию я знаю, что это не победить, хотя я и быстрее. Когда я сажусь и снимаю сварочную маску, чтобы вытереть пот, сварщик-электрод кричит своему коллеге: «Посмотрите, как он потеет». В этот момент вы понимаете, что ваша миссия провалена 🙂
Лучшее не всегда лучше
Высокоэффективный электрод — контактный электрод. Это означает, что электрод во время сварки опирается на заготовку. Сварщику остается только держать электрододержатель и определять угол электрода на заготовке. Удалять шлак не нужно, он автоматически свернется со сварного шва. При замене электрода он новым электродом кратковременно выбивает шлак из кратера и продолжает.